Анодирование алюминия это: Что такое анодирование алюминия – процесс и технология цветной анодировки
alexxlab | 06.03.1988 | 0 | Разное
Зачем нужно анодирование
Что такое анодирование и зачем оно нужно?
- Суть явления
- Зачем это нужно
- Особености ухода
Вы, возможно, обращали внимание, что на дорогих велосипедах некоторые запчасти и компоненты не покрашены и не отполированы, а как будто покрыты каким-то исключительно гладким и красивым материалом. Обычно это ноги вилки и шток амортизатора, но зачастую встречаются и другие детали, начиная от крупных, типа руля или ободьев, заканчивая всякой мелочью, типа крутилок настройки и колпачков. Так вот, это необычное покрытие и называется анодированием. И несет в себе оно сразу несколько полезных функций.
Суть явления
Не будем здесь вдаваться в лютую физику и прочие инженерные дебри. Поэтому опишем коротко и понятно. Говорим об анодировании, особенно в велосипедной теме, – скорее всего подразумеваем, что наша деталь сделана из алюминия. Этот процесс применяется и к другим металлам, но в процентном соотношении безоговорочный лидер именно алюминий.
Итак, анодирование — это процесс, при котором деталь погружают в ванну с электролитическим раствором. В этой же ванне установлены катоды. Когда электрический ток проходит через раствор кислоты на катоде выделяется водород, а на аноде – кислород. Благодаря этому на поверхности детали образуется оксидный слой, который защищает ее от зла и добавляет целую пачку полезных свойств. Поскольку деталь является «анодом» в этом электролитическом процессе, то весь процесс и называют «анодированием».
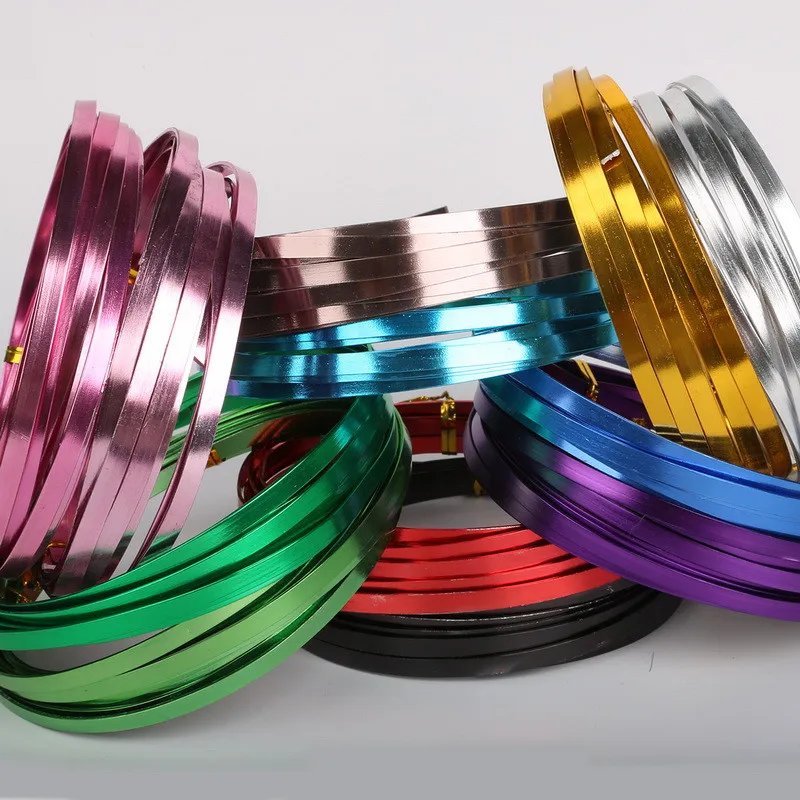
Методов анодирования и составов растворов довольно много. В зависимости от химического состава используемого раствора и дополнительных добавок варьируется цвет покрытия готовой детали. Как правило, это разнообразные оттенки желтого, оранжевого или коричневого цветов, а также черный. Однако существуют специальные красители для анодирования, которые позволяют получить на выходе почти любой цвет.
Зачем это нужно
Это все ясно, но зачем же это все нужно в велоиндустрии? Как только цена велосипеда взлетает вверх использовать в нем сталь становится малость не комильфо. Поэтому используют алюминий и различные легкие композитные материалы. Алюминий при малом весе обладает хорошей прочностью и поэтому плотно прижился в велосипедном мире. Ну а вслед за алюминием в этот мир пришли и методы его обработки.
Поэтому используют алюминий и различные легкие композитные материалы. Алюминий при малом весе обладает хорошей прочностью и поэтому плотно прижился в велосипедном мире. Ну а вслед за алюминием в этот мир пришли и методы его обработки.
Можно выделить три взаимодополняющих назначения анодирования в велотеме.
- Защита от коррозии.
Любому будет неприятно, если ваша любимая деталь вдруг покроется противными пятнами и со временем просто-напросто сгниет. Анодирование, пока оно цело, отлично защищает детали от этой напасти. Главное не забывайте следить. К тому же, в случае таких важных деталей как ноги вилки и шток амортизатора повреждение анодирования повлечет за собой помимо коррозии, окисления и некрасивого вида массу неприятностей, таких как, например, протекание масла через образовавшуюся щель.
- Антифрикционные свойства анодированного покрытия.
Если речь идет не о руле или звездах, а о ногах вилки на первый план выходят именно эти свойства анодирования.
Ну и, разумеется, определенное значение имеет эстетический момент. Анодированные детали отличаются внешне от крашеных. Для тех, кому важны внешний вид и цветовая гамма байка рынок предлагает огромный ассортимент разноцветных анодированных деталей, начиная от выносов и педалей, заканчивая бонками и колпачками на камеры.
Особенности ухода за анодированным покрытием
Речь пойдет о вилках и амортизаторах. Царапина или потертость на анодированном руле скорее всего ничего кроме проблем с эстетикой не сулит. А вот с подвижными ногами все намного сложнее и драматичнее. Начнем с того, что даже маленькая царапина на ноге может повлечь огромные проблемы, особенно если расположена в наиболее подвижной части ноги. Поэтому, в идеале надо стараться вообще не допускать царапин и потертостей на ногах.
Если злой рок все-таки оказался неизбежен, то постарайтесь аккуратно наждачкой-нулевкой убрать все образовавшиеся заусенцы. Иначе они будут царапать башинг и пыльники, а те в отместку будут развивать объем царапины, и придет все к тому, что образуется цель такого диаметра, что из нее начнет со свистом вытекать масло.
В случае, если царапина или потертость прям масштабная и неумолимая, несите в ремонт. Там применят сильное колдовство, начиная от лака для ногтей и заканчивая восстановлением покрытия. В таком случае вам повезло, но так бывает не всегда. Возможно все очень плохо и ремонту не подлежит вообще. Тут выход один – донорство. Причем в обе стороны.
Старайтесь следить за состоянием пыльников и башингов, потому что, будучи забиты песком, они имеют неприятную особенность начинать обирать ноги. А также следите за тем, чтобы вилка не работала на сухую. Чревато теми же проблемами.
РезюмеЕсли вы гордый обладатель спортивного горного велосипеда, скорее всего на нем установлена вилка, имеющая ноги с анодированным покрытием. Это хорошо, она легкая, долговечная и отзывчивая в работе. Следите за ней, вовремя меняйте масло, не кладите велосипед на ноги, проверяйте башинги и по возможности делайте регулярное ТО, особенно после эксплуатации велосипеда в жестких условиях с обилием грязи и пыли. И тогда ваш велосипед принесет вам много положительных эмоций.
И тогда ваш велосипед принесет вам много положительных эмоций.
Ремонт анодированного алюминия
РЕМОНТ ИЗДЕЛИЙ ИЗ АНОДИРОВАННОГО АЛЮМИНИЯ УФ СМОЛОЙ
Материалы:
Набор с УФ-полимером “5 секунд”, (УФ смола)
http://www.nipg.ru/ru/magazin/uv-lak/nabor-s-uf-polimerom-5-sekund
Что такое анодирование алюминия?
Коррозийное разъедание металла способно существенно изменить свойства и качества металла. В этом процессе два участника – вода и электрохимическая реакция, а также на коррозию влияют температура и влажность воздуха.
Алюминий отличается стойкостью к коррозии, но он очень чувствителен к воздействию кислорода, в результате чего он теряет блеск, и на поверхности появляется прочная пленка – оксид алюминия (Аl2О3), не растворяющаяся в воде. Эта пленка защищает алюминий от разрушений при влажности, но не обеспечивает защиту от коррозии.
Анодирование алюминия – это способ химической или электрохимической обработки поверхности, который предотвращает окисление. Такая обработанная поверхность хорошо сцепляется с грунтовкой.
Такая обработанная поверхность хорошо сцепляется с грунтовкой.
В отличие от традиционного метода гальванизации при анодировании не наносится поверхностный слой из другого металла. Здесь поверхность детали из легкого металла покрывается оксидным слоем в результате анодного оксидирования в электролите.
Поскольку оксидный слой образуется из базового материала, то увеличение размера составляет только 50-55%. Остальная часть проникает в основной материал, в результате чего возникает хорошая адгезия с основой. Слои анодирования отличаются твердостью, устойчивостью к коррозии, износостойкостью и обладают электро- и теплоизоляционным эффектом.
Для применения подходят все области, в которых существует спрос на алюминий с повышенными техническими требованиями.
Ремонт поврежденного участка анодированного алюминиевого изделия на примере вилки велосипеда.
Алюминиевые конструкции с анодированием призваны прослужить намного дольше конструкций без такой защиты, но осуществить процесс анодирования самостоятельно под силу далеко не каждому. Поэтому весьма актуальной задачей является ремонт поврежденного участка анодированного алюминиевого изделия. В том случае, если поврежденный участок имеет небольшую площадь, а само изделие с повреждением активно перемещается относительно другого изделия, изготовленного из более мягких материалов, способных разрушиться от возникшего трения, быстрый и качественный ремонт участка может стать экономически более оправданной процедурой по сравнению с обновлением анодированного покрытия всего изделия.
Поэтому весьма актуальной задачей является ремонт поврежденного участка анодированного алюминиевого изделия. В том случае, если поврежденный участок имеет небольшую площадь, а само изделие с повреждением активно перемещается относительно другого изделия, изготовленного из более мягких материалов, способных разрушиться от возникшего трения, быстрый и качественный ремонт участка может стать экономически более оправданной процедурой по сравнению с обновлением анодированного покрытия всего изделия.
Например, части передней амортизационной вилки дорогостоящего велосипеда, именуемые «ноги», сегодня зачастую изготавливают из анодированного алюминия. В виду того, что «ноги» передней вилки в ходе езды активно движутся внутри так называемых «штанов», повреждения анодированной поверхности «ног» (царапины, сколы, выбоины) очень быстро могут разрушить изготовленные из более мягких материалов пыльники и сальники, привести к утечкам смазки. Со временем поврежденная таким образом вилка перестанет выполнять свою основную функцию.
Некоторые специалисты по ремонту нашли выход из подобной ситуации, применяя в ходе устранения дефектов на поверхности анодированного алюминия смолу ультрафиолетового отверждения.
Набор с УФ-полимером “5 секунд”, (УФ смола)
http://www.nipg.ru/ru/magazin/uv-lak/nabor-s-uf-polimerom-5-sekund
Для того, чтобы отремонтировать поврежденный участок анодированного алюминия нам понадобится:
– грунтовка для алюминия, нержавеющей стали и гальванических покрытий,
– мелкая наждачная бумага,
– Смола ультрафиолетового отверждения “5 секунд”,
– источник ультрафиолетового света с длиной волны 365нм или 395нм (лампа или фонарик),
– изопропиловый спирт для обезжиривания поверхности
Порядок действий:
1. Тщательно зашкурьте поверхность вашего алюминиевого изделия мелкой наждачной бумагой. Чем менее зернистая наждачка будет вами использована тем лучше. Подойдет размерность 600, 800 или 1200;
2. Обезжирьте поверхность, используя изопропиловый спирт;
3. После полной зачистки и обезжиривания как можно быстрее покройте поверхность грунтовкой для алюминия и нержавеющей стали. Если вы оставите обработанный наждачкой алюминий на воздухе надолго, то через непродолжительное время он начнет темнеть – это результат процесса окисления, а на окислившийся алюминий грунтовка ложится плохо. Вот почему так важно наложить первый слой грунта как можно скорее.
После полной зачистки и обезжиривания как можно быстрее покройте поверхность грунтовкой для алюминия и нержавеющей стали. Если вы оставите обработанный наждачкой алюминий на воздухе надолго, то через непродолжительное время он начнет темнеть – это результат процесса окисления, а на окислившийся алюминий грунтовка ложится плохо. Вот почему так важно наложить первый слой грунта как можно скорее.
Через несколько минут, после того как первый слой грунтовки высохнет, нужно нанести второй слой грунтовки для лучшей адгезии УФ-смолы к вашему изделию.
4. Нанесите на ремонтируемый участок тонкий слой УФ-смолы. Разровняйте его (например, деревянной зубочисткой), излишки смолы удалите.
5. Произведите засветку смолы ультрафиолетовым фонариком в течение 1-2 минут. Удалите липкий слой с помощью изопропилового спирта.
6. Для дополнительной защиты изделия можно покрыть его слоем лака.
Если в точности следовать данной инструкции, то отремонтированный участок на анодированном алюминиевом изделии визуально будет сложно отличить от заводского покрытия. Гель будет держаться долгие годы, а само изделие будет выглядеть как новое!
Гель будет держаться долгие годы, а само изделие будет выглядеть как новое!
Требования безопасности:
1. При осуществлении ремонта анодированного алюминия необходимо работать в хорошо проветриваемом помещении и не забывайте о средствах индивидуальной защиты
2. Ремонт нужно осуществлять в чистом и не пыльном помещении.
Анодированный алюминий
Анодированный алюминий
Современные приспособления, изготовленные из металла, очень сильно отличаются от тех, что делались 30-50 лет тому назад. Они стали лёгкими, устойчивыми к вредным воздействиям, минимально опасными для жизни. Анодированный алюминий занимает одно из ведущих мест среди металлов, которые применяются для изготовления таких приспособлений.
Анодированный алюминий давно и прочно занял место стали и чугуна там, где кроме прочности и устойчивости к внешним воздействиям требуются другие главные качества – лёгкость и пластичность. Он значительно легче стали, поэтому с успехом заменил её в десятках тысяч единиц продукции, используемых в самых разных областях – промышленности, медицине, туризме, спорте.
С появлением технологии анодирования к замечательным свойствам алюминия добавились результаты химической модификации – высокая коррозионная стойкость и сопротивляемость к механическим воздействиям.
Что такое анодирование
Процессом анодирования называется электролитическая химическая реакция металла с окислителем. Тонкий слой оксида наносится на металлическую поверхность, которая в процессе реакции исполняет роль анода. За счёт поляризации в электролитической проводящей среде тонкой оксидной плёнкой можно покрывать как чистые металлы, так и различные сплавы. Оксидный слой эффективно защищает от коррозии и выгорания при воздействии прямых солнечных лучей. Наиболее востребованы в промышленности подвергшиеся анодированию сплавы алюминия и магния.
Конечной целью анодирования является создание на поверхности листа алюминия так называемой АОП – анодной оксидной плёнки. Она выполняет две основные функции:
- Защита от внешних воздействий;
- Украшение.


Во втором случае в проводящую среду добавляются красители различных цветов со строго определённым химическим составом.
Первыми внедрили в производство промышленное анодирование алюминия инженеры из Великобритании. Созданный таким способом лёгкий и прочный металл начали применять в авиационной промышленности. Позже появился стандарт анодирования металла, который успешно применяется в современном авиастроении. Он имеет номенклатурную маркировку DEF STAN 03-24/3.
В состав покрытия входят два компонента:
- органический;
- анодно-хромовый.
Краска, нанесённая в соответствии со стандартом, очень устойчива к истиранию и другим механическимповреждениям.
Технология анодирования
На сегодняшний день наибольшее распространение получил процесс сернокислого анодирования алюминия. Его суть в следующем:
- Деталь и катод, изготовленный из свинца, помещаются для очистки от примесей и масел в ванну с электролитом – серной кислотой h3 SO4. Показатели физических величин: плотность раствора – 1 200-1 300 г/л; плотность тока в процессе анодирования – 10-50 мА/см²; напряжение источника – 50-100 В.; температура электролита – 20-30 °C (при последующем окрашивании – не более 20 °C).
- Производится окончательная промывка в растворе каустика.
- На поверхности детали из алюминия создаётся тончайший оксидный слой.
 Показатели физических величин: плотность раствора – 1 200-1 300 г/л; плотность тока в процессе анодирования – 10-50 мА/см²; напряжение источника – 50-100 В.; температура электролита – 20-30 °C (при последующем окрашивании – не более 20 °C).
Показатели физических величин: плотность раствора – 1 200-1 300 г/л; плотность тока в процессе анодирования – 10-50 мА/см²; напряжение источника – 50-100 В.; температура электролита – 20-30 °C (при последующем окрашивании – не более 20 °C).Скорость роста анодного слоя на поверхности металла неравномерна и очень невысока. Оптимальное количество окрашенного окисла наносится по достижении плотности тока 1,5-1,6 А/дм². При меньших показателях слой получается практически бесцветным. Большие значения катодной плотности (отношения размера катода к величине обрабатываемой поверхности) вызывают затруднения при обработке массивных деталей – появление прогаров и растравливание. Оптимальная площадь катода – х2 по отношению к размеру обрабатываемой детали.
Также очень важно контролировать зажим и электрический контакт детали с подвеской.
Кроме серной кислоты в качестве электролита при анодировании могут использоваться другие вещества и соединения:
- щавелевая кислота;
- органические соединения и смеси;
- ортофосфорная кислота.
- хромовый ангидрид.
Технология процесса при этом не изменяется. Конечной целью при выборе электролитической среды является получение слоя с определёнными физическими характеристиками перед повторным окрашиванием.
Тёплое анодирование
Процесс тёплого анодирования осуществляется при температуре окружающей среды 15-20 °C. У деталей, обработанных таким способом, есть две отрицательные особенности:
- Не очень высокий показатель антикоррозионной стойкости. Контактируя с химически агрессивной средой или металлом, анодированный слой подвергается воздействию кислорода.
- Невысокая степень защиты от механических воздействий. Острым наконечником вполне реально нанести анодированному слою механическое повреждение.
Процесс тёплого анодирования состоит из шести этапов:
- очистка поверхности детали от жира.
- закрепление на подвеске.
- анодирование до появления оттенка светло-молочного цвета.
- промывка холодной водой.
- окрашивание горячим раствором анилиновой краски.
- выдержка анодированного металла после окраски в течение 30 минут.

Слои плёнки, полученной методом теплого анодирования, получаются исключительно красивыми. Такой алюминий лучше использовать в конструкциях, не подвергающихся резким внешним воздействиям. Кроме того, анодированный слой является отличной основой для повторного окрашивания из-за высочайшего показателя адгезии красителей. Нанесённая краска будет держаться очень долго.
Холодное анодирование
Технология холодного нанесения анодного слоя предусматривает обработку алюминия при температуре от -10 до +10 °C. Качество металла, обработанного таким образом, несравненно выше, чем при тёплом анодировании.
Алюминий получает отличные физические характеристики:
- высокую прочность.
- малую скорость растворения слоя.
- большую толщину плёнки.

При холодном анодировании нужно обязательно осуществить следующие процедуры:
- обезжиривание обрабатываемой поверхности.
- помещение детали на подвеску.
- анодирование до получения плотного оттенка.
- промывка в воде с любой температурой.
- закрепление анодного слоя на пару или в горячей дистиллированной воде.
Отличительной особенностью процесса является большое время принудительного охлаждения. После этого слой анодированного алюминия становится абсолютно невосприимчивым к воздействию агрессивных сред. Только титан спустя несколько десятков лет способен незначительно снизить физические характеристики полученного холодным способом анодированного алюминия.
Покрытие характеризуется исключительной красотой и износостойкостью. У технологии есть только один минус: при повторной окраске можно пользоваться только неорганическими соединениями.
Для чего анодируют алюминий и как его применяют
Главная цель анодирования деталей, изготовленных из алюминия – повышение срока эксплуатации в условиях воздействия различных агрессивных сред.
Учитывая, что чистый алюминий обладает высоким сродством к кислороду, его коррозионная стойкость выше, чем у многих других лёгких металлов конструкционного назначения. Естественное окисление алюминия происходит при первом контакте с воздухом. Процесс же анодной обработки ещё больше увеличивает стремление обеих химических элементов создавать окислы, вступая в реакцию между собой.
Способность анодной плёнки отлично впитывать красители различного химического состава делают обработанный таким способом алюминий отличным декоративным материалом. Он широко применяется для внешней отделки интерьеров зданий и сооружений.
Незаменимы алюминиевые конструкции при создании:
- рекламных конструкций для культурно-спортивных мероприятий, выставок и шоу.
- информационных стендов для массовых акций, митингов, собраний.
Прекрасная светоотражающая способность анодированного алюминия сделала его незаменимым материалом при изготовлении дорожных знаков. Благодаря интерференции информация, нанесённая на знак при анодировании прекрасно видна автомобилистам в ночное время суток.
Благодаря интерференции информация, нанесённая на знак при анодировании прекрасно видна автомобилистам в ночное время суток.
Рамы любительских велосипедов также изготавливаются из анодированных сплавов алюминия. На специальную одежду, которой пользуются велосипедисты в тёмное время суток, наносится тончайшая плёнка оксида алюминия. Благодаря этому силуэт легко разглядеть в темноте на почтительном расстоянии. С той же целью анодированный металл применяется при изготовлении отражающего слоя в прожекторных установках.
Отличные свойства анодированного алюминия позволяют использовать его для изготовления самого широкого круга номенклатуры деталей и узлов, применяемых в самых разных областях. Можно смело сказать: если принято решение изготовить что-то из обработанного таким способом металла, прочность и лёгкость конструкции не будет вызывать никаких сомнений!
Что такое анодированный алюминий? Применение, методики анодирования
Анодирование – технология обработки алюминия, в результате которой на поверхности металла образуется тонкая оксидная пленка.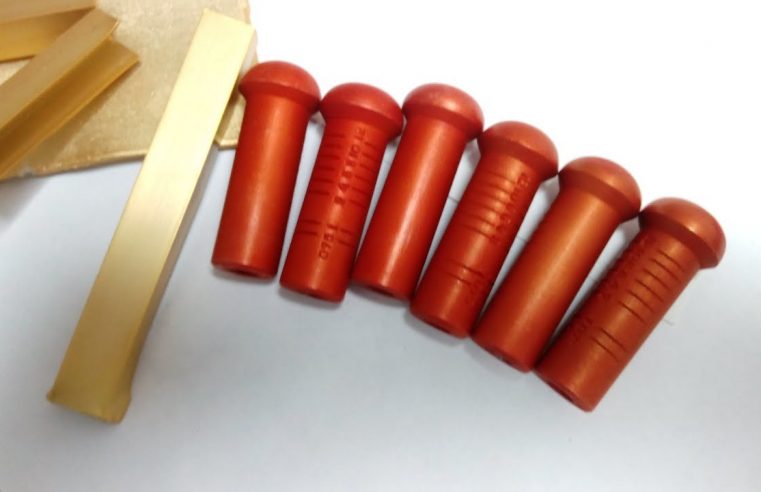 Она имеет большую прочность и предотвращает дальнейшее окисление металла, поэтому анодированные алюминиевые детали служат значительно дольше. Образование защитной пленки электрохимическим методом широко применяется для самых разных изделий, от бытовых предметов до деталей самолетов и автомобилей.
Она имеет большую прочность и предотвращает дальнейшее окисление металла, поэтому анодированные алюминиевые детали служат значительно дольше. Образование защитной пленки электрохимическим методом широко применяется для самых разных изделий, от бытовых предметов до деталей самолетов и автомобилей.
Как проводится анодирование?
Чтобы получить анодированный алюминий, металлическое изделие помещают в гальваническую ванну с 20-22% раствором серной кислоты. По краям емкости устанавливаются пластины, изготовленные из свинца или из химически чистого алюминия. Покрываемые детали в электрохимическом процессе играют роль анода, поэтому он получил такое название. Они закрепляются или подвешиваются в гальванической емкости, при этом между катодом и анодом должен присутствовать большой слой электролита – кислотного раствора.
На детали подается электрический ток со следующими параметрами: постоянный ток силой 1,0 – 2,5 А/дм2, переменный – 3,0 А/дм2. Продолжительность обработки зависит от размеров деталей. Мелкие предметы получают необходимый слой оксидной пленки толщиной 4-5 микрон уже за несколько минут, более крупные изделия необходимо держать под действием электрического тока в течение часа.
Мелкие предметы получают необходимый слой оксидной пленки толщиной 4-5 микрон уже за несколько минут, более крупные изделия необходимо держать под действием электрического тока в течение часа.
После завершения процесса детали извлекают из гальванической ванны и промывают под проточной водой, после этого они проходят нейтрализацию. Их погружают в отдельную емкость с 5%-ным аммиачным раствором. Дополнительно может быть проведена финишная обработка путем погружения в раствор бихромата калия. Он придает изделиям характерный зеленоватый оттенок и обеспечивает повышенную стойкость к коррозии.
Что дает анодирование алюминия?
В результате электрохимической обработки металл приобретает особые свойства и преимущества:
- Неподверженность коррозии. Обработанные изделия приобретают высокую стойкость к агрессивным воздействиям внешней среды.
- Долговечность. Пленки из хрома или цинка способны отслаиваться со временем, а оксидная пленка образуется непосредственно из самого металла, поэтому она не может отслоиться.
- Улучшение декоративных качеств. Металл долгое время сохраняет приятный блеск, на нем не появляются темные пятна. В процессе могут участвовать различные красители, благодаря чему покрытию придаются самые разнообразные оттенки.
- Пригодность для вторичной переработки. При анодировании не применяются дополнительные наслоения металлов и других химических веществ, поэтому детали можно перерабатывать и использовать вновь.

Все эти плюсы обеспечили методу широкое применение. Анодирование используется повсеместно для обеспечения долговечности металлических изделий и предотвращения коррозии. Метод считается относительно недорогим, поэтому он лишь незначительно увеличивает стоимость готовых изделий.
Возможности применения анодированного алюминия
Анодированные детали используются в самых разнообразных сферах. Этим способом обрабатываются предметы интерьера, посуда, поручни и другие изделия, которые используются каждый день. Также этот процесс используют для навесных алюминиевых фасадов – они приобретают повышенную стойкость к внешним атмосферным воздействиям.
Анодирование применяют для защиты от коррозии деталей различной техники. Это комплектующие автомобилей, самолетов, судов, всевозможных летательных аппаратов. Обработка увеличивает прочность и обеспечивает повышенную стойкость к нагрузкам.
Анодированный алюминий: технологии и преимущества
Анодированный алюминий (anodized aluminum) – металл с покрытием, которое способно предупреждать окисление алюминия на открытом воздухе и защищать его от возможных механических повреждений. Анодированное покрытие делает алюминиевое изделие, например, лист из алюминия или алюминиевый швеллер, пригодным к окрашиванию.
Способы анодирования
Анодирование алюминия или анодное окисление – процесс создания на поверхности металла оксидной пленки. В общих чертах техническая операция происходит так: алюминиевое изделие погружают в ХотСтилость с кислым электролитом, чаще всего это раствор (250-300 г/л) 20% серной кислоты, и соединяют с положительным полюсом источника тока плотностью 10-50 мА/см 2 при напряжении источника до 100 В. Температурный диапазон проведения процесса может колебаться от -20 о С до +20 о С. Выбранная температура оказывает непосредственное влияние на плотность и оттенок будущего оксидного слоя: при плюсовой – слой рыхлый и тонкий, легко поддается окрашиванию любым красителем; при минусовой – слой толстый с естественной окраской (желтые тона).
Температурный диапазон проведения процесса может колебаться от -20 о С до +20 о С. Выбранная температура оказывает непосредственное влияние на плотность и оттенок будущего оксидного слоя: при плюсовой – слой рыхлый и тонкий, легко поддается окрашиванию любым красителем; при минусовой – слой толстый с естественной окраской (желтые тона).
В производственных условиях анодирование проводят тремя способами:
- теплое анодирование – технология отличается сравнительной простотой. Используется один электролит (серная кислота). Проводится при комнатной температуре с использованием органических красителей. Этот способ позволяет достичь требуемого цветного покрытия. При определенных манипуляция возможно получить несколько цветовых оттенков на одной поверхности. Алгоритм: изделие из алюминия, предварительно обезжирив, подвешивают и тщательно фиксируют, анодируют до молочного цвета, а затем промывают в холодной воде. Окрашивание производится в горячем растворе с последующим закреплением;
- холодное анодирование – проводится при температуре от -10 о С до +10 о С. Используется один электролит (серная кислота). Применение органических красителей невозможно, окрашивание происходит как естественный процесс. Конечный цвет зависит от состава алюминиевого сплава и может колебаться от зеленого до черного. Алгоритм: изделие из алюминия обезжиривают, подвешивают и тщательно фиксируют, анодируют до образования плотной пленки, промывают теплой или холодной водой и закрепляют проваркой в дистиллированной воде.
 Используется один электролит (серная кислота). Применение органических красителей невозможно, окрашивание происходит как естественный процесс. Конечный цвет зависит от состава алюминиевого сплава и может колебаться от зеленого до черного. Алгоритм: изделие из алюминия обезжиривают, подвешивают и тщательно фиксируют, анодируют до образования плотной пленки, промывают теплой или холодной водой и закрепляют проваркой в дистиллированной воде.
Используется один электролит (серная кислота). Применение органических красителей невозможно, окрашивание происходит как естественный процесс. Конечный цвет зависит от состава алюминиевого сплава и может колебаться от зеленого до черного. Алгоритм: изделие из алюминия обезжиривают, подвешивают и тщательно фиксируют, анодируют до образования плотной пленки, промывают теплой или холодной водой и закрепляют проваркой в дистиллированной воде.Важно: для получения твердого и износостойкого покрытия необходимо тщательно охладить изделие.
Преимущества алюминия с анодированным покрытием
Алюминий обладает отличными техническими свойствами: высокая тепло- и электропроводимость, достаточная стойкость к коррозии, легкость механической обработки. Прибегают к анодированию с целью повысить устойчивость металла к коррозии для возможности эксплуатации в агрессивных средах.
Прибегают к анодированию с целью повысить устойчивость металла к коррозии для возможности эксплуатации в агрессивных средах.
Характеристики анодированного алюминия:
- повышенная стойкость к износу и коррозии;
- высокие теплоизоляционные показатели;
- повышенная устойчивость к атмосферным воздействиям;
- высокая светоотражающая способность;
- не подвержен образованию трещин и шероховатостей на поверхности;
- устойчивость к повышенным нагрузкам;
- декоративный внешний вид;
- длительный срок эксплуатации;
- легкость в обработке.
Стоит отметить, что анодированный алюминий – экологически чистый материал, который даже под воздействием УФ-лучей не выделяет вредные газы.
Применение анодированного алюминия
Устойчивость к повышенным нагрузкам и легкий вес делает анодированный алюминий отличной альтернативой тяжелым металлам при возведении металлоконструкций.
А благодаря устойчивости к агрессивным средам анодированный алюминий востребован в судостроении – профили судовых иллюминаторов изготавливают только из анодированного алюминия. Кроме этого, детали из алюминия, который был подвержен анодированию применяют в:
Кроме этого, детали из алюминия, который был подвержен анодированию применяют в:
- светотехнике;
- дизайне и архитектуре;
- строительстве: остекленение фасадов, крыш и т.д.;
- производстве бытовых приборов, акустических систем;
- производстве мобильных устройств;
- мебельном производстве.
Незаменим анодированный алюминий для эксплуатации в агрессивных вредах.
Интересный факт: Библиотека Нью-Бодлеан, что в Оксфорде, была построена в 30-х годах прошлого столетия. Элементы здания из анодированного алюминия до сих пор находятся в отличном состоянии.
Заказать и купить анодированные алюминиевые листы Вы можете в нашей компании ХотСтил. Мы реализуем алюминиевые листы из сплава EN AW-5005, алюминиевые трубы из сплава EN AW-6060, алюминиевые профили из сплава EN AW-6060 и гарантируем качество изделий. Вся продукция поставляется с соответствующей документацией.
Анодирование алюминия: создание прочного оксидного слоя, стойкого к коррозии и механическому воздействию
Что такое анодирование алюминия?
Если Вас интересуют услуги анодирования алюминия, заполните нижеследующую форму либо обратитесь к нашей статье в разделе “Услуги”: Анодирование алюминия, цветное анодирование алюминия.

Анодирование – это метод обработки, который изменяет химию поверхности различных материалов, в частности, металлов. Анодированная поверхность придает металлу ряд новых свойств, дополнительную защиту от коррозии, повышение долговечности, в частности, лучшую устойчивость к царапинам, и, конечно, эстетический внешний вид. Поскольку алюминий так широко используется в сотнях отраслей промышленности, имеет смысл анодировать алюминий, чтобы он приобрел новые свойства.
Само покрытие может иметь толщину от 0,00393701 до 0,03937012. В отличие от других покрытий анодирование алюминия сохраняет естественный блеск металлов, его текстуру и эстетику самого металла.
История анодирования
Анодирование металлов впервые было использовано в промышленном масштабе в 1923 году. Первоначально оно было создано для защиты от коррозии деталей из дюралюминия в кораблестроительной промышленности. Очевидно, эта обработка использовалась, поскольку части морских транспортных судов требовали жесткого защитного покрытия, невосприимчивого к соленому, бурному морю.
Изначально процесс был основан на хромовой кислоте и был назван процессом Бенгуа-Стюарта, он был отмечен как стандарт обработки для сил британской армии DEF STAN 03-24 / 3. Этот процесс все еще используется сегодня, несмотря на устаревшие требования сложного цикла напряжения, которые теперь считаются ненужными.
К 1927 году этот процесс получил развитие, и был запатентован новый процесс анодирования в серной кислоте. Серная кислота остается наиболее распространенным анодирующим электролитом и по сей день.
Японцы использовали анодирование щавелевой кислотой с 1923 года, и оно было широко применено немцами, особенно в архитектурных решениях. Анодирование алюминиевых профилей широко использовалось в архитектуре в 1960-х и 70-х годах.
Процесс анодирования
Перед конкретно анодированием алюминий должен проследовать по следующему технологическому процессу:
Анодируемую деталь необходимо сначала очистить, чтобы удалить все включения масел, полирующих составов и других примесей. Это делается путем погружения в водный раствор, который содержит мягкие кислоты или щелочи вместе с различными моющими средствами.
Это делается путем погружения в водный раствор, который содержит мягкие кислоты или щелочи вместе с различными моющими средствами.
Предварительная обработка.
Этот этап в основном для эстетических целей, он улучшает внешний вид поверхности перед этапом анодирования. Самая распространенная предварительная обработка это травление, при котором поверхность приобретает атласный или яркий оттенок, что дает яркий блестящий оттенок.
Анодирование.
Анодирование алюминия – это электрохимический процесс. Проще говоря, он включает извлечение алюминиевого сплава и погружение его в большой резервуар, заполненный раствором электролита. Чаще всего это раствор на основе серной кислоты и дистиллированной воды. Хотя точный тип используемой кислоты зависит от области применения. Электрический ток проходит через алюминиевую часть, в этом случае алюминий действует как анод.
Катод производят из алюминия или свинца и также помещают в гальваническую ванну. Вода расщепляется, высвобождая кислород на поверхности алюминия, а затем объединяется, образуя покрытие, тонкий прозрачный слой оксида алюминия. Толщина этого покрытия определяется уровнем электрического тока, а также количеством времени, в течение которого он подается.
Толщина этого покрытия определяется уровнем электрического тока, а также количеством времени, в течение которого он подается.
Цветное анодирование
Когда вы думаете об анодировании алюминия, в первую очередь, это поверхность яркого цвета. Цвет может быть нанесен 2 способами:
- Интегральное нанесение цвета.
Этот процесс окрашивания алюминия дает желаемый цвет, когда анодирование проводится в ванне. Этот процесс дает алюминию более стойкое к истиранию покрытие, но недостатком является стоимость: просто требуется гораздо больше электроэнергии, что делает его более дорогим вариантом.
Электролитическая окраска.
Этот вид обработки придает цвет алюминиевой детали, потому что процесс анодирования создает стабильные и устойчивые поры на поверхности алюминия, а краситель просто заполняет эти поры. Металл погружается в ванну, которая содержит неорганическую соль металла. Ток подается и откладывает соль металла в основании пор.
Уплотнение оксидной пленки
Перед тем, как использовать анодированную деталь, необходимо закрыть поры окрашенного металла. Если оставить его “незапечатанным”, поверхность деталей будет подвержена повреждениям. Части, которые не нуждаются в окрашивании, все еще имеют этот шаг, чтобы повысить устойчивость к коррозии и истиранию при сохранении естественного цвета металла.
Если оставить его “незапечатанным”, поверхность деталей будет подвержена повреждениям. Части, которые не нуждаются в окрашивании, все еще имеют этот шаг, чтобы повысить устойчивость к коррозии и истиранию при сохранении естественного цвета металла.
Для чего используется анодирование алюминия?
Преимущества анодированного алюминия, такие как устойчивость к коррозии и истиранию, в сочетании с удивительным внешним видом из огромной цветовой гаммы открывают множество областей применения. Возможности анодирования алюминия для коммерческих, промышленных и потребительских отраслей безграничны:
- Архитектурные панели;
- Витрины;
- Вентилируемые фасады;
- Кровельные системы;
- Холодильники;
- Сушильные машины;
- Телевизоры;
- Кофемашины;
- Светильники;
- Оконные рамы;
- Сантехника;
- Двери;
- Охладители;
- Сковороды;
- Грили;
- Тележки для гольфа;
- Лодки;
- Туристическое оборудование;
- Рыболовное снаряжение;
- Комплектующие для автомобилей;
- Колпаки на колеса;
- Фирменные таблички;
- Аэрокосмические панели;
- Солнечные панели;
- Электронные изделия;
- Огнетушители;
- Фотооборудование;
- Телефоны;
- Дизайн интерьера;
- Искусство.

Воздействие на окружающую среду
Анодирование алюминия – один из самых экологически чистых процессов обработки металла. В процессе используются только очень небольшие количества тяжелых металлов, галогенов или органических соединений. Процесс окрашивания не приводит к образованию ЛОС или тяжелых металлов. Возможность вторичной переработки анодированного и окрашенного алюминия эквивалентна стандартному алюминию с точки зрения воздействия на окружающую среду. Отходы процесса анодирования легко перерабатываются для производства квасцов, разрыхлителя, газетной бумаги и косметики. Отходы могут также использоваться для удобрения и в промышленных очистных сооружениях.
Виды поверхностной обработки – PBS
Анодирование алюминия
Стойкость, жесткость и износостойкость материала
Анодирование (анодное окисление) – это поверхностная обработка алюминия, отличающаяся отличной коррозионной стойкостью и в зависимости от типа анодирования – и важными функциональными свойствами (жесткость, износостойкость).
Полностью автоматизированная линия с возможностью записи всего процесса обеспечивает высокое качество анодированных деталей даже при серийном производстве. Твердое анодирование в серной кислоте – анодирование алюминия и его сплавов с толщиной слоя 5 ÷ 100 мкм. Возможность выбора окрашивания E0 или E6 (сатиновое окрашивание, гарантирующее окончательный матовый вид), окрашивание в черный цвет и герметизацию.
Естественное анодирование в серной кислоте (декоративное) – анодирование алюминия и его сплавов без окраски или с дополнительной окраской черным цветом толщиной слоя 10–25 мкм с последующим уплотнением анодированного слоя в деминерализованной воде со специальной уплотнительной добавкой.
Анодирование алюминия и его сплавов в хромовой кислоте (chromelox) с последующим уплотнением в деминерализованной воде или в растворе дихромата калия. Шар толщиной мин. 3 мкм.
Свойства и цветовое исполнение
Избранный тип анодирования определяет вид и свойства поверхностного слоя (т. е цель его использования). При твердом анодировании возникает твердый, непроводимый слой, обладающий высокой стойкостью к механическим повреждениям. Тип используемого сплава и толщина слоя – это важные аспекты, определяющие окончательный цвет (оттенки коричневого, оливкового зеленого, темно-серого…). Естественным анодированием в серной кислоте возникают прозрачные, непроводимые слоя, пригодные для декоративного использования. Слои, возникшие при твердом естественном анодировании мы можем дополнительно окрасить в черный цвет. Анодирование в хромовой кислоте применяется, главным образом, в авиационной и военной промышленности, благодаря высокой стойкости нанесенного слоя к коррозии нанесенного слоя. Возникшие слоя имеют светло-серый цвет и пригодны в качестве основания под лакировку. Мы предлагаем заказчикам анодирование широкой гаммы алюминиевых сплавов в различных слоях.
е цель его использования). При твердом анодировании возникает твердый, непроводимый слой, обладающий высокой стойкостью к механическим повреждениям. Тип используемого сплава и толщина слоя – это важные аспекты, определяющие окончательный цвет (оттенки коричневого, оливкового зеленого, темно-серого…). Естественным анодированием в серной кислоте возникают прозрачные, непроводимые слоя, пригодные для декоративного использования. Слои, возникшие при твердом естественном анодировании мы можем дополнительно окрасить в черный цвет. Анодирование в хромовой кислоте применяется, главным образом, в авиационной и военной промышленности, благодаря высокой стойкости нанесенного слоя к коррозии нанесенного слоя. Возникшие слоя имеют светло-серый цвет и пригодны в качестве основания под лакировку. Мы предлагаем заказчикам анодирование широкой гаммы алюминиевых сплавов в различных слоях.
| Поверхностная обработка | Макс. размеры детали (мм) |
| Твердое анодирование | 1850 x 850 x 550 |
| Твердое черное анодирование | 1850 x 850 x 550 |
| Естественное анодирование | 1850 x 850 x 550 |
| Естественное черное анодирование | 1850 x 850 x 550 |
| Анодирование в хромовой кислоте | 1850 x 850 x 550 |
Защита материала от коррозии
При гальванической оцинковке возникает на поверхности детали слой цинка, который отличается отличной защитой от коррозии. Слой цинка в целях повышения стойкости к коррозии пассируется синей или желтой пассировкой (обе без Cr6+).
Слой цинка в целях повышения стойкости к коррозии пассируется синей или желтой пассировкой (обе без Cr6+).
Оцинковка в щелочном растворе без цианида с последующей синей или желтой пассировкой.
Никелирование
Высокий блеск и жесткость
Гальваническое никелирование создает на деталях слой с характерным высоким блеском и большой жесткостью. Поэтому данные слоя никеля используются в качестве декоративного поверхностного слоя или в качестве функциональной поверхностной обработки с высокими требованиями к коррозиестойкости и механическому износу.
Блестящее никелирование на подвесках.
Лужение
Стойкость к коррозии при воздействии воды и гигиеническая безвредность
При блестящем лужении происходит удаление сильно блестящего слоя олова на деталях из железа, меди и сплавов меди (бронза, латунь). Слой олова придает основному материалу хорошую стойкость к коррозии, улучшает спаиваемость и электропроводность металлизированных деталей. Нанесенный слой олова безвреден для здоровья, это используется в пищевой промышленности.
Слой олова придает основному материалу хорошую стойкость к коррозии, улучшает спаиваемость и электропроводность металлизированных деталей. Нанесенный слой олова безвреден для здоровья, это используется в пищевой промышленности.
Глянцевое лужение на подвесках.
Чернение
Декоративная поверхностная обработка
Черные окислительные слои, созданные на стали, используются, главным образом, в качестве декоративной поверхностной обработки – напр. на охотничьем оружии, на оптических запчастях и т.п. Толщина возникшего слоя составляет всего 0,5 ÷ 0,8 мкм, из этого следует только минимальная защита в нормальной атмосфере. Поэтому необходимо пропитать возникший слой пригодным консервирующим средством.
Почернение на подвесках. Полностью автоматизированная линия с возможностью записи целого процесса обеспечивает высокое качество анодированных деталей при серийном производстве.
| Поверхностная обработка | Макс. размеры детали (мм) |
| Гальваническое никелирование | 1200 x 750 x 350 |
| Гальваническое лужение | 1200 x 750 x 350 |
| Оцинковка с синим и желтым хроматом | 1200 x 750 x 350 |
| Почернение | 1200 x 650 x 350 |
Почему выгодно сотрудничать с нами?
Непрерывная работа, высокая производительность и эффективность
Квалифицированный и ответственный персонал нашего гальванического цеха содействует высокоэффективному процессу нашей гальванической обработки поверхностей алюминия, стали, нержавеющей стали и меди.
Процесс тщательного контроля за ходом выполнения заказа
Благодаря регулярному и непрерывному контролю. Наше покрытие поверхностей характеризуются точной обработкой и высоким качеством.
Что такое анодированный алюминий — предназначение, виды и способы создания
Содержание
- 1 Предназначение анодирования
- 2 Теплое анодирование
- 3 Холодное анодирование
- 4 Технология анодирования
- 4.1 Подготовительный процесс
- 4.2 Химическая обработка
- 4.3 Закрепление
- 5 Типичные ошибки при анодировании
- 5.1 Температура электролита
- 5.2 Анодная плотность
- 5.3 Катодная плотность
- 5.4 Контакт детали с подвеской
- 6 Анодирование алюминия и его виды
В настоящее время алюминий широко используется в различных целях благодаря своим характеристикам. Он очень легко поддается обработке, и при высокой прочности имеет сравнительно небольшой вес. Но у него есть существенный минус – легкое окисление, из-за чего металл теряет свою внешнюю привлекательность. Для избавления от этого недостатка используется технология анодирования.
Прежде чем разобраться в технологии, нужно разобраться, что такое анодированный алюминий. Во время процесса анодирования или же анодного оксидирования происходит появление оксидной пленки на поверхности образца за счет химического взаимодействия. При анодировании участок, подвергшийся окислению, не разрушается, а становится прочнее. За счет этого процесс похож на воронение.
Во время процесса анодирования или же анодного оксидирования происходит появление оксидной пленки на поверхности образца за счет химического взаимодействия. При анодировании участок, подвергшийся окислению, не разрушается, а становится прочнее. За счет этого процесс похож на воронение.
Содержание
- Предназначение анодирования
- Теплое анодирование
- Холодное анодирование
- Технология анодирования
- Подготовительный процесс
- Химическая обработка
- Закрепление
- Типичные ошибки при анодировании
- Температура электролита
- Анодная плотность
- Катодная плотность
- Контакт детали с подвеской
- Анодирование алюминия и его виды
Предназначение анодирования
Кислород является сильным природным окислителем, поэтому множество металлов реагирует с ним, образуя соответствующие оксиды. Но пленка природных оксидов зачастую очень тонкая и совсем не защищает металл. Благодаря анодировке эта пленка упрочняется, что позволяет защитить металл от разнообразных агрессивных воздействий внешней среды. Кроме этого, анодированный образец становится гораздо красивее, без дефектов поверхности, и его становится легче обрабатывать, например, красить.
Кроме этого, анодированный образец становится гораздо красивее, без дефектов поверхности, и его становится легче обрабатывать, например, красить.
Анодированный алюминий используется во многих областях промышленности, например, для изготовления лестниц, поручней, высокопрочной фурнитуры. Обработанный металл не оставляет следов на руках. Его используют для изготовления отражателей света, например, в прожекторах, а также для нагревательных рефлекторов.
Теплое анодирование
Одним из наиболее простых в исполнении процессов считается теплое анодное окисление. С его помощью можно окрасить поверхность металла. Но при простоте исполнения, у такой технологии есть существенный недостаток – получаемый алюминиевый профиль достаточно хрупок и может подвергаться коррозии. Более того, при ошибках в работе полученное покрытие может легко стираться даже при проведении по образцу рукой. Поэтому теплое анодирование чаще всего используют как основу для дальнейших манипуляций, например, покрытие этого профиля прочной эпоксидной краской.
Холодное анодирование
За счет высокой эффективности данный процесс стал очень популярным для выполнения в домашних условиях. Суть метода заключается в том, что слой со стороны металла увеличивается за счет растворения с внешней стороны. Отличительной чертой данной технологии является необходимость поддержания низкой температуры. Также есть недостаток – это отсутствие возможности использования органических красителей.
В целом процесс состоит из следующих этапов:
- подготовка и закрепление детали;
- анодирование;
- промывка;
- закрепление слоя посредством обработки.
Технология анодирования
На первом этапе необходимо приготовить алюминиевые ванные. Они могут быть пластиковые, но тогда изнутри ее нужно покрыть алюминиевой фольгой. Должна быть теплоизоляция во избежание нагрева реакционной смеси. Затем необходимо изготовить катод из свинцовых листов. Важно помнить, что площадь полученного катода должна быть в два раза больше, чем площадь поверхности обрабатываемой детали. На фото изображена алюминиевая ванная.
На фото изображена алюминиевая ванная.
Подготовительный процесс
Прежде чем приступать к анодировке алюминия, необходимо тщательно очистить образец. На нем не должно быть никаких загрязнений. Поверхность обезжиривают и удаляют предыдущий слой металлического оксида, так как его наличие способно помешать равномерному образованию нового покрытия. После удаления всех загрязнений и шлифовки образец окунают в щелочной раствор для того, чтоб на поверхности образовались микропоры, которые увеличили бы плотность поверхности. Эта процедура похожа на травление.
Химическая обработка
В ванную помещают электролит, в качестве которого могут быть растворы как неорганических кислот, например, серной и хромовой, так и органических – щавелевой и сульфосалициловой. Чаще всего используют хромовую кислоту или щавелевую, особенно если необходимо получить окрашенное покрытие. Данные электролиты используются в производственных, хорошо оборудованных помещениях.
В домашних условиях для обеспечения безопасности в качестве электролитов используют содовые растворы.
От состояния электролита напрямую зависит качество анодирования, из-за чего следует внимательно отнестись к его выбору и подготовке.
Закрепление
После процедуры анодного окисления на образце появляются поры различного диаметра, которые необходимо закрыть, чтобы добиться прочности. Для этого необходимо или опустить деталь в горячую пресную воду, обработать паром или поместить его в «холодный раствор».
Но если же изделие после анодировки было покрыто краской, то закреплять не нужно, так как краска закроет образовавшиеся поры.
Типичные ошибки при анодировании
Если не соблюдать все правила анодирования, то полученное покрытие не будет прочным к воздействию извне и держать краску. Кроме этого, необходимо соблюдать технику безопасности. Обязательно наличие защитной одежды, перчаток и очков.
Температура электролита
От температуры электролита зависит то, какой получится окраска детали. Если температура будет слишком низкой, то сопротивление электролита будет слишком высоким и для поддержания плотности тока трудно будет установить необходимое напряжение. Но устанавливать напряжение порядка 100 Вольт небезопасно в домашних условиях, поэтому лучше всего будет поддерживать правильную температуру – около -10°С. Если температура будет слишком высокой, то покрытие будет слабо держаться, и окрашивание будет мутного оттенка.
Но устанавливать напряжение порядка 100 Вольт небезопасно в домашних условиях, поэтому лучше всего будет поддерживать правильную температуру – около -10°С. Если температура будет слишком высокой, то покрытие будет слабо держаться, и окрашивание будет мутного оттенка.
Анодная плотность
Процесс образования анодного покрытия идет довольно медленно. Если плотность будет слишком низкая, то слой будет хоть и относительно прочным, но мутно-белого цвета.
Оптимальной плотностью является 2-2,2 А на квадратный дециметр. Это обеспечит страховку в случае возможных ошибок. Не стоит увеличивать ток, так как на образце могут возникнуть дефекты. Увеличивать плотность тока можно только в случае, если электролит хорошо перемешивается и существует хороший отвод тепла от детали.
Катодная плотность
Катодную плотность тоже необходимо поддерживать в необходимых пределах, иначе деталь может повредиться, особенно если она больших размеров. Если размер катода будет слишком мал, то силовые линии тока будут распределяться неравномерно, и именно поэтому на детали могут появляться различные дефекты и пробоины. Поэтому используются катоды по размеру в два раза больше, чем поверхностная площадь образца.
Поэтому используются катоды по размеру в два раза больше, чем поверхностная площадь образца.
Контакт детали с подвеской
Для достижения нужной силы тока деталь должна хорошо контактировать с подвеской. Иногда рекомендуется обматывать образец проволокой, но это ненадежно. Хороший зажим должен состоять из алюминиевой резьбовой контактной шпильки, это позволит тщательно прижать электрод к детали.
Анодирование алюминия и его виды
Помимо вышеперечисленных способов анодирования, применяются и другие виды: твердое, микродуговое и цветное.
В процессе твердого анодного окисления используют смесь нескольких электролитов, например, кислот. Данный процесс часто применяется для изготовления микропленок в промышленности, например, в машиностроении, изготовлении приборов и т.д, где высокая прочность изделия является необходимым требованием.
При микродуговом оксидировании происходит не только окисление поверхности металла, но и ряд других электрических процессов, за счет чего покрытия получаются очень качественные и с высокой способностью к адгезии.
Задача цветного анодирования очень проста – изменить цвет детали. Для этого применяют разнообразные методы:
- Метод адсорбции, во время которого деталь погружается в ванную с электролитом.
- Интегральное окрашивание. Во время этого процесса используется смесь электролита и органических солей.
- Интерференционное окрашивание. В этом методе создается специальный светоотражающий слой, что приводит к большему разнообразию цветовой гаммы.
- Электролитическое окрашивание (черное анодирование). Состоит из двух этапов – получения пленки, а затем ее погружение в кислый солевой раствор. Окраска полученного изделия в этом методе варьируется от черного до бронзового, поэтому такой вид окрашивания используется в различных областях строительства.
Анодированный алюминий, что это такое — анодное покрытие
Содержание
- Что такое анодирование
- Технология анодирования
- Тёплое анодирование
- Холодное анодирование
- Для чего анодируют алюминий и как его применяют
- Металлические защитные покрытия (анодные, катодные).
- Анодирование алюминиевых профилей
- Дефекты анодирования: основные типы
- Тип 1 – Полосы: прессование и качество слитков
- Тип 2 — Полосы: механическая подготовка поверхности
- Тип 3 – Коррозионные дефекты
- Тип 4 — И не полосы, и не коррозия
- Источники дефектов анодирования
- Литье и прессование
- Анодирование
- Сотрудничество литейщика, прессовщика и анодировщика
- Land Rover Defender Железяка › Бортжурнал › Покраска алюминия

Что такое анодирование
Процессом анодирования называется электролитическая химическая реакция металла с окислителем. Тонкий слой оксида наносится на металлическую поверхность, которая в процессе реакции исполняет роль анода. За счёт поляризации в электролитической проводящей среде тонкой оксидной плёнкой можно покрывать как чистые металлы, так и различные сплавы. Оксидный слой эффективно защищает от коррозии и выгорания при воздействии прямых солнечных лучей. Наиболее востребованы в промышленности подвергшиеся анодированию сплавы алюминия и магния.
Конечной целью анодирования является создание на поверхности листа алюминия так называемой АОП – анодной оксидной плёнки. Она выполняет две основные функции:
- Защита от внешних воздействий;
- Украшение.
Во втором случае в проводящую среду добавляются красители различных цветов со строго определённым химическим составом.
Первыми внедрили в производство промышленное анодирование алюминия инженеры из Великобритании. Созданный таким способом лёгкий и прочный металл начали применять в авиационной промышленности. Позже появился стандарт анодирования металла, который успешно применяется в современном авиастроении. Он имеет номенклатурную маркировку DEF STAN 03-24/3.
В состав покрытия входят два компонента:
- органический;
- анодно-хромовый.
Краска, нанесённая в соответствии со стандартом, очень устойчива к истиранию и другим механическимповреждениям.
Технология анодирования
На сегодняшний день наибольшее распространение получил процесс сернокислого анодирования алюминия. Его суть в следующем:
- Деталь и катод, изготовленный из свинца, помещаются для очистки от примесей и масел в ванну с электролитом – серной кислотой h3 SO4. Показатели физических величин: плотность раствора – 1 200-1 300 г/л; плотность тока в процессе анодирования – 10-50 мА/см²; напряжение источника – 50-100 В.; температура электролита – 20-30 °C (при последующем окрашивании – не более 20 °C).
- Производится окончательная промывка в растворе каустика.
- На поверхности детали из алюминия создаётся тончайший оксидный слой.
Скорость роста анодного слоя на поверхности металла неравномерна и очень невысока. Оптимальное количество окрашенного окисла наносится по достижении плотности тока 1,5-1,6 А/дм². При меньших показателях слой получается практически бесцветным. Большие значения катодной плотности (отношения размера катода к величине обрабатываемой поверхности) вызывают затруднения при обработке массивных деталей – появление прогаров и растравливание. Оптимальная площадь катода – х2 по отношению к размеру обрабатываемой детали.
Оптимальная площадь катода – х2 по отношению к размеру обрабатываемой детали.
Также очень важно контролировать зажим и электрический контакт детали с подвеской.
Кроме серной кислоты в качестве электролита при анодировании могут использоваться другие вещества и соединения:
- щавелевая кислота;
- органические соединения и смеси;
- ортофосфорная кислота.
- хромовый ангидрид.
Технология процесса при этом не изменяется. Конечной целью при выборе электролитической среды является получение слоя с определёнными физическими характеристиками перед повторным окрашиванием.
Тёплое анодирование
Процесс тёплого анодирования осуществляется при температуре окружающей среды 15-20 °C. У деталей, обработанных таким способом, есть две отрицательные особенности:
- Не очень высокий показатель антикоррозионной стойкости. Контактируя с химически агрессивной средой или металлом, анодированный слой подвергается воздействию кислорода.
- Невысокая степень защиты от механических воздействий. Острым наконечником вполне реально нанести анодированному слою механическое повреждение.
 Острым наконечником вполне реально нанести анодированному слою механическое повреждение.
Острым наконечником вполне реально нанести анодированному слою механическое повреждение.Процесс тёплого анодирования состоит из шести этапов:
- очистка поверхности детали от жира.
- закрепление на подвеске.
- анодирование до появления оттенка светло-молочного цвета.
- промывка холодной водой.
- окрашивание горячим раствором анилиновой краски.
- выдержка анодированного металла после окраски в течение 30 минут.
Слои плёнки, полученной методом теплого анодирования, получаются исключительно красивыми. Такой алюминий лучше использовать в конструкциях, не подвергающихся резким внешним воздействиям. Кроме того, анодированный слой является отличной основой для повторного окрашивания из-за высочайшего показателя адгезии красителей. Нанесённая краска будет держаться очень долго.
Холодное анодирование
Технология холодного нанесения анодного слоя предусматривает обработку алюминия при температуре от -10 до +10 °C. Качество металла, обработанного таким образом, несравненно выше, чем при тёплом анодировании.
Качество металла, обработанного таким образом, несравненно выше, чем при тёплом анодировании.
Алюминий получает отличные физические характеристики:
- высокую прочность.
- малую скорость растворения слоя.
- большую толщину плёнки.
При холодном анодировании нужно обязательно осуществить следующие процедуры:
- обезжиривание обрабатываемой поверхности.
- помещение детали на подвеску.
- анодирование до получения плотного оттенка.
- промывка в воде с любой температурой.
- закрепление анодного слоя на пару или в горячей дистиллированной воде.
Отличительной особенностью процесса является большое время принудительного охлаждения. После этого слой анодированного алюминия становится абсолютно невосприимчивым к воздействию агрессивных сред. Только титан спустя несколько десятков лет способен незначительно снизить физические характеристики полученного холодным способом анодированного алюминия.
Покрытие характеризуется исключительной красотой и износостойкостью. У технологии есть только один минус: при повторной окраске можно пользоваться только неорганическими соединениями.
У технологии есть только один минус: при повторной окраске можно пользоваться только неорганическими соединениями.
Для чего анодируют алюминий и как его применяют
Главная цель анодирования деталей, изготовленных из алюминия — повышение срока эксплуатации в условиях воздействия различных агрессивных сред.
Учитывая, что чистый алюминий обладает высоким сродством к кислороду, его коррозионная стойкость выше, чем у многих других лёгких металлов конструкционного назначения. Естественное окисление алюминия происходит при первом контакте с воздухом. Процесс же анодной обработки ещё больше увеличивает стремление обеих химических элементов создавать окислы, вступая в реакцию между собой.
Способность анодной плёнки отлично впитывать красители различного химического состава делают обработанный таким способом алюминий отличным декоративным материалом. Он широко применяется для внешней отделки интерьеров зданий и сооружений.
Незаменимы алюминиевые конструкции при создании:
- рекламных конструкций для культурно-спортивных мероприятий, выставок и шоу.
- информационных стендов для массовых акций, митингов, собраний.
Прекрасная светоотражающая способность анодированного алюминия сделала его незаменимым материалом при изготовлении дорожных знаков. Благодаря интерференции информация, нанесённая на знак при анодировании прекрасно видна автомобилистам в ночное время суток.
Рамы любительских велосипедов также изготавливаются из анодированных сплавов алюминия. На специальную одежду, которой пользуются велосипедисты в тёмное время суток, наносится тончайшая плёнка оксида алюминия. Благодаря этому силуэт легко разглядеть в темноте на почтительном расстоянии. С той же целью анодированный металл применяется при изготовлении отражающего слоя в прожекторных установках.
Отличные свойства анодированного алюминия позволяют использовать его для изготовления самого широкого круга номенклатуры деталей и узлов, применяемых в самых разных областях. Можно смело сказать: если принято решение изготовить что-то из обработанного таким способом металла, прочность и лёгкость конструкции не будет вызывать никаких сомнений!
Металлические защитные покрытия (анодные, катодные).

Неметаллические защитные покрытия. Электрохимические методы защиты от коррозии.
Методы защиты от коррозии можно объединить в следующие группы:
1) нанесение защитных покрытий и пленок;
2) изменение электрохимического потенциала защищаемого материала по отношению к среде на границе фаз;
3) модификация коррозионной среды.
Борьба с коррозией с применением защитных покрытий является наиболее распространенным способом. В качестве защитных применяют металлические и неметаллические покрытия.
Металлические покрытия могут быть выполнены из металла более или менее благородного, чем подложка. В связи с этим они делятся на две группы: катодные и анодные покрытия.
К катодным покрытиям относятся те покрытия, электрохимический потенциал которых в данных условиях больший, чем у защищаемого металла. На алюминий почти всегда наносят катодные покрытия. Покрытия из благородных металлов на стали имеют такой же характер. Катодные покрытия защищают металл только благодаря его изоляции от атакующей среды. Поэтому свою роль они выполняют только при наличии полной сплошности. Если в катодном покрытии образуется щель, то в условиях коррозии она становится катодом, а открытая часть защищаемого металла – анодным элементом. Анодная поверхность при этом значительно меньше, чем катодная. Электрохимическое разрушение металла концентрируется на небольшой поверхности. Учитывая опасности, кроющиеся в возможных несплошностях катодных покрытий, их делают сравнительно большой толщины.
Поэтому свою роль они выполняют только при наличии полной сплошности. Если в катодном покрытии образуется щель, то в условиях коррозии она становится катодом, а открытая часть защищаемого металла – анодным элементом. Анодная поверхность при этом значительно меньше, чем катодная. Электрохимическое разрушение металла концентрируется на небольшой поверхности. Учитывая опасности, кроющиеся в возможных несплошностях катодных покрытий, их делают сравнительно большой толщины.
Анодные покрытия – это покрытия, выполненные из металла, у которого электродный потенциал меньше, чем у защищаемого металла. Для железа, работающего в малокислых или нейтральных растворах, анодными покрытиями являются цинк, алюминий. Защитные свойства анодных покрытий состоят не только в механической изоляции металла от коррозионной среды. Они заключаются еще и в электрохимическом воздействии. В случае нарушения покрытия и образования коррозионного элемента, защищаемый металл, являющийся катодом, не разрушается. Небольшие несплошности в анодных покрытиях не опасны.
Металлические покрытия наносят электроосаждением, погружением в расплавленные металлы, металлизацией напылением, химическим осаждением солей, диффузией и т. д. В последнее время все большее распространение получает нанесение покрытий в вакууме.
Неметаллические покрытия применяются в случае возникновения химической реакции металла в соответствующих средах. К ним, в частности, относят оксидные алюминиевые покрытия, полученные в ходе специального электролитического процесса. Фосфатные покрытия применяются в большинстве случаев с дополнительными защитными средами, как, например, краски, лаки и т. п. Фосфатирование стали состоит в погружении изделия в разбавленный раствор фосфорной кислоты и кислых фосфатов цинка или магния. В результате реакции образуется нерастворимый фосфат железа, который в ходе процесса плотно покрывает поверхность металла. К этой же группе относят керамические покрытия и стекловидные эмали. Эти покрытия достаточно стойки к воздействию минеральных и органических кислот. Их недостатком является повышенная хрупкость и низкая стойкость в условиях резких перепадов температуры.
Их недостатком является повышенная хрупкость и низкая стойкость в условиях резких перепадов температуры.
Одним из самых популярных способов защиты металла от коррозии является нанесение неметаллических составов. Это может быть пластик, керамика, каучук, битум, полиуретан, лакокрасочные составы и многое другое. Причем последние представляют собой наиболее широкий ассортимент и могут применяться в зависимости от условий среды, в которых будет использоваться изделие. Так выделяют лакокрасочные покрытия, устойчивые к действиям воды, атмосферы, химическим растворам и т. д.
К органическим покрытиям относятся разнообразные лакокрасочные материалы.
Знание механизма коррозии позволило создать методы коррозионной защиты путем наложения на металл такого потенциала, при котором он становится термодинамически устойчивым. К таким методам относятся катодная защита и уменьшение агрессивности среды, окружающей металлоконструкцию.
Катодная защита состоит в присоединении к защищаемой конструкции анода-протектора с более отрицательным электрохимическим потенциалом. Протектор (лат. protector – покровитель, защитник) и служит таким анодом, препятствующим разрушению защищаемого сплава; сам протектор при коррозии постепенно разрушается.
Протектор (лат. protector – покровитель, защитник) и служит таким анодом, препятствующим разрушению защищаемого сплава; сам протектор при коррозии постепенно разрушается.
Протектором может являться любой металл, имеющий по отношению к данному сплаву более отрицательный потенциал. Однако разница в потенциалах не должна быть слишком большой, чтобы при электрохимическом процессе не происходило быстрого разрушения протектора.
Протекторы представляют собой обычно небольшие пластинки, присоединяемые к защищаемой детали заклепками или болтами. Катодную или протекторную защиту широко применяют при защите от морской и подземной коррозии металлоконструкций, коммуникаций, трубопроводов, сосудов и т. д. В качестве анодов-протекторов для защиты стальных изделий обычно применяют сплавы магния или цинка. Защита может также осуществляться присоединением защищаемого металла к отрицательному полюсу постоянного тока.
Для уменьшения агрессивности окружающей среды в нее вводят добавки, называемые ингибиторами коррозии, которые или способствуют пассивации металла, или значительно снижают скорость его коррозии. Условием использования ингибиторов является эксплуатация изделия в замкнутой среде постоянного состава.
Условием использования ингибиторов является эксплуатация изделия в замкнутой среде постоянного состава.
Различают анодные и катодные ингибиторы. В качестве анодных ингибиторов коррозии используют различные вещества, образующие нерастворимые соединения на анодных участках. Одним из таких пассиваторов является хромпик К2Сr207, вводимый в количестве 2 – 3 г/л в раствор охлаждающей жидкости.
Катодные ингибиторы тормозят катодный процесс. К их числу относятся различные травильные присадки, добавляемые в количестве 1 – 2 % в кислоты для снятия окалины без разрушения основного металла.
Летучие ингибиторы, такие как нитрат натрия NaNO2, применяют для пропитки бумаги, в которую заворачивают детали, подлежащие хранению или транспортировке. Испаряясь, они насыщают окружающее детали пространство, создавая защитную газовую среду. Летучие ингибиторы отличаются высокой эффективностью. Стальные изделия, завернутые в бумагу, обработанную NaNO2, в условиях относительной влажности 85 % не ржавеют в течение 5 лет. Преимуществом летучих ингибиторов является отказ от применения защитных покрытий, удобство расконсервации и постоянная готовность деталей к немедленному использованию без дополнительной обработки.
Преимуществом летучих ингибиторов является отказ от применения защитных покрытий, удобство расконсервации и постоянная готовность деталей к немедленному использованию без дополнительной обработки.
Суть электрохимической защиты
К готовому металлическому изделию извне подключается постоянный ток (источник постоянного тока или протектор). Электрический ток на поверхности защищаемого изделия создает катодную поляризацию электродов микрогальванических пар. Результатом этого является то, что анодные участки на поверхности металла стают катодными. А вследствии воздействия коррозионной среды идет разрушение не металла конструкции, а анода.
Анодирование алюминия (анодное окисление, анодное оксидирование) является уникальным электролитическим процессом, который применяют для защиты поверхности прессованного алюминия от коррозии, а также придания ей привлекательного внешнего вида.
Под «анодированием алюминия» всегда подразумевают «сернокислое анодирование алюминия». Особенность анодирования в том, что в ходе химической подготовки поверхности алюминиевых профилей перед анодированием и самого процесс анодирования могут выявляться скрытые дефекты поверхности профилей или его неблагоприятная для анодирования металлургическая микроструктура.
Анодирование алюминиевых профилей
Конечное качество анодированных алюминиевых профилей оценивает производитель анодного покрытия, анодировщик, перед отправкой их заказчику и именно он отвечает за конечный результат. Между тем, причина возникновения дефектов может находиться совершенно в другом месте: у производителя слитков, литейщика, или производителя прессованных профилей, прессовщика. Часто возникают разногласия между этими тремя производителями в том, кто виноват в возникновении конкретного дефекта в конечном анодированном продукте.
Вопрос решается легче, если все трое исполнителей входят в одно и то же предприятие. Если же они принадлежат различным предприятиям, то могут возникать серьезные споры об ответственности за возникновение дефектов.
Однако с точки зрения обеспечения конечного высокого качества анодированных алюминиевых профилей ответственность этих трех производителей вполне определенная:
- Литейщик отвечает за однородность химического состава слитков-столбов, правильную технологию их разливки и гомогенизации.
- Прессовщик отвечает за качество прессования, термической обработки и внутрицеховых перемещений алюминиевых профилей, а также правильную их упаковку, хранение и транспортировку при доставке к анодировщику.
- Наконец, анодировщик отвечает за качество хранения алюминиевых профилей перед анодированием, подготовки их поверхности, анодирования, окрашивания и уплотнения анодного покрытия алюминиевых профилей, а также правильную их упаковку, хранение и транспортировку заказчику.

Дефекты анодирования: основные типы
Подробную классификацию дефектов бесцветного анодирования алюминиевых профилей представил Barry R. Ellard из фирмы Alcan в своей капитальной статье в материалах международного семинара Aluminum Extrusion Technology 2000 года. Она насчитывает около более 30 видов дефектов, которые объединены в четыре основных типа-категории по причинам их возникновения.
Тип 1 – Полосы: прессование и качество слитков
Эти дефекты анодированных профилей связаны с поперечной или продольной неоднородностью свойств материала (микроструктуры, химического состава, степени деформации). Эта неоднородность проявляется в виде продольных или поперечных полос на алюминиевых профилях с неоднородностью цвета или отражательной способности анодированной поверхности.
Эта неоднородность проявляется в виде продольных или поперечных полос на алюминиевых профилях с неоднородностью цвета или отражательной способности анодированной поверхности.
Дефекты анодирования: полосы от микроструктуры
Дефекты анодирования: полосы от структуры, геометрии и сварных швов
Дефекты анодирования: полосы от следов матрицы, сварочных швов и утяжин
О роли матрицы:
Дефект анодирования алюминия «полосчатость»
Полосы на анодированном профиле: роль матрицы и оптические эффекты
Тип 2 — Полосы: механическая подготовка поверхности
Эти дефекты возникают при механической подготовке поверхности алюминия перед анодированием, например, при полировке (рисунок 1) или шлифовании (рисунок 2).
Рисунок 1 — Дефекты механического полирования
Рисунок 2 — Дефекты шлифования
См. также Дефекты анодирования: полосы от полирования, шлифования, химической сегрегации
Тип 3 – Коррозионные дефекты
Дефекты анодирования алюминиевых профилей от воздействия различных видов коррозии: трения, общей, щелочной, кислотной, гальванической, хлоридной.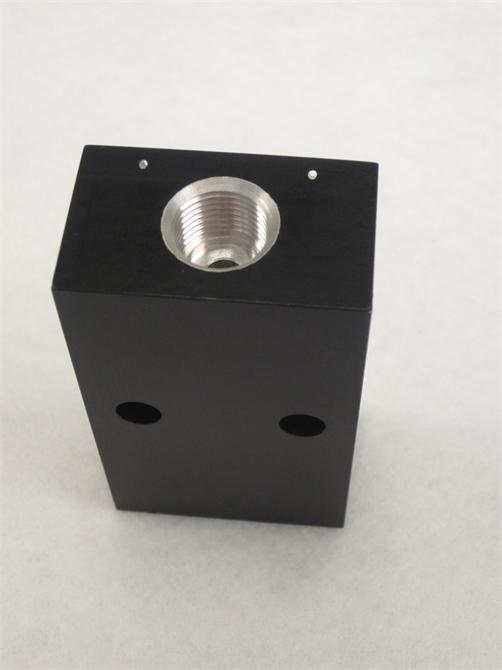
Дефекты анодирования: условия хранения и транспортирования
Дефекты анодирования: коррозия кислотная и щелочная
Дефекты анодирования: коррозия промывки и хлоридная коррозия
Тип 4 — И не полосы, и не коррозия
Дефекты неоднородности внешнего вида, отличные от «полосчатости» и «коррозионных дефектов». Обычно, это — пятна, «разводы», «блестки» и тому подобные «неполосчатые» дефекты. Из причины возникают на различных этапах технологии: от неравномерного охлаждения участком профиля на выходе из пресса до нарушений технологии анодирования.
Дефекты анодирования: «блестки», «прижог» и «потеря контакта»
Дефекты анодирования: неоднородность от графита, обезжиривания, травления
Источники дефектов анодирования
Каждый дефект имеет одного или двух «виновников» – литейщика, прессовщика или анодировщика. Для каждого дефекта важно знать:
- на каком из производственных этапов дефект зарождается и
- на каком производственном этапе дефект однозначно проявляется.

Литье и прессование
За дефекты алюминиевых профилей прессового происхождения, даже если их «первоисточник» находится в слитке-столбе, отвечает прессовщик. Он уже, в свою очередь, может предъявлять претензии к литейщику, менять его и/или ужесточать входной контроль слитков. Например, дефекты типа «полосчатость» могут иметь свои причины как у литейщика, например, из-за слишком толстого сегрегационного (или инверсного) поверхностного слоя слитка и недостаточной гомогенизации, так и у прессовщика — из-за слишком неравномерного течения металла через матрицу, смешивания в матрице различных сплавов или чрезмерно тонкого пресс-остатка.
Анодирование
Дефекты типа «полосчатость» может привнести и анодировщик, например, при чрезмерной механической обработке поверхности перед анодированием.
Производитель анодного покрытия обязан контролировать условия доставки алюминиевых профилей, их внутри- и междуцеховых перемещений, а также их хранения до и после анодирования. Дефекты могут возникать и в процессе самого анодирования, если нарушается его технология, например, слабо контролируется состав рабочих и промывочных ванн.
Дефекты могут возникать и в процессе самого анодирования, если нарушается его технология, например, слабо контролируется состав рабочих и промывочных ванн.
Сотрудничество литейщика, прессовщика и анодировщика
В большинстве случаев дефект анодирования нельзя обнаружить пока алюминиевый профиль не выйдет из линии анодирования, и процесс будет полностью завершен. К этому моменту на изготовление этого дефектного профиля уже безвозвратно потрачены материальные, энергетические и людские ресурсы, а исправить дефекты, как правило, уже невозможно. Поэтому важно понимать, что для обеспечения высокого качества необходимо тесное сотрудничество производителей анодированного профиля на всех этапах его изготовления: у литейщика, у прессовщика и у анодировщика.
Land Rover Defender Железяка ›
Бортжурнал ›
Покраска алюминия
Несколько лет назад пришлось столкнуться с проблемами покраски алюминиевых деталей.
Оказалось что дело это весьма не тривиальное.
Обычные краски держаться на алюминиевых заготовках совсем не хотели. Московские товарищи выходили из положения использую экзотические эпоксидные краски, но все равно это был геморой с подогревом заготовок и периодом высыхания в месяц, что для домашних условий мало приемлемо. Да и результат совсем не соответствовал затраченным усилиям. Единственный выход было азотирование.
И вот спустя много лет судьба преподносит мне Дефендер: машину с кузовом из алюминия.
Машину брал не новую, пара сколов краски на кузове уже было. Да и сам отметился. Как то по осени испытывал свежекупленный хай джек для подъема задницы, но, то ли домкрат неправильно поставил, то ли упоры под колеса не положил, а может уже просто скользко было, но деф подался вперед и домкрат уперся в заднюю стенку. Но это еще пол беды. Деф уже был «подвешен» и надо было его как то спускать. А от толкать в первоначальную позицию не сумел. Так и спускал прочерчивая на задней стенке свежую царапину концом домкрата :(.
Но, чем хорош деф, так это своей утилитарностью. Просверлить в нем отверстие, или закрасить кусочек (а не целиком элемент) вполне в его стиле. Остался вопрос, чем покрасить так, чтоб держалось.
Просверлить в нем отверстие, или закрасить кусочек (а не целиком элемент) вполне в его стиле. Остался вопрос, чем покрасить так, чтоб держалось.
Поизучал сеть. Оказалось, что наука (особенно химия) не стоит на месте и даже для проблемы покраски алюминия уже нашли решение — специальные кислотные грунтовки.
Чтоб подтвердить теорию практикой поехал на авто рынок. Там подтвердили, что да, есть такие и дали три балончика. Один с кислотным грунтом, второй с обычным и третий с краской.
Грунты. Кислотный справа
Те же вид сзади.
Инструкция
Обычный грунт
Объяснили, как пользоваться. Обезжирить, нанести слой кислотного грунта, можно два.
Как подсохнет слегка припорошить (так чтоб просвечивала основа) обычным грунтом. А потом уже класть слои краски.
Так и сделал. Зачистил отслаивающуюся краску и метал. Оклеил область где будет заплатка малярным скотчем и покрасил по инструкции. Когда краска начала подсыхать отлепил скотч.
Заплатка получилась с аккуратными ровными краями. Их можно было бы зашлифовать, но на Дефендере смотреться аутентично, оставил так.
Их можно было бы зашлифовать, но на Дефендере смотреться аутентично, оставил так.
Прошла уже весна, лето, осень и большая часть зимы — краска держится 🙂
Сделал фотки 03.05.2016
Полный размерДавно не мыл
Полный размерНемного оттер, но фокус плохо поймался
Что такое анодирование и как оно работает?
Что такое анодирование? Анодирование является ключом к финишной обработке деталей из алюминия и других металлов. Узнайте, как работает анодирование и почему оно является важной частью обработки и производства с ЧПУ.
Что такое анодирование?
Анодирование является ключевым этапом производства
алюминиевые детали с ЧПУ
. Электрохимический процесс, включающий покрытие металлической детали оксидным поверхностным слоем, анодирование придает детали дополнительную прочность и более привлекательный внешний вид. В то время как анодирование наиболее распространено с алюминий , другие подложки могут быть анодированы, включая магний и
титан.
Анодирование обеспечивает устойчивость детали к коррозии и износу при длительном использовании, а также сохранение внешнего вида при любых условиях. Во многих случаях производители отправляют детали стороннему поставщику услуг, специализирующемуся на анодировании, подобно тому, когда вам нужна термообработка, отпуск или гальваническое покрытие.
Наиболее распространенными типами анодирования являются тип I (анодирование хромовой кислотой), тип II (анодирование серной кислотой) и тип III, также известный как твердое покрытие. Каждый тип анодирования идеально подходит для различных материалов и служит своим особым производственным параметрам. Несмотря на определенные преимущества и недостатки каждого типа, все они работают примерно одинаково.
В этой статье мы объясним, как работает общий процесс анодирования, общие производственные параметры, а также ключевые преимущества и недостатки для нескольких приложений. Если вы готовы запустить свои детали в производство, перейдите сюда, чтобы узнать больше о наших услуги по отделке поверхностей .
Как работает анодирование?
Самый простой способ понять, как работает анодирование, можно узнать из названия. Чтобы анодировать деталь, вы подключаете ее к положительной клемме электрической цепи, также называемой анодом. Затем вы погружаете деталь в кислый раствор электролита. Этот раствор содержит химические соединения, такие как фосфат натрия, которые наполняют ванну положительными и отрицательными ионами.
После того, как деталь погружена в воду и закреплена на подвеске, чтобы она не двигалась, вы прикладываете отрицательный конец цепи или катод к металлическому электроду в ванне. Когда вы пропускаете напряжение через цепь, отрицательный электрод притягивает положительные ионы (катионы) из детали, а алюминиевая часть притягивает отрицательные ионы O2 (анионы) из раствора.
Когда положительные ионы алюминия покидают поверхность детали, она становится пористой, вступая в реакцию с отрицательными ионами O2, образуя слой оксида алюминия.
Разобьем процесс на несколько простых шагов:
Превратить деталь в анод с положительным зарядом
Превратите металлические пластины в катод с отрицательным зарядом
Погрузите оба в кислотную ванну
Подать напряжение
Вычесть ионы алюминия из детали, создав поры
Привлечение ионов кислорода к поверхности детали
В результате реакции образуется твердый, устойчивый к коррозии слой оксида алюминия
Как анодировать алюминий?
Вот подробное введение в анодирование и почему это идеальный процесс отделки (и необходимый для
изготовленные на заказ алюминиевые детали ). Мы занимаемся правильной укладкой, очисткой и травлением, удалением мути, окраской, герметизацией, отверждением и обертыванием.
Мы занимаемся правильной укладкой, очисткой и травлением, удалением мути, окраской, герметизацией, отверждением и обертыванием.
Каковы параметры и свойства анодирования?
Вот параметры, которые необходимо учитывать при анодировании:
При настройке этих параметров свойства материала, измененные анодированием, включают: тем больше времени они проводят в кислом растворе. Анодированные покрытия имеют толщину от 8 до 16 мкм или до 35-50 мкм для твердого покрытия.
Для получения дополнительной информации о выборе правильного процесса анодирования с концентраторами ознакомьтесь с нашим Страница Surface Finish Service или посетите наш Справочный центр .
В чем разница между анодированием и гальванопокрытием?
Если вы знакомы с гальванопокрытием, вы можете заметить, что анодирование во многом похоже. Сравнение двух процессов определенно помогает понять анодирование как уникальный и важный шаг в производстве.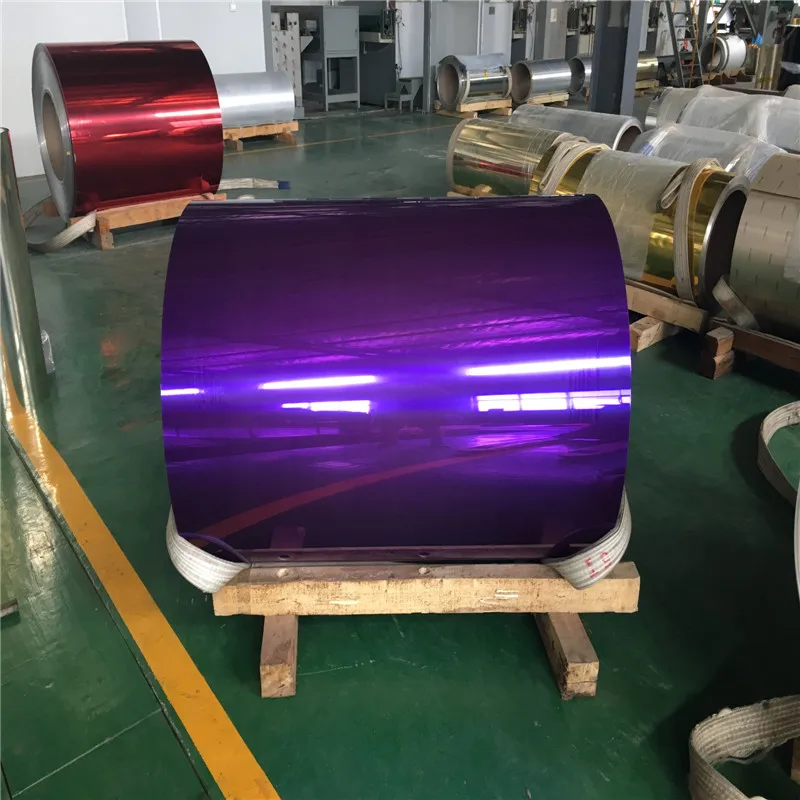 ЧПУ алюминиевые детали.
ЧПУ алюминиевые детали.
Подобно анодированию, гальваническое покрытие заключается в помещении детали в ванну с электролитом и приложении к ней заряда. Ключевое отличие заключается в том, что при гальванике деталь заряжается отрицательно, становясь катодом, а не анодом.
Анод наносится на кусок нужного гальванического материала, например золота. Как и при анодировании, эта схема позволяет положительно заряженным ионам течь к катоду (детали). Эти ионы покрывают деталь тонким равномерным слоем.
Как происходит анодирование на практике?
Анодирование проводится по той же схеме, что и многие другие процессы отделки. На практике это означает, что вы должны следовать этому процессу:
Подготовка поверхности
Анодировать
Очистите детали
Добавить цвет
Запечатывает поры
Подготовка поверхности
Перед анодированием детали необходимо подготовить ее поверхность механическими и химическими средствами. Сначала отполируйте или отпескоструйте поверхность, чтобы убедиться, что ваша деталь имеет желаемый внешний вид. Дробеструйная обработка придаст вашей детали естественную матовость, а браширование придаст вашей детали матовый вид.
Сначала отполируйте или отпескоструйте поверхность, чтобы убедиться, что ваша деталь имеет желаемый внешний вид. Дробеструйная обработка придаст вашей детали естественную матовость, а браширование придаст вашей детали матовый вид.
Химикаты, которые вы используете перед анодированием, будут влиять на глянец вашей детали. Травление, например, придаст вашей детали гладкую атласную поверхность. Для глянцевого покрытия вам понадобится яркое погружение или химическая полировка.
Затем промойте деталь деионизированной водой и другими растворителями, чтобы удалить загрязнения, в том числе остатки после механической обработки, такие как масла и охлаждающая жидкость. Поместите промытые детали в химическую ванну с гидроксидом натрия (NaOH) и азотной кислотой (HNO3), чтобы очистить верхний слой металла. Если вы уже обрабатывали деталь механически, этот шаг не всегда необходим.
Вы также можете замаскировать участки детали, чтобы предотвратить образование на них поверхности анодирования.
Анодирование
Затем поместите деталь или детали в ванну для анодирования, подключенную к электрической цепи. Параметры могут варьироваться в зависимости от желаемых свойств, описанных выше, включая состав раствора, температуру, плотность тока, напряжение и время.
Очистка деталей
После анодирования необходимо очистить деталь деионизированной водой и растворителями. Не забудьте после этого высушить деталь. Это удалит излишки раствора и подготовит деталь к хроматической отделке.
Добавить цвет
Вы можете контролировать цвет детали во время анодирования. Длины волн видимого спектра света, измеряемые в нанометрах, могут отражать по-разному в зависимости от толщины оксидного покрытия. Различные параметры позволяют получить различные цвета.
Чтобы придать детали бронзовый или черный цвет, погрузите деталь в раствор солей металлов. Они вступают в реакцию с поверхностью, заполняя поры химическим соединением черного или бронзового цвета. Этот процесс называется электролитическим окрашиванием.
Этот процесс называется электролитическим окрашиванием.
Если вы хотите другой цвет, вы можете использовать окрашивание погружением, которое заполняет поры раствором красителя. Окунув деталь в краситель, поместите ее в нагретую деионизированную воду, чтобы остановить дальнейшие реакции. Окрашивание погружением является наименее долговечным из описанных здесь вариантов окрашивания, поскольку со временем цвет может ухудшиться под воздействием ультрафиолетового излучения.
Заделка пор
После анодирования необходимо запечатать микроскопические поры на поверхности детали, чтобы предотвратить дальнейшую коррозию и улучшить характеристики. Без герметизации пор анодированные детали могут казаться липкими на ощупь. Кроме того, открытые поры могут собирать грязь, загрязнения и пятна.
Существует три распространенных процесса герметизации пор:
Горячая ДИ-герметизация:
При использовании этого метода деталь погружается в деионизированную воду, нагретую почти до кипения. Вода вступает в реакцию с деталью с образованием гидратированного оксида алюминия или бемита. Бемит занимает больше места, чем оксид алюминия, и заполняет поры.
Вода вступает в реакцию с деталью с образованием гидратированного оксида алюминия или бемита. Бемит занимает больше места, чем оксид алюминия, и заполняет поры.
Этот процесс прост и легко стандартизируется. Однако это требует больших затрат энергии и может вызвать вымывание краски и вымывание цвета на окрашенных деталях.
Среднетемпературная герметизация
Менее энергоемкий, чем горячая герметизация, в этом методе используются растворенные соли металлов, такие как соли никеля, магния или кобальта, которые взаимодействуют с поверхностью и заполняют поры.
Этот метод лучше подходит для окрашенных деталей и уменьшает образование уплотняющей сажи или минеральных отложений на поверхности. Однако его сложнее контролировать и сложнее повторить с той же точностью.
Холодная герметизация или герметизация при комнатной температуре
Химические материалы для холодной герметизации обычно включают составы на основе фторида никеля, предназначенные для взаимодействия с пористым слоем оксида алюминия и осаждения на поверхности в виде герметизирующего слоя фторалюмината.
Этот процесс травит поверхность для лучшей адгезии и производительности. Он также соответствует некоторым военным и автомобильным спецификациям. Однако это может быть медленным, и может потребоваться горячая водяная баня для ускорения отверждения, что затрудняет контроль.
Что дает анодирование и зачем его делать?
Анодирование чрезвычайно выгодно, если вы хотите получить высококачественный и долговечный алюминиевые детали. Поскольку оксидный слой полностью интегрирован с поверхностью материала, со временем он не будет скалываться, отслаиваться или трескаться. Чего нельзя сказать о краске или порошковой окраске. Анодированные покрытия имеют очень долгий срок службы благодаря превосходному сцеплению и адгезии покрытия.
Анодирование также упрочняет поверхность детали до твердости по шкале Роквелла 70C, что гарантирует ее долговечность. Поскольку анодированные детали очень долговечны, их не часто нужно смазывать, кондиционировать или перекрашивать. Кроме того, твердый анодированный алюминий является электрическим изолятором и служит жизнеспособным изоляционным материалом, когда других оказывается недостаточно.
Кроме того, твердый анодированный алюминий является электрическим изолятором и служит жизнеспособным изоляционным материалом, когда других оказывается недостаточно.
Когда вы используете анодирование для придания деталям определенного цвета, эти красители и красители не ложатся ненадежно на плоскую поверхность. Красители просачиваются в полые поры, образовавшиеся в результате реакции анодирования. Это означает, что деталь не теряет свой цвет при истирании, износе, воздействии УФ-излучения и других источниках повреждений. В зависимости от типа анодирования, которое вы используете, также существует широкий выбор цветовой отделки.
Помимо этих преимуществ, сам процесс экономически эффективен, как и затраты на обслуживание детали в течение ее жизненного цикла. Мало того, анодирование относительно безопасно и производит меньше вредных или экологически вредных побочных продуктов, чем другие процессы отделки.
Что нужно знать перед анодированием деталей?
Несмотря на то, что анодирование является неотъемлемой частью производства высококачественных алюминиевых деталей, следует помнить о нескольких вещах, прежде чем приступать к процессу. Конечно, не все материалы можно анодировать. Скорее всего, вы когда-либо будете анодировать только алюминий, хотя титан, цинк, тантал и ниобий также могут нуждаться в быстром раунде анодирования.
Чтобы анодировать деталь, ее необходимо полностью погрузить в раствор. Обычно для этого требуется закрепить деталь на подвесах, а это означает, что ваша деталь будет иметь конструктивные особенности, не вступающие в контакт с анодируемым раствором. В результате деталь никогда не может быть полностью анодирована на 100% ее поверхности.
Еще один фактор, о котором следует помнить, это то, что геометрические размеры и допуски вашей детали могут измениться при анодировании. Анодирование создает слой на детали, поэтому помните об этом, когда вы находитесь в процессе проектирования. Кроме того, анодирование повлияет на шероховатость поверхности вашей детали.
Кроме того, анодирование повлияет на шероховатость поверхности вашей детали.
Готовы преобразовать файл САПР в пользовательскую деталь? Загрузите свои проекты для бесплатной мгновенной оценки.
Получите мгновенное предложениеЧто такое анодированный алюминий? Плюс 5 общих вопросов об этом
Анодирование является одной из наиболее распространенных операций постобработки, выполняемых на алюминиевых деталях. Это электрохимический процесс, который включает в себя погружение алюминиевой детали в ряд резервуаров, превращая алюминиевую поверхность в прочное и устойчивое к коррозии покрытие.
Чтобы определить, является ли анодирование правильным выбором для конкретной детали, разработчики продукта должны сначала понять, как оно влияет на прочность, толщину, цвет и теплопроводность алюминия.
В этой статье представлены ответы на пять часто задаваемых вопросов об анодированном алюминии. Если вы хотите внедрить анодирование в свой обработанный продукт, эта статья для вас!
Если вы хотите внедрить анодирование в свой обработанный продукт, эта статья для вас!
Содержание
1) Как работает анодирование?
Процесс анодирования включает погружение и обработку чистой алюминиевой детали в химическую ванну с электролитом. Эта химическая ванна обычно делается из серной или хромовой кислоты (электропроводящий раствор).
Затем в эту химическую ванну подают постоянный электрический ток, создавая положительный электрический заряд на алюминиевой части и отрицательный заряд на пластинах электролита. В результате электрохимической реакции образуются поры на поверхности детали. Эти поры связываются с отрицательно заряженными ионами O₂ в электролите, образуя ячеистый оксидный слой (оксид алюминия) на компоненте.
Источник изображения: Висенте Нето, CC BY 4.0, через Wikimedia Commons
Этот слой оксида алюминия более прочен и устойчив к коррозии, чем нижележащая алюминиевая подложка. Однако почти каждая алюминиевая деталь естественным образом образует слой оксида алюминия при воздействии атмосферы. Так что же делает процесс анодирования уникальным, и почему вы должны утруждать себя достижением чего-то, что в значительной степени происходит естественным образом?
Так что же делает процесс анодирования уникальным, и почему вы должны утруждать себя достижением чего-то, что в значительной степени происходит естественным образом?
2) Зачем анодировать алюминиевые детали?
Когда вы подвергаете обычную алюминиевую деталь воздействию атмосферы, на ее поверхности образуется слой оксида алюминия. Однако этот слой обычно очень тонкий и легко стирается, особенно если его поцарапать или использовать в местах с загрязненным воздухом.
Однако, в отличие от обычного алюминия, детали из анодированного алюминия содержат оксид алюминия глубоко внутри алюминиевой подложки. Например, поры (и клеточный оксидный слой), образующиеся в результате электрохимической реакции, могут достигать 25 микрон. В результате у вас будет алюминиевый компонент, устойчивый к коррозии, устойчивый к царапинам и способный выдержать практически любое химическое воздействие.
3) Делает ли анодирование алюминиевые детали прочнее?
Прибор для измерения твердости материала
Анодирование не делает алюминиевый компонент прочнее или слабее. Вместо этого он увеличивает твердость алюминияㅡ, которая описывает устойчивость алюминиевого компонента к поверхностным вмятинам, царапинам или истиранию. Например, анодированный алюминиевый компонент может быть в три раза прочнее исходного алюминиевого сплава.
Вместо этого он увеличивает твердость алюминияㅡ, которая описывает устойчивость алюминиевого компонента к поверхностным вмятинам, царапинам или истиранию. Например, анодированный алюминиевый компонент может быть в три раза прочнее исходного алюминиевого сплава.
Кроме того, детали из анодированного алюминия обычно легче, чем детали из других металлов, таких как медь и нержавеющая сталь. Эта уникальная характеристика делает их идеальными для применения в аэрокосмической отрасли, где требуются легкие металлы.
4) Улучшает ли анодирование теплопроводность алюминия?
Теплопроводность описывает способность материала передавать или проводить тепло. Эта способность увеличивается с увеличением теплового потока, толщины материала и площади поверхности материала.
Поскольку при анодировании образуется дополнительный оксидный слой на поверхности алюминиевого компонента, вы согласитесь, что это увеличивает толщину и площадь поверхности компонента. В результате анодированный алюминий будет иметь лучшую теплопроводность, чем необработанный алюминиевый компонент. Это делает детали из анодированного алюминия идеальными для современных применений радиаторов, используемых в электронике и других тепловых системах.
Это делает детали из анодированного алюминия идеальными для современных применений радиаторов, используемых в электронике и других тепловых системах.
5) Какие бывают виды анодирования?
Анодирование обычно классифицируется в соответствии со стандартом MIL-A-8625 на три типа:
- Анодирование типа I
- Анодирование II типа
- Тип III Анодирование
В процессе анодирования типа I , также называемом анодированием хромовой кислотой, используется химическая ванна с хромовой кислотой для создания покрытий (или оксидного слоя) на поверхности алюминия. Он образует тонкое покрытие (до 2,5 микрон) и идеально подходит для тех случаев, когда требуется минимальная защита от коррозии и адгезия краски.
В процессе анодирования типа II используется химическая ванна с серной кислотой для создания оксидного слоя на алюминиевом компоненте. Этот тип анодирования создает оксидный слой толщиной до 25 микрон, что делает их более устойчивыми к коррозии, чем детали из анодированного алюминия типа I. Кроме того, поскольку они имеют более толстые оксидные слои (и поры), они лучше удерживают красители и цвет, чем анодированные детали «Типа I».
Кроме того, поскольку они имеют более толстые оксидные слои (и поры), они лучше удерживают красители и цвет, чем анодированные детали «Типа I».
В процессе анодирования типа III , также называемого анодированием с твердым покрытием, образуются оксидные слои толщиной более 25 микрон. Он использует серную кислоту в качестве химической ванны, как и анодирование типа II. Однако электрический ток в этом процессе заставляют течь в течение более длительных периодов времени, чем при анодировании типа II. Это позволяет им создавать более толстые слои и делает их более устойчивыми к коррозии, чем анодированные детали типа I и типа II.
6) Стоимость анодирования алюминия в домашних условиях
Если вы ищете способ защитить свои алюминиевые изделия и сэкономить деньги, анодирование — отличный выбор. Этот процесс намного превосходит покраску и может быть выполнен в вашем собственном доме за небольшую часть стоимости.
Фактическая стоимость, связанная с процессом, зависит от того, где вы живете, и детали, которую вы хотите анодировать.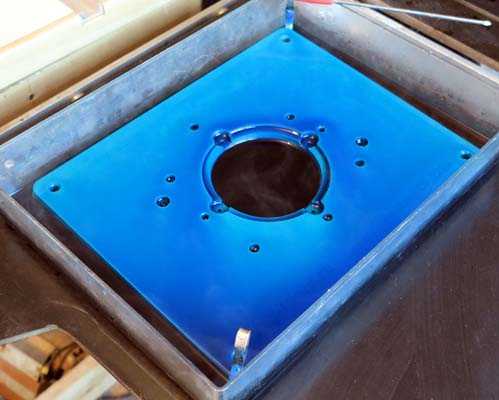 Чем крупнее деталь и чем тверже покрытие, тем дороже она будет стоить. Однако все же дешевле и быстрее сделать это дома.
Чем крупнее деталь и чем тверже покрытие, тем дороже она будет стоить. Однако все же дешевле и быстрее сделать это дома.
При масштабном анодировании алюминия важно помнить, что оборудование должно быть установлено в хорошо проветриваемом месте. Кроме того, покупка товаров оптом поможет вам сэкономить деньги.
Приобретение серной кислоты может оказаться сложной задачей в зависимости от того, где вы живете, но обычно вы можете найти ее в магазинах огнетушителей или в научных/химических компаниях. Однако для покупки серной кислоты оптом может потребоваться лицензия или разрешение, поэтому сначала обязательно проконсультируйтесь с местными властями.
7) Материалы, необходимые для анодирования алюминия
Большинство материалов, необходимых для анодирования алюминия, являются простыми и их легко найти. Они также относительно недорогие. Если вы хотите делать это регулярно дома, вы можете настроить собственную станцию анодирования.
‘
Вот что вам понадобится:
- Дистиллированная вода
- Резервуары и контейнеры для хранения жидкостей во время процесса
- Серная кислота
- А катод
- Нейтрализатор кислоты
- Обезжириватель
- Алюминиевая проволока или титановая проволока
- Щелок
- Краситель (любой цвет по вашему желанию)
- Батарейка (или любой другой источник питания)
Также необходимо найти хорошо проветриваемое место для установки станции анодирования; обязательно наденьте очки, перчатки и респиратор.
В дополнение к предметам, которые мы перечислили, вы также захотите купить несколько дополнительных вещей, которые, по нашему мнению и опыту, облегчат вам работу. К ним относятся:
- Шарики для пинг-понга (вы можете положить их в бак, чтобы предотвратить накопление кислотного тумана)
- Мешалка
- Недорогой чайник для красителя
- Кухонный термометр для проверки температуры
8) Анодирование алюминия – основные шаги
После того, как вы собрали все, что мы перечислили выше, все, что вам нужно сделать, это выполнить следующие шаги.
1 – Используйте стальную мочалку или даже слегка абразивную губку для мытья посуды, чтобы очистить поверхность алюминия, который вы собираетесь анодировать. Это поможет удалить любые следы механической обработки с металла.
2 – Следующий шаг – надеть все защитное снаряжение, т. е. перчатки, защитные очки и т. д.
3 – Очистите деталь с помощью обезжиривателя, а затем промойте ее дистиллированной водой.
4 – Приготовьте раствор щелочи, обычно от 10 до 20%. Добавьте около четырех столовых ложек щелочи на галлон воды. Смешайте этот раствор с чистой дистиллированной водой и поместите в него детали. Наденьте резиновые перчатки и подождите несколько минут, пока раствор впитается в алюминий. Вы должны увидеть появление пузырьков, указывающих на то, что поверхность алюминия чистится. Это не должно занимать более 5 минут.
5 – Извлеките деталь из ванны со щелочью и промойте ее дистиллированной водой. Убедитесь, что деталь чистая. Если вы видите, что вода стекает с поверхности, смойте ее еще несколько раз.
6 – Затем вы хотите установить деталь, прикрепив ее к алюминиевой или титановой проволоке. У него должно быть прочное соединение, и имейте в виду, что там, где провод соприкасался с деталью, останется неанодированная метка. Так что выбирайте место с умом.
7– Следующим шагом является создание ванны путем заливки серной кислоты в дистиллированную воду. Вы делаете это, смешивая 1 часть кислоты с тремя частями дистиллированной воды. Однако, независимо от температуры окружающей среды, важно следить за тем, чтобы в ванне была температура 70 градусов по Фаренгейту. Если она превысит эту температуру или опустится ниже 65F, это разрушит процесс, и результаты будут неутешительными.
Однако, независимо от температуры окружающей среды, важно следить за тем, чтобы в ванне была температура 70 градусов по Фаренгейту. Если она превысит эту температуру или опустится ниже 65F, это разрушит процесс, и результаты будут неутешительными.
8 — Затем вы добавите катод в резервуар, но убедитесь, что он не касается детали, которую вы хотите анодировать. Детали, которые вы хотите анодировать, должны быть подвешены в баке так, чтобы они ни с чем не соприкасались. Затем вы добавляете небольшой нагреватель и термометр. Поверхность ванны также можно покрыть шариками для пинг-понга.
9 – Не начинать процесс, пока температура в ванне не достигнет 70 градусов.
10 – Затем подключите источник питания и подключите его к положительной клемме аккумулятора или источника питания. Затем минус подключается к катоду. Здесь вам нужно быть осторожным, потому что ванна начнет выделять опасные пары.
11 – Вам нужно установить силу тока в зависимости от площади поверхности, которую вы хотите анодировать. Если вам нужна твердая поверхность, установите значение 0,03 ампер на квадратный дюйм; если вы хотите что-то более мягкое, что будет впитывать краску, установите его на 0,02 ампера.
Если вам нужна твердая поверхность, установите значение 0,03 ампер на квадратный дюйм; если вы хотите что-то более мягкое, что будет впитывать краску, установите его на 0,02 ампера.
12 – Первоначально мы рекомендуем начинать с 16 вольт. В этом вам могут помочь некоторые онлайн-калькуляторы, но дома 16 вольт вполне достаточно. Однако здесь важно следить за температурой в резервуаре по ходу процесса. В процессе часто повышается температура, поэтому оставлять его в покое нельзя.
13 — Как только процесс анодирования начнется, вы можете начать нагревать красители. Большинство цветов хорошо работают при температуре 140 ° F, но некоторые цвета можно охладить. Все марки красок немного отличаются друг от друга и заслуживают некоторых экспериментов.
14 – Затем вы подготавливаете резервуар для дистиллированной воды, а другой – для нейтрализатора кислоты.
15 – После завершения отключите питание, извлеките детали из бака, а затем опустите их в дистиллированную воду на 15 секунд. Затем промойте в баке нейтрализатора в течение примерно 5 минут. Вы захотите сделать второй раунд полоскания в нейтрализаторе в течение 5 минут. Затем снова с дистиллированной водой, прежде чем погрузить детали в краску. Части мгновенно впитают цвет, но вам придется оставить их примерно на 15 минут, в зависимости от желаемой интенсивности.
Затем промойте в баке нейтрализатора в течение примерно 5 минут. Вы захотите сделать второй раунд полоскания в нейтрализаторе в течение 5 минут. Затем снова с дистиллированной водой, прежде чем погрузить детали в краску. Части мгновенно впитают цвет, но вам придется оставить их примерно на 15 минут, в зависимости от желаемой интенсивности.
16 — После того, как процесс окрашивания завершен, нужно прокипятить детали в течение 15 минут. Это поможет затвердеть краску, обеспечивая прочное уплотнение.
Алюминиевое анодированное покрытие: Gensun может помочь
Теперь, когда вы хоть что-то знаете об анодированном покрытии, вы согласитесь, что анодированные алюминиевые детали имеют ряд преимуществ по сравнению с обычными алюминиевыми деталями. Однако процесс анодирования не так прост, как кажется: он требует специальных технологий и опыта.
Gensun Precision Machining — ведущий поставщик высококачественных производственных услуг в Азии. Мы не только точно изготавливаем продукцию с использованием наших самых современных технологий обработки с ЧПУ, но также предоставляем широкий спектр услуг по отделке поверхностей, включая анодирование алюминия.
Узнайте больше о наших услугах по отделке поверхностей .
Примечание. Эта статья была первоначально опубликована в апреле 2021 г. и обновлена в мае 2022 г.
Процесс твердого анодирования и услуги по нанесению твердого покрытия
слои оксида алюминия и полимерного композита
что такое жесткое анодирование
твердое анодирование
области применения
новаторские отрасли
места и контакты
что такое твердое анодирование?
Твердое анодирование — это термин, используемый для описания функционального улучшения алюминиевых компонентов в качестве анода в специальных холодных электролитах. Этот процесс иногда также называют анодированием твердого покрытия. Твердое анодирование создает очень тонкие неметаллические конверсионные покрытия. Части основного материала полностью интегрируются с покрытием, что обеспечивает чрезвычайно высокую прочность сцепления анодных слоев. Обработка поверхности Aalberts предлагает два процесса твердого анодирования: CompCote ® и HART-COAT ® .
Обработка поверхности Aalberts предлагает два процесса твердого анодирования: CompCote ® и HART-COAT ® .
твердое анодирование с CompCote®
CompCote ® обозначает твердоанодированные композитные покрытия на основе оксида алюминия и полимера. Процесс нанесения покрытия запатентован, в частности, в Европе и США. Управление по санитарному надзору за качеством пищевых продуктов и медикаментов США (FDA) оценило покрытия CompCote ® как безопасные для контакта с пищевыми продуктами.
твердое анодирование с HART-COAT®
HART-COAT 9, одна из наших основных компетенций0395 ® заложил основу для твердого анодирования в Германии еще в начале 1960-х годов. Сегодня мы обслуживаем клиентов из всех ключевых отраслей. Каждый год более 500 миллионов компонентов обрабатываются с помощью наших надежных процессов твердого анодирования.
Преимущества, которые вы получаете, сотрудничая с Aalberts по технологиям обработки поверхностей:
- Передовая технология обработки алюминиевых компонентов длиной до восьми метров
- Большое разнообразие процессов для свойств отдельных компонентов
- Максимальная точность с нашими собственными электролитами
- HART-COAT ® соответствует стандарту ISO 10074
- Мы являемся лидером на рынке процессов твердого анодирования в Германии, и благодаря многим предприятиям в Европе и Китае у нас хорошие позиции когда речь идет о реализации международных проектов
CompCote®
как работает CompCote®
После обработки материалов с помощью CompCote ® , основной материал превращается в твердые анодированные слои посредством анодного окисления и одновременного молекулярного связывания слоя оксида алюминия с полимерами. Этот процесс создает идеальную связь между покрытием и основным материалом. Благодаря содержанию молекулярного полимера CompCote ® создает мосты химической связи в сочетании со специально подобранными верхними покрытиями, так что здесь также создается превосходная прочность сцепления.
Этот процесс создает идеальную связь между покрытием и основным материалом. Благодаря содержанию молекулярного полимера CompCote ® создает мосты химической связи в сочетании со специально подобранными верхними покрытиями, так что здесь также создается превосходная прочность сцепления.
свойства CompCote®
Благодаря очень твердому оксиду алюминия CompCote ® метод обработки поверхности обеспечивает высокую прочность, зависящую от сплава и технологического процесса. При испытании на стойкость к истиранию (испытание Taber Abraser) покрытие демонстрирует выдающуюся износостойкость. Часто оно имеет лучшие показатели, чем обычные анодированные покрытия. Покрытия CompCote ® обладают высокой коррозионной стойкостью. При испытании на удар с помощью стержня с надрезом они демонстрируют волокнистую структуру разрушения, в то время как обычные оксидные слои разрушаются хрупким образом, подобно стеклу.
CompCote ® создает оптимизированную микроструктуру на поверхности: в фрикционных парах и тестах на трение слои композита демонстрируют превосходные свойства скольжения — так называемые «задиры» в результате плохой смазки могут быть исключены. Кроме того, покрытия CompCote ® легко окрашиваются. Наши стандартные цвета включают черный, титаново-серый, синий, красный, золотой и зеленый. Окрашенные поверхности более устойчивы к свету, чем окрашенные обычными анодированными покрытиями. КомпКот ® -H — это вариант, на который стоит обратить внимание, когда речь идет о специальных требованиях. Это покрытие еще более твердое и обеспечивает еще лучшую защиту от износа и коррозии.
Кроме того, покрытия CompCote ® легко окрашиваются. Наши стандартные цвета включают черный, титаново-серый, синий, красный, золотой и зеленый. Окрашенные поверхности более устойчивы к свету, чем окрашенные обычными анодированными покрытиями. КомпКот ® -H — это вариант, на который стоит обратить внимание, когда речь идет о специальных требованиях. Это покрытие еще более твердое и обеспечивает еще лучшую защиту от износа и коррозии.
Базовые материалы, подходящие для CompCote®
CompCote ® пригодны практически для всех алюминиевых сплавов.
HART-COAT®
как работает HART-COAT®
Твердое анодирование — это процесс покрытия поверхности для функционального улучшения алюминиевых материалов. С помощью электрического тока мы превращаем поверхность заготовки в твердый керамический слой оксида алюминия. Новый слой создается в виде правильных шестиугольных ячеек, которые, как соты, располагаются перпендикулярно поверхности заготовки. Такое столбчатое расположение создает особенно стабильную ячеистую структуру; каждая ячейка имеет поровой канал. В результате HART-COAT ® защищает детали от износа и коррозии. HART COAT ® , доступный в различных вариантах и подходящий для многих процессов последующей обработки, является очень универсальным типом покрытия.
Такое столбчатое расположение создает особенно стабильную ячеистую структуру; каждая ячейка имеет поровой канал. В результате HART-COAT ® защищает детали от износа и коррозии. HART COAT ® , доступный в различных вариантах и подходящий для многих процессов последующей обработки, является очень универсальным типом покрытия.
свойства HART-COAT®
В результате метаморфоза оксида алюминия покрытия HART-COAT ® являются чрезвычайно твердыми и износостойкими. В процессе твердого анодирования половина оксида врастает в основной материал, а другая половина вырастает из него. Это создает особенно прочную связь между покрытием и основным материалом. Похожий на керамику HART-COAT 9Слой 0395 ® является электроизоляционным. Обладает низкой теплопроводностью и высокой диэлектрической прочностью. С увеличением толщины покрытия диэлектрическая прочность увеличивается, но не пропорционально. При нанесении в качестве защитного слоя на нижние концы поршней двигателей он способен выдерживать экстремально высокие температуры в течение короткого времени. В зависимости от профиля требований могут быть реализованы специальные процессы последующей обработки для дальнейшего повышения износостойкости и коррозионной стойкости или характеристик скольжения.
В зависимости от профиля требований могут быть реализованы специальные процессы последующей обработки для дальнейшего повышения износостойкости и коррозионной стойкости или характеристик скольжения.
основные материалы, подходящие для твердого анодирования
Будь то деформируемые сплавы, литые сплавы или сплавы, полученные литьем под давлением, почти все технически интересные алюминиевые сплавы могут быть обработаны покрытиями HART-COAT ® . По возможности, если вы решите заказать у нас покрытие своих компонентов, необходимо соблюдать следующие условия:
- Отсутствие дефектов материала, обработки или поверхности
- Отсутствие остатков масла
- Защитная упаковка для конкретных деталей
- Механическая обработка перед нанесением покрытия
- Отсутствие посторонних частиц на поверхности заготовки
- Тщательно снятые заусенцы и, по возможности, закругленные края
- Необходимо учитывать торцевые расстояния
- Могут потребоваться выпускные отверстия
области применения материалов, покрытых CompCote®
Сочетание алюминия низкой плотности и CompCote ® открывает новые возможности, когда речь идет о технических и декоративных применениях с повышенными требованиями к качеству. КомпКот ® не влияет на усталостную прочность основного материала при изгибе, что делает его особенно интересным для применения в авиационной отрасли.
КомпКот ® не влияет на усталостную прочность основного материала при изгибе, что делает его особенно интересным для применения в авиационной отрасли.
Дальнейшие области применения, в которых Compcote® Excels:
- Automotive
- Электротехника
- Продовольственная промышленность
- Mechanical Engineering
- Medical Technology
- MACHINES
Благодаря хорошей износостойкости алюминий с твердым покрытием может заменить более дорогую износостойкую сталь или другие коррозионностойкие материалы.
Твердоанодированный алюминий используется для предотвращения контактной коррозии, улучшения свойств скольжения и повышения электрической или тепловой изоляции.
Плотность алюминиевых сплавов равна одной трети плотности обычных материалов из железа и цветных металлов. При переходе со стали или латуни на алюминий можно значительно снизить силы инерции быстровращающихся деталей машин. Это приводит к новым конструктивным возможностям и экономии энергии. ПОКРЫТИЕ HART ® создает требуемую поверхностную прочность.
Это приводит к новым конструктивным возможностям и экономии энергии. ПОКРЫТИЕ HART ® создает требуемую поверхностную прочность.
examples of components which can be finished with HART-COAT®:
| Spacers | Bearing rollers |
| Iron bottoms | Bearing shells |
| Surgical instruments | Baffle plates |
| Демпфирующие камеры | Направляющие ролики |
| Форсунки | Монтажные пластины |
| Guided cylinders | Cam discs |
| Housings | Pneumatic and hydraulics cylinders |
| Holders and fixtures | Rollers |
| Levers | Coils |
| Heating plates | Transport levers |
| Изоляторы | Клапаны |
| Детали камеры | Колеса компрессора |
| Коромысел | Toothed wheels and racks |
| Clamping devices | Centrifuges |
| Pistons | Cylinder heads |
| Clutch parts | Cylinder liners |
HART-COAT®-GLATT – especially smooth и износостойкий
HART-COAT®-GLATT (HC-GL) представляет собой вариант процесса HART-COAT®, позволяющий получать очень гладкие и износостойкие покрытия на алюминиевых материалах. Покрытия HC-GL формируются анодным оксидированием в охлаждаемом кислом электролите специального состава. Мы предлагаем этот процесс на наших предприятиях в Керпене, Вайтерштадте, Кирххайме, а также в Геппингене-Форальбе.
Покрытия HC-GL формируются анодным оксидированием в охлаждаемом кислом электролите специального состава. Мы предлагаем этот процесс на наших предприятиях в Керпене, Вайтерштадте, Кирххайме, а также в Геппингене-Форальбе.
HART-COAT-h3®
HART-COAT-h3® (HC-h3®) — это твердое анодное покрытие, специально разработанное для применения в водородных технологиях.
Анодный слой особенно подходит для некоторых алюминиевых компонентов в водородном тракте топливных элементов. Благодаря плотной и однородной структуре слоя, а также незначительному увеличению шероховатости в процессе анодирования достигается высокая общая коррозионная стойкость. Это более высокое сопротивление приводит к более длительному сроку службы электрически непроводящего анодного слоя, что также повышает устойчивость к щелевой коррозии или коррозии под поверхностью на уплотнительных поверхностях. Все еще неповрежденный слой оксида алюминия поддерживает непрерывный барьерный эффект против водорода, что является еще одним преимуществом использования HC-h3® вместо классических (твердых) анодных слоев.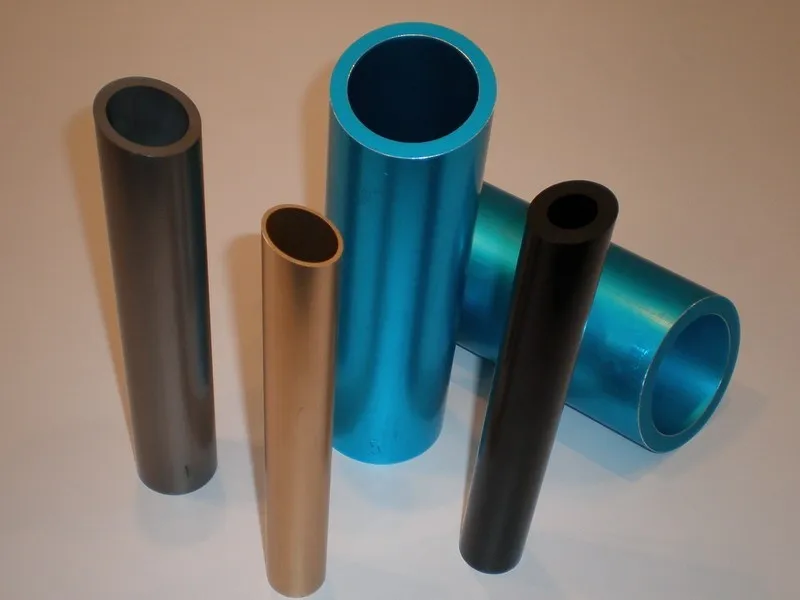
Описанные свойства делают HC-h3® предпочтительным выбором для анодных слоев, например. следующие компоненты:
- Нагнетатель рециркуляции анода (ARB)
- Инжектор газообразного водорода (HGI)
- Анодный блок в качестве несущего модуля для ARB и HGI
- Модуль подачи водорода (HSM)
- Направляющие или коллекторы для распределения водорода (от наполнитель через сосуд под давлением в штабель)
основные особенности процесса:
- Типичные рабочие условия для топливных элементов находятся в диапазоне температур от -40 °C до +120 °C с давлением до 20 бар
- Высокие требования к коррозионной стойкости и непроницаемости в этой области
- Процедуры испытаний на отдельные напряжения (изменение температуры, непроницаемость и коррозия) или наложенные напряжения (циклические комплексные напряжения), указанные OEM-производителями и поставщиками, успешно пройдены
- Типовой диапазон толщины слоя от 10 до 25 мкм (+/- 5) с типичной твердостью слоя > 450 HV 0,025
загрузки
отрасли, которые мы обслуживаем
часто задаваемые вопросы
МОЖЕТ ЛИ АНОДИРОВАННЫЙ АЛЮМИНИЙ ЗАМЕНИТЬ СТАЛЬ?
Да, при условии, что алюминиевый сплав имеет правильные механические свойства.
Механические свойства алюминиевого компонента (например, прочность на растяжение) должны соответствовать соответствующему применению.
По сравнению со сталью алюминий имеет следующие преимущества:
- Алюминий примерно на две трети легче стали
- Использование алюминиевых компонентов в автомобилях
- Экономия топлива и, следовательно, меньше выбросов загрязняющих веществ
- Повышение полезной нагрузки
- Увеличение запаса хода электромобилей
- Алюминий является хорошим теплопроводником (алюминий: 170–220 Вт/м·К, сталь: 47–58 Вт/м2). mK)
- Алюминий можно обрабатывать и формовать бесчисленными способами
ПОЧЕМУ КОМПОНЕНТЫ ДОЛЖНЫ БЫТЬ БЕЗ МАСЛА И ОСТАТОК ПЕРЕД ТВЕРДЫМ АНОДИРОВАНИЕМ?
Обычно масло и остатки ухудшают качество покрытия. Они могут иметь изолирующий эффект, препятствующий образованию слоя. Поскольку твердые анодированные покрытия являются конверсионными покрытиями, их остатки впоследствии могут быть видны на поверхности. Когда масло или другие остатки удаляются в процессе нанесения покрытия, ванна для анодирования загрязняется. Масло и остатки внутри ванны могут снова прилипнуть к компонентам, когда они вынимаются из ванны.
Когда масло или другие остатки удаляются в процессе нанесения покрытия, ванна для анодирования загрязняется. Масло и остатки внутри ванны могут снова прилипнуть к компонентам, когда они вынимаются из ванны.
КАКОВЫ ПРЕИМУЩЕСТВА ТВЕРДОГО АНОДИРОВАНИЯ?
Твердое анодирование улучшает износостойкость и коррозионную стойкость алюминиевых компонентов. Твердоанодированные покрытия являются тепловыми и электрическими изоляторами. Поскольку они являются электроизоляционными, их можно использовать для электрической изоляции. Компоненты, обработанные твердым анодированием, могут временно подвергаться высоким термическим нагрузкам. Поскольку высокие температуры достигают основного материала равномерно и только с задержкой, они не повреждают компоненты. Твердое анодирование — это метод отделки, который следует использовать, когда речь идет о алюминиевых компонентах для массового применения.
СУЩЕСТВУЮТ ЛИ ОГРАНИЧЕНИЯ ПО ВЕСУ ЗАГОТОВОК, ПОДЛЕЖАЩИХ ПОКРЫТИЮ?
Максимальный вес зависит от возможностей окрасочной установки. Поскольку алюминий имеет низкую плотность, необходимо учитывать не вес, а размеры компонента.
Поскольку алюминий имеет низкую плотность, необходимо учитывать не вес, а размеры компонента.
ЧТО ОСОБЕННОГО В ЭТИХ ПОКРЫТИЯХ?
Эти покрытия являются так называемыми конверсионными покрытиями. Части основного материала полностью интегрируются с покрытием, что обеспечивает чрезвычайно высокую прочность сцепления анодных слоев.
расположения процессов
другие процессы
обработка поверхности
обработка поверхностиХанчжоу
Китай 30.274084120.15507 ханчжоу@aalberts-st.cn +86 (571) 5757 9777 показать местоположениепоказать все местоположения
условия и положения
заявление о защите данных
юридическое уведомление
сертификаты
Подписывайтесь на нас
условия и положения
заявление о защите данных
юридическое уведомление
сертификаты
Об анодировании алюминия
Гиды
Поделиться:
Алюминий анодирован для защиты от коррозии и износа. Этот процесс также позволяет производителям изменять цвет поверхности алюминия, тем самым повышая его эстетическую ценность, даже если он защищает металл. Анодированный алюминий является важным продуктом для ряда отраслей, в том числе для аэрокосмической и автомобильной промышленности, а также для различных видов спорта, таких как скалолазание и походы.
Этот процесс также позволяет производителям изменять цвет поверхности алюминия, тем самым повышая его эстетическую ценность, даже если он защищает металл. Анодированный алюминий является важным продуктом для ряда отраслей, в том числе для аэрокосмической и автомобильной промышленности, а также для различных видов спорта, таких как скалолазание и походы.
Процесс анодирования алюминия
При анодировании алюминия вокруг анодируемого алюминия образуется слой оксида алюминия. Этот оксид представляет собой пассивное вещество, которое обычно образуется вокруг любого открытого куска алюминия. Однако в процессе анодирования образуется гораздо более толстый и защитный слой оксида алюминия, чем это могло бы произойти естественным образом. В Соединенных Штатах основной формой анодирования алюминия является анодирование фосфорной кислотой. Он используется из-за сравнительно малой токсичности кислот по сравнению с материалами, используемыми в других возможных методах.
При контролируемой температуре алюминий заряжается электрическим током и погружается в раствор кислоты. Реакция отрицательно заряженной кислоты и положительно заряженного алюминия приводит к образованию толстого слоя кристаллов корунда вокруг детали, что повышает твердость алюминия и коррозионную стойкость. Корунд — это особая форма оксида алюминия, которая часто используется в качестве абразива, но здесь действует как защитное покрытие. Кристаллы корунда, которые образуются вокруг алюминия во время анодирования, также содержат поры, которые позволяют алюминию подвергаться обработке красителем (до тех пор, пока материал не будет герметизирован паром или нагретой водой). Борная кислота образует очень непористое покрытие, поэтому учитывайте это при выборе процесса анодирования.
Реакция отрицательно заряженной кислоты и положительно заряженного алюминия приводит к образованию толстого слоя кристаллов корунда вокруг детали, что повышает твердость алюминия и коррозионную стойкость. Корунд — это особая форма оксида алюминия, которая часто используется в качестве абразива, но здесь действует как защитное покрытие. Кристаллы корунда, которые образуются вокруг алюминия во время анодирования, также содержат поры, которые позволяют алюминию подвергаться обработке красителем (до тех пор, пока материал не будет герметизирован паром или нагретой водой). Борная кислота образует очень непористое покрытие, поэтому учитывайте это при выборе процесса анодирования.
Рекомендации по анодированию алюминия
Для анодирования алюминий должен быть полностью очищен от грязи, копоти, жира и мусора. Любое пятно, даже отпечаток пальца, может снизить эффективность покрытия. Анодированный алюминий, хотя в целом устойчив к коррозии, тем не менее подвержен гальванической коррозии. Это означает, что контакт со многими другими металлами, включая медь и сталь, вызовет коррозию. С другой стороны, дождь фактически удаляет вредные и неприглядные отложения с анодированного алюминия, а не вызывает деградацию деталей. Эффективность анодной пленки зависит от ее толщины, которая должна соответствовать условиям, с которыми она будет сталкиваться. Более толстые покрытия обычно требуются для более суровых условий.
Это означает, что контакт со многими другими металлами, включая медь и сталь, вызовет коррозию. С другой стороны, дождь фактически удаляет вредные и неприглядные отложения с анодированного алюминия, а не вызывает деградацию деталей. Эффективность анодной пленки зависит от ее толщины, которая должна соответствовать условиям, с которыми она будет сталкиваться. Более толстые покрытия обычно требуются для более суровых условий.
Прочие изделия из алюминия и анодирования
- Различные типы марок алюминия (свойства и применение) Алюминий
- 6061 и алюминий 7075 — различия в свойствах, прочности и использовании Алюминий
- 6061 и алюминий 5052 — различия в свойствах, прочности и использовании Алюминий
- 6061 и алюминий 6063 — различия в свойствах, прочности и использовании Алюминий
- 6061 и алюминий 2024 — различия в свойствах, прочности и использовании Алюминий
- 3003 и алюминий 6061 — различия в свойствах, прочности и использовании
- Все об алюминии 5052 (свойства, прочность и применение)
- Все об алюминии 2024 (свойства, прочность и применение)
- Все об алюминии 6063 (свойства, прочность и применение)
- Все об алюминии 3003 (свойства, прочность и применение)
- Ведущие поставщики и производители алюминия в США
- Все об алюминии 6061 (свойства, прочность и применение)
- Все об алюминии 7075 (свойства, прочность и применение)
- Стандартные размеры алюминиевых трубок
- Все об алюминиевой бронзе — прочность, свойства и применение
- Воздействие анодирования на окружающую среду
Еще от Изготовление и изготовление на заказ
Найдите и оцените OEM-производителей, производителей на заказ, сервисные компании и дистрибьюторов.
Будьте в курсе отраслевых новостей и тенденций, анонсов продуктов и последних инноваций.
Найдите материалы, комплектующие, оборудование, расходные материалы для техобслуживания и многое другое.
Более 10 миллионов моделей от ведущих OEM-производителей, совместимых со всеми основными программными системами САПР.
Начать поиск поставщиков Заявите о профиле своей компании ico-arrow-default-right ico-поставщикБолее 500 000 подробных профилей поставщиков
ico-white-paper-case-studyБолее 300 000 статей и технических документов
ico-product6 миллионов+ промышленных товаров
ico-cadБолее 10 миллионов 2D- и 3D-чертежей САПР
Анодирование алюминия 101: Как анодировать алюминиевые детали
Последнее обновление 16 апреля 2022 г.
Процесс анодирования идеально подходит для нескольких материалов, однако наиболее важным и широко используемым является алюминий. Если вы новичок в механической обработке, возможно, вы не знакомы с анодированием. Процесс анодирования может создать слой оксида на металлических деталях и оказаться полезным для улучшения визуальных качеств металлических деталей.
В этом руководстве вы узнаете все, что вам нужно знать об анодировании алюминия. Мы обсудим, что такое анодирование алюминия, как анодировать алюминий и преимущества анодирования алюминия. Давайте проверим больше.
Что такое анодированный алюминий?
Анодированный алюминий был обработан электролитическим способом для упрочнения и защиты металла. Этот процесс создает слой оксида на поверхности алюминия, который является более прочным и устойчивым к коррозии, чем сам металл. Этот оксидный слой может обеспечить защиту от коррозии металлических деталей.
Анодированный алюминий часто используется в тех случаях, когда металл должен быть прочным и устойчивым к внешним воздействиям. Процесс анодирования также можно использовать для изменения цвета алюминия, придавая ему уникальную отделку, которая одновременно прочная и стильная.
Как работает анодирование алюминия?
Анодировать алюминиевую деталь можно независимо от способа производства. Процесс анодирования алюминия является экономичным и простым методом, поэтому он имеет широкий спектр применения в различных отраслях промышленности.
Прежде чем понять, как работает анодированный алюминий, мы должны сначала узнать о выборе материалов для анодирования и о подготовке, которую необходимо выполнить перед анодированием деталей.
Материалы для процесса анодирования
Процесс анодирования — это электрохимический процесс, придающий металлической поверхности прочность, декоративный вид и защиту от коррозии. Алюминий подходит для токопроводящих материалов и является одним из наиболее подходящих для анодирования. Некоторые другие цветные металлы, такие как титан и магний, также могут быть анодированы.
Алюминий подходит для токопроводящих материалов и является одним из наиболее подходящих для анодирования. Некоторые другие цветные металлы, такие как титан и магний, также могут быть анодированы.
Процесс анодирования не подходит для нержавеющей стали и стали из-за образования ржавчины. Ржавчина не может создать прочное и коррозионно-стойкое покрытие на стали, в то время как алюминий содержит естественный оксидный слой для защиты нижних металлических частей.
Оксид алюминия нельзя наносить на гальваническую или окрашенную поверхность, а оксид алюминия может полностью интегрироваться с основной алюминиевой подложкой. Он не отслаивается и имеет высокопористую структуру для вторичной обработки окраски и запечатывания.
Зеркальные характеристики и особенности анодированной поверхности и отделки доказали, что алюминий является одним из наиболее предпочтительных материалов для различных секторов. Некоторые основные преимущества анодирования алюминия делают его широко используемым материалом для производства тысяч промышленных товаров.
Его можно использовать для создания самых высоких строительных конструкций, таких как Иллинойс и Уиллис-Тауэр в Чикаго.
Он требует меньше обслуживания и обеспечивает прочный внешний вид, навесные стены, потолки, вестибюли, полы и коммерческие здания.
Считается экологически чистым материалом и защищает спутники от агрессивной среды.
Советы по подготовке поверхности перед анодированием
При необходимости используйте методы механической отделки. Одного травления недостаточно для исправления уже существующих дефектов поверхности, таких как царапины и вмятины. Если они очевидны на поверхности детали, вы можете также использовать методы механической полировки, такие как шлифовка, полировка и пескоструйная обработка.
Следите за своей упаковкой. Прежде чем отправлять детали для анодирования, убедитесь, что вы упаковали их так, чтобы они были защищены от вмятин и хорошо амортизировались. Кроме того, избегайте наклеивания ленты непосредственно на анодируемую поверхность.
Убедитесь, что ваши детали должным образом очищены и обезжирены. Обращайте внимание на неочищенную стружку, осевшую на глухих отверстиях, отпечатки пальцев на поверхности (избегайте касания деталей голыми руками!)
Удалите стальные вставки, такие как заклепки и штифты, на деталях, подлежащих анодированию, поскольку они могут по-разному подвергаться коррозии в ходе различных процессов обработки.
Как анодировать алюминиевые детали: шаг за шагом
Принцип работы анодированных алюминиевых деталей заключается в индукции окисления алюминия путем погружения его в электропроводящий кислотный раствор электролита, при котором высвобождаются ионы кислорода. Этот метод использует анодные пленки для получения эстетических эффектов.
Чтобы лучше понять процесс анодирования алюминиевых деталей, рассмотрим 4 основных этапа:
Этап 1: Предварительная обработка
Процесс предварительной обработки включает в себя достижение видимой отделки и чистую рабочую часть.
Очистка: Очистка перед обработкой важна для удаления остатков смазки, масел и других загрязнений из предыдущего производственного процесса, такого как экструзия или обработка алюминия на станках с ЧПУ, чтобы избежать загрязнений и несоответствий в готовой детали.
Травление: Обработка поверхности детали перед анодированием важна, поскольку от нее зависит качество конечного результата. Изменить желаемую отделку поверхности можно с помощью травления, при котором мелкие дефекты на поверхности исправляются при подготовке к анодированию.
Этап 2: Анодирование оксида
После подготовки поверхности детали проходят стадию анодирования, погружая их в ванну с раствором электролита серной кислоты (которая может варьироваться в зависимости от выбранного типа процесса анодирования). Раствор электролита имеет много положительных и отрицательных ионов и является электропроводным раствором.
Положительные ионы могут притягивать отрицательные пластины и отрицательные ионы к положительному аноду. Электрический ток вызывает его в цепи. Отрицательный ион притягивает алюминиевые детали, которые являются положительным анодом. Алюминиевые детали будут служить анодом.
Электрический ток вызывает его в цепи. Отрицательный ион притягивает алюминиевые детали, которые являются положительным анодом. Алюминиевые детали будут служить анодом.
В то же время внутри бака установлен катод, который обеспечивает активное прохождение электрического тока через систему и вызывает выделение ионов кислорода из раствора электролита. Этот процесс создаст оксид алюминия в подложке, который также называется барьерным слоем. Но она более грубая, чем алюминиевая поверхность.
Этап 3: Окрашивание
Анодное покрытие, сформированное на поверхностном слое, имеет пористую структуру, что позволяет добавлять цвет в деталь. Различные способы добавления цвета к анодированной детали включают погружение ее в красители или растворенные соли металлов. Этот процесс обеспечивает такие отделки, как черный анодированный алюминий, золото, черный, никель и нержавеющая сталь.
Этап 4: Герметизация
Чтобы закрыть пористую поверхность, образовавшуюся при анодировании, и обеспечить однородную поверхность, детали подвергаются заключительному этапу, при котором их погружают в раствор ацетата никеля. Герметизация обеспечивает долговечность цвета и предотвращает дальнейшую коррозию анодированной детали.
Герметизация обеспечивает долговечность цвета и предотвращает дальнейшую коррозию анодированной детали.
Различные типы процесса анодирования алюминия
Итак, чем отличается анодирование алюминия от других видов отделки, так это его процесс. Большинство защитных покрытий добавляются в материал, в то время как в анодированном алюминии покрытие формируется за счет удаления положительных ионов с поверхности алюминиевых деталей. Существует три основных типа процесса анодирования алюминиевых деталей, что приводит к различным покрытиям и внешнему виду, которые мы видим на некоторых продуктах.
Тип I – Анодирование хромовой кислотой
Этот тип использует раствор хромовой кислоты для создания тонкого покрытия (от 0,5 до 2,5 микрон) на деталях. Анодирование хромовой кислотой дает самое тонкое покрытие и наименьшее поглощение цвета среди трех основных типов. Хотя покрытие относительно тонкое, оно защищает алюминиевую деталь от коррозии и является эффективным первым слоем для порошковой или окрашенной отделки.
Сернокислотное анодирование типа II
Анодирование типа II является наиболее часто используемым методом анодирования алюминиевых деталей, где он используется в качестве раствора для анодирования. Он производит анодированный слой от 2,5 до 25 микрон. Пористая природа этого процесса идеально подходит для хорошего впитывания красителей. Тип II не подходит для деталей с жесткими допусками.
Анодирование с твердым покрытием типа III (твердое анодирование)
Этот процесс твердого анодирования также выполняется в растворе серной кислоты. Однако полученный слой намного толще и плотнее, чем при обычном сернокислотном анодировании. Твердость оксида алюминия типа III эквивалентна, а разница в толщине твердого покрытия может изменить внешний вид поверхности подложки. Он используется в тяжелых условиях, где требуется превосходная стойкость к истиранию и коррозии, например, в медицинских устройствах.
Какой тип анодирования вам подходит?
Нелегко сделать шаг, чтобы выбрать наиболее подходящий тип анодирования и ноу-хау работ по анодированию. Вы должны выбрать процесс анодирования, учитывая различные области применения алюминиевых деталей. Высококвалифицированная компания может предложить, какой тип анодирования лучше всего подходит для вашего проекта. Вы можете выбрать лучшее анодирование алюминиевых деталей, сравнив различные виды анодирования.
Вы должны выбрать процесс анодирования, учитывая различные области применения алюминиевых деталей. Высококвалифицированная компания может предложить, какой тип анодирования лучше всего подходит для вашего проекта. Вы можете выбрать лучшее анодирование алюминиевых деталей, сравнив различные виды анодирования.
Тип 1 обладает особыми свойствами, такими как хорошая коррозионная стойкость, и использует хромовую кислоту для создания тонкого слоя, воздействующего на поверхность деталей. Тип 1 подходит для изготовления деталей самолетов.
- Анодирование
типа II в основном используется в архитектуре и авиации. Тип II использует серную кислоту вместо хромовой кислоты для создания толстых покрытий анодированного слоя на деталях. Тип II имеет умеренную износостойкость и использует серную кислоту для создания толстого слоя на поверхности алюминиевой детали.
Тип III лучше всего подходит для деталей, которые могут выдерживать химическое воздействие и высокую температуру.
Тип III имеет те же характеристики, что и тип II, но имеет некоторые отличия в результатах. Тип III создает слой коррозии и используется для изготовления прочных металлических деталей.
 Тип III имеет те же характеристики, что и тип II, но имеет некоторые отличия в результатах. Тип III создает слой коррозии и используется для изготовления прочных металлических деталей.
Тип III имеет те же характеристики, что и тип II, но имеет некоторые отличия в результатах. Тип III создает слой коррозии и используется для изготовления прочных металлических деталей.Преимущества анодирования алюминиевых деталей
Анодирование деталей имеет много преимуществ, и вот некоторые из причин, по которым вам может понадобиться анодирование:
Эстетика- повысить общую чистоту поверхности детали.
Долговечность- Весь процесс анодирования улучшает общую устойчивость детали к коррозии и истиранию, что в значительной степени способствует увеличению срока службы рабочей детали.
Простота обслуживания- Коррозионная стойкость и стойкость к истиранию анодированного алюминия затрудняют износ детали, что может потребовать дополнительных процессов изготовления и восстановления.
Стабильность цвета- В отличие от других методов покрытия, используемых в промышленности, анодированные детали не отслаиваются и не отслаиваются благодаря своей структуре.
Экономичный- Анодирование алюминия по стоимости является дешевым способом получения желаемой отделки с впечатляющими свойствами поверхности.
Обладают улучшенными изоляционными свойствами – Внешний анодированный слой деталей из анодированного алюминия обладает изоляционными свойствами и имеет низкую электропроводность. Так что причина выбора алюминия для анодированных деталей.
Советы по проектированию и рекомендации по анодированию алюминия
Размеры
Помните, что вам необходимо компенсировать толщину анодирования при получении окончательного размера детали и обозначения допусков на элементы.
Требования к твердости
Помните о своих применениях и их требованиях к прочности на растяжение, чтобы знать, какая твердость вам нужна для определения конструкции ваших деталей.
Подбор цвета
Управляйте своими ожиданиями при настройке желаемого цвета, так как различные металлы и сплавы реагируют на различные красящие соединения и параметры окраски.
Комбинированные покрытия
Анодированные детали могут также подвергаться процессам вторичного покрытия, таким как покраска и тефлоновая пропитка, для дальнейшего повышения их коррозионной стойкости и структурной целостности.
Проводимость
Проверка проводимости — это простой способ проверки анодирования алюминиевых деталей. Он может проверить проводимость поверхности с помощью цифрового мультиметра. Анодные слои могут быть хорошими изоляторами, и в определенных местах их можно наносить с прозрачным химическим конверсионным покрытием.
Экономия энергии
Алюминий снижает потребность в энергии и способствует продлению срока службы продукта. Он может служить как проводящей, так и конструкционной цели и сохраняет структуру, проводку и пространство.
Применение анодированного алюминия
Таким образом, анодирование произвело революцию в производстве алюминия благодаря превосходному и впечатляющему улучшению механических и эстетических свойств. Это можно увидеть практически в любой сфере деятельности:
Это можно увидеть практически в любой сфере деятельности:
Аэрокосмическая и оборонная промышленность
Медицинская промышленность
Автомобильная промышленность
3 Бытовая электроника
30002 Пользовательские детали
Архитектурная и строительная промышленность
Прототипирование и разработка продуктов
Дом
Hydraulic Fitting. и компании.
Заключение
Анодирование является важным процессом производства продукции и включает погружение алюминиевых компонентов в раствор электролита и химические ванны. Он имеет широкое применение во многих отраслях промышленности и оказывается полезным для обеспечения безопасного образа жизни. Этот процесс имеет разную стоимость и сложность, но он гарантирует получение более качественной и качественной конечной продукции.
В WayKen мы предлагаем профессиональные услуги по анодированию алюминия, которые предоставят вам наибольшую ценность благодаря нашим высококачественным процессам, быстрому выполнению работ и конкурентоспособным ценам.
Если у вас есть какие-либо предложения или проекты для рассмотрения, пожалуйста, не стесняйтесь обращаться к нам. Здесь мы можем предложить практические советы по различным услугам по отделке деталей, которые помогут улучшить ваши прототипы и детали.1. Дорого ли анодировать алюминий?
Анодирование алюминия является экономически выгодным процессом, но необходимо учитывать некоторые переменные, прежде чем оценивать стоимость алюминия. Этими переменными являются тип анодирования, толщина, время выполнения, требования к предварительной обработке, размеры алюминиевых материалов и процесс анодирования. Эти факторы влияют на увеличение или уменьшение стоимости.
2. Можно ли анодировать алюминий в домашних условиях?
Анодирование алюминия — простой и легкий процесс, и вы можете сделать это в домашних условиях. Попробуйте использовать маленькие алюминиевые детали, чтобы их можно было погрузить в небольшое количество кислоты.
Вам нужно найти небольшие алюминиевые детали для выполнения процесса анодирования алюминия. Вам потребуются серная кислота, катод, алюминиевая проволока, дистиллированная вода, нейтрализатор кислоты, источник питания, резервуары, защитные очки и перчатки.3. В какие цвета можно анодировать алюминий?
Процесс анодирования алюминия открыт для всех цветов радуги, и они отличаются от других методов и техник, таких как покраска и порошковое покрытие. Участвуют многие факторы, такие как сорт, отделочные ленты и размеры.
4. Можно ли дважды анодировать алюминий?
Когда ваши анодированные алюминиевые детали подвержены износу, это может привести к повреждению предметов, поэтому анодирование деталей можно будет повторить. Вы можете сделать это либо с помощью преобразования хромата, либо применяя другие методы. Он может восстановить внешний вид и обеспечивает гораздо лучшую адгезию для грунтовок. Это сделает ваш алюминиевый компонент более безопасным и привлекательным.
Анодированный алюминий: ответы на 10 важных вопросов
Вы, вероятно, видели изделия из анодированного алюминия в своей повседневной жизни. Анодирование — это простой способ защитить алюминий от коррозии и придать ему яркий цвет. Вы найдете эту отделку на спортивном инвентаре, автомобильных деталях, портативных устройствах и широком спектре других продуктов.
Если вам интересно, является ли анодирование лучшим способом отделки алюминиевых изделий, или хотите узнать больше о процессе и его преимуществах, эта статья для вас.
Здесь мы отвечаем на некоторые из наиболее часто задаваемых вопросов об анодировании алюминия, чтобы помочь вам решить, подходит ли этот процесс для вашей продукции.
Содержание
№ 1 – Что такое анодированный алюминий?
Воздействие на металл определенных сред, таких как воздух и влажность, приводит к образованию слоя оксида металла на открытой поверхности. В большинстве случаев оксидный слой является пассивным, что означает, что он больше не реагирует с окружающей средой так, как это делает чистый металл.
Ржавчина, которая образуется на железе, когда оно остается незащищенным, является одним из примеров этого.Подобно железу и другим металлам, алюминий естественным образом образует слой оксида при контакте с воздухом или влагой. Однако, в отличие от железа, образующийся слой оксида не является чешуйчатым или чрезмерно пористым и служит защитным экраном, предотвращающим дальнейшее окисление алюминия.
Другими словами, алюминий создает свой собственный тонкий барьер против коррозии, слегка подвергаясь коррозии. Это похоже на то, как человеческая кожа загорает, чтобы защитить себя от дальнейшего повреждения, вызванного солнечными лучами или другим ультрафиолетовым светом.
Когда вы анодируете алюминий, он проходит через процесс, который утолщает этот естественный защитный слой оксида. Анодирование улучшает свойства оксидного слоя, и эти свойства рассматриваются по одному в следующих разделах.
№ 2 – Как работает процесс анодирования?
Вопреки здравому смыслу, процесс анодирования не требует, чтобы технические специалисты наносили продукт на алюминиевую поверхность.
Как объяснялось ранее, в этом процессе используется реакция, которая естественным образом происходит на алюминии при контакте с определенными элементами, и поднимает его на ступеньку выше.После того, как алюминий прошел процесс формовки — например, экструзию — полученная алюминиевая деталь погружается в электролитическую ванну. При погружении в жидкость к ванне прикладывается электрический ток большой силы и низкого напряжения. Химическая реакция окисления происходит, когда ток проходит через алюминий, образуя оксидный слой, более толстый, чем естественный.
№ 3. Повышает ли анодирование износостойкость?
Да, анодирование повышает износостойкость. Оксидный слой, образующийся на поверхности алюминия, обладает керамическими свойствами, одним из которых является повышенная износостойкость по сравнению с самим алюминием. Анодированный алюминий лучше, чем необработанный алюминий, устойчив к вмятинам и царапинам, обеспечивая более прочную отделку.
№ 4 – Повышает ли анодирование коррозионную стойкость?
Да, это так.
Подобно естественной пассивной оксидной пленке, толстый слой оксида, полученный в процессе анодирования, также повышает коррозионную стойкость. Пассивная пленка в значительной степени химически инертна и не разрушается и не подвергается коррозии в окружающей среде.В результате анодированный слой защищает нижележащий алюминий от коррозии. Анодированный алюминий имеет более толстый пассивный слой, чем естественно пассивированный алюминий, что означает, что он более устойчив к деградации и последующей коррозии.
№ 5 – Как окрашивать детали из анодированного алюминия?
Еще одним преимуществом анодирования алюминия является то, что поверхность металла становится пористой. Благодаря микропорам анодированный алюминий идеально подходит для нанесения красителя — они действуют как колодцы, в которых может скапливаться краска.
После нанесения красителей поры могут быть запечатаны, в результате чего цвет встраивается в оксидный слой. Поскольку краска теперь является частью этого пассивного слоя, она не выцветает и не отслаивается, обеспечивая прочную, долговечную и элегантную отделку.
№ 6 – Улучшает ли анодирование адгезию грунтовок и клеев?
Да, по той же причине, что анодированный алюминий отлично поддается окрашиванию. Пористая поверхность анодированного алюминия означает, что клей или грунтовка имеют увеличенную контактную поверхность и лучшие места для «схватывания». Поры позволяют клею или грунтовке частично проникать в поверхность, в результате чего получается ровный слой клея или грунтовки с высокой адгезией, который с меньшей вероятностью отслаивается.
№ 7. Улучшает ли анодирование теплоотвод?
Да, это так. Если предмет горячее, чем его окружение, он начнет остывать. Чем больше площадь поверхности горячего предмета, тем быстрее он рассеивает свое тепло. Анодированный алюминий имеет большую площадь поверхности, чем необработанный алюминий, и поэтому он более эффективно выделяет тепло.
Улучшенная теплопроводность или рассеивание тепла является результатом улучшенной конвективной теплопередачи и повышенной излучательной способности.
На конвективный теплообмен, который представляет собой теплообмен между поверхностью и окружающим воздухом, в первую очередь влияет конструкция и в некоторой степени анодирование.Лучистый теплообмен, также называемый коэффициентом излучения, происходит между двумя поверхностями и значительно улучшается при анодировании. Это свойство делает анодированный алюминий идеальным для небольших радиаторов, как описано в нашей статье о радиаторах из анодированного алюминия здесь.
№ 8 – Влияет ли анодирование на прочность алюминия?
Нет, это не так. Анодирование не повлияет ни положительно, ни отрицательно на прочность алюминиевого изделия. Процесс анодирования затрагивает только очень небольшой слой на поверхности алюминия, на шкале микрометров.
Поскольку объем алюминиевой детали остается неизменным, изделие сохраняет свойства, полученные в результате формовки и обработки перед анодированием.
№ 9 – Обладает ли анодированный алюминий высокой электропроводностью?
Нет, это не так.
Алюминий сам по себе обладает высокой проводимостью; однако оксидный слой имеет физические и химические свойства, напоминающие керамику. Одной из основных характеристик керамики является электрическая изоляция.Деталь из анодированного алюминия по-прежнему обладает ограниченной электропроводностью при контакте, поскольку оксидный слой очень тонкий, но проводимость значительно ниже по сравнению с необработанным алюминием. Несмотря на то, что существуют обходные пути, вы можете рассмотреть возможность другой обработки ваших алюминиевых изделий, если электропроводность является важным аспектом конструкции изделия.
№ 10 – В чем разница между анодированием типа II и типа III?
Процесс анодирования требует надлежащего выбора многих переменных: типа ванны, температуры, напряжения, силы тока и т. д. В связи с этим необходимы определенные спецификации, чтобы обеспечить стабильное достижение желаемого результата.
Наиболее распространенным способом определения различных типов анодирования является военная спецификация для анодных покрытий для алюминия и алюминиевых сплавов MIL-A-8625.
В общих чертах, этот документ разделяет типы анодирования на Тип I, II и III.Анодирование типа I, самый старый известный метод, выполняется в ванне с хромовой кислотой. Типы II и III производятся в серной кислоте.
Разница между типом II и типом III заключается в толщине образующегося оксидного слоя. Анодирование типа II, применяемое наиболее часто, имеет слой толщиной от 1,8 до 25 микрометров. Анодирование типа III, также известное как твердое анодирование и используемое там, где требуется повышенная износостойкость и коррозионная стойкость, состоит из оксидных слоев толщиной более 25 микрометров.
Следует ли анодировать алюминиевые профили?
Выбор того, следует ли анодировать алюминиевые профили, зависит от предполагаемого применения изделий. Как показано в этой статье, у анодирования есть как преимущества, так и недостатки.
Предположим, что вас больше всего беспокоит коррозионная стойкость и очень красивый металлический вид, или вы хотите улучшить коэффициент излучения или адгезию грунтовок или клея.
 Если у вас есть какие-либо предложения или проекты для рассмотрения, пожалуйста, не стесняйтесь обращаться к нам. Здесь мы можем предложить практические советы по различным услугам по отделке деталей, которые помогут улучшить ваши прототипы и детали.
Если у вас есть какие-либо предложения или проекты для рассмотрения, пожалуйста, не стесняйтесь обращаться к нам. Здесь мы можем предложить практические советы по различным услугам по отделке деталей, которые помогут улучшить ваши прототипы и детали. Вам нужно найти небольшие алюминиевые детали для выполнения процесса анодирования алюминия. Вам потребуются серная кислота, катод, алюминиевая проволока, дистиллированная вода, нейтрализатор кислоты, источник питания, резервуары, защитные очки и перчатки.
Вам нужно найти небольшие алюминиевые детали для выполнения процесса анодирования алюминия. Вам потребуются серная кислота, катод, алюминиевая проволока, дистиллированная вода, нейтрализатор кислоты, источник питания, резервуары, защитные очки и перчатки.
 Ржавчина, которая образуется на железе, когда оно остается незащищенным, является одним из примеров этого.
Ржавчина, которая образуется на железе, когда оно остается незащищенным, является одним из примеров этого. Как объяснялось ранее, в этом процессе используется реакция, которая естественным образом происходит на алюминии при контакте с определенными элементами, и поднимает его на ступеньку выше.
Как объяснялось ранее, в этом процессе используется реакция, которая естественным образом происходит на алюминии при контакте с определенными элементами, и поднимает его на ступеньку выше. Подобно естественной пассивной оксидной пленке, толстый слой оксида, полученный в процессе анодирования, также повышает коррозионную стойкость. Пассивная пленка в значительной степени химически инертна и не разрушается и не подвергается коррозии в окружающей среде.
Подобно естественной пассивной оксидной пленке, толстый слой оксида, полученный в процессе анодирования, также повышает коррозионную стойкость. Пассивная пленка в значительной степени химически инертна и не разрушается и не подвергается коррозии в окружающей среде.
 На конвективный теплообмен, который представляет собой теплообмен между поверхностью и окружающим воздухом, в первую очередь влияет конструкция и в некоторой степени анодирование.
На конвективный теплообмен, который представляет собой теплообмен между поверхностью и окружающим воздухом, в первую очередь влияет конструкция и в некоторой степени анодирование. Алюминий сам по себе обладает высокой проводимостью; однако оксидный слой имеет физические и химические свойства, напоминающие керамику. Одной из основных характеристик керамики является электрическая изоляция.
Алюминий сам по себе обладает высокой проводимостью; однако оксидный слой имеет физические и химические свойства, напоминающие керамику. Одной из основных характеристик керамики является электрическая изоляция. В общих чертах, этот документ разделяет типы анодирования на Тип I, II и III.
В общих чертах, этот документ разделяет типы анодирования на Тип I, II и III.