Вертикальный фрезерный станок – Вертикально-фрезерный станок 6Т12: характеристика, конструкция
alexxlab | 24.02.2019 | 0 | Фрезерные станки
Вертикальный фрезерный станок – устройство и применение
Вертикально-фрезерный станок – весьма популярная техника, которая нашла применение в машиностроительной отрасли. Главной особенностью оборудования является то, что оно позволяет изготавливать сложнопрофильные детали, такие как штампы, копиры и прочее.

Все функции, возлагаемые на вертикальный фрезерный станок, можно разделить на сверление, фрезеровку и расточку. Точность выполнения задачи на таком оборудовании достаточно высока. При этом достойная производительность техники также не подвергается сомнениям. Станки вертикального типа, как правило, отличает высокая мощность привода, которая в сочетании с твердосплавным инструментом создают очень продуктивный тандем.
Среди конструктивных особенностей подобных агрегатов специалисты отмечают наличие так называемой делительной головки, которая используется для поворота заготовки на необходимый угол. Кроме того, вращение детали облегчает обработку винтовых канавок, что также очень важно для повышения производительности труда.
Вертикальный фрезерный станок рассчитан на обработку металлических конструкций самыми разными фрезами и сверлами. Техника может быть использована для обработки любых плоскостей, разного рода спиралей, пресс-форм. При этом, как правило, такие станки рассчитаны на обработку деталей из цветных и черных металлов, а также из сплавов, что их делает многофункциональным широкопрофильным оборудованием.
Вертикальный станок отличает отсутствие так называемой консоли. Стол движется по специальным направляющим станины фундамента, что гарантирует предельную жесткость оборудования. Разумеется, это отражается на точности обработки заготовок, если сравнивать с альтернативными типами фрезерных станков. С деталями больших габаритов и массы такая техника также справляет без особых проблем.
В конструкции вертикально-фрезерного станка шпиндельная головка выступает в роли коробки скоростей, что можно расценивать как дополнительную особенность. Головка перемещается в вертикальном направлении вдоль направляющих стойки. По оси можно перемещать также шпиндель с гильзой.
Мастера, желающего обзавестись такой техникой, несомненно, порадует тот факт, что ее функционал можно расширить с помощью дополнительных комплектующих, таких как вертикальная или универсальная головка, круглый делительный стол, устройства нарезания гребенок и прочих опций. Таким образом, приобретая подобный агрегат, при необходимости список выполняемых им задач можно расширить.
Технические параметры
Чтобы четко понимать, каким требованиям отвечает конкретный станок, важно иметь представление о его основных параметрах. На сегодняшний день ассортимент подобной техники поистине огромен. Компании выпускают оборудование в самых различных размерах и с разными показателями мощности. На рынке представлены и настольные агрегаты, ориентированные на бытовую эксплуатацию, и профессиональные фрезерные машины, способные функционировать в жестких производственных условиях.
Мастер, подбирая для себя идеальный агрегат, должен ориентироваться на такие ключевые характеристики, как:
- Мощность – это, пожалуй, главный параметр, который дает представление не только о производительности техники, но также о сфере ее использования.
- Характеристики рабочего пространства. Сюда можно отнести габариты рабочего стола, расстояние от шпинделя, ход шпинделя и прочие параметры.
- Число оборотов шпинделя – характеристика, которая ярко демонстрирует скорость обработки детали и определяет вариант оснастки.
На сегодняшний день выделяют 3 основных типа универсальных вертикально-фрезерных станков в зависимости от типа управления. Ручные станки – наиболее «древние», но незаменимые в небольших цехах агрегаты. Техника с автоматическим управлением или с числовым программным управлением – это уже более сложные конструкции, требующие должного уровня квалификации для эффективной работы на них. Особенно это касается машин с ЧПУ.

Рассмотрим одни из популярных моделей, чтобы понять, какие варианты техники сегодня потенциально доступны мастеру.
Фрезерный станок 6К11
Этот агрегат рассчитан на выполнение основных работ, таких как фрезерование, сверления, растачивания отверстий и прочих. Техника ориентирована на работу с металлами и пластиком.
Этот поистине универсальный вертикально-фрезерный станок способен эксплуатироваться как в условиях мелкого производства, так и в качестве ключевого оборудования на крупномасштабных промышленных объектах. Конструкцией предусмотрен особый механизм зажима инструмента, что заметно расширяет возможности оборудования.
Немного о параметрах 6К11. Габариты его рабочего места составляют 250х1000 миллиметров. Ход стола – 710, 250 и 400 миллиметров (продольный, поперечный и вертикальный соответственно). Мощность мотора вертикального шпинделя составляет 5.5 кВт, а мотора подач – 1.5 кВт. Габариты агрегата довольно скромны – всего 2135х1725х2290 миллиметров. А масса модели достигает 2350 кг.

Фрезерный станок ВМ127М
Этот агрегат рассчитан на работу с металлическими заготовками как в условиях мелкого, так и в масштабах серийного производства. Среди особенностей этой модели можно отметить мощный мотор и идеально подобранные передаточные отношения. Это позволяет подбирать идеальный формат обработки конкретной детали с максимальным задействованием возможностей инструмента.
Универсальный вертикально-фрезерный станок ВМ127М способен функционировать в автоматическом режиме, что дает возможность объединения нескольких станков в многостаночную систему под управлением одного мастера. Легкость обслуживания и настройки работы агрегатов под нужды специалиста также станет немалозначительным «за» в пользу ВМ127М.
Габариты рабочего стола станка составляют 400х1600 миллиметров. Мощность привода достигает 11 кВт, чего более чем достаточно для эффективной обработки деталей с высокими показателями производительности. Масса станка – чуть менее 5 тонн, а его габариты — 2560х2260х2500 миллиметров.
Выводы
Вертикально-фрезерные станки способны стать универсальными помощниками в любом цеху. Функциональность, надежность и выносливость – их главные плюсы. А многообразие моделей, представленных в наши дни, заметно облегчает выбор подходящей по всем параметрам техники. Сегодня можно точно утверждать то, что опытный мастер с легкостью найдет нужный ему агрегат.
Рекомендуем почитать
prostostanok.ru
Вертикально-фрезерный станок, его устройство и назначение
Для настоящего времени весьма характерно использование в различных отраслях машиностроения деталей сложной конфигурации – формообразующих поверхностей штампов, прессформ, шестерен, копиров и многих других. Основными способами изготовления таких сложнопрофильных изделий считаются следующие: литье, штамповка и резание. Но только механическая обработка фрезерованием позволяет добиться параметров поверхности, близких к заданным, что значительно сокращает время финишной доводки.

Зачастую вертикально-фрезерный станок выступает в качестве оптимального и даже единственно возможного оборудования для обработки плоских изделий сложной конфигурации. Особенно это актуально в современных условиях перехода большинства машиностроительных предприятий на мелкосерийное производство.
Технологический процесс, при котором вертикально-фрезерный станок является основным агрегатом для изготовления деталей сложного профиля, в данном аспекте еще и наиболее экономически оправдан. Это позволяет избежать лишних затрат энергоресурсов и производственных мощностей. В наше время вообще наблюдается устойчивая тенденция к универсализации любого промышленного производства.
Типовой техпроцесс обработки поверхностей сложной конфигурации состоит из следующих операций: заготовительной, фрезерования и доводочной. Последнюю, как правило, выполняют вручную, что обусловливает ее чрезвычайную трудоемкость. Поэтому высокий класс чистоты поверхности, которого позволяет добиться вертикальный фрезерный станок, значительно облегчает доводочную операцию и повышает качество изделия. Тем самым данный агрегат минимизирует материальные затраты, что чрезвычайно важно в условиях рыночной экономики.

Вертикально-фрезерный станок предназначается для выполнения различных, преимущественно металлообрабатывающих операций торцевыми, цилиндрическими, фасонными, угловыми и прочими многорезцовыми инструментами (фрезами). На таких станках производят обработку разнообразных плоскостей, пазов любого сечения, зубчатых колес, моделей штампов, рамок, углов и прочих деталей из цветных металлов и их сплавов, различных марок стали и чугуна.

Вертикально-фрезерный станок характеризуется наличием вертикально расположенного шпинделя, который во многих моделях способен смещаться вдоль собственной оси и поворачиваться в горизонтальной плоскости, что значительно расширяет технологические возможности агрегата. Шпиндельная головка размещается в верхней части станины, в которой также находится и коробка скоростей. Главным рабочим движением станка является вращение шпинделя.
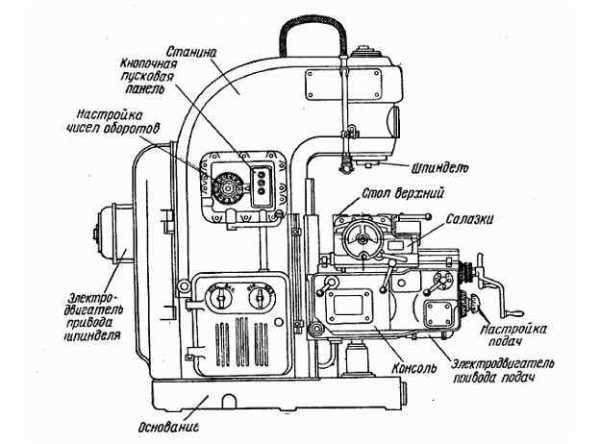
К основным конструкционным узлам вертикально-фрезерного станка относятся следующие: коробка скоростей, станина, салазки, консоль, шпиндельная и делительная головки. Последняя является крайне важным элементом, так как именно она поворачивает заготовку на требуемый для обработки угол. Кроме того, делительная головка обеспечивает беспрерывное вращение обрабатываемой детали при фрезеровке винтовых канавок.
Сейчас в промышленности находит все большее применение вертикально-фрезерный станок с ЧПУ. Отличительной особенностью такого современного оборудования является то, что все виды подач в них управляются сигналами, которые записаны на магнитную ленту. Возникающие в обмотках специальных катушек, эти сигналы затем поступают через тяговые двигатели на ходовые винты подачи станка. Такое управление обеспечивает ювелирную точность обработки.
fb.ru
StudyPort.Ru – Устройство вертикально-фрезерного станка
Содержание.
Вступление. *
Устройство вертикально-фрезерного станка. *
Различные поверхности для фрезирования. *
Исправление неточностей. *
Заключение. *
Фрезирование.
Вступление.
К сегодняшнему дню в машиностроении широко используются детали, содержащие сложно-профильные поверхности, а именно: формообразующие поверхности штампов, пресс-форм, копиры и многие другие.
Из основных способов получения деталей с такими поверхностями относятся: литье, штамповка, резание. Но только обработка резанием, в частности фрезерование, позволяет получить параметры поверхности, близкими к заданным и сократить время последующей доводки. Очень часто этот метод является возможным единственным методом, это особенно важно на данный момент, так как большинство предприятий машиностроения перешли на серийное или мелкосерийное производство. Получение деталей фрезерованием, при таком типе производства, наиболее экономически оправдано.
Обычный технологический процесс обработки сложно профильных поверхностей включает в себя следующие операции: заготовительная, фрезерная, доводочная. Последняя выполняется вручную, при этом трудоемкость операции определяется выходными параметрами поверхности после фрезерования. Поэтому, обеспечив высокий класс шероховатости на стадии фрезерования, можно сократить время на доводку, которая является наиболее трудоемкой частью технологического процесса.
Устройство вертикально-фрезерного станка.
Начнем с того, что мощность приводов и высокая жесткость станков позволяют применять твердосплавный инструмент.

В станине 1 размещена коробка скоростей 2. Шпиндельная головка 3 смонтирована в верхней части станины и может поворачиваться в вертикальной плоскости, при этом ось шпинделя 4 можно поворачивать под углом к плоскости рабочего стола 5. Главным движением является вращение шпинделя. Стол, на котором закрепляют заготовку, имеет продольное перемещение по направляющим салазок 6. Салазки имеют поперечное перемещение по направляющим консоли 7, которая перемещается по вертикальным направляющим станины. Т.е. заготовка, установленная на столе 5, может получать подачу в трех направлениях. В консоли смонтирована коробка подач 8.
Для закрепления заготовок на фрезерных станках применяют универсальные и специальные приспособления. К универсальным приспособлениям относятся прихваты, угольники, призмы, машинные тиски.
Но возможна и обработка большого числа одинаковых заготовок, для чего изготовляют специальные приспособления, пригодные только для установки и закрепления этих заготовок на данном станке. Важной принадлежностью фрезерных станков являются делительные головки. Они служат для периодического поворота заготовок на требуемый угол и для непрерывного их вращения при фрезеровании винтовых канавок.Делительная головка состоит из корпуса 1, поворотного барабана 2 и шпинделя 4 с центром. В корпусе на шпинделе жестко закреплено червячное зубчатое колесо (обычно с числом зубьев 40), находящееся в зацеплении с однозаходным червяком. Вращение шпинделю сообщают рукояткой 6. Следовательно, при одном обороте рукоятки шпиндель сделает 1/40 оборота. На переднем конце шпинделя нарезана резьба для навинчивания кулачкового патрона или поводка. Делительный лимб 5 с отверстиями закреплен на полом валу, внутри которого расположен вал рукоятки 6. Для удобства пользования лимбом 5 имеется раздвижной сектор 7, состоящий из двух ножек, которые устанавливают так, чтобы между ними было необходимое число отверстий на лимбе. На шпинделе 4 закреплен лимб 3 для непосредственного деления заготовки на части.
Изготовляют цельные фрезы из инструментальных сталей, корпуса напайных фрез — из конструкционных сталей; на рабочие части зубьев фрез припаивают пластинки из быстрорежущих сталей и твердых сплавов. Для сборных фрез зубья (ножи) выполняют из быстрорежущих сталей или оснащают пластинками из твердых сплавов и закрепляют в корпусе фрезы различными механическими способами.
У торцовой фрезы режущее лезвие состоит из главного режущего лезвия, переходного лезвия и вспомогательного лезвия. Зуб торцовой фрезы имеет главный угол в плане j, измеряемый между проекцией главного режущего лезвия на осевую плоскость и направлением подачи. Вспомогательный угол в плане j1 составляет 5-10о. Чем меньше этот угол, тем ниже шероховатость обработанной поверхности. Угол а плане на переходном режущем лезвии j0=j/2.
Отметим, что на вертикально-фрезерных станках применяют следующие типы фрез: торцовые, концевые, шпоночные. Фрезы изготовляют цельными или сборными с напайными или вставными ножами.
Для фрезеровки винтовой канавки при непрерывном вращении шпинделя делительной головки, которое он получает от винта продольной подачи стола фрезерного станка через сменные колеса заготовку устанавливают в центрах делительной головки и задней бабки. В процессе обработки заготовка получает два движения — вращательное и поступательное вдоль оси. Оба движения согласованы так, что при перемещении на шаг нарезаемой винтовой канавки заготовка делает один оборот.
В качестве вспомогательного инструмента применяют фрезерные оправки для закрепления фрез и передачи крутящего момента от шпинделя на фрезу. Базой для крепления фрезы на оправке может быть её центровое отверстие или хвостовик:
- Коническим хвостовиком оправку закрепляют в шпинделе, а на другом конце оправки крепят насадную фрезу с помощью шпонки и винта. Фрезы с коническим хвостовиком закрепляют в коническом отверстии шпинделя непосредственно или через переходные втулки. Конический хвостовик патрона вставляют в шпиндель станка и закрепляют болтом.
- Фрезы с цилиндрическим хвостовиком закрепляют в цанговом патроне.
Различные поверхности для фрезирования.
Горизонтальные плоскости фрезеруют на вертикально-фрезерных станках торцовыми фрезами. Это удобнее вследствие большой жесткости их крепления в шпинделе и более плавной работы, так как одновременно работает большое количество зубьев.
Вертикальные плоскости фрезеруют на вертикально-фрезерных станках концевыми фрезами.
Наклонные плоскости и скосы фрезеруют торцовыми и концевыми фрезами на вертикально-фрезерных станках, у которых фрезерная головка со шпинделем поворачивается в вертикальной плоскости.
Уступы фрезеруют на вертикально-фрезерных станках концевыми фрезами. Пазы на вертикально-фрезерных станках фрезеруют за два прохода: прямоугольный паз концевой фрезой, затем скосы паза концевой одноугловой фрезой для паза типа “ласточкин хвост” ; и для Т-образного паза фрезеруют паз прямоугольного профиля концевой фрезой, затем нижнюю часть паза — фрезой для Т-образных пазов.
Закрытые шпоночные пазы фрезеруют концевыми фрезами, а открытые — концевыми или шпоночными. точность получения шпоночного паза является важным условием при фрезеровании, так как от неё завесит характер посадки на шпонку сопрягаемых с валом деталей. Фрезерование шпоночной фрезой обеспечивает получение более точного паза; при переточке по торцовым зубьям диаметр фрезы практически не изменяется.
Фрезерование цилиндрических зубчатых колес на вертикально-фрезерных станках осуществляется пальцевой фрезой.
Сложно-профильные поверхности могут включать в себя выпуклые, вогнутые и прямолинейные участки. Причем в качестве инструмента может использоваться однозубая или многозубая фреза. Кроме того, требуемый профиль можно получить поворотом или только поступательным движением фрезы, т.е. можно выделить следующие способы получения сложнопрофильных поверхностей:
– вогнутая цилиндрическая поверхность, получаемая
а) за счет поворота оси фрезы на угол;
б) за счет поступательного движения фрезы;
– выпуклая цилиндрическая поверхность, получаемая
а) за счет поворота оси фрезы на угол;
б) за счет поступательного движения фрезы.
Исправление неточностей.
Расчет по данным формулам показал, что они требуют уточнения. Шероховатость вогнутой цилиндрической поверхность, получаемой за счет поворота оси фрезы на угол:
где h – высота гребешка, получаемого при фрезеровании,
r – радиус кривизны обрабатываемой поверхности,
R – радиус фрезы,
s – подача,
a – угол поворота оси фрезы
Шероховатость выпуклой цилиндрической поверхность, получаемой за счет поворота оси фрезы на угол (рис. 1.в.)
Понятно, чтоть зависит от радиуса кривизны поверхности, радиуса фрезы и подачи. Наибольшее влияние оказывают две последние величины.
Мы не учитывали случайные величины, такие как упругие деформации, вибрация узлов технологической системы, температурный фактор и некоторые другие, которые в меньшей степени влияют на модель шероховатости при обработке фрезой.
Заключение.
В заключении отметим, что вертикально-фрезерный станок предназначен для выполнения разнообразных фрезерных работ цилиндрическими, угловыми, торцевыми, фасонными и другими фрезами. На станках обрабатывают горизонтальные и вертикальные плоскости, пазы, рамки, углы, зубчатые колеса, модели штампов, пресс-форм и другие детали из стали, чугуна, цветных металлов, их сплавов и пластмасс.
studyport.ru
Вертикально-фрезерные станки
По существующей классификации металлорежущего оборудования вертикально-фрезерные станки относятся к VI группе и I типу. Данный тип металлорежущих станков является универсальным и имеет общее применение.
Основное предназначение этих станков – это механическая обработка заготовок из черных и цветных металлов и сплавов. В качестве режущего инструмента применяются различные типы фрез (торцевые, концевые, шпоночные, угловые, фасонные и др.) Вертикально-фрезерные станки предназначены для обработки вертикальных и горизонтальных плоских поверхностей. Однако при использовании специальной оснастки (делительные головки и поворотные столы) появляется возможность механической обработки поверхностей расположенных по дуге окружности и концентрических канавок.
Консольные вертикально-фрезерные станки получили наибольшее применение в единичном мелкосерийном и серийном производстве. Они заняли достойное место на фрезерных участках механообрабатывающих, инструментальных, ремонтных цехов и небольших мастерских.
Принцип работы вертикально-фрезерных станков
Металлорежущее оборудование данного типа состоит из станины, в корпусе которой разместилась коробка скоростей. Сверху на станине располагается шпиндельная бабка. Конструкция данного узла такова, что имеется возможность поворота бабки на определенный угол и изменять наклон оси шпинделя по отношению к рабочей поверхности стола. Основным движением резания является вращение режущего инструмента. Крутящий момент шпинделю передается от главного электродвигателя через коробку скоростей.

Обрабатываемая деталь устанавливается на столе, который может перемещаться в продольном и поперечном направлении по направляющим суппорта. Суппорт вертикально-фрезерного станка крепится к направляющим станины и может совершать перемещения в вертикальной плоскости. Во время механической обработки детали, расположенной на рабочем столе возможно одновременное перемещение по трем направлениям. Рабочая подача передается от главного привода через коробку подач, размещенную в суппорте станка.
Для надежной фиксации заготовки на рабочем столе используются различные приспособления (универсальные и специализированные). К первой группе приспособлений можно отнести станочные тиски, прихваты, призмы, подкладки УСП и др. При обработке больших партий заготовок возможно применение специализированной оснастки с пневмо- и гидроприводом. Применение данного типа приспособлений дает возможность увеличения производительности труда за счет сокращения времени на установку и закрепления детали.
Особенности устройства вертикально-фрезерных станков
Крайне необходимой оснасткой для вертикально-фрезерных станков являются делительные головки и поворотные столы. При помощи данных поворотных устройств возможна фрезерная обработка сложных криволинейных поверхностей. К числу обязательной технологической оснастки относятся и инструментальные оправки, предназначенные для закрепления в шпинделе станка различных типов фрез и передачи режущему инструменту крутящего момента.
Благодаря высокой жесткости конструкции оборудования и мощному электроприводу в качестве режущего инструмента можно использовать фрезы с ножами, выполненными из твердого сплава. Применение данного инструментального материала позволяет увеличить режимы обработки в несколько раз, и получить за счет экономии рабочего времени солидный экономический эффект.
Рынок фрезерных станков насыщен огромным количеством оборудования как совершенно нового, так и бывшего в употреблении и прошедшего предпродажный сервис. Цена вертикально-фрезерных станков во многом зависит от состояния оборудования, комплектации и завода производителя. Более подробную информацию можно найти в каталоге станков.



promplace.ru
Принципы работы вертикального фрезерного станка по дереву
Вертикальный фрезерный станок по дереву – это особая категория фрезерной техники, конструктивной особенностью которой является вертикальное расположение оси шпинделя. При этом рабочий стол располагается горизонтально.

Вертикальные станки, предназначенные для работы с древесиной, нередко комплектуются числовым программным управлением для повышения производительности труда мастера и упрощения выполнения рутинных задач. В своем базовом исполнении такой агрегат способен обрабатывать заготовку в трех плоскостях, но некоторые производители предусматривают расширенные возможности обработки деталей, предоставляя мастеру возможность выходить за рамки трех основных координат.
Принципиальные особенности конструкции
Рабочий стол вертикального фрезерного станка по дереву, как правило, перемещается по специальным направляющим станины, которые фиксируются на фундаменте станка. Благодаря такому инженерному решению конструкция получается максимально жесткой, что отражается на качестве работы мастера. Работая за таким станком, можно рассчитывать на высокую точность обработки заготовок.

Вертикальный фрезерный станок ориентирован на работу как с мелкими, так и с крупными деталями. Это могут даже быть очень тяжелые габаритные конструкции, что делает технику многофункциональным помощником профессионала.
Оснащение и функционал
В вертикальном станке шпиндельная головка играет роль коробки скоростей, что весьма эргономично и продумано с технической точки зрения. Перемещение головки осуществляется направляющим стойки, закрепленным в вертикальном положении. Шпиндельная конструкция имеет свойство сдвигаться при необходимости в осевом направлении вместе с гильзой, что очень удобно и функционально.
Агрегаты вертикального типа как правило совместимы с большим спектром инструментов, будь то концевые, торцевые, фасонные или другие фрезы. Техника может быть задействована для создания пазов, рамок, углов, спиралей и массы других изделий. Нередко мастер принимает решение о расширении функционала своего станка, приобретая головки, устанавливая круглый стол или оснащая агрегат дополнительными опциями. В этом плане вертикальное оборудование для работы с древесиной продемонстрирует удивительную многофункциональность, ведь сфера ее применения существенно расширяется.

В настоящее время рынок фрезерной техники полон самых разных инженерных решений. Это может быть компактное настольное устройство или крупномасштабная промышленная установка для профессионалов. Некоторые агрегаты больше подходят для мелкосерийного производства, в то время как другие способны легко выдерживать несколько смен непрерывной работы на крупном предприятии. Выбирая вертикальный фрезерный станок по дереву, мастеру нужно ориентироваться на такие параметры:
- Мощность. От этого фактора напрямую зависит производительность агрегата и выбор сферы его применения.
- Число оборотов в минуту. Данный показатель говорит об интенсивности обработки заготовки. Также необходимо знать частоту оборотов для того, чтобы подбирать оптимальный инструмент для конкретного станка.
- Параметры рабочего пространства. Для мастера, который планирует активно работать на станке, очень важны такие характеристики, как размеры стола, расстояние до шпиндельного элемента и свойства хода шпинделя.
Также имеет смысл обратить внимание на такие параметры, как габариты и вес агрегата. Не будет лишним уточнить условия предлагаемой производителем гарантии.
Выводы
Вертикальный фрезерный станок, предназначенный для работы с деревянными заготовками, способен стать универсальным помощником квалифицированного мастера. Как правило, техника рассчитана на выполнение широкого спектра производственных задач, что дает возможность легко и быстро выполнять нужные операции, не отходя от рабочего стола станка.
Сегодня выбор вертикальных станков очень широк, равно как и ценовой диапазон. Наиболее дорогие модели производятся в Германии и Швейцарии. Промежуточным компромиссным в плане стоимости выбором могут стать машины азиатских брендов. Тем же, кто не требует от фрезерного станка чего-то большего, чем выполнение основных базовых функций, идеально подойдет продукция отечественного производства.
Рекомендуем почитать
prostostanok.ru
Вертикально фрезерный станок

Вертикально фрезерный станок предназначен для обработки плоских и фасонных поверхностей заготовок в условиях среднего и мелкосерийного производства, а также в производстве индивидуальной продукции в условиях технических, ремонтных мастерских, конструкторских бюро.
Вертикально фрезерный станок имеет следующую конструкцию: раздельные вертикальный и горизонтальный приводы шпинделей. Возможность быстрой переналадки станка с вертикального фрезерования на горизонтальное за счет разворота консоли. Вертикальная головка имеет возможность наклона и поворота, шестеренчатый редуктор с выбором частоты вращения шпинделя. Модель DM7532 имеет ручную подачу. По заказу возможна поставка модели DM7532/1, оснащенной 3-х скоростной автоподачей пиноли вертикального шпинделя.
Стандартная комплектация: станок укомплектован системой подачи сож, комплект оправок для горизонтального фрезерования, сверлильный патрон на переходной втулке, набор монтажного инструмента.
Дополнительная комплектация очень широка и включает не только оснастку (поворотный стол, тиски, универсальная делительная головка, сверлильный, фрезерный, цанговые патроны с набором цанг и переходных втулок), но и механизированные системы приводов (электроприводы подач стола), а также системы управления и контроля (цифровые индикаторы, выносной блок управления, дополнения к системе охлаждения, осветитель, защитный экран).
Если у Вас возникли вопросы: Связаться с нами или Оставить заявку
Купить вертикально-фрезерный станок:
Цена по запросу
Характеристики вертикально фрезерного станка:
Вертикальная фрезерная головка может двигаться назад/вперед
Вертикальная фрезерная головка может быть наклонена на ±90˚ вертикально и ±360˚ горизонтально
Регулируемый ограничитель хода на столе
Ручная подача пиноли
Подъемный стол из высокопрочного чугунного литья
Мощный двойной двигатель
Технические характеристики
| Вертикально фрезерный станок | ZAY7532 | ZAY7550 | ZAY7532/1 | ZAY7550/1 |
| Макс.диаметр сверла | 32мм | 50мм | 32мм | 50мм |
| Макс.диаметр фрезы (торцевой/лобовой) | 25/100мм | 32/100мм | 25/100мм | 32/100мм |
| Угол поворота вокруг стойки (перпендикулярно) | ±90˚ | |||
| Конус шпинделя (торцевое/лобовое фрезерование) | МТ3 МТ4 | МТ4 | МТ3 МТ4 | МТ4 |
| Расстояние от шпинделя до рабочей поверхности | 80-480 мм | |||
| Ход шпинделя | 130мм | |||
| Ход траверса | 500мм | |||
| Число значений частот вращения шпинделя (торцевое/лобовое фрезерование) | 6/12 | |||
| Частота вращения шпинделя 50Гц | 80-1250/38-1280 (об/мин) | 90-1600/38-1280 (об/мин) | ||
| 60Гц (4 вывода) | 95-1500/45-1540 (об/мин) | 110-1920/45-1540 (об/мин) | ||
| Число автоподач шпинделя (торцевое/лобовое фрезерование) | / | / | 3 | |
| Диапазон автоподач шпинделя (торцевое/лобовое фрезерование | / | / | 0.12 0.18 0.25 | |
| Размер рабочей поверхности | 800 х 240мм | 1000 х 240мм | 800 х 240мм | 1000 х 240мм |
| Ход рабочей поверхности вперед/назад | 300мм | |||
| Ход рабочей поверхности влево/вправо | 585мм | 785мм | 585мм | 785мм |
| Вертикальный ход рабочей поверхности | 400мм | |||
| Макс.расстояние от осей шпинделя до колонны | 290мм | |||
| Мощность двигателя (торцевое/лобовое фрезерование) | 0.75кВт/1.5кВт | 1.5кВт/1.5кВт | 0.75кВт/1.5кВт | 1.5кВт/1.5кВт |
| Мощность насоса охлаждения | 0.04кВт | |||
| Вес нетто/брутто | 910/1010кг | 930/1030кг | 930/1030кг | 950/1050кг |
| Упаковочные размеры (д х Ш х В) мм | 1020 х 1350 х 1850 | 1220 х 1350 х 1850 | 1020 х 1350 х 1850 | 1220 х 1350 х 1850 |
| Загрузка в 20”контейнер | 13шт | 12шт | 13шт | 12шт |
Наша компания предлагает приобрести фрезерный станок моделей:
На главную
Другие металлорежущие станки:
универсальный токарно-винторезный станок купить;
токарный станок по металлу купить;
токарный станок с ЧПУ, фрезерный станок с ЧПУ купить;
настольный токарный станок, токарный мини станок купить;
фрезерный станок (вертикально-горизонтальный фрезерный станок; универсальный фрезерный станок) купить;
вертикальный обрабатывающий центр с ЧПУ купить;
сверлильный станок (радиально сверлильный станок; вертикально-сверлильный станок; сверлильно-фрезерный станок) купить;
гидравлические гильотинные ножницы, листогибочный гидравлический пресс купить;
многофункциональные станки (токарно-фрезерный станок, токарно-сверлильно-фрезерный станок, настольный токарно-фрезерный станок) купить;
гидравлический пресс (дорновой пресс) купить;
шлифовальный станок купить;
ленточнопильный станок купить;
деревообрабатывающий станок купить;
справочная информация по станкам
xn--80aezpj.net
Вертикальный консольно-фрезерный станок
Как правило металл обрабатывают резанием. Но если фреза будет совершать вращательное движение, а заготовка поступательное, то этот способ обработки будет называться фрезерованием. В 1818 году англичанин Эли Уитни изобрел и запатентовал фрезерный станок. Кстати подшипники к нему придумал Леонардо да Винчи.
Давайте познакомимся теперь с классификацией фрезерования. Она построена на выделении наиболее значимой для Вас операции. Все зависит от расположения шпинделя и крепления заготовки. Отсюда и названия станков, которые могут делать вертикальное или горизонтальное фрезерование. Есть еще и универсальные станки. Они могут вести обработку деталей и вертикально, и горизонтально, и под нужным углом.
Следующая классификация зависит от типа инструмента, в частности фрезы. Если надо вырезать пазы, “колодцы”, это как бы сквозной паз, подсечки, канавки то это будет называться концевым фрезерованием. Обработка больших поверхностей будет называться торцевое фрезерование. Изготовление шестеренок, червяков и так далее носит название фасонное фрезерование.
Чтобы получить “чистую” поверхность обрабатываемой заготовки фреза должна двигаться ей навстречу. Если она будет делать наоборот, то такой чистоты обработки можно и не получить. Обычно используются эти два способа обработки. Сначала делают обработку на зуб, это когда фреза вращается в ту же сторону, куда движется заготовка. Затем производят чистовую обработку, под зуб, это когда фреза вращается против движения заготовки. Здесь надо быть осторожным. При больших нагрузках фреза может вырвать из зажима деталь, и вся работа будет испорчена.
Есть одно заблуждение у неопытных фрезеровщиков. Они считают, что для повышения производительности станка надо на фрезу “давить”. К сожалению это не так. Вспомните, как вы работаете с лобзиком. Там чуть придавил и пилка, из-за того что она тонкая , сломалась. Так и здесь. Все зависит от умения мастера, скорости вращения фрезы, ее остроты.
Вертикальный консольно-фрезерный станок способен делать все виды операций. Кроме того, на него можно поставить дисковую фрезу и тогда он будет отрезать металл. Этот станок отличается от горизонтального тем, что имеет вертикально расположенный шпиндель., который может двигаться в разные стороны и поворачиваться в разные стороны.
Благодаря тому, что вертикальный консольно-фрезерный станок имеет модульное строение его легко ремонтировать.
omashinostroenie.com