Что такое рихтовка металла – ПРАВКА И РИХТОВКА МЕТАЛЛА Сущность и назначение правки и рихтовки
alexxlab | 07.02.2020 | 0 | Разное
ПРАВКА И РИХТОВКА МЕТАЛЛА Сущность и назначение правки и рихтовки
ДОМАШНИЙ СЛЕСАРЬ
Правка и рихтовка представляют собой операции по выправке металла, заготовок и деталей. Листовой материал и заготовки из него могут быть покороблены по краям и в середине, иметь изгибы и местные неровности в виде вмятин и выпучин различных форм. При рассмотрении деформированных заготовок можно заметить, что вогнутая сторона их короче выпуклой. Волокна на выпуклой стороне растянуты, а на вогнутой сжаты.
Правка и рихтовка имеют одно и то же назначение, но отличаются приемами выполнения и применяемыми инструментами и приспособлениями.
Правка — это выправление металла действием давления на ту или иную его часть независимо от того, производится ли это давление прессом или ударами молотка.
Под рихтовкой следует понимать выправление металла растяжением, т. е. удлинением той или иной его части. Рихтовка обычно выполняется ударами носком молотка или специальным рихтовальным молотком с острыми бойками. После рихтовки на заготовке или детали остаются ясно видимые следы молотка; при правке этого не бывает.
Правка представляет собой, как правило, подготовительную операцию, предшествующую основным операциям обработки металлов. Правке подвергаются стальные листы и листы из цветных металлов и их сплавов, полосы* прутковый материал, трубы, проволока, а также металлические сварные конструкции. Заготовки и детали из хрупких материалов (чугун, бронза и т. п.) править нельзя.
Различают два метода правки металлов: правка ручная, выполняемая с помощью молотка на стальных или чугунных правильных плитах, наковальнях и др., и правка машинная, производимая на правильных машинах. При ручной правке слесарь отыскивает на поверхности заготовки или детали такие места, при ударе по которым заготовка выправлялась бы, т. е. лежала бы на плите без выпуклостей, изгибов или волнистости.
Металл подвергается правке как в холодном, так и в нагретом состоянии. В последнем случае нужно иметь в виду, что правку стальных заготовок и деталей можно производить в интервале температур 1100— 850°, а дюралюминия — 470—350° Нагрев выше указанных температур приводит к перегреву, а затем и к пережогу заготовок, т. е. к неисправимому браку. Выбор способа зависит от величины прогиба, размеров и материала изделия.
Как правильно уложить паркетную доску
Итак, вы приобрели массивную доску для покрытия пола, теперь следует ознакомиться с способами ее укладки на пол. Ведь правильно уложенная массивная доска обеспечит вам красивый и надежный пол на долгое …
Ванная комната для ребенка. Сделать сказку своими руками
Какой должна быть ванная комната для ребенка? В первую очередь, безопасной, интересной и оригинальной. На это следует ориентироваться, выбирая не только мебель и аксессуары, но и сантехнику для детского санузла. …
На что обратить внимание при оформлении кухни?
На что обратить внимание при оформлении кухни? Привычная обстановка кухни может надоедать. Тогда появляется желание изменить ее. Для этого приобретаются кухни Киев, но мебели недостаточно. Необходимо правильно оформить окно, подобрать …
msd.com.ua
Правка и рихтовка металла (холодным способом)
Правка и рихтовка металла (холодным способом)
Категория:
Гибка и правка металла
Правка и рихтовка металла (холодным способом)
Правка и рихтовка представляют собой операции по выправке металла, заготовок и деталей, имеющих вмятины, выпучины, волнистость, коробление, искривления и др. Правка и рихтовка имеют одно и то же назначение, но отличаются приемами выполнения и применяемыми инструментами и приспособлениями.
Листовой материал и заготовки из него могут быть покороблены по краям и в середине, иметь изгибы и местные неровности в виде вмятин и выпучин различных форм. При рассмотрении деформированных заготовок можно заметить, что вогнутая сторона их короче выпуклой. Волокна на выпуклой стороне растянуты, а на вогнутой сжаты.
Металл подвергается правке как в холодном, так и в нагретом состоянии. Выбор способа зависит от величины прогиба, размеров и материала изделия.
Правка может выполняться ручным способом — на стальной или чугунной плите, или на наковальне — и машинным — на правильных вальцах, прессах.
Правильную плиту изготовляют достаточно массивной, масса ее не менее чем в 80—150 раз больше массы молотка. Пра-вйльные плиты изготовляют из стали, из серого чугуна монолитными или с ребрами жесткости.
Плиты бывают следующих размеров: 400 х 400; 750 х 1000; 1000 х 1500; 1500х 2000; 2000х 2000; 1500х 3000 мм. Рабочая поверхность плиты должна быть ровной и чистой. Устанавливают плиты на металлические или деревянные подставки, обеспечивающие кроме устойчивости и горизонтальность положения.
Рихтовальные бабий используют для правки (рихтовки) закаленных деталей, изготовляют их из стали и закаливают. Рабочая часть поверхности может быть цилиндрической или сферической радиусами 150-200 мм.
Молотки для правки применяют с круглым гладким полированным бойком. Молотки с квадратным бойком оставляют следы в виде забоин (квадратов, углов).
Для правки закаленных деталей (рихтовки) применяют молотки с радиусным бойком (массой 400 — 500 г) из стали У10. Хорошо зарекомендовали себя рихтовальные молотки, оснащенные твердым сплавом, корпус которых выполняют из стали У7 и У8. В рабочие концы молотка вставляют пластинки твердого сплава ВК8 и ВК6. Рабочую часть бойка затачивают и доводят по радиусу до 0,05-0,1 мм.
Молотки со вставными бойками из мягких металлов применяют при правке деталей с окончательно обработанной поверхностью и деталей или заготовок из цветных металлов и сплавов. Вставные бойки могут быть медные, свинцовые или деревянные.
Гладилки (деревянные или металлические бруски) применяют при правке тонкого листового и полосового металла.
Рис. 1. Правильная плита (а), рихтовальные бабки (б)
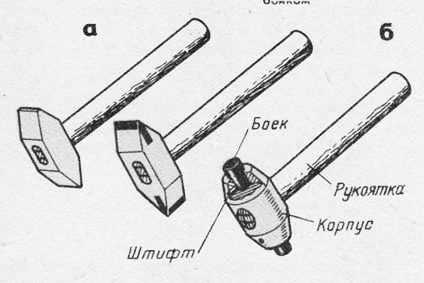
Рис. 2. Рихтовальные молотки: а — с радиусным бойком, б — с круглым гладким полированным

Рис. 3. Правка металла: а — проверка на глаз, б — момент правки
—
Правку и рихтовку стальных листовых и полосовых заготовок производят для придания им плоскостности. Основным инструментом и приспособлениями для правки и рихтовки деталей при сборочных работах являются молотки, правильные плиты и рихтовочные специальные бабки.
Для правки применяют молотки с круглым сферическим или гладким бойком для того, чтобы не оставлять забоин на заготовке. Для правки закаленных деталей (рихтовки) применяют молотки с радиусным бойком. При изготовлении рихтовочного молотка нужно в прорезь его корпуса плотно запрессовать пластинку из твердого сплава ВК6 или ВК8 и заточить ее радиусом 0,1 — 0,2 мм.
Для правки деталей с окончательно обработанной поверхностью и деталей из цветных металлов и сплавов применяют молотки со вставными бойками из мягких металлов. Вставные бойки могут быть медные, свинцовые и деревянные в зависимости от материала обрабатываемой детали. Правке или рихтовке подвергают детали как в холодном, так и в нагретом состоянии. Выбор приемов и способов правки и рихтовки зависит от величины прогиба, размеров и материала детали.
Правку можно выполнять ручным способом на стальной или чугунной плите или наковальне и машинным — на правильных вальцах.
Правильную плиту изготовляют из стали, серого чугуна, монолитной или с ребрами жесткости, и обязательно устанавливают на массивной деревянной опоре (столе) для того, чтобы в процессе правки поглощался шум. Рабочая поверхность плиты должна быть ровной и чистой. Плиту размером свыше 750X 1000 мм устанавливают на деревянных столах, которые должны обеспечить устойчивость и горизонтальность ее положения.
Рихтовочные плиты используют для правки (рихтовки) закаленных деталей, изготовляют их из стали и термически обрабатывают, затем поверхность шлифуют.

Рис. 4. Приемы рихтовки заготовок из листового (а), полосового (б, в) и пруткового (г) материала
Детали обычно правят вручную с помощью различных инструментов и приспособлений, реже для этой цели применяют гидравлические прессы. При правке и рихтовке независимо от формы и толщины детали необходимо надевать рукавицы.
Детали из листового материала (для трактора, автомобиля, комбайна и др.) могут быть покороблены по краям и в середине, иметь изгибы и местные неровности в виде вмятин и выпучин различной формы. При рассмотрении деформированных деталей можно заметить, что вогнутая сторона их короче выпуклой. Волокна на выпуклой стороне растянуты, а на вогнутой сжаты. Для того чтобы выровнять поверхность детали, нужно положить ее на плиту, установленную на специальном деревянном столе. Правку листового материала толщиной от 0,5 до 1,2 мм производят перекрест ным способом. Удары молотком должны быть частые и легкие их надо наносить от края к центру выпучины. При этом левой рукой придерживая деталь, все время перемещают ее по плите и меняют место нанесения удара молотком.
Выпуклые участки обводят мелом или мягким графитовым карандашом, затем заготовку кладут на плиту выпуклыми участками вверх, так, чтобы края ее не свешивались, а лежали полностью на опорной поверхности плиты. Правку начинают с ближайшего к вмятине края, по которому наносят ряд ударов молотком в пределах, отмеченных мелом. Затем наносят удары по другому краю. После этого по первому краю наносят повторные удары, указанные точками на детали 3, и переходят опять ко второму краю и так до тех пор, пока постепенно не приблизятся к середине. Удары молотком наносят часто, но не сильно, особенно перед окончанием правки. Не допускают несколько ударов по одному и тому же месту, так как это может привести к образованию новой неровности.
Под ударами молотка материал вокруг выпуклого места вытягивается и постепенно выравнивается. Если на поверхности детали на небольшом расстоянии друг от друга имеется несколько выпуклых мест, под ударами молотка выпуклости соединяются в одну, которую правят молотком вокруг ее границ.
Тонкие листы правят легкими деревянными молотками (киянками) или молотками с деревянными наконечниками, медными, латунными или свинцовыми молотками, а очень тонкие листы выглаживают на ровной плите металлическими или деревянными брусками.
Правку полосового металла осуществляют в следующем порядке. Изгиб отмечают мелом, после чего надевают на левую руку рукавицу, в правую берут молоток и в левую полосу. Полосу располагают на плите так, чтобы она лежала выпуклостью вверх, соприкасаясь с плитой в двух точках. Наносят удары по выпуклым частям, регулируя силу удара в зависимости от толщины полосы и величины кривизны (чем больше искривление и чем толще полоса, тем сильнее удары). По мере выправления полосы силу удара уменьшают и чаще поворачивают полосу с одной стороны на другую до полного выправления. При нескольких выпуклостях сначала выправляют крайние, а затем средние.
Результаты правки (прямолинейность заготовки) проверяют на глаз, а при необходимости более точного контроля — на разметочной плите по просвету или наложением линейки на полосу.
После закалки стальные детали иногда коробятся. Правку закаленных деталей называют рихтовкой. В зависимости от характера рихтовки применяют различные молотки с закаленным бойком или специальные рихтовочные молотки с закругленной узкой стороной бойка. Деталь при этом лучше располагать не на плоской плите, а на рихтовочную бабке с выпуклой поверхностью. Удары наносят рихтовочным молотком не по выпуклой, а по вогнутой стороне поверхности полосовой детали 3. Прежде чем приступить к рихтовке детали, нужно в первую очередь определить место изгиба. Затем надеть на левую руку рукавицу и положить деталь на рихтовочную бабку, установленную на деревянном столе. После этого рихтовочным молотком 4 наносят легкие удары по вогнутой поверхности детали, при этом деталь перемещают вверх и вниз по поверхности бабки и периодически проверяют прямолинейность лекальной линейкой или на контрольной плите с помощью щупа.
При правке заготовок из прутка на выпуклой стороне мелом отмечают границы изгибов. Затем надевают на левую руку рукавицу, в правую берут молоток и укладывают пруток на наковальню выпуклостью вверх. Удары молотком наносят по выпуклой части от краев изгиба к середине. Сила удара зависит от диаметра прутка и величины изгиба. По мере выправления изгиба силу удара уменьшают, заканчивая правку легкими ударами при поворачивании прутка вокруг оси. Если пруток имеет несколько изгибов, сначала правят крайние, а затем расположенные в середине.

Рис. 5. Рихтовка заготовок квадратного сечения
Детали квадратного сечения правят в такой последовательности: выявляют покоробленные участки, устанавливают места, где имеется больше вогнутых и выпуклых изгибов, и приступают к правке или рихтовке так, как было указано выше.
На рис. 5, а показан способ рихтовки штанги квадратного сечения с установленными на ней ножами на круглой бабке рихтовочным молотком. Перед рихтовкой надевают на левую руку рукавицу и захватывают конец штанги, после чего укладывают штангу на поверхность бабки так, чтобы вогнутая поверхность находилась в центре металлического рихтовочного диска бабки. Затем бойком рихтовочного молотка наносят легкие поперечные удары по поверхности штанги, а левой рукой перемещают штангу вперед и назад по поверхности диска до тех пор, пока не выровняются плоскости штанги.
Если ножи штанги не параллельны друг другу, ее устанавливают в тиски между планками и на вилку стойки. Вилку закрепляют гайкой, а губки тисков зажимают так, чтобы штанга не провисала. Затем правой рукой снизу на штангу надевают специальный рычаг (плечо рычага 500 мм). Придерживая штангу левой рукой, правой рукой нажимают на конец рычага и выравнивают штангу так, чтобы ножи ее стали параллельны друг другу. Освободив штангу из тисков, устанавливают ее на вилку на уровне глаз и закрепляют гайкой. Затем проверяют параллельность расположения ножей.
Реклама:
Читать далее:
Правка металла
Статьи по теме:
pereosnastka.ru
что это такое, правка кузова автомобиля своими руками
При дорожно-транспортном происшествии страдают кузовные элементы машины. Однако если повреждения незначительны, то их устраняют без замены детали, пострадавшей в дорожно-транспортном происшествии. Для этого проводят рихтовку – процесс восстановления поврежденного участка кузова автомобиля.

Что такое рихтовка
Рихтовка кузова – восстановление металлических кузовных элементов. Для выполнения работы, рихтовщик кузовов использует набор специальных инструментов. Чаще всего, восстановлению подлежат:
- Крышка багажника и капот.
- Двери.
- Крылья автомобиля.
- Пороги.
- Крыша.
- Металлические бампера.

Восстановление деформированных частей кузова нецелесообразно, если поврежденная деталь стоит дешево и ее просто заменить. В таком случае, рихтовка отнимет много времени и сил. Кроме того, операции по реставрации кузовных элементов не проводят при наличии чрезмерно сильных повреждений – тут без замены детали не обойтись.
Виды
Ремонт кузовных деталей делят на три вида:
- Корректировка вмятин. Наиболее часто проводимый вид кузовной рихтовки. Вмятины выправляют с помощью вакуумного метода.
- Устранение выпуклостей. Молотками и специальными наковальнями убирают выпуклости, образовавшиеся на поверхности авто в результате удара при столкновении.
- Локальная рихтовка. Подразумевает устранение точечных дефектов. Включает в себя меры по исправлению геометрии кузовных панелей. Вытяжку элементов проводят с помощью специальных ложек, крючков и домкрата.

Технология
В зависимости от вида повреждения, используют разные способы восстановительных работ. Перед выбором способа устранения дефектов, необходимо обязательно провести осмотр рабочей поверхности и правильно подготовить кузов автомобиля к проведению ремонтных работ:
- Поверхность тщательно моют и сушат.
- Место, подлежащее восстановлению, обезжиривают.
- Неповрежденные части демонтируют или закрывают их малярным скотчем.

Технологии рихтовки кузова автомобиля:
- Обычная рихтовка.
- Беспокрасочное вакуумное восстановление. Выполняется по технологии Paintless Dent Repair.
- Усадка на горячую.
- Восстановление алюминия.
Обычная рихтовка
Рихтовка и покраска выполняется своими руками. Выпуклость выстукивается специальными молотками, вмятины сложной формы устраняют с помощью специальных крючков. Небольшие повреждения выстукивают от центра к краю дефекта, крупные – наоборот. Это делается для того, чтобы избежать разрыва металла в самом тонком месте.
Небольшие выпуклости и вмятины можно устранить холодным способом без последующей покраски восстановленной детали.

Восстановление без покраски
Рихтовка кузова, выполняемая по данной технологии, производится без покраски восстановленного элемента. К вмятине прикладывают специальную вакуумную присоску, металл выравнивается под давлением воздуха. Однако, если на поверхности есть трещины, данный способ устранения дефектов противопоказан.
Усадка на горячую
В тяжелых случаях, когда традиционными методами не удается выполнить правку металла, поверхность нагревают с помощью газовой горелки или строительного фена. Далее, движениями по спирали, придают металлу первоначальную форму.

Восстановление алюминиевых деталей
Рихтование алюминиевых деталей выполняют из центра повреждения к его краям. Дефект выстукивают молотками или выдавливают ложками. Рихтовка металла не выполняется споттером, правку проводят с внутренней стороны кузовного элемента. В случае, если «холодный способ» неэффективен, металл разогревают до температуры 150-200 градусов.
Инструмент
Рихтовка кузова автомобиля своими руками выполняется с помощью специальных инструментов. К их списку относят:
- Рихтовочные молотки и киянки. Применяются для устранения вмятин разных форм и сложности. Ударный боек молотка хорошо отполирован и имеет скругленную поверхность. Инструмент выполнен из сплавов цветных металлов, пластика или резины. Вес ударного приспособления не превышает 200 грамм. Повреждения кузова устраняют с помощью частых несильных ударов, в зависимости от глубины вмятины и типа восстанавливаемого металла дефект выстукивают или от края к центру, или наоборот.
- Поддержки, наковальни, штампы. Основное предназначение данного набора инструментов – фиксация поврежденного участка кузова. При выборе конкретного инструмента, ориентируются на форму и размер вмятины. В зависимости от этого выбирают подложку.

- Подкладные штампы, поддержки и наковальни. Фиксируют поврежденный участок кузова. Важно учитывать, что форма поддержки должна совпадать с формой поврежденного участка.
- Ударные полотна и ложки. Помимо вытягивания вмятин, эти приспособления используют в качестве ударных штампов, для исправления повреждений серьезных форм. При сжатии металлических листов используют ложки. Ими разъединяют дефектные участки.
- Рычаги и крюки. Приспособления, предназначенные для вытягивания дефекта изнутри. Ребра жесткости кузова используются в качестве опоры для рычага. В зависимости от форм и размера вмятин, используют крючки соответствующих размеров и форм.
- Напильники и шлифовальная машинка. Выравнивают восстановленную поверхность перед покраской, и полировкой окрашенного участка.
- Споттер. Аппарат, предназначенный для выполнения точечной сварки. Используется для устранения разрывов и заломов металла.
При наличии определенных навыков, умений и необходимого набора инструментов, восстановить поврежденные участки кузова можно самостоятельно. Однако при отсутствии условий для выполнения рихтовки, рекомендуют обратиться к специалистам, так как результат самостоятельного ремонта может оказаться хуже ожидаемого.
infokuzov.ru
Как правильно править и рихтовать металл. Правила выполнения работ
Правка металла – слесарная операция, которую выполняют с целью устранения дефектов, имеющих вид вмятины или выпуклости, искривления или коробления у заготовок, изделий и деталей. В процессе ее проведения выполняют сжатие выпуклого и расширение вогнутого слоя металла. Операция исправления дефектов в металлических деталях и заготовках требует применения специальных инструментов и приспособлений. В зависимости от формы и размеров заготовки правку металла осуществляют в его холодном или нагретом состоянии. Она может быть машинной, с применением механически прессов или специальных вальцов, или ручной.
Правка металла

Ручную правку металлических листов выполняют на стальной или чугунной плите с применением специальных молотков со сферическим бойком. Тонкие листы металла подлежат отработке молотками, вставленный боек которых изготовлен из мягкого металла или резины (молоток-киянка). Металлический лист предварительно укладывают на плиту, с помощью линейки определяют места выпуклостей и их границы обводят мелом или маркером. Последовательность (схему) нанесения ударов по металлу определяют в зависимости от количества выпуклостей и их расположения на листе.
В случае исправления одной выпуклости, расположенной в середине листа, удары наносят от края по направлению к самой выпуклости, изменяя при этом силу и место нанесения удара. При наличии нескольких выпуклостей правку металлического листа начинают с нанесения ударов в направлении от промежутков между выпуклостями, постепенно приближаясь к середине выпуклой формы. Правку металла всегда выполняют после укладки листа выпуклостью вверх. Удары специальным инструментом (например, киянкой) должны быть частыми, но не сильными.
Правка проволоки и заготовок круглого сечения (прутков) выполняется в установленной на плиту призме или с применением ручного пресса. При этом удары молотком наносят по выпуклой части от края дефекта (изгиба) к его середине. Правку проволоки заканчивают легкими ударами с одновременным поворотом изделия вокруг продольной оси.
Правка валов осуществляется с использованием ручных винтовых прессов. Изогнутый вал размещают на двух призмах, установленных на столе пресса, таким образом, чтобы наконечник штока находился над местом наибольшей кривизны детали. Наконечник винта плавно подводят к месту изгиба и надавливают на исправляемую деталь.
Рихтовка металла
Рихтовка представляет собой разновидность правки. Ее выполняют на деталях, подверженных обработке термическим способом. В процессе рихтовки металла удаление вмятин производят нанесением ударов носком закругленного бойка молотка по вогнутой части детали.
Товары каталога:
Please enable JavaScript to view the comments powered by Disqus. comments powered by
www.rusbolt.ru
Рихтовка – это… Что такое Рихтовка?
рихтовка — выправление, выпрямление, выравнивание, рихтование; избиение, драка, потасовка Словарь русских синонимов. рихтовка сущ., кол во синонимов: 14 • выправление (14) • … Словарь синонимов
Рихтовка — – выверка и незначительные перемещения установленных конструкций опалубки с целью обеспечения их проектного положения с заданной точностью. [ГОСТ Р 52086 2003] Рихтовка – окончательная выверка стальных конструкций, предварительно… … Энциклопедия терминов, определений и пояснений строительных материалов
РИХТОВКА — РИХТОВКА, рихтовки, мн. нет, жен. (тех.). Действие по гл. рихтовать. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
рихтовка — РИХТОВКА, и, ж. Драка, потасовка, избиение. Раньше на салютах всегда рихтовки были. От рихтовать … Словарь русского арго
рихтовка — Выверка и незначительные перемещения установленных конструкций опалубки с целью обеспечения их проектного положения с заданной точностью. [ГОСТ Р 52086 2003] Тематики опалубка … Справочник технического переводчика
рихтовка — 26 рихтовка Выверка и незначительные перемещения установленных конструкций опалубки с целью обеспечения их проектного положения с заданной точностью Источник: ГОСТ Р 52086 2003: Опалубка. Термины и определения оригинал документа Рихтовка комплекс … Словарь-справочник терминов нормативно-технической документации
Рихтовка — Planishing Рихтовка. Создание гладкой поверхности на металле быстродействующей последовательностью ударов, отполированными до зеркального блеска штампами или специальными молотками или прокаткой на рихтовочном стане. (Источник: «Металлы и сплавы … Словарь металлургических терминов
Рихтовка — ж. разг. 1. процесс действия по гл. рихтовать 2. Результат такого действия; рихтование 2.. Толковый словарь Ефремовой. Т. Ф. Ефремова. 2000 … Современный толковый словарь русского языка Ефремовой
рихтовка — рихтовка, рихтовки, рихтовки, рихтовок, рихтовке, рихтовкам, рихтовку, рихтовки, рихтовкой, рихтовкою, рихтовками, рихтовке, рихтовках (Источник: «Полная акцентуированная парадигма по А. А. Зализняку») … Формы слов
РИХТОВКА — рихтование (от нем. richten править, выпрямлять, направлять) выпрямление металлич. листов, прутков или проволоки, имеющих кривизну; применяется при ремонтных работах, в игольном производстве и т. д. Р. пути выверка и подгонка (совмещение с… … Большой энциклопедический политехнический словарь
dic.academic.ru
ПРАВКА И РИХТОВКА МЕТАЛЛА Сущность и назначение правки и рихтовки
ДОМАШНИЙ СЛЕСАРЬ
Правка и рихтовка представляют собой операции по выправке металла, заготовок и деталей. Листовой материал и заготовки из него могут быть покороблены по краям и в середине, иметь изгибы и местные неровности в виде вмятин и выпучин различных форм. При рассмотрении деформированных заготовок можно заметить, что вогнутая сторона их короче выпуклой. Волокна на выпуклой стороне растянуты, а на вогнутой сжаты.
Правка и рихтовка имеют одно и то же назначение, но отличаются приемами выполнения и применяемыми инструментами и приспособлениями.
Правка — это выправление металла действием давления на ту или иную его часть независимо от того, производится ли это давление прессом или ударами молотка.
Под рихтовкой следует понимать выправление металла растяжением, т. е. удлинением той или иной его части. Рихтовка обычно выполняется ударами носком молотка или специальным рихтовальным молотком с острыми бойками. После рихтовки на заготовке или детали остаются ясно видимые следы молотка; при правке этого не бывает.
Правка представляет собой, как правило, подготовительную операцию, предшествующую основным операциям обработки металлов. Правке подвергаются стальные листы и листы из цветных металлов и их сплавов, полосы* прутковый материал, трубы, проволока, а также металлические сварные конструкции. Заготовки и детали из хрупких материалов (чугун, бронза и т. п.) править нельзя.
Различают два метода правки металлов: правка ручная, выполняемая с помощью молотка на стальных или чугунных правильных плитах, наковальнях и др., и правка машинная, производимая на правильных машинах. При ручной правке слесарь отыскивает на поверхности заготовки или детали такие места, при ударе по которым заготовка выправлялась бы, т. е. лежала бы на плите без выпуклостей, изгибов или волнистости.
Металл подвергается правке как в холодном, так и в нагретом состоянии. В последнем случае нужно иметь в виду, что правку стальных заготовок и деталей можно производить в интервале температур 1100— 850°, а дюралюминия — 470—350° Нагрев выше указанных температур приводит к перегреву, а затем и к пережогу заготовок, т. е. к неисправимому браку. Выбор способа зависит от величины прогиба, размеров и материала изделия.
Как правильно уложить паркетную доску
Итак, вы приобрели массивную доску для покрытия пола, теперь следует ознакомиться с способами ее укладки на пол. Ведь правильно уложенная массивная доска обеспечит вам красивый и надежный пол на долгое …
Ванная комната для ребенка. Сделать сказку своими руками
Какой должна быть ванная комната для ребенка? В первую очередь, безопасной, интересной и оригинальной. На это следует ориентироваться, выбирая не только мебель и аксессуары, но и сантехнику для детского санузла. …
На что обратить внимание при оформлении кухни?
На что обратить внимание при оформлении кухни? Привычная обстановка кухни может надоедать. Тогда появляется желание изменить ее. Для этого приобретаются кухни Киев, но мебели недостаточно. Необходимо правильно оформить окно, подобрать …
msd.com.ua
Рихтовка как рихтовка
Рихтовка – последняя операция обработки кузовных деталей. Так как операция является отделочной, ее необходимо выполнять тщательно, для чего часто требуется много времени.
Рихтовка заключается в устранении неровностей поверхности до такой степени, когда состояние ее становится почти таким же, как после штамповки. В процессе рихтовки возникает наклеп, который вызывает упрочнение листа.
Здесь вы узнаете:
Рихтуют ударами молотка по листу, который опирают на наковальню. Используемая для рихтовки наковальня должна обладать достаточной массой, чтобы поглощать удар, и иметь форму, схожую с формой рихтуемой части детали. Рабочая поверхность наковальни должна быть гладкой, чтобы не оставлять следов на поверхности листа.
При рихтовке применяются рихтовочные молотки, называемые также гладилками, и молотки-кувалды. Молотки изготовляют из сталей, причем их бойки закаливают и полируют. Утончение листа, вызываемое обработкой молотком, происходит тем быстрее, чем сильнее наносимые удары. Так как объем металла остается постоянным, то его утончение сопровождается удлинением, которому препятствует металл необработанных молотком участков. В результате блокирования этой деформации происходит выпучивание поверхности листовой детали.
Лучший эффект достигается в случае рихтовки легкими частыми ударами с малой вытяжкой металла, чем при рихтовке сильными разрозненными ударами, оставляющими следы на поверхности и сильную вытяжку металла. При наличии на рихтуемой детали складки рихтовку начинают с выправления этой складки до окончательной формы, а затем рихтуют остальную часть детали.
Рихтовка
Качество выполненной рихтовки оценивается визуально и ощупыванием поверхности ладонью руки. Визуально наиболее легко контролируются выпуклые или вогнутые поверхности путем просмотра их под углом или сбоку. Для контроля плоских поверхностей применяют линейки.
При ощупывании малейшая неровность ощущается ладонью руки. После рихтовки возможно образование двух видов дефектов поверхности:
– на выпуклом участке небольшой листовой панели образуется впадина, которую нельзя устранить выдавливанием;
– на обширном участке листовой панели образуется пузырь, который при нажатии на его выпуклую сторону попеременно перемещается то на одну, то на другую сторону листа.
При определении вида дефекта достаточно надавить на его выпуклую поверхность. Если участок листовой панели небольшой, то дефект не выжимается. Если участок листовой панели достаточно обширный, то выпуклая часть панели, называемая пузырем, перемещается и образует на другой стороне листа выпуклость, при этом возникает характерный шум (хлопок металла).
Как устранить такой дефект? Вначале необходимо определить по возможности границы пузыря и отметить мелом. Далее следует устранить удлинение металла.
При наличии на поверхности панели впадины достаточно произвести рихтовку в глубь двух небольших секторов с каждой стороны листа. При этом удары наносятся по возможности в центр впадины, а затем перемещаются к периферии с постепенным уменьшением силы удара.
При наличии на поверхности панели пузыря необходимо стянуть металл. Это можно выполнить только путем утолщения металла. Однако пластичность мягкой стали при комнатной температуре недостаточно высокая, в то же время металл, нагретый до достаточно высокой температуры (для мягкой стали это 800 °C), становится пластичным и легко деформируется. При этом нет необходимости нагревать весь пузырь, достаточно выбрать для этого несколько подходящих точек.
Более удобным источником нагрева является кислородно-ацетиленовая горелка. Операция заключается в устранении дефекта путем использования процессов расширения и усадки металла, возникающих при нагреве, и последующего охлаждения. Местные нагревы получили названия усадочных точек или усадочных нагревов. Механизм процесса заключается в следующем.
При нагреве точки металла узким пламенем кислородно-ацетиленовой горелки небольшой круг металла быстро разогревается докрасна. Но прежде чем металл станет красным, он начинает расширяться, и расширение может вызвать образование выпуклости. Как только металл нагреется докрасна, его пластичность резко возрастет. Под действием пружинящего эффекта окружающего не нагретого докрасна металла происходит усадка разогретой докрасна части металла. Так как расширению металла препятствует менее нагретый окружающий металл, то увеличение его объема происходит за счет утолщения. Как только металл разогреется докрасна, горелка отводится и начинается охлаждение: нагретый круг металла становится темно-красным, затем черным и продолжает далее охлаждаться.
При охлаждении металл сжимается, его объем уменьшается, но удерживается расположенным вокруг металлом, длина и ширина которого не изменялась. Необходимо, чтобы дополнительное утолщение, полученное при растяжении металла, было восстановлено после охлаждения. Но так как металл имеет температуру, не соответствующую максимальной пластичности, то, сжимаясь, он поглощает небольшую часть удлинения окружающего металла.
Усиление осаживания металла осуществляется различными способами:
– уменьшением скорости распространения теплоты путем создания кольца вокруг нагретой части металла из мокрой ветоши;
– противодействием деформации путем нажатия на металл ручкой молотка или другим предметом около нагретой точки;
– выстукиванием границ точки металла, нагретого докрасна, а затем и самой нагретой точки киянкой или рихтовочным молотком.
Наибольшее применение имеет последний способ.
Рассмотрим порядок выполнения технологических операций рихтовки различными способами.
При рихтовке нагреванием и выстукиванием горелку быстро подводят к центру пузыря, прогревают его и горелку отводят, когда разогретое докрасна пятно достигнет диаметра, равного максимум 12 мм.
При нагреве необходимо следить, чтобы металл не начал плавиться. Если нагретое пятно будет большего диаметра, это вызовет гораздо большую усадку, чем надо. Если работа выполняется в одиночку, то горелку откладывают, под лист (почти под дефект) помещают наковаленку. Быстро выстукивают не покрасневший металл вокруг нагретой точки, а затем и нагретую точку, пока металл еще остается темно-красным.
Обработку предпочтительнее вести деревянной киянкой. При рихтовке молотком-гладилкой сила удара должна быть небольшой, чтобы не создать растяжения металла вместо усаживания.
Если пузырь небольшой, то достаточно провести обработку одной точки.
Работу можно считать завершенной только тогда, когда металл остынет до температуры окружающей среды. Для ускорения охлаждения применяют мокрую ветошь или пропитанную водой губку. Если необходимы дополнительные точечные нагревы, то их делают не более двух-трех между каждым охлаждением. Их располагают вокруг центральной точки.
После охлаждения нагретого листа проводят легкую рихтовку прогретого сектора, чтобы выровнять поверхность металла, которая имела до этого деформацию.
Расположение точек усадки зависит от формы пузыря. Если пузырь круглый, то точки располагаются по радиусу. Если пузырь длинный и узкий, то точки нагрева располагают узкими рядами.
Подчеркнем, рихтовка с применением точек усадки требует опыта, который приобретается со временем. Легче проводить такие работы на округлых деталях или сильно выпуклых, чем на почти плоских панелях или панелях с малой выпуклостью. Трудность заключается в восстановлении точной длины металла. Разгонять пузырь необходимо как можно осторожнее, так как рихтовка вызывает удлинение металла, которое должно обеспечить желаемую длину металла. Стоит только нанести несколько сильных ударов, как образуется новый пузырь. В то же время, если нанесено меньшее, чем необходимо, количество ударов, то неопытному может показаться, что металл вокруг пузыря слишком вытянут. Он будет пытаться устранить это точками усадки и выполнять их в большем количестве для достижения малоуловимого равновесия металла, чем опытный жестянщик.
Рассмотрим другой способ устранения пузыря – путем наложения влажного охлаждающего кольца. Он осуществляется следующим образом. Смоченную в воде ветошь располагают вокруг нагреваемой точки, что затрудняет распространение теплоты и, как следствие, уменьшает деформацию, предшествующую нагреву металла докрасна. При этом металл получает большую усадку, чем без предварительного охлаждения, но меньшую по сравнению с применением выколотки.
Вместо ветоши можно использовать пасту. Паста выполняет такую же роль, что и влажное кольцо из ветоши, но действие оказывает более сильное.
www.autoezda.com