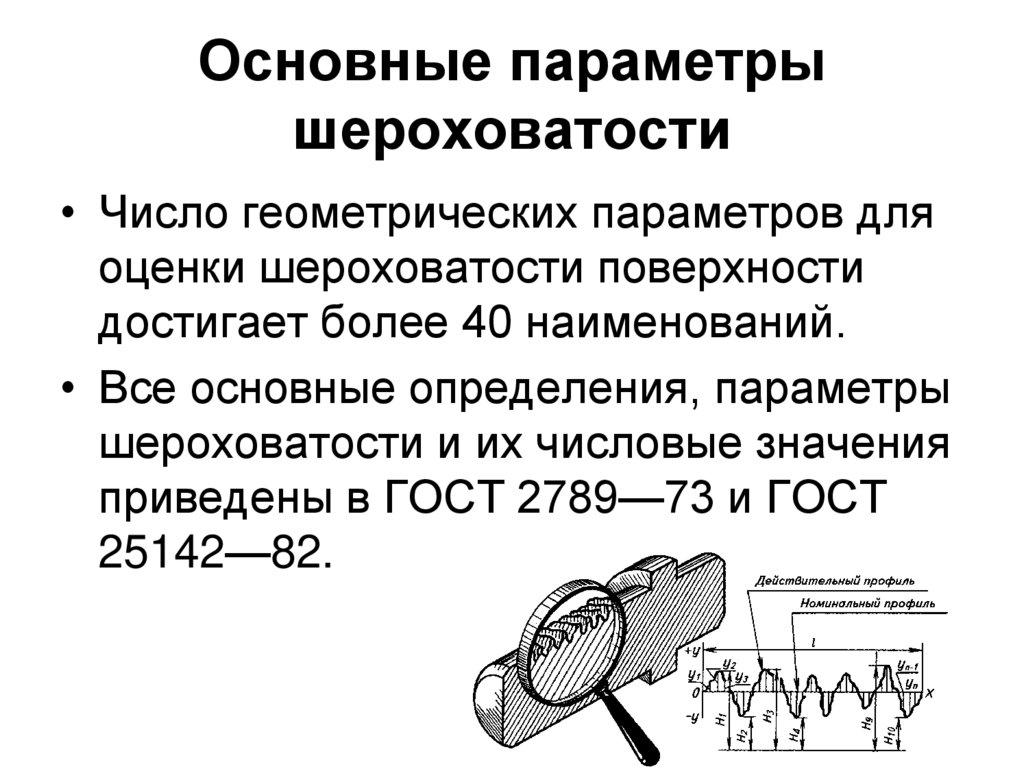
Чем отличается ra от rz: Ra, Rz, параметры, обозначение, виды
alexxlab | 09.11.1988 | 0 | Разное
Ra, Rz, параметры, обозначение, виды
Иногда задают вопрос: «В какой момент шероховатость становится волнистостью?». Ответить на него практически невозможно.
Переход от понятия шероховатости к понятию волнистости часто зависит от размера заготовки.
Например, неравномерное расстояние, которое на шпинделе станка считалось бы шероховатостью, на часовом механизме считалось бы волнистостью. Количество волн в функциональной длине также оказывает некоторое влияние на то, как мы классифицируем неровности. Одна волна на часовом механизме может рассматриваться как кривизна, но большее количество волн на более длинном валу может быть принято за волнистость.
Лучше разделять шероховатость, волнистость и форму в зависимости от их причины, поскольку это также относится к факторам производительности. Итак, мы можем определить шероховатость, волнистость и форму поверхности следующим образом.
Содержание
- 0.1 Что такое шероховатость поверхности?
- 0.2 Что такое волнистость?
- 0.
 3 Что такое форма?
3 Что такое форма? - 1 Каковы области применения/принцип работы приборов для измерения шероховатости поверхности?
- 2 Каковы параметры шероховатости поверхности?
Что такое шероховатость поверхности?
Шероховатость поверхности определяется как неровности, присущие производственному процессу (например, режущий инструмент или абразивное зерно). Шероховатость количественно определяется отклонениями направления нормального вектора реальной поверхности от ее идеальной формы. Если эти отклонения велики, поверхность шероховатая, если малы — гладкая.
Что такое волнистость?
Волнистость — это часть текстуры, на которую накладывается шероховатость. Она может быть результатом вибрации, дребезга или рабочих прогибов и деформаций в материале. Также невозможно точно указать, где волнистость прекращается, и форма становится частью общей формы детали.
Она может быть результатом вибрации, дребезга или рабочих прогибов и деформаций в материале. Также невозможно точно указать, где волнистость прекращается, и форма становится частью общей формы детали.
Что такое форма?
Форма — это общая форма поверхности, без учета изменений, вызванных шероховатостью и волнистостью.
Таким образом, эти различия являются качественными, а не количественными, однако они имеют большое значение, поскольку их определение таким образом является устоявшимся и функционально обоснованным. Шероховатость возникает только в результате метода изготовления, являющегося следствием процесса, а не машины. Следы могут быть оставлены инструментом или самим зерном: они будут иметь периодический характер для одних процессов и более случайный для других.
Существует также более тонкая структура, образующаяся в результате разрыва детали во время обработки, скопления мусора на кромке и небольших дефектов в наконечнике инструмента. Волнистость же приписывается конкретному станку, дисбалансу шлифовального круга, неточности ведущего винта и недостаточной жесткости.
Ошибки формы часто вызваны тем, что деталь недостаточно прочно удерживается или направляющая не является прямой, или тепло, выделяемое в процессе обработки, может вызвать изгиб поверхности.
Следует подчеркнуть, что эти три характеристики никогда не встречаются по отдельности. Большинство поверхностей являются результатом комбинации эффектов шероховатости, волнистости и формы.
Поскольку отдельные неровности шероховатости слишком малы, чтобы увидеть их невооруженным глазом, необходим прибор для измерения шероховатости поверхности. Маленький щуп проводится по поверхности с постоянной скоростью на заданное расстояние. Получается электрический сигнал, который усиливается для получения значительно увеличенного вертикального увеличения.
Этот сигнал может отображаться на графике и на экране вместе с числовыми значениями, характеризующими текстуру поверхности.
Стандартом ISO для измерения шероховатости поверхности является конический щуп с углом 60° или 90° и сферическим наконечником радиусом 2 мкм. Однако это довольно хрупкий щуп, и для его полного использования необходим прибор с отличными механическими свойствами.
Каковы области применения/принцип работы приборов для измерения шероховатости поверхности?
Во многих областях применения шероховатость поверхности тесно связана с функцией, например, когда две поверхности находятся в тесном подвижном контакте друг с другом, их шероховатость влияет на их уплотнительные или износостойкие свойства. Это может навести на мысль о том, что «чем глаже, тем лучше», но это не всегда так, поскольку могут быть задействованы и другие факторы.
Было обнаружено, что при смазке для удержания масла требуются долины шероховатости. Кроме того, необходимо учитывать финансовый аспект: производство очень гладких поверхностей стоит больших денег, и расходы на эту работу могут значительно увеличить счет без значительного повышения производительности.
Как бы хорошо ни были смазаны две поверхности, находящиеся в относительном движении (например, вал и его подшипник), некоторый износ будет иметь место. Если поверхности шероховатые, то вскоре они станут более гладкими по мере удаления вершин. Поскольку при этом удаляется металл, прилегание двух деталей будет меняться быстрее, чем если бы с самого начала качество обработки было оптимальным. С другой стороны, некоторые детали, такие как зажимные устройства или штифт с «интерференционной посадкой», зависят от трения.
Еще одна область применения, где шероховатость может влиять на производительность, — использование манжетных уплотнений для предотвращения утечки гидравлических жидкостей. Если поверхность слишком гладкая, трудно поддерживать пленку жидкости между валом и уплотнением. Слишком шероховатая поверхность может привести к истиранию и последующему разрушению, что приведет к поломке. Осмотр текстуры, оставшейся на детали после обработки, часто позволяет выявить дефекты инструмента, неправильные настройки инструмента или неправильные скорости и подачи инструмента.
Внешний вид поверхности может иметь определенное значение. Например, листовая сталь, используемая для кузовов автомобилей, должна иметь отделку, которая позволит краске сцепляться с поверхностью без эффекта «апельсиновой корки» и с ровным внешним видом. Любой, кто пытался наносить краску на стеклянную поверхность, оценит сложность получения прочного сцепления. Металлические детали — не единственные компоненты, требующие контроля; и бумажные, и пластиковые детали нуждаются в такой же степени повторяемости.
Каковы параметры шероховатости поверхности?
Параметры измерения шероховатости поверхности, такие как Ra, Rz, Rp, Rv и Rt.
- Rp: Максимальная высота пика профиля
- Rv: Максимальная глубина долины профиля
- Rz: Максимальная высота профиля
- Ra: Среднее арифметическое отклонение
- Другие параметры: Rsk, Rku, Rq, Rz1max
 youtube.com/embed/8P4BVup8ii0?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
youtube.com/embed/8P4BVup8ii0?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””> Правильное понимание понятия шероховатости поверхности, его отношение к форме детали, позволяет достичь высокого качества производства, при наименьшей стоимости изготовления и экономии материала.
Измеритель шероховатости профилометр TR110
измерительные приборы, аналитическая аппаратура, лабораторное оборудование, расходные материалы
Данное оборудование указано в следующих разделах каталога:
- Измерители шероховатости поверхности
Внесён в Государственный реестр средств измерений РФ под № 20665-07
Измеритель шероховатости (профилометр) TR110 — новый прибор из линейки TR, обеспечивает высокую точность измерений, данный профилометр легко эксплуатировать, он имеет малые габариты и сравнительно легкий вес.
Модифицированный вариант прибора для измерений параметров шероховатости TR110 отличается от TR100 улучшенным дизайном и увеличенным дисплеем со светодиодной подсветкой, корпус прибора выполнен из прочного материала.
Профилометр показывает два параметра шероховатости Ra и Rz в пределах широкого измерительного диапазона, параметр шероховатости Ra вычисляется в соответствии с ISO, а параметр Rz вычисляется в соответствии с DIN. Внешняя калибровка выполняется при помощи клавиатуры, что безусловно делает настройку приборы очень легкой. Благодаря использованию литий-ионных аккумуляторов работа может продолжаться во время зарядки.
Модернизированы основные элементы форм-фактора. Улучшены показатели износостойкости измерительных элементов, понижен уровень колебаний при снятии замеров. Усовершенствована интегральная микросхема. Высокая точность сборки обеспечивает более стабильное функционирование измерителя. На корпусе располагается жидкокристаллический индикатор с подсветкой.
Измеритель шероховатости ТР110 широко используется для измерения неровностей поверхностей всех видов металлов и неметаллов. Он может работать на различных поверхностях: плоских, наклонных, наружных цилиндрах. Портативный прибор особенно подходит для использования на производственных площадках.
Особенности
- Большой ЖКИ со светодиодной подсветкой
- Укомплектован зашитным чехлом для датчика
- Малый размер и привлекательная цена
- Большой диапазон измерений, подходящий для большинства материалов
- Предназначен для измерения на плоских поверхностях, наружних поверхностях цилиндров, наклонных поверхностях
- Выполнение измерений шероховатости по шкалам Rz и Ra
- Оснащен функцией внешней калибровки
- Соответствует требованиям стандартов
- ISO (Международная организация по стандартизации)
- DIN (Германский институт стандартов)
Технические характеристики
| Измеряемые параметры шероховатости | Ra, Rz | |
| Длина трассы сканирования | 6 мм | |
| Скорость перемещения щупа | 1. 0 мм/с 0 мм/с |
|
| Значения отсечек шага | 0,25 мм/ 0.8 мм/ 2,5 мм | |
| Длина оценки значений параметров шероховатости | 1.25 мм/ 4.0 мм/ 5.0 мм | |
| Диапазон измерений по параметрам | Ra | 0.05…10.0 мкм |
| Rz | 0.1…50 мкм | |
| Допускаемая основная погрешность | ±15 % | |
| Повторяемость результатов измерений | <12 % | |
| Тип фильтра | аналоговый резистивно-емкостный | |
| Тип датчика | пьезоэлектрический | |
| Радиус кривизны и угол вершины щупа | алмазная игла с радиусом | 5 ±1 мкм |
| угол | 90° (+5° или -10°) | |
| Диапазон рабочих температур | 0. ..+40 °C ..+40 °C |
|
| Относительная влажность воздуха | < 80% | |
| Диапазон температур при хранении | -25…+60 °C | |
| Степень точности | класс 3 | |
| Электрическое питание | литий-ионный аккумулятор 3.6 В | |
| Зарядное устройство | 6 В постоянного тока, 3 часа (время перезарядки) | |
| Габаритные размеры | 110×70×24 мм | |
| Масса электронного блока | 200 г | |
Стандартная комплектация
- Блок электронный
- Образцовая мера шероховатости
- Зарядное устройство
- Инструкция по эксплуатации
- Гарантийный талон
- Транспортировочный кейс
Сравнительные характеристики профилометров серии TR
| Характеристики | TR100 | TR110 | TR110 new | TR200 | TR210 | TR220 |
| Особенности | Предназначен для контроля шероховатости на плоских поверхностях, наклонных поверхностях и наружных поверхностях цилиндров. Имеет малый размер, привлекательную цену. Имеет малый размер, привлекательную цену. |
Модифицированный вариант измерителя шероховатости TR100 с улучшенным дизайном и увеличенным дисплеем со светодиодной подсветкой. | Обновленная версия измерителя шероховатости TR110 с двумя дисплеями, современным дизайном корпуса и защитным чехлом для датчика | Рассчитывает параметры шероховатости в соответствии с выбранной методикой и отображает ряд измеренных параметров и график профиля. | Упрощенная модель измерителя шероховатости TR 200 для измерения шероховатости по четырем параметрам | усовершенствованной моделью измерителя шероховатости TR 200 с возможностью измерения по 16 шкалам |
| Шкалы и диапазоны измерения | Ra: 0,05…10,0 мкм | Ra, Rq: 0,01…40 мкм | Ra: 0,025…12,5 мкм | Ra, Rq: 0,005…40 мкм | ||
| Rz: 0,1…50 мкм | Rz, Ry, Rp, Rt, R3z: 0,02. ..160 мкм ..160 мкм |
Rz, Ry, Rq: 0,02…160 мкм | Rz, Ry, Rt, Rp, Rz(JIS), R3z, Rmax: 0,02…160 мкм | |||
| RSm, RS: 1 мм | RSm, RS: 1 мм | |||||
| Rmr: 1…100 % | Rmr: 1…100% (%Rt), RSk: 0…100% | |||||
| Длина трассы сканирования | 6 мм | 17,5 мм | 18 мм | |||
| Скорость перемещения щупа | 1 мм/с | на базовой длине = 0,25 мм Vt = 0,135 мм/с | 1 мм/с | |||
| на базовой длине = 0,8 мм Vt = 0,5 мм/с | ||||||
| на базовой длине = 2,5 мм Vt = 1 мм/с | ||||||
| при возврате V = 1 мм/с | ||||||
| Значения отсечек шага | 0,25 мм / 0,8 мм / 2,5 мм | 0,25 мм / 0,8 мм / 2,5 мм | ||||
| Длина оценки значений параметров шероховатости | 1,25 мм / 4,0 мм / 5,0 мм | отсечка 1. ..5 (по выбору пользователя) ..5 (по выбору пользователя) |
||||
| Допускаемая основная погрешность | ±15 % | ≤ ±10 % | ||||
| Повторяемость результатов измерений | < 12 % | < 6 % | ||||
| Радиус кривизны и угол вершины щупа | стандантный датчик TS 100: алмазная игла с радиусом: 5 ±1 мкм; угол: 90° (+5° или -10°) | |||||
| Диапазон рабочих температур | 0…+40 °С | |||||
| Стандарты | ISO, DIN | ISO, DIN, ANSI, JIS | ||||
| Степень точности | класс 3 | |||||
| Передача данных на ПК | Не предусмотрена | Через порт RS – 232 на принтер TA220S или ПК (программное обеспечение Dataview) | ||||
| Цифровые фильтры | резистивно-емкостный | резистивно-емкостный, фазовая коррекция – резистивно-емкостный, Гауссов, D-P | ||||
| Рабочее питание | Два никель-металлогидридных аккумулятора х 3,6 В, время перезарядки 10-15 часов | Li-ion аккумулятор, время перезарядки 3 часа | Li-ion аккумулятор, время перезарядки 2,5 часа | |||
| Габаритные размеры, мм | 125×72×6 | 110×70×24 | 110×70×24 | 141×56×48 | 140×52×48 | 140×56×48 |
| Масса, г | 200 | 200 | 200 | 480 | 440 | |
Стандартная комплектация
- Блок электронный
- Защитный чехол для датчика
- Образцовая мера шероховатости
- Зарядное устройство
- Руководство по эксплуатации
- Гарантийный талон
- Кейс для хранения
Почтовый адрес: 190013, Санкт-Петербург, а/я 120
Офис: Клинский проспект, д. 25
25
Телефон: +7 (812) 336-90-86 (многоканальный)
Транспортный отдел: +7 (931) 535-80-69
Факс: +7 (812) 336-90-86
Приборы для измерений параметров шероховатости поверхности TR100, TR200, TR300,TIME 3220
Применение
Приборы для измерений параметров шероховатости поверхности серий TR100, TR200, TR300, TR 3220 (далее приборы) предназначены для измерений параметров шероховатости поверхностей деталей, сечение которых в плоскости измерения представляет прямую линию (образующие цилиндрических поверхностей; отверстия; плоские поверхности, криволинейные поверхности в пределах хода щупа), а также в пазах и углублениях размером не менее 80*30 мм.
Подробное описание
В зависимости от функциональных возможностей и диапазонов измерений параметров шероховатости приборы каждой из серий имеют следующие исполнения серии TR100: TR100, TR110; серии TR200: TR200, TR210, TR220; серии TIME3220: TIME3220, TIME3221.
Действие приборов основано на принципе ощупывания неровностей исследуемой поверхности алмазной иглой щупа и преобразования, возникающих при этом механических колебаний щупа в изменения напряжения, пропорциональные этим колебаниям. Результаты измерений параметров шероховатости выводятся на жидкокристаллический дисплей (TR100 TR200, TR300, TIME3220), могут быть распечатаны на принтере или переданы на персональный компьютер (TR200, TR300).
Результаты измерений параметров шероховатости выводятся на жидкокристаллический дисплей (TR100 TR200, TR300, TIME3220), могут быть распечатаны на принтере или переданы на персональный компьютер (TR200, TR300).
Действие приборов основано на принципе ощупывания неровностей исследуемой поверхности алмазной иглой (щупом) и преобразования возникающих при этом механических колебаний щупа в изменения напряжения, пропорциональные этим колебаниям, которые усиливаются и преобразуются в микропроцессоре. Результаты измерений выводятся на монитор компьютера для выполнения дальнейших расчетов.
В зависимости от модели приборы могут быть оснащены щупом с углом при вершине 90° радиусом 2, 5 или 10 мкм, с измерительным усилием на измеряемую поверхность 0,75 или 4 или 16 мН соответственно. Деталь устанавливается на специальном столике или непосредственно на плите.
Приборы серии TR100 (рис. 1) предназначены для измерения параметров шероховатости плоских, наклонных и наружных поверхностях цилиндров. Прибор устанавливается на деталь, и датчик, вмонтированный снизу прибора, перемещается по поверхности с постоянной скоростью. Данные отображаются на жидкокристаллическом дисплее. Модифицированный вариант прибора для измерений параметров шероховатости TR110 отличается от TR100 улучшенным дизайном и увеличенным дисплеем со светодиодной подсветкой.
Прибор устанавливается на деталь, и датчик, вмонтированный снизу прибора, перемещается по поверхности с постоянной скоростью. Данные отображаются на жидкокристаллическом дисплее. Модифицированный вариант прибора для измерений параметров шероховатости TR110 отличается от TR100 улучшенным дизайном и увеличенным дисплеем со светодиодной подсветкой.
Приборы серии ТR200 (рис. 2) предназначены для измерения параметров шероховатости сложных поверхностей: измерения в отверстиях, в пазах, на криволинейной поверхности. Принцип работы профилометра заключается в следующем: при определении шероховатости детали на поверхности располагают датчик с иглой, который получает информацию о неровности поверхности при перемещении щупа в основании прибора. Параметры шероховатости и график профиля рассчитываются согласно с выбранной методикой и выводятся на жидкокристаллическом экране. Прибор TR210 – упрощенная модель прибора TR200, которая предназначена для измерения шероховатости по четырем параметрам.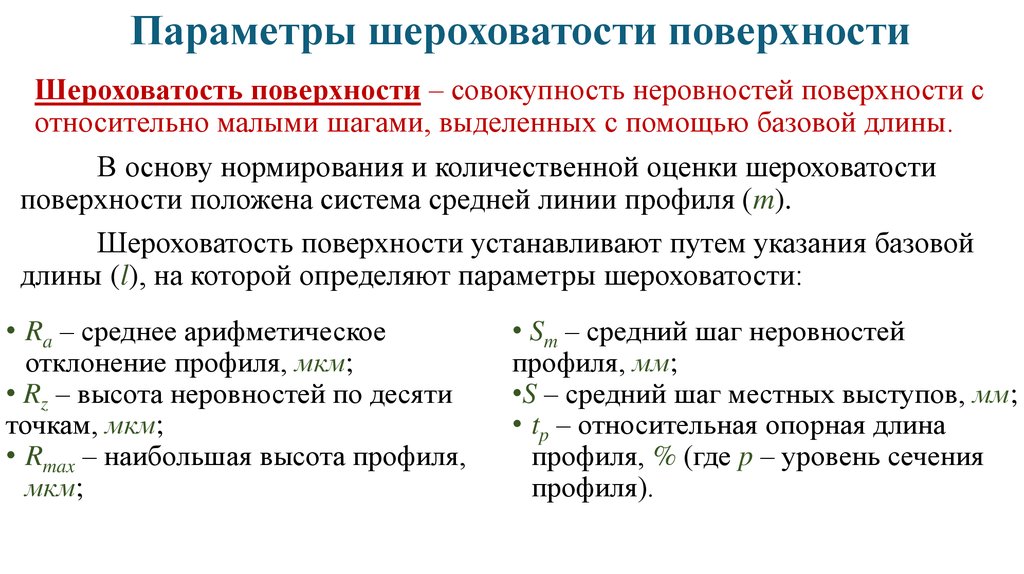 Прибор TR220 является усовершенствованной моделью прибора TR200 с возможностью измерения по 16 шкалам. Профилометры TR200, TR210, TR220 можно использовать с дополнительными вспомогательными приспособлениями. Для контроля деталей с малыми размерами рекомендуется использовать регулируемую подставку и чехол для датчика. Для увеличения глубины ввода датчика в деталь, применяется удлинительный стержень. Для регулировки положения прибора относительно контролируемой детали, используются микроизмерительный стол и стойка со штативом, которые дают возможность регулировать положение прибора, обеспечивая точность измерения на сложных поверхностях.
Прибор TR220 является усовершенствованной моделью прибора TR200 с возможностью измерения по 16 шкалам. Профилометры TR200, TR210, TR220 можно использовать с дополнительными вспомогательными приспособлениями. Для контроля деталей с малыми размерами рекомендуется использовать регулируемую подставку и чехол для датчика. Для увеличения глубины ввода датчика в деталь, применяется удлинительный стержень. Для регулировки положения прибора относительно контролируемой детали, используются микроизмерительный стол и стойка со штативом, которые дают возможность регулировать положение прибора, обеспечивая точность измерения на сложных поверхностях.
а)
\
в)
Прибор серии ТR300 (рис. 3) позволяет измерить 55 параметров шероховатости, для этого устанавливается на измерительную стойку для более точной регулировки положения пера на сложных поверхностях. Прибор оснащен удлинительным стержнем для увеличения глубины ввода датчика в деталь. Параметры шероховатости и график профиля рассчитываются согласно с выбранной методикой и выводятся на жидкокристаллическом экране. Прибор осуществляет связь с компьютером и принтерами компании Time серии ТА.
Прибор осуществляет связь с компьютером и принтерами компании Time серии ТА.
Прибор для измерений параметров шероховатости серии Т1МЕ3220 (рис. 4) позволяет измерить 55 параметров шероховатости, для этого устанавливается на поверхность детали. Щуп прибора Т1МЕ3220 двигается в его основании. Прибор Т1МЕ3221 оснащен удлинительным кабелем с щупом для удобства измерения. Параметры шероховатости и график профиля рассчитываются согласно с выбранной методикой и выводятся на цветном жидкокристаллическом экране. Прибор осуществляет связь с компьютером и принтерами компании Time серии ТА.
б)
ПО
Программное обеспечение прошивается в память прибора при изготовлении. Доступ к файловой системе имеют исключительно сервисные инженеры фирмы-производителя. Программное обеспечение является неизменным. Средства для программирования или изменения метрологически значимых функций отсутствуют.
Таблица 1
|
Наименование программного обеспечения |
Идентификаци онное наименование программного обеспечения |
Номер версии (идентификацио нный номер) программного обеспечения |
Цифровой идентификатор программного обеспечения (контрольная сумма исполняемого кода) |
Алгоритм вычисления цифрового идентификатора программного обеспечения |
|
Surface Roughness Tester |
Software TR1 |
TR1. | ||
|
Статическое измерительное усилие, не более, Н |
0,016 | |||
|
Изменение измерительного усилия, не более, Н/м |
800 |
200 | ||
|
Статическое измерительное усилие, не более, Н |
0,016 | |||
|
Радиус кривизны щупа, мкм |
10,0±2,5 | |||
|
У гол заточки шупа,… ° |
90 (+5 , -10) | |||
|
Предел допускаемой основной относительной погрешности прибора по |
15 | |||
|
параметру Ra, % | ||||
|
Тип датчика |
пьезоэлектрический | |||
|
Скорость, мм/с |
1,0 | |||
|
Габаритные размеры TR100, мм | ||||
|
-длина |
125 |
110 | ||
|
-ширина |
73 |
70 | ||
|
-высота |
26 |
24 | ||
|
Масса, не более, кг |
0,2 | |||
 с=2,5)
с=2,5)Таблица 3
|
Модель прибора |
TR200 |
TR210 |
TR220 |
|
Измеряемые параметры шероховатости |
Ra,Rz,Rq,Rp,Rm,Rt R3z, Rmax,S,Sk, Sm,tp |
Ra,Rz, Rq,Rt |
Ra,Rz,Rq,Rt, Rp, Rv,Ry,Rs,RSm,RSk,Rz (JIS),R3z,Rmax,RPc,R k,Rpk,Rvk,Mr!,Mr2 |
|
Диапазон измерения, мкм Ra,Rq, Rz,R3z,Ry,Rm,Rp,Rt Sk, % S,Sm, мм tp, % |
от 0,005 до 16 от 0,02 до 160 от 0 до 100 1 от 0 до 100 | ||
|
Типы фильтров |
RC; PC-RC; Gauss; D-P | ||
|
Отсечка шага, ^с, мм |
0,25; 0,8; 2,5 | ||
|
Длина оценки, мм |
(1-5) ^ | ||
|
Статическое измерительное усилие, не более, Н |
0,004 |
0,0007 0,004 | |
|
Длина перемещения щупа, мм |
17,5 |
18 | |
|
Радиус кривизны щупа, мкм |
5±l |
2±0,5 5±l | |
|
У гол заточки шупа,. |
90 | ||
|
Предел допускаемой основной относительной погрешности прибора по параметру Ra, % |
10 | ||
|
Тип датчика |
индуктивный | ||
|
Скорость перемещения щупа, мм/с -при измерении -при обратном ходе |
0,135 0,5 1 1 | ||
|
Г абаритные размеры, мм -длина -ширина -высота |
141 56 48 |
140 52 48 | |
|
Масса, не более, кг |
0,43 |
0,44 | |
 .. °
.. °Таблица 4
|
Модель |
TR300 |
TIME3220 TIME3221 |
|
Измеряемые параметры шероховатости |
Ra, Rp, Rv, Rt, Rz, Rq, Rsk, Rku, Rc, RS, RSm, Rlo, RHSC, Rpc, Rmr(c), RzJIS, R3y, R3z и соответствующие параметры профиля волнистости и полного профиля поверхности |
Ra, Rp, Rv, Rt, Rz, Rq, Rsk, Rku, Rc, RPc, RSm, Rmr(c), tp, Rmr, Rpm, Rz1max, RzJIS, Rmax, Htp, R5c, RAq, RAa и соответсвующие параметры профиля волнистости и полного профиля поверхности |
|
Диапазон измерения по параметру Ra, Rz, мкм |
0,002-160 |
0,002-400 |
|
Диапазон измерений высотных параметров, мкм |
800; 80; 8 |
±200; ±50 |
|
Типы фильтров |
RC; PC-RC; Gauss |
2RC; Gauss |
|
Отсечка шага, ^с, мм |
0,08; 0,25; 0,8; 2,5; 8 |
0,08; 0,25; 0,8; 2,5 |
|
Наибольшая длина участка измерения, мм |
40 |
19 |
|
Количество базовых длин на длине оценки |
(1-5) ^ | |
|
Статическое измерительное усилие, не более, Н |
0,004 |
0,004 / 0,00075 |
|
Радиус кривизны щупа, мкм |
2±0,5 |
52 |
|
У гол заточки щупа,. |
90 |
45 |
|
Разрешение, мкм |
0,001 на диапазоне ±50 0,016 на диапазоне ±800 |
0,001 на диапазоне ±50 0,008 на диапазоне ±200 |
|
Предел допускаемой основной относительной погрешности прибора по параметру Ra, % |
10 | |
|
Тип датчика |
индуктивный | |
|
Скорость перемещения щупа, мм/с -при измерении -при обратном ходе |
0,15; 0,5; 1 2 |
0,25; 0,5; 1 1 |
|
Г абаритные размеры, мм -длина -ширина -высота |
409 96 98 |
155,4 75 56 |
|
Масса, не более, кг |
2,3 |
0,76 |
 °
°Таблица 5
|
Модель |
TR100 |
TR110 |
TR200 |
TR TR 210 220 |
TR300 |
TIME 3220 |
TIME 3221 |
|
Диапазон рабочих температур, °C |
от 0 до +40 |
от 0 до +40 |
от 5 до +40 |
от 0 до +40 |
от +5 до +40 | ||
|
Диапазон температур при хранении, °C |
от -20 до +60 |
от -25 до 60 |
от -40 до +60 |
от -25 до +60 |
от -10 до +40 |
от -40 до 60 |
от -10 до +40 |
|
Допустимая влажность воздуха при измерении не более, % |
80 |
90 |
85 |
85 | |||
|
Допустимая влажность воздуха при хранении не более, % |
90 |
90 |
85 |
90 | |||
|
Источник питания |
Cr-Ni батарея |
Li-ion батарея |
Li-ion батарея |
Li-ion батарея |
Li-ion батарея | ||
|
Напряжение, В |
3,6 х 2 |
3,6 |
6 |
12 |
9 | ||
Утвержденный тип
Знак утверждения типа наносится на Руководство по эксплуатации прибора типографским методом и на заднюю крышку прибора методом офсетной печати.
Комплект
Приборы для измерений параметров шероховатости поверхности серий TR100, TR110, TR200, TR210, TR220, TR300, TIME3220, TIME3221 поставляются в компактном, прочном кейсе для хранения и переноски.
Таблица 6
|
Модель прибора |
TR100 |
TR110 |
TR200 |
TR210 |
TR220 |
TR300 |
TIME3220, TIME3221 |
|
Прибор |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
Зарядное устройство |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
Стандартный образец |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
Блок обработки |
– |
– |
+ |
– |
– |
– |
– |
|
Соединительный кабель RS232 |
– |
– |
+ |
+ |
– |
+ |
+ |
|
Чехол для датчика |
– |
– |
+ |
+ |
+ |
+ |
– |
|
Регулируемая подставка |
– |
– |
+ |
+ |
+ |
– |
+ |
|
TS100 стандартный датчик |
– |
– |
– |
+ |
+ |
+ |
+ |
|
Отвертка |
– |
– |
– |
+ |
+ |
+ |
+ |
|
Руководство по эксплуатации |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
Методика поверки |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
ПО |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
Информация о поверке
осуществляется в соответствии с документом по поверке МП 58865-14 «Приборы для измерений параметров шероховатости поверхности серий TR100, TR200, TR300, TIME3220.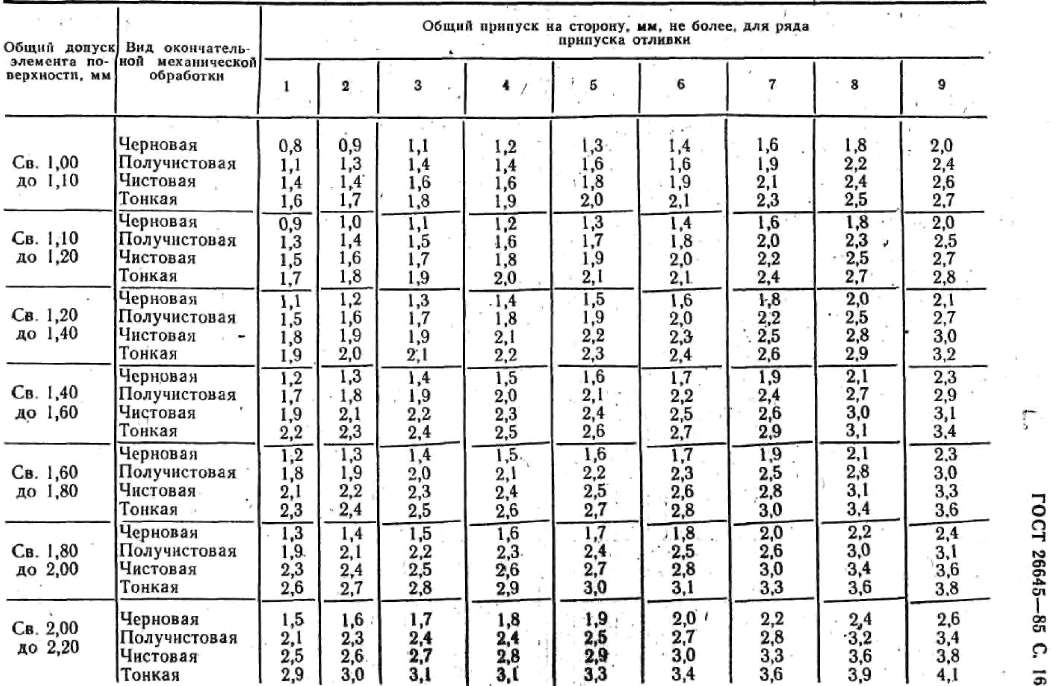 Методика поверки», разработанным и утвержденным ФГУП «ВНИИМС» 04 октября 2013 г. Основные средства поверки: Меры профильные ПРО-10 (Госреестр № 46835-11).
Методика поверки», разработанным и утвержденным ФГУП «ВНИИМС» 04 октября 2013 г. Основные средства поверки: Меры профильные ПРО-10 (Госреестр № 46835-11).
Лист № 9 Всего листов 9
Нормативные и технические документы, устанавливающие требования к приборам для измерений параметров шероховатости поверхности серий TR100, TR200, TR300, TIME3220
ГОСТ 8.296-78 «ГСИ. Государственный специальный эталон и общесоюзная поверочная схема для средств измерений параметров шероховатости Rmax и Rz в диапазоне 0,025…1600 мкм».
ГОСТ 19300-86 «Средства измерений шероховатости поверхности профильным методом. Профилографы – профилометры контактные. Типы и основные параметры».
Техническая документация фирмы «Beijing TIME High Technology Ltd.» , КНР.
Рекомендации
Выполнение работ по оценке соответствия промышленной продукции и продукции других видов, а также иных объектов установленным законодательством Российской Федерации обязательным требованиям.
Что такое Ra и Rz в шероховатости поверхности
Learnmytool
06 декабря 2020 г.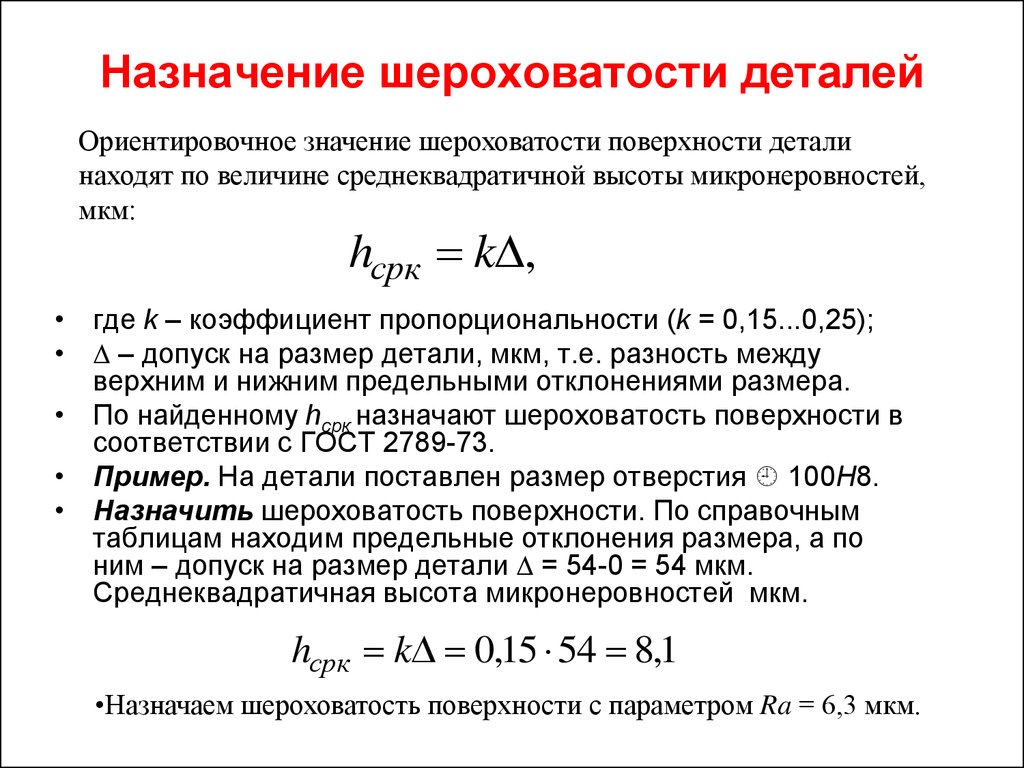
Ra и Rz — параметры шероховатости. Эти параметры шероховатости указывают профиль шероховатости на поверхности. Ra обозначает среднее арифметическое значение шероховатости , а Rz обозначает среднюю глубину шероховатости.
Шероховатость:-
Является компонентом текстуры поверхности, представляет собой величину отклонения в направлении вектора нормали реальной поверхности от ее идеальной формы.
Чем больше отклонение, тем больше шероховатость поверхности, меньше отклонение означает, что поверхность гладкая. На шероховатой поверхности коэффициент трения будет высоким, а на гладкой поверхности коэффициент трения будет меньше. Это также факт, поверхность с неровностями легко ржавеет. Поддержание хорошей отделки поверхности над поверхностью также дорого обходится.
Текстура поверхности (также известная как отделка поверхности) — это характер поверхности, определяемый тремя характеристиками Lay, шероховатостью поверхности и волнистостью.
Lay
« Lay » — это термин, используемый для обозначения направления доминанты или узора текстуры на поверхности .
Пример- Параллельные, перпендикулярные, радиальные и круговые и т.д.
Величина отклонения в направлении вектора нормали реальной поверхности от ее идеальной формы. В некоторых технических документах он обозначается (R) или символом.
Некоторые параметры шероховатости:- (Согласно ISO 4287 )
- Ra – Среднее арифметическое значение шероховатости0006 – Максимальная глубина шероховатой
- RT – Общая высота профиля шероховатости
- LR – Длина отбора проб
- в – общая длина
- , – – общая длина
- , – .Rz5- Шероховатость на длине выборки 5.
- Rz1max – Максимальная глубина шероховатости
- Rz – Средняя глубина шероховатости: среднее значение пяти значений Rzi из пяти выборок
- длин lr в пределах оценочной длины (ln).
- Rt – Общая высота профиля шероховатости
( Сумма высоты Zp самого высокого пика профиля и глубины Zv самой низкой впадины профиля в пределах оценочной длины ln ).
Амплитудные параметры: 1. Пик, 2. Долина
- Максимальный пик профиля высота :- (Pp; Rp; Wp)- Это наибольшая высота пика профиля в пределах длины выборки Zp/Rp.
- Максимальная глубина впадины профиля :- (Pv, Rv, Wv)- Наибольшая глубина впадины профиля Zv/Rv в пределах длины выборки.
Ra – Среднее арифметическое значение шероховатости: среднее арифметическое сумм всех значений профиля.
Rt – Общая высота профиля шероховатости: сумма высоты (Zp) самого высокого пика профиля и глубины (Zv) самой низкой впадины профиля в пределах оценочной длины.
Rt= Zp+Zv
Rz – Средняя глубина шероховатости: среднее значение пяти значений Rzi из пяти длин выборки lri в пределах длины оценки.

Rz=Rz1+Rz2+Rz3+Rz4+Rz5/5.
Интерпретация параметров текстуры поверхности:-
RA12.5 MAX
R = профиль (шероховатость)
12,5 = Длина оценки (LN)
MAX = интерпретация ограничения Spec
AS PECY ISO. 4288 [Метод GPS-профиля текстуры поверхности, термины, определение и метод измерения].
Длина оценки = 5 x Длина выборки.
Соответственно делаем настройку измерения шероховатости. При настройке необходимо выбрать -Максимальный радиус наконечника зонда (Rtip). Радиус наконечника зависит от длины выборки. Существует стандартная таблица выбора радиуса наконечника щупа для измерения шероховатости. Таблица соответствует стандарту ISO 4288 .
Rz и Rz1max здесь имеют разное значение, Rz обозначает среднюю глубину шероховатости, а Rz1mx обозначает максимальную глубину шероховатости.
Волнистость:-
Профиль волнистости (W-профиль) представляет собой профиль, полученный в результате электронной низкочастотной фильтрации первичного профиля с предельной длиной волны λ c с последующей фильтрацией верхних частот с предельной длиной волны λ f .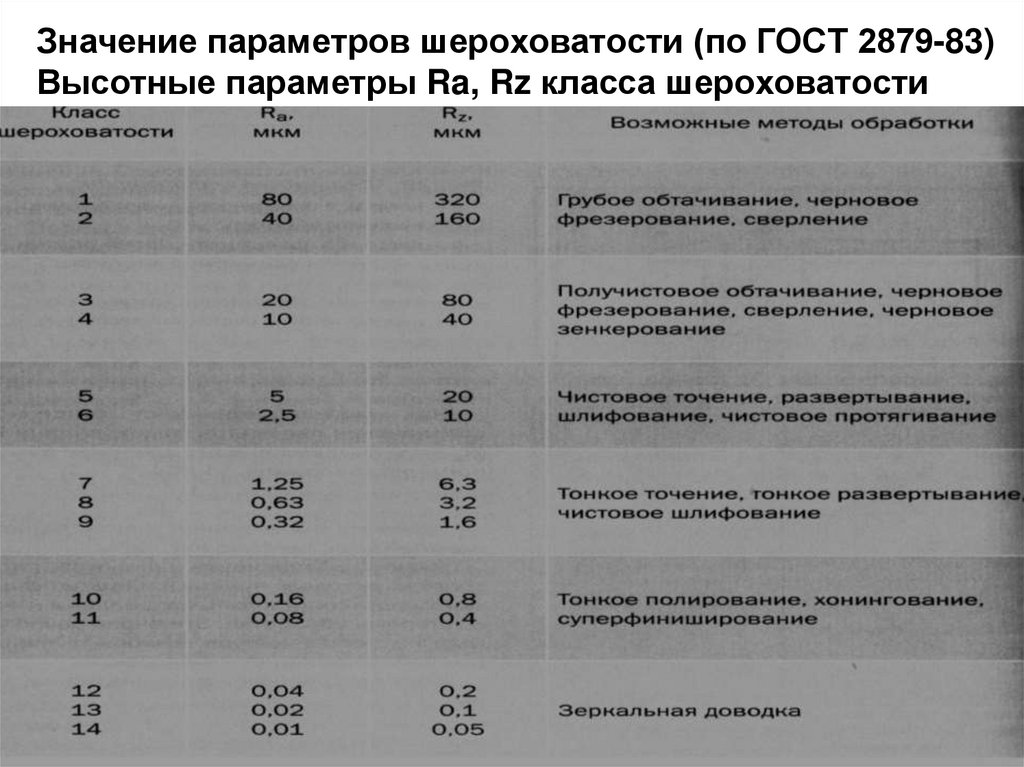 Параметры обозначаются W и оцениваются по длине оценки In, состоящей из нескольких длин выборки lw. Длина выборки Iw соответствует длине волны среза λ f фильтра верхних частот. Однако это количество не нормируется и должно быть оговорено на чертеже. Оно должно лежать между пятью и десятью λf.
Параметры обозначаются W и оцениваются по длине оценки In, состоящей из нескольких длин выборки lw. Длина выборки Iw соответствует длине волны среза λ f фильтра верхних частот. Однако это количество не нормируется и должно быть оговорено на чертеже. Оно должно лежать между пятью и десятью λf.
| Волны в текстурах поверхности |
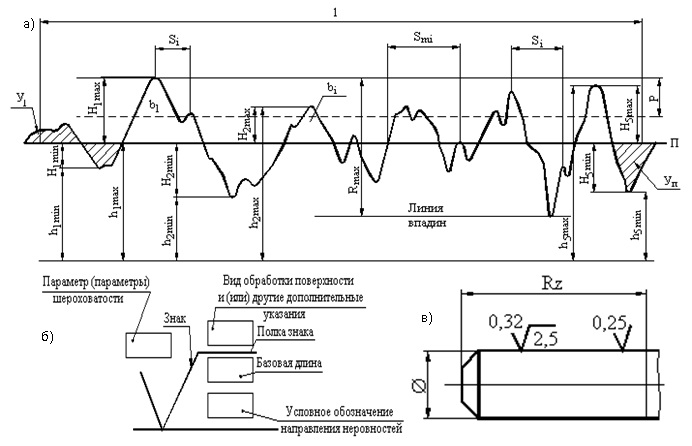
Индикация текстуры поверхности при рисунке
Индикация текстуры поверхности в документах технического продукта дается согласно ISO 1302 .
Базовый символ шероховатости:-
Расширяемый графический символ:-
- Требуемый материал для удаления
- Материал для удаления не допускается
Полный графический символ:-
В полном графическом символе шероховатости только символ имеет вытянутую форму. Ниже приведены следующие фотографии:-
1. APA-Разрешен любой производственный процесс
APA-Разрешен любой производственный процесс
2. MRR- Материал должен быть удален
3. ЯМР- Материал должен быть удален
Отображение параметров текстуры поверхности в тексте и на чертеже приведен ниже:-
В тексте:- MRR Ramax 0,7, Rz1max 3,3
На чертеже:-
Rzmax 0,7 – максимальная средняя глубина шероховатости 0,7 мм (верхний предел).
Rz 0,7 – средняя глубина шероховатости 0,7 мм.
Метод оценки измерения шероховатости
Правило 16% превышать лимит.
Пошаговый метод:
1. Если первое измеренное значение ниже 70 % предела, считается, что оно соответствует требованиям.
2. В противном случае выполните два дополнительных измерения в других точках поверхности; если все три измеренных значения ниже предела, считается, что он соответствует требованиям.
3. В противном случае выполните девять дополнительных измерений в других точках поверхности; если в сумме не более двух измеренных значений превышают предел, это считается соответствующим.
Пожалуйста, оставьте свой отзыв или подпишитесь на этот блог, чтобы поддержать мою работу. Напишите комментарий, и если у вас есть какие-либо вопросы или проблемы, связанные со статьей, пожалуйста, напишите на [email protected]
Спасибо за посещение Learnmytool
Что означают RA и RZ? Справочник по шероховатости поверхности для станков с ЧПУ
Шероховатость поверхности — чрезвычайно сложный предмет, которому посвящены целые докторские диссертации. Неудивительно, что большинство инженеров мало знают об этой области. Если это относится к вам, не волнуйтесь. Мы здесь, чтобы помочь расширить ваши знания.
Когда вы покупаете детали, обработанные на станках с ЧПУ, полезно иметь некоторое представление о том, как шероховатость поверхности может повлиять на стоимость.
Вот несколько вещей, которые вы, возможно, не знали о шероховатости поверхности.
- Какова единица измерения шероховатости поверхности?
Это не простой вопрос, а единиц измерения больше, чем вы думаете. Наиболее распространенными, вероятно, являются R a или R z , но есть также R q , R t , R v , R pm , R max 9 c, R 4 y , W t и более. R a также раньше назывался CLA (среднее по центральной линии) или AA (среднее по площади).
Наиболее распространенными, вероятно, являются R a или R z , но есть также R q , R t , R v , R pm , R max 9 c, R 4 y , W t и более. R a также раньше назывался CLA (среднее по центральной линии) или AA (среднее по площади).
Вторая буква является индексом. В кругах шероховатости поверхности есть «шутка» (здесь держитесь за бока): RA = регулярная армия, Ra = радий, но только R и – это отделка поверхности.
Единица измерения – линейная, то есть микроны или микродюймы.
Читайте наш блог «Что такое Micron?»
Как измеряется шероховатость поверхности?
Мера шероховатости поверхности – это число, обозначающее шероховатость поверхности. Для начала вам нужен след профиля поверхности, затем вам нужно выполнить некоторые математические вычисления, чтобы получить волнистую линию , уменьшенную до числа.
Машина для получения трассировки похожа на иглу проигрывателя, которую проводят по поверхности и записывают вертикальные движения. Затем выполняются некоторые вычисления, и это зависит от того, какое устройство вы используете.
Преобразование трассировки в число — это дверь с односторонним движением, поэтому после преобразования в единицу обратное преобразование невозможно. Это также означает, что нет простого преобразования между единицами измерения, что является одной из причин, почему так важно точно знать: а) какая единица измерения вам нужна и б) что вы запрашиваете. На самом деле нет пути назад, не имея первоначального следа. Обратите внимание, что существуют грубые коэффициенты преобразования, но эти только справедливы для обычных синусоидальных волн, поэтому не рассматривайте их как другие преобразования единиц измерения.
Что измеряют различные единицы измерения шероховатости поверхности?
- R a — среднее значение трассировки поверхности
- R q (среднеквадратичный) чаще используется в оптике, чем в металлообработке
- R p самая высокая вершина. R v — самая низкая долина. R t – это сумма R p и R v
- R max максимальная высота в пределах заданной длины
- R z представляет собой сумму самого высокого пика и самого низкого значения на длине выборки
 R v — самая низкая долина. R t – это сумма R p и R v
R v — самая низкая долина. R t – это сумма R p и R v И это лишь некоторые из них. Существуют также параметры интервала, гибридные параметры, волнистость и статистические свойства.
Почему R
и являются наиболее распространенной мерой?
R a — это среднее значение трассировки поверхности. Он не всегда лучший, но чаще всего используется. Это потому, что проще всего преобразовать с помощью аналоговой электроники, которая в первые дни была гораздо более доступной (или единственно доступной). Это простой случай интегрирования данных (эквивалентно их усреднению).
Что не так с R
и ?
Это все равно что спрашивать, что не так со средними значениями. Два набора чисел 1, 50, 99 и 49, 50, 51 имеют одинаковое среднее значение, но это еще не все.
Два набора чисел 1, 50, 99 и 49, 50, 51 имеют одинаковое среднее значение, но это еще не все.
Посмотрите на эти три трассы поверхности – все они должны иметь одинаковое значение Ra. То же самое можно сказать и о других трассах с менее регулярными профилями, имеющими большие и меньшие пики, которые уравновешиваются в среднем.
Читайте наш блог о допуске
Что влияет на чистоту поверхности?
На чистоту поверхности влияет множество факторов, в том числе:
- Скорость, подача и глубина резания
- Особая геометрия инструмента
- Траектория фрезы
- Износ режущих инструментов
- Материал инструмента и материал детали
Помните также, что по мере использования деталь может изнашиваться. Это может повлиять больше на пики, чем на впадины, поэтому шероховатость поверхности может измениться после ее измерения.
Всегда ли шероховатость поверхности указывается как максимум?
Нет, что бы вы ни думали. В некоторых случаях требуется определенная степень шероховатости (например, для создания хорошего уплотнения с помощью прокладки). В этих случаях может быть максимум и минимум (диапазон) — и это может стать серьезной проблемой для машиниста.
 В некоторых случаях требуется определенная степень шероховатости (например, для создания хорошего уплотнения с помощью прокладки). В этих случаях может быть максимум и минимум (диапазон) — и это может стать серьезной проблемой для машиниста.
В некоторых случаях требуется определенная степень шероховатости (например, для создания хорошего уплотнения с помощью прокладки). В этих случаях может быть максимум и минимум (диапазон) — и это может стать серьезной проблемой для машиниста.Не волнуйтесь, если теперь вы понимаете, что в шероховатости поверхности было нечто большее, чем вы думали, возможно, вы попали в хорошую компанию. Надеюсь, теперь вы понимаете, что это важный параметр, который следует учитывать при выборе деталей, и он может существенно повлиять на стоимость обработки.
У вас есть проект, который вы хотели бы обсудить с нами?
Измерение шероховатости поверхностей из нержавеющей стали
Введение
Шероховатость поверхности – это мера текстуры поверхности. Количественно она определяется вертикальными отклонениями реальной поверхности от ее идеальной формы. Если эти отклонения велики, то поверхность шероховатая, если малы, то поверхность гладкая. Шероховатость обычно считается высокочастотной коротковолновой составляющей измеряемой поверхности. На практике часто необходимо знать как амплитуду, так и частоту, чтобы убедиться, что поверхность соответствует назначению [1].
На практике часто необходимо знать как амплитуду, так и частоту, чтобы убедиться, что поверхность соответствует назначению [1].
Шероховатость поверхности чаще всего измеряется с помощью прибора, в котором щуп перемещается по поверхности, движение щупа усиливается, а сигнал записывается. Результат обычно выражается как R a или средняя шероховатость и представляет собой среднее арифметическое значение отклонения трассы выше и ниже центральной линии. Величина Ra обычно измеряется в микрометрах. В стандартах ISO используется термин CLA (среднее значение центральной линии). Оба интерпретируются одинаково [2].
Евро нержавеющая сталь
открытая галерея
Рис. 1. Принцип измерения средней шероховатости (Ra) [3]
Хотя R a является полезным средним значением, оно не различает пики и впадины. Очень разные профили могут иметь одинаковое значение R a. В технических характеристиках верхний предел или максимальное значение параметра часто встречается при осмотре. Для требований, определяемых верхним пределом (например, Р а ≤ 0,6 мкм) параметра поверхность считается приемлемой, если не более 16 % всех измеренных значений выбранного параметра (исходя из оценочной длины) превышают значение, указанное в чертежах или технической документации на изделие . Для обозначения верхнего предела параметра используется условное обозначение параметра без индекса «max». Для требований, определяемых максимальным значением (например, R макс. 0,6 мкм) параметра при контроле, ни одно из измеренных значений параметра по всей проверяемой поверхности не должно превышать значение, указанное на чертежах или в техническая документация по продукту. Для обозначения максимально допустимого значения параметра к символу параметра необходимо добавить индекс «max» (например, 9).0346 R макс.). Контроль шероховатости поверхности можно выполнить быстро и легко, используя упрощенную процедуру проверки шероховатости, приведенную в приложении А EN ISO 4288 [5], [6].
В технических характеристиках верхний предел или максимальное значение параметра часто встречается при осмотре. Для требований, определяемых верхним пределом (например, Р а ≤ 0,6 мкм) параметра поверхность считается приемлемой, если не более 16 % всех измеренных значений выбранного параметра (исходя из оценочной длины) превышают значение, указанное в чертежах или технической документации на изделие . Для обозначения верхнего предела параметра используется условное обозначение параметра без индекса «max». Для требований, определяемых максимальным значением (например, R макс. 0,6 мкм) параметра при контроле, ни одно из измеренных значений параметра по всей проверяемой поверхности не должно превышать значение, указанное на чертежах или в техническая документация по продукту. Для обозначения максимально допустимого значения параметра к символу параметра необходимо добавить индекс «max» (например, 9).0346 R макс.). Контроль шероховатости поверхности можно выполнить быстро и легко, используя упрощенную процедуру проверки шероховатости, приведенную в приложении А EN ISO 4288 [5], [6]. Обычно устанавливается только верхний предел шероховатости, а не нижний предел. Исключение составляют отверстия цилиндров, где в профиле поверхности задерживается масло и требуется минимальная шероховатость.
Обычно устанавливается только верхний предел шероховатости, а не нижний предел. Исключение составляют отверстия цилиндров, где в профиле поверхности задерживается масло и требуется минимальная шероховатость.
SafeFoodFactory:
, чтобы очистить поверхность до микробного уровня, EHEDG рекомендует R а менее 0,8 мкм, при отсутствии щелей, царапин и т.д.
Евро нержавеющая сталь
открытая галерея
Рис. 2. Различные профили поверхности с одинаковым значением Ra [4]
Значение R z Альтернативной мерой шероховатости поверхности является значение z R . ISO 4287-1:1997 [7] определяет R z как максимальную высоту профиля. Старые документы и приборы для измерения шероховатости поверхности могут по-прежнему относиться к R 9.0294 z по версии этого стандарта 1984 года, в которой указывалась «десятибалльная высота неровностей». Важна типографская деталь: « R z» относится к текущей, «R z » к устаревшей версии стандарта.
Важна типографская деталь: « R z» относится к текущей, «R z » к устаревшей версии стандарта.
Другой фактор для описания шероховатости поверхности, R q (иногда также RMS), измеряет среднеквадратичное отклонение профиля. Термины, определения и параметры для определения шероховатости поверхности снова приведены в EN ISO 4287 [7].
Евро нержавеющая сталь
открытая галерея
Рис. 3. Принцип измерения среднеквадратичной шероховатости (Rq) [8]
Таблица 1. Шероховатость поверхности различных покрытий из нержавеющей стали [9], [10], [11], [12].
| Поверхность EN 10088-2 | Тип технологического маршрута | Шероховатость поверхности согласно EN 10088-2 | Примечания |
|---|---|---|---|
| 1Д | Горячекатаный, термообработанный (дробеструйный) и травленый. Грубый и тупой. Грубый и тупой. | R a обычно в диапазоне 3,50–7,50 мкм | |
| 2D | Холоднокатаный, термообработанный, травленый. Гладкий; плавный. | ||
| 2Б | Холоднокатаный, термообработанный, травленый, с дрессировкой. Плавнее, чем 2D. | R a обычно в диапазоне 0,30–0,50 мкм | |
| 2G | Земля Можно указать зернистость или шероховатость поверхности. Однонаправленная текстура, не очень отражающая. | ||
| 2Р | Светлый отжиг Холоднокатаный, светлый отжиг. Гладкий, яркий, отражающий. | ||
| 2Ж | Матовая или матовая полировка Можно указать тип щетки или полировальной ленты или шероховатость поверхности. Однонаправленная текстура, не очень отражающая. | ||
| 2К | Матовый полироль | Поперечный R а < 0,5 мкм | |
| 2П | Блестящая полировка Отделка достигается механической полировкой.  Процесс шероховатости поверхности может быть задан. Это ненаправленная отделка, светоотражающая, с высокой степенью четкости изображения. Процесс шероховатости поверхности может быть задан. Это ненаправленная отделка, светоотражающая, с высокой степенью четкости изображения. |
Следует помнить, что неправильная обработка поверхности может привести к необратимым повреждениям. Например, нет процедуры ремонта для технологического резервуара, поставленного с холоднокатаным блестящим покрытием (покрытие 2B, ASTM A 480/A 480M), которое превышает установленный максимум R значение [6].
| Поверхность ASTM A 480/480 M | Описание | Примечания |
|---|---|---|
| 3 | Отделка с линейной текстурой, которую можно получить механической полировкой или прокаткой. Квалифицированный оператор обычно может смешать эту отделку. | Средний R а обычно может быть до 1 мкм* |
| 4 | Отделка с линейной текстурой, которая может быть получена механической полировкой или прокаткой. Квалифицированный оператор обычно может смешать эту отделку. Квалифицированный оператор обычно может смешать эту отделку. | Средний R а обычно может быть до 0,6 мкм* |
| 5 | Архитектурная отделка. Это отдельная категория, которая может быть предметом переговоров между покупателем и продавцом, поскольку во всем мире доступно множество техник и вариантов отделки.* | Поперечный R значение не должно превышать 0,5 мкм |
| 6 | Эта отделка имеет мягкую, атласную поверхность, обычно получаемую брашированием Tampico с отделкой № 4. | |
| 8 | Это гладкое покрытие с высокой отражающей способностью, обычно получаемое путем полировки более мелкими абразивами с последующим полированием. Как правило, на конечном продукте все еще могут быть видны очень слабые линии полировки или полировки. Смешивание после сборки может быть выполнено путем полировки. |
* Измерения шероховатости поверхности различаются в зависимости от приборов, лабораторий и операторов. Также могут быть перекрытия при измерениях шероховатости поверхности для отделки № 3 и № 4.
Также могут быть перекрытия при измерениях шероховатости поверхности для отделки № 3 и № 4.
| Обработка поверхности на производстве | Среднее R а мкм |
|---|---|
| Дробеструйная обработка | 1.00-6.00 |
| Расточенный, точеный | 0,40-6,00 |
| Электрополировка | 0,10-0,80 |
Следует отметить, что значения в таблице приведены только для ориентации и различаются в зависимости от производителя и типичной обработки поверхности. Предлагается, чтобы в отношении требований к шероховатости поверхности был четко указан возможный критерий приемки Ra, поскольку чистота поверхности, определенная стандартами, определяет только технологический маршрут (например, холоднокатаный, термообработанный, травленый, с обшивкой, соответствующей 2B). и шероховатость поверхности может варьироваться от одного производителя к другому.
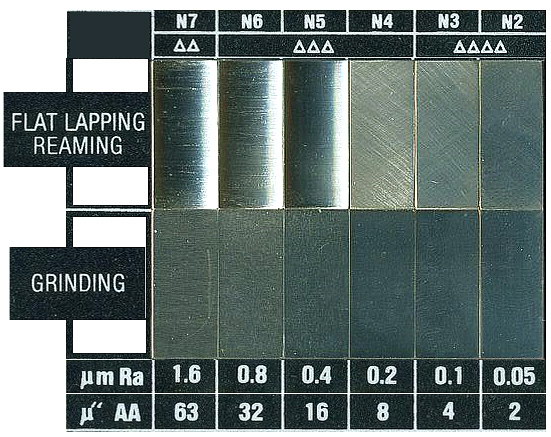
Таблица 2. Сравнение зернистости и шероховатости поверхности – приблизительные значения [13].
Сравнение зернистости и шероховатости поверхности – приблизительные значения [13].
| Зернистость | R мкм | R а мкм |
|---|---|---|
| 80 | 2,02 | 1,80 |
| 120 | 1,47 | 1,32 |
| 150 | 1,20 | 1,06 |
| 180 | 0,86 | 0,76 |
| 240 | 0,43 | 0,38 |
| 320 | 0,36 | 0,30 |
| 500 | 0,20 | 0,18 |
| 600 | 0,15 | 0,13 |
SafeFoodFactory, относительно таблицы 2, Размер зерна и шероховатость (из ([13]):
согласно последним измерениям современная шлифовальная бумага слишком хороша. Т.е. помол до 0,8 мкм R a иногда можно получить только с зернистостью 240.
Соответствующие стандарты
ISO 1302:2002
Геометрические характеристики изделия (GPS) – Указание текстуры поверхности в технической документации на изделие (ISO 1302:2002)
3
ЕН ИСО 3274:1997 .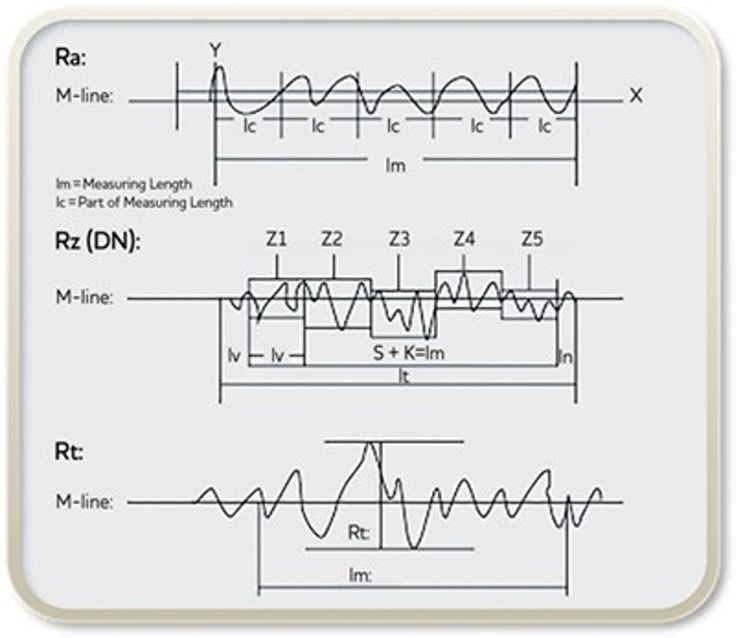
Геометрические характеристики изделий (GPS) – Текстура поверхности: Метод профиля – Номинальные характеристики контактных (стилусных) инструментов (ISO 3274:1996).
ЕН ИСО 4287:1998/АС:2008 .
Геометрические спецификации продукта (GPS) – Текстура поверхности: Метод профиля – Термины, определения и параметры текстуры поверхности (ISO 4287:1997/Cor 1:1998/Cor 2:2005).
EN ISO 4288:1997 .
Геометрические спецификации продукта (GPS) – Текстура поверхности: метод профиля – Правила и процедуры для оценки текстуры поверхности (ISO 4288:1996).
ЕН ИСО 5436-1:2000 .
Геометрические спецификации продукта (GPS) – текстура поверхности: метод профиля; Стандарты измерений – Часть 1: Материальные меры (ISO 5436-1:2000).
EN ISO 5436-2:2012 .
Геометрические характеристики изделия (GPS) – Текстура поверхности: метод профиля; Стандарты измерения – Часть 2: Стандарты измерения программного обеспечения (ISO 5436-2:2012).
EN ISO 12085:1997/AC:2008 .
Геометрическая спецификация продукта (GPS) – Текстура поверхности: Метод профиля – Параметры мотива (ISO 12085:1996/Cor 1:1998).
EN ISO 12179:2000/AC:2008 .
Геометрические спецификации продукта (GPS) – Текстура поверхности: Метод профиля – Калибровка контактных (стилусных) инструментов (ISO 12179):2000/Кор 1:2003).
ЕН ИСО 13565-1:1997 .
Геометрические характеристики изделия (GPS) – Текстура поверхности: метод профиля; поверхности со слоистыми функциональными свойствами – Часть 1: Фильтрация и общие условия измерения (ISO 13565-1:1996).
ЕН ИСО 13565-2:1997 .
Геометрические характеристики изделия (GPS) – Текстура поверхности: метод профиля; поверхности со слоистыми функциональными свойствами. Часть 2. Характеристика высоты с использованием линейной кривой соотношения материалов (ISO 13565-2:19).96)
EN ISO 13565-3:2000 .
Геометрические спецификации продукта (GPS) – текстура поверхности: метод профиля; поверхности со стратифицированными функциональными свойствами. Часть 3. Характеристика высоты с использованием кривой вероятности материала (ISO 13565-3:1998)
ISO 16610-21:2011 .
Геометрические характеристики изделия (GPS). Фильтрация. Часть 21. Фильтры с линейным профилем: фильтры Гаусса
Справочные материалы
[1]0003
[2]
Шероховатость поверхности (обзор) и уравнения, http://www.engineersedge.com/surface_finish.htm
[3]
Boen, P., Абразивное сито для обработки металла, 3M, компания документация
[4]
Родригес, В., Сукумаран, Дж., Андо, М., Де Баетс, П., Проблемы измерения шероховатости при трибологических испытаниях, Устойчивое строительство и проектирование 2011
[5]
EN ISO 4288: 1997 Геометрические спецификации продукта (GPS). Текстура поверхности: метод профиля. Правила и процедуры оценки текстуры поверхности (ISO 4288:19). 96)
96)
[6]
Frantsen, J. E., Mathiesen, T., Спецификация поверхностей из нержавеющей стали для пивоваренного, молочного и фармацевтического секторов, Nace Corrosion, 2009, Paper 09573
[7]
EN ISO 4287:1998 Геометрический продукт спецификации (GPS) – Текстура поверхности: Метод профиля – Термины, определения и параметры текстуры поверхности (ISO 4287:1997)
[8]
Параметры шероховатости, http://www.rubert.co.uk/faqs/roughness-parameters /
[9]
Текстуры поверхности нержавеющих сталей, технический фокус,
http://airprocesssystems.com/pdf/eirich/surfacetextures.pdf
[10]
ASTM A 480/480M, Стандартные технические условия для общих требований к плоскокатаному листу, листу и полосе из нержавеющей и жаропрочной стали
[11]
EN 10088-2, Нержавеющие стали – Часть 2: Технические условия поставки листа/плиты и полосы из коррозионностойкой стали общего назначения
[12]
SSINA, http://www.ssina.com/finishes/sheetsamples.