Детали из порошкового металла: Технология изготовления порошковых сталей | Блог ТС «Профиль»
alexxlab | 14.05.2019 | 0 | Разное
Порошковая металлургия: технология производства, изделия
Порошковая металлургия – отрасль промышленности, включающая в себя определенный набор способов производства металлических порошков, а также изготовление деталей из этих материалов. Это направление металлургии как способ получения готовых изделий начало активно развиваться около ста лет назад.
Плюсы производства
Такой способ производства деталей имеет ряд преимуществ, которые позволяют ему вытеснять более дорогие методы обработки металлов: литье, ковку и штамповку.
Существующий ряд преимуществ:
- Экономичность – исходным материалом для изготовления порошков являются разного типа отходы, например, окалина. Этот отход металлургического производства больше нигде не используется, а методы порошковой металлургии позволяют компенсировать такие технологические потери.
- Точность геометрических форм деталей. Изделия, изготовленные методом порошковой металлургии, не нуждаются в последующей обработке резанием. Следовательно, производство осуществляется с низким процентом отходов.
- Высокая износостойкость изделий.
- Простота технологического процесса.
Технология производства методом порошковой металлургии имеет много общего с изготовлением керамических изделий.
Эти процессы объединяет то, что сырьевой материал (в одном случае это песок и глина, в другом – металл) погружается в раскаленную печь. В итоге получается пористая структура материала. Такая схожесть технологических процессов привела к тому, что детали, изготовленные методом порошковой металлургии, называют металлокерамическими.
Технологический процесс производства порошков
Получение металлокерамической детали начинается с изготовления порошков. Порошки бывают разных фракций и различных размеров. Отсюда – различие в способах их производства.
Существуют две группы принципиально разных методов получения порошков:
- Физико-механические методы – измельчение посредством механического воздействия на металлические частицы в твердой или жидкой фазе. Эти методы основаны на комбинировании статических и ударных нагрузок.
- Химико-металлургические методы – изменение фазового состояния исходного сырья. Это восстановление окислов и солей, электролиз, термическая диссоциация карбонильных соединений.
Имеются ключевые моменты применяющихся способов производства металлических порошков:
- Шаровой способ – мелкие металлические обрезки со стружкой дробятся и перетираются в шаровой мельнице.
- Вихревой способ – нагнетание в специальных мельницах (при помощи вентиляторов) сильного воздушного потока, приводящего к взаимному столкновению частиц металла. На выходе получается качественно измельченный порошок, с блюдцеобразной формой зерен.
- Применение специальных дробилок. Принцип действия таких устройств основан на измельчении металлических частиц с помощью ударного воздействия падающего груза.
- Распыление – легкоплавкий металл, находящийся в жидкой фазе, распыляется потоком сжатого воздуха. После этого его отправляют для размельчения к быстровращающемуся диску.
- Электролиз – металл восстанавливается из расплава под воздействием электрического тока, что делает его хрупким. Это свойство дает ему возможность легко перемалываться в мельнице до состояния порошка. Форма зерен порошка при этом дендритная.
Физико-механические методы
Порошок требуемых фракций получают в центробежных мельницах разного типа.
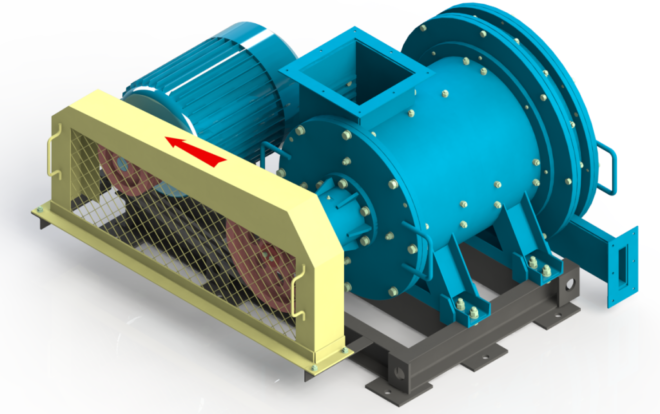
Центробежная мельница
Первичное измельчение – промежуточный этап производства порошков. Его осуществляют в конусных и валковых дробилках. В этих устройствах получат мелкие частицы металла с размером, не превышающим 1 см.
Процедура измельчения может длиться, в зависимости от применяемой технологии, от одного часа до 3–4 суток. Когда требуется сократить этот процесс, применяются уже не шаровые, а вибрационные мельницы.
В таких мельницах интенсивность процесса возрастает за счет присутствия усилий резания и создания переменных напряжений. Окончательный размер порошковых частиц составляет от 0,009 мм до 1 мм.
С целью повышения производительности процесса измельчения, его осуществляют в условиях жидкостного воздействия – для недопущения распыления металла. Объем задействованной жидкости составляет 40% от массы измельчаемых частиц.
Для измельчения твердосплавных частиц применяют планетарные центробежные мельницы. Отрицательной стороной работы такого устройства считается периодичность ее работы.
Физико-механические методы не подходят в случае необходимости измельчения цветных металлов, обладающих высокой пластичностью. Пластичные металлы измельчаются вихревыми мельницами, их принцип действия основан на измельчении частиц путем их взаимных ударов.

Вихревая мельница
Химико-металлургические методы
Чаще остальных применятся метод восстановления железа. Выполняется он из рудных окислов или окалины, образующейся в процессе горячей прокатки. Во время реакции восстановления металла нужно постоянно отлеживать количество газообразных соединений в составе порошка.
Превышение предельно допустимой нормы их содержания, приведет к повышенной хрупкости порошка. А это, в свою очередь, делает невозможным операцию прессования. Если избежать этого превышения не удалось, применяют вакуумную обработку, удаляющую большое количество газов.
Способ, основанный на распылении и грануляции – самый дешевый и простой при получении порошков. Дробление происходит под воздействием струй расплава или инертного газа. Распыление осуществляется с помощью форсунок. Регулируемые параметры процесса распыления – температура и давление газового потока. Охлаждение – водяное.
Применение электролиза как метода производства порошков наиболее целесообразно для задачи получения медных порошков, которые имеют высокую степень чистоты.
Производство порошковых изделий
Свойства металлических порошков
Порошки, как и любой другой материал, имеет ряд стандартных свойств, которые влияют на его технологическую пригодность. Специалисты к ним относят следующие свойства:
- плотность порошков, именуемая пикнометрической, определяется химической чистотой порошка и степенью его пористости;
- насыпной плотностью порошков называется его масса, полученная при свободном наполнении емкости определенного объема;
- текучестью порошков считается быстрота наполнения емкости определенного объема. Это очень важный технологический параметр, потому как от него зависит производительность последующего прессования;
- пластичность – свойство порошков принимать заданную форму и сохранять ее после прекращения нагрузки.
Получение изделий из порошков
В независимости от метода получения металлических порошков, его дальнейший путь лежит через обработку давлением с помощью специальных пресс-форм.
Для формообразования изделий из порошков применяют прессование с применением пресс-форм, прокатку и шликерную формовку.
Последняя является аналогом литья расплавленного металла в форму. Таким способом изготавливаются детали, имеющие форму тел вращения.
Формовка
Формование порошков – подготовительная операция, предваряющая процесс прессования. Включает в себя термообработку, подготовку смеси и дозировку. Повысить свойства пластичности порошков помогает термический отжиг.
Термообработка проходит в среде защитных газов при температуре от 40 до 60 процентов от температуры плавления металла. Для получения однородности состава порошков, они подвергаются обязательно операции сепарирования: просеивания металлических частиц через специальные сита. Только после того, как порошок просеян, следует переходить к приготовлению смеси порошков нужного состава.
Прессование
Суть процесса прессования заключается в плотном соединении частичек металлического порошка друг с другом. Рабочее давление механического пресса при этом составляет от 1 до 6 тыс. кг на квадратный сантиметр.
Изделия, полученные прессованием, не имеют высоких прочностных характеристик. Поэтому им требуется термообработка, заключающаяся в спекании порошков. Частицы металла в процессе расплавления образуют между собой крепкие межатомные связи, делая деталь однородной по своей структуре.
Стоит отметить, что часто операции прессования и спекания объединены в одну – горячее прессование.

Причем нагрев в этом случае осуществляют токами высокой частоты.Производство деталей из порошков методом горячего прессования значительно сокращает время, затрачиваемое на их изготовление.
Этот фактор позволяет экономить энергетические ресурсы и снижает себестоимость производства изделий.
Области применения деталей порошковой металлургии
Порошковая индустрия как способ изготовления и обработки металлов очень разнообразен по своим технологическим методам. Это дает возможность получать детали требуемого состава и необходимых свойств.
Применяя методы порошковой металлургии производства, специалисты могут производить новейшие композитные материалы, получения которых традиционными методами невозможно. Производство деталей машин и механизмов из металлических порошков дает существенную экономию на материале, за счет получения низкого расходного коэффициента.
Металлокерамические изделия применяются в широком спектре областей приборостроения, радиоэлектроники и машиностроения. Применяются порошки и в производстве режущего инструмента: резцов, сверл.

Сверла изготавливаются из порошкового металла
Производство изделий из металлических порошков в настоящий момент имеет высокую степень автоматизации. Технологическая простота операций позволяет применять работников без высокой квалификации. Эти факторы благоприятно отражаются на себестоимости продукции порошковой металлургии.
При уровне пористости порошков, который не превышает норму, они не уступают по показателю коррозионной стойкости. Особенно деталям, изготовленными стандартными способами.
Изделия порошковой металлургии обладают способностью хорошо переносить резкие скачки температур. Поэтому они применяются в средах, работающих в таких условиях.
Детали узлов трения
Специфика применения металлокерамических изделий обусловлена их свойством хорошо удерживать смазочные материалы. Эта их особенность определяется пористой структурой.
Это свойство способствует изготовлению из порошков деталей, испытывающих в своей работе трение: подшипники скольжения, направляющие втулки, вкладыши, щетки электродвигателей.
Пористая структура подшипников из порошков позволяет пропитывать их маслом. Впоследствии смазка попадает на трущиеся поверхности. Такие подшипники получили название самосмазывающиеся.

Самосмазывающиеся подшипники
Они имеют следующие достоинства:
- экономичность – применение таких подшипников позволяет уменьшить расход масла;
- износостойкость;
- экономия на материале. Замена дорогостоящей бронзы и баббита на железо.
Свойство пористости металлокерамических деталей специалисты могут усилить, если при изготовлении добавлять в них графит, который, как известно, обладает высокими смазывающими свойствами. Подшипники с повышенным содержанием графита не нуждаются в применении масла.
Композитные материалы
Большое развитие порошковая индустрия получила с развитием высокотехнологичной техники, требующей изделий из композитных материалов. Отличие композитов от сплавов состоит в возможности получать прочные соединения разнородных металлических и неметаллических компонентов.
Выплавка традиционным способом в металлургических печах не создает растворов, например, вольфрама и меди. После возникновения композитных материалов эта проблема была решена.
Достигается такой результат обыкновенным смешиванием нужных компонентов, приданием формы на прессе с последующим спеканием.
Ядерное топливо также является композитным материалом.
Твердые сплавы
Твердосплавные изделия получают методами металлокерамики. Повышенная твердость достигается включением в состав карбидных включений. Как известно, с увеличением доли углерода в металле, возрастает его твердость.
Карбидные соединения дают высокую вязкость, сохраняя прочностные свойства порошка. Металлокерамические детали нужны там, где необходима их высокая износостойкость. Чаще всего, это режущий инструмент, а также твердосплавные матрицы и пуансоны для листовой штамповки.
Порошковая металлургия
Контактные материалы
Изделия из электроконтактных материалов. Порошковая индустрия незаменима для производства электрических контактов, применяемых в электронике и радиотехнике. В этих отраслях применяются так называемые ферромагнитные порошки.
Другие сферы применения порошков
Еще одним полезным свойством порошков является их жаростойкость, что позволяет применять их в различных тормозных механизмах. Жаростойкие свойства металлокерамики возрастают с добавлением в ее состав хрома, никеля и вольфрама.
Практически все современные магнитные детали производятся из металлических порошков. Технология порошковой металлургии позволяет получить соединения железа с различными силикатами.
Применяют металлокерамические изделия также для фильтрации газов и горючих веществ.
Недостатки порошков
Среди недостатков методов порошковой металлургии следует выделить невозможность изготовления деталей, имеющих сложную геометрическую форму, а также относительно небольшой размер изделий. Прочность и однородность структуры порошков уступает деталям, изготовленным методами объемной штамповки, горячей ковки и волочения.

Детали, изготовленные из порошков, имеют более низкую плотность, в сравнении с деталями, изготовленными обработкой металлов давлением. Этот фактор имеет повышенное значение, когда нужно облегчить какой-либо узел механизма. Это дает возможность инженерам-конструкторам решать задачи уменьшения расхода металла, не теряя эксплуатационных свойств деталей.
Порошковая металлургия требует строго соблюдения мер пожарной безопасности. Склонность к самовозгоранию порошков – опасный производственный фактор, требующий четкого соблюдения правил техники безопасности.
Будущее порошковой металлургии
Развитие порошковой металлургии обязано преследовать цель увеличения номенклатуры изделий, которые мастера могут изготовить этим способом.
Детали сложных конфигураций, которые сейчас получают на заводах только обработкой резанием, должны в будущем изготавливаться методами порошковой металлургии. Это позволит уменьшить материалоемкость производства сложных деталей.
Дальнейшая автоматизация производственного процесса – отличительная черта современных промышленных предприятий. Касается она и производства изделий из металлических порошков.
Снижение влияния человеческого фактора на технологический процесс, повышает точность изготовления деталей.
Качество изделий порошковой металлургии с течением времени должно конкурировать с передовыми технологиями производства деталей машин и механизмов. Повышение качества и снижение себестоимости готовой продукции – приоритетная задача предприятий порошковой металлургии.
Видео: Получение порошков
технология получения порошков, изготовление и применение изделий
Из металлов и различных сплавов могут производиться порошковые составы. Они могут применяться самым различным образом для защиты заготовок и деталей. Порошковая металлургия – активно развивающаяся область, которая имеет огромное количество особенностей. Это направление металлургии появилось более ста лет назад.
 Порошковая металлургия
Порошковая металлургияПолучение порошков
Для производства порошка могут применяться самые различные технологии, но их объединяют следующие моменты:
- Экономичность. В качестве сырья могут использоваться отходы металлургической промышленности. Примером назовем окалину, которая сегодня нигде не применяется. Кроме этого, могут применять и другие отходы.
- Высокая точность геометрических форм. Изделия, получаемые при применении рассматриваемой технологии порошковой металлургии, обладают точными геометрическими формами, последующая механическая обработка не требуется. Этот момент определяет относительно небольшое количество отходов.
- Высокая износостойкость поверхности. За счет мелкозернистой структуры получаемые изделия обладают повышенной твердостью и прочностью.
- Невысокая сложность технологий порошковой металлургии.
Рассматривая наиболее распространенные технологии порошковой металлургии отметим, что они делятся на две основные группы:
- Физико-механические методы заключаются в измельчении сырья, за счет чего размер частиц становится небольшим. Подобного рода процессы производства характеризуются комбинированием различной нагрузки, которая оказывает воздействие на сырье.
- Химико-металлургические методы используются для изменения фазового состояния применяемого сырья. Примером подобного производства можно назвать восстановление солей и окислов, а также других соединений металлов.

Металлический порошок
Кроме этого, выделим следующие особенности производства порошка:
- Шаровой способ предусматривает переработку металлических обрезков в шаровой мельнице. За счет тщательного дробления получается мелкозернистый порошок.
- Вихревой способ заключается в применении специальной мельницы, которая создает сильный воздушный поток. Столкновение крупных частиц становится причиной получения мелкого порошка.
- Применение дробилок. Нагрузка, которая создается при падении груза большой массы, приводит к измельчению материала. Ударная нагрузка воздействует с определенной периодичностью, за счет чего и происходит дробление состава.
- Распыление сырья в жидком виде под воздействием сжатого воздуха. После получения хрупкого состава, металл пропускается через специальное оборудование, которое перемалывает его для получения порошка.
- Электролиз – процесс восстановления металла из жидкого состава под воздействием электрического тока. За счет повышения показателя хрупкости сырье может быстро перемалываться в специальных дробилках. Данный метод обработки позволяет получить зерно дендритной формы.
Некоторые из приведенных выше технологий порошковой металлургии получили большое распространение в промышленности по причине высокой производительности и эффективности, другие сегодня практически не применяются из-за повышения стоимости получаемого сырья.
Компактирование
Порошковая металлургия также предусматривает проведение процедуры, которая основана на получении полуфабрикатов в виде прутков и лент. После прессования можно получить практически готовое к применению изделие.
К особенностям процесса компактирования можно отнести нижеприведенные моменты:
- В качестве сырья при проведении рассматриваемого процесса применяется сыпучее вещество.
- После прохождения компактирования сыпучий порошок становится компактным материалом с пористой структурой. Прочность получаемого изделия приобретается в ходе проведения других процессов обработки.

Принцип порошковой металлургии
Рассматривая процесс прессования порошка, отметим применение следующих технологий:
- прокатывание;
- шликерное литье;
- изостатическое прессование за счет оказания давления газом или жидкостью;
- прессование с одной или обеих сторон при применении специальных металлических матриц;
- инжекционный метод.
Для того чтобы ускорить процесс компактирования, изделия порошок подвергается воздействию высокой температуры. В большинстве случаев расстояние между отдельными частицами уменьшается за счет воздействия высокого давления. Большой прочностью обладают порошки, изготавливаемые из мягких металлов.
Спекание
Финальный этап в порошковой металлургии заключается в воздействии высокой температуры. Практически любой метод порошковой металлургии предусматривает воздействие высокой температуры. Проводится спекание для достижения следующих целей:
- для повышения плотности изделия;
- для придания определенных физико-механических качеств.
Для термического воздействия проводится установка специального оборудования. Защитная среда, как правило, представлена инертными газами, к примеру, водородом. Процесс спекания может проводится и в вакууме для повышения эффективности применяемой технологии.
Индукционный метод нагрева также пользуется большой популярностью. Он предусматривает использование индукционных печей, которые производят или изготавливают своими руками. В продаже встречается оборудование, способное объединять несколько технологических процессов: спекание и прессование.
Применение продуктов порошковой металлургии
Порошковую металлургию применяют в авиации, электротехнике, радиотехнике и многих других отраслях промышленности. Это связано с тем, что применяемая технология производства позволяет получать детали сложной формы. Кроме этого, современные технологии порошковой металлургии позволяют получить детали, обладающие:
- Высокой прочностью. Плотная структура определяет повышенную прочность.
- Долговечностью. Получаемые изделия могут прослужить в тяжелых условиях эксплуатации на протяжении длительного периода.
- Износостойкостью. Если нужно получить поверхность, которая не истирается под механическим воздействием, то нужно рассмотреть технологию порошковой формовки.
- Пластичностью. Можно также получить заготовки повышенной пластичности.

Продукция порошковой металлургии
Также распространение этой технологии можно связать с низкой себестоимостью получаемых изделий.
Достоинства и недостатки
Метод получения изделий из порошков получил достаточно широкое распространение по причине большого количества достоинств:
- низкая стоимость получаемых изделий;
- возможность производства крупных деталей со сложными поверхностями;
- высокие физико-механические качества.
Металлургический порошковый метод характеризуется и несколькими недостатками:
- Получаемая структура обладает относительно невысокой прочностью.
- Структура характеризуется меньшей плотностью.
- Рассматриваемые технологии предусматривают применение специализированного оборудования.
- При нарушении технологии производства детали имеют низкое качество.
Сегодня порошковая металлургия активно применяется в самых различных отраслях промышленности. Кроме этого, ведутся разработки, которые направлены на улучшение качества получаемых изделий.
В заключение отметим, что при соединении мелких частиц различных металлов и сплавов получаются материалы с особыми эксплуатационными качествами.
Порошковая металлургия
Порошковая металлургия – научно-техническая отрасль, объединяющая в себе разноплановые методы производства порошков на основе металлов и их сплавов, соединений металлообразного типа, готовых продуктов и полуфабрикатов из них, а также миксов из них с порошками неметаллической природы без применения технологии плавления применительно к базовым компонентам.Человечество издавна занимается производством разнообразных металлических порошков и крицы за счет восстановления металлооксидов при помощи углерода. К примеру, еще за три тысячи лет до Рождества Христова порошковое золото активно использовалось для декорирования всевозможных поверхностей. Мастера Древнего Египта и Вавилона задействовали некоторые приемы порошковой металлургии при изготовлении орудий из железа.
Начало современному периоду развития данной отрасли металлургии положил отечественный ученый Соболевский П.Г., который в сотрудничестве с Любарским В.В. в двадцатых годах девятнадцатого века разработал особый метод производства разнообразных изделий, используя платиновый порошок. После этого началось ускоренное развитие металлургии на основе порошков, поскольку она давала возможность создавать изделия с по-настоящему эксклюзивными свойствами, добиться которых иными способами было нельзя. Например, к этому числу можно отнести пористые подшипники или приспособления для фильтрации. Также стали появляться материалы, структура которых задается и материалы, в составе которых присутствуют металлы с оксидами, металлы с полимерами и т.д.
В порошковой металлургии весь объем выполняемых технологических операций можно разделить на следующие группы:
• получение базовых металлических порошков и их смешивание, в результате чего формируется шихта;
• спрессовывание порошков или сделанных из них смесей, формирование заготовок;
• спекание.
Получение
Применяемые в данной отрасли металлургии порошки включают в себя частицы, размер которых может колебаться в пределах от 1/100 до 500 мкм. Для их получения прибегают к механическим и физико-химическим методам. В первую категорию включают измельчение пребывающих в твердом состоянии металлов или металлоподобных соединений, а также диспергирование находящихся в жидком состоянии металлов и сплавов. Для дробления твердых материалов задействуют мельницы, оснащенные мелющими телами, вращающимися частями или функционирующими по ударному принципу. Характер исходного материала определяет форму получаемых путем дробления частиц: если он хрупкий, то частицы получаются осколочного вида, если пластичный – чешуйчатого. Пластическая деформация, которая характерна для раздробленных порошков, приводит к переформатированию присущих им свойств и структурному видоизменению.
 Распыление (называемое также диспергированием) металлов и сплавов жидкой консистенции производят посредством струи жидкости или газа с применением форсунок различных форм. На свойства распыленных порошковидных веществ оказывает воздействие целый ряд факторов, включая поверхностное натяжение расплавленной массы, скорости, с которой осуществляется распыление, нюансов геометрии форсунок и прочего.
Распыление (называемое также диспергированием) металлов и сплавов жидкой консистенции производят посредством струи жидкости или газа с применением форсунок различных форм. На свойства распыленных порошковидных веществ оказывает воздействие целый ряд факторов, включая поверхностное натяжение расплавленной массы, скорости, с которой осуществляется распыление, нюансов геометрии форсунок и прочего.
Распыление с применением воды нередко реализуется в азотной или аргонной среде. Таким способом происходит получение железных, чугунных, стальных, никелевых и иных порошков. Если расплавленная масса распыляется за счет находящегося под значительным давлением газа, то частицы конечного продукта будут иметь различный размер в зависимости от показателей давления, поперечного сечения исходящей струи металла, нюансов строения форсунки, природных свойств сплава.
В роли газа для распыления может выступать как просто воздух, так и азот или аргон, а также водяной пар. Существуют и другие методы для распыления металла, в частности, плазменный, а также способ разбрызгивания металлической струи в воду. Задействуются данные способы в первую очередь при изготовлении бронзовых, латунных, серебряных, оловянных и алюминиевых порошков.
В разряд методов физико-химической природы, задействуемых при получении металлических порошков, входит восстановление металлооксидов посредством воздействия на них углерода, водорода или газов с содержанием углеводородов. Существуют также металлотермические методы: восстановление оксидов, галогенидов и иных металлических соединений за счет воздействия на них другими металлами; расщепление карбонилов металлов и соединений металлоорганической природы; электролиз солевых расплавов и растворов на воде. Для получения порошков металлоподобных соединений, помимо вышеуказанных методов, прибегают к их синтезу из простых веществ.
Спрессовывание (компактирование)
Данная операция необходима для получения полуфабрикатов в виде прутков, труб, лент или отдельных заготовок, форма которых приближена к финальным изделиям. После прохождения через процедуру компактирования, сыпучий порошок преобразуется в компактный материал пористой структуры, прочность которого позволяет ему сохранять приданную форму в ходе дальнейших операций.
Базовыми методами спрессовывания являются:
• прессование с одной или двух сторон в специальных металлических матрицах;
• изостатическое прессование за счет давления газа или жидкости;
• прессование мундштучного типа;
• прокатка;
• шликерное литье;
• прессование с высокой скоростью, включая взрывное;
• инжекционное формирование.
Возможен вариант осуществления компактирования как при комнатной температуре, так и в условиях высокотемпературной среды.
При прессовании порошок уплотняется за счет того, что его частицы смещаются по отношению друг к другу и впоследствии деформируются либо разрушаются. Применение достаточно большого давления при работе с порошками пластичных металлов позволяет добиваться уплотнения главным образом за счет пластической деформации, а при работе с хрупкими металлами и их соединениями – за счет разрушения и дробления частиц. Более высокой прочностью отличаются порошки, получаемые их пластичных металлов, а для придания необходимых прочностных характеристик порошкам из хрупких металлов дополнительно используют специальные связующие жидкие компоненты.
В массовом производстве наиболее востребовано прессование порошков в жестких матрицах (прессформах) из металла, для чего используются таблетировочные, ротационные и иные пресс-автоматы с механическим или гидравлическим принципом действия.
Компактирование прокаткой подразумевает формирование заготовок в непрерывном режиме в прокатных станах, оснащенных валками. В валки порошок ссыпается сам либо подается принудительным способом. Прокатка позволяет получать листы, профили и ленты пористой структуры.
Технология изостатического прессования предполагает помещение порошка или пористых заготовок в специальную оболочку с последующим ее вакуумированием, после чего материал сжимается со всех сторон. В завершение производят декомпрессию оболочки. Изостатическое прессование, в зависимости от типа используемой рабочей среды, подразделяется на гидро- и газостатическое. Первый вариант в большинстве случаев осуществляется в условиях комнатной температуры, тогда как для второго необходимы высокие температуры. За счет изостатического прессования удается получать изделия, отличающиеся сложной формой, и имеющие предельно однородную плотность по всему объему.
Мундштучное прессование получило свое название в связи с тем, что при данном способе порошок, смешанный с пластификатором, продавливается сквозь отверстие в мундштуке. Причем в данном случае в качестве основы, вполне могут использоваться сложнопрессуемые порошки, произведенные из хрупких металлов. Результатом подобной обработки становится получение длинных заготовок, имеющих однородный состав и равномерную плотность.
Шликерное литье – метод порошковой металлургии, подразумевающий изготовление изделий из так называемых шликеров – однородных концентрированных порошковых суспензий, которым присуща высокая агрегативная и седиментационная устойчивость, хорошая текучесть.
Различают следующие виды шликерного литья:
• литье в формы пористой структуры, при котором частицы порошка увлекаются жидкостью в поры, где затем и оседают;
• горячее литье, предполагающее нагревание смеси из порошка с твердым связующим веществом до температуры, при которой данное вещество приобретает вязкую консистенцию. В таком состоянии данная смесь заливается в формы, после чего охлаждается до затвердевания;
• формирование электрофоретическим методом, при котором происходит формирование изделия за счет постепенного наращивания слоя из шликерных частиц, которые изменяют свое местоположение под влиянием электрического поля, смещаясь к форме-электроду и там осаждаясь.
Суть высокоскоростного прессования заключается в деформации порошка с высокой скоростью. Может быть взрывным, магнитно-импульсным, гидродинамическим и т.д.
Спекание
Финальной операцией изготовления изделий методом порошковой металлургии является спекание. Оно подразумевает термическую обработку заготовок в условиях, когда температура не достигает значения, необходимого для плавления, по крайней мере, одного из компонентов.
Данная процедура необходима для того, чтобы повысить плотность изделия и придать ему определенные механические и физико-химические свойства. Вначале спекания частицы проскальзывают друг по отношению к другу, между ними формируются контакты, центры частиц сближаются. В этот момент частицы еще обладают индивидуальностью, но плотность увеличивается максимально быстро. После этого тело одновременно пребывает в фазе вещества и фазе пустоты, а заканчивается все уплотнением за счет минимизации количества и размеров пор.
Для спекания в большинстве случаев используют защитную среду, представленную обычно инертными газами, восстановительную, в роли которой выступает водород или углеводородсодержащие газы, либо вакуум. Нагреваются изделия в электрических или индукционных печах либо за счет прямого пропускания тока.
Существует возможность совмещения в одном процессе спекания с прессованием: спекание, осуществляемое под давлением, горячее прессование.
Материалы и изделия
Технологии, задействуемые в порошковой металлургии, обеспечивают возможность изготовления специфических материалов, причисляемых к категории порошковых. Их классификация производится в зависимости от присущих им свойств, качеств и характеристик.
Материалы порошкового типа из разряда конструкционных служат для производства всевозможных деталей для приборов и машин с разноплановыми механизмами. Они обладают повышенной механической прочностью, и они достаточно экономичны.
Использование порошковых материалов для выпуска фильтров обусловлено тем фактом, что их можно наделить улучшенными по сравнению с иными пористыми материалами свойствами. В частности, для них характерна высокая очистительная способность при сохранении достаточной проницаемости, устойчивость к воздействию высоких температур, превосходная прочность, отличная теплопроводность, малоподверженность износу по абразивному типу.
Благодаря методам, которые задействуются в порошковой металлургии, могут быть получены фильтровальные изделия, имеющие изменяемую или регулируемую пористость, уровень проницаемости, а также степень очищения. Фильтры вместе с подшипниками пористой структуры входят в перечень основных видов пористых изделий, производимых из порошкообразных материалов.
Триботехнические материалы бывают антифрикционными и фрикционными. Первые характеризуются наличием твердой матрицы, внутри которой находится мягкотелый наполнитель. Методы порошковой металлургии обеспечивают возможность получения антифрикционных изделий, имеющих низкий и стабильный коэффициент трения, отличающихся качественной прирабатываемостью, незначительно изнашивающихся, сопротивляющихся схватыванию. Такие изделия относятся к категории самосмазывающихся, поскольку смазка помещается в их поры.
Антифрикционные материалы пригодны для производства разноплановых объемных элементов, го также отлично справляются с функцией покрытий, нанесенных на подложки. Одним из наиболее ярких примеров продуктов, изготовленных из материалов данного класса, являются подшипники скольжения.
Фрикционные материалы порошкового типа находят применение в узлах, служащих для передачи кинетической энергии. Для данных материалов характерна высокая износоустойчивость, отличные прочностные характеристики, они хорошо проводят тепло и их несложно приработать. Как правило, в состав подобных материалов включаются компоненты металлической и неметаллической природы. Первые придают готовым изделиям высокую теплопроводность и прирабатываемость, тогда как вторые необходимы для повышения коэффициента трения и минимизации вероятности заедания.
Твердосплавные порошковые изделия имеют в своем составе тугоплавкие карбиды, соединенные с пластичными связующими металлической природы. Они изготавливаются за счет прессования порошковых смесей и жидкофазного запекания. Твердосплавные материалы, характеризующиеся высокими прочностными свойствами, отличающиеся твердостью и слабой изнашиваемостью, могут быть вольфрамосодержащими и безвольфрамовыми. Эти сплавы служат основой для производства инструментов, применяемых при резке металла, штамповке, воздействия давлением, бурения горных пород.
Для улучшения свойства таких инструментов нередко дополнительно на их поверхность наносят покрытии из тугоплавких соединений.
Категория электротехнических материалов порошкового типа подразделяется на несколько групп: контактные, электропроводящие, магнитные и прочие. Контактные материалы позволяют создавать такие контакты, которые способны переносить до нескольких миллионов замыканий и размыканий электроцепей. Также существуют варианты контактов скользящего типа, которые задействуются при изготовлении электродвигателей, генераторов, потенциометров, токосъемников и прочих устройств.
В основе высокотемпературных материалов, получаемых методами порошковой металлургии, лежат сплавы из тугоплавких металлов (вольфрама, молибдена, циркония и прочих). Данные сплавы активно применяются в авиационном строительстве, радиотехнике, электронике и других наукоемких отраслях.
Находят применение порошковидные материалы и в атомной энергетической сфере, где они задействуются для изготовления поглотителей с замедлителями, а также стержней для регулировки и твэлов (тепловыделяющих элементов).
Изделия порошковой металлургии – Libtime
- Главная
- Наука
- Изделия порошковой металлургии
Экономия металлов
Сейчас, когда запасы многих полезных ископаемых сокращаются, особенно остро стоит вопрос экономии металлов. Изготовление деталей обычными методами — литьем с последующей обработкой резанием нередко приводит к тому, что 50—80% металла уходит стружку. Такое расточительство, безусловно, недопустимо. При изготовлении изделий заданной формы из порошков зачастую удается вообще избежать последующей механической обработки, а если она нужна, то очень незначительная — обычно это тонкое точение или шлифовка, при которых стружку идет 5—10% металла.Сырье для получения металлических порошков
Исходным сырьем для получения металлических порошков могут быть использованы отходы металлургического производства, например, окалина, горы которой образуются при нагреве металлов под прокатку и ковку. Порошки могут получать также прямым восстановлением руды, минуя стадию выплавки чугуна, что энергетически выгодно. Кстати, еще в 1899 году Д. И. Менделеев со свойственной ему прозорливостью писал:Я полагаю, что придет со временем опять пора искать способы прямого получения железа и стали из руд, минуя чугун.Слово «опять» он употребил потому, что получать железо прямо из руды умели еще в глубокой древности, но впоследствии были разработаны более производительные процессы, включающие выплавку чугуна и стали. Спираль технического прогресса продолжала раскручиваться, и хорошо забытое старое в новых условиях оказалось прогрессивнее того, что казалось незыблемым. Сегодня пророческое предвидение Д. И. Менделеева сбывается: в промышленности все активнее применяются методы прямого восстановления железа из руды, и одним из продуктов этого процесса является железный порошок. Все это очень удобно и важно для современного производства и способствует развитию порошковой металлургии.
Создание композитных материалов
Кроме того методами порошковой металлургии можно создавать композитные материалы, которые очень нужны современной технике и которые невозможно изготовить никакими другими методами. В уникальности создаваемых материалов — главное преимущество порошковой металлургии перед традиционными металлургическими методами. Если мерить привычными мерками, например, тоннами, то выпуск изделий из порошка невелик. Суммарная масса порошковых материалов, выпускаемых промышленностью, составляет доли процента от массы чугуна, стали, цветных металлов, получаемых обычными металлургическими методами. Но зато какие это материалы! Имея порошки различных веществ, можно создавать огромное количество композитов. Именно композитов, а не сплавов, как при выплавке в металлургических печах. Есть материалы, которые невозможно сплавить друг с другом титан с магнием, никель с серебром или свинцом, вольфрам с медью или серебром и др. Они не образуют между собой растворов, поэтому сплавов из этих материалов изговить нельзя. А вот композиты из порошков — можно. Для этого достаточно их просто смешать, спрессовать и спечь. Можно подвергнуть горячему прессованию, экструзии, прокатке. Можно сначала спечь из более тугоплавкого металла пористый каркас и пропитать его более легкоплавким металлом. Композиты можно создавать очень интересные. Вот некоторые из них.Композиционные материалы для подшипников скольжения
Из смеси порошков железа и графита изготавливают антифрикционные композиционные материалы для подшипников сколПорошковая металлургия
Задумывались ли вы над тем, как трудно делать металлические детали сложной формы или с большим числом отверстий? Сколько времени потребовалось бы, например, для того, чтобы из металлического кружка сделать шестерню или фланец, то есть, устранить металл из тех мест, где должны быть промежутки между зубцами, или отверстия? А сколько ценного материала тратится при этом впустую, уходит в стружку!
Есть, однако, метод, который позволяет делать такие детали быстро и почти без потерь материала. Это метод прессования и спекания металлических порошков. Самое интересное, что эта, одна из наиболее современных в настоящее время технологий, была известна уже несколько тысяч лет тому. Разумеется, тогда не применялись сложные машины и устройства, однако, принцип был тот же.
Производство деталей машин из металлических порошков происходит в несколько этапов. Сначала изготовляется исходный материал для дальнейшей обработки – металлический порошок, гранулы которого, имеют от нескольких до десяти с лишним микрометров. Этот порошок получают в результате механического измельчения металлов в специальных мельницах, распыления жидких металлов, химического восстановления окислов металлов, а также в результате электролиза, то есть, осаждения порошка на катоде из растворов солей металлов. Каждый из перечисленных методов, позволяет получить гранулы разной формы: у одних форма шариков, у других – пластинок, у третьих – пушистых хлопьев.
С металлическими порошками дело обстоит, примерно, так же, как с мукой. Если из разных сортов муки можно приготовить разные виды теста, лишь незначительно изменяя состав компонентов или их количество, то и из порошков металлов разного химического состава, размера и формы гранул изготовляют детали, обладающие разными свойствами (механическое сопротивление, твердость, коэффициент трения, устойчивость к коррозии, электрические и магнитные параметры).
Именно поэтому, применяются не однородные порошки, а смеси порошков различных металлов в соответствующих пропорциях, и порошков, полученных разными методами. Неметаллические примеси, содержащиеся в порошковой смеси, влияют не только на свойства изделий, но и на характер последующих операций.
Так, например, графит, находящийся в порошке железа, снижает трение между гранулами порошка, а также между прессуемой деталью и стенками формы. Эта примесь уменьшает, таким образом, силу, необходимую для формования деталей из порошка и повышает срок службы инструментов.
Металлические порошки производятся на специальных предприятиях. На заводах, изготовляющих детали из порошков, компоненты смеси взвешиваются и перемешиваются в специальных мельницах, после чего проводится формование деталей.
Но как из сыпучего порошка делаются детали определенного вида? Это достигается разными способами, однако, в промышленности наибольшее распространение получило – прессование профилей в металлических формах.
Как выглядит такая форма? Основные части формы – матрица с отверстием, размеры и форма и которого, определяют размеры и сечение изготавливаемого, прессуемого профиля, и нижний и верхний пресс-штемпели.
Как происходит процесс прессования? Как только засыпное устройство наполнит матрицу порошком, передвижные пресс-штемпели, входящие в нее сверху и снизу, сдавливают порошок, передавая на него давление 20-80 кг/см2. Благодаря такому сильному давлению – получается прессовка, то есть деталь, полученная путем прессования.
Она настолько прочная и плотная, что ее можно без опаски вытолкнуть из матрицы с помощью одного из пресс-штемпелей. Засыпное устройство, передвигаясь для очередного наполнения матрицы порошком, сбрасывает прессовку в сторону. Автоматический пресс, в котором находятся формы, повторяет описанные операции непрерывно с частотой до 1000 и более раз в час. Порошок, сдавливаемый в матрице пресс-штемпелями, подвергается обжатию. Однако, даже тогда, когда применяются очень большие силы, в полученных профилях под микроскопом можно заметить воздушные канавки и пустоты. Это явление называется пористостью. В связи с наличием пор, удельный вес деталей, полученных из порошков, всегда меньше, чем удельный вес деталей, изготовленных литьем. В некоторых случаях пористость – желательное свойство. Так, например, в самосмазывающихся подшипниках, поры, которые занимают значительную часть объема подшипника, наполняются маслом, что значительно снижает трение. Детали же, работающие под нагрузкой, должны иметь как можно меньшую пористость, то есть, обладать высоким механическим сопротивлением.
Пористость деталей можно уменьшать или увеличивать, благодаря подбору соответствующего давления при прессовании (чем выше давление, тем ниже пористость), а также подбирая величину гранул компонентов порошковой смеси (маленькие гранулы могут заполнять поры, образованные между крупными гранулами).
Следующая операция в процессе изготовления деталей из порошков – спекание. Она напоминает обжиг кирпича. Температура спекания равна примерно 3/4 температуры абсолютной точки плавления основных компонентов порошковой смеси.
В печи происходит спекание металлических гранул порошка. Этим значительно повышается плотность и механические свойства деталей. После охлаждения, прессовки с низкой пористостью обладают почти такими же свойствами, как аналогичные детали из литья. Их можно считать готовыми к употреблению. Так из металлических порошков изготовляют детали машин, весом от нескольких граммов до не скольких килограммов.
Если детали должны отличаться особенно высокими свойствами, то после спекания они подвергаются дополнительной обработке. Например, более высокое качество поверхности и более точные размеры детали из спеченного металла, можно получить путем калибровки, то есть, проталкивания деталей через специальные матрицы. Снизить пористость и повысить механические свойства, можно благодаря вторичному прессованию и спеканию. Для противокоррозионной защиты и отделки деталей применяется гальваническая обработка. Изменение электрических свойств, коэффициента трения, а также коррозиеустойчивость достигаются путем пропитки пористых деталей металлическими сплавами, маслами или пластмассами. Детали, спеченные из порошков, подвергаются обработке резанием: точению, сверлению, шлифовке, нарезке. Таким образом удается получить подрезы и отверстия с осями, непараллельными к направлению прессования.
Сейчас трудно найти такую область техники, где не применяются детали, изготовляемые из порошков. Шестерни, фрикционные накладки сцеплений, подшипники скольжения, рычаги, прокладки, фильтры применяются в автомобилях, тракторах, сельскохозяйственных машинах, велосипедах, канцелярских машинах, бытовых приборах. Из металлических порошков изготовляются решетки мясорубок и детали швейных машин, строительные элементы и детали станков, огнеупорные части авиационных двигателей и ракет, лопасти турбин, детали химической аппаратуры и оружия, корпусы часов и фильтры для очистки жидкостей и газов.
Такое широкое применение и бурный рост производства деталей из металлических порошков, объясняется многочисленными преимуществами этой технологии. Вы только подумайте, какую экономию материала это дает!
Вес стружек при обработке резанием доходит, иногда, до половины веса изделия. Потери порошка составляют, только несколько сотых веса детали. Пресс-форма, обслуживаемая одним работником, в несколько секунд дает изделие, которое при обработке резанием, изготовляется десять с лишним или даже несколько десятков минут, а в печи можно спекать одновременно много деталей.
Благодаря этому, снижаются издержки по производству деталей, причем тем больше, чем сложнее форма и чем крупнее серия изделий. Нельзя забывать о том, что таким методом можно получать детали, обладающие особыми свойствами. Порошковая металлургия позволяет осваивать крупные серии точных изделий, изготовление которых другими методами, было бы делом невыгодным или вообще – невыполнимым.
Порошковая металлургия: особенности производства – РИА Новости, 02.02.2010
Методы порошковой металлургии начали разрабатываться в XX веке для металлов, не допускающих обработки обычными методами. Так, например, вольфрам невозможно плавить и обрабатывать обычными методами литья, поскольку очень высока его температура плавления (3410° C). Поэтому, например, вольфрамовую нить для электрических ламп накаливания вытягивают из вольфрамовых штапиков, полученных прессованием и спеканием вольфрамового порошка.
Металлические порошки получают восстановлением металлов из их окислов или солей, электролитическим осаждением, распылением струи расплавленного металла, термической диссоциацией (химическая реакция обратимого разложения вещества, вызываемая повышением температуры) и механическим дроблением. Наиболее распространен способ восстановления металлов (железа, меди или вольфрама) из соответствующих окислов с последующим электрорафинированием (процесс анодного растворения загрязненного металла и последующее его катодное осаждение.
Механическим дроблением получают порошки (с частицами нужной крупности и формы) хрома, марганца, железа и бериллия.
Технологический процесс изготовления изделий из металлических порошков состоит из следующих операций: подготовка смеси для формования, формование заготовок или изделий и их спекание. Формование заготовок или изделий осуществляется путем холодного прессования под большим давлением (30-1000 МПа) в металлических формах. Спекание изделий из однородных металлических порошков производится при температуре, составляющей 70-90% температуры плавления металла. В смесях максимальная когезия (взаимное притяжение между атомами, ионами или молекулами какого-либо вещества) достигается вблизи температуры плавления основного компонента, а в цементированных карбидах – вблизи температуры плавления связующего. С повышением температуры и увеличением продолжительности спекания увеличиваются усадка, плотность и улучшаются контакты между зернами. Во избежание окисления спекание проводят в восстановительной атмосфере (водород, оксид углерода), в атмосфере нейтральных газов (азот, аргон) или в вакууме.
Круг изделий, изготавливаемых методами порошковой металлургии, весьма широк и непрерывно расширяется. К ним относятся зубчатые колеса, рычаги, кулачки и поршни для автомобилестроения, машиностроения, энергетики, промышленности, средств связи, строительной, горнодобывающей и авиакосмической промышленности. Из ленты, полученной холодной прокаткой никелевого порошка, изготавливают монеты (например канадский пятицентовик). Порошок железа используется в качестве носителя для тонера в ксероксах, а также в качестве одного из ингредиентов изделий из зерновых продуктов и хлеба повышенной питательности. Алюминиевый порошок служит компонентом ячеистого бетона, красок и пигментов, твердого ракетного топлива.
ПОРОШКОВАЯ МЕТАЛЛУРГИЯ | Энциклопедия Кругосвет
Содержание статьиПОРОШКОВАЯ МЕТАЛЛУРГИЯ, технология получения металлических порошков и изготовления изделий из них, а также из композиций металлов с неметаллами. В обычной металлургии металлические изделия получают, обрабатывая металлы такими методами, как литье, ковка, штампование и прессование. В порошковой же металлургии изделия производят из порошков с размерами частиц от 0,1 мкм до 0,5 мм путем формования холодным прессованием и последующей высокотемпературной обработки (спекания). Порошковая металлургия экономична в отношении материалов и, как и традиционные методы металлообработки, позволяет получать детали с нужными механическими, электрическими и магнитными свойствами. Продукция порошковой металлургии используется в различных отраслях промышленности, в том числе в авиакосмической, электронной и на транспорте.
Методы порошковой металлургии начали разрабатываться в 20 в. для металлов, не допускающих обработки обычными методами. Так, например, вольфрам невозможно плавить и обрабатывать обычными методами литья, поскольку очень высока его температура плавления (3410° C). Поэтому, например, вольфрамовую нить для электрических ламп накаливания вытягивают из вольфрамовых штапиков, полученных прессованием и спеканием вольфрамового порошка. Порошки карбидов вольфрама, тантала и титана смешиваются с порошкообразными кобальтом и никелем, затем формуются холодным прессованием и спекаются. В результате получаются твердые металлокерамические материалы (цементированные карбиды), пригодные для обработки металлов резанием и для бурения горных пород. Самосмазывающиеся бронзовые подшипники могут быть изготовлены только методами порошковой металлургии. Поры бронзы заполняются смазочным маслом, которое поступает на рабочую поверхность подшипника под действием капиллярных сил, как по фитилю. Промышленными методами порошковой металлургии обрабатываются также железо, сталь, олово, медь, алюминий, никель, тантал, сплавы бронзы и латуни.
Технология.
Металлические порошки получают восстановлением металлов из их окислов или солей, электролитическим осаждением, распылением струи расплавленного металла, термической диссоциацией и механическим дроблением. Наиболее распространен способ восстановления металлов (железа, меди или вольфрама) из соответствующих окислов с последующим электрорафинированием. Механическим дроблением получают порошки (с частицами нужной крупности и формы) хрома, марганца, железа и бериллия.

Технологический процесс изготовления изделий из металлических порошков состоит из следующих операций: подготовка смеси для формования, формование заготовок или изделий и их спекание. Формование заготовок или изделий осуществляется путем холодного прессования под большим давлением (30–1000 МПа) в металлических формах. Спекание изделий из однородных металлических порошков производится при температуре, составляющей 70–90% температуры плавления металла. В смесях максимальная когезия достигается вблизи температуры плавления основного компонента, а в цементированных карбидах – вблизи температуры плавления связующего. С повышением температуры и увеличением продолжительности спекания увеличиваются усадка, плотность и улучшаются контакты между зернами. Во избежание окисления спекание проводят в восстановительной атмосфере (водород, оксид углерода), в атмосфере нейтральных газов (азот, аргон) или в вакууме.
Применение.
Круг изделий, изготавливаемых методами порошковой металлургии, весьма широк и непрерывно расширяется. К ним относятся зубчатые колеса, рычаги, кулачки и поршни для автомобилестроения, машиностроения, энергетики, промышленности средств связи, строительной, горнодобывающей и авиакосмической промышленности. Из ленты, полученной холодной прокаткой никелевого порошка, изготавливают монеты (например, канадский пятицентовик). Порошок железа используется в качестве носителя для тонера в ксероксах, а также в качестве одного из ингредиентов изделий из зерновых продуктов и хлеба повышенной питательности. Алюминиевый порошок служит компонентом ячеистого бетона, красок и пигментов, твердого ракетного топлива. См. также СПЛАВЫ; СТАНКИ МЕТАЛЛОРЕЖУЩИЕ; КЕРАМИКА ПРОМЫШЛЕННАЯ.
производителей металлических порошковых деталей | Поставщик металлических порошковых деталей
Список производителей порошковых металлических деталей
Порошковый металл является мягким и может быть сформирован в различных формах при правильном спекании. Металлический порошок является популярным материалом для изготовления деталей с магнитными свойствами, и его магнетизм можно улучшить в процессе спекания.
В широком спектре отраслей промышленности используются твердые металлические детали из порошкового металла. Порошковая металлургия важна для применения в таких отраслях, как строительство и строительство, газоны и сад, компьютеры, электроника, оборудование, изготовление ювелирных изделий и автомобилестроение.
Произведенная продукция
К деталям из порошкового металла относятся магнитные узлы, системы фильтрации, конструктивные детали, острые шлифовальные лезвия для драгоценных камней и автомобильные металлические детали, такие как шестерни, подшипники и втулки из порошкового металла. Металлический порошок также популярен в качестве отделочного покрытия для продуктов, которые должны выдерживать суровые климатические условия и тяжелое промышленное использование. В дополнение к повышенной коррозионной стойкости порошковые покрытия могут создать желаемый эстетический вид или текстуру поверхности.

Порошковые металлические детали – Perry Tool & Research, Inc.
История
Процесс создания деталей из порошкового металла, порошковая металлургия, не получил широкого распространения до окончания промышленной революции. Однако в той или иной форме он использовался по крайней мере с 3000 г. до н.э. Египтяне предлагают нам образцы некоторых из самых ранних деталей из порошкового металла, и они спекали изделия с использованием порошкового железа. Примерно к 300 г. до н.э. инки, жившие на территории современной Колумбии и Эквадора, спекали ювелирные изделия и различные практические предметы (например, рыболовные крючки) из порошкообразных драгоценных металлов, включая золото, серебро и платину.
После периода спада люди снова начали использовать порошковую металлургию в 1800-х годах. Сначала инженеры использовали порошкообразную платину для изготовления лабораторных инструментов. Затем, на службе у Томаса Эдисона, Уильям Кулидж разработал нить накала лампы, в которой использовался спеченный порошкообразный вольфрам. Позже он использовал порошок вольфрама для создания волокон для более ярких электрических ламп.
Металлические порошки действительно начали проявлять себя в 20-м веке, начав с массового производства лампочек, за которым последовало изобретение сварки.Детали из порошкового металла также оказались незаменимыми в новых отраслях авиационной и автомобильной промышленности. К 1930-м годам инженеры изготавливали подшипники из порошкового металла, электрические контакты из порошкового металла и твердые сплавы. К 1940-м годам они производили металлопорошковые огнеупоры и порошковую сталь. Во время Второй мировой войны порошковая металлургия вернулась к использованию только для основных продуктов, автомобильных самосмазывающихся зубчатых передач. В 1944 году, чтобы упростить и узаконить отрасль, несколько производственных компаний объединились, чтобы сформировать Metal Powder Association, или MPA, которая позже стала Федерацией Metal Powder Industries Federation, или MPIF.С образованием группы новые производственные группы смогли узнать о порошковой металлургии и расширить ее области применения.
Сегодня металлические порошковые детали по-прежнему довольно популярны и используются в большем количестве отраслей, чем они были в момент их появления. Производители могут даже включать детали из порошкового металла в биомедицинские имплантаты.
Материалы Процесс
Бронза, сталь, железо, латунь, медь и алюминий – это лишь некоторые из многих металлов, которые можно преобразовать в порошок и подвергнуть металлургическому процессу.Размеры этих порошковых материалов классифицируются по сетке порошка, которая является мерой, основанной на размере отверстий сетки, через которые может проходить порошок.
Алюминий часто используется, поскольку он легко воспламеняется, обладает высокой проводимостью и имеет малый вес. Алюминий – популярный материал для использования в конструкциях и пиротехнике.
Медь обладает высокой проводимостью как в электрическом, так и в термическом отношении и широко используется в электрических подрядных организациях или в радиаторах.
Железо содержит добавку графита и часто используется для изготовления подшипников, фильтров и конструктивных деталей.
Сталь , используемая для порошков инструментальной стали или нержавеющей стали, имеет очень высокую прочность. Одно из часто используемых приложений – снижение веса автомобиля.
Бронза – это металл с более высокой плотностью и более высокими механическими характеристиками, чем латунь. Детали из бронзового металла обычно используются для изготовления самосмазывающихся подшипников.
Описание процесса
Создание деталей из порошкового металла (порошковая металлургия) включает три основных этапа: приготовление порошка, прессование и спекание. Иногда продукт также требует вторичных операций, таких как механическая обработка, удаление заусенцев, калибровка или термообработка.
1. Состав порошка
Во время этой части процесса производители берут необработанный металлический материал и превращают его в порошок посредством распыления, механического легирования, электролитических методов, химического восстановления и измельчения.Затем они смешивают порошок со смазкой, что помогает уменьшить трение между порошковым материалом и пресс-формами.
2. Прессование
Следующий этап включает формование, при котором материал формуется, ковается или прессуется.
3. Спекание
Во время высокотемпературного процесса спекания производители берут уплотненное сырье, также известное как сырые детали, и плавят его в печи. Когда сырые части расплавляются, частицы соединяются вместе, сохраняя при этом форму детали.Готовые детали могут показаться твердыми, но на самом деле они состоят из крошечных капилляров, которые связаны друг с другом. Таким образом, детали имеют пористость 25%.
Конструкция
При проектировании металлических деталей из порошка производители учитывают технические характеристики применения, такие как желаемая форма, желаемый размер, сложность формы, среда применения (температура, истирание, воздействие коррозионных веществ и т. Д.), Частота использования, требуемые свойства материала и объем продукта.
Используя эти соображения, они составили план, касающийся металлургического процесса, состава материала и конструкции пресс-формы. Для вашего удобства металлурги могут предложить некоторую настройку. Во-первых, они могут изменять состав материала во время порошковой фазы, чтобы он проявлял больше необходимых вам качеств (например, прочность на разрыв, коррозионная стойкость, стойкость к растворителям и т. Д.). Они могут создавать формы по индивидуальному заказу и производить только те детали, которые соответствуют всем стандартным требованиям.
Используемое оборудование
Некоторое оборудование, используемое в порошковой металлургии, – это пресс-формы, печи с непрерывным ленточным конвейером и стандартные машины для литья пластмасс под давлением.
Плашки используются для сжатия и формования металлических деталей из порошкового материала. Пресс-матрица обычно изготавливается из стали или карбида.
Ленточные печи непрерывного действия – распространенные компоненты агломерации. Их работа заключается в плавлении и сплавлении порошкообразной смеси металлов в цельный кусок.Кроме того, они следят за тем, чтобы вновь спрессованный металлический порошок равномерно и тщательно подвергался термообработке.
Стандартные машины для литья пластмасс под давлением используются при литье металла под давлением. Обычно они оснащены ЧПУ для программирования. Формовочные машины с ЧПУ обладают большей точностью, большей однородностью, более высокой эффективностью и более низкими вторичными затратами.
Варианты и аналогичные процессы
Двумя основными процессами, которые производители используют для изготовления металлических порошковых деталей, являются спекание и литье металла под давлением.В меньшей степени производители также используют порошковую ковку и порошковое напыление.
Спекание
Спеченные металлические изделия имеют много преимуществ по сравнению с деталями, изготовленными с помощью других процессов. При спекании используется примерно 97% материалов, поэтому отходов не так много. Спеченные изделия нечувствительны к форме, в которой они сформированы, и часто не нуждаются в каких-либо дополнительных операциях.
Несколько отличных примеров компонентов, которые лучше всего работают после спекания, – это металлические шестерни, подшипники и втулки.Шестерни из порошкового металла по своей природе пористы и, естественно, снижают уровень шума, что делает их подходящим компонентом в процессе спекания. Подшипники и втулки можно спекать, хотя для них может потребоваться дополнительная операция калибровки, поскольку их изготовление оставляет мало места для ошибки.
Литье металла под давлением
Литье металла под давлением – это процесс порошковой металлургии, сочетающий в себе порошковую металлургию и литье пластмасс под давлением. Короче говоря, процесс литья металла под давлением включает добавление воска, смолы или полимеров к порошковому металлу, нагрев смеси до пластичного состояния и формования в форме.
Когда производители используют литье металла под давлением, оно предшествует стадии спекания. Кроме того, во время этого процесса используются только стандартные машины для литья пластмасс под давлением.
Во время литья металла под давлением первым шагом является смешивание металлического порошка не только со смазочными материалами, но и с термопластичными смолами. После смешивания металлического порошка производители используют химические вещества или тепловую энергию и сеть с открытыми порами для удаления термопластов с деталей. Наконец, они подвергают детали спеканию и, при необходимости, вторичным процедурам.
Производители часто используют литье металла под давлением для производства металлических деталей меньшего размера, более сложных, высокой плотности и более эффективных. Примеры включают детали, используемые в таких отраслях, как электроника, компьютеры, оборудование, огнестрельное оружие, стоматология, медицина и автомобилестроение.
Литье металла под давлением дает больше свободы в детализации и дизайне, сокращает количество отходов и предлагает продукты, которые являются магнитными, более устойчивыми к коррозии, прочными и плотными. Однако этот процесс используется только для изготовления более тонких и мелких деталей и является более дорогостоящим, чем обычная порошковая металлургия.
Поковка порошком
Во время ковки порошка производители прикладывают к порошку сильное давление, чтобы сжать его. Затем они вставляют его в матрицу и нагревают. Металлические кованые детали особенно прочны.
Распыление порошка
Во время напыления порошка производители берут металлический порошок, плавят его, а затем распыляют. Затем они распыляют распыленные капли на преформу. Этот вариант используется для создания изделий из порошкового металла, например, для облицовки.
Преимущества
Процесс порошковой металлургии и детали из порошкового металла имеют много преимуществ.Во-первых, он очень эффективен. Это особенно верно, потому что это автоматизировано. Во-вторых, низкая стоимость. Кроме того, в процессе образуется мало отходов. Еще одно большое преимущество порошковой металлургии заключается в том, что она может создавать такие однородные и хорошо перемешанные металлические детали.
Детали из порошкового металла имеют контролируемую пористость, что позволяет им самосмазываться и фильтровать газы и жидкости. Детали из порошкового металла могут быть очень сложными при соблюдении жестких допусков. По этой причине порошковая металлургия является настоятельно рекомендуемым процессом для изготовления деталей, требующих сложных изгибов, углублений и выступов.
Наконец, порошковая металлургия универсальна. Металлурги могут использовать широкий спектр композитов, сплавов и других материалов в процессе спекания для изготовления изделий самых разных конструкций и форм.
Как найти подходящего производителя
Если вы заинтересованы в заказе деталей для порошковой металлургии, вам необходимо проконсультироваться с опытным производителем. Чтобы помочь вам в пути, мы составили список производителей деталей из порошкового металла, которым мы доверяем.Вы найдете их профили между этими информационными абзацами. Прежде чем вы их изучите, мы рекомендуем вам составить список спецификаций вашего приложения и ваши вопросы. Обязательно укажите такие вещи, как ваш бюджет, сроки, стандартные требования и индивидуальные запросы. Когда вы составите свой список, вы можете приступить к просмотру. Просматривая их услуги, дважды проверьте свой список. Выберите три или четыре, которые кажутся вам подходящими, и обратитесь к ним.Подробно обсудите свою заявку и не бойтесь задавать вопросы! Делайте заметки, когда говорите, и после того, как вы поговорите с каждым из них, сравните и сопоставьте свои записи. Определите, какой производитель вам подходит, и приступайте к работе. Удачи!
Информационный видеоролик о порошковых металлических деталях
.Порошковые металлические детали, металлокерамические детали, ПМ детали, порошковая металлургия
Порошковая металлургия (P / M) – идеальный процесс для изготовления прочных сложных механических компонентов, таких как шестерни, кулачки, звездочки и другие многоуровневые детали.
Чтобы соответствовать нашим стандартам качества, Micro Metals полагается на хорошо обученный персонал, непрерывное образование и изучение новых и инновационных тенденций.
Порошковая металлургия гибка. Имея практически неограниченные комбинации свойств, вполне вероятно, что деталь из порошкового металла может быть разработана для вашего применения.
На протяжении 35 лет мы постоянно работаем над тем, чтобы предоставлять нашим клиентам экономически жизнеспособные и конструктивно надежные продукты.
Видео внутри Micro Metals
Micro Metals стремится к совершенству в области порошковой металлургии. Это обязательство побудило нас решать задачи требовательной отрасли – и наших не менее требовательных клиентов – благодаря гибким инженерным и производственным возможностям в сочетании с строгими стандартами обеспечения качества.Металлический порошок Pioneer
Джеймстаун, Теннесси, является домом мирового класса производителя деталей из порошкового металла Micro Metals. Основанная в 1976 году Карлом Р. Эдвардсом, ветераном порошковой металлургии с 50-летним стажем, компания Micro Metals непрерывно развивалась на протяжении последних 35 лет и теперь занимает завод площадью 65 000 квадратных футов. Расположенная в центре между Нэшвиллом и Ноксвиллом, Micro Metals находится рядом с основными транспортными сетями и в пределах 24-часовой доставки 75 процентов рынка P / M США, а также глобальных клиентов.Примеры из практики
Автомобильная промышленность
- Материал: FN-0208
- Термическая обработка и отпуск до HRC 55
- UTS – 120,000 фунтов на квадратный дюйм
- Разработан для процесса P / M
Примеры из практики
Автомобильная промышленность
- Материал: FN-0208
- Термообработка и отпуск до твердости частиц HRC 57
- UTS – 120,000 фунтов на квадратный дюйм
- Разработан для процесса P / M
Примеры из практики
Автомобильная промышленность
- Материал: FN-0200
- Термическая обработка и отпуск до твердости частиц HRC 55
- UTS – 120,000 фунтов на квадратный дюйм
- Конструкция преобразована из обработанного пруткового материала для экономии 50%
Примеры из практики
Автомобильная промышленность
- Материал: FLC-4608
- Спекание до твердости частиц HRC 55
- UTS – 85000 фунтов на кв. Дюйм
- Разработан для процесса P / M
Примеры из практики
Автомобильная промышленность
- Материал: FLC2-4808
- Спекание до твердости частиц HRC 55
- UTS – 145000 фунтов на кв. Дюйм
- Конструкция преобразована с механически обработанной поковки в P / M для экономии затрат в 4 доллара.50 / часть
Примеры из практики
Автомобильная промышленность
- Материал: FN-0208
- Термообработка и отпуск до твердости частиц HRC 57
- UTS – 120,000 фунтов на квадратный дюйм
- Конструкция преобразована из механически обработанного литья для экономии 35%.
Примеры из практики
Автомобильная промышленность
- Материал: FN-0208
- Термообработка и отпуск до твердости частиц HRC 57
- UTS – 120,000 фунтов на квадратный дюйм
- Конструкция преобразована из механически обработанного литья для экономии 35%.
Примеры из практики
Автомобильная промышленность
- Материал: FN-0208
- Термообработка и отпуск до твердости частиц HRC 57
- UTS – 120,000 фунтов на квадратный дюйм
- Разработан для процесса P / M
Примеры из практики
Автомобильная промышленность
- Материал: FX-1008 (пропитанная медью)
- Спеченный до твердости частиц HRB 89
- UTS – 87,000 фунтов на квадратный дюйм
- Конструкция преобразована из механически обработанного литья для экономии 35%
Порошковые металлические детали Поставщики Производители
бизнес Отраслевая информация
Порошковые металлические детали
Общий обзор порошковой металлургии
Твердые металлические детали, изготовленные из металлического порошка с помощью порошка металлургия – сильные компоненты оборудования, используемые почти во всех промышленность. Они используются в различных промышленных приложениях в автомобильная, аппаратная, электронная, компьютерная, газонная и садовая промышленности.
Металлические порошковые детали используются в автомобильных компонентах, конструктивных деталях, системах фильтрации и магнитных узлах. Шестерни из порошкового металла особенно хорошо подходят для процесса спекания, поскольку пористость, присущая деталям из порошкового металла, естественным образом гасит звук. Втулки и подшипники также легко изготавливать с помощью этого процесса, хотя их жесткие допуски обычно требуют дополнительной операции калибровки. Детали из металлического порошка являются популярным выбором для деталей с магнитными свойствами, поскольку магнитно-мягкий материал обычно трудно формировать, что ограничивает выбор форм.Однако металлический порошок может быть легко сформирован в самых разных формах, а его магнитные свойства улучшаются в надлежащей атмосфере спекания. Порошковые металлические детали производятся с помощью двух различных процессов – спекания и литья металла под давлением. Металлические детали из спеченного металла, включая детали из спеченной бронзы и детали из спеченной стали, изготавливаются путем нагревания металлического порошка до температуры ниже его точки плавления и формуются в формы. Литье металла под давлением добавляет полимеры или воск через пропитку смолой к металлическому порошку, нагревает их до податливости, где они затем формуются в форме.Оба эти процесса часто используются для производства деталей из алюминиевого порошка, деталей из медного порошка или деталей из железного порошка.
Металл формуют и превращают из порошка в готовую деталь с помощью процесса, называемого порошковой металлургией. Металлические порошки являются основным сырьем, которое перерабатывается в порошкообразную форму путем измельчения, химического восстановления, электролитических методов, механического легирования или, чаще всего, распыления. Затем полученный порошок пропитывают смазкой, которая добавляется к металлу, чтобы уменьшить трение между порошком и штампами.Затем сырье подвергается процессу формования, где оно прессуется, ковается или формуется. Важным завершающим этапом порошковой металлургии является спекание, высокотемпературный процесс, который определяет окончательные свойства металлической детали. Компактное сырье, называемое сырыми деталями, нагревается в печи до температуры ниже их точки плавления, чтобы связать частицы вместе без изменения формы детали. Процесс спекания также увеличивает прочность детали и контролирует пористость детали. Вторичные операции обычно не требуются, но детали все же могут нуждаться в нагреве, калибровке, удалении заусенцев или механической обработке.Хотя готовые детали выглядят прочными, на самом деле они состоят из небольших взаимосвязанных капилляров, из-за которых детали становятся пористыми примерно на 25%. Их герметизируют путем обработки паром, пропитывают металлом с более низкой температурой плавления или пропитывают маслом или пластмассовой смолой, которая обеспечивает наилучшее уплотнение.
Изделия из спеченного металла имеют много преимуществ по сравнению с деталями, изготовленными другими способами. Процесс приводит к небольшому количеству отходов, поскольку во время процедур используется примерно 97% материалов.Спеченные изделия также не чувствительны к форме. Производители деталей из порошкового металла создают детали, близкие к допускам, часто устраняя необходимость во вторичных операциях. Поэтому порошковая металлургия часто является методом выбора для производства сложных деталей, требующих изгибов, выступов и углублений. Широкое разнообразие форм и конструкций может быть спечено из почти бесконечного выбора сплавов, композитов и связанных с ними свойств. Детали из порошкового металла имеют контролируемую пористость для самосмазывания и фильтрации газов или жидкостей.
Процесс порошковой металлургии, называемый литьем металла под давлением, иногда используется для производства более мелких, сложных, высокоплотных и высокопроизводительных металлических деталей. Он сочетает в себе технологии литья пластмасс под давлением и порошковой металлургии для производства деталей, используемых в автомобильной, медицинской и стоматологической, огнестрельном, аппаратном, компьютерном и электронном производстве. Он предлагает большую свободу дизайна, более сложную детализацию, снижение затрат на сборку, уменьшение количества отходов и более плотные, более прочные, более устойчивые к коррозии и магнитные изделия.Однако таким способом производятся только более мелкие и тонкие детали, а затраты на инструмент выше, чем при обычной порошковой металлургии. Есть несколько основных отличий в литье металла под давлением. Во время начального процесса смешивания металлический порошок смешивается с термопластами в дополнение к смазочным материалам. Детали формируются только путем формования, в котором используются стандартные термопластавтоматы. Затем термопласты удаляются или отделяются от деталей термическими или химическими средствами через сеть открытых пор.Затем детали спекаются и проходят все необходимые вторичные операции.
Многие различные металлы, включая алюминий, медь, латунь, железо, сталь и бронзу, могут превращаться в порошкообразную форму и подвергаться порошковой металлургии для производства деталей и изделий. Алюминий – популярный металл из-за его легкого веса, проводимости и высокой горючести. Он часто используется в пиротехнике и конструкциях высокой прочности. Медные детали обладают хорошей электрической и теплопроводностью и используются в теплоотводах и в электрических подрядчиках.Железный порошок используется для изготовления деталей конструкций, фильтров и подшипников. Он также содержит добавку графита. Сталь, часто нержавеющая сталь или порошки инструментальной стали, обладают высокой прочностью и используются для снижения веса автомобилей. Наконец, детали из бронзового порошка используются для производства самосмазывающихся подшипников. Это более плотный металл с более высокими механическими характеристиками, чем латунь.
 |  |  |
Порошковые металлические детали – Catalus Corporation | Порошковые металлические детали – Comtec Mfg., Inc. | Порошковые металлические детали – Comtec Mfg., Inc. |
 |  |  |
Порошковые металлические детали – Perry Tool & Research, Inc. | Порошковые металлические детали – Perry Tool & Research, Inc. | Порошковые металлические детали – прецизионные спеченные детали |
Назначение порошкового металла
Порошок металла помогает производителям формировать и формировать сложные, замысловатые конструкции единообразно.В некоторых ситуациях эта технология предлагает экономичную альтернативу массовому производству компонентов, которые требуют обширной обработки в процессе чистовой обработки. Он играет все более важную роль в современной обработке с ЧПУ.
Кроме того, при правильном спекании компонент, сформированный с помощью порошковой металлургии, демонстрирует высокую инженерию. Металлурги часто могут более эффективно контролировать пористость, используя металлический порошок. Этот процесс металлообработки является отличным способом изготовления некоторых типов зубчатых колес, которые, например, требуют плотного прилегания к форме сетки.Процесс изготовления металлического порошка включает в себя гораздо меньше отходов, чем некоторые альтернативные стратегии производства. Он может понравиться производителям, заинтересованным в производстве деталей с высокими допусками с минимальными затратами.
Покрытия из порошкового металла, созданные с помощью поставщиков металлического порошка, также часто помогают производителям в достижении определенных желаемых свойств во время отделки. Например, компания может использовать этот производственный процесс для отделки детали для достижения улучшенной коррозионной стойкости.Этот процесс также может придать внешнему виду компонента желаемое текстурное или эстетическое качество. Универсальность металлических порошковых покрытий способствовала продолжающемуся увеличению размеров этого рынка. По имеющимся данным, только в Европе продажи порошкового металла ежегодно приносят более шести миллиардов евро!
Некоторые продукты, полученные с помощью этого процесса
В настоящее время во многих популярных продуктах используется порошковый металл на этапах формовки или чистовой обработки.Одним из популярных способов использования этой технологии является создание шлифовальных лезвий из алмаза и карбида вольфрама, используемых при огранке драгоценных камней. Для огранки корунда ювелирам требуются очень твердые материалы. Производители инструментов научились вставлять промышленные алмазы в прочные шлифовальные и режущие лезвия, изготовленные с помощью металлических частиц. Сегодня многие каменные пилы используют режущие и шлифовальные полотна из порошкового металла.
Еще одно очень популярное применение металлического порошка касается отделки деталей из железа или нержавеющей стали путем нанесения покрытий, способных улучшить коррозионную стойкость.Металлические детали, предназначенные для того, чтобы выдерживать сильное трение, например детали сверл, или выдерживать суровые климатические условия, например оборудование, используемое в арктических условиях, имеют более длительный срок службы, когда производители наносят определенные типы металлических порошковых покрытий на этапе чистовой обработки. Этой цели способствуют многочисленные патентованные покрытия.
История порошкового металла
По сообщениям некоторых археологов, процесс спекания датируется примерно 3000 годом до нашей эры.Многие эксперты считают, что древние мастера инков использовали золото в ювелирных изделиях сотни лет назад. Ранние производственные усилия включали очень “низкотехнологичные” производственные механизмы по сравнению с современной эпохой. У древних мастеров не было возможности строго измерять и контролировать температуру плавления металла. У них также не было оборудования, способного производить продукцию из стали и нержавеющей стали равномерно и периодически в условиях высоких температур.
Производственные фирмы на самом деле начали использовать порошковую металлургию в условиях массового производства с контролируемыми производственными процессами только после начала промышленной революции.Производство порошкового металла первоначально получило импульс на рубеже двадцатого века с массовым производством лампочек и изобретением сварки. В конечном итоге порошковые металлические покрытия стали важными в автомобильной и авиационной промышленности. Сегодня многочисленные преимущества, предоставляемые этим специализированным типом металлургии, способствовали значительному постоянному росту в этой области.
Сегодня зонтичная федерация индустрии порошковой металлургии представляет более семи уникальных промышленных групп.Эти организации представляют ассоциации производителей, которые объединены для распространения информации о стандартах порошковой металлургии и порошковых металлических изделиях. В число членов входят компании, непосредственно занимающиеся производством порошковой металлургии, а также фирмы, занимающиеся производством металлического порошка и оборудования для порошковой металлургии, выполнением изостатического прессования и литья металлов под давлением, синтезом металлических добавок и исследованием тугоплавких металлов. Существование федерации индустрии металлического порошка свидетельствует о растущем значении этого нишевого рынка изготовления металлов.Это также свидетельствует о резком увеличении количества применений металлических порошковых компонентов в последние годы.
Популярные порошковые металлы
Металлургия порошковых металлов за последние десятилетия получила значительное развитие. Сегодня производители имеют доступ к широкому спектру порошковых материалов для металлических деталей. Популярное сырье для производства этих компонентов включает сталь, железо, медь и алюминий. Производители могут производить порошки самых разных размеров.Основной металл определяет промышленные или лабораторные процессы, используемые для получения металлических порошков; не каждый производственный процесс будет работать с данным металлическим сырьем.
По данным Европейской ассоциации порошковой металлургии, наиболее распространенные методы получения металлических порошков включают химическое восстановление сплава, электроосаждение или распыление. Несколько других процессов также позволят производить металлические порошки. Поскольку нанотехнологии продолжают вызывать интерес к материаловедению, вполне вероятно, что в будущем могут появиться новые производственные технологии!
Углубленный взгляд на производство порошкового металла
Процесс производства металлических деталей из порошка состоит из трех отдельных этапов: приготовление порошковых металлических смесей; прессование порошка в желаемые формы; и спекание для получения затвердевших форм:
Этап первый: состав
Компании, производящие металлические детали с приводом, могут регулировать состав порошка для каждого производственного цикла для достижения желаемых свойств.Производитель может выбрать добавление металлических порошков в смеси в различных процентных соотношениях для улучшения таких свойств, как, например, прочность на разрыв, пластичность или цвет. Этот шаг может помочь готовому компоненту достичь желаемых механических свойств.
В настоящее время процесс смешивания обычно включает добавление органической смазки, такой как стеарат цинка, стеарин или стеариновая кислота. Тщательное перемешивание обеспечивает контакт как можно большего количества металлических частиц со смазочным веществом (которое испаряется при нагревании).После смешивания этот клейкий материал помогает удерживать вместе сухие частицы металла, облегчая прессование.
Фаза 2: сжатие
Изготовитель может формировать детали с помощью штампов. Обычно процесс производства металлического порошка включает плотное прессование смазанного металлического порошка внутри штампа, состоящего из карбида или стали. Затем производитель применяет высокое давление, чтобы уплотнить смесь, прежде чем выбросить сформированный металл, чтобы он мог спекаться.
Этап третий: спекание
Во время спекания производитель заставляет металлические частицы плавиться и сплавляться вместе в затвердевший блок. Как правило, на автоматизированных производственных предприятиях используется конвейерная печь непрерывного действия, чтобы гарантировать, что каждая область сжатой порошкообразной смеси металлов получит достаточную термическую обработку. В редких случаях производитель использует вакуумную печь. Вакуумная печь нагревает, не допуская окисления; некоторые вакуумные печи могут достигать очень высоких температур для производства спеченной стали.
После этого спеченная деталь обычно подвергается повторному прессованию, а затем повторному спеканию. Эта дополнительная термообработка увеличивает твердость спеченных металлов. Затем деталь проходит финишную обработку. Этапы могут включать покрытие стали никелем и медью или другими металлами для придания изделию желаемой внешней поверхности. Иногда производители также предусматривают пропитку смолой, способ помочь закрыть микроскопические поры в деталях, предназначенных для содержания жидкости. Например, некоторые специализированные детали проходят вакуумную пропитку.Процесс пропитки может помочь сделать металлические контейнеры или трубки из металлических порошков более прочными и устойчивыми к утечкам.
Для деталей, требующих жестких чистых допусков, производители могут использовать горячее изостатическое прессование для повторного прессования спеченных деталей при довольно высоких температурах в печи высокого давления вместо повторного спекания. Компьютерное моделирование может помочь измерить размеры детали во время этого процесса, что помогает укрепить компонент. В некоторых автоматизированных производственных средах горячее изостатическое прессование стало рентабельным производственным инструментом.
Машины для порошкового металла
Одна из сильных сторон производства порошкового металла заключается в возможности в высокой степени автоматизировать процесс изготовления металлических деталей, уменьшая при этом необходимость в дорогостоящей механической обработке во время чистовой обработки. Сегодня большинство машин для литья металла под давлением и термопластавтоматов с ЧПУ позволяют использовать компьютеры для повышения эффективности. Разновидности машин, используемых в любом производственном предприятии, в конечном итоге зависят от конкретных производственных процессов, осуществляемых производителем.
Производители разработали широкий спектр специализированных машин для литья металла под давлением. Сегодня порошковая металлургия способствует производству таких различных компонентов, как ювелирные кольца от кутюр, автомобильные трансмиссии и хирургические инструменты из нержавеющей стали. Многие специализированные производственные машины позволяют производить крупносерийное производство.
Некоторые важные изменения
Производители разработали ряд вариаций для создания изделий из порошковых металлов.Например, технические характеристики продукта могут повлиять на производственные процессы. Некоторые важные варианты типичной трехэтапной технологии производства порошкового металла включают литье металла под давлением, ковку порошка и напыление.
Металлическое литье под давлением несколько напоминает литье пластика под давлением. Это позволяет изготавливать очень сложные формы во время больших производственных циклов. Производители используют временные связующие вещества вместо одних только смазок, чтобы удерживать металлические порошки в желаемой форме перед спеканием.После выброса из фильеры связующее обычно либо испаряется при нагревании, либо растворяется при нанесении растворителя.
Во время ковки порошка сильное давление способствует сжатию порошка перед введением металла в матрицу с последующим нагревом. Во время напыления порошка производитель распыляет распыленные капли расплавленного металла на заранее сформированную форму. Этот производственный процесс способствует, например, производству некоторых видов облицовки.
Преимущества порошковых металлов
Порошковая металлургия дает множество преимуществ.Один из наиболее важных вопросов касается способности создавать однородные, однородные металлические компоненты. Другой связан с высокой эффективностью и рентабельностью этого производственного процесса. Например, эта форма металлургии расходует сравнительно небольшое количество сырья. Кроме того, он позволяет изготавливать сложные детали с жесткими допусками. Возможность автоматизировать этот вид производства способствует его популярности.
Как правильно выбрать производителя
Правильный производитель порошковых металлов удовлетворит потребности клиентов.В некоторых случаях специализированная фирма представляет собой лучший выбор, чем гораздо более крупная организация. Тщательно оценив свои маркетинговые цели и требования, вы можете просмотреть компании, перечисленные в нашем каталоге, чтобы найти выдающихся производителей и поставщиков порошковых металлов.
Типы металлических порошковых деталей
- – металлический порошок из алюминиевых материалов.
- Детали из алюминиевого порошка производятся из чешуйчатого алюминия, который пользуется популярностью благодаря своей пластичности и легкому весу.
- Детали из медного порошка производятся путем уплотнения, уплотнения и нагрева мелкочешуйчатых медных материалов.
- Детали из порошка железа популярны из-за свойств ферромагнитного металлического химического элемента, который является прочным, очень пластичным и пластичным, что упрощает производство.
- Литье металла под давлением , также называемое «MIM», представляет собой недорогой крупносерийный производственный процесс, при котором изготавливаются нестандартные металлические детали, близкие к конечной форме, путем комбинирования способа формования пластмасс, полученных литьем под давлением, и спекания порошкового металла.
- создается с помощью порошковой металлургии и может быть превращен в твердые компоненты с помощью инструмента и штампа.
- Детали из металлического порошка производятся путем уплотнения, консолидации и нагрев различных чешуйчатых металлов, таких как алюминий, медь, бронза, никель, латунь, сталь, нержавеющая сталь, никель и титан, чтобы производят цельнометаллическое изделие.
- Порошковая металлургия использует металлические порошки при производстве фасонных деталей, которые могут быть готовыми или полуфабрикатами. №
- Порошок металлический № используется для изготовления твердых деталей из металлического порошка. Металл может быть превращен в порошкообразную форму с использованием различных методов, включая распыление, химическое осаждение, центробежное разложение и восстановление водородом.
- часто самосмазывающиеся, обеспечивая низкий уровень шума, пространство
экономия и низкие требования к обслуживанию. Смазка достигается за счет
пропитка подшипников маслом, улучшающая их характеристики
при поворотной опоре движущихся частей.
- обычно поддерживает вращающиеся оси и другие валы
в двигателях, системах привода и другом оборудовании. Как подшипники, напудренные
металлические втулки можно смазывать пропиткой для повышения эффективности.
- Металлические зубчатые колеса с порошковым напылением – это механические детали, изготовленные с помощью различных методы порошковой металлургии для передачи мощности, движения, скорости и изменение направления между осями.
- особенно распространены в автомобильной промышленности в
выхлопная, топливная и тормозная системы, детали двигателя и трансмиссии.
Спеченные детали также встречаются в компьютерном и электронном оборудовании.
- Пропитка смолой
- Детали из спеченной бронзы
- содержат однородную пористость, что увеличивает функциональность.К тому же, Спеченные фильтры прочные, легко чистятся и термостойкие.
- – твердый продукт, полученный методом холодной штамповки, при котором металлический порошок прессуется в однородную массу.
- Спеченные металлические детали представляют собой твердые изделия, полученные путем сжатия металлического порошка в однородную массу и нагревания металла до температуры чуть ниже его точки плавления. Детали из спеченных металлов могут быть изготовлены из алюминия, меди, бронзы, никеля, латуни, стали, нержавеющей стали, никеля и титана.
- Детали из спеченной стали представляют собой твердые металлические компоненты, созданные контролируемым нагревом порошковых стальных материалов, которые сплавляют частицы вместе без разжижения.
Условия использования металлических порошковых деталей
– Порошок, состоящий из частиц игольчатой формы.
– Спекание
процесс, скорость которого резко увеличивается чем-то, кроме
изменение температуры или времени (например,грамм. добавление компонента в порошок,
термоциклирование или атмосфера).
– Процесс
в котором поток воздуха с контролируемой скоростью используется для отделения порошка
на фракции по размеру частиц.
– Производство
металлического порошка путем диспергирования расплавленного металла на отдельные частицы через
механическими методами или за счет быстрого движения потоков жидкостей
или газы.
– Среда для цементирования
который добавляется в порошок для увеличения прочности прессовки в сыром виде
и удаляется в процессе спекания. Термин связующее также может относиться к
к материалу, обычно имеющему более низкую температуру плавления, который добавляют к
порошковая смесь, чтобы связать частицы порошка вместе, что
обычно не спекались в прочное тело.
– Незаконченный компакт
который уже был прессован, предварительно спечен или полностью спечен, но требует
некоторые другие операции, такие как резка или механическая обработка, чтобы довести его до
заполненная анкета.
– Формирование
металлического компакта путем сжатия металлического порошка при комнатной температуре.
– Процесс
разрушение металла на отдельные частицы путем измельчения и отслаивания
операции, среди других процедур.
– Твердый материал, состоящий
спрессованного металлического порошка, который был спрессован в матрицу.
– Компактный
состоящий из более чем одного отдельного вещества.
– Пресс
инструмент, состоящий из полости и имеющий форму в соответствии с требованиями конструкции детали,
в который вдавливается металлический порошок, образуя компакт.
– Также упоминается
как «потение», это подъем компактного компонента к
верх компактный.При спекании компонент имеет более низкую температуру плавления.
точки, чем у основной компактной составляющей.
– Термин, относящийся к
объект, который не был спечен.
– Увеличение
размер прессовки, возникающей в процессе спекания.
– Процесс происходит
после процесса спекания, в котором неметаллическое вещество, такое как
масло, используется для заполнения пор компакта.
– Процесс происходит
либо до, либо после процесса спекания, в котором поры прессованной
заполнены металлическим веществом с более низкой температурой плавления, чем
компактного.
– Производство
компактного за счет приложения равномерного давления со всех сторон
в металлический порошок.
– Жидкое вещество, наносимое на стенки пуансона и матрицы или смешанное
в металлический порошок, чтобы облегчить процесс уплотнения и компактного удаления.
– Другой термин для прессования
металлический порошок в компактный.
– Производство
из более чем одного пресса за раз путем прессования металлического порошка в разных
плашки.
– Измерение отражающее
процент открытых пространств или пор на детали из порошкового металла по сравнению
к объему детали.
– Ответственный за компонент штампа
для прессования металлического порошка в прессовку. Удар входит в контакт
с металлическим порошком при формировании компакта.
– Уменьшение
размер прессовки, возникающей в процессе спекания.
– Деформации в
компактный, полученный в результате процесса спекания.
,
компаний порошковой металлургии | Услуги порошковой металлургии
 Порошковая металлургия – Comtec Mfg., Inc.
Порошковая металлургия – Comtec Mfg., Inc.Порошковая металлургия нагревает металлические детали до температур чуть ниже точки плавления для их сжатия и объединения. Поскольку фактического плавления не происходит, порошки сохраняют свои особые свойства. Эти металлические порошки могут быть элементарными, предварительно легированными или частично легированными, что позволяет создавать уникальные и, что более важно, высокоспецифические металлические композиции.Металлы, которые обычно используются в порошковой металлургии и других порошковых процессах, включают медь, железо, бронзу и сталь.
 Порошковая металлургия – Comtec Mfg., Inc.
Порошковая металлургия – Comtec Mfg., Inc.Этот метод используется в автомобильной, биомедицинской, аэрокосмической, энергетической, аппаратной, компьютерной и электронной промышленности. Конкретные продукты включают порошковые металлические шестерни, медицинские имплантаты, тепловые экраны, магниты и топливные элементы. Хотя не все, многие из этих изделий полностью сформированы методом порошковой металлургии и не требуют вторичного производства.Присущая этому процессу экономия времени и денег дополняется высоким коэффициентом использования материала. Приблизительно 97% материалов, используемых при прессовании и агломерации, попадают в сами детали, и лишь три процента остаются «в процессе переработки».
Есть три основных этапа порошковой металлургии. Во-первых, первичный материал или материалы необходимо превратить в порошок. Ряд машин доступен именно для этой цели. Эти механизмы превращают исходный металл в порошок или мелкоизмельченные металлы с использованием таких методов, как измельчение, химическое восстановление, электролитические методы, механическое легирование, распыление и отслаивание, причем два последних являются наиболее распространенными.Затем порошки впрыскивают в пресс-форму или пресс-форму. Они обеспечивают структурные ограничения того, каким должен быть конечный продукт. Поскольку пресс-формы предварительно отформованы, порошковая металлургия позволяет создавать сложные детали, требующие изгибов, выступов и углублений. Заполненная форма или штамп переходит к завершающей стадии – отверждению. Как и в случае с первым шагом, существует ряд возможных методов консолидации.
Возможности включают холодное неаксиальное прессование, холодное изостатическое прессование, спекание, горячее изостатическое прессование, горячую порошковую ковку и литье металла под давлением.Каждый из них требует большого давления, хотя холодные процессы должны применять значительно большее давление, чтобы получить сцепление, возможное при нагретом уплотнении. Конечный результат – твердый металл с переменными свойствами и пористостью. Помимо конкретных используемых механизмов, необходимо учитывать выбор металла, размер готового продукта и количество. Производители порошковой металлургии могут помочь в принятии решений по созданию желаемого продукта.
.