3D принтер по металлу видео: Петербургская компания «ЛАР Технологии» выпустила доступный 3D-принтер по металлу (+ видео)
alexxlab | 08.03.2023 | 0 | Разное
3D принтер по металлу – как это работает?
Аппарат для стереолитографии SLA-250Объемная печать начала развиваться в середине XX века. В 1948 году американец Чарльз Халл (Charles Hull) изобрел технологию, которая получила название SLA (Stereolithography), или стереолитография. Процесс основан на свойстве жидкого фотополимера отвердевать под лазерным излучением. Выращивание модели ведется аддитивным методом, рабочая площадка опускается на 0,05-0,15 мм и покрывается новым слоем фотополимеризующейся композиции, а лазерный луч засвечивает участки, соответствующие стенкам виртуальной детали, заставляя их отвердевать.
Чарльз Халл оформил патент на изобретение в 1986 году и основал компанию 3D Systems (крупнейший производитель отрасли до настоящего времени). Тогда еще не было понятия 3D печать, и машину назвали аппаратом для стереолитографии. Но это первое устройство, создавшее реальный объект по виртуальному образцу методом послойного выращивания. С того времени направление бурно развивается, делаются открытия, основываются компании. Появились лазерные и струйные принтеры для объемной печати, использующие в качестве сырья пластики, полимеры, биоматериалы, продукты питания, и, конечно, металлы.
Появились лазерные и струйные принтеры для объемной печати, использующие в качестве сырья пластики, полимеры, биоматериалы, продукты питания, и, конечно, металлы.
Область применения
Цельная металлическая деталь сложной формыПодавляющее большинство 3D принтеров по металлу – огромные модели весом более тонны. Они используются в промышленных целях и служат для выращивания деталей сложной геометрии, которые затруднительно изготовить литьем или механической обработкой. Цена такого 3d-принтера может достигать нескольких сотен тысяч долларов.
На 3D устройствах изготавливаются:
- прототипы для тестирования и испытания деталей серийного производства;
- индивидуальные медицинские имплантаты;
- зубные коронки и мосты в стоматологии;
- ювелирные изделия.
Существует несколько технологий 3D печати металлами и их сплавами. Одни из них успешно применяются для работы с разными материалами, а другие предназначены исключительно для выращивания металлических изделий.
Послойное наплавление и ламинирование
Фигурка из BronzeFill до и после полировкиСамый популярный способ выращивания объемных моделей – технология FDM (Fused Deposition Modeling), называемая также FFF (Fused Filament Fabrication). Печать ведется методом послойного наложения расплавленного материала, поставляемого в виде нити. Использование здесь тугоплавких металлов невозможно, слишком высока температура, которую должен выдерживать экструдер принтера, но в филамент можно добавить какое-то количество металлического порошка. Один из таких материалов – BronzeFill – состоит из термопластика и бронзы. В процессе изготовления детали металл, естественно, не плавится, только основная составляющая нити. Благодаря содержанию бронзового порошка готовый предмет поддается полировке и выглядит как металлическое изделие, хотя прочность, и другие свойства модели, ограничиваются характеристиками пластика.
Технология LOM (Laminated Object Manufacturing), или ламинирование, заключается в последовательном наложении друг на друга тонких листов, в частности, может быть использована металлическая фольга.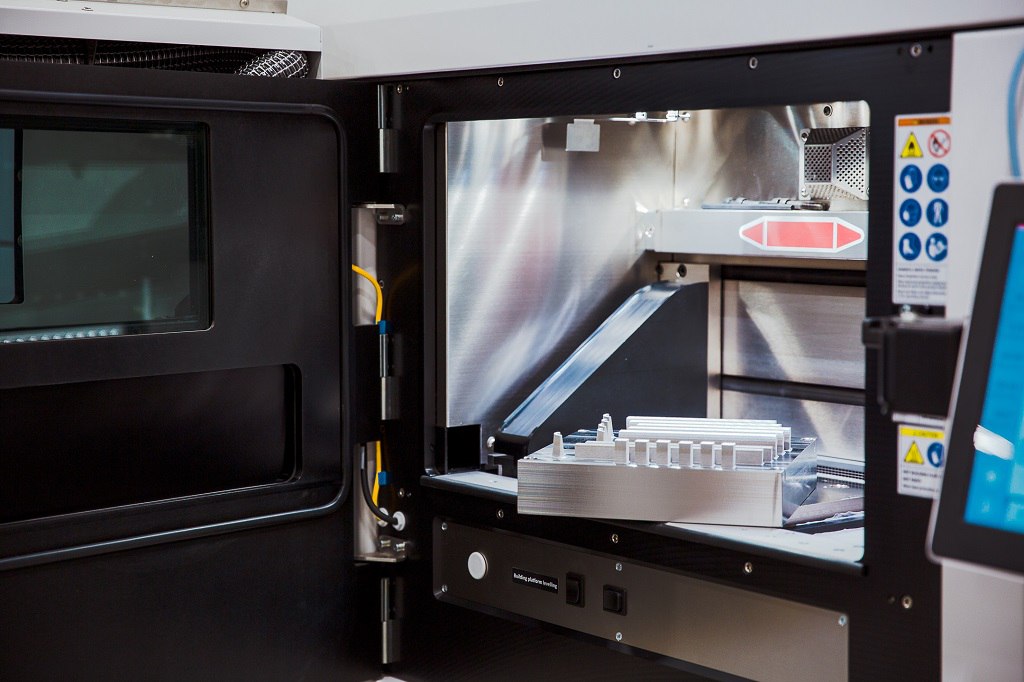 В каждом слое лазером вырезается контур, соответствующий сечению прототипа на соответствующем уровне. Соединяются же листы между собой связующим веществом на клеевой основе. Визуально полученные изделия напоминают металлические, но их целостность зависит от возможностей клея.
В каждом слое лазером вырезается контур, соответствующий сечению прототипа на соответствующем уровне. Соединяются же листы между собой связующим веществом на клеевой основе. Визуально полученные изделия напоминают металлические, но их целостность зависит от возможностей клея.
Струйная 3D печать
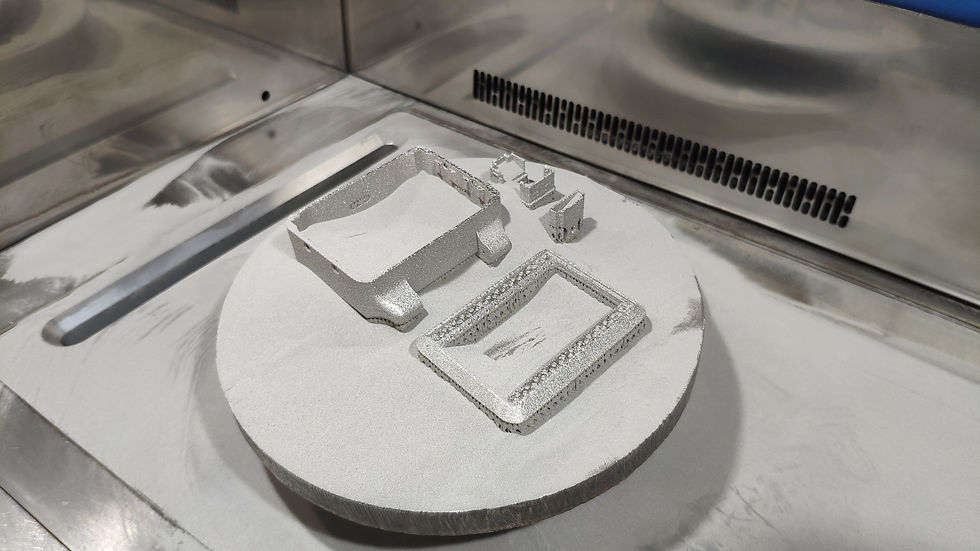
Принтеры, работающие по этой технологии, используют любые материалы, которые могут быть превращены в порошок, в том числе металлы и их сплавы. Из струйной печатающей головки на тонкий слой композита поступает жидкое связующее вещество, которое скрепляет основной материал. Затем в рабочую зону подается новый слой порошка и выращивание продолжается. Распечатанное 3D принтером изделие по-прежнему нельзя назвать металлическим, ведь его прочность зависит от свойств полимера. Но такую деталь можно подвергнуть термической обработке, в процессе которой металлический порошок начинает спекаться, а связующее вещество выгорает. На этом этапе изготовления, хотя в составе модели исключительно металл, она крайне хрупка из-за своей пористости. Для повышения прочности проводят пропитку изделия бронзой. Несмотря на сложность и продолжительность работ цельнометаллическая модель, полученная таким способом, не обладает свойствами, позволяющими использовать ее в каких-то механизмах. Однако технология широко применяется для производства предметов очень сложной формы, к которым такие требования не предъявляются:
Для повышения прочности проводят пропитку изделия бронзой. Несмотря на сложность и продолжительность работ цельнометаллическая модель, полученная таким способом, не обладает свойствами, позволяющими использовать ее в каких-то механизмах. Однако технология широко применяется для производства предметов очень сложной формы, к которым такие требования не предъявляются:
- ювелирных изделий,
- сувениров,
- предметов интерьера.
Лазерное спекание порошковых материалов
Схема работы 3D принтера по технологии SLSДва метода 3D печати, разработанные разными компаниями, отличаются друг от друга техническими решениями, но приводят к одному результату: лазер принтера разогревает порошок до температуры, близкой к точке плавления, и спекает гранулы вместе для получения твердой структуры. По технологии SLS (Selective Laser sintering), или выборочное (селективное) лазерное спекание, используется углекислотный лазер. Иногда для увеличения скорости работ конструкцией может быть предусмотрено два лазера. В качестве сырья используются порошки из полимеров, керамики, стекла, металлов. Часто гранула представляет собой ядро из металлического порошка, покрытое оболочкой из легкоплавкого материала. Чем ниже температура спекания – тем менее мощным может быть лазерный излучатель. Владелец патента – компания 3D Systems – в качестве сырья для своих принтеров серии sPro, работающих этому методу, заявляет прочные инженерные пластики.
В качестве сырья используются порошки из полимеров, керамики, стекла, металлов. Часто гранула представляет собой ядро из металлического порошка, покрытое оболочкой из легкоплавкого материала. Чем ниже температура спекания – тем менее мощным может быть лазерный излучатель. Владелец патента – компания 3D Systems – в качестве сырья для своих принтеров серии sPro, работающих этому методу, заявляет прочные инженерные пластики.
Технология DMLS (Direct Metal Laser Sintering), или прямое лазерное спекание металла, изобретена компанией EOS из Германии и позиционируется как способ спекания именно металлических порошков:
- инструментальных и нержавеющих сталей,
- титановых и никелевых сплавов,
- легких металлов,
- кобальт хрома.
Используются оптоволоконные лазеры 200 или 400 Вт, их мощность и количество зависит от комплектации конкретной модели принтера. Построение модели происходит в закрытой камере, наполненной инертным газом для предотвращения окисления металла. Кроме того, порошок подогревается до температуры, близкой к точке плавления. Линейка 3D принтеров компании EOS, использующих технологию DMLS, предназначена для промышленного производства, так же как и устройства серии ProX компании 3D Systems.
Кроме того, порошок подогревается до температуры, близкой к точке плавления. Линейка 3D принтеров компании EOS, использующих технологию DMLS, предназначена для промышленного производства, так же как и устройства серии ProX компании 3D Systems.
Лазерная и электронно-лучевая плавка
3D принтер Arcam Q10для производства имплантатов
Металлы подвергаются не спеканию, а полной плавке до образования гомогенной массы по технологии SLM (Selective Laser Melting), или селективное лазерное плавление. Компания Phenix Systems выпускает линейку принтеров Phenix PL, использующих этот метод. Устройства оснащены мощными иттербиевыми волоконными лазерами, позволяющими значительно повысить температуру луча. Самое существенное отличие от технологии SLS, что при лазерном плавлении структура полученной детали по своим свойствам практически не отличается от литых изделий.
По технологии EBM (Electron beam melting), или электронно-лучевая плавка, место лазера занимают электронные излучатели, выращивание модели идет в глубоком вакууме при температурах до 1000°C. На этом методе основана работа 3D устройств компании Arcam, Швеция. Принтеры предназначены для промышленного производства ортопедических имплантатов, деталей аэрокосмической продукции, изделий из титановых сплавов и других материалов, требующих повышенной температуры для обработки.
На этом методе основана работа 3D устройств компании Arcam, Швеция. Принтеры предназначены для промышленного производства ортопедических имплантатов, деталей аэрокосмической продукции, изделий из титановых сплавов и других материалов, требующих повышенной температуры для обработки.
Видео (Промышленный 3D принтер по металлу)
Самодельный 3D-принтер, печатающий металлом, но что-то пошло не так / Хабр
Всем привет, меня зовут Сергей. В этой статье речь пойдёт о 3Д-печати металлом, точнее, о моей попытке реализации 3Д-печати металлом.
Весьма часто, люди, интересующиеся или занимающиеся какой-либо деятельностью, не важно чем, натыкаются на совершенно что-то новое и ранее неизвестное для них, на то, что может помочь развить/усовершенствовать их основную деятельность. «Аналогичная» ситуация сложилась и со мной.
«Аналогичная» ситуация сложилась и со мной.
Бороздя просторы этих ваших интернетов, я наткнулся на замечательную технологию вакуумного напыления металлов на различные материалы. На хабре есть интересная статья об этой технологии. Кроме этого, на множестве других ресурсов было сказано, что испаряемый металл движется к мишени прямолинейно.
Множество ресурсов
ecm-zink.ru/info/stati/termicheskoe-vakuumnoe-napyilenie.html
pkf-start.ru/detaley-avtomobilya
nipg.ru/ru/9-uncategorised/105-vakuumnoe-napylenie
И тут я подумал, а что если напылять металл в необходимом мне месте, постепенно увеличивая толщину? Стал искать информацию о том, делал ли кто-то подобное — не нашёл.
Зарегистрировался на форуме, где кучкуются напыпляльщики и стал их тревожить вопросами наподобие: можно ли нарастить «плёнку», толщиной 1 и более миллиметра. На что поймал массу непонимания для чего это нужно, но ответ положительный получил.
На что поймал массу непонимания для чего это нужно, но ответ положительный получил.
Общие сведения получены, можно начинать готовиться к проведению экспериментов.
Из различных статей и документов известно, что вакуум нужен не более 10⁻² Па. Для сравнения порядка величин – давление, которое даёт бытовой вакуумный насос (Value и прочие) – порядка 4 Па (измеренное значение), т.е. давление в 400 раз больше, чем это необходимо. Как с этим быть и что делать? Для достижения малых давлений используются турбомолекулярные вакуумные насосы, они работают параллельно с форвакуумным насосом и, буквально по молекулам, захватывают остатки воздуха из камеры. Процесс это не быстрый. Выглядит такой насос примерно таким образом.
Поставили насос, он откачивает воздух и всё вроде хорошо, но как узнать давление? Для этого я выбрал ионизационный вакуумметр.
По сути, больше ничего не нужно, за исключением камеры и испарителя. Готовой доступной (в плане финансов) камеры я не нашёл, поэтому, решил делать свою. Она небольшого объёма (порядка 8-10 литров) для того, чтобы откачка воздуха происходила быстрее. Обычно, камеры имеют шарообразную форму, у меня она наоборот, вытянутая, для того, чтобы можно было ставить «мишень» (место, где осаждается металл) на разное удаление от испарителя. Кроме того, на камере достаточно много фланцев для подключения вводов/выводов всевозможных и датчиков. Камеру я замоделировал в известной САПР программе, нарисовал чертежи и передал в производство.
Она небольшого объёма (порядка 8-10 литров) для того, чтобы откачка воздуха происходила быстрее. Обычно, камеры имеют шарообразную форму, у меня она наоборот, вытянутая, для того, чтобы можно было ставить «мишень» (место, где осаждается металл) на разное удаление от испарителя. Кроме того, на камере достаточно много фланцев для подключения вводов/выводов всевозможных и датчиков. Камеру я замоделировал в известной САПР программе, нарисовал чертежи и передал в производство.
Токовводы и токопроводы я изготовил из латунного бруска и латунного стержня, купленной на местом рынке. (Юнона, кто из Питера).
На фотографии ниже закреплена вольфрамовая лодочка между двух токопроводов.
Нижняя часть выглядит так. На фотографии видны трубки охлаждения токовводов. В последствии, я от них отказался, по причине упрощения системы.
Собрать камеру много усилий и сложностей не заняло. Гораздо сложнее добиться удержания вакуума в этой камере. Для этого фланцы и все сопрягаемые поверхности я отполировал, чтобы избежать малейшей утечки через резиновое уплотнение (на фото ниже я обработал только верхний фланец).
Как оказалось, впоследствии, сварной шов не герметичен от слова совсем (имеется в виду для низкого вакуума). Я, по неопытности, предполагал, что накачав в камеру давление 300 кПа и погрузив её в ванну с водой, я аккуратно найду все места протечек и устраню их. Да, на первом этапе я так и сделал, но давление в камере не опускалось ниже отметки 10-2 Па, были утечки. Интересно, что до начала проведения теста, при давлении в камере 300 кПа, из сварных швов выходили пузыри с интенсивностью примерно 1 пузырь (диаметром 2-3 мм) в 30-40 секунд. И это были большие потери, которые я устранил. Но что делать с минимальными потерями вакуума, которые невозможно отследить в «кухонных» условиях?
Решение оказалось близко. Для этого нужен всего-навсего масс-спектрометр.
Идея проста – к вакуумной камере спектрометра подсоединяется исследуемая камера или ёмкость. Откачивается воздух, на графике смотрят, нет ли посторонних пиков каких-либо газов. После этого локально, в места возможной утечки, подводят гелий.
Два раза я ездил и два раза искал течи. Теперь камера, с установленным насосом герметична и можно дальше проводить эксперименты, предварительно собрав все компоненты системы на стойке.
Общий вид невероятной установки.
Запуск установки и проверка сводится к тому, что должно удерживаться минимально возможное давление. Сначала запускается форвакуумный насос.
Давление после работы форвакуумного насоса видно на картинке ниже.
После того, как давление устанавливается (не меняется). Можно запускать «тяжёлую артиллерию» — турбомолекулярный насос. Он уменьшает давление ещё на 3 порядка.
Настало время экспериментов, то, к чему я так долго шёл и чего так долго ждал.
Первый эксперимент.
В закреплённую между токопроводами лодочку помещаем небольшое количество серебра. Над лодочкой устанавливаю паровод – спаянный цилиндр из жести, который, как я думал, должен ограничить распространение металла по камере. Над пароводом крышка с отверстием 2 мм, за крышкой – мишень, на которую должен конденсироваться металл. Жаль, что фотографий не осталось, но вакуумная камера запылилась полностью. Не было ни единого места, на котором не было нанесённого слоя металла. На фото ниже совсем не иная планета, а напылённое серебро на внутреннюю поверхность стенки.
Над лодочкой устанавливаю паровод – спаянный цилиндр из жести, который, как я думал, должен ограничить распространение металла по камере. Над пароводом крышка с отверстием 2 мм, за крышкой – мишень, на которую должен конденсироваться металл. Жаль, что фотографий не осталось, но вакуумная камера запылилась полностью. Не было ни единого места, на котором не было нанесённого слоя металла. На фото ниже совсем не иная планета, а напылённое серебро на внутреннюю поверхность стенки.
Второй эксперимент.
Я подумал, что дело в том, большие зазоры между лодочкой и пароводом. Решение родилось сразу и быстро. Взял две лодочки и совместил их так, чтобы получилась скорлупка. Внутрь разместил серебро, а в верхней половинке проточил отверстие диаметром 2 мм.
И стал всё это дело нагревать. Но, не учёл жёсткость лодочек и жёсткость токовводов. Скорлупки немного разошлись и образовалась между ними щель, через которую так же улетал пар во все стороны.
Как итог – напыл во всём объёме камеры. На фото ниже смотровое окно, лодочка в котором находилась чуть выше половины, но запылилось окно полностью.
На фото ниже смотровое окно, лодочка в котором находилась чуть выше половины, но запылилось окно полностью.
Третий эксперимент.
Немного подумав и погоревав, я подумал, что ёмкость с испаряемым металлом должна быть герметичная и лишь с одним выходным отверстием, но как и из чего его сделать. Из вольфрама – очень дорого и сложно в обработке. Выход нашёлся! Графит – отличный материал для изготовления тигеля, назовём это так. На сайте объявлений я нашёл объявление о продаже графитовых брусков от контактных усов троллейбуса, вырезал брусок с отверстием по центру и сделал к нему крышку. На фото ниже – как раз брусок с отверстием под материал (без крышки).
А на этом фото уже в камере с установленной крышкой (в крышке отверстие диаметром 1 мм).
Под спойлером несколько фотографий с небольшим промежутком времени, из которых видно, как запылилось смотровое окно.
Потеря прозрачности
Очевидно, что и в этом случае успеха не получилось, к великому моему сожалению. Все три эксперимента проводил с плавным увеличением температуры от того состояния, когда испарения не происходит.
Все три эксперимента проводил с плавным увеличением температуры от того состояния, когда испарения не происходит.
Небольшое видео, в котором информация изложена несколько иначе, в другом виде и объёме.
Ссылка на видеоролик
www.youtube.com/watch?v=4yWQOWIG1qw
К сожалению, получить то, что задумывалось не удалось, но, с другой стороны, получен бесценный опыт в проектировании и изготовления вакуумной техники. Большей частью этого опыта я поделился с вами и буду премного благодарен если вы выскажете своё мнение по этому вопросу.
Всем спасибо и удачи.
EP-M150 и EP-M250Pro EPLUS 3D Металлический 3D-принтер для аддитивного производства металлов
EP-M150 & EP-M250Pro EPLUS 3D Металлический 3D-принтер для аддитивного производства металлов – Eplus3D Tech Co., Ltd.Ресурсы
Блог
Часто задаваемые вопросы
видео
PDF
Продукты
Машина для аддитивного производства
- Металлический 3D-принтер SLM
- Металлический 3D-принтер EP-M1250
- Металлический 3D-принтер EP-M450H
- Металлический 3D-принтер EP-M650
- Металлический 3D-принтер EP-M450
- Металлический 3D-принтер EP-M300
- Металлический 3D-принтер EP-M260
- Металлический 3D-принтер EP-M150
- Металлический стоматологический 3D-принтер EP-M150
- Металлический 3D-принтер EP-M150Pro
- Металлический 3D-принтер EP-M250Pro
- 3D-принтер SLS
- 3D-принтер EP-P420 SLS
- 3D-принтер EP-P3850 SLS
- EP-C5050 Восковой/песочный SLS 3D-принтер
- 3D-принтер EP-C7250 с воском/песком SLS
- SLA 3D-принтер
- EP-A800 Полимерный 3D-принтер
- EP-A650 Полимерный 3D-принтер
- EP-A450 Полимерный 3D-принтер
- Металлический 3D-принтер SLM
Материал для аддитивного производства
- Аддитивное производство металлических материалов
- Алюминий
- Никелевые сплавы
- кобальт хром
- Maraging Steel
- Нержавеющая сталь
- Титан
- Медь
- Аддитивное производство полимерных материалов
- ПА12
- ПА11
- PA11CF
- PA12GF
- Аддитивное производство фоточувствительной смолы
- SH8809
- SH8600
- Ш8900-Ч
- Ш7000
- SH9100
- Аддитивное производство металлических материалов
Услуги 3D-печати и консультации
Программное решение для 3D-печати
- Подготовка данных
- Подготовка данных программного решения для 3D-печати
- Программное обеспечение для управления печатью
- Мониторинг и обеспечение качества
- Подготовка данных
Связанная машина для аддитивного производства
Металлический 3D-принтер EP-M250Pro
EP-A650 Смола 3D-принтер
Металлический 3D-принтер EP-M450H
EP-C5050 Восковой/песочный SLS 3D-принтер
EP-C7250 Восковой/песочный SLS 3D-принтер
902:30 Металлический 3D-принтер EP-M450Металлический 3D-принтер EP-M150Pro
Металлический 3D-принтер EP-M150
3D-принтер EP-P3850 SLS
Металлический 3D-принтер EP-M650
Металлический 3D-принтер EP-M260
3D-принтер EP-P420 SLS
Металлический 3D-принтер EP-M300
Металлический стоматологический 3D-принтер EP-M150
EP-A450 Смола 3D-принтер
EP-A800 Смола 3D-принтер
Металлический 3D-принтер EP-M1250
Связанное видео о технологии аддитивного производства
Линии 3D-принтеров EPLUS 3D SLA из смолы EP-A 350/450/650
Посмотреть больше
Металлический 3D-принтер EP-M450H (большой и большой объем сборки)
Посмотреть больше
Селективное лазерное спекание (SLS): как это работает?
Посмотреть больше
Новости и события EPLUS 3D
-
+86-0571-83819589
Proto3000 — Передовые решения для аддитивного производства + 3D-печать
Изобретите новый способ, которым вы представляете, проектируйте, тестируйте и
производите с помощью наших современных технологий проектирования, аддитивного производства и метрологии
3
2 3D-принтеры Услуги 3D-печати
Комплексные решения для разработки и производства продукции
Ознакомьтесь с полной линейкой наших 3D-принтеров, 3D-сканеров, услуг и комплексных решений.
 Мы используем самые современные технологии аддитивного производства и метрологии для решения сложных инженерных и производственных задач.
Мы используем самые современные технологии аддитивного производства и метрологии для решения сложных инженерных и производственных задач.- Группа Создано с помощью Sketch. 3D-принтеры
- Группа 2Создано с помощью Sketch. Материалы для 3D-печати
- 3D-сканеры
- Производственные услуги
- Услуги по проектированию и разработке продуктов
- Ресурсы
- Группа Создано с помощью Sketch. 3D-принтеры
- Группа 2Создано с помощью Sketch. Материалы для 3D-печати
Металлы
Наш ассортимент металлических материалов для 3D-печати включает нержавеющие стали, инструментальные стали и специальные металлы, такие как медь.
Узнать больше
Жесткие полимеры, высокотемпературные материалы и композиты
Наш ассортимент полимерных материалов для 3D-печати отвечает требованиям к механическим свойствам даже в самых требовательных отраслях промышленности.
 Наши высокоэффективные эластомерные материалы имеют механические свойства, которые могут превосходить каучуки традиционного производства
Наши высокоэффективные эластомерные материалы имеют механические свойства, которые могут превосходить каучуки традиционного производстваУзнать больше
- 3D-сканеры
3D-сканеры белого света
Эти 3D-сканеры типа «наведи и снимай» позволят вам мгновенно оцифровать объекты. Экономичные и простые в использовании с новейшей технологией 3D-сканирования с белым светом
Explore
Портативные лазерные 3D-сканеры
Эти мощные портативные лазерные 3D-сканеры — идеальные инструменты для реверс-инжиниринга, контроля качества и проверки в любых условиях.
Исследовать
Автоматизированный контроль качества
Автоматизируйте контроль качества с помощью готовой технологии 3D-сканирования КИМ для контроля в процессе производства, разработанной для цеха.
Исследовать
- Производственные услуги
Услуги аддитивного производства
Наше бюро услуг по аддитивному производству может предоставить мелкосерийное производство и производственную оснастку по требованию с помощью технологии 3D-печати
Узнать больше
Услуги быстрого прототипирования
Позвольте нам стать частью вашей команды по разработке продуктов с помощью наших услуг по быстрому прототипированию.
Мы предлагаем несколько технологий и тысячи вариантов материалов.Узнать больше
Материалы для 3D-печати
Раскройте потенциал аддитивного производства, используя спектр материалов, который охватывает термопласты, фотополимеры и металлы технического класса
Исследовать
- qa-icon Инженерные услуги и услуги по разработке продуктов
- Ресурсы
 Наши высокоэффективные эластомерные материалы имеют механические свойства, которые могут превосходить каучуки традиционного производства
Наши высокоэффективные эластомерные материалы имеют механические свойства, которые могут превосходить каучуки традиционного производства Мы предлагаем несколько технологий и тысячи вариантов материалов.
Мы предлагаем несколько технологий и тысячи вариантов материалов.Фабрика будущего уже здесь. Получите от нашей команды экспертные услуги по комплексной разработке и производству продукции, чтобы ваша концепция превратилась в готовый продукт, предназначенный для отраслей сегодня и завтра
Исследуйте сейчас
Проектирование, аддитивное производство и метрология
Фабрика будущего уже здесь. Получите экспертные услуги по комплексной разработке и производству продуктов от нашей команды, чтобы ваша концепция превратилась в готовый продукт, предназначенный для отраслей сегодня и завтра
Исследуйте сейчас
3D-печать
Работайте с нашей командой экспертов по аддитивному производству, чтобы сделать невозможное с помощью технологии 3D-печати мирового класса
Исследуйте сейчас
3D-сканирование
Получайте надежные, точные и неразрушающие данные измерений для проектов, имеющих решающее значение для вашего бизнеса
Исследуйте сейчас
Контроль качества
Сокращение производственных ошибок при одновременном повышении качества продукции и эффективности производства в режиме реального времени
Исследуйте сейчас
3D-дизайн
От концепции до производства команда Proto3000 поможет вам раскрыть весь потенциал вашей идеи, используя самую передовую на сегодняшний день технологию 3D-проектирования
Исследуйте сейчас
Рекомендуемые продукты
Новейшие и лучшие из множества технологических предложений.

Настольная система Metal® Shop System™
3D-принтер для струйной печати по металлу, разработанный для механических мастерских Shop System TM , первая система распыления связующего, разработанная для механических цехов, позволяет вашему цеху воспользоваться преимуществами доступной высококачественной технологии распыления связующего. Он печатает металлические детали конечного использования с непревзойденной скоростью, качеством печати и производительностью. Полное комплексное решение Shop System TM включает в себя принтер, порошковую станцию и печь и легко интегрируется с вашими существующими операциями в магазине.
Посмотреть продукт Посмотреть видео
Предохранитель Formlabs® 1+ 30 Вт
Высокоэффективное селективное лазерное спекание (SLS) 3D-принтер Formlabs Fuse 1+ 30 Вт SLS разработан для того, чтобы сделать технологию селективного лазерного спекания 3D-печати доступной и эффективной благодаря аппаратным и программным функциям, которые обеспечивают высокую производительность, простой рабочий процесс и минимальные отходы. Fuse 1+, оснащенный лазером мощностью 30 Вт, обеспечивает беспрецедентную скорость печати с полным набором полимерных материалов для обеспечения высококачественного быстрого прототипирования и производства собственными силами.
Fuse 1+, оснащенный лазером мощностью 30 Вт, обеспечивает беспрецедентную скорость печати с полным набором полимерных материалов для обеспечения высококачественного быстрого прототипирования и производства собственными силами.
Посмотреть продукт
GPAINNOVA DLyte Compact Series
DLyte 1 л, 10 л и 100 л
Шлифуйте, скругляйте, удаляйте заусенцы, сглаживайте и полируйте сложные и высокоточные металлические детали проще, чем когда-либо прежде, с помощью серии DLyte Compact от GPAINNOVA. Оснащенные технологией сухой электрополировки, DLyte 1 л, 10 л и 100 л предлагают простой рабочий процесс и различные варианты объема для ряда материалов, включая кобальт-хром, нержавеющую сталь, углеродистую сталь, карбиды, никелевые сплавы, алюминий, медь и титан. Благодаря мощной технологии переноса ионов компактная серия DLyte может сглаживать поверхность деталей со сложной геометрией, сохраняя при этом важные характеристики.
Посмотреть продукт
HandySCAN 3D
Точное и портативное решение для 3D-сканирования
Флагманский 3D-сканер Creaform теперь более портативен, чем когда-либо, и быстрее обеспечивает точное 3D-сканирование с высоким разрешением, оставаясь при этом простым в использовании.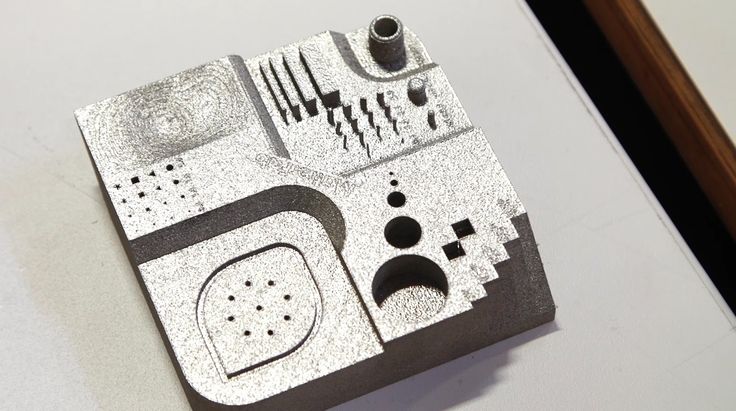 Благодаря динамической привязке вы можете использовать систему где угодно и получать точные и воспроизводимые результаты 3D-сканирования в любой среде. Это идеальный инструмент для обратного проектирования и проверки на протяжении всего жизненного цикла разработки продукта.
Благодаря динамической привязке вы можете использовать систему где угодно и получать точные и воспроизводимые результаты 3D-сканирования в любой среде. Это идеальный инструмент для обратного проектирования и проверки на протяжении всего жизненного цикла разработки продукта.
Посмотреть продукт Посмотреть видео
Настольная система Metal® Studio System 2™
Комплексное решение для 3D-печати сложных металлических деталей собственными силамиПредставляем новую Desktop Metal Studio 2 для 3D-печати металлом. Первое комплексное доступное решение для 3D-печати сложных металлических деталей из различных металлических сплавов, включая нержавеющую сталь, медь и инструментальные стали.
Посмотреть продукт Посмотреть видео
Desktop Metal® Shop System™
HandySCAN 3D
Desktop Metal® Studio System 2™
Инструмент и матрица Built-Rite
Компания Built-Rite Tool and Die, занимающаяся проектированием и изготовлением пресс-форм, специализируется на проектах со сложными требованиями. Их опыт в производстве прецизионных пресс-форм и литье пластмасс под давлением позволяет им решать задачи проектирования пресс-форм, которые требуют обширного планирования и выполнения. С помощью настольного 3D-принтера Metal Studio команда разработчиков может сократить объем печати за счет заполнения с закрытыми порами, сокращая общее использование материала и легкие детали в сборке пресс-формы, не влияя на износостойкость, необходимую для инструментов.
Их опыт в производстве прецизионных пресс-форм и литье пластмасс под давлением позволяет им решать задачи проектирования пресс-форм, которые требуют обширного планирования и выполнения. С помощью настольного 3D-принтера Metal Studio команда разработчиков может сократить объем печати за счет заполнения с закрытыми порами, сокращая общее использование материала и легкие детали в сборке пресс-формы, не влияя на износостойкость, необходимую для инструментов.
Посмотреть пример использования
Люмениум
Тяжелая промышленность
Lumenium, компания из Вирджинии, которая специализируется на разработке двигателей внутреннего сгорания, определила возможность использования Desktop Metal Studio System и 3D-печати металлом с технологией осаждения связанного металла для ускорения итераций проектирования и быстрого процесса прототипирования. Благодаря Studio System они значительно сэкономили на затратах, времени и весе финальных деталей.
Посмотреть тематическое исследование Посмотреть видео
PGV Oil Tools 3D-печать скважинных инструментов с настольной системой Metal® Shop System™
PGV Industries имеет более чем тридцатилетний опыт производства оборудования для нефтегазовой, аэрокосмической промышленности, робототехники и автоматизации. Наряду с традиционным производством с помощью станков с ЧПУ, компания в настоящее время переходит к производству следующего поколения, интегрируя в свои возможности 3D-печать металлом на уровне производства.
Наряду с традиционным производством с помощью станков с ЧПУ, компания в настоящее время переходит к производству следующего поколения, интегрируя в свои возможности 3D-печать металлом на уровне производства.
Посмотреть тематическое исследование Посмотреть видео
Aerosport Additive обращается к ETEC и Adaptive3D, чтобы произвести революцию в 3D-печати резиновых деталей
Автомобильная промышленность
Aerosport Additive — сервисное бюро в Огайо, которое производит прототипы и рабочие модели для автомобильной, аэрокосмической, военной, электронной и потребительской промышленности. Эта компания обратилась к технологии DLP, чтобы расширить свое портфолио.
Посмотреть тематическое исследование Посмотреть видео
Lumenium
PGV Oil Tools 3D-печать скважинных инструментов с помощью Desktop Metal® Shop System™
Aerosport Additive обращается к ETEC и Adaptive3D, чтобы произвести революцию в 3D-печати резиновых деталей
Из нашего блога
Просмотреть все
Последние передовые производственные истории
Инструменты для 3D-печати: недорогой вариант с низким уровнем риска
– 3D-печать
Desktop Metal начинает поставки производственной системы P-50 с первым заказчиком Stanley Black & Decker
– 3D-печать, 3D-печать металлом, Индустрия 4.0
Desktop Metal имеет сертифицированный никелевый сплав Inconel 625 для Shop System™
– 3D-печать, инновации, 3D-печать металлом, Индустрия 4.0
Desktop Metal сертифицирует титан (Ti) для производства с помощью Studio System 2
– 3D-печать, 3D-печать металлом, быстрое прототипирование, оснастка, приспособления и приспособления
Desktop Metal представляет Shop System™ Forust Edition для 3D-печати дерева
– Индустрия 4.0, 3D-печать, инновации, блог, 3D-печать
Важность контроля качества в аддитивном производстве
– 3D-печать, блог, события блога
Desktop Metal расширяет линейку самой продаваемой в мире струйной системы для связывания металлов с Shop System+ и Shop System PRO
– 3D-печать, блог, 3D-печать металлом, быстрое прототипирование, оснастка, приспособления и приспособления, Индустрия 4.0
Доверено
View Partner
KeyShot® — это первое приложение для трассировки лучей в реальном времени, в котором используется физически корректный механизм рендеринга, основанный на научных исследованиях в области научно точного представления материалов и глобального освещения. Удовлетворяя потребности дизайнеров, инженеров, маркетологов, фотографов и специалистов по компьютерной графике в визуализации, KeyShot упрощает создание фотографических изображений и анимации из цифровых 3D-данных.
Удовлетворяя потребности дизайнеров, инженеров, маркетологов, фотографов и специалистов по компьютерной графике в визуализации, KeyShot упрощает создание фотографических изображений и анимации из цифровых 3D-данных.
View Partner
Autodesk создает программное обеспечение для людей, которые что-то делают. Если вы когда-либо водили мощный автомобиль, любовались возвышающимся небоскребом, использовали смартфон или смотрели отличный фильм, скорее всего, вы испытали на себе то, что миллионы клиентов Autodesk делают с нашим программным обеспечением. Autodesk дает вам возможность сделать что угодно.
View Partner
Materialise объединяет три десятилетия опыта 3D-печати в ряд программных решений и услуг 3D-печати, которые вместе составляют основу индустрии 3D-печати. Открытые и гибкие решения Materialise позволили игрокам из самых разных отраслей, включая здравоохранение, автомобилестроение, аэрокосмическую промышленность, искусство и дизайн, а также производство потребительских товаров, создавать инновационные приложения для 3D-печати, цель которых — сделать мир лучше и здоровее. Компания Materialise со штаб-квартирой в Бельгии и филиалами по всему миру объединяет крупнейшую группу разработчиков программного обеспечения в отрасли с одним из самых полных в мире мощностей для 3D-печати.
Компания Materialise со штаб-квартирой в Бельгии и филиалами по всему миру объединяет крупнейшую группу разработчиков программного обеспечения в отрасли с одним из самых полных в мире мощностей для 3D-печати.
View Partner
Adaptive3D использует запатентованную химию реакции, которая придает фотополимерным смолам удлинение и прочность, которые могут выдерживать конечное использование в сложных условиях, таких как обувь, транспорт, нефть и газ и промышленные установки. Эта технология, разработанная в Техасском университете в Далласе при финансовой поддержке Агентства перспективных оборонных исследовательских проектов (DARPA), может быть связана с известными химическими семействами, такими как акрилаты, что приводит к получению высокоэффективных материалов, которые легко обрабатывать, поскольку они представляют собой один горшок, одну часть, стабильные химические вещества. Это сочетание свойств, которые соответствуют традиционным материалам, таким как нитрил-бутилкаучук, полиуретан и силиконы, с простотой обработки и масштабируемостью, открывает огромные возможности.
View Partner
Rapidshape GmbH производит высококачественные 3D-принтеры DLP уже более десяти лет. Используя свой инженерный опыт, они смогли интегрировать автоматизацию в свой рабочий процесс 3D-печати, что позволило наладить крупносерийное производство стоматологических, ювелирных и промышленных деталей.
View Partner
GPAINNOVA является создателем DLyte и DryLyte Technology, первой в мире машины для сухой электрополировки наиболее распространенных промышленных металлов и сплавов. Он автоматизирует, упрощает и стандартизирует постобработку металлических деталей, улучшая отделку, получаемую с помощью традиционных систем полировки.
View Partner
2oneLab создает открытые, доступные и недорогие металлические 3D-принтеры, в которых используется технология лазерного порошкового сплавления для печати различных металлических сплавов с высокой скоростью печати. Их комплексное решение для 3D-печати металлом, включающее программное обеспечение для печати, просеивания и рабочего процесса, идеально подходит для медицинских и исследовательских целей.
Их комплексное решение для 3D-печати металлом, включающее программное обеспечение для печати, просеивания и рабочего процесса, идеально подходит для медицинских и исследовательских целей.
View Partner
Henkel Ассортимент смол для 3D-печати LOCTITE, клеевых составов и оборудования для постобработки позволяет создавать действительно функциональные детали с помощью аддитивного производства для широкого спектра отраслей. Их превосходные механические свойства позволяют работать со смолами, которые являются огнестойкими, термостойкими, имеют высокое удлинение, ударную вязкость, ударную вязкость и обладают особыми свойствами, такими как прозрачная отделка и высокое разрешение.
Посмотреть партнера
Proto3000 гордится тем, что является производственным партнером HP Multi Jet Fusion, обладающим одним из крупнейших парков систем 3D-печати HP в Канаде и на северо-востоке США. Наше качество и сервис были оценены и сертифицированы в соответствии со строгими требованиями HP и сертифицированы для обеспечения масштабного производства.
View Partner
Компания Forust была основана, чтобы сделать 3D-печать больших объемов древесины доступной, надежной и устойчивой. Команда FORUST применяет скорость, точность и качество распыления связующего для производства прочных и легких древесных компонентов, полученных из двух потоков древесных отходов — опилок и лигнина. Они считают, что ответственные цепочки создания стоимости материалов имеют решающее значение для достижения нулевых выбросов углерода, и что аддитивная рематериализация будет играть важную роль в построении этого устойчивого будущего.
View Partner
С 1995 года ExOne ставит перед собой задачу выпускать мощные 3D-принтеры, которые решают самые сложные задачи и позволяют внедрять инновации, меняющие мир. Наши промышленные системы 3D-печати быстро преобразуют гранулированные материалы, включая кварц и керамический песок, а также переработанные материалы, такие как повторно измельченный бетон и древесную массу, в прецизионные формы и стержни для литья металлов, инновационные решения для быстрой обработки, а также функциональные конструкции конечного использования для товары народного потребления и архитектурная реставрация
View Partner
Будучи первооткрывателем технологии 3D-печати с цифровой обработкой света (DLP), компания ETEC располагает одним из самых передовых портфелей прецизионных полимерных принтеров и материалов на современном рынке. Опираясь на более чем 130 выданных и находящихся на рассмотрении патентов, ETEC также предлагает более 190 сертифицированных материалов для своих платформ. Тысячи клиентов в самых разных отраслях, включая автомобилестроение, аэрокосмическую промышленность, производство медицинского оборудования и ювелирных изделий, уже более двух десятилетий полагаются на решения ETEC. Решения компании используются для создания прототипов, оснастки и мелкосерийного производства.
Опираясь на более чем 130 выданных и находящихся на рассмотрении патентов, ETEC также предлагает более 190 сертифицированных материалов для своих платформ. Тысячи клиентов в самых разных отраслях, включая автомобилестроение, аэрокосмическую промышленность, производство медицинского оборудования и ювелирных изделий, уже более двух десятилетий полагаются на решения ETEC. Решения компании используются для создания прототипов, оснастки и мелкосерийного производства.
Посмотреть партнера
Посмотреть партнера
Посмотреть партнера
Посмотреть партнера
Посмотреть партнера
Посмотреть партнера
Посмотреть партнера
Посмотреть партнера
Посмотреть партнера
View Partner
Creaform помогает компаниям повышать производительность и сокращать сроки изготовления портативных 3D-устройств.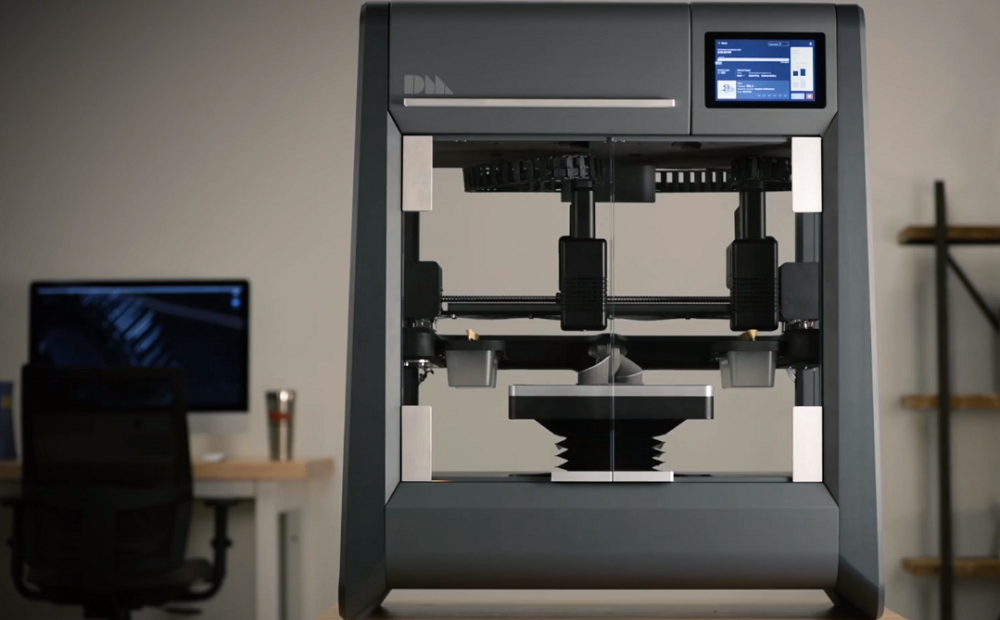 Creaform создает портативное оборудование и программное обеспечение для лазерного 3D-сканирования. Их линейки лазерных сканеров практичны для медицинских и промышленных приложений, создания цифровых баз данных и обратного проектирования. Их доступные сканеры быстры и просты в использовании.
Creaform создает портативное оборудование и программное обеспечение для лазерного 3D-сканирования. Их линейки лазерных сканеров практичны для медицинских и промышленных приложений, создания цифровых баз данных и обратного проектирования. Их доступные сканеры быстры и просты в использовании.
View Partner
Desktop Metal, Inc., базирующаяся в Берлингтоне, штат Массачусетс, ускоряет преобразование производства с помощью обширного портфеля решений для 3D-печати, от быстрого прототипирования до массового производства. Основанная в 2015 году лидерами в области передового производства, металлургии и робототехники, компания решает нерешенные проблемы скорости, стоимости и качества, чтобы сделать аддитивное производство важным инструментом для инженеров и производителей по всему миру. Desktop Metal был выбран Всемирным экономическим форумом как один из 30 самых многообещающих пионеров технологий в мире, включен в список 50 самых умных компаний MIT Technology Review и стал победителем премии Fast Company за инновации в дизайне в 2021 году в области материалов и Next Big Things от Fast Company.