Что общего в токарном и сверлильном станках – Какими общими чертами обладают сверлильный и токарный станки ?
alexxlab | 10.04.2020 | 0 | Разное
Какими общими чертами обладают сверлильный и токарный станки ?
Тесты и контрольные вопросы по технологии(технический труд)
11 класс
Элементы машиноведения
Выберите правильный ответ
1. Какими общими чертами обладают сверлильный и токарный
станки ?
А. являются технологическим машинами
Б. служат для обработки цилиндрических деталей
В. имеют схожую систему управления
Г. используют одинаковые передачи движения
2. При каком угле заострения режущий инструмент быстро затупляется ?
А. 35°
Б. 45°
В. 50°
Г. 60°
Элементы материаловедения
Выберите правильные ответы
3. Маркировка стали зависит от …
А. процентного содержания углерода
Б. процентного содержания азота
В. наличия в стали добавок (хром, вольфрам и др.)
Г. механических свойств стали
Выберите правильный ответ
4. Выбор материала для изготовления изделия зависит, в первую очередь, от следующего фактора …
А. от потребностей покупателя
Б. от функционального назначения изделия
В. от технологии обработки материала
Г. от стоимости материала
Выберите правильные ответы
5. Характер рисунка текстуры древесины зависит от …
А. размеров сердцевидных лучей
Б. ширины годичных слоев
В. плотности древесины
Г. расположения волокон
Ручная обработка древесины
6. Какие инструменты используют при изготовлении шипового соединения на открытый сквозной одинарный шип ?
А. долото
Б. киянку
В. столярный угольник
Г. циркуль
7. Листовые плитные материалы …
А. лущеный шпон
Б. древесностружечные плиты (ДСП) толщиной 10-26 мм
В. клееная фанера толщиной 18 мм
Г. древесноволокнистые плиты (ДВП) толщиной 10-25 мм
Выберите правильный ответ
8. К термической обработке НЕ относится…
А. отпуск
Б. отжиг
В. воронение
Г. нормализация
9. Ручные слесарные ножницы применяют для разрезания листовых цветных металлов толщиной …
А. до 1,5 мм
Б. до 1,6 мм
В. до 1,8 мм
Г. до 2,0 мм
Механическая обработка древесины
Выберите правильные ответы
10.Инструменты для измерения внутренних размеров при
вытачивании изделий на токарном станке по обработке древесины:
А. кронциркуль
Б. штангенциркуль
В. разметочный пружинный циркуль
Г. нутромер
Выберите правильный ответ
11. Какой угол резания надо увеличить, чтобы уменьшить трение резца о поверхность заготовки?
А. передний угол
Б. угол заострения
В. главный задний угол
Г. угол резания
Ручная обработка металла
12. Ручную гибку тонколистовых заготовок производят в слесарных тисках с помощью …
А. киянки
Б. слесарного молотка с круглым бойком
В. слесарного молотка с квадратным бойком
Г. плоскогубцев
13. Какая длина рабочей части напильника НЕ соответствует ГОСТу ?
А. 400 мм
Б. 500 мм
В. 200 мм
Г. 300 мм
Механическая обработка металла
14. Контроль изделий цилиндрической формы с точностью до 0,01 мм, при вытачивании их на токарно-винторезном станке, осуществляется с помощью …
А. слесарной линейки
Б. микрометра
В. штангенциркуля
Г. лекальной линейки
15. Поступательное и вращательное движение режущего инструмента происходит во время работы на ….
А. токарном станке
Б. строгальном станке
В. фрезерном станке
Г. сверлильном станке
Графика
16. При изображении окружности в косоугольной изометрической проекции эта окружность…
А. проецируется как эллипс
Б. проецируется как овал
В. проецируется без изменения как окружность
Г. проецируется как окружность, уменьшенная по ширине вдвое
17. Объемное (трехмерное) изображение изделия носит название ….
А. чертежа
Б. технического рисунка
В. эскиза
Г. сборочного чертежа
18. В каком из примеров правильно обозначена метрическая резьба, если размер наружного диаметра 16 мм, а шаг 1,5 мм?
А. Ø16×1,5
Б. М16×1,5 +
В. Ø16, S1,5
Г. М16
Электротехника
19. Предохранитель на 5А при включении электрочайника мощностью 2 кВт и компьютера мощностью 200 Вт в сеть напряжением 220 В:
А. не перегорит
Б. перегорит
В. может перегореть, а может и не перегореть
20. При замыкании ключа в цепи, содержащей три одинаковые лампы, лампа Л1:
А. погаснет
Б. будет гореть ярче
В. будет гореть более тускло
Г. будет гореть без изменений
21. Тепловое действие электрического тока используется в:
А. лампах накаливания
Б. утюгах
В. люминесцентных лампах
Г. энергосберегающих лампах
22. Основную роль в выпрямителях переменного тока играют:
А. резисторы
Б. диоды
В. катушки индуктивности
Г. конденсаторы
Электроника
23. Большая дальность действия телевизионных станций определяется использованием:
А. акустических волн
Б. электромагнитных волн
В. механических волн
Г. гравитационных волн.
24. Для излучения электромагнитных волн необходимо наличие:
А. выпрямителя
Б. усилителя
В. антенны
Г. детектора
Художественная обработка материалов
Выберите правильные ответы
25. Виды мозаики по дереву:
А. маркетри
Б. инкрустация
В. аппликация
Г. интарсия
Экология
26. Выбросы парниковых газов в результате деятельности промышленности энергетики и транспорта приводят к:
А. понижению температуры поверхности Земли
Б. повышению температуры поверхности Земли
В. изменению климата
Г. таянию льдов, вечной мерзлоты и повышению уровня мирового океана.
27. В результате сжигания неочищенного каменного угля на тепловых электростанциях образуются окислы серы и азота, которые приводят к:
А. выпадению полезных для растений осадков
Б. выпадению кислотных дождей
В. закислению озер и уничтожению в них рыбы
Г. коррозии стальных конструкций.
Выбери правильный ответ
28. Выбросы фреона приводит к появлению озоновых дыр, которые усиливают ультрафиолетовое излучение Солнца на поверхности Земли и:
А. улучшают загар людей
Б. увеличивают количество раковых заболеваний кожи людей
В. улучшает условия отдыха людей
Г. не представляют опасность для людей.
Семейная экономика и основы предпринимательства
29. Главная (экономическая) функция предпринимательства заключается в …
А. производстве товаров и услуг для удовлетворения потребностей людей
Б. эффективной организации собственного дела
В. нацеленности на создании новых товаров и услуг, способов их производства и реализации.
30. Затратами денежных средств в процессе ведения домашнего хозяйства называют:
А. бюджет семьи
Б. расходы семьи
В. доходы семьи
31. Бюджет семьи – это …
А. роспись доходов и расходов, которая решает задачу рационального использования семейных средств
Б. совокупность доходов и расходов на определенный период (месяц, год)
В. принятие решения по поводу расходования средств с учетом получаемых доходов
32. Выберите верное утверждение.
А. бизнес-план является рабочим документом, описывающим все основные аспекты создания и развития бизнеса
Б. бизнес-план является конфиденциальным документом, содержание которого не должны знать партнеры по бизнесу
В. бизнес-план является основным и обязательным документом при организации собственного дела.
Выбери правильные ответы
33. Учредительными документами, необходимыми для открытия собственного бизнеса являются ……
А. учредительный договор
Б. бизнес-план
В. Устав
Г. документы бухгалтерской отчетности.
Техническое творчество
Выбери правильный ответ
34. Творчеством является создание:
А. известных изделий известными методами
Б. нового
В. старинных изделий известными методами
Г. полезных изделий известными методами
35. Моделью в технике называют…
А. создаваемое человеком подобие изучаемых объектов, позволяющее выделить главное, не отвлекаясь на детальные особенности
Б. упрощенное представление объекта, процесса или явления, представляющее собой математические закономерности
В. уменьшенную копию реального технического объекта
Г. специально созданное изображение реального объекта, выполненное из подходящих конструкционных материалов
36. Мозговой штурм представляет собой…
А. групповое обсуждение идей
Б. групповое выдвижение идей
В. сравнение разных способов изготовления изделия
Г. публичную защиту идей.
Проект и информационные технологии
37. Для оформления списка литературы в пояснительной записке к творческому проекту наиболее грамотно будет воспользоваться…
А. драйверами
Б. электронными таблицами
В. текстовым редактором
Г. операционной системой
Техника безопасности
Выбери правильные ответы
38. Не выполнение каких правил техники безопасности при работе на токарном станке по обработке древесины, могут привести к несчастному случаю ?
А. замерять обрабатываемую заготовку, не выключив
станок
Б. выполнять работу без защитного экрана или
защитных очков
В. знакомство с технической документацией
Г. отходить от станка не выключив его
Профессиональная ориентация
Выбери правильный ответ
39. Какие профессии относятся к профессиям типа «человек – техника»?
А. дизайнер
Б. водитель
В. агроном
Г. журналист
40. Для профессий типа «человек-техника» основной трудовой функцией является …
А. создание произведений искусства
Б. преобразование материалов и энергии
В. уход за животными и растениями
Г. взаимодействие с другими людьми
Ответы к тестам 11 класса
а
а
а, в
б
а, б, г
а, б, в
б, г
в
а
б, г
в
а
б
б
в
а
б
б
б
б
б
б
б
в
а, б, г
б, в, г
б, в, г
б
а
б
а
а
а, в
б
а
б
в
а, б, г
б
б
kak.znate.ru
Контрольные вопросы и задания
опишите устройство токарного станка.
Приведите классификацию резцов.
Каковы принципы выбора рациональной геометрии резца?
Как осуществляется предварительная обработка заготовок?
Каковы виды токарной обработки основных наружных поверхностей тел вращения?
Назовите основные виды токарных работ.
Как осуществляется точение в патроне и на планшайбе?
Как осуществляется точение конусов?
Как выполняется точение фасонных поверхностей?
Как выполняется обработка на револьверных станках?
Как выполняется обработка на токарно-карусельных и токарно-лобовых станках?
Как осуществляется нарезание резьбовых поверхностей?
Как осуществляется накатывание резьбы?
5. Обработка на сверлильных станках
5.1. Универсальные сверлильные станки
Сверлильные станки подразделяют на универсальные, специализированные и специальные. На универсальных сверлильных станках можно выполнять любые операции по обработке отверстий. К универсальным станкам относятся: вертикально-сверлильные, радиально-сверлильные, настольно-сверлильные и др.; к специализированным – сверлильные станки для глубокого сверления. В массовом производстве применяют специальные агрегатные многошпиндельные сверлильные станки, предназначенные для выполнения определенной операции [13].
К сверлильным станкам относятся собственно сверлильные и расточные станки.
Станки сверлильной группы подразделяются на вертикально-сверлильные, радиально-сверлильные, одношпиндельные и многошпиндельные полуавтоматы, координатно-расточные, алмазно-расточные, горизонтально-сверлильные для глубокого сверления, расточные и специализированные сверлильные станки.
На рис. 41 показан вертикально-сверлильный станок.
|
Рис. 41. Общий вид вертикально-сверлильного станка: 1 – винт; 2 – стол; 3 – шпиндель; 4 – маховик; 5 – коробка подач; 6 – электродвигатель; 7 – коробка скоростей; 8 – рукоятка; 9 – колонна |
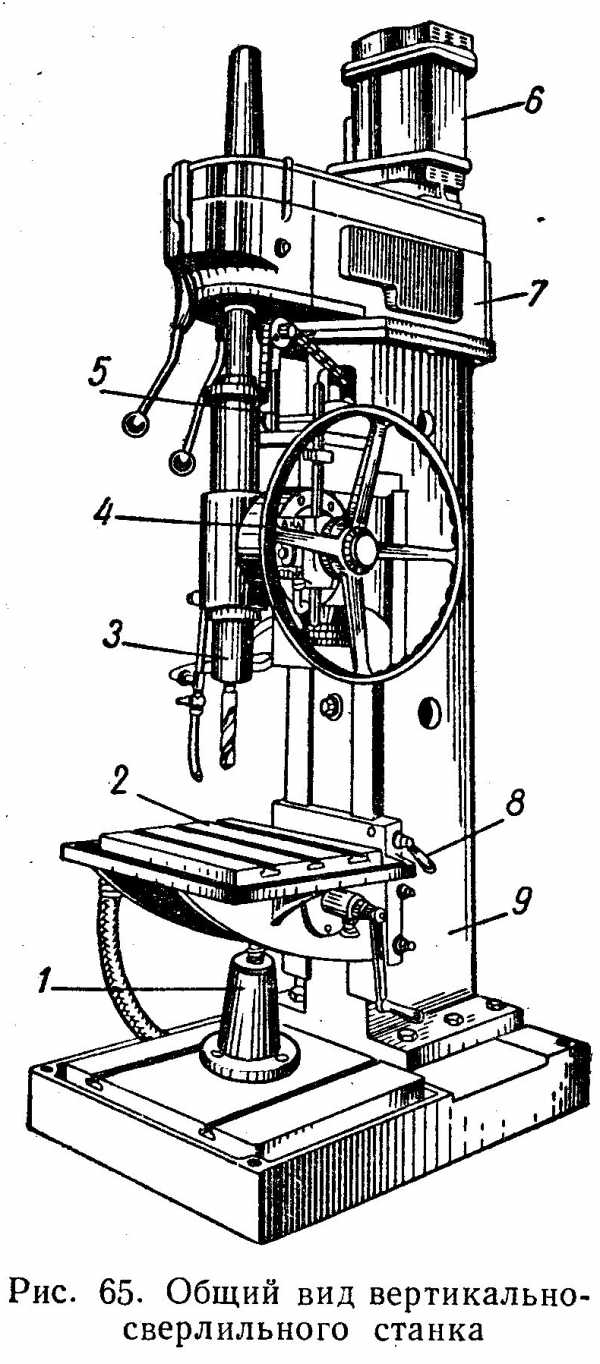
Он состоит из колонны 9, по направляющим которой может вертикально перемещаться шпиндельная бабка с установленными в ней шпинделем 3 и коробкой подач
В станке предусмотрено сверление отверстий на заданную глубину с автоматическим отключением подачи.
На вертикально-сверлильном станке модели 2А150 можно сверлить отверстия диаметром до 50 мм и глубиной до 300 мм. Эти станки имеют широкий диапазон чисел оборотов шпинделя и подач, поэтому применяются не только для сверления, но также для зенкерования и нарезания внутренней резьбы.
Выбор наивыгоднейшей скорости резания при сверлении и других видах обработки отверстий осуществляют подбором соответствующего числа оборотов шпинделя. На станке модели 2А150 это достигается изменением передаточного числа коробки скоростей iкс путем переключения блока 11 зубчатых колес, расположенного на валу II (рис. 42), или блока 12 зубчатых колес, расположенного на валу V. В результате этого получают 12 чисел оборотов шпинделя в интервале от 32 до 1400 об/мин. Зная количество оборотов электродвигателя nэд, уравнение кинематической цепи вращения шпинделя nшп можно выразить следующим образом, об/мин:
nшп= nэд ּ iкс,
Выбор необходимой подачи сверла производят переключением подвижных блоков 13 и 14 коробки подач (рис. 42), вращение от которых через систему зубчатых колес и червячную пару передается к реечному колесу с 14 зубьями и рейке с модулем m = 4. Рейка закреплена на гильзе, в которой свободно вращается шпиндель; в вертикальном осевом направлении шпиндель перемещается только совместно с гильзой.
|
Рис. 42. Упрощенная кинематическая схема сверлильного станка |

Вертикально-сверлильный станок модели 2А150 имеет девять подач – от 0,125 до 6,64 мм/об. Подача шпинделя осуществляется автоматически и вручную.
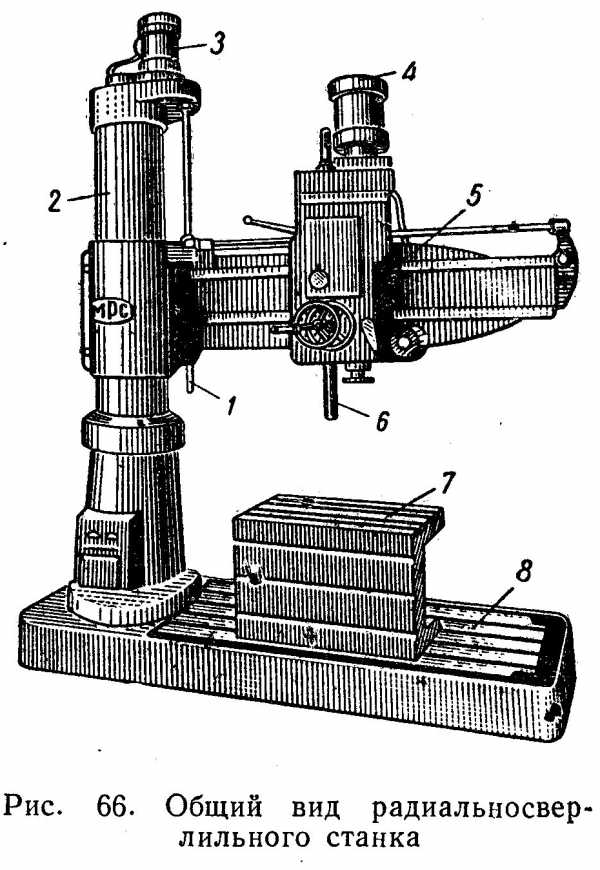
Радиально-сверлильные станки применяют в тех случаях, когда приходится сверлить отверстия в крупных заготовках, обработка которых на вертикально-сверлильных станках неудобна или невозможна. На рис. 43 приведен общий вид радиально-сверлильного станка. На колонне 2 может поворачиваться и вертикально перемещаться рукав 5. На рукаве помещена шпиндельная бабка с расположенными в ней коробками скоростей и подач, а также шпинделем 6, приводимым во вращение от электродвигателя 4. Заготовку устанавливают на стол 7 или на фундаментную плиту 8.
В вертикальном направлении рукав 5 перемещается при вращении винта 1 от электродвигателя 3.
Поворачивая рукав на колонне 2 и перемещая по рукаву шпиндельную бабку, можно подвести шпиндель со сверлом или другим инструментом к любой точке обрабатываемой плоскости заготовки, находящейся в зоне радиального перемещения рукава. Шпиндельная головка, для устойчивости фиксируемая на консоли зажимом, работает как самостоятельный узел и может перемещаться по рейкам консоли в радиальном направлении при помощи специальной рукоятки. Поворот консоли вокруг колонны на определенный угол производится как механически, так и вручную.
|
Рис. 43. Общий вид радиально-сверлильного станка: 1 – винт; 2 – колонна; 3, 4 – электродвигатель; 5 – рукав; 6 – шпиндель; 7 – стол; 8 – фундаментная плита |
Эти станки используют для сверления, рассверливания, зенкерования и развертывания отверстий в тяжелых и громоздких заготовках, установка которых на столе вертикально-сверлильного станка невозможна или неудобна.
На станке можно получить 12 различных скоростей вращения шпинделя от 55 до 2240 об/мин и 8 различных подач в пределах 0,06–1,22 мм/об; если поменять местами сменные зубчатые колеса, то число скоростей можно удвоить.
При сверлении на радиально-сверлильном станке заготовка укрепляется неподвижно на съемном столе 17 или непосредственно на фундаментной плите 8, а шпиндель со сверлом приводится в рабочее положение, режим резания устанавливают при помощи переключателей, расположенных на панели электрошкафа управления. Управление станком производится от ЭВМ, обратная связь осуществляется при помощи круговых индуктивных датчиков. Окончательная установка рабочего стола и салазок в заданной координате осуществляется при помощи проходного индуктивного датчика перемещений. Носителем информации является программа.
Точность расстояний между осями обработанных отверстий при работе по программе обеспечивается до 0,01 мм.
Применение системы программного управления на станке значительно повышает его производительность по сравнению со станками без программного управления.
Кроме сверления отверстий, на вертикально-сверлильном станке можно производить чистовое фрезерование и контроль координат расточенных отверстий.
Наиболее полно станок используется при обработке деталей малых и средних размеров, выполняемых мелкими и средними сериями.
Настольно-сверлильные станки предназначены для сверления отверстий в мелких заготовках. Их устанавливают обычно на верстаках в слесарных отделениях.
Многошпиндельные сверлильные станки подразделяют на две группы (по признаку устройства шпинделей): с нерегулируемыми (постоянными) и регулируемыми шпинделями.
На многошпиндельных сверлильных станках одновременно сверлят несколько отверстий, количество которых может превышать 200.
studfiles.net
12. Станки сверлильно-расточной группы. Общие сведения, назначение, классификация, виды выполняемых работ.
Станки сверлильно-расточной группы подразделяются на 10 типов: 0-й тип оставлен резервным, к 1-му относятся вертикальные сверлильные станки, к 2-му – одношпиндельные сверлильные полуавтоматы, к 3-му –многошпиндельные полуавтоматы, к 4-му – координатно-расточные станки, к 5-му – радиально-сверлильные, к 6-му – горизонтально-расточные, к 7-му – алмазно- расточные, к 8-му – горизонтально-сверлильные и к 9-му – различные станки сверлильно-расточной группы, не вошедшие в предыдущие типы.
12.1. Вертикально-сверлильные станки. Назначение, основные механизмы, движения в станке.
С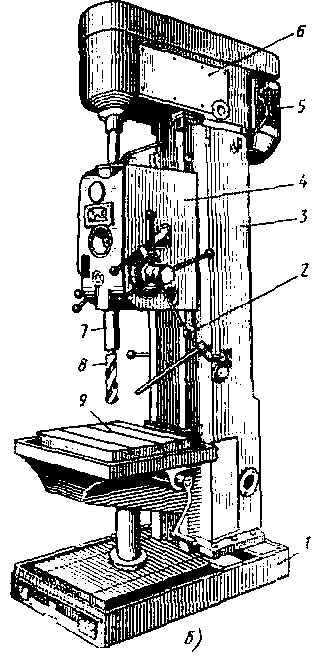 верлильные
станки предназначены для сверления
отверстий, рассверливания, зенкерования,
развертывания, нарезания резьбы мерным
инструментом. Основными формообразующими
движениями при операциях являются
главное движение (вращательное)
верлильные
станки предназначены для сверления
отверстий, рассверливания, зенкерования,
развертывания, нарезания резьбы мерным
инструментом. Основными формообразующими
движениями при операциях являются
главное движение (вращательное)
Основным параметром вертикально-сверлильных станков является условный диаметр сверления – наибольший диаметр, который может быть просверлен сверлом из быстрорежущей стали в сплошной заготовке из нормализованной стали 45.
В
а)
ертикально-сверлильные станки предназначены для работы в основных производственных цехах, а также в условиях единичного и мелкосерийного производства, в ремонтно-механических и инструментальных цехах. Они выпускаются настольного исполнения с условным диаметром сверления 3, 6 и 12мм и напольного – с условным диаметром 18; 25; 32; 35; 50 и 75 мм.б)
Рис. 59. Общий вид (а) и структурная схема (б) вертикально-сверлильного станка12.2. Радиально-сверлильные станки.
П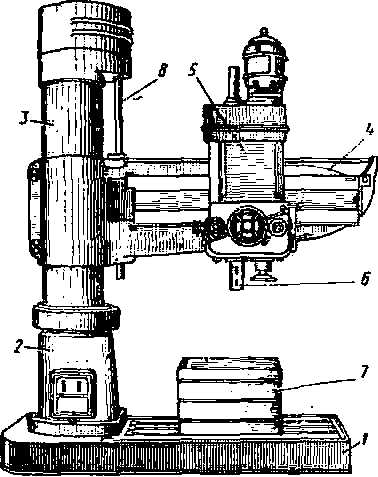 еремещение
по плоскости стола крупногабаритных
и тяжелых деталей сопряжено с большими
неудобствами и потерей времени.
Поэтому при обработке большого числа
отверстий в таких деталях применяют
радиально-сверлильные станки (рис.60).
Радиально-сверлильные станки выпускаются
с условным диаметром сверления до 100мм.
При работе на них деталь остается
неподвижной, а шпиндель со сверлом
перемещается относительно детали и
устанавливается в требуемое
положение. На фундаментной плите1такого станка установлена тумба2с неподвижной колонной, на которую
надета гильза3,поворачивающаяся
вокруг колонны на 360°. На гильзе
смонтирована траверса4,которая
имеет горизонтальные направляющие
для перемещения сверлильной
головки5.
еремещение
по плоскости стола крупногабаритных
и тяжелых деталей сопряжено с большими
неудобствами и потерей времени.
Поэтому при обработке большого числа
отверстий в таких деталях применяют
радиально-сверлильные станки (рис.60).
Радиально-сверлильные станки выпускаются
с условным диаметром сверления до 100мм.
При работе на них деталь остается
неподвижной, а шпиндель со сверлом
перемещается относительно детали и
устанавливается в требуемое
положение. На фундаментной плите1такого станка установлена тумба2с неподвижной колонной, на которую
надета гильза3,поворачивающаяся
вокруг колонны на 360°. На гильзе
смонтирована траверса4,которая
имеет горизонтальные направляющие
для перемещения сверлильной
головки5.
Рис.60. Радиально-сверлильный станок
Внутри головки размещены коробки скоростей и подач и узел шпинделя 6. На передней крышке расположены органы управления.
Обрабатываемые детали устанавливают на столе 7или непосредственно на верхней плоскости фундаментной плиты. Шпиндель6со сверлильной головкой может перемещаться в горизонтальном направлении, а вместе с траверсой4и гильзой3поворачиваться вокруг оси неподвижной колонны. Эти два движения обеспечивают установку инструмента по любым координатам. С помощью винта8траверса поднимается или опускается по гильзе и закрепляется на любой высоте. Гильза, в свою очередь, может быть зажата на колонне, а сверлильная головка — на траверсе. Перед сверлением отверстия гильзу и сверлильную головку фиксируют, а по окончании обработки освобождают. Механизмы зажима размещены в нижней части гильзы, над тумбой2и в сверлильной головке.
studfiles.net
1 Что является рабочим органом у настольного сверлильного станка?
1 Сверло 2 редуктор 3 ременная, червячная, зубчатая 4 за счёт повышающего редуктора
<a href=”/” rel=”nofollow” title=”15907216:##:1OjIQmv”>[ссылка заблокирована по решению администрации проекта]</a>
соответсвующий учебник по каждому вопросу почитай
1.редуктор 2.ЗУБЧАТОЕ, ременная, цепная, фрикционная 3.хз
1 Сверло 2 редуктор 3 ременная, червячная, зубчатая 4 за счёт повышающего редуктора
1 Сверло 2 редуктор 3 ременная, червячная, зубчатая 4 за счёт повышающего редуктора
На 3 вопрос неверные ответы а нужно: педали, кнопкидетали находящиеся между двигателем и колесами, сами колеса.
touch.otvet.mail.ru
“Устройство и назначение токарно-сверлильного станка”.
ПЛАН-КОНСПЕКТ
урока технологии
Класс: 11
Тема: Технология обработки конструкционных материалов.
Практическая работа: обработка конструкционных материалов токарным способом.
ОФГ. Финансирование. Источники финансирования
Цели:
образовательная: расширение представлений учащихся о технологических процессах современного производства;
развивающая: развивать навыки пользования инструментами;
воспитательная: прививать качества аккуратности и собранности при выполнении приемов труда. Сформировать у учащихся интерес к рабочим и инженерным профессиям.
Методы проведения занятия:
беседа с закреплением материала;
самостоятельная работа учащихся под контролем учителя
Дата проведения:
Методическое оснащение урока:
Материально-техническая база:
Дидактическое обеспечение:
Учебник «Технология» 11 класс.
Тип урока: Урок приобретения новых знаний и умений и применения их на практике.
Методы: Словесный, наглядный, практический.
Ход урока.
Организационный момент.
приветствие
проверка явки учащихся
проверка готовности учащихся к уроку (тетради, ручки)
настрой учащихся на работу.
Актуализация знаний учащихся:
Изложение учителем нового материала:
I. Тема урока: “Устройство и назначение токарно-сверлильного станка”.
II. Прежде чем приступить к изучению нового материала, давайте с вами повторим материал предыдущего:
Дать понятие: орудие труда, инструмент и приспособление.
Орудие труда – инструменты, приспособления, станки, другие технические устройства, которыми воздействуют на материалы и заготовки с целью получения готовой продукции.
Инструмент – служит для обработки материалов, для монтажных работ.
Как по назначению подразделяются инструменты? (Рабочие и контрольно-измерительные).
Как различают инструменты в зависимости от источника энергии? (Ручные и механические).
Как делят инструменты по назначению? (Режущие и ударные).
Приспособление – устройство для закрепления обрабатываемого материала или рабочего инструмента и создание условий по их взаимодействию.
Приведите пример развития приспособлений для сверления отверстий?
Как делятся металлорежущие станки в зависимости от вида обработки?
Токарные.
Сверлильные.
Шлифовальные.
Комбинированные.
Фрезерные.
Зубо- и резьбообрабатывающие.
Строгальные.
Разрезные.
Разные.
III. Токарно-винторезный станок. Приемы работы.
Токарно-винторезный станок, так же как и сверлильный, прошел длительный путь развития: от примитивного приспособления с ручным приводом до современного токарно-винторезного станка с числовым программным обеспечением. Но если при эволюции сверлильного станка решалась задача обеспечить вращательного и поступательного движения сверла относительно заготовки, то в токарном станке эти движения были разделены – вращение заготовки и поступательное относительно ее движения резца. В примитивном приспособлении – прообразе токарного станка заготовку вращал один человек, а другой держал в руках резец и перемещал его во время обработки. Затем для вращения заготовки стали использовать лук, который приводился в действие ногой работающего. С изобретением суппорта приспособление для точения деталей превратилось в настоящий станок. Впервые станок с самоходным суппортом изготовил в начале 17 в. русский механик Андрей Нартов. Для вращения заготовки стали подводить механическую энергию от какого-либо общего двигателя: водяной мельницы, парового двигателя и т.д.
Дальнейшее развитие токарного станка шло по линии совершенствования механизмов, обеспечивающих вращение заготовки и перемещение резцов, взаимодействие этих движений, управление станком.
Токарно-винторезный станок ТВ-6 позволяет выполнять следующие основные операции: точение наружных и растачивание внутренних цилиндрических и конических поверхностей, подрезание торцов и уступов, отрезание заготовок, сверление отверстий и нарезание резьбы.
В токарно-винторезном станке различают: главное движение и движение подачи заготовки или инструмента. При токарной обработке главным движением является вращение заготовки, а движение подачи – поступательное перемещение резца. Главное движение передается следующим образом: двигатель – ременная передача – коробка скоростей – шпиндель патроном и заготовкой.
Движение подачи: двигатель – ременная передача – коробка скоростей – коробка подач – фартук – суппорт с резцом.
ТВ-4 состоит из станины, основания, коробки скоростей, коробки подач, фартука, гитары сменных колес, суппорта и задней бабки, ходового винта и ходового валика.
Литая чугунная станина коробчатой формы с окнами имеет по две призматические и плоские направляющие. Станина установлена на двух тумбах. Передняя бабка укреплена в левой части станка. Внутри ее расположена коробка скоростей, служащая для передачи вращательного движения от двигателя на шпиндель, ходовой валик и ходовой винт. В свою очередь шпиндель передает вращение заготовке при помощи трёхкулачкового патрона.
В коробке подач смонтированы механизмы, изменяющие скорость перемещения суппорта путем изменения частоты вращения ходового вала и ходового винта.
С помощью суппорта с фартуком производится продольное и поперечное вращение или подача резца. Ручное продольное перемещение осуществляется маховиком. Включение механизма подачи суппорта осуществляется включением рукоятки на себя. Перемещение резца в поперечном направлении выполняется также рукояткой.
Верхние салазки суппорта перемещаются в продольном направлении, поворачиваются на угол 40 градусов. Корпус задней бабки расположен на основании, которое перемещается по направляющим станинам. В корпусе движется пиколь, имеющая коническое отверстие, в которое вставляется упорный центр или режущий инструмент.
Зубчатые колеса коробки скоростей смазываются индустриальным маслом.
Практическая работа.
Вводный инструктаж. – Учитель – Инструктаж по технике безопасности:
При работе на токарном станке необходимо соблюдать следующие требования правил безопасности:
Включайте станок только с разрешения учителя.
Перед началом работы проверьте исправность станка, заземление.
Одежда должна быть застегнута на все пуговицы и не иметь свисающих частей.
Во время работы прочно и надежно закрепляйте заготовку и режущий инструмент.
Нельзя осматривать, трогать руками или измерять заготовку не выключив станка.
Нельзя брать руками стружку, которая образуется во время работы.
О всех неисправностях станка во время работы немедленно сообщайте учителю.
IV. Практическая работа.
В процессе выполнения практической работы вы должны проделать следующие операции:
Включение и выключение станка.
Вставление резца в резцедержатель.
Закрепление заготовки в патроне.
Торцевание заготовки.
Разметка заготовки (длиной).
Точение заготовки до диаметра 10 мм.
Чистовая обработка.
Прежде чем приступить к практической работе я расскажу вам по каким критериям она будет оцениваться.
Критерии оценок:
Качество обработанной детали.
Точность соблюдения размеров по чертежу.
Соблюдение ПТБ при работе.
Самостоятельность в работе.
В процессе выполнения работы вы должны соблюдать правила техники безопасности и правильность проведения операций по закреплению и обработке заготовок.
V. Заключительная часть.
На сегодняшнем уроке мы с вами познакомились с устройством и назначением токарно-винторезного станка, провели практическую работу. В процессе работы обращалось внимание на качество обработки. Учащиеся производили разметку заготовок.
При подведении итогов был проведен общий анализ работы. Первый этап обучения приемам работы на станке прошел успешно.
kopilkaurokov.ru
3.2. Радиально-сверлильные станки.
Назначение станка. Станок предназначен для выполнения тех же операций, что и сверлильный, но в крупных корпусных деталях.
Перемещение по плоскости стола крупногабаритных и тяжелых деталей сопряжено с большими неудобствами и потерей времени. Поэтому при обработке отверстий в таких деталях применяют радиально-сверлильные станки (рис. 3.2). В этих станках ось шпинделя совмещают с осью обрабатываемой поверхности.
Конструктивная компоновка и основные узлы.
Основанием станка является фундаментальная плита 1, на которой укреплена внутренняя неподвижная колонна. На внутренней колонне установлена поворотная часть станка, состоящая из наружной гильзы 4 и рукава с перемещающейся по его направляющим сверлильной головкой 6. Рукав перемещают по наружной гильзе с помощью механизма подъема или опускания 5 по колонне. Зажим гильзы при ее движении после поворота на заданный угол по колонне осуществляют гидравлическим механизмом. Установленная на рукаве сверлильная головка является самостоятельным силовым агрегатом, ее можно перемещать вдоль рукава вручную или механически. Сверлильная головка состоит из коробок скоростей и подач, механизма подачи, сверлильного шпинделя 8 (аналогична сверлильному станку). На фундаментной плите устанавливают стол 9 для крепления заготовок (крупные заготовки устанавливают непосредственно на фундаментную плиту).
При повороте рукава со сверлильной головкой вокруг колонны освобождается рабочая зона, что позволяет легко устанавливать крупногабаритные заготовки.
При работе на таких станках деталь остается неподвижной, а шпиндель с инструментом перемещается относительно детали и устанавливается в требуемое положение.
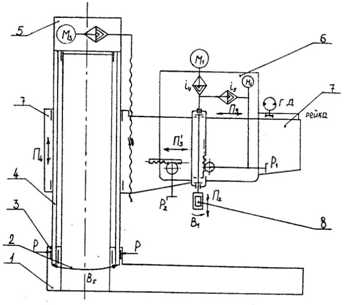
Структурная схема и движения в станке.
Структурная схема станка приведена на рис.3.3. Цепи главного движения В1 и движения привода подач П2 аналогичны цепям сверлильного станка.
Вспомогательные движения. Сверлильную головку перемещают по рукаву вручную от рукоятки Р2 (движение П’3) или от гидромотора ГД и зубчатую реечную передачу (движение П3). Быстрое осевое перемещение не вращающегося шпинделя возможно от электродвигателя М2.
Вертикальное перемещение рукава П4 осуществляется от электродвигателя М3.
Поворот В5 наружной гильзы (4) вокруг внутренней колонны (2) осуществляется вручную.
Зажим сверлильной головки на рукаве, рукава на гильзе и гильзы на колонне, осуществляется обычно гидроцилиндрами.
Радиально-сверлильные станки не имеют точных, отсчетных устройств для совмещения оси шпинделя с осью детали.
|
|
Рис. 3.2. Радиально-сверлильный станок: 1 – Фундаментальная плита, 2 – Колонна, 3 – Тормоз, 4 – Гильза, 5 – Механизм вертикального перемещения рукава, 6 – Сверлильная головка, 7 – Траверса, 8 – Шпиндель, 9 – Стол. | Рис. 3.3. Структурная кинематическая схема радиально-сверлильного станка. |

3.3. Специальные и специализированные станки
Изучить самостоятельно: Многошпиндельные станки (Колев В.Э. стр. 54…55), Станки для глубокого сверления (Власов стр.105 … 106), Центровальные станки (Власов стр.108…109).
3.4. Расточные станки.
Общие сведения о расточных станках. Назначение станков. Расточные станки служат для обработки крупногабаритных заготовок в условиях единичного и серийного производства. На них можно производить сверление, растачивание, зенкерование и развертывание отверстий, подрезку торцев, нарезание резьбы метчиками, и т.д. Обработка может вестись как мерным инструментом (сверла, зенкеры, развертки), так и установленными в оправки и настроенными на размер резцами (определяют точность размера и формы). От сверлильных станков, расточные отличаются наличием точных отсчетных механизмов перемещений (определяют точность взаимного расположения обработанных поверхностей).
В расточных станках главным движением является вращение шпинделя с закрепленным в нем режущим инструментом, движение подачи сообщается либо инструменту, либо заготовке. Вспомогательные движения: установочные перемещения стола, шпиндельной бабки, задней стойки и т.д.
Классификация. Промышленность выпускает универсальные и специализированные расточные станки.
studfiles.net
Разработка открытого урока по теме “Токарно-винторезный станок. Приемы работы”
Разделы: Технология
Цели урока:
- Ознакомить с эволюцией инструментов от простейших орудий до металлорежущих станков.
- Изучить устройство токарно-винторезного станка ТВ-4.
- Обучить приемам закрепления заготовки в патрон; резца в резцедержатель.
- Познакомить с приемами управления станком ТВ-4.
- Требовать соблюдения правил техники безопасности во время работы на станке.
Тип урока: комбинированный.
Оборудование и наглядность: класс по механической обработке металла укомплектованный токарно-винторезными станками ТВ-4 (по числу учащихся), кинематическая схема ТВ-4, плакат “Общее устройство металлорежущих станков”, плакат “Классификация станков”.
Материалы и инструменты: резцы, металлические заготовки, штангенциркуль, ключи для закрепления заготовки в патроне и резца в резцедержателе, щетка, молоток, фартук (по числу учащихся).
Формы организации работы: коллективная, самостоятельная.
Ход урока
I. Тема урока: “Устройство и назначение токарно-сверлильного станка”.
II. Прежде чем приступить к изучению нового материала, давайте с вами повторим материал предыдущего:
Дать понятие: орудие труда, инструмент и приспособление.
Орудие труда – инструменты, приспособления, станки, другие технические устройства, которыми воздействуют на материалы и заготовки с целью получения готовой продукции.
Инструмент – служит для обработки материалов, для монтажных работ.
- Как по назначению подразделяются инструменты? (Рабочие и контрольно-измерительные).
- Как различают инструменты в зависимости от источника энергии? (Ручные и механические).
- Как делят инструменты по назначению? (Режущие и ударные).
Приспособление – устройство для закрепления обрабатываемого материала или рабочего инструмента и создание условий по их взаимодействию.
Приведите пример развития приспособлений для сверления отверстий?
Как делятся металлорежущие станки в зависимости от вида обработки?
- Токарные.
- Сверлильные.
- Шлифовальные.
- Комбинированные.
- Фрезерные.
- Зубо- и резьбообрабатывающие.
- Строгальные.
- Разрезные.
- Разные.
III. Токарно-винторезный станок. Приемы работы.
Токарно-винторезный станок, так же как и сверлильный, прошел длительный путь развития: от примитивного приспособления с ручным приводом до современного токарно-винторезного станка с числовым программным обеспечением. Но если при эволюции сверлильного станка решалась задача обеспечить вращательного и поступательного движения сверла относительно заготовки, то в токарном станке эти движения были разделены – вращение заготовки и поступательное относительно ее движения резца. В примитивном приспособлении – прообразе токарного станка заготовку вращал один человек, а другой держал в руках резец и перемещал его во время обработки. Затем для вращения заготовки стали использовать лук, который приводился в действие ногой работающего. С изобретением суппорта приспособление для точения деталей превратилось в настоящий станок. Впервые станок с самоходным суппортом изготовил в начале 17 в. русский механик Андрей Нартов. Для вращения заготовки стали подводить механическую энергию от какого-либо общего двигателя: водяной мельницы, парового двигателя и т.д.
Дальнейшее развитие токарного станка шло по линии совершенствования механизмов, обеспечивающих вращение заготовки и перемещение резцов, взаимодействие этих движений, управление станком.
Токарно-винторезный станок ТВ-6 позволяет выполнять следующие основные операции: точение наружных и растачивание внутренних цилиндрических и конических поверхностей, подрезание торцов и уступов, отрезание заготовок, сверление отверстий и нарезание резьбы.
В токарно-винторезном станке различают: главное движение и движение подачи заготовки или инструмента. При токарной обработке главным движением является вращение заготовки, а движение подачи – поступательное перемещение резца. Главное движение передается следующим образом: двигатель – ременная передача – коробка скоростей – шпиндель патроном и заготовкой.
Движение подачи: двигатель – ременная передача – коробка скоростей – коробка подач – фартук – суппорт с резцом.
ТВ-4 состоит из станины, основания, коробки скоростей, коробки подач, фартука, гитары сменных колес, суппорта и задней бабки, ходового винта и ходового валика.
Литая чугунная станина коробчатой формы с окнами имеет по две призматические и плоские направляющие. Станина установлена на двух тумбах. Передняя бабка укреплена в левой части станка. Внутри ее расположена коробка скоростей, служащая для передачи вращательного движения от двигателя на шпиндель, ходовой валик и ходовой винт. В свою очередь шпиндель передает вращение заготовке при помощи трёхкулачкового патрона.
В коробке подач смонтированы механизмы, изменяющие скорость перемещения суппорта путем изменения частоты вращения ходового вала и ходового винта.
С помощью суппорта с фартуком производится продольное и поперечное вращение или подача резца. Ручное продольное перемещение осуществляется маховиком. Включение механизма подачи суппорта осуществляется включением рукоятки на себя. Перемещение резца в поперечном направлении выполняется также рукояткой.
Верхние салазки суппорта перемещаются в продольном направлении, поворачиваются на угол 40 градусов. Корпус задней бабки расположен на основании, которое перемещается по направляющим станинам. В корпусе движется пиколь, имеющая коническое отверстие, в которое вставляется упорный центр или режущий инструмент.
Зубчатые колеса коробки скоростей смазываются индустриальным маслом.
Техническая характеристика ТВ-4.
- Диаметр сквозного отверстия шпинделя: 16 мм.
- Диаметр отверстия установленного над станиной: 700 мм.
- Диаметр изделия установленного над суппортом: 80 мм.
- Частота вращения шпинделя: 130 – 170 мин.-1
- Шаг нарезаемой резьбы: 0,8; 1; 1,25 мм.
- Масса станка: 300 кг.
- Габаритные размеры станка: 1100 на 470 на 1100.
Какие операции по обработке металлов можно выполнять на ТВ-4? Из каких основных частей состоит ТВ-4? Назовите главное и вспомогательное движение на станке?
Резец – основной режущий инструмент для выполнения простейших операций по обработке металлов на токарно-винторезном станке. Он состоит из рабочей части, или готовки, и тела резца. В головке различают переднюю поверхность, по которой сходит стружка при резании, и две задние. Задняя поверхность, обращенная в поверхности резания, называется – главной задней поверхностью, вторая задняя поверхность – вспомогательной задней поверхностью.
Линия пересечения передних и задних поверхностей называются режущими кромками. Кромка, образованная передней и главной задней поверхностями, называется главной режущей кромкой. Образованная передней и вспомогательной задней поверхностями – вспомогательной режущей кромкой.
Точка пересечения главной и вспомогательной режущих кромок – вершина резца. Для работы резцом очень важны величины углов, образованными различными поверхностями его головки.
- Главный задний угол.
- Угол заострения.
- Угол резания.
- Передний угол.
Главный задний угол уменьшает трение между главной задней поверхностью головки резца и заготовкой. Передний угол улучшает процесс схода стружки. Задний и передний углы – это углы заточки резца.
По форме головок проходные резцы делятся на прямые и отогнутые.
По конструкции проходные резцы изготавливаются из одного стержня – это цельные, составные.
Из каких элементов состоит токарный резец? Что представляют собой проходные резцы и на какие виды они подразделяются? Из какого материала изготавливают резцы?
Управление ТВ-4 осуществляется с помощью рукоятки, маховиков и других органов управления.
Пуск и остановка станка осуществляется с помощью кнопок “Вперед”, “Назад”, “Стоп”. Кнопкой “Вперед” включают прямое вращение шпинделя, т.е. против часовой стрелки, если смотреть на него со стороны задней бабки. Кнопкой “Стоп” станок выключают.
Установка определенной частоты вращения шпинделя достигается поворотом рукояток коробок скоростей в положение.
Скорость перемещения суппорта, или величина механической подачи, устанавливается положением рукояток.
Перемещение резцедержателя с резцом вручную осуществляется рукояткой ручного перемещения верхних салазок суппорта, рукояткой перемещения поперечных салазок и маховиком ручной продольной подачи.
С действиями по управлению токарно-винторезным станком тесно связаны такие операции, как установка и закрепление на станке заготовок и режущих инструментов. С этих операций начинается любой вид токарной обработки.
Заготовку закрепляют на токарном станке различными способами в зависимости от характера обработки и ее размеров. Для выполнения простых токарных операций небольшие по размерам заготовки закрепляют в трёхкулачковом самоцентрирующем патроне. Для этого ключ патрона вставляют в одно из гнезд, разводят и вставляют заготовку после чего затягивают заготовку. Заготовка в патроне должна быть не менее чем 20-25 мм. Выступающая из патрона часть должна составлять не более 50-60 мм, иначе заготовка будет изгибаться во время работы.
После закрепления заготовки станок включают и проверяют не колеблется ли она, если она колеблется ее выравнивают с помощью молотка.
Для установки резца в резцедержателе нужно отвернуть торцевым ключом винты резцедержателя так, чтобы можно было свободно вставить резец. Устанавливают резец перпендикулярно к продольной оси заготовки. Это достигается следующими приемами. Если вершины центра и головки резца совпадают с центром панели, то резец установлен правильно. Затем прочно закрепляют резец винтами.
Как осуществить пуск и остановить станок? Как установить необходимую частоту вращения шпинделя? Как можно перемещать резцедержатель с резцом при неподвижном суппорте?
При работе на токарном станке необходимо соблюдать следующие требования правил безопасности:
- Включайте станок только с разрешения учителя.
- Перед началом работы проверьте исправность станка, заземление.
- Одежда должна быть застегнута на все пуговицы и не иметь свисающих частей.
- Во время работы прочно и надежно закрепляйте заготовку и режущий инструмент.
- Нельзя осматривать, трогать руками или измерять заготовку не выключив станка.
- Нельзя брать руками стружку, которая образуется во время работы.
- О всех неисправностях станка во время работы немедленно сообщайте учителю.
IV. Практическая работа.
В процессе выполнения практической работы вы должны проделать следующие операции:
- Включение и выключение станка.
- Вставление резца в резцедержатель.
- Закрепление заготовки в патроне.
- Торцевание заготовки.
- Разметка заготовки (длиной).
- Точение заготовки до диаметра 10 мм.
- Чистовая обработка.
Прежде чем приступить к практической работе я расскажу вам по каким критериям она будет оцениваться.
Критерии оценок:
- Качество обработанной детали.
- Точность соблюдения размеров по чертежу.
- Соблюдение ПТБ при работе.
- Самостоятельность в работе.
В процессе выполнения работы вы должны соблюдать правила техники безопасности и правильность проведения операций по закреплению и обработке заготовок.
V. Заключительная часть.
На сегодняшнем уроке мы с вами познакомились с устройством и назначением токарно-винторезного станка, провели практическую работу. В процессе работы обращалось внимание на качество обработки. Учащиеся производили разметку заготовок.
При подведении итогов был проведен общий анализ работы. Первый этап обучения приемам работы на станке прошел успешно.
Всем спасибо. До свидания!
8.04.2010
urok.1sept.ru