Что такое аргонодуговая сварка: Особенности аргонодуговой сварки | Лига Сварки
alexxlab | 08.02.2023 | 1 | Разное
Советы профессионалов и обзоры на продукцию Кедр
Где купить
Газосварочная резка металла
Как выбрать сварочный газ
Как выбрать сварочные материалы
Сварка стали
Светофильтр «Хамелеон» в сварочной маске: особенности, устройство и характеристики
Кровельная горелка – устройство, виды, характеристики, применение
Обратная связь
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с политикой конфиденциальности.
Отправить
Не хватает прав доступа к веб-форме.
Написать hr-директору
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Отправить
Хочу работать у вас
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с политикой конфиденциальности.
ОтправитьКупить
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Советы профессионалов и обзоры на продукцию Кедр
Где купить
Газосварочная резка металла
Как выбрать сварочный газ
Как выбрать сварочные материалы
Сварка стали
Светофильтр «Хамелеон» в сварочной маске: особенности, устройство и характеристики
Кровельная горелка – устройство, виды, характеристики, применение
Обратная связь
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с политикой конфиденциальности.
Отправить
Не хватает прав доступа к веб-форме.
Написать hr-директору
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с политикой конфиденциальности.
Отправить
Хочу работать у вас
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с политикой конфиденциальности.
Отправить
Купить
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Зачем использовать аргонно-дуговую сварку для сварки пресс-фитингов из нержавеющей стали
Что такое аргонно-дуговая сварка
Аргонно-дуговая сварка — это метод сварки, в котором аргон используется в качестве защитного газа. Также называется сваркой в среде аргона. Он предназначен для прохождения защитного газа аргона вокруг дуговой сварки, чтобы изолировать воздух от зоны сварки и предотвратить окисление зоны сварки. Технология аргонодуговой сварки основана на принципе обычной дуговой сварки. Он использует газ аргон для защиты металлического сварочного материала. Благодаря высокому току сварочный материал плавится в жидкость на свариваемом основании, образуя расплавленную ванну, так что свариваемый металл и сварка представляют собой технологию сварки, при которой сварочный материал достигает металлургической комбинации. Поскольку аргон постоянно подается во время высокотемпературной сварки плавлением, сварочный материал не может контактировать с кислородом воздуха, тем самым предотвращая окисление сварочного материала, поэтому он может сваривать нержавеющую сталь и железо. оборудование.
Он предназначен для прохождения защитного газа аргона вокруг дуговой сварки, чтобы изолировать воздух от зоны сварки и предотвратить окисление зоны сварки. Технология аргонодуговой сварки основана на принципе обычной дуговой сварки. Он использует газ аргон для защиты металлического сварочного материала. Благодаря высокому току сварочный материал плавится в жидкость на свариваемом основании, образуя расплавленную ванну, так что свариваемый металл и сварка представляют собой технологию сварки, при которой сварочный материал достигает металлургической комбинации. Поскольку аргон постоянно подается во время высокотемпературной сварки плавлением, сварочный материал не может контактировать с кислородом воздуха, тем самым предотвращая окисление сварочного материала, поэтому он может сваривать нержавеющую сталь и железо. оборудование.
Аргон — идеальный защитный газ, который на 25% плотнее воздуха. Это выгодно для защиты сварочной дуги при плоской сварке и снижает расход защитного газа. Аргон химически очень неактивный газ. Он не вступает в химическую реакцию с металлами даже при высоких температурах, поэтому не происходит окисления и пригорания элементов сплава и ряда связанных с этим проблем. Аргон также нерастворим в жидком металле, поэтому не образует пор. Аргон является одноатомным газом, который существует в состоянии атомов, и при высоких температурах не происходит молекулярного распада или атомного поглощения тепла. Удельная теплоемкость и теплопроводность газообразного аргона малы, то есть его собственное поглощение мало, и теплоотдача мала. Тепло в дуге нелегко потерять, что обеспечивает стабильное горение сварочной дуги и концентрацию тепла, что полезно для сварки.
Аргон химически очень неактивный газ. Он не вступает в химическую реакцию с металлами даже при высоких температурах, поэтому не происходит окисления и пригорания элементов сплава и ряда связанных с этим проблем. Аргон также нерастворим в жидком металле, поэтому не образует пор. Аргон является одноатомным газом, который существует в состоянии атомов, и при высоких температурах не происходит молекулярного распада или атомного поглощения тепла. Удельная теплоемкость и теплопроводность газообразного аргона малы, то есть его собственное поглощение мало, и теплоотдача мала. Тепло в дуге нелегко потерять, что обеспечивает стабильное горение сварочной дуги и концентрацию тепла, что полезно для сварки.
Преимущества аргонно-дуговой сварки
Причина, по которой аргонно-дуговая сварка может иметь такой широкий спектр применений, заключается главным образом в следующих преимуществах.
1. Аргоновая защита позволяет изолировать неблагоприятное воздействие кислорода, азота, водорода и др. в воздухе на дугу и сварочную ванну, снизить прогорание легирующих элементов, получить плотный, без разбрызгивания и качественный сварной шов. суставы;
в воздухе на дугу и сварочную ванну, снизить прогорание легирующих элементов, получить плотный, без разбрызгивания и качественный сварной шов. суставы;
2. Горение дуги при аргонно-дуговой сварке стабильное, тепло сконцентрировано, температура столба дуги высокая, эффективность сварочного производства высокая, зона термического влияния узкая, а свариваемые детали имеют низкое напряжение, деформацию и склонность к растрескиванию;
3. Аргонно-дуговая сварка – это сварка открытой дугой, которая удобна для работы и наблюдения;
4. Потери электрода малы, длину дуги легко поддерживать, во время сварки нет флюса или слоя покрытия, поэтому легко реализовать механизацию и автоматизацию;
5. Аргонодуговой сваркой можно сваривать практически все металлы, особенно некоторые тугоплавкие металлы и легко окисляемые металлы, такие как магний, титан, молибден, цирконий, алюминий и др. и их сплавы;
6. Сварка во всех положениях может выполняться без ограничений по положению сварного соединения.
Пресс-фитинги готовы для вас → [email protected]
Насколько вредна аргонодуговая сварка для человека?
Степень вреда аргонно-дуговой сварки относительно больше, чем у электродуговой сварки, но она не настолько велика, чтобы ее можно было опасаться.
Инфракрасное излучение примерно в 1 ~ 1,5 раза больше, чем при обычной дуговой сварке электродом, а ультрафиолетовое излучение, создаваемое аргонодуговой сваркой, примерно в 5 ~ 20 раз больше, чем при дуговой сварке электродом.
При сварке в ограниченном пространстве концентрация озона может возрасти до опасного уровня.
В процессе сварки выделяются вредные газы, такие как двуокись углерода, окись углерода и металлическая пыль, которые наносят некоторый вред сварщикам.
Поэтому в процессе сварки мы должны хорошо поработать над защитой, подобрать электродные материалы и постараться выбрать церий-вольфрам с низкой радиоактивностью.
Носите маски и перчатки при заточке электродов и мойте руки после работы, чтобы свести к минимуму опасность.
Для сварки обычно используется высокочастотный генератор, с частотой 200~500КГц, напряжением 2500~3500В и напряженностью электрического поля 140~190В/м.
Во время зажигания дуги интенсивность создаваемого высокочастотного электромагнитного поля составляет от 60 до 110 В/м, что в несколько раз выше гигиенического стандарта (20 В/м).
При аргонно-дуговой сварке с неплавящимся электродом, а также при плазменной дуговой сварке и резке для возбуждения дуги часто используется высокочастотный осциллятор, а в некоторых машинах для аргонодуговой сварки переменным током также используется высокочастотный осциллятор для стабилизации дуги.
Под действием высокочастотного электромагнитного поля тело человека может поглощать определенную энергию излучения и производить биологические эффекты, в основном тепловые эффекты.
На интенсивность высокочастотного электромагнитного поля влияет множество факторов, таких как расстояние, чем ближе генератор и колебательный контур, тем выше напряженность поля и наоборот.
Кроме того, это связано со степенью экранирования высокочастотной части.
Организм человека будет производить биологические эффекты под действием высокочастотного электромагнитного поля.
Длительное воздействие высокочастотного электромагнитного поля на сварщика может вызвать дисфункцию вегетативных нервов и неврастению.
Симптомы включают общий дискомфорт, головокружение, головную боль, усталость, потерю аппетита, бессонницу и низкое кровяное давление.
Если для зажигания дуги используется только высокочастотный осциллятор, воздействие будет небольшим из-за короткого времени.
При частом или постоянном использовании высокочастотного генератора в качестве устройства стабилизации дуги в процессе сварки высокочастотное электромагнитное поле может стать одним из вредных факторов.
Радиоактивная опасностьТорий-вольфрам, используемый для аргонно-дуговой сварки, содержит 1–1,2% оксида тория.
Торий — радиоактивный элемент, который может испускать α, β, γ три вида лучей.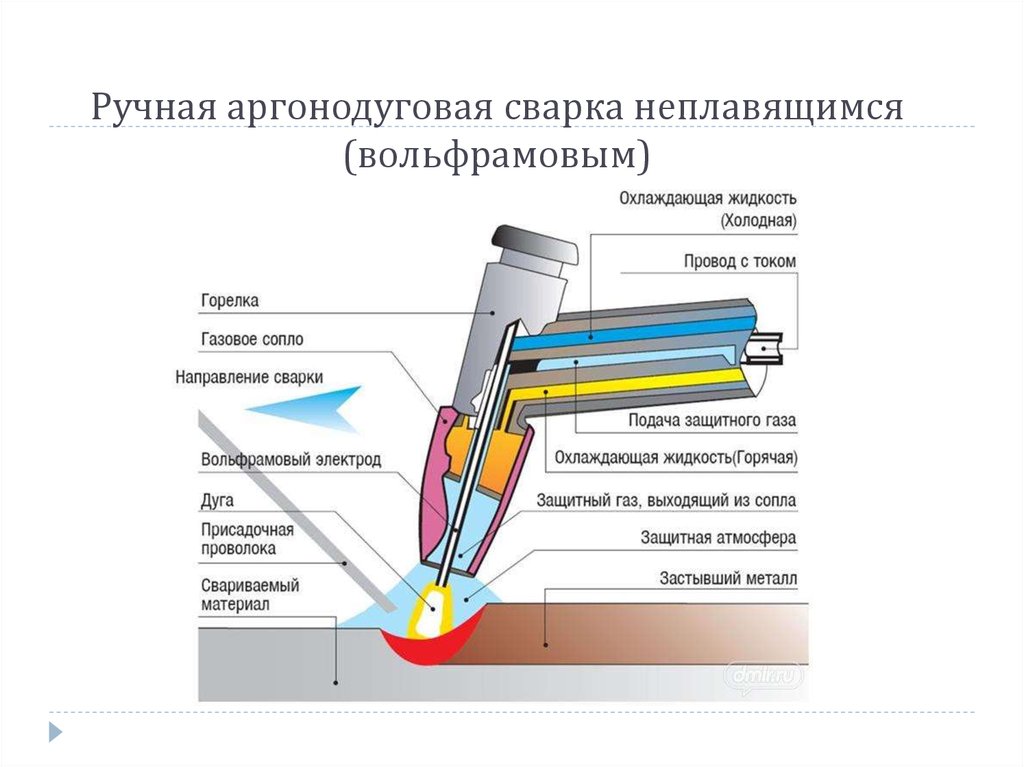
Может подвергаться воздействию радиации при сварке и контакте с ториевым вольфрамовым стержнем.
Благодаря большому количеству исследований ежедневное потребление ториевого вольфрамового стержня составляет всего 100-200 мг, а доза облучения очень мала, что оказывает незначительное влияние на организм человека.
Однако при сварке в контейнере вентиляция не ровная, и радиоактивные частицы в дыме могут превышать гигиеническую норму;
Во-вторых, при измельчении ториевых вольфрамовых стержней и при хранении ториевых вольфрамовых стержней концентрация радиоактивного аэрозоля и радиоактивной пыли может достигать или даже превышать гигиеническую норму.
При попадании в организм радиоактивных веществ они могут вызывать хронические радиоактивные заболевания и формировать внутреннее облучение, что в основном проявляется в ослаблении общего функционального состояния, явной слабости, явном снижении сопротивляемости инфекционным заболеваниям, похудании и других симптомах.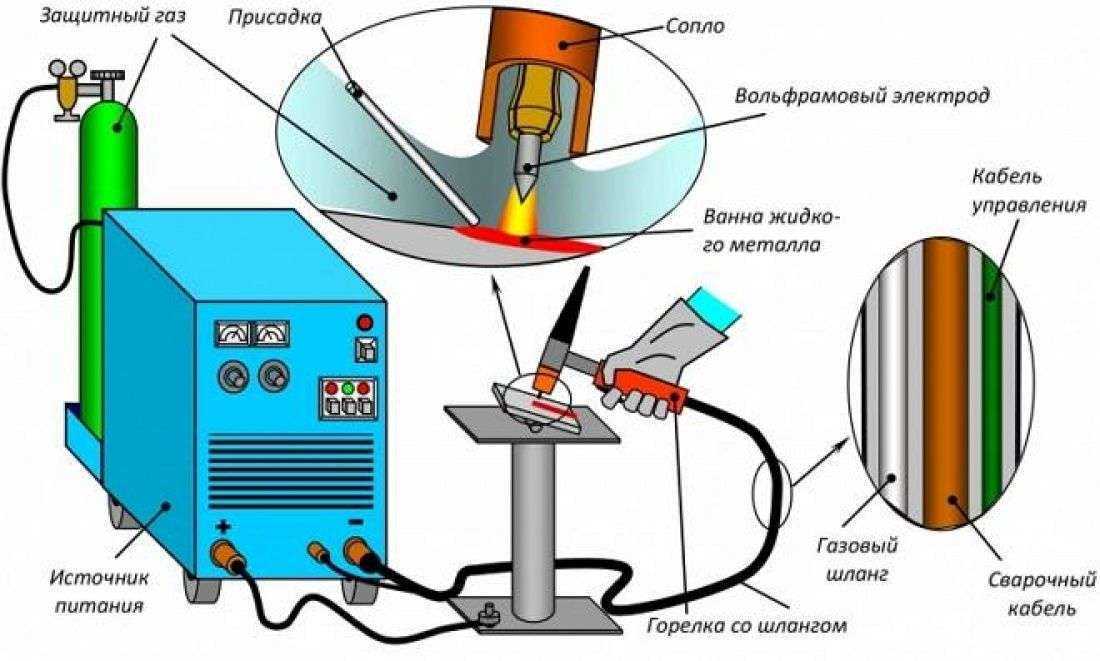
Энциклопедия:
Радиоактивный аэрозоль, твердые или жидкие частицы, содержащие радионуклиды во взвешенном состоянии в воздухе или других газах.
Дисперсная система, в которой твердые или жидкие радиоактивные частицы взвешены в воздушной или газовой среде.
Основной характеристикой аэрозоля является нестабильность. Частицы менее 0,1 мкм совершают в газе броуновское движение и не оседают под действием силы тяжести;
Частицы размером 1 ~ 10 микрон медленно оседают и долгое время находятся в воздухе во взвешенном состоянии.
Радиоактивные аэрозоли обладают высоким ионизационным эффектом, низкой концентрацией и легко заряжаются на частицах (образуются в результате радиоактивного распада).
Радиоактивные аэрозоли представляют собой основную угрозу облучению организма человека.
Вред от сильного света электрической дуги Излучение сварочной дуги в основном включает видимый свет, инфракрасное и ультрафиолетовое излучение.
Они действуют на организм человека и поглощаются тканями человека, вызывая термическую, фотохимическую или ионизацию тканей, вызывая повреждение тканей человека.
Светимость видимого света примерно в 10000 раз больше, чем светимость, видимая невооруженным глазом.
Когда видимый свет попадает в глаза людей, он вызывает боль и не может ясно видеть. Обычно его называют «ослепляющим» и теряют трудоспособность в короткие сроки.
Вред инфракрасных лучей для организма человека в основном обусловлен тепловым действием тканей.
В процессе сварки глаза подвергаются сильному инфракрасному излучению, которое сразу же вызывает сильные ожоги и жгучую боль, что приводит к иллюзии вспышки.
Длительное воздействие может вызвать инфракрасную катаракту, потерю зрения и слепоту в тяжелых случаях.
Ультрафиолетовое излучение (УФ), также известное как ультрафиолет, относится к электромагнитным волнам с длиной волны 100–400 нм.
Соответствующее количество ультрафиолетового излучения может оказать благотворное воздействие на организм человека, но чрезмерное излучение будет иметь неблагоприятное воздействие на организм человека (например, ультрафиолетовое излучение при сварке).
Вред ультрафиолетовых лучей для организма человека заключается в основном в фотохимическом действии, вызывающем поражение кожи и глаз человека.
После воздействия на кожу сильного ультрафиолетового излучения могут возникать дерматиты, разлитая эритема, иногда мелкие волдыри и экссудаты, жжение и зуд;
При сильном воздействии сопровождается системными симптомами: головной болью, головокружением, утомляемостью, нервным возбуждением, лихорадкой, бессонницей и др.
Чрезмерное ультрафиолетовое облучение глаз человека может вызвать острый роговичный и конъюнктивит, а именно электрооптическую офтальмию .
Его симптомами являются сильная светобоязнь, слезы, ощущение инородного тела, покалывание, отек век, спазмы, головная боль и нечеткость зрения.
Опасность сварочного дымаВо время сварки образуется большое количество металлической сварочной пыли.
Металлический порошок, полученный сваркой, имеет небольшой диаметр, который легко всасывается в легкие. Поскольку диаметр очень мал, выделения из организма затруднены, поэтому возникают поражения.
Поскольку диаметр очень мал, выделения из организма затруднены, поэтому возникают поражения.
Чем выше сила сварочного тока, тем выше концентрация пыли.
При высокой концентрации сварочной пыли и отсутствии соответствующих мер по удалению пыли длительное воздействие сварочной пыли может вызвать профессиональные заболевания, такие как пневмокониоз сварщиков, отравление марганцем и нагрев металла.
Репродуктивная токсичность
За последние 10 лет в стране и за рубежом были проведены некоторые исследования репродуктивной токсичности электросварки, в основном касающиеся качества спермы рабочих-мужчин, репродуктивных результатов работниц и механизма повреждения. .
Результаты показали, что объем менструального цикла, укорочение цикла, удлинение менструального цикла, усиление белей, самопроизвольный аборт, преждевременные роды и дисменорея у женщин-сварщиков были выше, чем у женщин контрольной группы.
Внешний вид спермы рабочих-мужчин с отравлением марганцем был однородным серо-белым, значение рН было нормальным, а среднее время разжижения было больше, чем у контрольной группы.
Результаты показали, что средний объем эякуляции, общее количество сперматозоидов, выживаемость сперматозоидов и уровень подвижных сперматозоидов у рабочих-мужчин с отравлением марганцем были ниже, чем в контрольной группе, а уровень деформации сперматозоидов у рабочих-мужчин с отравлением марганцем был значительно выше. выше, чем у контрольной группы.
Считается, что марганец может воздействовать на сперматогенную систему рабочих мужчин, оказывать прямое токсическое действие на развитие сперматозоидов и убивать сперматозоиды, что приводит к изменению качества мужской спермы.
За рубежом также сообщалось, что изменения секреции половых гормонов и снижение качества спермы не влияют на соотношение полов потомства.
Опасность вредных газов Под действием высокой температуры и сильного ультрафиолетового излучения сварочной дуги вокруг дуги образуются различные вредные газы, в основном в том числе озон, оксид азота, окись углерода и фтористый водород.
Озон — раздражающий токсичный газ светло-голубого цвета.
При высокой концентрации издает рыбный запах; Озон высокой концентрации также имеет слегка кислый вкус.
Основной вред озона для организма человека – сильное раздражение дыхательных путей и легких.
Часто вызывает кашель, стеснение в груди, потерю аппетита, утомляемость и слабость, головокружение, системную боль и т. д. В тяжелых случаях также вызывает бронхит и отек легких.
Оксиды азота являются раздражающими токсичными газами.
Двуокись азота имеет красновато-коричневый цвет и особый запах. Вред оксидов азота для организма человека заключается в основном в стимулирующем действии на легочную ткань.
После всасывания в дыхательные пути постепенно вступает в реакцию с водой в альвеолах с образованием азотной кислоты и нитрита, которые сильно раздражают и разъедают легочную ткань и вызывают отравление.
Основными симптомами хронического отравления являются неврастении, такие как бессонница, головная боль, потеря аппетита и потеря веса.
Высокая концентрация оксидов азота может вызвать острое отравление, из которых легкая токсичность возникает только при остром бронхите;
Тяжелое отравление вызывает сильный кашель, одышку, коллапс, слабость и другие симптомы.
Воздействие оксидов азота на организм человека также обратимо.
С увеличением времени сепарации его неблагоприятные последствия постепенно уменьшаются или устраняются.
При сварке ВИГ, если не принимать меры по вентиляции, концентрация часто превышает более чем в десять или даже десятки раз гигиенический норматив.
Гигиенический норматив оксида азота (в пересчете на диоксид азота), установленный в Китае, составляет 5 мг/м 3 .
В процессе сварки озон и оксиды азота обычно присутствуют одновременно, поэтому они более токсичны.
Как правило, одновременно существуют два токсичных газа, что в 15-20 раз выше, чем у одного токсичного газа.
Защитные меры(1) Вентиляционные меры
На участке аргонно-дуговой сварки должно быть предусмотрено хорошее вентиляционное устройство для удаления вредных газов и дыма.
Кроме того, для удаления вредных газов вокруг дуги могут быть приняты меры местной вентиляции, такие как вытяжной колпак для открытой дуги, сварочный пистолет для дымоудаления, портативный небольшой вентилятор и т. д.
(2) Меры радиационной защиты
По мере возможности должны использоваться цериево-вольфрамовые электродыс чрезвычайно низкой дозой облучения.
При обработке ториевого вольфрамового электрода и цериево-вольфрамового электрода для шлифования следует использовать герметичный или вакуумный шлифовальный круг.
Оператор должен носить средства индивидуальной защиты, такие как маски и перчатки, и мыть руки и лицо после обработки.
Торий-вольфрамовый электрод и церий-вольфрамовый электрод должны храниться в алюминиевом ящике.