5Б150 станок зубодолбежный: 5Б150 Станок зубодолбежный вертикальный полуавтомат. Паспорт, схемы, характеристики, описание
alexxlab | 24.11.2022 | 0 | Разное
5Б150 Станок зубодолбежный вертикальный полуавтомат. Паспорт, схемы, характеристики, описание
Сведения о производителе зубодолбежного полуавтомата 5Б150
Производитель вертикального зубодолбежного полуавтомата 5Б150 Егорьевский станкостроительный завод Комсомолец, СЗК, основанный в 1934 году.
Продукция Егорьевского станкостроительного завода Комсомолец, СЗК
- 5А12 – станок зубодолбежный вертикальный полуавтомат Ø 208
- 5А140П – станок зубодолбежный вертикальный полуавтомат Ø 500
- 5Б150 – станок зубодолбежный вертикальный полуавтомат Ø 800
- 5В833 – станок зубошлифовальный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 40..320
- 5Д32 – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 800
- 5Д833 – станок зубошлифовальный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 40..320
- 5Е32 – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 800
- 5К32 – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 800
- 5К32А, 5К324А – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 800
- 5К324 – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 500
- 5К328А – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 1250
- 5М32 – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 800
- 5М324А – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 500
- 53А11 – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 1250
- 53А50 – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 500
- 53А80 – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 800
- 514 – станок зубодолбежный вертикальный полуавтомат Ø 500
- 532 – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 750
- 5310 – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 200
- 5327 – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 1000
5Б150 Станок вертикальный зубодолбежный универсальный полуавтомат.
 Назначение и область применения
Назначение и область примененияЗубодолбежный станок – полуавтомат 5Б150 предназначен для обработки крупных цилиндрических колес внешнего и внутреннего зацепления с большими диаметром до 800 мм и модулем до 12 мм.
Универсальный зубодолбежный станок 5Б150 служит для нарезания зубьев на цилиндрических шестернях как с открытыми, так и закрытыми венцами (блок-шестерни).
Особенности конструкции и принцип работы зубодолбежного станка 5Б150
Радиальное врезание осуществляется перемещением стола с заготовкой, при холостом ходе отводное качательное движение сообщается долбяку. Станок работает по замкнутому автоматическому циклу. После врезания долбяка на заданную глубину радиальная подача прекращается, стол делает один полный оборот, после чего станок либо останавливается, либо вновь начинается врезание на глубину второго прохода и стол делает еще один полный оборот. Во время перехода на второй проход скорость резания и круговая подача могут автоматически изменяться, в результате чего значительно повышается производительность станка, точность обработки и стойкость долбяка.
Нарезаемое колесо крепится на горизонтальной планшайбе стола станка при помощи специального приспособления. Для выверки биения заготовки планшайба может вращаться ускоренно от отдельного привода. Стол может перемещаться по горизонтальным направляющим станины; ускоренно от отдельного привода для ориентировочной установки в исходное положение; замедленно от руки для точной установки в исходное положение и для врезания долбяка в заготовку; механически (радиальная подача) для врезания долбяка в заготовку на заданную глубину.
Станок 5Б150 работает по замкнутому автоматическому циклу, причем после пуска станка начинается одновременное движение долбяка, обкат и радиальная подача. По достижении долбяком заданной глубины процесс врезания автоматически прекращается, после чего планшайба стола делает один полный оборот.
Станок 5Б150 может работать как по однопроходному, так и по двухпроходному циклу, причем в зависимости от настройки станка во время перехода на второй проход скорость резания и подача могут изменяться автоматически, что значительно повышает производительность станка, стойкость инструмента и точность нарезания.
На станке 5Б150 можно нарезать косозубые колеса при помощи специально изготовляемого приспособления, которое монтируется на суппорте станка.
Стол зубодолбежного станка 5Б150 может перемещаться по горизонтальным направляющим станины, осуществляя при этом:
- Ускоренное перемещение от отдельного привода для ориентировочной установки в исходное положение
- Замедленное перемещение от руки для точной установки в исходное положение и для врезания долбяка в заготовку
- Механическое перемещение (радиальная подача) для врезания долбяка в заготовку на заданную глубину
При надлежащем уходе и регулировке станок 5Б150 обеспечивает нарезание зубчатых колес по ГОСТ 1643—72 не ниже 7-й степени точности.
Посадочные и присоединительные базы зубодолбежного станка 5Б150
Посадочные и присоединительные базы зубодолбежного станка 5Б150
Посадочные и присоединительные базы зубодолбежного станка 5Б150. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
- D – 800 мм
- D1 – 44,443 мм
- D2 – М39х3 мм
- H – 345 мм
- h – 270 мм
Общий вид и общее устройство станка 5Б150
Фото зубодолбежного станка 5Б150
Фото зубодолбежного станка 5Б150. Смотреть в увеличенном масштабе
Фото зубодолбежного станка 5Б150
Фото зубодолбежного станка 5Б150. Смотреть в увеличенном масштабе
Фото зубодолбежного станка 5Б150
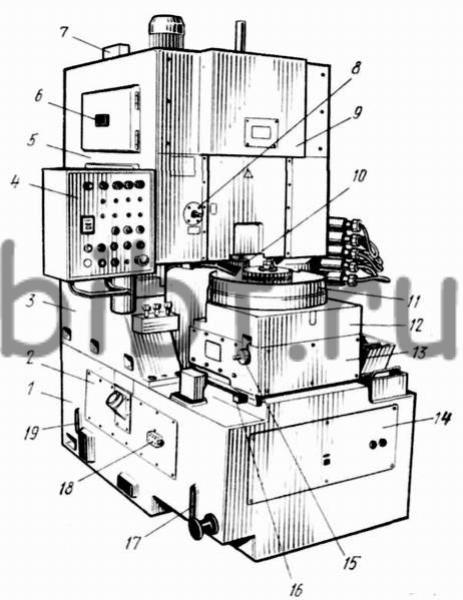
Расположение основных узлов зубодолбежного полуавтомата 5Б150
Расположение основных узлов зубодолбежного полуавтомата 5Б150
Спецификация основных узлов зубодолбежного полуавтомата 5Б150
- Станина
- Каретка стола
- Механизм быстрого вращения стола
- Стол
- Механизм привода стола, шпинделя и долбяка
- Стойка
- Механизм радиальной подачи стола
Структурная схема зубодолбежного полуавтомата 5Б150
Структурная схема зубодолбежного полуавтомата 5Б150
Схема кинематическая зубодолбежного полуавтомата 5Б150
Кинематическая схема зубодолбежного станка 5Б150
1.
2. Схема кинематическая зубодолбежного станка 5Б150. Смотреть в увеличенном масштабе
- M1 — муфта реверса долбяка
- T — штоссель
- S — зубчатый сектор
- b — пружина
- К — кулак отвода долбяка
- r — ролик
- R — рычаг отвода долбяка
- q — вилка отвода долбяка
- W — вал-упор
- М4 — муфта, отключающая кинематическую цепь при включении быстрого вращения стола
- С — диск отсчета числа оборотов стола
- F2 — рейка
- Д — диск с упорами, выключающими радиальную подачу
- М3 — муфта включения быстрого хода стола
- Р2 — рычаг переключения перемещения стола на рабочее и быстрое
- М2 — муфта включения рабочего хода стола
- P3 — квадрат ручного перемещения стола
- F1 — рейка
- P1 — рычаг переключения удвоенной круговой подачи и выключения ее
- п — водило
- т — винт с правой и левой резьбой
- О — ось качания корпуса суппорта
Кинематическая схема станка состоит из отдельных кинематических цепей, осуществляющих следующие основные движения:
- главное возвратно-поступательное движение (резание) шпинделя долбяка;
- вращательное движение круговой подачи шпинделя долбяка;
- вращательного делительного движения стола;
- радиальное движение (радиальной подачи) стола в период врезания долбяка;
- качательного движения (отвода и подвода) долбяка;
- быстрого вращения стола.


Цепь главного движения (резания)
От электродвигателя M1 (N=7 кВт, n=1440 об/мин) через клиноременную передачу 125—350, вал I, цилиндрические колеса 28—47, вал II, сменные шестерни скорости резания a/b (на схеме не обозначены), вал III и цилиндрическое колесо z=19 вращение передается колесу z=75, выполненному в виде кривошипного диска. В радиальном пазу этого колеса-диска установлен подвижный кривошипный палец. С помощью винта m производится регулировка положения кривошипного пальца в радиальном пазу, определяющая длину хода шпинделя долбяка.
Винт m соединен с водилом п, передающим качательное движение зубчатому сектору 5, который сообщает возвратно-поступательное движение шпинделю долбяка.
Цепь вращательного движения (круговой подачи) долбяка.
Вращательное движение долбяка заимствуется от вала IV (на котором сидит колесо — кривошипный диск z = 75) и передается дальше через цепную передачу 25—25, вал V, передачу с двухступенчатым блоком 30—30 или 40—20 (переключается рычагом P1), вал VI, сменные шестерни гитары круговых подач an/bn (на схеме не обозначены), вал VII, конические колеса 30—30, вал VIII, червячную передачу 4—28, вертикальный вал IX механизму реверса, состоящему из трех конических колес z=45. При переключении реверса (муфтой М1) изменяется направление вращения долбяка (при неизменном вращении стола) при настройке станка на долбление внутренних зубчатых венцов. От механизма реверса вращение передаётся валу X и через цилиндрические колеса 50—95, вал XI, цилиндрические колеса 50—95 и червячную передачу 1—90 — шпинделю долбяка. Так как двойной ход долбяка происходит за каждый оборот вала IV, то кинематическая цепь вращательного движения долбяка должна иметь такое передаточное отношение, которое обеспечит за каждый оборот вала IV поворот долбяка по дуге делительной окружности на принятую величину круговой подачи sкр.
При переключении реверса (муфтой М1) изменяется направление вращения долбяка (при неизменном вращении стола) при настройке станка на долбление внутренних зубчатых венцов. От механизма реверса вращение передаётся валу X и через цилиндрические колеса 50—95, вал XI, цилиндрические колеса 50—95 и червячную передачу 1—90 — шпинделю долбяка. Так как двойной ход долбяка происходит за каждый оборот вала IV, то кинематическая цепь вращательного движения долбяка должна иметь такое передаточное отношение, которое обеспечит за каждый оборот вала IV поворот долбяка по дуге делительной окружности на принятую величину круговой подачи sкр.
Цепь деления
Вращательное делительное движение столу передается от вала VIII через конические колеса 26—26, вал XIII, сменные шестерни гитары деления aд/bд·cд/dд и перебора e/f, вал XIV и червячную делительную пару 1—168 (при включенной муфте М4). Для согласованности движений долбяка и заготовки необходимо, чтобы за время поворота долбяка на один зуб (1/zд оборота) заготовка также повернулась на один зуб (1/z оборота).
От вала XIV через цепную передачу 25—30, червячную передачу 1—110 и коническую передачу 46—36 вращение передается диску С отсчета количества оборотов стола.
Цепь радиальной подачи
Радиальная подача врезания долбяка осуществляется перемещением стола с заготовкой. Это движение осуществляется от отдельного электродвигателя MII (п = 1470 об/мин) независимо от других движений. Вращение передается через цилиндрические колеса 20—30, вал XVII, червячную передачу 1—103 (муфта М2 включена, муфта М3 выключена; переключение их производится одновременно рукояткой Р2), вал XVIII, сменные шестерни радиальной подачи aр/bр (на схеме не обозначены), вал XIX, цилиндрические колеса 42—42, вал XX и червячную пару 1—40 на винт XXIII радиальной подачи (t=10 мм), который входит в закрепленную в каретке стола гайку.
Расчетные перемещения конечных элементов цепи:
1470 об/мин электродвигателя -> sрад мм/мин. Для быстрого перемещения стола муфта М3 включается, а муфта М2 выключается. Вращение от электродвигателя МII передается через колеса 20—30, коническую пару 28—21 валу XX и далее, через червячную передачу 1—40, винту радиальной подачи.
Вращение от электродвигателя МII передается через колеса 20—30, коническую пару 28—21 валу XX и далее, через червячную передачу 1—40, винту радиальной подачи.
Ручное перемещение стола осуществляется рукояткой P3. Диск D служит для отключения двигателя радиальной подачи после перемещения стола на требуемую глубину врезания долбяка. Вращение диска D передается от рейки F2, закрепленной на каретке стола, через реечную шестерню z=16 одну (z3) или две (z1 и z2), паразитные шестерни и колесо z=32.
Включение одной или двух паразитных шестерен производится в зависимости от того, наружный или внутренний зубчатый венец обрабатывается на ставке.
Цепь качательного движения (отвода и подвода) долбяка
Отвод долбяка от заготовки производится путем поворота корпуса, в котором смонтирован шпиндель долбяка, вокруг оси О. При рабочем ходе шпинделя (вниз) корпус упирается в вал — упор W и долбяк устанавливается на требуемом расстоянии от нарезаемого колеса. При движении долбяка вверх корпус отводит его от заготовки. Отвод и подвод долбяка осуществляются за каждый его двойной ход. Поэтому механизм качательного движения долбяка получает движение от вала IV, на котором сидит колесо — кривошипный диск z=75. От вала IV вращение передается через колеса 52—52 валу XII, на котором сидит кулак К отвода долбяка.
При движении долбяка вверх корпус отводит его от заготовки. Отвод и подвод долбяка осуществляются за каждый его двойной ход. Поэтому механизм качательного движения долбяка получает движение от вала IV, на котором сидит колесо — кривошипный диск z=75. От вала IV вращение передается через колеса 52—52 валу XII, на котором сидит кулак К отвода долбяка.
При своем вращении кулак нажимает на эксцентриковый ролик r, закрепленный на рычаге R. Последний, поворачиваясь, воздействует на вилку q, которая поворачивает корпус шпинделя долбяка вокруг оси О до упора его в вал — упор W. При холостом ходе долбяка рычаг R под действием пружины b поворачивается в обратном направлении и вилка отводит корпус назад.
При нарезании внутренних зубчатых венцов направления отвода и подвода долбяка меняются на обратные. Для этого кулак К переставляется на вал ХIIа и соответственно поворачивается вал — упор W. Быстрое вращение стола производится от электродвигателя MIII через цилиндрические колеса 24—80. При этом муфта М4 отключается.
При этом муфта М4 отключается.
Читайте также: Зубофрезерные станки для цилиндрических колес
Методы зубонарезания. Видеоролик.
Технические характеристики зубодолбежного станка 5Б150
| Наименование параметра | 5Б150 | 5В150 | 5М150 |
|---|---|---|---|
| Основные параметры станка | |||
| Наибольший модуль нарезаемого колеса, мм | 12 | 12 | 12 |
| Наибольший диаметр нарезаемых цилиндрических прямозубых колес | 800 | 800 | 800 |
| Наибольшая ширина нарезаемого венца (длина нарезки), мм | 170 | 160 | |
| Диаметр делительного колеса суппорта, мм | 360 | ||
| Наибольшее расстояние от оси долбяка (шпинделя) до оси стола, мм | 0. .700 .700 | 0..700 | |
| Расстояние от зеркала стола (планшайбы) до торца шпинделя, мм | 345 | 155..355 | |
| Расстояние от пола до планшайбы, мм | 870 | ||
| Шпиндель долбяка | |||
| Наибольший ход долбяка (шпинделя), мм | 200 | 200 | 200 |
| Наибольший диаметр устанавливаемого долбяка, мм | 200 | 200 | |
| Пределы чисел двойных ходов долбяка в минуту | 33..188 | 33..188 | 33..188 | Скорость быстрого вращения долбяка, об/мин | 3 | 3 |
| Диаметр оправки под долбяк, мм | 44,443 | 44,443 | |
| Конец шпинделя для крепления инструмента | Морзе 5 | Морзе 5 | Морзе 5 |
| Рабочий стол (план-шайба) | |||
| Диаметр рабочего стола (планшайбы), мм | 800 | 800 | 800 |
| Диаметр отверстия в столе, мм | 120 | 120 | 120 |
| Диаметр делительного колеса, мм | 872 | ||
| Пределы круговых подач стола на один двойной ход долбяка (при диаметре долбяка 100 мм), мм | 0,2. .1,5 .1,5 | 0,2..1,5 | 0,2..1,5 |
| Пределы радиальных подач стола на один двойной ход долбяка, мм | 1..5,4 | 1..5,4 | 2,07..5,4 | Скорость быстрого вращения стола, об/мин | 1,7 | 1,7 |
| Скорость быстрого перемещения стола, мм/мин | 137 | 137 | |
| Привод и электрооборудование станка | |||
| Количество электродвигателей на станке | |||
| Электродвигатель главного привода – поступательное движение долбяка (М1), кВт | 7,5 | 7,5 | |
| Электродвигатель быстрого вращения долбяка (М2), кВт | 0,8 | 0,8 | |
| Электродвигатель вращения стола (план-шайбы), кВт | 1,1 | 1,1 | |
| Электродвигатель радиальной подачи стола, кВт | 2,2 | 2,2 | |
| Электродвигатель насоса смазки, кВт | 0,25 | ||
| Электродвигатель насоса гидропривода, кВт | |||
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 | |
| Суммарная мощность электродвигателей, кВт | |||
| Габаритные размеры и масса станка | |||
| Габаритные размеры станка (длина х ширина х высота), мм | 3100 x 1800 x 3500 | 4200 х 1800 х 3300 | |
| Масса станка с электрооборудованием и охлаждением, кг | 10200 | 10800 |
- Ачеркан Н. С. Металлорежущие станки. Том 1. 1965, Стр. 564.
- Гальперин Е.И. Наладка зуборезных станков, 1960.
- Козлов Д.Н. Зуборезные работы, 1971.
- Кучер А.М., Киватицкий М.М., Покровский А.А., Металлорежущие станки (Альбом общих видов, кинематических схем и узлов), 1972.
- Лоскутов В.В., Ничков А.Г. Зубообрабатывающие станки, 1978.
- Малахов Я.А. Зубообрабатывающие и резьбофрезерные станки и их наладка, 1972.
- Мильштейн М.З. Нарезание зубчатых колес, 1972.
- Овумян Г.Г., Адам А.И. Справочник зубореза, 1983.
- Птицин Г.А., Кокичев В.Н. Зуборезные станки, 1957.
- Шавлюга Н.И. Расчет и примеры наладок зубофрезерных и зубодолбежных станков, 1978.
- Руководящий материал для конструкторов, проектирующих технологическую оснастку. Основные данные и посадочные места металлорежущих станков. НИИМАШ, 1968.
Список литературы по зубообработке
 С. Металлорежущие станки. Том 1. 1965, Стр. 564.
С. Металлорежущие станки. Том 1. 1965, Стр. 564. НИИМАШ, 1968.
НИИМАШ, 1968.Связанные ссылки. Дополнительная информация
5В150 Станок зубодолбежный вертикальный полуавтомат. Паспорт, схемы, характеристики, описание
Сведения о производителе зубодолбежного полуавтомата 5В150
Производитель вертикального зубодолбежного полуавтомата 5В150, 5В150П Клинский станкостроительный завод, КСЗ, основанный в 1897 году.
Станки, выпускаемые Клинским станкостроительным заводом, КСЗ
- 5В150 – станок зубодолбежный вертикальный полуавтомат Ø 800
- 5М150 – станок зубодолбежный вертикальный полуавтомат Ø 800
- 5М161 – станок зубодолбежный вертикальный полуавтомат Ø 1250
5В150 Станок вертикальный зубодолбежный универсальный полуавтомат. Назначение и область применения
Универсальный зубодолбежный станок полуавтомат 5В150 предназначен для нарезания зубьев на цилиндрических шестернях внутреннего и наружного зацепления диаметром до 800 мм и модулем до 12 мм как с открытыми, так и закрытыми венцами (блок-шестерни).
Особенности конструкции и принцип работы зубодолбежного станка 5В150
Нарезаемое колесо крепится на горизонтальной планшайбе стола станка при помощи специального приспособления. Для выверки биения заготовки планшайба может вращаться ускоренно от отдельного привода. Стол может перемещаться по горизонтальным направляющим станины; ускоренно от отдельного привода для ориентировочной установки в исходное положение; замедленно от руки для точной установки в исходное положение и для врезания долбяка в заготовку; механически (радиальная подача) для врезания долбяка в заготовку на заданную глубину.
Зубодолбежный станок 5В150 работает по замкнутому автоматическому циклу, причем после пуска станка начинается одновременное движение долбяка, обкат и радиальная подача. По достижении долбяком заданной глубины процесс врезания автоматически прекращается, после чего планшайба стола делает один полный оборот.
Станок 5В150 может работать как по однопроходному, так и по двухпроходному циклу, причем в зависимости от настройки станка во время перехода на второй проход скорость резания и подача могут изменяться автоматически, что значительно повышает производительность станка, стойкость инструмента и точность нарезания.
На станке 5В150 можно нарезать косозубые колеса при помощи специально изготовляемого приспособления, которое монтируется на суппорте станка.
Стол зубодолбежного станка 5В150 может перемещаться по горизонтальным направляющим станины, осуществляя при этом:
- Ускоренное перемещение от отдельного привода для ориентировочной установки в исходное положение
- Замедленное перемещение от руки для точной установки в исходное положение и для врезания долбяка в заготовку
- Механическое перемещение (радиальная подача) для врезания долбяка в заготовку на заданную глубину
При надлежащем уходе и регулировке станок обеспечивает нарезание зубчатых колес по ГОСТ 1643—72 не ниже 7-й степени точности.
Общий вид и общее устройство станка 5В150
Фото зубодолбежного станка 5в150
Фото зубодолбежного станка 5в150
Расположение составных частей зубодолбежного полуавтомата 5В150
Расположение основных узлов зубодолбежного полуавтомата 5в150
Спецификация составных частей зубодолбежного полуавтомата 5В150
- Станина. Внутри нее размещены основные узлы станка
- Стол с механизмом отсчета оборотов заготовки
- Механизм отсчета оборотов заготовки
- Механизм врезания
- Стойка
- Коробка радиальных подач
- Суппорт
- Пульт управления
- Гитара деления
 Внутри нее размещены основные узлы станка
Внутри нее размещены основные узлы станкаНарезание цилиндрических колес на зубодолбежных станках
Образование профиля зубьев при нарезании долбяком
Обработку колес на зубодолбежных станках осуществляют режущим инструментом, выполненным в виде зубчатого колеса — долбяком, у которого одна торцовая плоскость служит для опоры при закреплении на станке, а на второй имеются режущие кромки.
Обкатка профиля зубьев колеса профилями зубьев долбяка
- профиль зуба долбяка
- профиль нарезаемого зуба колеса
- срезаемый слой металла за один ход долбяка
Зубья колеса нарезают долбяком по методу обкатки, профили зубьев долбяка не совпадают с профилями нарезаемых зубьев, хотя их и выполняют по эвольвенте. Поэтому одним и тем же долбяком данного модуля можно нарезать колеса с разными числами зубьев. Обкатка осуществляется при последовательном положении профилей зубьев долбяка относительно профилей нарезаемых зубьев колеса в процессе их зацепления, пока они находятся в контакте. При обкатке долбяк и заготовка должны вращаться вокруг своих осей, как два зубчатых колеса в зацеплении. При нарезании колес с внешними зубьями они вращаются в разные стороны; при нарезании внутренних зубьев — в одну сторону. Передаточное отношение чисел оборотов долбяка и колеса в зависимости от числа зубьев их выражается отношением:
Поэтому одним и тем же долбяком данного модуля можно нарезать колеса с разными числами зубьев. Обкатка осуществляется при последовательном положении профилей зубьев долбяка относительно профилей нарезаемых зубьев колеса в процессе их зацепления, пока они находятся в контакте. При обкатке долбяк и заготовка должны вращаться вокруг своих осей, как два зубчатых колеса в зацеплении. При нарезании колес с внешними зубьями они вращаются в разные стороны; при нарезании внутренних зубьев — в одну сторону. Передаточное отношение чисел оборотов долбяка и колеса в зависимости от числа зубьев их выражается отношением:
nд/ nз = zз /zд
Для прорезания зубьев в заготовке долбяк, кроме вращательного движения в зацеплении с заготовкой, должен совершать и поступательное движение, параллельное оси заготовки, тогда передние режущие кромки долбяка будут вырезать (долбить) впадины между зубьями заготовки и одновременно выполнять обкатку.
Для нарезания зубьев колеса на необходимую глубину нужно, чтобы зубья долбяка в процессе резания проходили между зубьями заготовки на этой глубине. Сразу установить долбяк на требуемую глубину нельзя, поэтому вначале происходит врезание при вращении заготовки и долбяка с постепенной радиальной подачей долбяка в направлении глубины зубьев (пока зубья его не врежутся на необходимую глубину).
После рабочего хода долбяк поступательно возвращается в исходное положение. Чтобы зубья долбяка не терлись об обработанные поверхности, заготовка вместе со столом отодвигается от долбяка, а в начале следующего рабочего хода опять придвигается.
В некоторых станках отодвигается долбяк, а заготовка не изменяет своего положения.
Принципиальная схема механизма вращения заготовки и движения долбяка
Таким образом, в процессе зубодолбления станок должен иметь следующие движения (указаны стрелками):
- возвратно-поступательное движение х и р в вертикальном направлении параллельно оси заготовки (главное движение резания)
- согласованные вращения v долбяка и стола, осуществляющие обкатку
- движение s врезания долбяка на глубину нарезаемых зубьев — радиальная подача
- колебательное движение sk стола — для отвода стола от долбяка и подвода к нему
Кинематическая структура зубодолбежного станка 5В150
Кинематическая структура зубодолбежного станка 5в150
Механизмы полуавтомата осуществляют следующие формообразующие движения:
- главное движение — возвратно-поступательное перемещение долбяка в вертикальной плоскости
- движение обката (делительное движение) — вращение долбяка и стола с заготовкой
- движение врезания радиальной подачи стола
- вспомогательные движения — быстрое вращение заготовки, работа счетного механизма, управляющего автоматическим циклом обработки
Схема кинематическая зубодолбежного полуавтомата 5В150
Кинематическая схема зубодолбежного станка 5в150
1. Схема кинематическая зубодолбежного станка 5В150. Смотреть в увеличенном масштабе
Схема кинематическая зубодолбежного станка 5В150. Смотреть в увеличенном масштабе
2. Схема кинематическая зубодолбежного станка 5В150. Смотреть в увеличенном масштабе
Главное движение осуществляется от трехскоростного электродвигателя 1 через клиноременную передачу 2—3, зубчатую пару 4—5, сменные колеса гитары скоростей а—b и колеса 8—9. Колесо 9 является одновременно кривошипом, преобразующим вращательное движение в поступательное движение ползуна, на котором крепится долбяк. Автоматическое переключение скоростей резания при двухпроходном цикле производится установкой в соответствующее положение рукояток на пульте управления.
К станку придают три пары сменных колес а-b с постоянной суммой зубьев. В нижней части суппорта имеется устройство с эксцентриковым валом (на схеме не показано) для отвода долбяка при холостом ходе.
Цепь обката связывает вращение заготовки и инструмента. Эта связь осуществляется от стола 69 через червячную пару 33—34, гитару обката d1 — c1, b1 — а1, коническую пару 32-31, конический реверсивный механизм 28—27 и далее на червячную пару 26-25, которая осуществляет согласованное со столом 69 вращение ползуна с долбяком.
Круговая подача согласовывает возвратно-поступательное движение ползуна через кривошипный механизм 47, зубчатые колеса 9-8, 6-7, цепную передачу 10-11, колеса 12-13 или 14-15 или 16-17, 18-19, сменные колеса гитары круговых подач а3 и b3, вал III, конические колеса 30—29, 28—27, вал II и червячную пару 26—25 с круговым движением ползуна.
Движение радиальной подачи осуществляется от реверсивного электродвигателя 40, зубчатые передачи 41-42, червячную пару 43 — 44, муфту 45, сменные колеса гитары а2-b2, колеса 48-49, червячную пару 57-58 и винт 67. При рабочей подаче муфта 55 выключена, а муфта 45 включена. Переключение муфт 45 и 55 сблокировано таким образом, что при включении одной муфты другая выключается. При реверсе двигателя 40, для быстрого отвода стола движение передается через зубчатые колеса 41—42, муфту 55, конические колеса 47—56, червячную пару 57—58 и винт 67. Ручное перемещение стола осуществляется через валик 52 и колеса 51 и 50; при этом муфты 45 и 55 должны быть выключены.
Реверсирование двигателя 40 и переключение муфт 45 и 55 осуществляется при помощи механизма врезания, диски которого 60 — 61 приводятся во вращение перемещением стола 69 от рейки 66 через зубчатые колеса 65 — 64 — 63 — 62. Один диск служит для однопроходного цикла, другой — для двухпроходного. За 1 мм хода стола диски 61 — 60 поворачиваются на 10 мм по окружности наружного диаметра; на дисках нанесены деления, указывающие глубину врезания. Как только одна из собачек 59 попадает во впадину на первом диске (на схеме не показано), рычаг воздействует на микропереключатели, которые выключают электродвигатель 40 радиальной подачи, и стол 69 останавливается.
Электродвигатель 39 через зубчатые колеса 38-37 и червячную пару 34-33 при выключенной муфте 68 приводит стол в быстрое вращение для точной установки заготовки. Стол можно вращать вручную через валик 46, червячную пару 53—54 и цепную передачу 36—35. Вращение шпинделю долбяка для проверки биения посадочной шейки сообщает электродвигатель 70. Ручное вращение стола осуществляется от рукоятки 46.
Ручное вращение стола осуществляется от рукоятки 46.
Счетчик оборотов стола зубодолбежного станка 5В150
Счетчик оборотов стола зубодолбежного станка 5в150
Отсчет полного оборота стола с заготовкой производится счетчиком (рис. 98). Вращение вала В связано с вращением стола. За один оборот стола вал делает почти полный оборот. На валу закреплен диск 1, к которому пружиной прижимается диск 2. Последний имеет прорезь, в которую входит фиксатор 3, удерживающий диск от вращения.
Одновременно с выключением электродвигателя радиальной подачи включается электромагнит ЭМ4, который выводит фиксатор из прорези, после чего диск 2 начинает вращаться. При включении электромагнита микропереключатель В15 подготовляет электросхему к выключению электродвигателя главного привода. По истечении 2 — 3 мин реле времени отключает электромагнит; при этом фиксатор освобождается, стремясь занять прежнее положение, т. е. сначала прижимается к поверхности диска 2, а затем, когда диск сделает полный оборот, попадает в его прорезь. Диск 2 перестает вращаться, микропереключатель выключает электродвигатель главного привода, и станок останавливается. Винт 4 служит для регулировки работы микропереключателя.
Диск 2 перестает вращаться, микропереключатель выключает электродвигатель главного привода, и станок останавливается. Винт 4 служит для регулировки работы микропереключателя.
Читайте также: Обозначения гидравлических схем металлорежущих станков
5в150 Станок зубодолбежный вертикальный полуавтомат. Видеоролик.
Технические характеристики зубодолбежного станка 5В150
| Наименование параметра | 5В150 | 5М150 | 5М161 |
|---|---|---|---|
| Основные параметры станка | |||
| Наибольший модуль нарезаемого колеса, мм | 1. .12 .12 | 1..12 | 1..12 |
| Наибольший диаметр нарезаемых цилиндрических прямозубых колес | 800 | 800 | 1250 |
| Наибольший диаметр нарезаемого зубчатого венца наружного зацепления, мм | 800 | 800 | 1000 |
| Наибольшая ширина нарезаемого венца (длина нарезки), мм | 160 | 160 | |
| Диаметр делительного колеса суппорта, мм | 360 | ||
| Наибольшее расстояние от оси долбяка (шпинделя) до оси стола, мм | 0..700 | 0..700 | 50..700 |
| Расстояние от зеркала стола (планшайбы) до торца шпинделя, мм | 155..355 | 140..340 | |
| Расстояние от пола до планшайбы, мм | 870 | 870 | |
| Шпиндель долбяка | |||
| Наибольший ход долбяка (шпинделя), мм | 200 | 200 | 200 |
| Наибольший диаметр устанавливаемого долбяка, мм | 200 | 200 | 200 |
| Пределы чисел двойных ходов долбяка в минуту | 33. .188 .188 | 33..188 | 33..212 | Скорость быстрого вращения долбяка, об/мин | 3 | 3 | 3 |
| Диаметр оправки под долбяк, мм | 44,443 | 44,443 | 44,443 |
| Конец шпинделя для крепления инструмента | Морзе 5 | Морзе 5 | Морзе 5 |
| Рабочий стол (план-шайба) | |||
| Диаметр рабочего стола (планшайбы), мм | 800 | 800 | 1000 |
| Диаметр отверстия в столе, мм | 120 | 120 | 120 |
| Диаметр делительного колеса, мм | 872 | ||
| Пределы круговых подач стола на один двойной ход долбяка (при диаметре долбяка 100 мм), мм | 0,2..1,5 | 0,2..1,5 | 0,2..1,5 |
| Пределы радиальных подач стола на один двойной ход долбяка, мм | 1..5,4 | 2,07.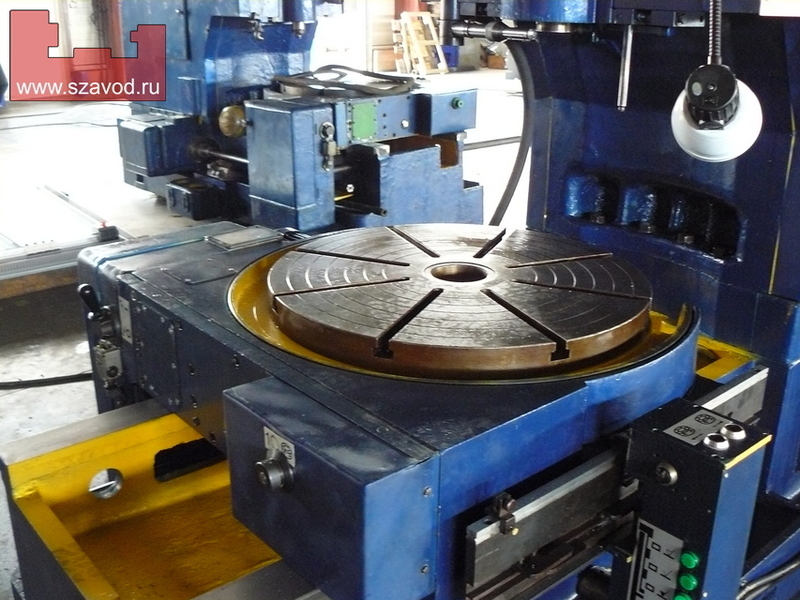 .5,4 .5,4 | 0,5..5,0 | Скорость быстрого вращения стола, об/мин | 1,7 | 1,7 | 1,7 |
| Скорость быстрого перемещения стола, мм/мин | 137 | 137 | 205 |
| Привод и электрооборудование станка | |||
| Количество электродвигателей на станке | |||
| Электродвигатель главного привода – поступательное движение долбяка, кВт (об/мин) | 7,5 | 7,5 | 5/ 6,3/ 10 (735/ 980/ 1450) |
| Электродвигатель быстрого вращения долбяка, кВт (об/мин) | 0,8 | 0,8 | 0,75 (1390) |
| Электродвигатель вращения стола (план-шайбы), кВт (об/мин) | 1,1 | 1,1 | 1,1 (920) |
| Электродвигатель радиальной подачи стола, кВт (об/мин) | 2,2 | 2,2 | 2,2 (1425) |
| Электродвигатель отвода шпинделя в верхнее положение, кВт (об/мин) | 1,1 (1425) | ||
| Электродвигатель насоса смазки, кВт (об/мин) | 0,25 | ||
| Электродвигатель насоса гидропривода, кВт (об/мин) | 0,2 (1430) | ||
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 | 0,12 |
| Суммарная мощность электродвигателей, кВт | |||
| Габаритные размеры и масса станка | |||
| Габаритные размеры станка (длина х ширина х высота), мм | 3100 x 1800 x 3500 | 4200 х 1800 х 3300 | 3260 х 1850 х 3300 |
| Масса станка с электрооборудованием и охлаждением, кг | 10200 | 10800 | 10650 |
- Аврутин Р. Д. Справочник по гидроприводам металлорежущих станков,1965
- Гинсбург Е.Г. Производство зубчатых колес, 1978
- Калашников А.С. Технология изготовления зубчатых колес, 2004
- Копылов Р.Б. Работа на строгальных и долбежных станках, 1975
- Мильштейн М.З. Нарезание зубчатых колес, 1972.
- Овумян Г.Г., Адам А.И. Справочник зубореза, 1983.
- Петруха П.Г. Резание конструкционных материалов, режущие инструменты и станки, 1974
- Сильвестров Б.Н., Захаров И.Д. Конструкция и наладка зуборезных и резьбофрезерных станков, 1979.
- Шавлюга Н.И. Расчет и примеры наладок зубофрезерных и зубодолбежных станков, 1978.
- Яковцев А.Д. Работа на строгальных и долбёжных станках, 1966
Список литературы
 Д. Справочник по гидроприводам металлорежущих станков,1965
Д. Справочник по гидроприводам металлорежущих станков,1965Связанные ссылки. Дополнительная информация
Станко 5В150 Зубодолбежный станок Подержанные станки
- Описание
- Характеристики
- Об этом продавце
Станко- 5В150 – 1977
– НОВАЯ электрика и дооснащение
– сменные шестерни
– сменные шестерни (не полный комплект)
– наибольший диаметр шестерни: 800 мм
– наибольший модуль: 12
– диаметр стола: 800 мм
– стол диаметр отверстия: 120A мм
– расстояние между осями (инструмент и стол): 0-700 мм
– наибольший диаметр инструмента: 200 мм
– ход: 200 мм
– дневной свет 355 мм
– конус шпинделя: Морзе Nr. 5
5
– диаметр оправки : 44 443 мм
– двойных ходов в минуту: 33…188
– перемещение стола на двойной ход: радиальное перемещение 1…5,4 мм (Radialvorschub)
– перемещение стола на двойной ход: вращательное перемещение 0,2…1,5 мм (Kreisvorschub)
– главные передачи: 4,8 ; 5,7; 7,5 кВт
– Размеры: Д3100 x Ш1800 x В4500
– Вес: 10200 кг
Обратите внимание, что это описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
| Максимальный диаметр колеса | 800 мм |
| Модуль + | 12 |
| Модуль – | 1 |
| ЧПУ | № |
| Тип ЧПУ | – |
Макс. ширина шестерни ширина шестерни | 800 мм |
| Макс. скорость шпинделя | 3 об/мин |
| Мощность двигателя | 7,5 кВт |
| ——————- | |
| Длина x ширина x высота | 3100,0 × 1800,0 × 3500,0 |
| Вес | 10200 кг |
| Рабочее время | |
| Время работы без подзарядки | |
| Государственный | хорошо |
| По местным нормам | ——— |
| Статус | |
| Технический паспорт | Станко 5Б150 |
| Тип клиента | Реселлер |
| Действует с | 2020 |
| Предложения онлайн | 42 |
| Последнее действие | 14 ноября 2022 г. |
Описание
Stanko- 5B150 – 1977
– НОВАЯ электрика и дооснащение
– сменные шестерни
– сменные шестерни (не полный комплект)
– наибольший диаметр шестерни: 800 мм
– наибольший диаметр стола 90: 12 : 800 мм
– отверстие стола: 120A мм
– расстояние между осями (инструмент и стол): 0-700 мм
– наибольший диаметр инструмента: 200 мм
– ход: 200 мм
– дневной свет 355 мм
– конус шпинделя: Морзе Nr.5
– диаметр оправки: 44 443 мм
– двойных ходов в минуту: 33…188
– перемещение стола за двойной ход: радиальное перемещение 1…5,4 мм (Radialvorschub)
– перемещение стола за двойное перемещение ход: ход вращения 0,2…1,5 мм (Kreisvorschub)
– главные приводы: 4,8 ; 5,7; 7,5 кВт
– размеры: Д3100 x Ш1800 x В4500
– вес: 10200 кг
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнить детали у продавца перед покупкой.
Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнить детали у продавца перед покупкой.
Технические характеристики
| Макс. | 800 мм |
| Модуль + | 12 |
| Модуль – | 1 |
| ЧПУ | № |
| Тип ЧПУ | – |
| Макс. ширина шестерни | 800 мм |
Макс. скорость шпинделя скорость шпинделя | 3 об/мин |
| Мощность двигателя | 7,5 кВт |
| ——————- | |
| Длина x ширина x высота | 3100,0 × 1800,0 × 3500,0 |
| Вес | 10200 кг |
| Рабочее время | |
| Время работы под напряжением | |
| Государственный | хорошо |
| По местным нормам | ——— |
| Статус |
Об этом продавце
| Тип клиента | Реселлер |
| Действует с | 2020 |
| Предложения онлайн | 42 |
| Последнее действие | 14 ноября 2022 г. |
Комсомолец 5Б150 Зубодолбежный станок
1/3
2/3
3/3
Предыдущий Следующий
Зубодолбежный станок 5B150
Макс. диаметр заготовки, мм 800
Мин. диаметр заготовки, мм 160
Модуль 12
Ход шпинделя, мм 200
Диапазон двойных ходов шпинделя, об/мин 33.