Что такое нониус на штангенциркуле: Расчет шкалы нониуса штангенциркуля. Пример решения задачи.
alexxlab | 19.10.1987 | 0 | Разное
Расчет шкалы нониуса штангенциркуля. Пример решения задачи.
Примеры решения задач по метрологии
Решение:
1. Размеры деталей на рисунках, измеренные штангенциркулем:
- а) – 38,8 мм;
- б) – 58,6 мм.
2. Метод измерений.
В данном случае измерение проводилось штангенциркулем, размер измерялся непосредственно с детали (или изделия), поэтому метод измерений является абсолютным.
Абсолютное измерение основано на прямых измерениях величины и/или использовании значения физической постоянной, например измерение размеров детали штангенциркулем или микрометром.
Относительное измерение основано на сравнении измеряемой величины с известным значением меры, например измерение отношения величины к одноименной величине, играющей роль единицы. Размер в этом случае определяется алгебраической суммой размера установленной меры и показаний прибора.
3. Выполнить расчет нониуса штангенциркуля при точности
Основной характеристикой при расчете нониуса является величины отсчета или точность нониуса i.
Сначала определяем число делений нониуса:
n = c/i = 1/0,1 = 10,
где c – интервал деления основной шкалы; с = 1 мм.
Интервал деления шкалы нониуса:
b = φc – i = 2×1 – 0,1 = 1,9,
где φ – модуль, натуральное число 1,2,3…, служащее для увеличения интервала деления нониусной шкалы.
Определяем длину шкалы нониуса:
l = bn = (φc – i)n = 1,9×10 = 19 мм.
4. Указать пределы измерений штангенциркулей.
Штангенинструменты предназначены для определения абсолютных значений линейных размеров, а также для воспроизведения размеров деталей при разметке.
К штангенинструментам относятся:
- штангенциркули;
- штангенглубинометры;
- штангенрейсмусы.
ГОСТ 166-73 предусматривается выпуск трех типов штангенциркулей: ШЦ-I с ценой деления 0,1мм; ШЦ-II с ценой деления 0,05мм и ШЦ-III с ценой деления 0,1мм и 0,05мм.
Кроме того, на заводах используются ранее изготовленные штангенциркули с ценой деления 0,02 мм.
***
Общее устройство штангенинструментов
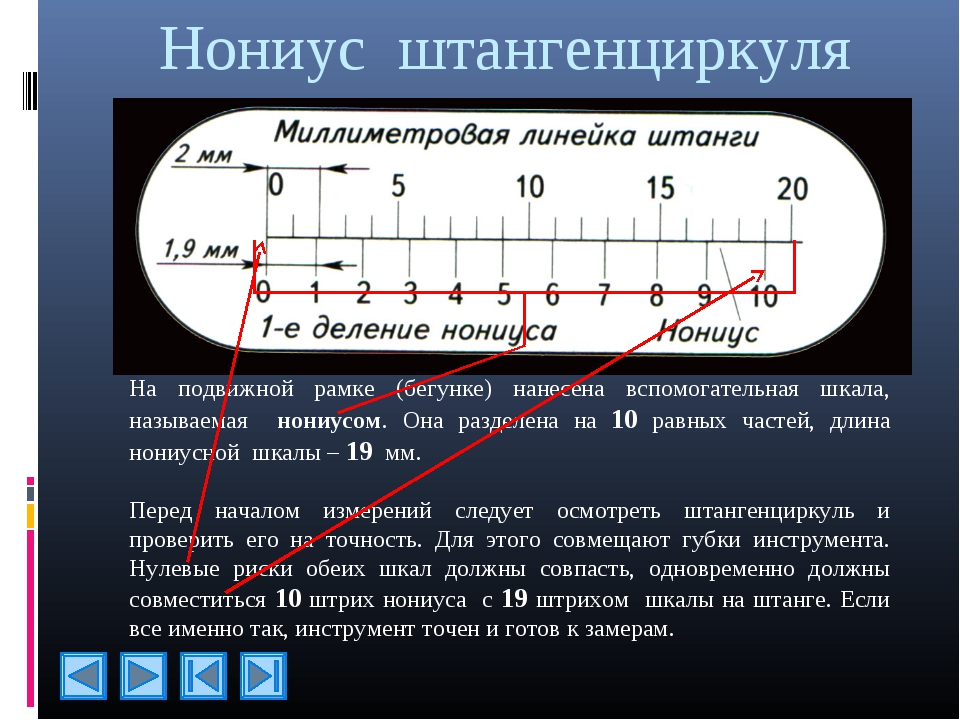
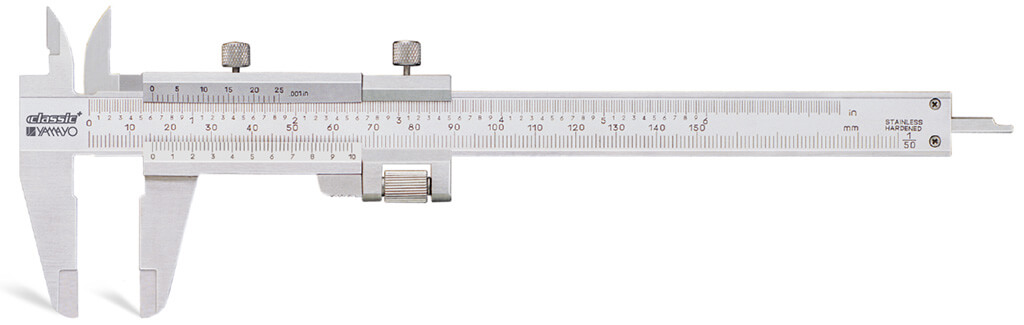
Основными частями штангенциркуля являются: шкала-линейка (штанга) с ценой деления 1 мм и перемещающаяся по линейке вспомогательная шкала-нониус. По нониусу отсчитывают десятые и сотые доли миллиметра.
Наибольшее распространение получили нониусы с ценой деления 0,1, 0,05 и 0,02 мм.
Для отсчета с помощью нониуса сначала определяется по основной шкале целое число миллиметров перед нулевым значением нониуса.
Так, например, на рис. 1, а – измеряемый размер равен 38,8 мм; а на рис. 1, б – 58,6 мм.
Для плавного перемещения рамки по шкале-линейке предусмотрено микрометрическое устройство, состоящее из хомутика, зажима и гайки микрометрической подачи.
На подвижной рамке установлен стопорный винт.
Наружные размеры можно измерять верхними и нижними губками. Для измерения внутренних размеров предназначены нижние губки, для разметки – верхние.
С более подробной информацией о штангенинструментах можно ознакомиться здесь.
***
Допуски и посадки подшипников качения
Главная страница
- Страничка абитуриента
Дистанционное образование
- Группа ТО-81
- Группа М-81
- Группа ТО-71
Специальности
- Ветеринария
- Механизация сельского хозяйства
- Коммерция
- Техническое обслуживание и ремонт автотранспорта
Учебные дисциплины
- Инженерная графика
- МДК.
 01.01. «Устройство автомобилей»
01.01. «Устройство автомобилей» - Карта раздела
- Общее устройство автомобиля
- Автомобильный двигатель
- Трансмиссия автомобиля
- Рулевое управление
- Тормозная система
- Подвеска
- Колеса
- Кузов
- Электрооборудование автомобиля
- Основы теории автомобиля
- Основы технической диагностики
- Основы гидравлики и теплотехники
- Метрология и стандартизация
- Сельскохозяйственные машины
- Основы агрономии
- Перевозка опасных грузов
- Материаловедение
- Менеджмент
- Техническая механика
- Советы дипломнику
 01.01. «Устройство автомобилей»
01.01. «Устройство автомобилей»Олимпиады и тесты
- «Инженерная графика»
- «Техническая механика»
- «Двигатель и его системы»
- «Шасси автомобиля»
- «Электрооборудование автомобиля»
Измерительные инструменты
сообщение №1098
Штангенциркуль
Рис. 160. Примеры измерения штангенциркулем: 1 — штанга; 2 и 9 — губки штанги; 3 и 8 — губки рамки; 4 — зажимной винт; 5 — стержень глубиномера; 6 — нониус; 7 — рамка
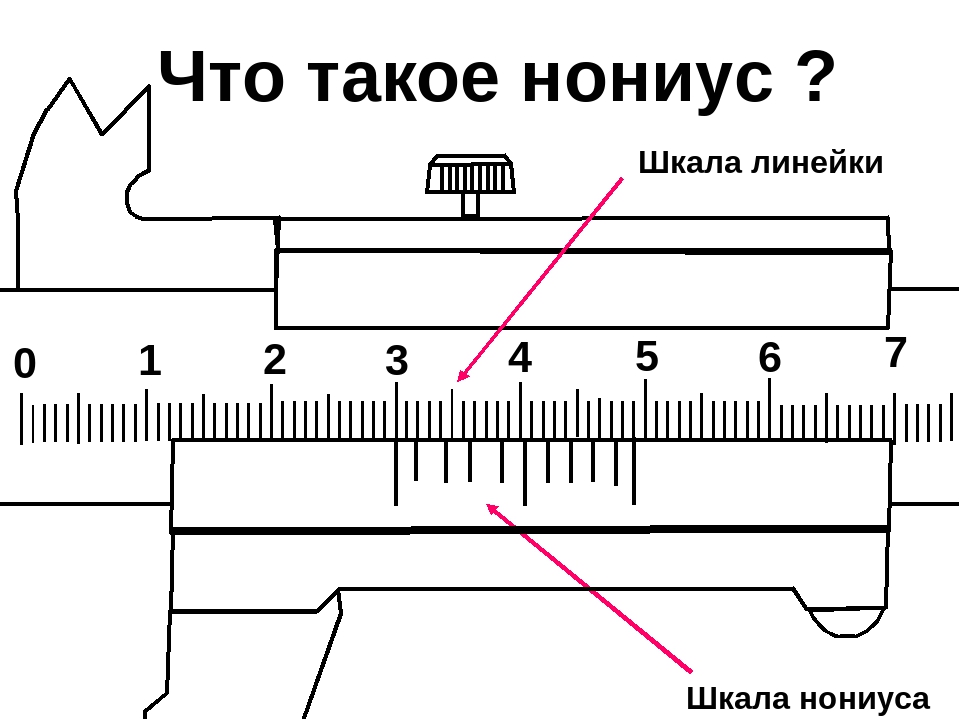
160. Примеры измерения штангенциркулем: 1 — штанга; 2 и 9 — губки штанги; 3 и 8 — губки рамки; 4 — зажимной винт; 5 — стержень глубиномера; 6 — нониус; 7 — рамкаШтангенциркуль (рис. 160) — раздвижной измерительный инструмент для линейных измерений. Он состоит из штанги 1 с неподвижными губками 2 и 9 и подвижной рамки 7 с губками 3 и 8. На штанге 1 нанесены деления (штрихи) на расстоянии 1 мм, на рамке 7 нанесены штрихи дополнительной шкалы — нониуса. В штангенциркуле с точностью отсчета до 0,1 мм нониус имеет 10 равных делений на расстоянии 9 мм (цена одного деления нониуса 9 : 10 = 0,9 мм).
Рис. 161. Микрометр: 1 — скоба; 2 — неподвижная пятка; 3 — микрометрический винт; 4 — стопорное кольцо; 5 — стебель; 6 — гильза; 7 — барабан; 8 — трещоткаПри сомкнутых губках штангенциркуля нулевые штрихи шкалы штанги и нониуса совпадают. Если измеряемый размер точно соответствует целому числу миллиметров, нулевой штрих нониуса совпадает со штрихом штанги, указывающим размер. Если измеряемый размер не равен целому числу миллиметров, нулевой штрих нониуса перейдет соответствующее число миллиметров на шкале штанги, то число десятых долей миллиметра определится по совпадающим штрихам нониуса и шкалы штанги.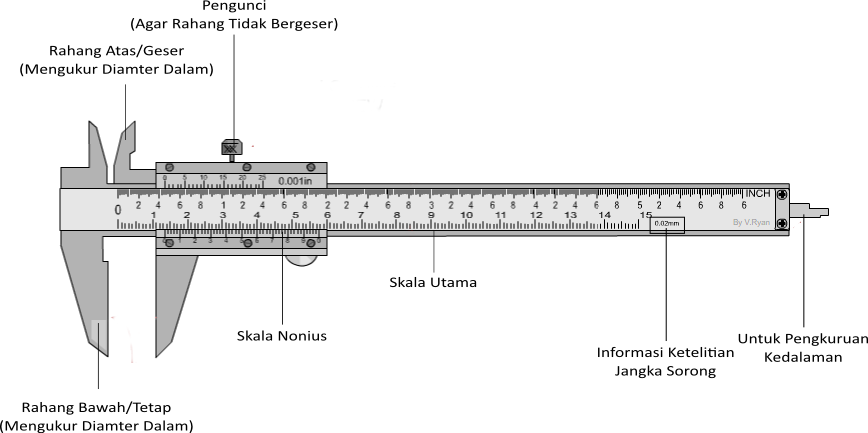
Стержень 5 глубиномера скользит в пазу обратной стороны штанги 1, один конец его соединен с рамкой 7. При измерении глубины устанавливают штангу торцом на плоскость детали, а стержень глубиномера перемещают до упора в дно отверстия.
В штангенциркуле с точностью отсчета 0,05 мм шкала нониуса имеет длину 39 мм и разделена на 20 частей (цена одного деления нониуса 39 : 20 = 1,95 мм).
Микрометр
Микрометр (рис. 161) служит для измерения наружных размеров деталей. Он состоит из стальной скобы 1, с одной стороны которой имеется неподвижная пятка 2, а с другой — стебель 5 с закрепленной в нем гильзой 6.
Ряс. 162. Микрометрический штихмас: 1 и 8 — измерительные наконечники; 2 — гайка; 3 — стебель; 4 — стопорный винт; 5 — барабан; 6 — микрометрический винт; 7 — установочная гайкаВ гильзе нарезана мелкая и точная (микрометрическая) резьба, по которой вращается микрометрический винт 5. Снаружи стебель 5 охватывается барабаном 7, соединенным с микрометрическим винтом 3. При измерении деталь помещают между неподвижной пяткой 2 и концом микрометрического винта. Установку винта производят: грубую — барабаном 7, окончательную — трещоткой 8, предназначенной для ограничения усилия, с которым измеряемую деталь зажимают между винтом и пяткой; винт закрепляется в определенном положении стопорным кольцом 4. Размер отсчитывают до делениям на стебле 5 и на скошенной части барабана 7. Делений на барабане обычно 50, а шаг резьбы микрометрического винта равен 0,5 мм, поэтому поворот барабана на 1/50 часть окружности соответствует перемещению винта в осевом направлении на 0,01 мм. Показание микрометра на рис. 161 соответствует 20,05 мм.
Снаружи стебель 5 охватывается барабаном 7, соединенным с микрометрическим винтом 3. При измерении деталь помещают между неподвижной пяткой 2 и концом микрометрического винта. Установку винта производят: грубую — барабаном 7, окончательную — трещоткой 8, предназначенной для ограничения усилия, с которым измеряемую деталь зажимают между винтом и пяткой; винт закрепляется в определенном положении стопорным кольцом 4. Размер отсчитывают до делениям на стебле 5 и на скошенной части барабана 7. Делений на барабане обычно 50, а шаг резьбы микрометрического винта равен 0,5 мм, поэтому поворот барабана на 1/50 часть окружности соответствует перемещению винта в осевом направлении на 0,01 мм. Показание микрометра на рис. 161 соответствует 20,05 мм.
Разновидностью микрометра является штихмас, служащий для измерения отверстий диаметром более 50 мм (рис. 162). На наружную резьбу стебля 3, защищенную гайкой 2, навертываются удлинители, предназначенные для увеличения пределов измерений.
162). На наружную резьбу стебля 3, защищенную гайкой 2, навертываются удлинители, предназначенные для увеличения пределов измерений.
Индикаторы
Индикаторы используются для измерения размеров проверяемой детали методом сравнения с размерами эталона (образца), а также для измерений биения, овальности, конусности и т. д. На рис. 163 показан индикатор для измерения цилиндров двигателя. Внутри корпуса 4 имеется система рычагов, передающая движение от подвижного измерительного стержня 5 на передаточный стержень 2 и стрелку индикаторной головки 1. Сменный измерительный стержень 7 после установки нужного размера А (по микрометру) закрепляется гайкой 6.Индикаторная головка 1 закреплена на корпусе 4 хомутиком 3. Полный оборот стрелки индикатора соответствует изменению размера А на 1 мм. Так как шкала циферблата имеет 100 делений, то цена деления шкалы равна 0,01 мм. Стрелку индикатора устанавливают на нуль поворотом циферблата. К индикатору прилагается набор сменных наконечников, что позволяет измерять цилиндры различных диаметров.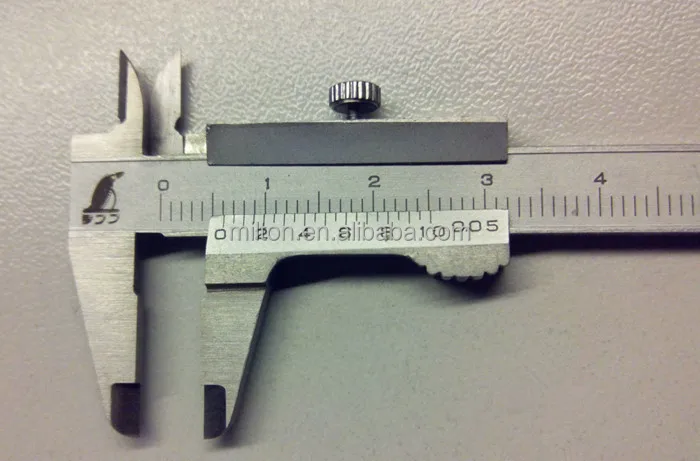
Щупы
Рис. 164. Щупы (а) и резьбомер (б)Щупы (рис, 164, а) применяют для измерения зазоров между сопряженными деталями; их изготовляют в виде комплектов стальных пластин (11 — 15 шт.) толщиной от 0,05 до 1 мм с интервалами 0,05 — 0,1 мм.
Резьбомер
Резьбомер (рис, 164, б) представляет собой набор стальных пластин с нанесенными на них точными профилями стандартных резьб. Для измерения резьбы подбирают такую пластину, резьба которой при наложении ее на резьбу болта (гайки) соприкасается с ней без просвета. Обозначения на пластине указывают шаг резьбы в миллиметрах (метрическая резьба) или число ниток резьбы на 1 дюйм (дюймовая резьба).
Калибры
При большом количестве измерений одних и тех же размеров применяют калибры в виде скоб (рис. 165, а) — для валов и в виде пробок (рис. 165, в) — для отверстий. Калибры обычно изготовляют с двумя размерами — проходным (ПР) и непроходным (НЕ). На рис. 165, б и г показаны резьбовые калибры.
Рис. 165. Калибры: а — для валов; б — резьбовое кольцо; в — для отверстий; г — резьбовая пробка; Д (ПР) — проходной диаметр; Д (НЕ) — непроходной диаметрВ. М. Кленников, Н.М. Ильин
М. Кленников, Н.М. Ильин
Статья из книги «Устройство грузового автомобиля». Читайте также другие статьи из
Глава «Технология ремонта автомобиля»:
- Понятие о допусках и посадках
- Дефекты и износы деталей
авточтиво, Устройство грузовых автомобилей
Поделиться в FacebookДобавить в TwitterДобавить в Telegram|
Заглавная страница
КАТЕГОРИИ: Археология ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрации Техника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ? Влияние общества на человека Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. |
⇐ ПредыдущаяСтр 2 из 6Следующая ⇒ ДЕТАЛЕЙ ШТАНГЕНИНСТРУМЕНТОМ
Цель работы: ознакомление с конструкцией штангенинструментов и приобретение навыков работы с инструментами. Оборудование, приборы, инструменты: штангенциркуль ШЦ-I, штангенциркуль ШЦ-II, штангенциркуль ШЦ-III, штангенглубиномер, штангенрейсмас. Под общим названием “штангенинструмент” объединяется большая группа измерительных средств для измерения и разметки линейных размеров. Отличительной особенностью этих измерительных средств является то, что в качестве отсчетного устройства используется шкала измерительной линейки (штанга) с делениями через 1 мм, а отсчитывание частей деления на этой основной шкале производится с помощью вспомогательной (дополнительной) шкалы – нониуса. Нониус, как вспомогательная шкала, имеет небольшое число интервалов (10—20) по сравнению с основной шкалой.
Рис. 2.2. Отсчет по шкале и нониусу
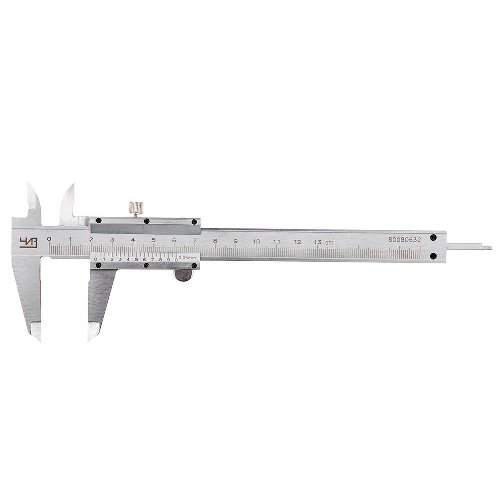
Если же нулевой штрих нониуса не совпадает ни с одним штрихом основной шкалы, то отсчет получается из двух частей. Целое значение размера, кратное 1 мм, берут по основной шкале по ближайшему меньшему значению (слева от нулевого штриха нониуса) и добавляют дробное значение размера по нониусу в зависимости от того, какое деление нониуса совпадает с каким-нибудь делением основной шкалы. Так, на рис. 2.2, б отсчет равен 40,7 мм, поскольку к нулевому штриху нониуса с левой стороны ближе всего находится штрих основной шкалы с цифрой 4, что означает 4 см, а точно совпадает с делением основной шкалы 7-й штрих нониуса. Величина отсчета по нониусу для штангенинструмента у нас в стране принята 0,1 и 0,05 мм. Ранее выпускали измерительные средства с отсчетом 0,02 мм, но исследования показали, что погрешности при таком отсчете не меньше погрешностей при отсчете 0,05 мм. При проектировании нониусов устанавливают определенные связи между шкалой нониуса и основной шкалой с учетом следующих закономерностей: цена деления нониуса с равна цене деления основной шкалы а, разделенной на число делений нониуса n с = a / n, длина деления нониуса b = γa – c, где γ – модуль нониуса, характеризующий растянутость нониуса относительно основной шкалы. Длина нониуса l = nb. Наиболее распространенными универсальными средствами измерения такого типа являются штангенциркули, штангенглубиномеры и штангенрейсмасы. Штангенциркули (рис. 2.3). Конструкцию штангенциркуля, в принципе, можно представить как усовершенствованную конструкцию масштабной линейки. С этой целью на конце линейки 1 (штанга), имеющей шкалу с делениями через 1 мм, находится неподвижная измерительная губка, измерительные поверхности которой перпендикулярны линейке. Вторая измерительная губка находится на рамке 2, перемещаемой по линейке. На этой же рамке находится нониус 4 для отсчета величины перемещения губки на рамке 2. Таким образом, наружный измеряемый размер определяется по расстоянию между измерительными губками, которые имеют плоские измерительные поверхности небольшой ширины. Остальные элементы конструкции имеют вспомогательный характер, облегчая использование штангенциркуля или расширяя область его применения. Так, в штангенциркуле, показанном на рис. 2.3, в, верхние губки предназначены в основном для разметки поверхности и для измерения размеров внутри узких проточек.
Рис. 2.3. Штангенциркули: а – с раздельными губками для наружных и внутренних измерений; б — только для наружных измерений; в — с разметочными губками (верхние) и губками (нижние) для наружных и внутренних измерений; в – то же, но без разметочных губок (1 – штанга, 2 – рамка, 3 – зажим рамки, 3а – зажим рамки микроподачи, 4 – нониус, 5 – линейка глубиномера, 6 – микрометрическая подача, 7 – гайка)
У штангенциркулей, показанных на рис. Типоразмеры штангенциркулей охватывают диапазон измерений до 2000 мм. Однако наиболее распространены штангенциркули с диапазоном измерений от 0 до 125 (или 140) мм (рис. 2.3, а, б) и с диапазоном измерений от 0 до 320 (200 или 250) мм (рис. 2.3, в, г). Штангенциркули первого типа обычно имеют отсчет по нониусу 0,1 мм, а второго — как 0,1, так и 0,05 мм. Штангенциркули с большим диапазоном измерения обычно имеют величину отсчета 0,1 мм. Штангенглубиномеры (рис. 2.4). На общей базе штанги и нониуса конструкция этого измерительного средства приспособлена для измерения глубин отверстий, пазов, высоты уступов и т. д. Рис. 2.4. Штангенглубиномер Основанием штангенглубиномера является рамка 4, снабженная снизу опорой 6 с измерительной поверхностью (рис. 2.4). Сквозь рамку проходит штанга со шкалой 1 и измерительной поверхностью на торце. Штанга 1 расположена и передвигается перпендикулярно измерительной поверхности опоры 6. Нониус 5 нанесен на отдельной пластине и укреплен в рамке 4 параллельно шкале штанги. Микрометрическая подача 2 рамки (3 – зажим) на штангенглубиномере такая же как и на штангенциркуле ШЦ-II. Типоразмеры штангенглубиномеров обычно охватывают диапазон измерений не более 500 мм. При большом диапазоне измерений отсчет по нониусу чаще всего составляет 0,1 мм, на меньших пределах (200, 300 мм) отсчет составляет 0,05 мм. Штангенрейсмасы (рис. 2.5). Основное назначение этого устройства – разметка деталей, но оно может быть использовано для измерения высоты деталей.
Рис. 2.5. Штангенрейсмас
Конструкция штангенрейсмаса приспособлена для разметки и измерений от плоской поверхности, на которой размещаются как штангенрейсмас, так и размечаемая или измеряемая деталь (часто говорят, что “штангенрейсмас предназначен для работы от плиты”). Опорной деталью штангенрейсмаса является основание 6 (рис. 2.5), в котором укреплена штанга 1 со шкалой, расположенная перпендикулярно опорной плоскости основания. По штанге передвигается рамка 4 с выступом для крепления ножек, а в ней параллельно шкале штанги размещен нониус 5. Микроподача 2 рамки (3 – зажим) здесь применена такая же, как и на штангенциркуле ШЦ-II и штангенглубиномере. На выступе рамки с помощью державки 7 закрепляются ножки: измерительная 8 или разметочная 9. Шкалы штанги и нониуса штангенрейсмасов выполняют такие же, как и на штангенциркулях и штангенглубиномерах. Типоразмеры штангенрейсмасов охватывают диапазон до 2500 мм, но наиболее распространены для размеров до 250, 400 мм при отсчете 0,05 мм. Штангенрейсмасы больших размеров изготовляют значительно реже, и они имеют отсчет 0,1 мм. Погрешности измерения штангенинструментом. Погрешность измерения зависит в значительной мере от величины отсчета и значения измеряемого размера. Погрешность измерения штангенциркулем наружных размеров до 500 мм при величине отсчета 0,05 мм будет составлять 0,1 мм (т. е. равна удвоенному значению величины отсчета). При измерении внутренних размеров тем же штангенциркулем погрешность измерения составляет 0,15—0,25 мм для этого же диапазона размеров. При измерении штангенциркулем с отсчетом 0,1 мм наружных размеров в том же диапазоне, т. е. до 500 мм, погрешность составляет 0,15—0,25 мм, а для внутренних размеров 0,2—0,3 мм. Погрешность измерения штангенглубиномером с отсчетом 0,05 мм глубин до 300 мм составляет 0,1—0,15 мм, а при отсчете 0,1 мм – 0,2 – 0,3 мм. Необходимо обратить внимание на то, что указаны погрешности измерения, а не погрешности измерительного средства. Погрешность только самого штангенинструмента в условиях его поверки, т. е. погрешность, которая нормируется, будет меньше (обычно не более величины отсчета). Но погрешность при поверке — это частный случай погрешности измерения. Планирование измерений При планировании измерений выбирают оптимальное число точек или кривых измерения, поскольку слишком большое число измерений приводит к удорожанию и усложнению эксперимента и может не дать новых сведений, а заниженное число измерений не позволяет надежно оценить выбранную точность метода или средства измерений. Используя математическое доказательство подобия, правомерность сравнения и моделирование процессов измерения и число предварительных наблюдений, заведомо меньшее, чем требуемое, можем вычислить необходимое число наблюдений. Определение наименьшего числа измерений для достижения заданной точности измерения проводится согласно п. Погрешности, допускаемые при измерении линейных размеров должны соответствовать стандартам. Задание Лабораторная работа включает в себя четыре этапа, выполняемые под руководством преподавателя и лаборанта: 1) Ознакомиться с устройством и методикой измерений штангенинструментом; 2) Определить числовые значения основных метрологических характеристик инструмента; 3) Спланировать измерения с целью выбора их оптимального количества; 4) Провести измерения заданных размеров деталей штангенинструментом.
Порядок выполнения работы Лабораторная работа выполняется в соответствии с пунктами задания. Содержание отчета В отчете указывается цель работы и задание, список используемого для выполнения работы оборудования, инструментов и их назначение. Метрологические характеристики штангенинструментов представляются в виде таблицы 2.1. Таблица 2.1 Метрологические характеристики инструментов
Оформляется эскиз детали и схема измерения. Вопросы для самоконтроля 1) Что относится к средствам измерений, применяемым в машиностроении; 2) Перечислить универсальные измерительные инструменты; 3) Для каких измерений применяется штангенинструмент; 4) Что такое нониус; 5) Как производится расчет нониуса; 6) Какие типы штангенциркулей вы знаете и чем они отличаются; 7) Для каких работ применяются штангенглубиномеры; 8) Для каких работ применяются штангенрейсмасы; 9) Как выбирается оптимальное число измерений; 10) Какие метрологические характеристики рассматриваются у штангенинструментов. 2.2.2. Лабораторная работа № 2 ОПРЕДЕЛЕНИЕ ГЕОМЕТРИЧЕСКОЙ ТОЧНОСТИ И РАЗМЕРОВ ДЕТАЛЕЙ МИКРОМЕТРИЧЕСКИМИ ИНСТРУМЕНТАМИ
Цель работы: ознакомление с конструкцией микрометрического инструмента – гладкими микрометрами, микрометрическими нутромерами, микрометрическими глубиномерами и приобретение навыков измерения ими. Оборудование, приборы, инструменты: гладкий микрометр, микрометрический глубиномер, микрометрический нутромер, стойка, установочные меры, выполненные в виде цилиндров с отверстием и плоскими измерительными торцами, установочная мера в виде скобы для установки микрометрического нутромера на нуль, набор концевых мер, державка с боковинами, комплект удлинителей. Общие положения Микрометрические инструменты относятся к группе универсальных измерительных приборов и инструментов. Они предназначены для абсолютных измерений наружных и внутренних размеров глубин и высот деталей. Наиболее распространенными видами микрометрических инструментов являются: микрометры; микрометрические нутромеры; микрометрические глубиномеры. Микрометром называется измерительное средство с корпусом в виде скобы и двухточечной схемой измерения, в котором перемещение одной из точек определяется с помощью резьбовой пары – винта и гайки. Схема и конструкция микрометра.
Рис. 2.6. Микрометр гладкий (завод “Калибр”): а – схема; б – конструкция для диапазона измерения 0 – 25 мм; в – отсчет по шкале на стебле и барабане; г – “трещотка”
Наиболее часто шаг резьбы делают равным 0,5 мм и тогда на барабане наносят 50 интервалов, т. Деления на барабане выполняют такую же функцию, как и деления нониуса, и также позволяют отсчитывать дробные значения по основной шкале, наносимой на стебле микрометра и имеющей интервал деления, равный шагу резьбы (т. е. наиболее часто цена деления шкалы составляет 0,5 мм). На стебле при шаге резьбы 0,5 мм штрихи шкалы наносят для удобства отсчета с двух сторон от осевой линии. На рис. 2.6, в нижние деления 11 соответствуют значению с окончаниями 1 мм и оцифрованы через 5 делений и верхние 9 с окончанием на 0,5 мм, а на той и на другой части шкалы интервалы между штрихами равны 1 мм. Винт, используемый в микрометрах или других устройствах, служащий для определения величины перемещения или для измерения, или установки размера называют микрометрическим винтом или сокращенно микровинтом. Резьбовую пару для указанных случаев применения также часто называют сокращенно микропарой. В конструкции микропары для обеспечения беззазорного соприкосновения резьбы винта и гайки предусмотрена регулировка, которая осуществляется деформацией гайки 6. Для этого гайка 6 обычно имеет несколько пазов, проходящих вдоль оси (разрезная гайка). Часто наружную поверхность ее делают в виде конуса, а на цилиндрической поверхности гайки нарезают резьбу. При вращении регулировочной гайки 13 ее конусная поверхность через конусную поверхность гайки 6 сжимает гайку или отпускает в зависимости от направления вращения гайки 13. Устройство 7, создающее измерительное усилие, обычно бывает двух принципов действия: в виде трещотки или в виде фрикциона. Трещотка (рис. 2.6, г) представляет собой храповой механизм. На одной торцовой поверхности втулки, скрепленной с микровинтом, имеются зубцы, на другой поверхности, за которую вращается винт, установлен подпружиненный цилиндр со скосом (“зуб”). При вращении в направлении соприкосновения измерительных поверхностей с деталью или между собой поджим этих поверхностей будет происходить с усилием, обеспечиваемым пружиной, поджимающей зуб. В конструкциях микрометров существует большое разнообразие конструкций стопорных устройств 12, например в виде втулки и винта (рис. 2.6, б), цанг и других устройств. Микровинт 4, барабан 5 и трещотка 7 обеспечивают возможность установки микрометра на нулевое деление. В этом случае сводятся до соприкосновения измерительные поверхности. При раскреплении трещотки 7 с барабаном 5 последний поворачивается относительно винта 4 до совмещения нулевого деления барабана 5 и стебля 3. Наибольшее распространение имеют и наиболее часто применяются на производстве гладкие микрометры (см. рис. 2.6). Типоразмеры микрометров в значительной мере предопределяются длиной микровинта, обеспечивающего диапазон измерений. Установлено, что оптимальной длиной резьбы микровинта является длина 25 мм. Все микрометры, кроме тех, у которых измерение начинается от нуля, снабжаются так называемыми установочными мерами, представляющими собой цилиндр, у которого размер между торцовыми поверхностями равен нижнему пределу измерения микрометра (например, микрометр с диапазоном измерения 75—100 мм имеет установочную меру размером 75 мм). С помощью этой меры микрометр устанавливают на начало отсчета (на ноль). Погрешности измерения микрометром. В общем случае погрешность измерения микрометром возникает от погрешности микрометра, установочной меры или блока концевых мер, отклонений от параллельности измерительных поверхностей, разгиба скобы под действием усилия, погрешности от отсчета показаний, погрешности от температурных и контактных деформаций. Микрометрический нутромер(штихмас) предназначается для измерения внутренних размеров деталей.
Рис. 2.7. Микрометрический нутромер
Он отличается от микрометра отсутствием скобы, а также некоторыми конструктивными особенностями: отсутствием трещотки (усилие измерения регулируется контролером), наличием на обоих концах головки сферических измерительных наконечников. Микрометрический нутромер (рис. 2.7) имеет стебель 1, в отверстии которого располагается микрометрический винт 2. На винт насажен барабан 3 с установочной гайкой 4. Конец микрометрического винта 5 имеет сферическую форму и служит одной измерительной поверхностью. Вторую измерительную поверхность образует наконечник 6, запрессованный в отверстие стебля. Стопор 7 закрепляет микрометрический винт в определенном положении. Микрометрические нутромеры изготовляются с пределами измерения 50 – 75, 75 – 175, 75 – 600, 150 – 1250, 800 – 2500, 1250 – 4000, 2500 – 6000 и 4000 – 10000 мм. У нутромеров с нижним пределом измерения 50 и 75 мм длина шкалы стебля микрометрической головки 13 мм, у нутромеров с нижним пределом измерения свыше 75-25 мм. Расширение пределов измерения до указанных выше значений достигается за счет набора удлинителей, прилагаемых к каждому инструменту. Так, нутромер с пределами измерения 75-175 мм имеет следующие удлинители: 13, 25 и 50 мм. Удлинители соединяются с головкой при помощи резьбы. Они состоят из трубки 9 и соединительных муфт 10 и 11. В отверстия муфт входит стержень 12, имеющий на концах сферические поверхности. Пружина 13 отжимает стержень к муфте 10. Поэтому в нерабочем положении его сферический наконечник не выступает за пределы муфты, это предохраняет его от повреждения. Для увеличения пределов измерения нутромером со стебля свинчивают предохранительную гайку 8 и на ее место навинчивают муфту 10 удлинителя. Отсчет размера у нутромера производится так же, как и у микрометра. При наличии удлинителей необходимо добавлять к показаниям шкалы размеры удлинителей, которые маркируются на их боковой поверхности. Установка и проверка штихмаса производится по специально прилагаемой к нему установочной скобе, изготовленной по наименьшему предельному размеру. Погрешность измерения микрометрическими нутромерами зависит от ряда составляющих, которые имеют место для всех нутромеров: совмещения линии измерения в плоскости, перпендикулярной оси измеряемого отверстия; совмещения линии измерения в плоскости, проходящей через ось; динамики процесса совмещения линии измерения; настройки прибора. Погрешность нутромера обычно нормируется в зависимости от измеряемого размера от 0,006 (для размеров 50-125 мм) до 0,180 мм (для размера 4000 – 10000 мм). Погрешность измерения микрометрическими нутромерами при измерениях размеров от 50 до 500 мм можно обеспечить не более 0,015-0,030 мм при настройке по установочной мере и 0,01-0,02 мм при аттестации собранного нутромера. Микрометрические глубиномеры (рис. 2.8) служат для измерения глубины отверстий, пазов, выточек, уступов и т. д.
Рис. 2.8. Микрометрический глубиномер
Основанием микрометрического глубиномера является поперечина 5, в которую запрессован стебель 3 со шкалой. В стебле 3 запрессована микрогайка, а в нее ввинчен микровинт, совместно они образуют такую же микропару, как и в микрометре гладком. На микровинте укреплен барабан 2 со шкалой, а на барабане расположена трещотка 1. Требуемое во время измерения положение микровинта закрепляется стопором 4. При вращении барабана 2 вместе с ним вращается микровинт и ввинчивается в микрогайку, причем выдвигается из основания на требуемую глубину. Глубиномер устанавливается на “0” по установочным мерам-втулкам 6 на плоской стеклянной пластине или другой точной плоской поверхности. В торце микровинта выполнено отверстие, в которое вставляются сменные измерительные стержни 7. Особенность микрометрического глубиномера в том, что числовые значения штрихов шкалы стебля расположены, уменьшаясь при удалении барабана от основания 5, так как соответственно уменьшаются размеры глубины измеряемого уступа. Это противоположно расположению цифр на шкале стебля гладкого микрометра. Числа значений штрихов на барабане микрометрического глубиномера также расположены противоположно числам и шкале барабана гладкого микрометра. Пределы измерения глубиномером обычно до 100 мм, иногда до 200 мм. Задание Лабораторная работа включает в себя шесть этапов, выполняемые под руководством преподавателя и лаборанта: 1) Ознакомиться с устройством и методикой измерений микрометрическими инструментами; 2) Определить числовые значения основных метрологических характеристик инструмента; 3) Спланировать измерения с целью выбора их оптимального количества; 4) Провести измерения заданных размеров деталей микрометрическими инструментами; 5) С помощью микрометра и микрометрического нутромера провести измерения размеров для установления отклонений формы в продольном и поперечном сечениях у деталей типа валов и втулок; 6) С помощью микрометрического глубиномера провести измерения размеров для установления отклонений расположения поверхностей ступенчатой детали. Порядок выполнения работы Лабораторная работа выполняется в соответствии с пунктами задания. Содержание отчета В отчете указывается цель работы и задание, список используемого для выполнения работы оборудования, инструментов и их назначение. Метрологические характеристики микрометрических инструментов представляются в виде таблицы. Оформляется эскиз детали и схема измерения. Приводятся результаты всех измерений, расчеты по определению оптимального числа измерений, оценка абсолютной и относительной погрешности измерения, результаты выявления отклонений формы и расположения на исследованных деталях. Дать заключение о годности деталей. Таблица 2.2 Метрологическая характеристика инструментов
Вопросы для самоконтроля 1) Перечислить микрометрические измерительные инструменты; 2) Для каких измерений применяется микрометр; 3) Для каких измерений применяется микрометрический нутромер; 4) Для каких измерений применяется микрометрический глубиномер; 5) Чем определяется цена деления микрометрических инструментов; 6) Как проводится проверка ноль-пункта микрометрических инструментов; 7) По каким показателям дается заключение о годности детали; 8) Какие метрологические характеристики рассматриваются у микрометрических инструментов.
2.2.3. Лабораторная работа № 3 ОПРЕДЕЛЕНИЕ ГЕОМЕТРИЧЕСКОЙ ТОЧНОСТИ И РАЗМЕРОВ ДЕТАЛЕЙ МЕХАНИЧЕСКИМИ ПРИБОРАМИ
Цель работы: ознакомление с конструкцией механических приборов – индикатором часового типа, индикаторной и рычажной скобами, рычажным микрометром, индикаторным нутромером; ознакомление с плоскопараллельными концевыми мерами длины. Оборудование, приборы, инструменты: индикаторы часового типа, индикаторные и рычажные скобы, рычажные микрометры, стойка или зажимное приспособление, индикаторные нутромеры; набор плоскопараллельных концевых мер длины, объекты измерения (детали). Общие положения В работе рассмотрены измерительные средства, в которых преобразовательный механизм построен на механическом принципе действия, т. е. преобразование малых перемещений измеряемых величин в большие перемещения на отсчетном или регистрирующем устройстве производится с помощью механических передач. Универсальные измерительные средства с механическим преобразованием в зависимости от вида измеряемого размера можно разделить на средства измерения наружных и внутренних размеров; в зависимости от конструктивного оформления и области назначения – на измерительные головки и измерительные средства с корпусом в виде скобы. Измерительными головками называются отсчетные устройства, преобразующие малые перемещения измерительного наконечника в большие перемещения стрелки и имеющие шкалу, по которой отсчитывают величины перемещений наконечника. В качестве отдельного измерительного устройства головки использоваться не могут и для измерения их устанавливают в специальных приборах, где требуется отсчитать какие-либо перемещения. Наиболее оправдали себя и получили широкое распространение головки, в которых используются преобразующие механизмы, содержащие в себе только зубчатые передачи, рычажные вместе с зубчатыми передачами и передачи с пружинными механизмами. Индикаторы часового типаможно применять для относительных и абсолютных измерений.Конструкция индикатора часового типа представляет собой измерительную головку с продольным перемещением наконечника.
Рис. 2.9. Индикатор часового типа: а – общий вид, б – схема зубчатой передачи
Основанием индикатора (рис. Круглая шкала индикатора часового типа состоит из 100 делений, цена каждого деления – 0,01 мм. Это означает, что при перемещении измерительного наконечника на 0,01 мм стрелка индикатора перейдет на одно деление шкалы. Типоразмеры индикатора и технические характеристики. Если взять индикатор часового типа в отдельности, т. е. не установленный в штативе или стойке, то для него диапазон показаний и диапазон измерений имеет один и тот же смысл. Подавляющее большинство индикаторов имеет диапазон показаний 2 (или 3), 5 или 10 мм. Измерительное усилие индикаторов часового типа обычно находится в пределах 0,8 – 2 Н. Погрешность измерения индикатором. Погрешности индикатора нормируются в зависимости от используемого диапазона показаний (в зависимости от перемещения измерительного стержня). Обычно на участке 0 – 1 мм погрешность находится в пределах 5 – 8 мкм; на участке 1 – 2 мм – 10 – 15 мкм; на участке до 3 мм – до 15 мкм; на участке до 5 – 10 мм погрешность находится в пределах 18 – 22 мкм. Таким образом, на небольшом участке погрешность индикатора находится в пределах цены деления. На больших пределах погрешность превышает цену деления. Это показывает, что отсчитывать доли от цены деления (т. е. тысячные доли миллиметра — микрометры) на индикаторе часового типа нецелесообразно. При измерении колебаний размера погрешность измерения зависит от используемого перемещения измерительного стержня, нежесткости установочных узлов (штативов и стоек), от погрешности отсчета показаний, связанной с параллаксом. При измерении размеров деталей сравнением с размерами концевых мер длины погрешность измерения зависит также от точности используемых концевых мер длины и от температурных условий, при которых производится измерение. В зависимости от этих факторов погрешность измерения может составлять от 5 до 40 мкм. Скоба индикаторная (рис. 2.10). Основанием индикаторной скобы служит корпус-скоба 5, снабженная выемкой для руки. В рабочей выемке скобы расположены находящиеся на одной измерительной оси с одной стороны подвижная пятка 2, воспринимающая изменения размеров измеряемой детали, а с другой стороны – переставная пятка 1. Плотность контакта измерительной поверхности подвижной пятки 2 с поверхностью детали, введенной в рабочую выемку скобы, обеспечивается суммой сил пружины измерительного усилия 3 скобы и пружины измерительного усилия индикатора часового типа 4.
Рис. 2.10. Скоба индикаторная
Индикаторная скоба устанавливается на размер по образцовому аттестованному валику или по блоку концевых мер длины (КМД), равному наибольшему предельному размеру измеряемой детали. Основные параметры индикаторной скобы: диапазоны измерения 0 – 50, 50 – 100, 100 – 200, 200 – 300, 300 – 400, 400 – 500 мм, ход подвижной пятки – 3 мм, цена деления головки 0,01 мм. Наиболее распространены измерения этими скобами линейных размеров деталей цилиндрической формы в серийном производстве машин. Скоба рычажная (рис. 2.11). В устройстве рычажной и индикаторной скоб много общего. Рычажная скоба также не имеет собственного размерного устройства и также измерение ею производится методом сравнения с мерой; основанием рычажной скобы также является корпус-скоба, но на этом аналогия и заканчивается.
Рис. 2.11. Скоба рычажная
Скоба-корпус у рычажной скобы обладает значительно большей жесткостью, чем у индикаторной. Подвижная пятка 2 и переставная пятка 1 у рычажной скобы значительно массивнее, обладают большими измерительными поверхностями и их перемещения происходят гораздо точнее. Основное отличие рычажной скобы — в устройстве подвижной пятки 2. Эта пятка имеет две выемки в цилиндрической поверхности. ⇐ Предыдущая123456Следующая ⇒ Читайте также: Формы дистанционного обучения Передача мяча двумя руками снизу Значение правильной осанки для жизнедеятельности человека Основные ошибки при выполнении передач мяча на месте |
|||||||||||||||||||||||||||||||||||
|
Последнее изменение этой страницы: 2016-04-07; просмотров: 780; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia. |

 Определение реакций опор и моментов защемления
Определение реакций опор и моментов защемления
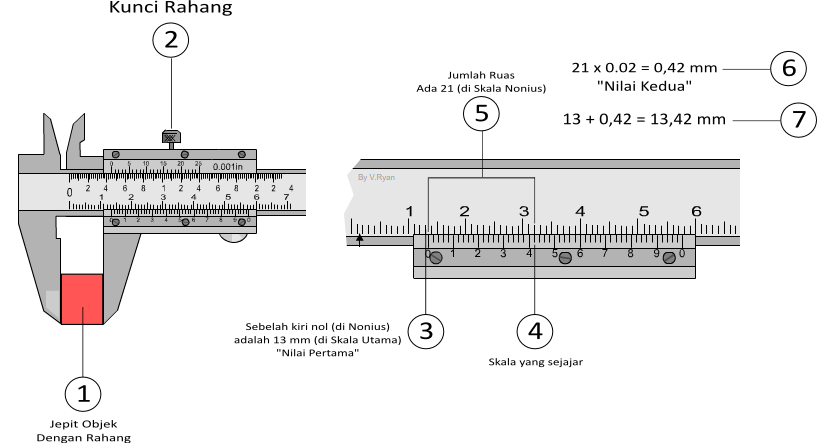
 Первый штрих нониуса является началом вспомогательной шкалы и одновременно индексом (указателем) значения размера на основной шкале. Если первый штрих (нулевой штрих) нониуса совпадает с каким-либо штрихом основной шкалы, то отсчитывают целое (рис. 2.2, а) значение размера только по основной шкале.
Первый штрих нониуса является началом вспомогательной шкалы и одновременно индексом (указателем) значения размера на основной шкале. Если первый штрих (нулевой штрих) нониуса совпадает с каким-либо штрихом основной шкалы, то отсчитывают целое (рис. 2.2, а) значение размера только по основной шкале. Поскольку величина отсчета на этом нониусе равна 0,1 мм, то, следовательно, совпадение 7-го штриха нониуса показывает, что дольное значение размера равно 0,7 мм (0,1 × 7), а весь размер равен 40,7 мм.
Поскольку величина отсчета на этом нониусе равна 0,1 мм, то, следовательно, совпадение 7-го штриха нониуса показывает, что дольное значение размера равно 0,7 мм (0,1 × 7), а весь размер равен 40,7 мм. Отличие их конструктивных форм в зависимости от назначения заключается в конфигурации измерительных поверхностей и их взаимном расположении.
Отличие их конструктивных форм в зависимости от назначения заключается в конфигурации измерительных поверхностей и их взаимном расположении. Устройство 6, называемое микрометрической подачей, предназначено для медленного перемещения рамки по штанге. При пользовании этой микроподачей вспомогательную рамку микроподачи скрепляют со штангой винтом 3а, стопор 3 отпускают и вращением гайки 7 перемешают рамку. Микроподачу в основном используют при установке на штангенциркуле размера для разметки. Большинство штангенциркулей для измерения внутренних размеров имеют либо отдельные измерительные губки (рис. 2.3, а), либо специальные измерительные поверхности основных губок (рис. 2.3, в, г).
Устройство 6, называемое микрометрической подачей, предназначено для медленного перемещения рамки по штанге. При пользовании этой микроподачей вспомогательную рамку микроподачи скрепляют со штангой винтом 3а, стопор 3 отпускают и вращением гайки 7 перемешают рамку. Микроподачу в основном используют при установке на штангенциркуле размера для разметки. Большинство штангенциркулей для измерения внутренних размеров имеют либо отдельные измерительные губки (рис. 2.3, а), либо специальные измерительные поверхности основных губок (рис. 2.3, в, г). 2.3, в и г, губки для измерения внутреннего размера имеют цилиндрическую поверхность. Размер этих губок в сведенном состоянии обычно бывает b = 10 мм и маркируется на боковой поверхности одной из губок. Если после ремонта этот размер меняется, то изменяется и маркировка, поскольку нулевой отсчет по шкале и нониусу, соответствует наружным измерениям. Поэтому когда отсчитывают размер при внутренних измерениях, к отсчету по шкале и нониусу штангенциркуля необходимо добавить значение размера губок для внутренних измерений (т. е. размер, указанный на одной из губок).
2.3, в и г, губки для измерения внутреннего размера имеют цилиндрическую поверхность. Размер этих губок в сведенном состоянии обычно бывает b = 10 мм и маркируется на боковой поверхности одной из губок. Если после ремонта этот размер меняется, то изменяется и маркировка, поскольку нулевой отсчет по шкале и нониусу, соответствует наружным измерениям. Поэтому когда отсчитывают размер при внутренних измерениях, к отсчету по шкале и нониусу штангенциркуля необходимо добавить значение размера губок для внутренних измерений (т. е. размер, указанный на одной из губок). Практически штангенциркули для размеров свыше 500 мм не выпускаются, хотя и известны.
Практически штангенциркули для размеров свыше 500 мм не выпускаются, хотя и известны.


 2.1.2.
2.1.2. Приводятся результаты всех измерений, расчеты по определению оптимального числа измерений, оценка абсолютной и относительной погрешности измерения.
Приводятся результаты всех измерений, расчеты по определению оптимального числа измерений, оценка абсолютной и относительной погрешности измерения.
 В корпусе микрометра в виде скобы 1 (рис. 2.6, позиции на рис. а, б, в общие) заключены неподвижная пятка 2, которая реализует неподвижную точку в двухточечной схеме измерения, и гайка 6 резьбовой пары. С гайкой 6 соединен неподвижно стебель 3. Винт 4 скреплен с барабаном 5, на конце узла винт – барабан находится устройство 7, обеспечивающее измерение с определенным усилием. На стебле 3 вдоль оси проведена сплошная линия 8 (рис. 2.6, в), которая используется для отсчета целых оборотов винта 4 и вместе с ним и барабана 5. Полные обороты отсчитывают при совпадении нулевой отметки на барабане 5 с линией 8 на стебле 3. На барабане 5 на скошенной поверхности нанесены деления 10, служащие для отсчета части полного оборота винта 4 и барабана 5. Число таких делений зависит от шага резьбы.
В корпусе микрометра в виде скобы 1 (рис. 2.6, позиции на рис. а, б, в общие) заключены неподвижная пятка 2, которая реализует неподвижную точку в двухточечной схеме измерения, и гайка 6 резьбовой пары. С гайкой 6 соединен неподвижно стебель 3. Винт 4 скреплен с барабаном 5, на конце узла винт – барабан находится устройство 7, обеспечивающее измерение с определенным усилием. На стебле 3 вдоль оси проведена сплошная линия 8 (рис. 2.6, в), которая используется для отсчета целых оборотов винта 4 и вместе с ним и барабана 5. Полные обороты отсчитывают при совпадении нулевой отметки на барабане 5 с линией 8 на стебле 3. На барабане 5 на скошенной поверхности нанесены деления 10, служащие для отсчета части полного оборота винта 4 и барабана 5. Число таких делений зависит от шага резьбы. е. при повороте на один интервал осевое перемещение винта (барабана) будет равно 0,5 / 50 = 0,01 мм.
е. при повороте на один интервал осевое перемещение винта (барабана) будет равно 0,5 / 50 = 0,01 мм.
 При дальнейшем вращении храповой механизм проскальзывает и раздается характерный треск, когда зуб соскальзывает со скосов. В некоторых механизмах используется фрикционная пара, в которой измерительное усилие обеспечивается усилием поджима фрикционных поверхностей.
При дальнейшем вращении храповой механизм проскальзывает и раздается характерный треск, когда зуб соскальзывает со скосов. В некоторых механизмах используется фрикционная пара, в которой измерительное усилие обеспечивается усилием поджима фрикционных поверхностей.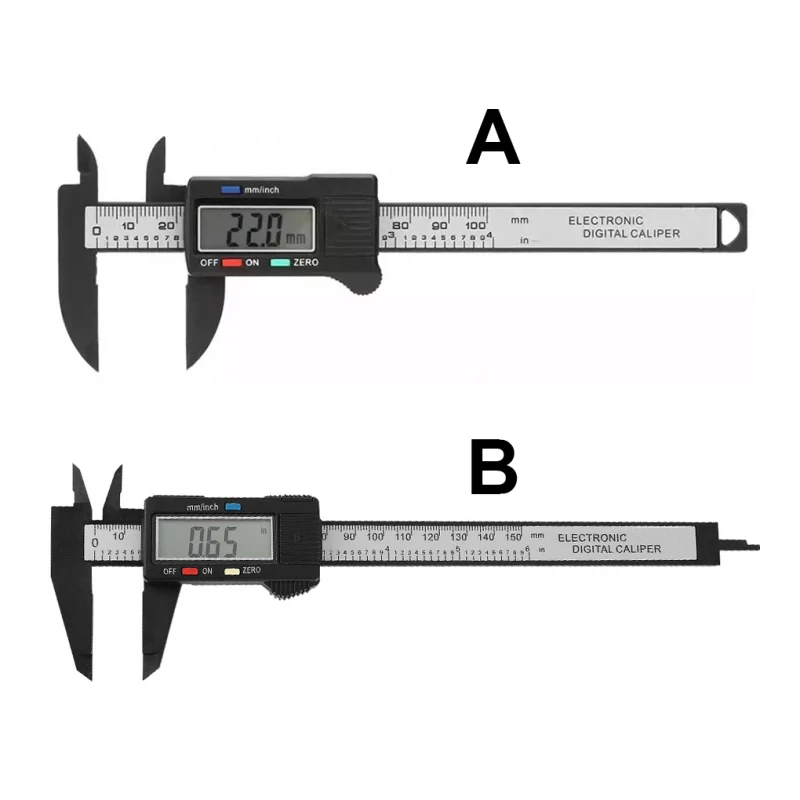 Поэтому обычно типоразмеры микрометров изготовляют с диапазоном измерения через 25 мм, т. е. 0 – 25, 25—50, 50—75, 75—100 и т. д. Наибольший размер, измеряемый микрометрами, обычно 600 мм. У микрометра для размеров свыше 100 мм диапазон измерений обычно составляет не 25 мм, а 100 мм, что достигается перестановкой неподвижных пяток или эти пятки делают сменными. Отсчитывать размер на этих микрометрах непосредственно по микропаре можно только в пределах 25 мм.
Поэтому обычно типоразмеры микрометров изготовляют с диапазоном измерения через 25 мм, т. е. 0 – 25, 25—50, 50—75, 75—100 и т. д. Наибольший размер, измеряемый микрометрами, обычно 600 мм. У микрометра для размеров свыше 100 мм диапазон измерений обычно составляет не 25 мм, а 100 мм, что достигается перестановкой неподвижных пяток или эти пятки делают сменными. Отсчитывать размер на этих микрометрах непосредственно по микропаре можно только в пределах 25 мм. Погрешность от микрометра обычно нормируется равной от 4 до 10 мкм в зависимости от диапазона измерений при поверке по концевым мерам длины.
Погрешность от микрометра обычно нормируется равной от 4 до 10 мкм в зависимости от диапазона измерений при поверке по концевым мерам длины.
 При этом стержень 12 сжимает пружину и измерительная поверхность его выходит наружу. При необходимости большего увеличения пределов измерения на муфту 11 устанавливается следующий удлинитель. Поскольку касание микрометрической головки с удлинителем, а также удлинителей между собой происходит по сферическим поверхностям, неточности резьбы, по которой происходит соединение, не влияют на результаты измерения.
При этом стержень 12 сжимает пружину и измерительная поверхность его выходит наружу. При необходимости большего увеличения пределов измерения на муфту 11 устанавливается следующий удлинитель. Поскольку касание микрометрической головки с удлинителем, а также удлинителей между собой происходит по сферическим поверхностям, неточности резьбы, по которой происходит соединение, не влияют на результаты измерения.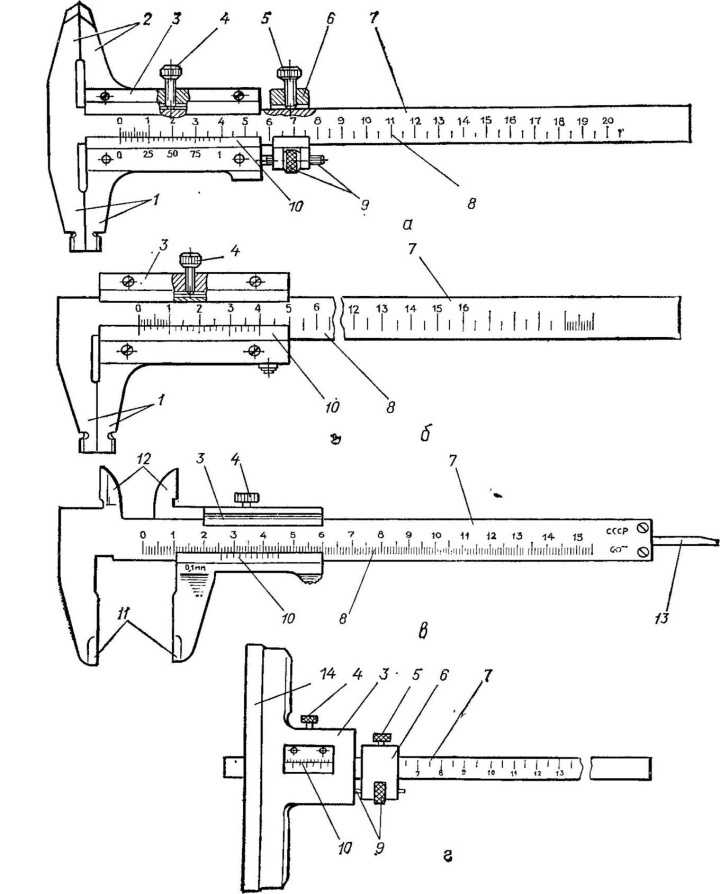 Дополнительная погрешность возникает от усилия свинчивания удлинителей.
Дополнительная погрешность возникает от усилия свинчивания удлинителей.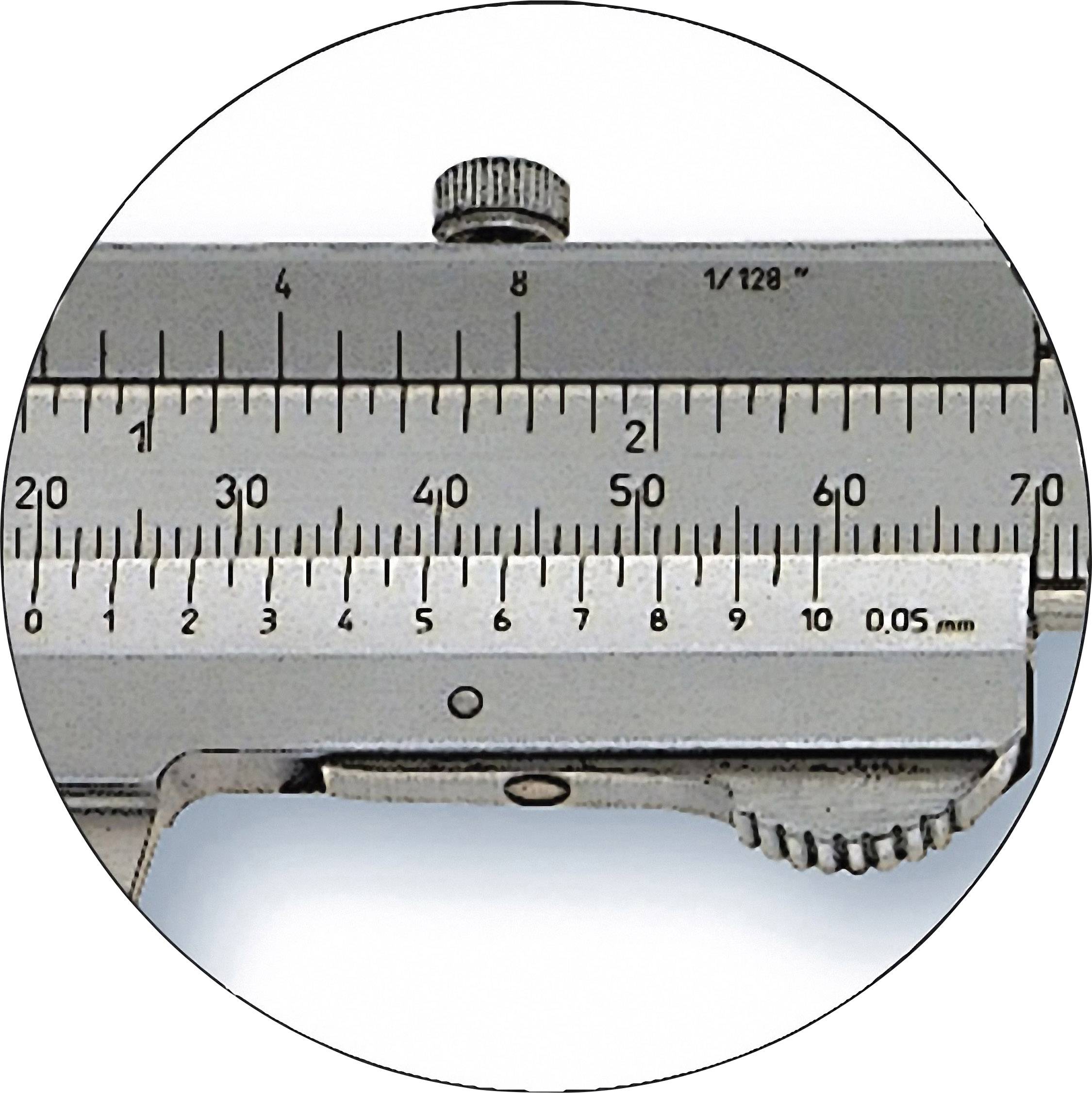



 2.9.) является корпус 13, внутри которого смонтирован преобразующий механизм – реечно-зубчатая передача. Через корпус 13 проходит измерительный стержень 1 с наконечником 4. На стержне нарезана рейка. Движения измерительного стержня-рейки 1 передаются зубчатыми колесами – реечным 5, передаточным 7 и трибкой 9 основной стрелке 8, величина поворота которой отсчитывается по круглой шкале – циферблату. Для установки на “0” круглая шкала поворачивается ободком 2.
2.9.) является корпус 13, внутри которого смонтирован преобразующий механизм – реечно-зубчатая передача. Через корпус 13 проходит измерительный стержень 1 с наконечником 4. На стержне нарезана рейка. Движения измерительного стержня-рейки 1 передаются зубчатыми колесами – реечным 5, передаточным 7 и трибкой 9 основной стрелке 8, величина поворота которой отсчитывается по круглой шкале – циферблату. Для установки на “0” круглая шкала поворачивается ободком 2. Значительно реже изготовляют индикаторы с диапазоном показаний 25 и 50 мм. Индикатор часового типа имеет цену деления 0,01 мм.
Значительно реже изготовляют индикаторы с диапазоном показаний 25 и 50 мм. Индикатор часового типа имеет цену деления 0,01 мм. При использовании перемещения измерительного стержня до 10 мм погрешность измерения биения составит от 15 мкм (для размеров деталей 1—3 мм) до 20 мкм (для размеров 350—500 мм). При измерении биений в пределах 0,1 мм погрешность измерения равна 10 мкм и практически не зависит от размера детали. При измерении биений, равных 2—3 ценам деления (20—30 мкм), погрешность в большинстве случаев составляет 5 мкм. При этом имеется в виду, что измерение. производится с использованием штативов, имеющих достаточную жесткость.
При использовании перемещения измерительного стержня до 10 мм погрешность измерения биения составит от 15 мкм (для размеров деталей 1—3 мм) до 20 мкм (для размеров 350—500 мм). При измерении биений в пределах 0,1 мм погрешность измерения равна 10 мкм и практически не зависит от размера детали. При измерении биений, равных 2—3 ценам деления (20—30 мкм), погрешность в большинстве случаев составляет 5 мкм. При этом имеется в виду, что измерение. производится с использованием штативов, имеющих достаточную жесткость. Сбоку установлен упор 6. Движения подвижной пятки 2 передаются измерительному наконечнику индикатора часового типа 4, служащего здесь измерительной головкой. т. е. преобразующего измерения размера детали, воспринятые подвижной пяткой, в перемещения основной стрелки.
Сбоку установлен упор 6. Движения подвижной пятки 2 передаются измерительному наконечнику индикатора часового типа 4, служащего здесь измерительной головкой. т. е. преобразующего измерения размера детали, воспринятые подвижной пяткой, в перемещения основной стрелки. Скобы удобны в применении, производительны, но обладают относительно невысокой точностью. Чаще всего ими измеряют гладкие валы после токарной обработки резцами или после круглой шлифовки, но при допусках на размер не менее 0,05 мм.
Скобы удобны в применении, производительны, но обладают относительно невысокой точностью. Чаще всего ими измеряют гладкие валы после токарной обработки резцами или после круглой шлифовки, но при допусках на размер не менее 0,05 мм. В одну из них входит рычаг 3 арретира 8, а во вторую — наконечник передаточного рычага 5, принадлежащего к преобразующей передаче отсчетной головки, вмонтированной в корпус скобы. Эта передача использована от рычажно-зубчатой индикаторной головки (ИГ) и отличается только тем, что компенсатор 7 здесь повернут на 80 °. Такое использование дает возможность заводу-изготовителю головок ИГ и рычажных скоб использовать один и тот же точный механизм на сборке двух разных средств измерения. Движение подвижной пятки 2 передается стрелке 4 отсчетной головки. В заднем торце подвижной пятки 2, противоположном измерительной поверхности этой пятки, выполнена ступень, на которую надета и упирается пружина измерительного усилия 6 рычажной скобы.
В одну из них входит рычаг 3 арретира 8, а во вторую — наконечник передаточного рычага 5, принадлежащего к преобразующей передаче отсчетной головки, вмонтированной в корпус скобы. Эта передача использована от рычажно-зубчатой индикаторной головки (ИГ) и отличается только тем, что компенсатор 7 здесь повернут на 80 °. Такое использование дает возможность заводу-изготовителю головок ИГ и рычажных скоб использовать один и тот же точный механизм на сборке двух разных средств измерения. Движение подвижной пятки 2 передается стрелке 4 отсчетной головки. В заднем торце подвижной пятки 2, противоположном измерительной поверхности этой пятки, выполнена ступень, на которую надета и упирается пружина измерительного усилия 6 рычажной скобы. su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь – 161.97.168.212 (0.04 с.)
su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь – 161.97.168.212 (0.04 с.)Презентация кейса Измерение размеров деталей при помощи штангенциркуля доклад, проект
«Активизация самостоятельной познавательной деятельности учащихся с использованием модульно – кейсовой технологии обучения и интеллект карт »
Разработка учебного кейса по теме: «Измерение размеров деталей при помощи штангенциркуля».
Выполнил: Никулин Виталий Алексеевич,
учитель технологии МБОУ
«Журавская СОШ» Еланского р-на
Волгоград 2012 год
Электронная версия
« Семь раз отмерь – один раз отрежь»
Сегодня: дата
Тема урока: « Измерение размеров деталей с помощью штангенциркуля».
Устройство.
Определение.
Виды.
Почему?
Как?
Правила обращения.
Результат: «Здорово, я умею!!!
электронная версия
Введение.
Во время работы по изготовлению изделий, в том числе и на токарном станке по дереву, учащиеся сталкиваются с ситуацией, когда требуется контроль размеров с точностью до 0,1 мм. Учащиеся стараются выполнить работу точно по размерам строго соблюдая технологию изготовления, но этого у них не получается так, как им хотелось, они еще незнакомы с таким инструментом, как штангенциркуль. Целью этого учебного кейса является организация эффективного изучения, довольно сложной для понимания, темы. Изучение нового материала кейс-методом дает большой простор творческому подходу в обучении и проявлению самостоятельности учащихся.
электронная версия
Ситуация.
Учащиеся освоили изготовление изделий на токарном станке по дереву. Известно, что при вытачивании изделий из древесины допускается погрешность в пределах 1мм. Однако, в некоторых случаях это слишком большое отклонение. Так, изготавливая крышку на солонку, учащиеся столкнулись с проблемой более точного измерения размеров. Тот измерительный инструмент, который знаком учащимся (линейка, кронциркуль) не позволяли выполнить замер с большей точностью. Кроме того, замер при помощи кронциркуля и линейки отнимает достаточно много времени. Учащимся необходимо было решить данную проблему. Немного поразмыслив, ребята поняли, что есть, наверное, измерительный инструмент, который дает возможность выполнять замеры с большей точностью и более удобный в работе. Учащиеся видели, что учитель технологии пользуется часто таким измерительным инструментом. У старшеклассников они выяснили, что этот инструмент называется штангенциркуль.
4
электронная версия
Задача: изучить устройство штангенциркуля, научится пользоваться инструментом.
Уточнение задания:
Выяснить назначение штангенциркуля
Изучить устройство штангенциркуля
Усвоить принцип действия
Овладеть приемами измерений.
электронная версия
Контекст задания:
Подберите и изучите информацию о штангенциркуле, ознакомиться с различными видами штангенциркулей, областью применения, приемами работы, навести краткую историческую справку.
электронная версия
Дополнительная информация.
Штангенци́ркуль (от нем. Stangenzirkel) — универсальный инструмент, предназначенный для высокоточных измерений наружных и внутренних размеров, а также глубин отверстий.
Штангенциркуль — один из самых популярных инструментов измерения во всём мире, благодаря простой конструкции, удобству в обращении и быстроте в работе.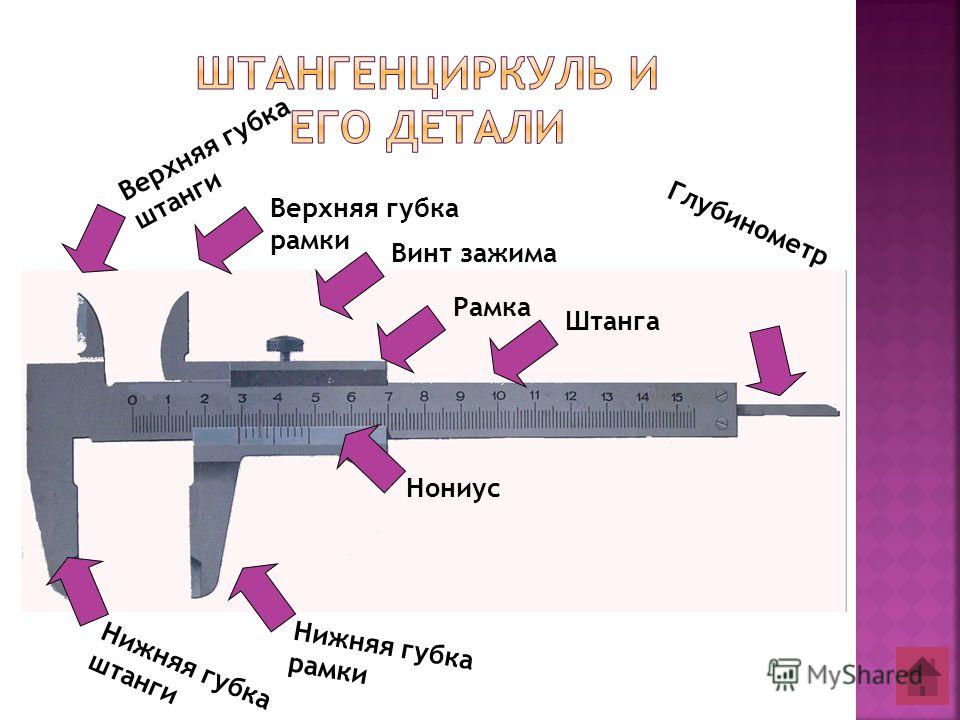
История.
Деревянные штангенциркули использовались уже в начале XVII века. Первые настоящие штангенциркули с нониусом появились только в конце XVIII века в Лондоне. В Россию пришел гораздо позже.
электронная версия
Устройство.
Штангенциркуль, как и другие штангенинструменты (штангенрейсмас, штангенглубиномер), имеет измерительную штангу (отсюда и название этой группы) с основной шкалой и нониус — вспомогательную шкалу для отсчёта долей делений. Точность его измерения — десятые доли миллиметра.
На примере штангенциркуля ШЦ- I
1.штанга
2.подвижная рамка
3.шкала штанги
4.губки для внутренних измерений
5.губки для наружных измерений
6.линейка глубиномера
7. нониус
8.винт для зажима рамки
НОНИУС (верньер), вспомогательная шкала, при помощи которой отсчитывают доли делений основной шкалы измерительного прибора. Прототип современного нониуса предложен французским математиком П. Вернье, поэтому нониусы часто называют верньером. Нониус получил название по имени португальца П. Нуниша (P. Nunes, латинизированное имя Nonius)
Прототип современного нониуса предложен французским математиком П. Вернье, поэтому нониусы часто называют верньером. Нониус получил название по имени португальца П. Нуниша (P. Nunes, латинизированное имя Nonius)
электронная версия
Виды штангенциркулей.
Штангенциркули по ГОСТ 166-89
ШЦ- I — штангенциркуль с двусторонним расположением губок для измерения наружных и внутренних размеров и с линейкой для измерения глубин.
ШЦ- IC — (штангенциркуль со стрелочным отсчётом) для отсчёта показаний вместо нониуса имеет отсчётную стрелочную головку. В выемке штанги размещена рейка, с которой сцеплена шестерёнка головки, поэтому показания штангенциркуля, отвечающие положению губок и, читают на круговой шкале головки по положению стрелки. Это значительно проще, быстрее и менее утомительно для исполнителя, чем чтение отсчёта по нониусу;
ШЦТ- I — с односторонним расположением губок, оснащённых твёрдым сплавом для измерения наружных размеров и глубин в условиях повышенного абразивного изнашивания.
ШЦ-II — с двусторонним расположением губок для измерения наружных и внутренних размеров и для разметки. Для облегчения последней оснащён рамкой микрометрической подачи.
ШЦ- III — с односторонним расположением губок для измерения наружных и внутренних размеров.
ШЦЦ — с цифровой индикацией (электронный)
электронная версия
По способу снятия показаний, штангенциркули делятся на :
нониусные
циферблатные
цифровые
электронная версия
Для измерения десятых долей миллиметра служит вспомогательная шкала, называемая нониусом, длина которого равна 19 мм и поделена на десять делений. При сомкнутых губках нулевые штрихи шкалы штанги и нониуса совпадают, а десятый штрих нониуса совмещается с девятнадцатым штрихом миллиметровой шкалы.
Обрати внимание на то, что первый штрих нониуса не доходит до второго штриха шкалы штанги ровно на 0,1 мм (2 – 1,9 = 0,1).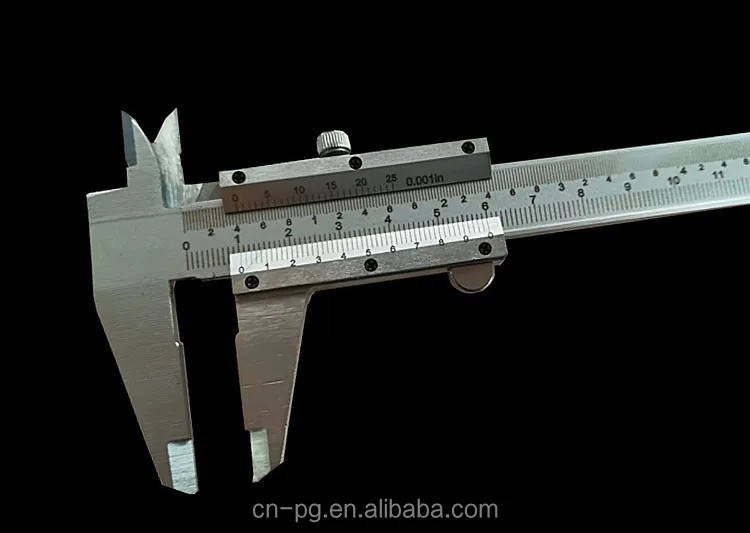 Это и позволяет производить замеры с точностью до 0,1 мм.
Это и позволяет производить замеры с точностью до 0,1 мм.
электронная версия
При измерении штангенциркулем целое число миллиметров отсчитывают по миллиметровой шкале штанги до нулевого штриха нониуса, а десятые доли миллиметра — по шкале нониуса от нулевой отметки до того штриха нониуса, который совпадает с каким-либо штрихом миллиметровой шкалы.
электронная версия
Основные правила обращения со штангенциркулем:
1)перед началом работы протирайте штангенциркуль чистой тканью;
2) кладите инструмент на нагревательные приборы;
3) измеряйте только чистые детали, не имеющие задиров, заусенцев, царапин;
4) губки штангенциркуля имеют острые концы, поэтому при измерении соблюдайте осторожность;
5) не допускайте перекоса губок штангенциркуля, фиксируйте положение зажимным винтом;
6) при чтении показаний штангенциркуль держите прямо перед глазами
электронная версия
Приемы измерений.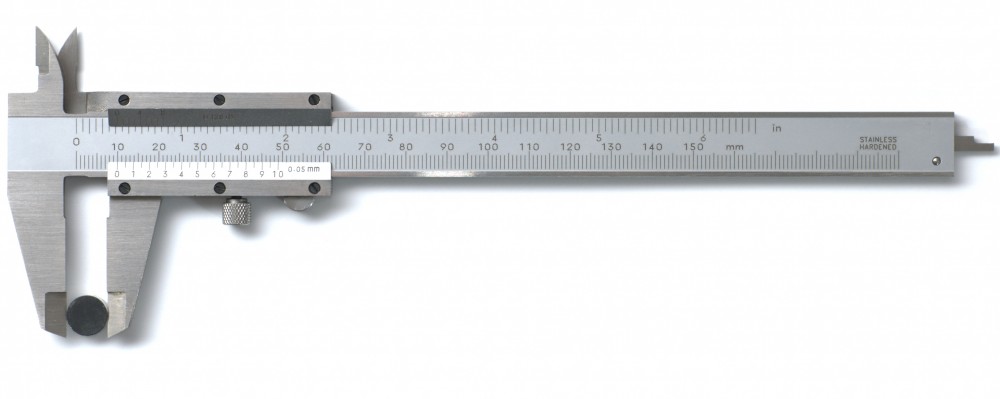
толщины диаметра отверстия
/наружный размер/
электронная версия
Длины болта.
Диаметр головки болта
электронная версия
Уход за штангенциркулем.
В условиях активной работы со штангенциркулем рекомендуется протирать его салфеткой, смоченной в водно-щелочном растворе, затем вытирать насухо, а по окончании работ — укладывать в чехол. Не желательно допускать при эксплуатации грубых ударов или падения инструмента во избежание изгибов штанги, а также царапин на измерительных поверхностях или их трения об измеряемую деталь.
== Интересные факты ==
В современном немецком языке слово «штангенциркуль» отсутствует. По-немецки штангенциркуль называется Messschieber или Schieblehre — соответственно, «раздвижной измеритель» или «раздвижная линейка».
электронная версия
Глоссарий.
Нониус – шкала на подвижной рамке длиною 19мм.
Штангенциркуль – инструмент для измерения с точностью до 0,1мм.
Глубиномер – часть штангенциркуля, предназначенная для измерения глухих отверстий.
Штанга – основная часть штангециркуля на которой нанесена основная шкала.
ГОСТ – государственный стандарт
электронная версия
Задание.
Лабораторно-практическая работа: «Измерение штангенциркулем».
Цель работы: научиться измерять размеры деталей штангециркулем.
Оборудование: штангенциркуль, детали для измерений внутренних и наружных диметров, длины, толщины.
Ход работы:
1.Осмотреть штангенциркуль и проверить его работоспособность.
2.Замерить диаметр гвоздя
3.Замерить толщину пластины. 4.Замерить диаметр отверстия в пластине. 5. Замерить диаметр болта.
Замерить диаметр болта.
6.Замерить диаметр головки болта.
7. Замерить длину болта. 8.Результаты занести в таблицу.
электронная версия
электронная версия
ТЕСТ
ТЕСТ
Проверь свои знания !
электронная версия
1. Штангенциркуль это инструмент, который используется для …
Проверь свои знания !
А – разметки детали
Б – для измерения размеров деталей и их частей с большой точностью, а также для разметки
В – для контроля размеров деталей цилиндрической формы
Штангенциркуль
электронная версия
Проверь свои знания !
В – одну
2. Сколько измерительных шкал имеет штангенциркуль?
Сколько измерительных шкал имеет штангенциркуль?
А – две
Б – три
Штангенциркуль ЩЦ – I
электронная версия
Проверь свои знания !
В – деталей, имеющих цилиндрическую и призматическую поверхность
3. Какие измерения можно выполнять с помощью штангенциркуля?
А –наружные и внутренние размеры деталей, глубину отверстий, пазов, канавок, выступов с точностью до 0,1мм
Б – наружные и внутренние размеры детали свыше 125 мм и точностью до 0, 5мм
Использование штангенциркуля для измерения детали
электронная версия
Проверь свои знания !
В – в 15
4. Во сколько раз точность измерения штангенциркулем выше точности измерения линейкой?
А – в 10
Б – в 20
Замер длины болта штангенциркулем
Замер длины болта линейкой
электронная версия
5. Каким образом удаётся измерить десятые доли миллиметра, если шкала штангенциркуля имеет миллиметровые деления?
Каким образом удаётся измерить десятые доли миллиметра, если шкала штангенциркуля имеет миллиметровые деления?
Проверь свои знания!
А – на глаз
Б – вспомогательной шкалой нониуса
В – при помощи лупы
Шкала штанги и нониуса
электронная версия
Проверь свои знания!
В – подвижная рамка
6. Десятые доли миллиметра на штангенциркуле позволяет отсчитать…
А – шкала нониуса
Б – миллиметровая шкала на штанге
Шкала нониуса
= 7,6 мм
электронная версия
7. Основными элементами штангенциркуля являются …
А- шкала нониуса и шкала штанги.
Б- цифры и числа.
В- шкала штанги.
Проверь свои знания!
электронная версия
Проверь свои знания!
8. Верхние губки штангенциркуля шц-1 предназначены для измерения …..
Верхние губки штангенциркуля шц-1 предназначены для измерения …..
А- внутренних размеров.
Б- наружных размеров.
В- линейных размеров.
Верхние губки
электронная версия
Проверь свои знания!
9.Нижние губки штангенциркуля шц1 для предназначены измерения…..
А- внутренних размеров.
Б- внутренних и наружных размеров.
В- наружных размеров.
Нижние губки
электронная версия
Проверь свои знания !
10.Что измеряют глубиномером штангенциркуля?
А.Глубину пазов, канавок, отверстий.
Б.Диаметры отверстий.
В. Длину, ширину, высоту.
глубиномер
электронная версия
Правильные ответы
Б
А
А
А
Б
А
А
А
В
А
За правильные 9-10 заданий оценка «5»
За правильные 7-8 заданий оценка «4» За правильные 5-6 заданий оценка «3»
Вид контроля: самопроверка.
электронная версия
.
Литература:
Антонов Л. П., Муравьев Е. М. Обработка конструкционных материалов. – М., 1982.
Справочник по трудовому обучению: Пособие для учащихся 5 – 7 кл. / Под ред. И. А. Карабанова
Технология. Учебник для учащихся 6 класса/ Под ред. В. Д. Симоненко – М., 2002.
4. Интернет – ресурсы.
5. Электронные пособия: а) Технология. Проекты 5- 8 классы.
б) Технология. Тематическое планирование
в) Уроки технологии 5 – 6 классы.
электронная версия
Методические рекомендации.
Данный кейс «Измерение размеров деталей штангенциркулем» может быть использован в учебном процессе, позволит повысить интерес к специальным дисциплинам у обучающихся.
При помощи этого кейса можно повторить пройденный материал, самостоятельно освоить темы пропущенных занятий, закрепить изученный материал.
Метод кейсов позволяет на каждом занятии экономить учебное время, которое можно использовать для углубления и закрепления изучаемого материала, индивидуальной и творческой работы с обучающимися.
Предлагаемая технология обучения основана на реальных жизненных ситуациях, поэтому обогащает обучающихся фактическим материалом, развивает интеллект, творческие способности, образное мышление, учит из множества решений получать знания, находить самое рациональное и оригинальное.
электронная версия
электронная версия
Для изучения нового материала, закрепления и проверки усвоенных знаний учащихся можно применять метод интеллект – карт.
0,1 мм
0123456789
ДО СВИДАНИЯ!!!
Спасибо.
электронная версия
Скачать презентацию
Техноберинг: Полезная информация о штангенциркуле
Штангенциркуль представляет собой инструмент, предназначающийся для определения точных размеров тех или иных деталей. Имеются в виду не только наружные, но и внутренние измерения, включая замер глубины отверстия, диаметра и т.д. Инструмент применяется в разных сферах деятельности, в том числе в строительстве, обработке изделий, ремонте оборудования и автомобилей. В общем, везде, где требуется получить точные данные, вплоть до десятых или сотых долей миллиметра. Штангенциркуль – гораздо более точный и многофункциональный инструмент, в сравнении с рулеткой или линейкой.
Имеются в виду не только наружные, но и внутренние измерения, включая замер глубины отверстия, диаметра и т.д. Инструмент применяется в разных сферах деятельности, в том числе в строительстве, обработке изделий, ремонте оборудования и автомобилей. В общем, везде, где требуется получить точные данные, вплоть до десятых или сотых долей миллиметра. Штангенциркуль – гораздо более точный и многофункциональный инструмент, в сравнении с рулеткой или линейкой.
Особенности конструкции
Если вы хотите научиться правильно пользоваться штангенциркулем, вам нужно разобраться в его конструктивных особенностях. Инструмент составлен из таких деталей.
- Штанга (линейка, неподвижная планка). Это основа конструкции инструмента, на поверхности которой можно найти измерительную шкалу.
- Подвижная планка. Свободно перемещается вдоль неподвижной части. На нее обычно наносится нониусная шкала, обеспечивающая получение еще более точных замеров, включая отсчет долей миллиметра.
- Нижние и верхние рубки. Подвижные детали, обеспечивающие процесс измерения объекта и определения его внутренних и наружных размеров. Точное совмещение губок сопровождается совпадением нулевых рисок инструмента.
- Зажимный или стопорный винт. Необходим для фиксирования планки.
- Глубиномер. Тонкая планка выдвигающегося типа, позволяющая мерять глубину.

В электронных моделях также можно найти передвижной механизм и аккумуляторы. В некоторых штангенциркулях присутствует верхняя подвижная измерительная шкала в дюймах, позволяющая сделать измерительный процесс более удобным и легким.
Разновидности штангенциркулей
Выделяют три основных вида штангенциркулей, применяющихся для определенных работ в соответствии с их особенностями.
- Аналоговые или нониусные штангенциркули. Здесь измерения проводятся по нониусной шкале. Подобный инструмент отличается простотой конструктивного исполнения, низкой стоимостью и широкой распространенностью.
- Стрелочные или циферблатные штангенциркули. Здесь вместо шкалы используется измерительный циферблат, выдающий конкретные данные, без необходимости проведения каких-либо вычислений. Более дорогой инструмент, в сравнении с предыдущим вариантом, но простота использования сохраняется.
- Электронные или цифровые штангенциркули. Здесь для выведения результатов замеров используются жидкокристаллические дисплеи цифрового типа, работающие от аккумуляторных батарей. Применение электронных инструментов позволяет гарантировать максимальную точность проводимых замеров. Могут выдавать данные не только в миллиметрах, но и в дюймах.

Помимо указанных базовых штангенциркулей существуют и более специализированные инструменты для особых работ. Например, так называемый ШЦЦД предназначается для измерения деталей с выступами, а ШЦЦП обеспечивает проведение замера рисунка протектора шин. Такие инструменты для профессиональных мастеров в обычных магазинах не купишь.
Все виды штангенциркулей, в зависимости от применения, имеют определенные обозначения.
- ШтангенциркульШЦ-1. Инструмент для измерения внутренних и внешних размеров деталей при помощи губок (две пары). Можно использовать для определения размерностей отверстия с дополнительным применением глубиномера.
- ШЦ-1С. Штангенциркуль со стрелочной головкой, значительно упрощающей измерительный процесс.
- ШЦК. Инструмент с круговой шкалой и механизмом на пружине. Используется для измерений, не нуждающихся в высокой точности.
- ШЦТ-I. Инструмент с губками, имеющими твердосплавное покрытие, защищенное от преждевременного истирания. Защита от износа позволяет долгое время пользоваться штангенциркулем в сложных условиях.
- ШЦ-II. Кроме губок, данный инструмент оснащается механизмом подачи рамки, что обеспечивает возможность нанесения разметки.
- ШЦ- III. Крупногабаритный штангенциркуль с односторонними губками. Не подходит для измерения глубины.
- ШЦЦ. Штангенциркуль с цифровой шкалой.
 Не подходит для измерения глубины.
Не подходит для измерения глубины.Все модели и виды штангенциркулей производятся в соответствии с ГОСТ 166-89, с нанесением соответствующей маркировки.
Как проводятся измерения?
Перед началом использования инструмента обязательно подготовьте к работе как сам штангенциркуль, так и ту деталь, которую вы будете измерять. Удалите с поверхности любые загрязнения, которые могут повлиять на точность проводимых замеров. Плотно сведите губки и посмотрите на просвет между ними, который должен быть минимальным. Далее сдвигаем подвижную рамку до совпадения первой риски с нулевой отметкой на измерительной шкале штанги. Если не сделать этого в точности, то замер будет характеризоваться погрешностью. Если у вас не выходит совместить отметки, значит инструмент неисправен и не подходит для проведения замеров. Когда убедитесь, что штангенциркуль и деталь подготовлены, приступайте к замеру.
Замер внешних поверхностей
Если вам нужно измерить наружный диаметр или линейный размер, процесс будет осуществляться следующим образом. Разведите губки, передвигая подвижную рамку. Плотно прижмите губки к разносторонним поверхностям измеряемой детали, после чего зафиксируйте рамку при помощи винта. Цилиндрические детали, для которых нужно определить наружный диаметр, выставляются перпендикулярно по своей оси к плоскости рамки. Если проводится измерение длины, продольная ось изделия должна находиться параллельно штанге. Только соблюдение данных условий поможет вам достичь максимальной точности измерений.
Замер внутренних поверхностей
Если вам необходимо измерить диаметр того или иного отверстия, выставьте наружные губки на ноль. Далее вставляем их в измеряемое отверстие, удерживая штангенциркуль максимально ровно. Разведите губки до упора, плотно прижав их к внутренним стенкам отверстия. Зафиксируйте стопорный винт. Снимите показания и сделайте вычисления, если пользовались нониусным штангенциркулем.
Снимите показания и сделайте вычисления, если пользовались нониусным штангенциркулем.
Замер глубины
Измерение глубины отверстия осуществляется путем перемещения подвижной рамки и выдвигания глубиномера. Вставляем глубиномер в отверстие до упора, пока он не соприкоснется своим концом с дном отверстия. Штангенциркуль должен быть перпендикулярен поверхности замеряемого изделия. Прижмите инструмент к стенке, а штангу до упора в торец. Зафиксируйте стопорный винт, извлеките инструмент.
Замер резьбы
Чтобы измерить резьбовые соединения таких деталей, как болты и винты, также можно использовать штангенциркуль. При этом диаметр будет определяться по выступам резьбы. Измеряемый болт или винт устанавливается в вертикальном положении, после чего зажимается губками. Если нужно измерить шаг резьбы, то вначале меряется высота стержня, а также внешний диаметр резьбового изделия. После этого считается число резьбовых витков. Далее делим длину стержня на число витков и получаем необходимый показатель.
Далее делим длину стержня на число витков и получаем необходимый показатель.
Считывание данных
Считывание результатов измерений, проведенных при помощи штангенциркуля, не отличается высокой сложностью. На штанге находится базовая шкала, по которой можно определить целое число в миллиметрах. С помощью нониусной шкалы вычисляются десятые или сотые доли миллиметра. Для этого нужно найти на нониусной шкале штрих, совпадающей с определенным штрихом на базовой шкале. Это и будет необходимое вам значение. Отметим, что зачастую для измерений хватает и целых миллиметров. Но, если вам необходимы максимально точные значения, то нониусная шкала поможет достичь требуемого уровня точности. Каждое деление нониуса обычно составляет 0,05 миллиметра. И если риска нониуса совпала с риской на базовой шкале, к примеру, цифрой 6, то это будет означать 6х0,05=0,3 миллиметра. Прибавляем это число к целому показателю и получаем нужное значение размера изделия.
Определение по часовому индикатору
Если вы пользуетесь циферблатным штангенциркулем, нужное целое число вы также сможете обнаружить на главной шкале, размеченной по миллиметрам. Что же касается циферблата, то он будет указывать на сотые доли миллиметра, подобно нониусу. Обычно речь идет о значениях в диапазоне 0,01-0,99 миллиметров. Это делает такой штангенциркуль еще более точным, нежели аналоговый вариант, что приводит к актуализации его использования в специализированных работах, требующих точных измерений.
Что же касается циферблата, то он будет указывать на сотые доли миллиметра, подобно нониусу. Обычно речь идет о значениях в диапазоне 0,01-0,99 миллиметров. Это делает такой штангенциркуль еще более точным, нежели аналоговый вариант, что приводит к актуализации его использования в специализированных работах, требующих точных измерений.
Определение по электронному табло
Определить точные данные вплоть до сотых долей миллиметров можно и с помощью электронного штангенциркуля, который будет выдавать информацию по измерению на жидкокристаллический дисплей. Помните, что такой штангенциркуль может работать в разных режимах, с выведением результатов либо в миллиметрах, либо в дюймах. На электронных устройствах также присутствует нониусная шкала, которая пригодится вам в том случае, если у инструмента сел аккумулятор.
Правила хранения штангенциркуля
Если вы хотите, чтобы штангенциркуль прослужил вам как можно дольше, необходимо обеспечить ему правильные условия хранения. Лучше всего хранить измерительный инструмент в специальном футляре. Регулярно протирайте устройство мягкой тряпочкой с целью устранения следов загрязнений. Если штангенциркуль используется чаще, никакой дополнительной защиты не потребуется. Но если вы пользуетесь им достаточно редко, необходимо периодически смазывать инструмент машинным маслом. Проследите за тем, чтобы на штангенциркуль не воздействовали солнечные лучи или излишняя влага. Инструмент также нужно защищать от царапин, ударов и прочих механических повреждений.
Лучше всего хранить измерительный инструмент в специальном футляре. Регулярно протирайте устройство мягкой тряпочкой с целью устранения следов загрязнений. Если штангенциркуль используется чаще, никакой дополнительной защиты не потребуется. Но если вы пользуетесь им достаточно редко, необходимо периодически смазывать инструмент машинным маслом. Проследите за тем, чтобы на штангенциркуль не воздействовали солнечные лучи или излишняя влага. Инструмент также нужно защищать от царапин, ударов и прочих механических повреждений.
ШТАНГЕНИНСТРУМЕНТЫ. НАЗНАЧЕНИЕ И УСТРОЙСТВО. НОНИУСЫ
Конспект на тему: Штангенинструменты. Общие сведения
Общие сведения о
штангенинструментах
К наиболее распространенным инструментам для измерения линейных величин при обработке металлов относятся измерительные металлические линейки, штангенинструменты, микрометрические инструменты.
Измерительные металлические линейки применяются для грубых измерений. Они изготовляются с верхними пределами измерения до 150; 300; 500; 1000 мм. Цена деления может составлять 0,5 или 1 мм. Погрешность измерения 0,5 мм.
Цена деления может составлять 0,5 или 1 мм. Погрешность измерения 0,5 мм.
Штангенинструменты применяются для более точных измерений.
Штангенинструментами называют контактные средства измерения линейных размеров, основными частями которых является штанга со шкалой и нониус – вспомогательная шкала для уточнения отсчета показаний (вместо нониуса может использоваться специальное устройство).
К штангенинструментам относятся:
— Штангенциркули;
— Штангенглубиномеры;
— Штангенрейсмасы.
Штангенциркули служат для измерения наружных и внутренних диаметров, длин, толщин деталей и т. п..
Рисунок 1- Разновидности штангенциркулей
Штангенциркули, в зависимости от способа снятия показаний, бывают:
— нониусные – оборудованные обычным нониусом.
— циферблатные – которые вместо нониуса оснащены циферблатом часового типа для удобства и быстроты снятия показаний,
— цифровые – имеют цифровой, жидкокристаллический дисплей, для наивысшей точности измерения и удобства считывания результатов
Штангенглубиномеры,
применение и устройство
Штангенглубиномеры применяются для измерения глубины отверстий, пазов, уступов. Конструктивно штангенглубиномер представляет собой рамку из закаленной стали, которая имеет измерительную поверхность, внутри которой перемещается штанга со шкалой из твердого сплава (рисунок 1). На рамке также находится нониус, позволяющий измерять сотые доли миллиметра. Штанга имеет углубленную шкалу для исключения износа во время передвижения в рамке.
Конструктивно штангенглубиномер представляет собой рамку из закаленной стали, которая имеет измерительную поверхность, внутри которой перемещается штанга со шкалой из твердого сплава (рисунок 1). На рамке также находится нониус, позволяющий измерять сотые доли миллиметра. Штанга имеет углубленную шкалу для исключения износа во время передвижения в рамке.
Рисунок 1 —
Штангенглубиномеры
Измерительными поверхностями являются торцы штанги и основания. Для измерения штанга опускается до упора в паз, после чего можно снимать данные со шкалы. Разновидностью являются инструменты, снабженные микроподачей (смотри рисунок 2).
1 – штанга; 2 – микроподача; 3 – зажим; 4 – рамка; 5 – нониус; 6 – опора
Рисунок 2 – Штангенглубиномер,
снабженный микроподачей
Штангенрейсмасы,
применение и устройство
Штангенрейсмасы применяются для пространственной разметки и прямых измерений расстояний от базовых поверхностей деталей до выемок, выступов и осей отверстий.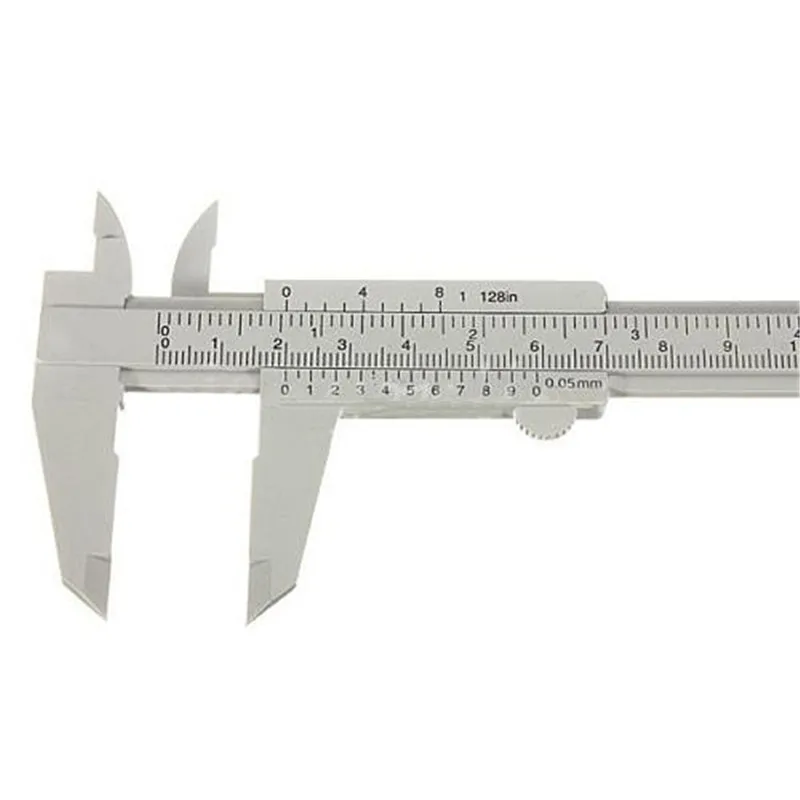
1 – штанга; 2 – микроподача; 3 – зажимы; 4 – рамка; 5 – нониус; 6 – основание; 7 – державка; 8 – измерительная ножка; 9 – разметочная ножка
Рисунок 3 – Штангенрейсмасы
Во всех указанных штангенинструментах применяются нониусы, по которым отсчитываются дробные доли делений основных шкал.
Штангенциркули, их разновидности, устройство
Среди штангенинструментов наиболее широкое применение имеют штангенциркули.
Штангенциркули могут быть определенного вида и иметь маркировку:
ШЦ-I
— штангенциркуль, имеющий двустороннее расположение губок, предназначающихся для измерения наружных и внутренних линейных размеров, а также оборудованный линейкой для измерения глубин;
ШЦ-1С — штангенциркуль, оборудованный круговой шкалой. Здесь, показания штангенциркуля, отвечающие положению губок, считывают при помощи шкалы штанги и по положению стрелки круговой шкалы головки, сцепленной шестеренкой с рейкой штанги. В отличие от нониусного отсчета показаний, данная конструкция, позволяет считывать результаты измерений быстрее и проще;
ШЦТ-I — штангенциркуль, имеющий одностороннее расположение губок, изготовленных из твёрдых сплавов, предназначающихся для измерения наружных линейных размеров и глубин в условиях повышенного абразивного износа;
ШЦ-II
— штангенциркуль, имеющий двустороннее расположение губок, предназначающихся для измерения наружных и внутренних линейных размеров и для разметки. ШЦ-II оснащен рамкой микрометрической подачи. Размер сдвинутых губок для внутренних измерений (обычно 10 мм) маркируется на их боковой поверхности и определяет наименьший внутренний размер, который может быть проверен этим ШЦ. При всех внутренних измерениях к отсчету по шкале следует прибавлять маркированный размер губок. Подвижная губка снабжена зажимом, чаще выполненным в виде винта.
ШЦ-II оснащен рамкой микрометрической подачи. Размер сдвинутых губок для внутренних измерений (обычно 10 мм) маркируется на их боковой поверхности и определяет наименьший внутренний размер, который может быть проверен этим ШЦ. При всех внутренних измерениях к отсчету по шкале следует прибавлять маркированный размер губок. Подвижная губка снабжена зажимом, чаще выполненным в виде винта.
ШЦЦ — Штангенциркуль обладающий цифровой индикацией. Это электронный штангенциркуль
Штангенциркуль ШЦ —
Iс точностью отсчета 0,1 мм
Штангенциркуль ШЦ-I применяют для измерения наружных и внутренних размеров и глубины детали (рисунок 4).
1 и 9 –неподвижные измерительные губки; 2 и 8 –подвижные измерительные губки; 3 — винт; 4 – рамка; 5 – планка для измерения глубины; 6 – выступ; 7 – планка с делениями (нониус).
Рисунок 4 – Штангенциркуль ШЦ — 1
На рисунке 4 изображен простой штангенциркуль ШЦ — 1, которым измеряют детали с точностью до 0,1 мм. На штанге, представляющей собой измерительную линейку, расположены измерительные губки 1 и 9, две другие губки 2 и 8 составляют одно целое с рамкой 4, вместе с которой они могут свободно передвигаться по штанге. Для закрепления рамки 4 служит винт 3. Рамка 4 имеет планку 7, на скосах которой нанесены деления, составляющие нониус. Для измерения глубины служит узкая планка 5. Планка 5 жестко связана с рамкой 4 и передвигается в пазу штанги за выступ 6, имеющий насечку для удобства пользования.
На штанге, представляющей собой измерительную линейку, расположены измерительные губки 1 и 9, две другие губки 2 и 8 составляют одно целое с рамкой 4, вместе с которой они могут свободно передвигаться по штанге. Для закрепления рамки 4 служит винт 3. Рамка 4 имеет планку 7, на скосах которой нанесены деления, составляющие нониус. Для измерения глубины служит узкая планка 5. Планка 5 жестко связана с рамкой 4 и передвигается в пазу штанги за выступ 6, имеющий насечку для удобства пользования.
Нониус – это вспомогательная шкала с пределом измерений, равным цене деления основной шкалы. Нониусы имеют различную цену деления, которая определяет точность замера данным инструментом. Значение точности (цену деления) измерения маркируется на инструменте, например: 0,1; 0,5; 0,01 мм.
Штангенциркуль
ШЦ-IIс точностью отсчета 0,05 мм
Рисунок 5 — Штангенциркуль
ШЦ-IIс точностью отсчета 0,05 мм
На рисунке 5 изображен штангенциркуль ШЦ-II с точностью отсчета 0,05 мм. Штангенциркультипа ШЦ-II отличается от ШЦ — 1 тем, что у него имеется устройство микрометрической (тонкой) подачи и отсутствует глубиномер. ШЦ-II применяется для внутренних и наружных измерений. Также отличительной особенностью является наличие губок с плоскими или цилиндрическими измерительными поверхностями. Шкала деления соответствует 0,05мм.
Штангенциркультипа ШЦ-II отличается от ШЦ — 1 тем, что у него имеется устройство микрометрической (тонкой) подачи и отсутствует глубиномер. ШЦ-II применяется для внутренних и наружных измерений. Также отличительной особенностью является наличие губок с плоскими или цилиндрическими измерительными поверхностями. Шкала деления соответствует 0,05мм.
Штангенциркуль имеет двустороннее расположение губок, предназначающихся для измерения наружных и внутренних линейных размеров и для разметки. ШЦ-II оснащен рамкой микрометрической подачи.
Штангенциркуль ШЦ-2 (рисунок 5) состоит из штанги 1 с губками 7 и 8. На штанге нанесены деления. По штанге 1 может передвигаться рамка 4 с губками 6 и 9. К рамке привинчен нониус 5. Для грубых измерений передвигают рамку 4 по штанге 1 и после закрепления винтом 10 производят отсчет. Для точных измерений пользуются микрометрической подачей рамки, состоящей из винта 2, гайки, движка 12 и винта 11. Зажав винт 11 движка, вращением гайки 3 подают рамку 4 до плотного прилегания губок 6 и 7 или 8 и 9 к измеряемой детали, после чего производят отсчет.
Губки 6 и 7 служат для наружных и внутренних измерений. При измерении внутренних размеров к полученным показаниям прибавляют толщину губок, которая маркирована на них. Губки 8 и 9 служат для разметки и наружных измерений.
Измерения штангенциркулем, считывание результатов показаний
Правила обращения со штангенциркулем
1 Перед началом работы протереть штангенциркуль чистой тканью, удалив смазку и пыль. Нельзя очищать инструмент шлифовальной шкуркой или ножом.
2 Нельзя класть инструмент на нагревательные приборы.
3 Измерять можно только чистые детали без задиров, заусенцев, царапин. Руки также должны быть чистыми и сухими.
4 Губки штангенциркуля имеют острые концы, поэтому при измерении соблюдайте осторожность.
5 Не допускайте перекоса губок штангенциркуля. Фиксируйте их положение зажимным винтом.
6 При чтении показаний на измерительных шкалах держите штангенциркуль прямо перед глазами.
Проведение измерений с помощью штангенциркуля
Штангенциркуль ШЦ-I, являясь высокоточным средством измерительной техники, позволяет определять внутренние и внешние – линейные – размеры деталей, глубины выступов и отверстий. Измерения проводятся с точностью 0,1 мм.
Измерения проводятся с точностью 0,1 мм.
Наружные и внутренние размеры измеряют с помощью широких нижних и вспомогательных заостренных губок соответственно. Кстати, заостренные губки используют и для нанесения разметки на детали. Глубину отверстий и размеры выступов определяют с помощью глубиномера, являющегося элементом штангенциркуля.
Процесс измерения нониусным, стрелочным или цифровым штангенциркулем совершенно одинаков, разница заключается лишь в представлении данных прибором. Именно по этой причине работу со штангенциркулем рассмотрим на примере нониусного штангенциркуля, а комментарии, разъясняющие работу с приборами других типов, будут даваться по ходу.
Подготовка к процессу измерения
Перед тем, как приступить непосредственно к измерениям, штангенциркуль следует очистить от смазки и пыли (уделяя особое внимание рабочим поверхностям) и проверить на точность.
Выполнить проверку на точность с нониусным прибором несложно – достаточно просто совместить основные (широкие) губки инструмента, расположенные снизу. При этом должны совпасть нулевые отметки двух шкал – подвижной нониусной и неподвижной шкалы рабочей – миллиметровой – поверхности. Одновременно с этим девятнадцатый штрих миллиметровой шкалы должен совместиться с десятым штрихом на нониусе. Если оба условия выполняются – инструмент пригоден к работе.
При этом должны совпасть нулевые отметки двух шкал – подвижной нониусной и неподвижной шкалы рабочей – миллиметровой – поверхности. Одновременно с этим девятнадцатый штрих миллиметровой шкалы должен совместиться с десятым штрихом на нониусе. Если оба условия выполняются – инструмент пригоден к работе.
Для того, чтобы проверить стрелочный и цифровой штангенциркули также необходимо совместить губки прибора. Стрелка на циферблате стрелочного прибора должна указать на нулевую отметку. На дисплее электронного штангенциркуля должна отобразиться цифра «0».
Измерение внешних размеров деталей
с помощью штангенциркуля
Наружные и внутренние размеры измеряют с помощью широких нижних и вспомогательных заостренных губок соответственно. Кстати, заостренные губки используют и для нанесения разметки на детали. Глубину отверстий и размеры выступов определяют с помощью глубиномера, являющегося элементом штангенциркуля.
Для того, чтобы измерить внешний размер детали, необходимо плотно зажать ее между основных – нижних – губок (рисунок 6). Штангенциркуль при этом следует держать в правой руке (четыре пальца обхватывают штангу, большой палец лежит на рамке).
Штангенциркуль при этом следует держать в правой руке (четыре пальца обхватывают штангу, большой палец лежит на рамке).
Рисунок 6 — Измерение диаметра наружной части детали
Рамка перемещается большим пальцем и по достижении верного расстояния между губками, соприкасающимися с измеряемой поверхностью, фиксируется с помощью зажима большим и указательным пальцем правой руки.
Перед считыванием результата необходимо убедиться в том, что губки заняли правильное положение: перекосы отсутствуют, а при перемещении детали между ними соблюдается нормальность усилия (деталь проходит между измерительными поверхностями, легко контактируя с ними).
Измерение внутренних размеров и глубины
Внутренние размеры детали измеряют с помощью заостренных губок штангенциркуля. Для этого достаточно привести их в сомкнутое состояние и поместить в измеряемую деталь (
рисунок 7). После этого вспомогательные губки разводятся.
Рисунок 7
—
Измерение диаметра отверстия
Перед определением результата проверяют соблюдение тех же условий, что и при считывании показаний при измерении наружных размеров.
Определение глубины отверстия
Для определения глубины отверстия
достаточно поместить в него расположенный на торце штангенциркуля глубиномер (рисунок 8).
Рисунок 8
—
Измерениеглубины отверстия
После этого необходимо начать раздвигать основные губки до тех пор, пока глубиномер не упрется в поверхность. Как только это произошло, можно считывать показания прибора. Таким же образом определяются размеры выступов. Не допускайте перекоса губок штангенциркуля. Фиксируйте их положение зажимным винтом.
(Обратите внимание: не каждый штангенциркуль оснащен глубиномером!)
Считывание показаний.
Определение показаний нониусного штангенциркуля
Чтобы определить показания нониусного прибора, его следует держать непосредственно перед глазами (положение «сбоку» категорически запрещено – оно приведет к появлению дополнительной погрешности).
Измеряя деталь, нельзя допускать перекоса губок штангенциркуля. Положение их обязательно фиксируется стопорным винтом.
Положение их обязательно фиксируется стопорным винтом.
Рисунок 9 –
Определение показаний нониусного штангенциркуля
Неважно, какой параметр был измерен – наружный, внутренний размер или глубина – считывание размера выполняется по одному и тому же алгоритму.
Поверхность шкалы нониуса имеет небольшой скос, предусмотренный для лучшего совмещения ее с основной шкалой – именно по взаиморасположению этих двух градуировок и определяется размер детали.
В первую очередь определяется число целых миллиметров, соответствующее значению деления основной шкалы, располагающегося с левой стороны от нулевой отметки нониуса и ближе всего к ней.
Затем определяется количество долей миллиметра. На шкале нониуса находят штрих, совпадающий с одной из отметок основной шкалы (смотри рисунок 9). Если таких штрихов несколько, берут значение, ближайшее к нулю нониуса – именно оно отображает количество десятых долей мм.
Складывая целую часть и десятые доли, получают полный размер детали или глубину отверстия.
Определение показаний циферблатного и цифрового штангенциркулей
Рисунок 10 –
Определение показаний циферблатного и цифрового штангенциркулей
Считывать показания со стрелочного прибора достаточно легко.
«Целое» значение определяется по основной шкале прибора, количество же десятых или сотых долей указывает стрелка отградуированного циферблата. Затем показания складываются. Работать с цифровым штангенциркулем еще проще – показания отображаются в удобном для пользователя формате на дисплее прибора (смотри рисунок 10).
Считывание результатов измерения (С) приведено на рисунке 7. Для получения результата измерения (С) производят суммирование показаний шкалы штанги (А) и нониуса (В), таким образом результат измерения равен С = А + В.
Составные детали и применение
Устройство штангенциркуля.
Инструмент состоит из неподвижной основы и выдвижной арматуры. Они изготовлены из инструментальной стали. В состав штангенциркуля входят следующие составные части:
- Основная штанга, на которую крепится вся подвижная арматура. На ней находится основная шкала.
- Подвижная рамка, имеющая винтовой фиксатор и прижимаемая внутренней пружинной пластиной. На ней находится шкала нониуса. Она может быть нанесена непосредственно на нее, а может находиться на пластине, закрепленной винтами. Это позволяет регулировать ее относительно шкалы на штанге.
- Губки для измерений наружных поверхностей, или большие губки. Одна из них закреплена на неподвижной штанге, а другая – на подвижной рамке. На концах имеются узкие поверхности, что дает дополнительные возможности для измерения.
- Губки для измерения внутренних поверхностей, или малые губки. Расположены по тому же принципу напротив предыдущих по центральной оси.
- Линейка для измерения глубин. Закреплена к подвижной рамке.
 На ней находится основная шкала.
На ней находится основная шкала.Линейка для измерения глубины закреплена на подвижной рамке и двигается по пазу, сделанному в плоскости штанги. Она может служить также для измерения внутренних канавок и удаленности уступов. Штанга ставится на торец перпендикулярно измеряемому предмету. Линейка выдвигается до тех пор, пока не упирается в дно. Для измерения конических отверстий торец ее имеет небольшое заострение. После получения результата измерений положение инструмента рекомендуется зафиксировать стопорным винтом, а уже потом снимать показания.
Линейка выдвигается до тех пор, пока не упирается в дно. Для измерения конических отверстий торец ее имеет небольшое заострение. После получения результата измерений положение инструмента рекомендуется зафиксировать стопорным винтом, а уже потом снимать показания.
Что такое штангенциркуль?
Штангенциркуль — это измерительный прибор, используемый для точного измерения линейных размеров. Другими словами, он измеряет прямую линию между двумя точками.
Однако это также очень полезный инструмент для измерения диаметра круглых объектов, таких как цилиндры, поскольку измерительные губки можно закрепить с любой стороны окружности.
Штангенциркули очень полезны и отлично подходят для набора инструментов.
Посмотреть последние цены
Зачем использовать штангенциркули?
Штангенциркули имеют как фиксированную основную шкалу, так и подвижную шкалу нониуса. Основная шкала градуирована либо в миллиметрах, либо в десятых долях дюйма. Нониусная шкала позволяет снимать гораздо более точные показания (обычно с точностью до 0,02 мм или 0,001 дюйма) по сравнению со стандартной линейкой (которая измеряет только с точностью до 1 мм или 0,25 дюйма).
Основная шкала градуирована либо в миллиметрах, либо в десятых долях дюйма. Нониусная шкала позволяет снимать гораздо более точные показания (обычно с точностью до 0,02 мм или 0,001 дюйма) по сравнению со стандартной линейкой (которая измеряет только с точностью до 1 мм или 0,25 дюйма).
Штангенциркули имеют как фиксированную основную шкалу, так и подвижную шкалу нониуса.
Основная шкала имеет градуировку в миллиметрах или десятых долях дюйма.
Нониусная шкала позволяет снимать гораздо более точные показания (обычно с точностью до 0,02 мм или 0,001 дюйма) по сравнению со стандартной линейкой (которая измеряет только с точностью до 1 мм или 0,25 дюйма).
Что такое шкала нониуса?
Хороший вопрос. Это в основном для точности. Он имеет обычный более крупный масштаб, но также и масштаб внутри основного масштаба, что обеспечивает более четкое разрешение и точность, что устраняет любую возможность человеческой ошибки.
Причина, по которой это работает так хорошо, заключается в том, что оно основано на так называемой нониусной остроте зрения. Человеческий глаз очень хорошо определяет, выровнены ли две линии или нет. Таким образом, этот двухэтапный процесс помогает сделать его точным, и, что более важно, чем больше вы практикуетесь, тем точнее становится глаз.
Штангенциркули обычно показывают либо имперские, либо метрические измерения, но некоторые измеряют и то, и другое.
Примечание. В настоящее время на рынке доступны цифровые штангенциркули, которые упрощают и ускоряют измерения. Прочтите наш обзор лучших цифровых штангенциркулей Wonkee Donkee!
Кто изобрел нониус?
Нониусная шкала была изобретена французским математиком Пьером Вернье в 1631 году. Как часть штангенциркуля, она используется вместе с основной шкалой и помогает проводить очень точные измерения. Нониусная шкала была изобретена французским математиком Пьером Вернье в 1631 году.0003
Нониусная шкала была изобретена французским математиком Пьером Вернье в 1631 году.0003
Диапазон штангенциркуля
Диапазон (иногда называемый максимальной емкостью) штангенциркуля представляет собой разницу между наибольшим и наименьшим значениями, которые может измерить штангенциркуль. Он равен длине основной шкалы. Большинство штангенциркулей имеют диапазон 6 дюймов (300 мм), хотя также доступны штангенциркули с меньшим и большим диапазонами.
Разрешение (по шкале Вернье)
Разрешение (или нониусное показание) штангенциркуля — это наименьшее расстояние, которое может измерить штангенциркуль. Разрешение имперских штангенциркулей обычно составляет 0,001 дюйма, тогда как разрешение метрических штангенциркулей составляет либо 0,05 мм, либо 0,02 мм. Разрешение штангенциркуля указано в конце шкалы нониуса.
Разрешение имперских штангенциркулей обычно составляет 0,001 дюйма, тогда как разрешение метрических штангенциркулей составляет либо 0,05 мм, либо 0,02 мм.
Разрешение штангенциркуля указано в конце шкалы нониуса.
Посмотреть последние цены
Погрешность прибора или допуск
Штангенциркули, как и микрометры, чаще всего используются для измерения с малым допуском. Измерительные инструменты с низким допуском обеспечивают очень точные измерения с небольшой погрешностью.
Погрешность большинства штангенциркулей составляет +- 0,03 мм (+- 0,0015 дюйма), что делает этот инструмент очень полезным, если вы ищете высокий уровень точности в своих измерениях.
Большинство нониусов способны измерять внешние размеры, внутренние размеры и глубину. Некоторые штангенциркули, имеющие функцию квадри, также можно использовать для пошаговых измерений.
В чем разница между штангенциркулем и штангенциркулем?
Штангенциркули и штангенциркули обеспечивают измерения одинаковой точности.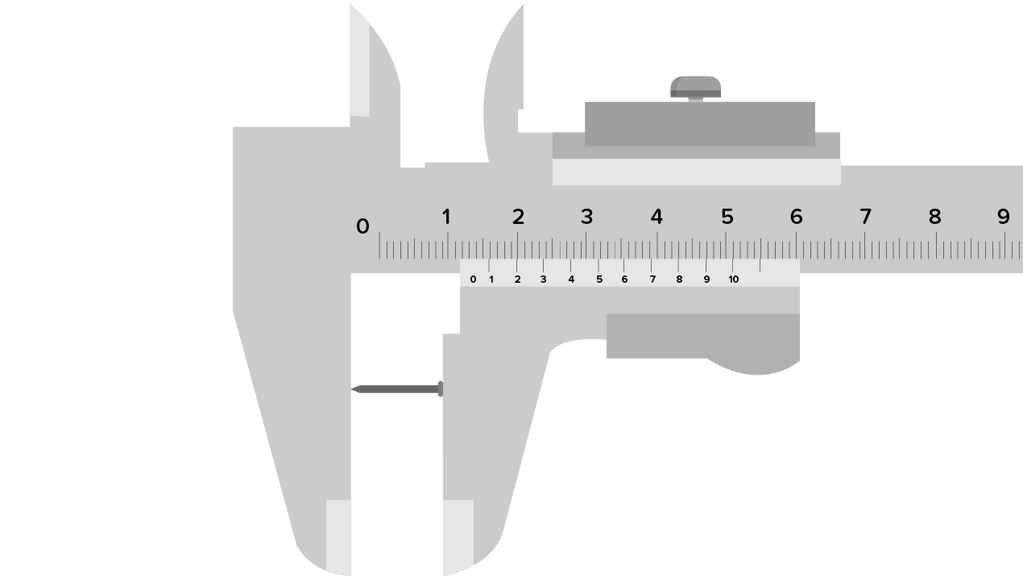 Основное различие между этими двумя инструментами заключается в способе отображения этих измерений. Циферблат на циферблате штангенциркуля облегчает чтение инструмента. Однако многие люди привыкли к более традиционной шкале нониуса и поэтому предпочитают использовать штангенциркуль.
Основное различие между этими двумя инструментами заключается в способе отображения этих измерений. Циферблат на циферблате штангенциркуля облегчает чтение инструмента. Однако многие люди привыкли к более традиционной шкале нониуса и поэтому предпочитают использовать штангенциркуль.
Циферблат на штангенциркуле облегчает считывание показаний. Однако многие люди привыкли к более традиционной шкале нониуса и поэтому предпочитают использовать штангенциркуль.
Возникновение цифровых штангенциркулей
Некоторые пользователи предпочитают традиционные штангенциркули, но в этом цифровом мире у нас, конечно, есть возможность использовать цифровые штангенциркули. Естественно, они немного дороже традиционных штангенциркулей, но очень точны. Вот наш обзор цифровых штангенциркулей.
В отличие от циферблатных и нониусных штангенциркулей, цифровые штангенциркули не имеют реечного механизма. Вместо этого они могут выполнять измерения благодаря ряду емкостных датчиков, расположенных по всей длине балки.
Эти датчики обнаруживают изменения электрического заряда, возникающие при изменении расстояния между зажимами. Под шкалой штангенциркуля находится ряд прямоугольных пластин, выгравированных на медной или стеклянной полосе.
Посмотреть последние цены
Что такое штангенциркуль?
В мире существует несколько типов штангенциркуля, и одним из самых удобных является штангенциркуль. Этот распространенный инструмент прост, но точен. Он имеет челюстную структуру на конце линейки. Закрепление губок с обеих сторон измеряемого объекта обеспечивает стабильное и точное измерение.
Несмотря на свою простоту, нониусные штангенциркули очень точны в своей конструкции, что обеспечивает надежные и точные показания. Их можно использовать для многих целей, но ни одна из их целей невозможна без их уникального дизайна. Знание того, чем штангенциркуль отличается от других штангенциркулей, поможет вам максимально эффективно использовать этот измерительный прибор.
Что такое шкала нониуса?
Штангенциркуль назван в честь шкалы, которая датируется 1631 годом. Французский математик Пьер Вернье увидел необходимость в более точных измерениях. Вернье взял на себя задачу разработать новый тип измерительной шкалы. Его шкала Вернье добавила вторую, меньшую шкалу, чем шкала измерения, которая уже была там. Используя меньшую шкалу в качестве вторичного измерения внутри большей, можно получить более высокую точность.
Изначально месье Вернье создал эту шкалу для использования в инструментах для измерения углов. Однако чаще всего шкала используется в штангенциркулях. Его дополнительный уровень точности обеспечивает точность, которая требуется во многих отраслях промышленности при измерении размеров объекта.
Как и сама конструкция штангенциркуля, шкала нониуса проста, но гениальна. Он обеспечивает точное считывание, полагаясь на способность человека определять выравнивание линий. Наши глаза гораздо лучше замечают, смещены или совмещены две линии, чем считывают крошечные, близкие измерения. Со шкалой Вернье нам нужно только найти совпадающие линии, чтобы узнать точное измерение.
Наши глаза гораздо лучше замечают, смещены или совмещены две линии, чем считывают крошечные, близкие измерения. Со шкалой Вернье нам нужно только найти совпадающие линии, чтобы узнать точное измерение.
Шкала нониуса — это то, что отличает штангенциркуль от других измерительных инструментов. В то время как стандартная линейка может считывать измерения только до одной десятой дюйма, штангенциркуль может измерять с точностью до 0,001 дюйма. Эта разница огромна, когда речь идет о работе в таких областях, как машиностроение или металлообработка.
Как читать показания штангенциркуля
Каждый штангенциркуль имеет две шкалы. Есть основная шкала и шкала нониуса. Основная шкала расположена на длине линейки, по которой скользят открывающиеся и закрывающиеся челюсти. Вы найдете шкалу Вернье на нижней челюсти. Это позволяет шкале нониуса перемещаться вдоль основной шкалы во время измерения. Это движение является ключевым в чтении шкалы Вернье.
Основная шкала измеряет либо в миллиметрах, либо в десятых долях дюйма. Для пояснения предположим, что мы работаем с метрическим штангенциркулем, а не с имперским.
Каждая отметка на основной метрической шкале соответствует одному миллиметру. Основные отметки на шкале нониуса, пронумерованные от нуля до десяти, представляют собой одну десятую миллиметра.
Чтобы прочитать основную шкалу, смотрите на нулевую отметку на нониусной шкале, а не на край челюсти. Нулевая отметка на шкале нониуса будет указывать на измерение на основной шкале.
Эта важная деталь очевидна, если вы закроете штангенциркуль. Соедините губки так, чтобы измерение было равно нулю, и вы увидите, что ноль нониуса совпадает с нулем на основной шкале. Это указывает на то, что измерение равно нулю. Если вы измеряете что-то, что, как вы знаете, составляет, например, семь миллиметров, то ноль шкалы нониуса идеально совпадет с семимиллиметровой отметкой.
Но что, если ноль нониуса не совпадает идеально? Вот где великолепие шкалы нониуса вступает в игру.
Допустим, ноль шкалы нониуса находится примерно посередине между отметками в шесть и семь миллиметров. Вы можете использовать невооруженный человеческий глаз и предположить, что это шесть с половиной миллиметров. Но при таком методе слишком много места для ошибки.
Чтобы получить необходимую нам точность, мы рассмотрим остальную часть шкалы нониуса. Ищите по отметкам шкалы нониуса, чтобы найти линию, наиболее точно совпадающую с одной из отметок на основной шкале. Поскольку нулевая отметка, казалось, находилась посередине между двумя основными отметками шкалы, мы можем сделать вывод, что это будет число ближе к пяти. Как только мы посмотрим на шкалу нониуса, мы увидим, что шестизначная отметка лучше всего совпадает с отметкой на основной шкале. Это означает, что это шесть десятых миллиметра. Следовательно, наше показание будет 6,6 миллиметра.
При измерении штангенциркуля с меньшими параметрами измерения вы увидите дополнительные отметки на шкале нониуса. Они могут измерять что-то вроде 0,02 миллиметра. Его точное измерение будет отмечено на штангенциркуле. Вы также должны смотреть на эти маркировки, когда читаете измерения. Вы можете обнаружить, что одна из меньших линий лучше всего соответствует основной шкале и может дать еще более точное значение, например 6,62 или 6,64 миллиметра.
Когда использовать штангенциркуль
Металлообработка, деревообработка, машиностроение, лесное хозяйство — в этих и многих других отраслях промышленности есть место для штангенциркуля. В любой профессии, требующей точности, следует использовать штангенциркуль для получения размеров.
Штангенциркуль можно использовать несколькими способами, а также в других целях, требующих его услуг. Большие челюсти могут зажимать внешнюю часть объекта. Он часто используется таким образом в таких отраслях, как сталелитейная промышленность, когда необходимо измерить внешнюю ширину стержня.
Он часто используется таким образом в таких отраслях, как сталелитейная промышленность, когда необходимо измерить внешнюю ширину стержня.
В суппорт также встроены меньшие губки. Они расположены над основными челюстями, так что они перемещаются по одной и той же шкале нониуса. Меньшие челюсти, также известные как внутренние челюсти, предназначены для измерения внутренней ширины объекта.
Штангенциркули также оснащены стержнем для измерения глубины на конце основной шкалы. Стержень выступает, когда вы поворачиваете винт с накатанной головкой, и обеспечивает точное считывание отверстий и других глубин.
Вы также можете прочитать:
История микрометра
Для чего используются блоки 1-2-3?
В чем разница между щупом и радиусомером?
Что такое штангенциркуль? (с изображением)
`;
Штангенциркуль — это измерительный прибор, в котором используется нониусная шкала, шкала, используемая для обеспечения очень точных измерений. Нониус добавляет дополнительную цифру точности к любому измерению, позволяя ему быть очень точным. Штангенциркули обычно используются в научных лабораториях, где люди могут захотеть проводить высокоточные измерения в ходе исследований или анализа образцов. Специальные штангенциркули могут быть установлены даже на микроскопы.
Нониус добавляет дополнительную цифру точности к любому измерению, позволяя ему быть очень точным. Штангенциркули обычно используются в научных лабораториях, где люди могут захотеть проводить высокоточные измерения в ходе исследований или анализа образцов. Специальные штангенциркули могут быть установлены даже на микроскопы.
Как и другие штангенциркули, штангенциркуль имеет Г-образную конструкцию с подвижным рычагом. Подвижный рычаг можно выдвинуть, чтобы объект мог поместиться между рычагами, и можно выполнить измерение. Некоторые штангенциркули также имеют набор меньших рычагов для проведения внутренних измерений, таких как измерение внутреннего диаметра, а также могут иметь датчик глубины для измерения глубины.
Например, если ноль штангенциркуля находится справа от отметки 2,3 на основной шкале, первым измерением будет 2,3. Если семь отметок на штангенциркуле совмещены с другой отметкой на основной шкале, второе измерение равно семи, что в сумме составляет 2,37. Если ноль на нониусе точно совпадает с числом на основной шкале, например, 4,5, результат измерения будет 4,50. Научиться читать показания штангенциркуля легко, и частота ошибок, как правило, очень низка, особенно потому, что большинство из них имеют стопорные винты, которые позволяют людям зафиксировать подвижный рычаг на месте, чтобы можно было внимательно изучить штангенциркуль, не беспокоясь о том, чтобы потревожить объект.
Если семь отметок на штангенциркуле совмещены с другой отметкой на основной шкале, второе измерение равно семи, что в сумме составляет 2,37. Если ноль на нониусе точно совпадает с числом на основной шкале, например, 4,5, результат измерения будет 4,50. Научиться читать показания штангенциркуля легко, и частота ошибок, как правило, очень низка, особенно потому, что большинство из них имеют стопорные винты, которые позволяют людям зафиксировать подвижный рычаг на месте, чтобы можно было внимательно изучить штангенциркуль, не беспокоясь о том, чтобы потревожить объект.
Как и все научные инструменты, штангенциркуль нуждается в хорошем уходе. Важно убедиться, что прибор правильно откалиброван. Когда подвижный рычаг полностью закрыт, ноль на шкале нониуса должен совпадать с нулем на основной шкале. Если это не так, устройство необходимо обслужить, чтобы две линии совпали. Доступны штангенциркули для измерения в метрической и американской системах измерения.
Важно убедиться, что прибор правильно откалиброван. Когда подвижный рычаг полностью закрыт, ноль на шкале нониуса должен совпадать с нулем на основной шкале. Если это не так, устройство необходимо обслужить, чтобы две линии совпали. Доступны штангенциркули для измерения в метрической и американской системах измерения.
С тех пор как несколько лет назад Мэри начала работать над сайтом, она приняла
захватывающая задача быть исследователем и писателем AboutMechanics. Мэри имеет степень по гуманитарным наукам в Годдард-колледже и
проводит свободное время за чтением, приготовлением пищи и прогулками на свежем воздухе.
С тех пор как несколько лет назад Мэри начала работать над сайтом, она приняла захватывающая задача быть исследователем и писателем AboutMechanics. Мэри имеет степень по гуманитарным наукам в Годдард-колледже и проводит свободное время за чтением, приготовлением пищи и прогулками на свежем воздухе.
Какова функция штангенциркуля?
Одним из инструментов, которыми должен пользоваться механик, является штангенциркуль. Хотя штангенциркуль не такой точный, как микрометр, он является удобным и практичным инструментом, который может помочь механикам быстро измерить детали и использовать результаты измерений для оценки последующей обработки.
Штангенциркуль является относительно распространенным измерительным инструментом для слесарей, обработчиков, специалистов по контролю качества и другого персонала. Штангенциркуль – незаменимый инструмент для работы с металлом. Штангенциркуль может измерять длину, ширину, высоту и глубину объектов, а также внутренний и внешний диаметр кольца. Точность штангенциркуля обычно составляет 0,02 мм, конечно, его также можно использовать для деревообработки, а точность деревообработки требует всего 1 мм, и она не должна быть слишком точной.
Штангенциркуль – незаменимый инструмент для работы с металлом. Штангенциркуль может измерять длину, ширину, высоту и глубину объектов, а также внутренний и внешний диаметр кольца. Точность штангенциркуля обычно составляет 0,02 мм, конечно, его также можно использовать для деревообработки, а точность деревообработки требует всего 1 мм, и она не должна быть слишком точной.
Принцип работы штангенциркуля:
Принцип измерения заключается в том, что на основной линейке есть шкала, а на нониусной линейке тоже есть шкала. Шкала на основной линейке в основном используется для отображения целочисленного значения измеряемого объекта, а шкала нониусной линейки в основном используется для отображения десятичной части измеряемого объекта. После сложения целой части и десятичной части получается измеренное значение измеряемого объекта.
Штангенциркуль использует идею дифференциации, чтобы увеличить показания до легко идентифицируемого выравнивания шкалы, чтобы достичь высокоточного измерения. Штангенциркули стали важным инструментом измерения в промышленности благодаря своей простой конструкции, удобству в эксплуатации и определенной точности измерений. В средней школе мы должны уметь пользоваться штангенциркулем. Обычно бывают десятиградусные штангенциркули, двадцатиминутные штангенциркули и пятидесятисантиметровые. Штангенциркули могут измерять длину, глубину, а также внутренний и внешний диаметры при различных способах использования.
Штангенциркули стали важным инструментом измерения в промышленности благодаря своей простой конструкции, удобству в эксплуатации и определенной точности измерений. В средней школе мы должны уметь пользоваться штангенциркулем. Обычно бывают десятиградусные штангенциркули, двадцатиминутные штангенциркули и пятидесятисантиметровые. Штангенциркули могут измерять длину, глубину, а также внутренний и внешний диаметры при различных способах использования.
Состав штангенциркуля
Штангенциркуль в основном состоит из двух частей: одна представляет собой основную линейку, а другая представляет собой нониусную линейку, которая может скользить вперед и назад вдоль основной линейки. Из рисунка видно, что основная линейка и нониусная линейка составляют внутреннюю и внешнюю измерительные губки. Функция внутреннего измерительного захвата заключается в измерении внутреннего диаметра горловины трубы и ширины выреза; функция внешнего измерительного захвата заключается в измерении наружного диаметра трубы и толщины обрабатываемого объекта. В то же время на хвостовой части микрометра имеется форма хвоста, которая называется глубиномером. Этот глубиномер в основном используется для измерения глубины канавки или глубины трубы.
В то же время на хвостовой части микрометра имеется форма хвоста, которая называется глубиномером. Этот глубиномер в основном используется для измерения глубины канавки или глубины трубы.
Типы штангенциркуля:
- Штангенциркули можно разделить на три основных типа: штангенциркули, штангенциркули со шкалой и цифровые штангенциркули.
- Форма суппорта может быть разделена на тип M, тип C (CM), тип CN.
- Режим отображения измерителя можно разделить на тип курсора, тип индикатора полосы и тип цифрового дисплея.
Функция штангенциркуля:
- Измерение внешних размеров: Измерение толщины заготовки и внешней ширины заготовки.
- Измерение внутренних размеров: Измеряет внутреннюю ширину заготовки.
- Измерение глубины: Измеряет глубину заготовки.
Метод измерения штангенциркуля:
- Размеры заготовки измеряются по шкале линейки и вспомогательной линейки.
- При измерении не прилагайте чрезмерных усилий.
- Во избежание ошибок при считывании показаний шкалы следует считывать показания с передней части шкалы.
- При измерении снаружи заготовка должна находиться близко к основанию основной линейки.
- При измерении внутренней стороны внутренний захват должен быть параллелен и близко к внутренней части заготовки, чтобы обеспечить наилучшее положение измерения.
- Для измерения глубины поместите измерительный стержень перпендикулярно к измеряемой поверхности и измерьте расстояние по глубине.
Метод считывания показаний штангенциркуля:
- Шаг 1: Сначала найдите нулевое положение, поместив две внешние измерительные поверхности штангенциркуля рядом друг с другом и совместив нулевую линию шкалы линейки с линией нониуса.
- Шаг 2: Сначала прочтите значение шкалы основной линейки.
- Шаг 3: Посмотрите на перекрывающиеся шкалы вспомогательной и основной линейки.
- Шаг 4. Сложите значения главной и вспомогательной линейки, чтобы получить значение результата измерения.

Меры предосторожности при использовании штангенциркуля:
- Перед использованием штангенциркуля осторожно протрите скользящую поверхность и измерительную поверхность чистой мягкой тканью, чтобы вытереть пыль или грязь перед использованием. Очистите внешний измерительный захват тканью или папиросной бумагой.
- Для цифровых штангенциркулей после замены батареи используйте клавишу «ORIGIN» для установки исходной точки.
- Царапание основной линейки цифрового штангенциркуля или запись на ней электрической ручкой вызовет помехи в электрических компонентах и приведет к неисправности.
- Будьте осторожны, чтобы не уронить суппорты и не ударить их.
- Поскольку кончик штангенциркуля очень острый, используйте его с осторожностью, чтобы не пораниться во время работы.
- При измерении основанием или кончиком лапки штангенциркуля будьте особенно осторожны и не применяйте слишком большое усилие, так как это может привести к ошибкам в показаниях.
- После использования вытрите всю воду или масло и нанесите слой антикоррозионного масла перед хранением. Корпус водонепроницаемого суппорта может быть подвержен ржавчине, поэтому обязательно протрите его водой.
- Избегайте попадания прямых солнечных лучей, высокой температуры, низкой температуры и хранения в условиях высокой влажности.

Штангенциркули и компактные штангенциркули
29 изделия
Штангенциркули имеют подвижные губки на градуированной балке. Скользящая шкала используется для измерения расстояния между двумя противоположными сторонами инструмента или детали. Основная фиксированная шкала позволяет выполнять измерения в миллиметрах или дюймах, а скользящая нониусная шкала обеспечивает высокую точность измерения. Компактные штангенциркули не имеют высокоточной секундной шкалы. Они достаточно малы, чтобы поместиться в карманах магазинной куртки. Эти штангенциркули обычно имеют градуировку с долями дюйма и часто используются столярами и для технического обслуживания.
Штангенциркули со скользящими губками на градуированной балке. Скользящая шкала используется для измерения расстояния между двумя противоположными сторонами инструмента или детали. Основная фиксированная шкала позволяет выполнять измерения в миллиметрах или дюймах, а скользящая нониусная шкала обеспечивает высокую точность измерения. Компактные штангенциркули не имеют высокоточной секундной шкалы. Они достаточно малы, чтобы поместиться в карманах магазинной куртки. Эти штангенциркули обычно имеют градуировку с долями дюйма и часто используются столярами и для технического обслуживания.
Ножевые губки ; Тип приведения в действие губок: Ползунок
Loading. .. .. | ||||||
| Loading… | ||||||
| Loading… |
челюсть в виде наконечника; Тип срабатывания захвата: Каретка точной регулировки
| Loading… | ||||||
| Loading… | ||||||
| Loading… | ||||||
| Loading… |
Nib-Style Челюсть ; Тип приведения в действие губок: Ползунок
Загрузка. .. .. |
Разметочная губка ; Тип привода захвата: Колесико с накатанной головкой
| Загрузка… | Стандартный захват | ; Тип приведения в действие кулачков: Ползунок
Стандартный захват ; Тип приведения в действие кулачков: Колесико с накатной головкой
 Информация о наличии товара предоставляется в режиме реального времени и постоянно корректируется. Товар будет зарезервирован для вас при оформлении заказа. Информация о наличии товара предоставляется в режиме реального времени и постоянно корректируется. Товар будет зарезервирован для вас при оформлении заказа.Как читать штангенциркуль – Mini PhysicsПоказать/скрыть подтемы (Измерение | Уровень O)Краткое руководство о том, как читать показания штангенциркуля. Штангенциркуль выводит показания измерения в сантиметрах (см) с точностью до 2 знаков после запятой (например, 1,23 см). Примечание: Техника считывания измерений, описанная в этом посте, будет аналогична для штангенциркулей, которые выводят показания измерений в дюймах . Техника считывания измерений для штангенциркуляЧтобы правильно считывать показания штангенциркуля, вам необходимо помнить две вещи, прежде чем мы начнем. Например, если штангенциркуль выдает показание измерения 2,13 см , это означает, что:
Давайте рассмотрим изображение показаний нониуса выше. Мы просто воспользуемся двухэтапным методом, чтобы получить показание измерения из этого:
Чтобы получить окончательное показание измерения , мы сложим показания основной шкалы и показания нониуса вместе. Это даст 2,1 см + 0,03 см = 2,13 см. В двух словахИспользуйте следующую формулу: $$ \text{Полученные показания} = \text{Показания основной шкалы} \, + \, \text{Показания нониуса} $$ Давайте рассмотрим еще один пример, чтобы убедиться, что вы понимаете вышеизложенные шаги: Основная шкала показание: 10,0 см (Слева от нуля) Нониусная шкала Отсчет: 0,02 см (совмещение линий шкалы) Отсчет : 10,02 см ВкратцеИспользуйте следующую формулу: $ \text{Правильные показания} = \text{Полученные показания} \, – \, \text{Нулевая ошибка} $ , где $\text{нулевая ошибка}$ может быть либо отрицательным, либо («0» нониуса равен слева от «0» основной шкалы) или положительный («0» нониуса равен справа от «0» основной шкалы) Пояснение Теперь попробуем с нулевой ошибкой. Если вы не знакомы с тем, как обрабатывать нулевую ошибку для штангенциркуля, я предлагаю вам прочитать «Измерение длины». Показание вверху — это полученное измерение, а показание внизу — ошибка нуля. Найдите фактическое измерение. (Значение: избавиться от ошибки нуля в измерении или учесть ошибку нуля) Измерение с ошибкой нуля: 3,34 см Ошибка нуля: – 0,04 см (отрицательно, потому что нониусная шкала слева) Измерение без ошибки нуля: $3,34 \, – ( \, – 0,04) = 3,38 $ см Если вы не понимаете вычитание отрицательная ошибка нуля от измерения, пожалуйста, читайте дальше. Поскольку погрешность нуля составляет -0,04 см, это означает, что все измерения, сделанные штангенциркулем, будут МЕНЬШЕ на 0,04 см. Следовательно, вам нужно будет ДОБАВИТЬ 0,04 см к ВСЕМ измерениям, чтобы получить ИСТИНА измерение. Вычитание выполняется в приведенном выше случае, чтобы иметь элегантный способ получить результирующее сложение: $3,34 + 0,04 = 3,38$ и сделать его СОВМЕСТИМЫМ с положительной нулевой ошибкой. Это означает, что как только вы определили характер нулевой ошибки (положительный или отрицательный), вы можете просто вычесть нулевую ошибку и убедиться, что ваш окончательный ответ правильный. Учитывайте погрешность нуля +0,04 см. По моему методу 3,34$ \, – (+ 0,04) = 3,30$ см. Обычный метод: Поскольку погрешность нуля составляет +0,04 см, это означает, что все измерения, снятые штангенциркулем, будут больше на 0,04 см. Следовательно, вам придется ВЫЧИТАТЬ 0,04 см из ВСЕХ измерений, чтобы получить истинный размер. Окончательный расчет будет $3,34\, – 0,04 = 3,30$ см, что совпадает с моим методом. Примечание: Надеюсь, я вас не запутал. Оставьте комментарий ниже, если у вас возникнут какие-либо трудности. Подробнее. вы читали, чтобы получить показания основной шкалы?Показать/скрыть ответПоказания основной шкалы получаются из показаний основной шкалы, которая находится непосредственно слева от нуля по нониусной шкале. Где на штангенциркуле вы должны прочитать, чтобы получить показания шкалы нониуса?Показать/Скрыть ответ Показания нониуса получаются из показаний на основных весах, которые имеют совмещение линий шкалы основной шкалы и нониусной шкалы. |
 Тип приведения в действие кулачков: Зажим для большого пальца
Тип приведения в действие кулачков: Зажим для большого пальца ..
.. )
)