Цена 3у12аф11 – Универсальный круглошлифовальный станок с УЦИ 3У12АФ11 купить по выгодной цене, изучить технические характеристики, фото, паспорт, аналоги
alexxlab | 26.06.2020 | 0 | Разное
 Сведения о производителе круглошлифовального станка 3У12АФ11Производитель универсального круглошлифовального станка 3У12АФ11 – Вильнюсский завод шлифовальных станков. Разработчик станка 3У12АФ11 Ленинградское СКБ шлифовального оборудования, г Ленинград, 1980 год. Станки, выпускаемые Вильнюсским заводом шлифовальных станков3У12АФ11 (3U12AF11) станок круглошлифовальный особо высокой точности. Назначение и область примененияУниверсальный круглошлифовальный станок полуавтомат 3У12АФ11, 3U12AF11 предназначен для шлифования ннаружных и внутренних цилиндрических, конических и торцовых поверхностей при установке деталей в центрах, кулачковом патроне, на планшайбе или цангах в условиях мелкосерийного и серийного производства.. Технические характеристики круглошлифовального станка 3У12АФ11 (3u12af11)Станок разработан в 1982 году. Разработчик: Ленинградское СКБ прецизионного станкостроения, СКБ ПС, г Ленинград. Изготовитель: Вильнюсский завод шлифовальных станков, г Вильнюс. Основные параметры и размеры по ГОСТ 11654.
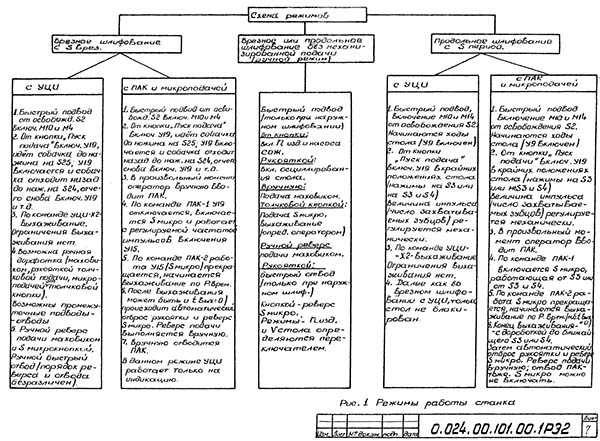
Шероховатость шлифуемых поверхностей:Обработка изделий на станке 3У12АФ11 производится продольным или врезным шлифованием в полуавтоматическом цикле с управлением от устройства цифровой индикации (УЦИ) или прибора активного контроля (ПАК), поставляемого по заказу, а также с ручным управлением. ПАК позволяет осуществлять шлифование вала с целью обеспечения заданного зазора (натяга) в паре с сопрягаемой деталью. В полуавтоматическом цикле окончательный размер обеспечивается УЦИ или ПАК, а при ручном управлении жестким упором или визуальным контролем по табло УЦИ. Станок имеет поворотный верхний стол и поворотную шлифовальную бабку. Это дает возможность шлифовать не только цилиндрические, но и пологие конические поверхности. Индикаторное приспособление, облегчает точный отсчет угла поворота стола при шлифовании конусов. Управление станком — однорукояточное. При помощи рукоятки управления включаются быстрый подвод-отвод шлифовальной бабки, врезная подача, включение и выключение вращения изделия и подачи СОЖ, включение хода стола и разгрузка насоса (в перерывах между обработкой деталей). На станке можно выполнять следующие виды обработки:
Схема режимов работы станка шлифовального станка 3у12аф11 Схема режимов работы станка станка 3У12АФ11. Смотреть в увеличенном масштабе Станок укомплектован магнитным сепаратором для очистки охлаждающей жидкости. Класс точности полуавтомата А. Модификации круглошлифовального станка 3У12АФ11
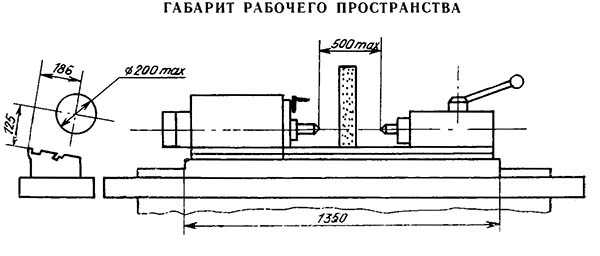
Габарит рабочего пространства шлифовального станка 3У12АФ11
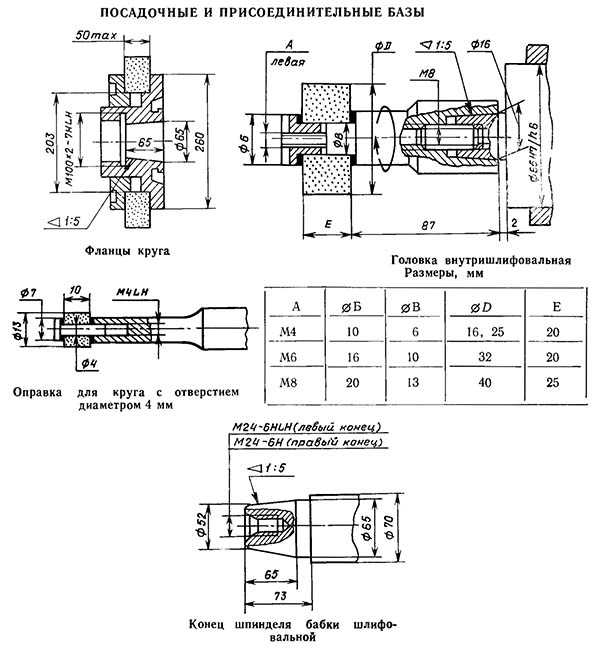
Габарит рабочего пространства шлифовального станка 3У12АФ11 Присоединительные и посадочные базы круглошлифовального станка 3У12АФ11
Присоединительные и посадочные базы шлифовального станка 3У12АФ11
Присоединительные и посадочные базы шлифовального станка 3У12АФ11
Присоединительные и посадочные базы шлифовального станка 3У12АФ11 Общий вид круглошлифовального станка 3У12АФ11
Фото шлифовального станка 3у12аф11
Фото шлифовального станка 3у12аф11
Фото шлифовального станка 3у12аф11
Фото шлифовального станка 3у12аф11 Установочный чертеж круглошлифовального станка 3У12АФ11
Установочный чертеж шлифовального станка 3У12АФ11 Установочный чертеж круглошлифовального станка 3У12АФ11. Смотреть в увеличенном масштабе 3У12АФ11 станок круглошлифовальный универсальный. Видеоролик.Технические характеристики станка 3У12АФ11
Связанные ссылки Каталог справочник круглошлифовальных станков Паспорта к круглошлифовальным станкам Справочник деревообрабатывающих станков Справочник КПО Купить каталог, справочник, базу данных: Прайс-лист информационных изданий | ПродукцияНовости |







stanki-katalog.ru
Круглошлифовальный станок 3У12АФ11 – Поставки станков
Круглошлифовальный станок модели 3У12АФ11 особо высокой точности обрабатывает цилиндрические, конические и торцовые поверхности деталей по наружному или внутреннему контуру. Применяется в основном в единичном и мелкосерийном производстве, а так же в ремонтных цехах. Заготовка зажимается в неподвижных центрах, трехкулачковом патроне или цанге и шлифуется алмазным или абразивным кругом.
Станок 3У12АФ11 комплектуется устройством цифровой индикации (УЦИ) и является современной модификацией моделей 3Б12, 3К12.
Исполнение по классу точности:
- 3У12А – особовысокой точности,
- 3У12В – высокой точности,
- 3У12С – особоточный,
- 3У12АФ11 – особовысокой точности с УЦИ,
- 3У12ВФ11 – высокой точности с УЦИ,
- 3У12СФ11 – особоточный с УЦИ.
Особенности конструкции станка
- возможность вести работу врезным и продольным шлифованием в автоматическом и ручном режиме
- стол с функцией поворота обеспечивает обработку конусов
- система очистки охлаждающей жидкости и масла от примесей и загрязнений
- бесступенчатое регулирование подач и скоростей вращения изделия
- для внутреннего шлифования комплектуется внутришлифовальной головкой
Технические характеристики
| Модель | 3У12АФ11 |
| Класс точности, ГОСТ 8-82 | В |
| Наибольший диаметр шлифовки, мм | 200 / 320 |
| Наибольшая длина обработки, мм | 500 / 750 |
| Максимальная масса обрабатываемой детали, кг | 50 |
| Параметры шлифовального круга, мм | 400 х 40 х 203 |
| Скорость резания, м/сек | 45 |
| Число оборотов круга, об/мин | 1720 |
| Скорость движения шлифовальной бабки, м/сек | 2,5 |
| Перемещение врезанием, мм | 150 |
| Поворотный угол шлифовальной бабки, град | 90 |
| Количество оборотов изделия, об/мин | 30-300 |
| Внутренний конус шпинделя бабки изделия | Морзе 4 |
| Поворот бабки изделия в прямом/обратном направлении, град | 30 / 90 |
| Диапазон скоростей хода стола, м/мин | 0,1-3,5 |
| Поворот стола в прямом/обратном направлении, град | 6 / 7 |
| Внутренний диаметр шлифовки наименьший/наибольший, мм | 13 / 80 |
| Наибольшая глубина отверстия, мм | 125 |
| Мощность главного двигателя, кВт | 4 |
| Габариты, мм | 2510(3510) _1650_1400 |
| Масса станка, кг | 2500 / 3100 |
Параметры точности:
- наружной поверхности – 0,00016 мм
- шлифовка в центрах – 0,001 мм
- шлифовка в патроне – 0,0016 мм
- постоянство диаметра продольное – 0,006 мм
Комплектация станка
| Стандартная | Опции |
|
|
Стоимость и условия поставки
Узнать интересующую информацию на круглошлифовальный станок модели 3У12АФ11 можно, позвонив по телефону +7(4852) 66-40-25 или направить запрос на электронную почту: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.. Доставку и монтаж оборудования производим собственными силами. На круглошлифовальные станки модели 3У12АФ11 предоставляем гарантию 12 месяцев.
standart-st.ru
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Диаметр изделия, устанавливаемого в центрах, мм. | 200 |
| Наибольшая длина изделия, устанавливаемого в центровых бабках, мм. | 500 |
| Наибольшая длинна обрабатываемой поверхности, мм. | 450 |
| Диаметр шлифуемых отверстий, мм | 13 – 50 |
| Высота центров, мм. | 125 |
| Пределы частот вращения изделия, мин-1 | 55 – 900 |
| Диаметр и высота шлифовального круга для наружнего шлифования (D / B), мм. | 400х50х203 |
| Скорость вращения шлифовального круга при наружнем шлифовании, м/с | 50 |
| Скорость продольного перемещения (подачи) стола, м/мин | 0,03 – 5,0 (бесступенчато) |
| Величина ручной толчковой подачи, мм/диам | 0,001 |
| Дискретность задания линейных перемещений, мм. | 0,001 |
| Наибольший угол поворота верхнего стола, град. | +/- 8,5 |
| Наибольший угол поворота шлифовальной бабки, град. | +/- 30 |
| Точность обработки в центрах, круглость, мм | 0,0006 |
| Точность обработки в патроне, круглость, мм | 0,001 |
| Постоянство диаметра в продольном сечении, мм. | 0,003 |
| Шероховатость поверхности, полученная на образце изделия, Ra | 0,08 (наружняя), 0,16 (внутренняя), 0,32 (торцевая) |
| Мощность привода шлифовального круга, кВт | 4,0 |
| Установленная суммарная мощность, кВт | 11 |
| Напряжение питания, В | 380 |
| Габаритные размеры (LxBxH), мм. | 3600 х 2260 х 2040 |
| Масса, кг. | 4500 |
eurostore.su
Станки универсальные круглошлифовальные 3У12УВФ10, 3У12ВФ11
Станки универсальные круглошлифовальные 3У12УВФ10, 3У12ВФ11
- Подробности
- Категория: Шлифовальные станки
Станки универсальные круглошлифовальные ЗУ12УВ11 и ЗУТ2ВФ11 (рис. 1.2) предназначены для шлифования наружных и внутренних цилиндрических, конических и торцевых поверхностей при установке деталей в центрах, кулачковых патронах, цангах, на планшайбе или иных приспособлениях (торцевые поверхности обрабатываются левым торцем круга при ручной подаче столом).Диапазон обрабатываемых изделий должен соответствовать технической характеристике станка.
Область применения – мелкосерийное и серийное производство деталей общего назначения.
Скачать документацию
Кинематическая схема

Привод шлифовального круга наружного шлифования осуществляется от электродвигателя переменного тока М7 через клиноременную (или поликлиноременную) передачу со шкивами 1,2 на шпиндель круга.
Привод внутришлифовального круга осуществляется от электродвигателя переменного тока MI2 через плоскоременную передачу со шкивами 35 и 38 на внутришлифовальный шпиндель.
Привод изделия
Вращение от электродвигателя MI0 передается на поводковую планшайбу через одноступенчатую поликлиноременную передачу со шкивами 30-31. Изменение частоты вращения планшайбы производится регулировкой скорости электродвигателя MI0.
При обработке в неподвижных центрах вращение изделию передается либо от поводка планшайбы через хомутик или иное приспособление, закрепленное на обрабатываемом изделии, либо через конструктивный элемент самого изделия.
При этом шпиндель изделия зафиксирован от вращения.
При работе с вращающимся шпинделем вращение передается от планшайбы на шпиндель с помощью соединительной шпонки, устанавливаемой оператором в требуемом положении.
Станина
Станина представляет собой основной несу-» щий элемент, определяющий взаимное расположение сборочных единиц станка. Поэтому отливка станины изготовляется из высококачественного чугуна» проходит старение и тщательно обрабатывается по базовым и присоединительным поверхностям. Конструкция станины обладает высокой жесткостью и виброустойчивостью.
Сверху станина имеет V-образную и плоскую чугунные направлявшие с системой каналов для подачи и сбора утечек смазки. Сзади направляющих стола имеется платик, на который через промежуточную плиту – компенсатор устанавливаются салазки шлифовальной бабки.
По контуру станина имеет литую окантовку, совместно с верхней плоскостью станины образующую корыто, по которому стекает СОЖ.
На окантовке станины устанавливается ограждение, состоящее из отдельных щитов и служащее для защиты от разбрызгивания СОЖ. Конструкция внутренних перегородок станины предусматривает сбор и отвод утечек системы гидравлики и смазки самотеком в бак.
С боковых сторон станина имеет четыре крюка для транспортировки станка. В нижней части станины находятся карманы для установки виброопор. С лицевой стороны в нижней части станины размещается педаль отвода задней бабки.
Для обслуживания механизмов и систем станка станина имеет с боковых сторон крышки, а также съемный фартук с лицевой стороны.
Стол

Основными элементами стола являются две жесткие чугунные плиты: нижний стол 2 (рис. 14) с v-образной и плоской направлящими и верхний стол 3, поворачивающийся на нижнем вокруг оси 12 в горизонтальной плоскости. Для грубой установки поворота стола с правой стороны имеется подпружиненный фиксатор 8 и рейка 7. Для точного поворота стола на заданный угол имеется винт 9, кинематически связанный с рейкой 7. Отсчет поворота стола при точной установке производится по индикатору, закрепленному в кронштейне 4. На планке 5 нанесена шкала разворота стола в градусах и соответствующая ей конусность обрабатываемого изделия.
После поворота верхний стол 3 зажимается плавками 5 и 6.
Для установки передней и задней бабок, а также различных приспособлений верхний стол 3 имеет две базовые поверхности: широкую, наклоненную под углом 10° к горизонтальной плоскости, и узкую, перпендикулярную к широкой.
Сверху вдоль стола проходит паз, который служит для крепления съемных сборочных единиц с помощью Г-образных прихватов.
На лицевой стороне нижнего стола расположен Т-образный паз для крепления упоров, воздействующих на гидропанель реверса стола. Снизу, у плоской направляющей , к нижнему столу 2 крепится продольная рейка I, связанная с механизмом ручного перемещения стола.
Механизм ручного перемещения стола
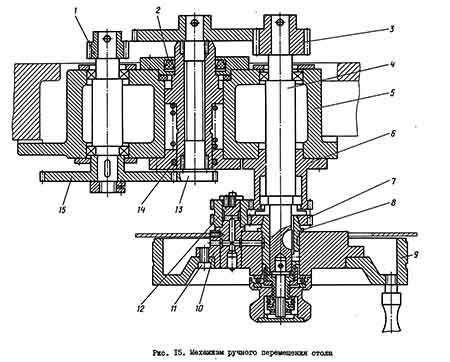
Механизм представляет собой двухскоростной переключаемый редуктор, причем большая скорость перемещения стола обеспечивается при расцепленном коническом фрикционе между деталями 8 и 7 (рис.15), когда движение передается от маховика 9, связанного со ступицей 10, через деталь 8 и далее через вал 4 зубчатому колесу 3 и т.д.
Малая скорость обеспечивается, когда в работу вступает планетарная передача, состоящая из неподвижного зубчатого колеса 6, блока сателлитов 12 и свободного зубчатого колеса 7, связываемого при этом коническим фрикционом с деталью 8 (отжатой от ступицы 10).
Механизм монтируется в литом корпусе 5 на лицевой стороне станины под фартуком. Чтобы снять лицевой лист фартука, закрывающий механизм, достаточно отвернуть болты II, связывающие маховик 9 со ступицей 10 и снять маховик.
Гидроцилиндр служит для расцепления зубчатых колее 15 и 13 при включении гидропривода стола. При этом зубчатое колесо I постоянно остается в зацеплении с рейкой стола. Поз. 2, 14 – уплотнение.
Бабка шлифовальная

Основными элементами шлифовальной бабки являются литой чугунный корпус 14 (рис. 16) и шпиндель 9, который монтируется в корпусе 14 на трех вкладышных самоустанавливающихся гидродинамических подшипниках скольжения 7 с вкладышами-сегментами 18, опирающимися на сферические головки винтов 17. Осевые опоры 8 и 10 шпинделя 9 – также подшипники скольжения, натягиваемые пружинами 15. Смазка подшипников – последовательная проточная циркуляционная. За смазкой можно наблюдать через глазок.
Шпиндель 9 имеет конические концы одного размера. Шлифовальный друг устанавливается на фланцах на левом или правом конце шпинделя (приводной шкив 12 -соответственно на противоположном конце).
Сзади шпинделя на корпусе 14 шлифовальной бабки размещается электродвигатель главного привода и винт 5, с помощью которого шлифовальная бабка крепится на верхних салазках. Корпус 14 шлифовальной бабки может перемещаться по верхним салазкам с помощью рейки 6, установленной снизу корпуса, и шестерни, смонтированной в верхних салазках.
Для привода шлифовального круга служит электродвигатель 3 переменного тока, установленный на подмоторной плите 2 на корпусе шлифовальной бабки. С помощью винта I подмоторная плита может перемещаться, обеспечивая натяг клиноременной (или поликлиноременной) передачи от электродвигателя к шпинделю. Приводные ремни закрываются съемным кожухом 4.
Салазки верхние
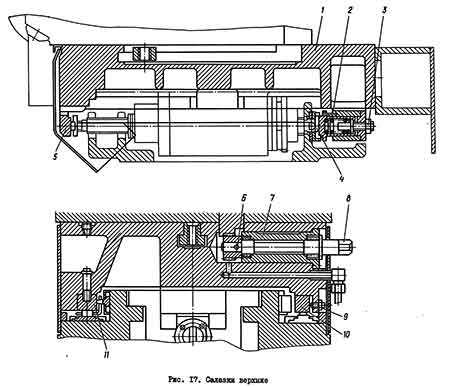
Основной деталью салазок является литой корпус I (рис 17), на верхней плоскости которого монтируется шлифовальная бабка. Снизу к корпусу крепится две пары стальных закаленных планок-направлящих 10, 11. Направлявшие левой стороны (если смотреть от лицевой плоскости станка) закрепляются неподвижно» а направляющие правой стороны имеют небольшую регулировку положения с помощью винтов 9 для обеспечения требуемого предварительного натяга.
В корпусе I монтируется стакан 7 с валом 8 и зубчатым колесом 6, служащим для облегчения перемещения шлифовальной бабки по верхним салазкам. Снизу на корпусе I размещены упоры 4 и 5, при общем монтаже упирающиеся в сферические концы ходового винта подачи. Для натяжения стыков между упорами 4,5 и ходовым винтом служит винт 3 и дружина 2. Для повышения контактной жесткости упоры салазок» контактирующие с ходовым винтом, выполнены из твердого сплава.
По периметру салазки имеют ограждение» состоящее из системы щитков и служащее для защиты направляющих и механизмов» размещенных в салазках» от загрязнения. С боковых сторон в корпусе I встроены масленки для смазки направляющих.
Салазки нижние

Корпус 10 (рис. 18) салазок монтируется через переходную (компенсаторную) плиту на верхней плоскости станины и крепится после разворота салазок со шлифовальной бабкой в требуемое положение двумя болтами 4 в Т-образном кольцевом пазу на верхней плоскости компенсаторной плиты. Для облегчения поворота часть массы салазок и шлифовальной бабки воспринимается четырьмя пакетами тарельчатых пружин» размещенных в стаканах 3 и катками» находящимися в этих же стаканах и катящимися по дну Т-образного паза.
Сверху на корпусе 10 с помощью прижимных планок 2 крепятся стальные закаленные планки-направляющие I и 5» по которым в сепараторах 8 перемещаются ролики 6 и 7 при движении верхних салазок.
В полости салазок монтируется механизм подвода-отвода шлифовальной бабки. С поршнем механизма связана штанга» на которой установлены упоры» воздействующие на путевые выключатели и тормозной золотник, размещенные на заднем торце салазок.
Снизу к корпусу салазок крепится литая деталь 9, которая служит поддоном для сбора утечек гидравлики и смазки из механизма подвода-отвода шлифовальной бабки. Центральное отверстие 6 детали 9 служит базой для центрирования механизма подвода-отвода относительно редуктора подачи.
Бабка изделия

Основными несущими элементами бабки являются плита 10 (рис.20), укрепляемая на столе станка с помощью двух Г-образных костылей, и корпус 12, который может разворачиваться по верхней плоскости плиты 10 вокруг оси 14 и в требуемом положении закрепляться затягиванием центрального винта 16.
Для установки поворотного корпуса 12 в нулевое положение (когда .ось шпинделя II приблизительно параллельна базовым поверхностям стола) служит фиксатор 15.
На корпусе 12 на подмоторной плите 2 устанавливается электродвигатель I привода изделия, передающий вращение на планшайбу 4 через поликлиноременную передачу 3.
При обработке в неподвижных центрах шпиндель II фиксируется от вращения западающим фиксатором 13 в хвостовой части. В гнездо передней части шпинделя II вставляется при этом переходная втулка и упорный центр 7, и заготовка приводится во вращение с помощью поводка 6 и пальца 5.
При обработке деталей в патронах, цанговых зажимах или иных приспособлениях, устанавливаемых на шпинделе II вместо упорного центра 7,в пазу планшайбы 4 закрепляется шпонка 9, которая переворачивается и фиксируется так, чтобы ее выступ вошел в паз гайки 8 на шпинделе II. Фиксатор 13 при этом вытягивают, чем снимается фиксация шпинделя II от вращения.
Хотя поводок 6 и не препятствует вращению шпинделя, обычно он также снимается, чтобы не мешать установке в гнездо шпинделя различных приспособлений.
Шпиндель базируется на прецизионных сдвоенных радиально-упорных шариковых подшипниках.
Бабка задняя
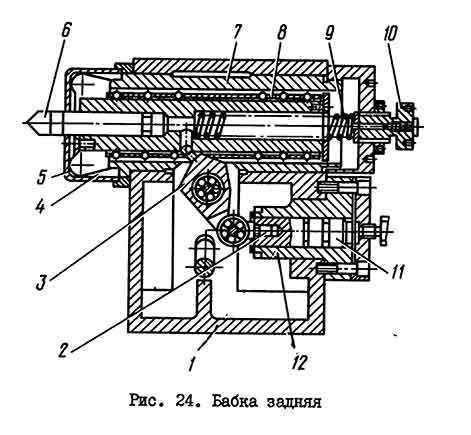
В корпусе 1(рис. 24) монтируется гильза 8, в которой на предварительно натянутых шариковых направляющих качения перемещается пиноль 7 с центром 6. Влево (на поджим изделия) пиноль 7 подается пружиной 9, усилие которой может регулироваться винтом 10. Отводится пиноль 7 либо поворотом рукоятки через рычаг 3, либо плунжером II при подаче давления в гидроцилиндр 12.
Направляющие пиноли защищены от загрязнения резиновым колпачком 5, который.в свою очередь, защищен от повреждения металлическим стаканом 4.
Задняя бабка крепится на верхней плоскости стола затягом одного Г-образного костыля 2.
ВНИМАНИЕ! ВО ИЗБЕЖАНИЕ ПОПАДАНИЯ ВЛАГИ ИЛИ ГРЯЗИ В ПОЛОСТЬ ШАРИКОВЫХ НАПРАВЛЯЮЩИХ КОНИЧЕСКОЕ ОТВЕРСТИЕ ПИНОЛИ ВСЕГДА ДОЛЖНО БЫТЬ ЗАКРЫТО (ЦЕНТРОМ ИЛИ ЗАГЛУШКОЙ ИЗ НЕМЕТАЛЛИЧЕСКОГО МАТЕРИАЛА).
Внутришлифовальное приспособление

Внутришлифовальное приспособление устанавливается на корпусе шлифовальной бабки над шпинделем. На неподвижном основании 3 (рис .25) в приспособлении имеется блокировочный конечный выключатель 2, дающий сигнал при рабочем допущенном положении кронштейна 7 с внутришлифовальным шпинделем 5.
Откидной кронштейн 7 имеет зажим 4, с помощью которого он фиксируется в рабочем положении. В откинутом положении кронштейн 7 фиксируется подпружиненной защелкой. Пружины 8 служат для облегчения подъе-ма и опускания кронштейна 7 со шпинделем.
Для натяжения ремня 9 двигатель может перемещаться вместе со своей подмоторной плитой I по плоскости откидного кронштейна. Шлифовальный круг защищен кожухом 6, который может передвигаться вдоль осп шпинделя и фиксироваться в требуемом положении. Приводной ремень защищен съемным кожухом.
ВНИМАНИЕ! РАБОТА БЕЗ КОЖУХОВ, ЗАКРЫВАЮЩИХ КРУГ И РЕМЕНЬ, НЕ РЕКОМЕНДУЕТСЯ.
Электрическая схема

Скачать документацию
forkettle.ru