Дюймовая коническая резьба размеры таблица: Коническая резьба: обозначение и таблица
alexxlab | 01.08.2019 | 0 | Разное
Резьба коническая дюймовая.
1 2 3 4 5 6 7 8 9 10 11
Дюймовая коническая резьба предназначена для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков. Конические резьбы, применяемые, главным образом , в соединениях труб, ранее стандартизовались на основе дюймовой системы мер. Наибольшее применение получили трубная коническая резьба и коническая дюймовая резьба с углом профиля 60°. В настоящее время в мировой практике все больше распространение получает коническая метрическая резьба, одним из преимуществ которой является возможность получения соединения наружной конической, с внутренней цилиндрической метрической резьбой. Перспективы применения конической дюймовой резьбы с углом профиля 60° весьма ограничены в связи с внедрением конической метрической резьбы.
Существенным недостатком конической дюймовой резьбы является то, что она не имеет согласованной с ней цилиндрической резьбы и, следовательно, не позволяет получить коническо-цилиндрические соединения.
Угол профиля дюймовой конической резьбы равен 60°.
Биссектриса угла профиля перпендикулярна оси трубы.
Шаг резьбы задается числом ниток на 1° и измеряется параллельно оси трубы.
Угол наклона конуса φ/2 равен 1°47′ 24”.
Основная плоскость трубы при свинчивании без натяга совпадает с торцом муфты.
Коническая дюймовая резьба имеет притупление вершины и впадины, притупления витков этой резьбы значительно меньше притуплений метрической крепежной резьбы, что способствует достижению непроницаемости.
Резьба коническая дюймовая с углом профиля 60° изготавливается по ГОСТ 6111-52. Принятый в стандартах номинальный профиль показан на рис. 1
Основные размеры резьбы указаны на рис.2 и в таблице 1.
Допуски размеров конической дюймовой резьбы с углом профиля 60°.
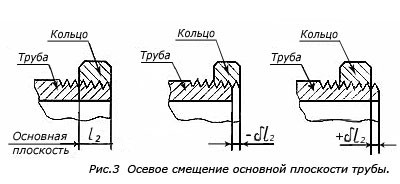
Согласно ГОСТ 6111-52 наружная резьба проверяется по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485-69. Осевое смещение основной плоскости трубы при этом относительно номинального расположения не должно превышать ±Р (шаг резьбы) рис. 3.
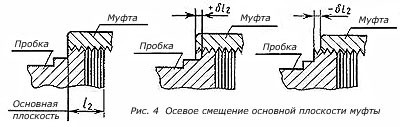
Внутренняя резьба проверяется по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485-69. Осевое смещение основной плоскости муфты относительно номинального расположения не должно превышать ±Р (шаг резьбы) рис.4.
Разность размеров l1 и l2 должна быть не менее указанных в таблице 1 номинальных размеров l1 и l2.
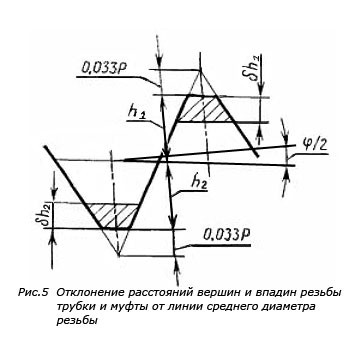
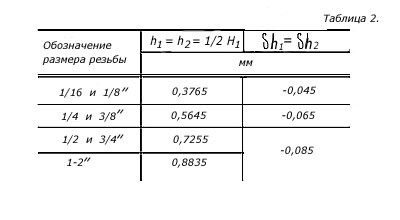
Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы (dh1 и dh2) рис.5, не должны превышать значений указанных в таблице 2.
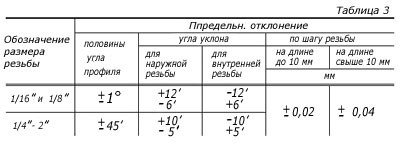
Отклонение половины угла профиля, угла уклона (φ/2) и отклонения по шагу резьбы (отклонения расстояний между любыми витками) не должно превышать значений указанных в таблице 3.
Пример условного обозначения конической резьбы 1/8” : К 3/4” ГОСТ 6111-52.
Контроль конической дюймовой резьбы.
Средний диаметр наружной конической резьбы измеряется на универсальном микроскопе теневым способом или с помощью ножей.
При измерении среднего диаметра калибр-пробку устанавливают на центрах микроскопа так, чтобы меньший торец находился справа. Визируют меньший торец по измерительному ножу и измеряют расстояние L1 от торца до вершины одного из витков, который визируется по сторонам профиля. Измеряют средний диаметр по правым и левым сторонам профиля этого витка. Размер среднего диаметра резьбы на расстоянии L
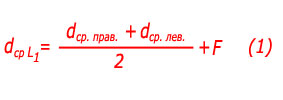
где F-поправка, определяемая по формуле (2),
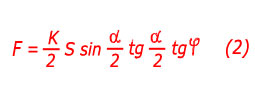
где К-конусность; &phi – угол уклона; α-угол профиля резьбы; S-шаг резьбы. Средний диаметр в основной плоскости находится по формуле (3).
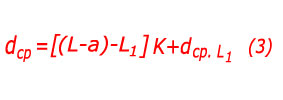
где L-расстояние от большого торца до меньшего (действительная высота калибра) в мм; а-расстояние от большого торца до основной плоскости в мм. Конусность определяется по формуле (4)
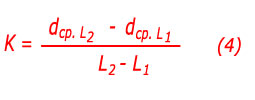
где dсрL2 и dсрL1 – два диаметра на расстоянии L2 и L1 от меньшего торца. Овальность резьбы по среднему диаметру определяется разностью его значений в основной плоскости, измеренных в двух положениях с поворотом резьбы на 90°.
Калибры пробки конических резьб измеряются также методом проволочек рисунок 5. На пинольную трубку 5 горизонтального оптимитра или измерительной машины устанавливается наконечник типа НГЛ-3, а на трубку оптимитра 1 – наконечник типа НГП-8. На столике прибора на брусок-подкладку 3 высотой 15-20 мм укладывают блок концевых мер 2, по которому устанавливают прибор на нуль. Размер блока подсчитывается по формуле (5).
где dсрL1 – средний диаметр на расстоянии L1 от меньшего торца;
где dп – диаметр проволочки в мм, определяемый по формуле 7
Где S – шаг резьбы; α/2 – половина угла профиля.
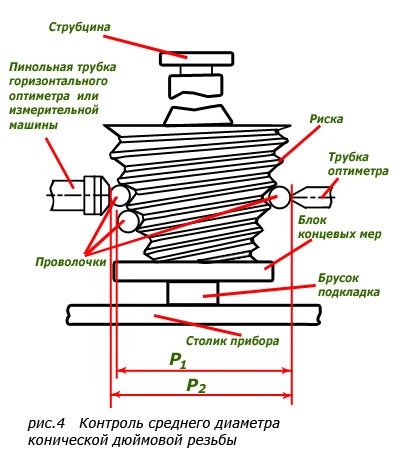
На блок концевых мер 2 калибр устанавливают меньшим торцом. Столик прибора 4, устанавливают по блоку концевых мер, опускают так, чтобы против измерительных наконечников оказалась первая из впадин, отмеченных заранее риской (размер от этой впадины до торца должен быть предварительно измерен на универсальном микроскопе). Во впадину резьбы вкладывают проволочку и с противоположной стороны во впадину, расположенную выше отмеченной, вторую проволочку. Измеряется размер P 2. Затем вторую проволочку перекладывают в соседнюю нижнюю впадину и измеряют размер Р1. Средний диаметр резьбы на расстоянии L1 от меньшего торца подсчитывается по формуле 8.
Средний диаметр в основной плоскости подсчитывается по формуле 3.
Шаг конических резьб у калибров-пробок измеряют на универсальном микроскопе теневым способом или с помощью ножей. Измерения производят параллельно оси резьбы. Калибр устанавливают на центрах микроскопа. В случае измерения теневым способом перекрестие окулярной сетки накладывают на вершину изображения витка резьбы. Это достигается последовательным наложением центральной штриховой линии (при повороте окулярной пластины) на обе стороны профиля витка.
Если штриховая линия при повороте окулярной сетки накладывается без просвета на обе боковые стороны профиля, то это означает, что перекрестие сетки совмещено с вершиной угла профиля резьбы. Проделав эту операцию на двух витках и сняв при этом отсчеты по продольной шкале микроскопа, подсчитывают значение шага как разность этих отсчетов.
Для исключения влияния перекоса резьбы относительно оси, измерения производят по правым и левым сторонам профиля и берут среднее арифметическое.
Угол профиля резьбы измеряют обычно одновременно с измерением шага теневым способом или с помощью ножей.
В заключении необходимо отметить, что применение резьбы по ГОСТ 6111-52, обязательно для изделий, на которые установлены стандарты, предусматривающие соединения с этой резьбой. Во всех других случаях допускается применение трубной конической резьбы.Если у Вас есть вопросы можно задать их ЗДЕСЬ.
1 2 3 4 5 6 7 8 9 10 11
Список последних статей.
 Автор: Саляхутдинов Роман | “БОСК 8.0” Познай Все Cекреты КОМПАС-3D
>> Читать Полное Описание << |
 Автор: Саляхутдинов Роман | “БОСК 5.0” Новый Видеокурс. “Твердотельное и Поверхностное Моделирование в КОМПАС-3D”
>> Читать Полное Описание << |
 Автор: Саляхутдинов Роман | “Эффективная работа в SolidWorks” Видеокурс. “Эффективная работа в SolidWorks” поможет Вам:
>> Читать Полное Описание << |
 Автор: Дмитрий Родин | “AutoCAD ЭКСПЕРТ” Видео самоучитель По AutoCAD
|
ГОСТ 6111-52 РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60°
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ
С УГЛОМ ПРОФИЛЯ 60°
ГОСТ 6111-52
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60° | ГОСТ 6111-52* Взамен ГОСТ 20010-38 |
Утвержден Управлением по стандартизации при Совете Министров Союза ССР 10 января 1952 г. Срок введения установлен
с 01.10.52
Проверен в 1984 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на резьбовые соединения топливных, масляных, водяных и воздушных трубопроводов машин и станков.
Примечание.
1. В трубопроводах из стальных водо-газопроводных труб по ГОСТ 3262-75 соединения с конической резьбой должны выполняться по ГОСТ 6211-81.
2.(Исключен, Изм. № 2).
I. РАЗМЕРЫ
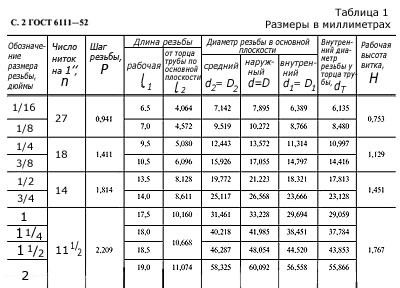
1. Профиль и размеры конической дюймовой резьбы с углом профиля 60° должны соответствовать черт. 1 и табл. 1.
Таблица 1
| Обозначение, размера резьбы | Число ниток на 1″ | Размер в мм | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Шаг резьбы | Длина резьбы | диаметр резьбы в основной плоскости | Внутренний диаметр резьбы у торца трубы | Рабочая высота витка | |||||
| рабочая | от торца трубы до основной плоскости | ||||||||
| средний | наружный | внутренний | |||||||
| дюймы | n | Р | l1 | l2 | d2=D2 | d=D | d1=D1 | dT | H |
| 1/16 | 27 | 0,941 | 6,5 | 4,064 | 7,142 | 7,895 | 6,389 | 6,135 | 0,753 |
| 1/8 | 27 | 0,941 | 7,0 | 4,572 | 9,519 | 10,272 | 8,766 | 8,480 | 0,753 |
| ¼ | 18 | 1,411 | 9,5 | 5,080 | 12,443 | 13,572 | 11,314 | 10,997 | 1,129 |
| 3/8 | 18 | 1,411 | 10,5 | 6,096 | 15,926 | 17,055 | 14,797 | 14,416 | 1,129 |
| ½ | 14 | 1,814 | 13,5 | 8,128 | 19,772 | 21,223 | 18,321 | 17,813 | 1,451 |
| ¾ | 14 | 1,814 | 14,0 | 8,611 | 25,117 | 26,568 | 23,666 | 23,128 | 1,451 |
| 1 | 11½ | 2,209 | 17,5 | 10,160 | 31,461 | 33,228 | 29,694 | 29,059 | 1,767 |
| 1¼ | 11½ | 2,209 | 18,0 | 10,668 | 40,218 | 41,985 | 38,451 | 37,784 | 1,767 |
| 1½ | 11½ | 2,209 | 18,5 | 10,668 | 46,287 | 48,054 | 44,520 | 43,853 | 1,767 |
| 2 | 11½ | 2,209 | 19,0 | 11,074 | 58,325 | 60,092 | 56,558 | 55,866 | 1,767 |
Примечания:
1. При свинчивании без натяга трубы и муфты с номинальными размерами резьбы основная плоскость резьбы трубы совпадает с торцом муфты.
2. РазмерdTсправочный.
3. Вместо резьбы1/16” допускается применять резьбу М6×1 коническую по ГОСТ 19853-74.
4. Число витков с полным профилем в резьбовом сопряжении не должно быть менее двух.
5. Допускается уменьшать размерl2(расстояние от основной плоскости до торца трубы), при этом должно быть соблюдено требование п. 4 настоящего стандарта о разности размеровl1-l2.
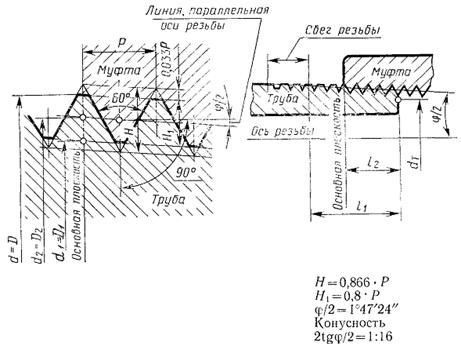
Черт. 1
Шаг резьбы измеряется параллельно оси резьбы.
Биссектриса угла профиля перпендикулярна к оси резьбы.
Условное обозначениеконической резьбы 3/4″:
К3/4” ГОСТ 6111-52
(Измененная редакция, Изм. № 2).
II. ДОПУСКИ
2. Резьба трубы (наружная резьба) проверяется по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485-69. Осевое смещение основной плоскости трубы Δl2(черт. 2) относительно номинального расположения не должно превышать±Р(шаг резьбы).
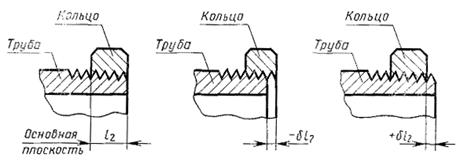
Черт. 2
(Измененная редакция, Изм. № 1, 2).
3. Резьба муфты (внутренняя резьба) проверяется по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485-69. Осевое смещение основной плоскости муфты Δl2(черт. 3) относительно номинального расположения не должно превышать±Р(шаг резьбы).
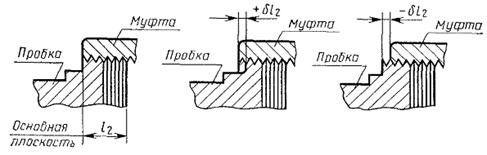
Черт. 3
(Измененная редакция, Изм. № 1, 2).
4. Разность размеровl1—l2должна быть не менее разности указанных в табл. 1 номинальных размеровl1иl2.
5. Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы (δh1и δh2по черт. 4) не должны превышать:
Таблица 2
| Обозначение размера резьбы | h1=h2=1/2H1 | δh1=δh2 |
|---|---|---|
| мм | ||
| 1/16и1/8“ | 0,3765 | -0,045 |
| 1/4и3/8“ | 0,5645 | -0,065 |
| 1/2и ¾” | 0,7255 | -0,085 |
| 1 – 2″ | 0,8835 | -0,085 |
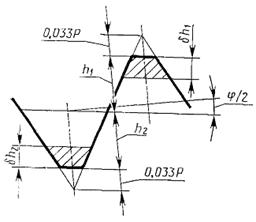
Черт. 4
(Измененная редакция, Изм. № 2).
6. Отклонения половины угла профиля, угла уклона (φ/2) и отклонение по шагу резьбы (отклонения расстояний между любыми витками) не должны превышать:
Таблица 3
| Обозначение размера резьбы дюймы | Предельное отклонение | ||||
|---|---|---|---|---|---|
| половины угла профиля | угла уклона | по шагу резьбы | |||
| для наружной резьбы | для внутренней резьбы | на длине до 10 мм | на длине св. 10 мм | ||
| мм | |||||
| 1/16и1/8“ | ±1° | +12° | -12° | ±0,02 | ±0,04 |
| -6° | +6° | ||||
| 1/4– 2″ | ±45° | +10° | -10° | ||
| -5° | +5° | ||||
(Измененная редакция, Изм. № 1, 2).
Просмотров: 53560
Дата первого показа: 27.05.2010 03:44:15
Дата публикации: 27.05.2010 03:41:29
Назад в раздел
ГОСТ 6111-52
ГОСТ 6111-52
Группа Г13
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60°
Дата введения 1952-10-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроения
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Управлением по стандартизации при Совете Министров СССР от 10.01.52
3. ВЗАМЕН ОСТ 20010-38
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. Ограничение срока действия снято по Постановлению Госстандарта от 18.12.84 N 4538 (ИУС 3-85)
6. ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в декабре 1969 г., декабре 1984 г. (ИУС 1-70, 3-85)
Настоящий стандарт распространяется на резьбовые соединения топливных, масляных, водяных и воздушных трубопроводов машин и станков.
Примечания:
1. В трубопроводах из стальных водо-газопроводных труб по ГОСТ 3262 соединения с конической резьбой должны выполняться по ГОСТ 6211.
2. (Исключен, Изм. N 2).
I. РАЗМЕРЫ
1. Профиль и размеры конической дюймовой резьбы с углом профиля 60° должны соответствовать черт.1 и табл.1.
Черт.1 – Коническая дюймовая резьба
; ; ; конусность
Черт.1
Шаг резьбы измеряют параллельно оси резьбы.
Биссектриса угла профиля перпендикулярна к оси резьбы.
Пример условного обозначения конической резьбы :
KГОСТ 6111-52
(Измененная редакция, Изм. N 2).
Таблица 1
Размеры в миллиметрах
Обозначение, размера резьбы, дюймы | Число ниток на | Шаг резьбы | Длина резьбы | Диаметр резьбы в основной плоскости | Внутренний диаметр резьбы у торца трубы | Рабочая высота витка | |||
рабочая | от торца трубы до основной плоскости | средний | наружный | внутренний | |||||
27 | 0,941 | 6,5 | 4,064 | 7,142 | 7,895 | 6,389 | 6,135 | 0,753 | |
7,0 | 4,572 | 9,519 | 10,272 | 8,766 | 8,480 | ||||
18 | 1,411 | 9,5 | 5,080 | 12,443 | 13,572 | 11,314 | 10,997 | 1,129 | |
10,5 | 6,096 | 15,926 | 17,055 | 14,797 | 14,416 | ||||
14 | 1,814 | 13,5 | 8,128 | 19,772 | 21,223 | 18,321 | 17,813 | 1,451 | |
14,0 | 8,611 | 25,117 | 26,568 | 23,666 | 23,128 | ||||
1 | 2,209 | 17,5 | 10,160 | 31,461 | 33,228 | 29,694 | 29,059 | 1,767 | |
18,0 | 10,668 | 40,218 | 41,985 | 38,451 | 37,784 | ||||
18,5 | 46,287 | 48,054 | 44,520 | 43,853 | |||||
2 | 19,0 | 11,074 | 58,325 | 60,092 | 56,558 | 55,866 | |||
Примечания:
1. При свинчивании без натяга трубы и муфты с номинальными размерами резьбы основная плоскость резьбы трубы совпадает с торцом муфты.
2. Размер справочный.
3. Вместо резьбы допускается применять коническую резьбу М6х1 по ГОСТ 19853.
4. Число витков с полным профилем в резьбовом сопряжении не должно быть менее двух.
5. Допускается уменьшать размер (расстояние от основной плоскости до торца трубы), при этом должно быть соблюдено требование п.4 в отношении размеров .
II. ДОПУСКИ
2. Резьбу трубы (наружную) проверяют по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485. Осевое смещение основной плоскости трубы (черт.2) относительно номинального расположения не должно превышать (шаг резьбы).
Черт.2 – Резьба трубы (наружная)
Черт.2
(Измененная редакция, Изм. N 1, 2).
3. Резьбу муфты (внутреннюю) проверяют по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485. Осевое смещение основной плоскости муфты (черт.3) относительно номинального расположения не должно превышать (шаг резьбы).
Черт.3 – Резьба муфты (внутренняя)
Черт.3
(Измененная редакция, Изм. N 1, 2).
4. Разность размеров должна быть не менее разности указанных в табл.1 номинальных размеров и .
5. Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы ( и по черт.4) не должны превышать приведенных в табл.2.
Таблица 2
Обозначение размера резьбы | ||
мм | ||
и | 0,3765 | -0,045 |
и | 0,5645 | -0,065 |
и | 0,7255 | -0,085 |
0,8835 | ||
Черт.4 – Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы
Черт.4
(Измененная редакция, Изм. N 2).
6. Отклонения половины угла профиля, угла уклона () и отклонение по шагу резьбы (отклонения расстояний между любыми витками) не должны превышать приведенных в табл.3.
Таблица 3
Обозначение размера резьбы | Пред. откл. | ||||
половины угла профиля | угла уклона | по шагу резьбы | |||
для наружной резьбы | для внутренней резьбы | на длине до 10 мм | на длине св. 10 мм | ||
мм | |||||
и | ±1° | ±0,02 | ±0,04 | ||
(Измененная редакция, Изм. N 1, 2).
Электронный текст документа
подготовлен АО “Кодекс” и сверен по:
официальное издание
Дюймовые и специальные
резьбы: Сб. ГОСТов. –
М.: ИПК Издательство стандартов, 2003
| На главную | База 1 | База 2 | База 3 |
| Поиск по реквизитамПоиск по номеру документаПоиск по названию документаПоиск по тексту документа |
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭПУГПУЭПЦСНПЭУРР ГазпромР НОПРИЗР НОСТРОЙР НОСТРОЙ/НОПР РСКР СМНР-НП СРО ССКРазъяснениеРаспоряжениеРАФРБРГРДРД БГЕИРД БТРД ГМРД НИИКраностроенияРД РОСЭКРД РСКРД РТМРД СМАРД СМНРД ЭОРД-АПКРДИРДМРДМУРДПРДСРДТПРегламентРекомендацииРекомендацияРешениеРешение коллегииРКРМРМГРМДРМКРНДРНиПРПРРТОП ТЭРС ГАРСНРСТ РСФСРРСТ РСФСР ЭД1РТРТМРТПРУРуководствоРУЭСТОП ГАРЭГА РФРЭСНрСАСанитарные нормыСанитарные правилаСанПиНСборникСборник НТД к СНиПСборники ПВРСборники РСН МОСборники РСН ПНРСборники РСН ССРСборники ценСБЦПСДАСДАЭСДОССерияСЗКСНСН-РФСНиПСНиРСНККСНОРСНПСОСоглашениеСПСП АССП АЭССправочникСправочное пособие к ВСНСправочное пособие к СНиПСправочное пособие к СПСправочное пособие к ТЕРСправочное пособие к ТЕРрСРПССНССЦСТ ССФЖТСТ СЭВСТ ЦКБАСТ-НП СРОСТАСТКСТМСТНСТН ЦЭСТОСТО 030 НОСТРОЙСТО АСЧМСТО БДПСТО ВНИИСТСТО ГазпромСТО Газпром РДСТО ГГИСТО ГУ ГГИСТО ДД ХМАОСТО ДОКТОР БЕТОНСТО МАДИСТО МВИСТО МИСТО НААГСТО НАКССТО НКССТО НОПСТО НОСТРОЙСТО НОСТРОЙ/НОПСТО РЖДСТО РосГеоСТО РОСТЕХЭКСПЕРТИЗАСТО САСТО СМКСТО ФЦССТО ЦКТИСТО-ГК “Трансстрой”СТО-НСОПБСТПСТП ВНИИГСТП НИИЭССтП РМПСУПСССУРСУСНСЦНПРТВТЕТелеграммаТелетайпограммаТематическая подборкаТЕРТЕР Алтайский крайТЕР Белгородская областьТЕР Калининградской областиТЕР Карачаево-Черкесская РеспубликаТЕР Краснодарского краяТЕР Мурманская областьТЕР Новосибирской областиТЕР Орловской областиТЕР Республика ДагестанТЕР Республика КарелияТЕР Ростовской областиТЕР Самарской областиТЕР Смоленской обл.ТЕР Ямало-Ненецкий автономный округТЕР Ярославской областиТЕРмТЕРм Алтайский крайТЕРм Белгородская областьТЕРм Воронежской областиТЕРм Калининградской областиТЕРм Карачаево-Черкесская РеспубликаТЕРм Мурманская областьТЕРм Республика ДагестанТЕРм Республика КарелияТЕРм Ямало-Ненецкий автономный округТЕРмрТЕРмр Алтайский крайТЕРмр Белгородская областьТЕРмр Карачаево-Черкесская РеспубликаТЕРмр Краснодарского краяТЕРмр Республика ДагестанТЕРмр Республика КарелияТЕРмр Ямало-Ненецкий автономный округТЕРпТЕРп Алтайский крайТЕРп Белгородская областьТЕРп Калининградской областиТЕРп Карачаево-Черкесская РеспубликаТЕРп Краснодарского краяТЕРп Республика КарелияТЕРп Ямало-Ненецкий автономный округТЕРп Ярославской областиТЕРрТЕРр Алтайский крайТЕРр Белгородская областьТЕРр Калининградской областиТЕРр Карачаево-Черкесская РеспубликаТЕРр Краснодарского краяТЕРр Новосибирской областиТЕРр Омской областиТЕРр Орловской областиТЕРр Республика ДагестанТЕРр Республика КарелияТЕРр Ростовской областиТЕРр Рязанской областиТЕРр Самарской областиТЕРр Смоленской областиТЕРр Удмуртской РеспубликиТЕРр Ульяновской областиТЕРр Ямало-Ненецкий автономный округТЕРррТЕРрр Ямало-Ненецкий автономный округТЕРс Ямало-Ненецкий автономный округТЕРтр Ямало-Ненецкий автономный округТехнический каталогТехнический регламентТехнический регламент Таможенного союзаТехнический циркулярТехнологическая инструкцияТехнологическая картаТехнологические картыТехнологический регламентТИТИ РТИ РОТиповая инструкцияТиповая технологическая инструкцияТиповое положениеТиповой проектТиповые конструкцииТиповые материалы для проектированияТиповые проектные решенияТКТКБЯТМД Санкт-ПетербургТНПБТОИТОИ-РДТПТПРТРТР АВОКТР ЕАЭСТР ТСТРДТСНТСН МУТСН ПМСТСН РКТСН ЭКТСН ЭОТСНэ и ТЕРэТССЦТССЦ Алтайский крайТССЦ Белгородская областьТССЦ Воронежской областиТССЦ Карачаево-Черкесская РеспубликаТССЦ Ямало-Ненецкий автономный округТССЦпгТССЦпг Белгородская областьТСЦТСЦ Белгородская областьТСЦ Краснодарского краяТСЦ Орловской областиТСЦ Республика ДагестанТСЦ Республика КарелияТСЦ Ростовской областиТСЦ Ульяновской областиТСЦмТСЦО Ямало-Ненецкий автономный округТСЦп Калининградской областиТСЦПГ Ямало-Ненецкий автономный округТСЦэ Калининградской областиТСЭМТСЭМ Алтайский крайТСЭМ Белгородская областьТСЭМ Карачаево-Черкесская РеспубликаТСЭМ Ямало-Ненецкий автономный округТТТТКТТПТУТУ-газТУКТЭСНиЕР Воронежской областиТЭСНиЕРм Воронежской областиТЭСНиЕРрТЭСНиТЕРэУУ-СТУказУказаниеУказанияУКНУНУОУРврУРкрУРррУРСНУСНУТП БГЕИФАПФедеральный законФедеральный стандарт оценкиФЕРФЕРмФЕРмрФЕРпФЕРрФормаФорма ИГАСНФРФСНФССЦФССЦпгФСЭМФТС ЖТЦВЦенникЦИРВЦиркулярЦПИШифрЭксплуатационный циркулярЭРД |
| Показать все найденные Показать действующие Показать частично действующие Показать не действующие Показать проекты Показать документы с неизвестным статусом |
| Упорядочить по номеру документаУпорядочить по дате введения |
Коническая трубная резьба: обозначение, ГОСТ, применение
Ответственные узлы конструкций, механизмов имеют повышенные требования по обеспечению герметичности. Для этой цели используется коническая трубная резьба. Применение такого вида соединения гарантирует необходимую герметичность при сборке трубопроводов высокого давления, механизмов гидравлики. Выполняется такая резьба с помощью специальных инструментов, обеспечивающих нужный угол конуса, форму профиля. При соединении деталей обеспечивается более плотное их прилегание. Конические резьбовые соединения встречаются и в бытовых сантехнических приборах, системах водоснабжения и газовых коммуникациях.

Параметры конической трубной резьбы
Данный вид соединений обозначается исключительно в дюймах. Указываются значения в целых и дробных частях. Профиль конической трубной резьба отличается от стандартного дюймового аналога. Угол при вершине составляет 55° в первом случае и 60° во втором. В отдельных случаях допускается соединения обоих видов. Условия определены в ГОСТ 6211–81. В § 4.7 сказано, что в этом случае можно использовать наружную трубную коническую резьбу совместно с цилиндрической внутренней. Номинальные значения должны совпадать. Например, диаметр 1½ должен быть одинаковым у обеих деталей. Внутренняя трубная дюймовая коническая резьба не соединяется наружным цилиндрическим элементом.
Если в обозначении стоят буквы LH, то значит направление вращения левое. Конусность — 1° 47′ 24″. Это значение дает соотношение длины резьбы к разнице диаметров как 1:16.
Этот параметр одинаков для всех видов конической трубной резьбы, а вот шаг существенно отличается. Исторически принято измерять его в количестве ниток на дюйм. Но в процессе эволюции производства некоторые значения не соответствуют указанным данным. Поэтому вся дюймовая резьба сегодня имеет расшифровку в привычных европейских стандартах. Метрическая система измерения гораздо удобнее в работе.
Ниже указаны соответствия дюймовых номиналов аналогам в мм:
- ⅛ — 28 (число ниток на дюйм), 0,907 мм;
- ¼ — 19, 1,337 мм;
- ⅜ — 19, 1,337 мм;
- ½ — 14, 18,14 мм
- ¾ — 14, 18,14 мм
- 1 — 11, 23,09 мм
- 1¼ — 11, 23,09 мм
- 1½ — 11, 23,09 мм
- 2 — 11, 23,09 мм
У конической трубной резьбы различают три диаметра: наружный, внутренний и средний. Чертеж соединения выполнен в виде трапеции. Ее основание — наружная резьба, вершина внутренняя. Среднее значение вычисляется математически. Оно примерно соответствует размерам обычной цилиндрической дюймовой резьбы. Это важно знать при совмещении различных типов соединения. То есть, когда конусная деталь вкручивается в обычную дюймовую резьбу, то вначале вращения соединение получается прослабленное. К середине длины оно уплотняется, дальше движение производится с увеличивающимся натягом. Преимущества конуса часто используется в стандартных соединениях при прослабленной внутренней резьбе. Если деталь изношена и внутреннее отверстие становится больше нормы, то можно заменить цилиндрический элемент. Угол конуса компенсирует прослабление по диаметру.
Скачать ГОСТ 6211-81
Следует знать, что при подготовке деталей к обработке необходимо учитывать припуски. Делая конус на входящей детали ориентируются на наружное значение диаметра по таблице. Затем проверяют длину заготовки и лишь потом делают нужный уклон. На токарном станке выставляют угол на верхней каретке суппорта. Второй вариант — использование фасонного резца. В обоих случаях придется делать ручную настройку, и точно выставить режущий инструмент сложно, поэтому обязательно проверяют угол специальным калибром.

Угол вершины профиля 55° выбран не случайно. Это гарантирует лучшую герметизацию соединения. При закручивании происходит притирка деталей с легким заминанием профиля. Однако применять силу при сборке не рекомендуется. Конусность деталей приводит к тому, что вектор нагрузки направлен наружу. Деталь может просто разорвать при избыточных усилиях. Особенно, если толщина элемента с внутренней резьбой небольшая. Не рекомендуется применять технологию на тонкостенных латунных и алюминиевых деталях. Об этом нужно помнить, когда решено сочетать трубную коническую и трубную цилиндрическую резьбу, которая не рассчитывалась при производстве на такой вид нагрузки.
Способы нарезки конической трубной резьбы
В отличие от стандартной цилиндрической резьбы, где диаметр одинаков на протяжении всей длины детали, коническая делается с учетом особенностей соединения. Выполняют ее на станках, допускающих движение суппорта под заданным углом, либо с помощью слесарных приспособлений: плашек и метчиков. При нарезании конических резьб важно точно соблюдать направление движения и положение инструмента. Контролируют процесс с помощью угольника. Отклонения серьезно ухудшают качество и резьбу уже нельзя использовать в ответственных соединениях. Рабочий инструмент может состоять из комплекта метчиков, плашек с указанными на них номерами.

Как нарезать резьбу самостоятельно? Прежде всего необходимо надежно зафиксировать деталь в тиски с таким расчетом, чтобы обеспечить доступ измерительного угольника. Если есть сверлильный станок, то достаточно без перекосов зажать ее. Когда используется дрель, то проконтролировать угол сложнее. Можно воспользоваться дополнительными приспособлениями, например, кондуктором или направляющей муфтой. Особую аккуратность следует проявить при чистовом проходе коническим сверлом или разверткой. Точно выполненное отверстие позволит метчику правильно сделать заход. Когда уклон наружного конуса детали соответствует указанному углу, то плашка легко самоориентируется по нему и резьба получится качественной.
Оборудование для нарезки
В практической деятельности обычному слесарю не часто приходится делать коническую резьбу, если специфика производства не связанна с изготовлением деталей с таким видом соединений. Домашний мастер сталкивается с этой операцией еще реже. Помощником в работе станет таблица определения диаметров.
| Размер в дюймах | Диаметр отверстия, мм | Глубина сверления, мм | |
| dc | do | ||
| ⅛ | 8,10 | 8,57 | 15 |
| ¼ | 10,80 | 11,45 | 20 |
| ⅜ | 14,30 | 14,95 | 24 |
| ½ | 17,90 | 18,63 | 29 |
| ¾ | 23,35 | 24,12 | 31 |
| 1 | 29,35 | 30,29 | 37 |
| 1¼ | 37,80 | 38,95 | 40 |
| 1½ | 43,70 | 44,85 | 42 |
| 2 | 55,25 | 56,66 | 44 |
Наибольший диаметр конуса обозначают do, а наименьший dc. Для облегчения захода инструмента делается фаска. В цилиндрическом отверстии сделать метчиком нарезку сложно и долго. Для снижения трудоемкости и ускорения операции используют конические сверла и развертки нужного размера. Если инструмент комплектный, то сначала берут метчик или плашку с номером 1. Это черновая резка. Затем проходят инструментом №2. Иногда в комплекте может быть 3 вида метчиков. В цветных металлах коническая резьба может делаться за один проход, если использовать смазочно-охлаждающие жидкости. Работая со сталью желательно проходить отверстие последовательно всеми метчиками.
На плашках указано направление конуса. Если соответствующего значка нет, или есть непонятная аббревиатура, то нужно ее с обеих сторон замерить штангенциркулем.
Увидеть конус можно и по губкам для внутренних измерений. Достаточно их вставить вовнутрь и будет виден уклон на плашке относительно параллельных губок штангенциркуля. Конусные плашки шире обычных, поскольку они должны полностью перекрывать длину обрабатываемой детали. Работать ими тяжелее. Нагрузка распределяется по всей режущей поверхности, поэтому используют мощный вороток с длинными рукоятками, либо удлиняют их для создания рычага. Обозначается машинная плашка 2684-0015, ручная 2684-0015р. Все характеристики указаны в ГОСТ 6228-80. Метчик имеет аббревиатуру 2680-0016. Технические характеристики описаны в ГОСТ 6227-80.
Конические соединения используется в ответственных узлах, поэтому требования в чистоте обработки поверхности высокие. Добиться ее можно только при использовании качественных смазочно-охлаждающих жидкостей. Выбор составов широк. Но если профессиональных материалов под рукой нет, то в домашних условиях можно для работы использовать животный жир. По своим характеристикам он отлично подходит для этой цели. Многие опытные мастера часто его используют в своей практике. Он гарантирует хорошее скольжение, качественную резку металла без сколов.
Скачать ГОСТ 6227-80
Скачать ГОСТ 6228-80
Режущий инструмент изготовляется из инструментальных, быстрорежущих сталей. В ГОСТе указан рекомендуемый ресурс плашек и метчиков. Рассчитывается он для инструмента из сплава Р6М5 по заготовкам из стали 45. Плашка должна гарантированно выполнить обработку от 125 (более 1 дюйма) до 225 (менее дюйма) наружных резьб, соответствующих требованиям ГОСТ. Соответственно, если в работе используются более прочные сплавы деталей, то ресурс уменьшается. Для проверки качества обработки, геометрических размеров и соответствия профилю используются специальные шаблоны — калибры. Такие же приспособления применяются при заточке резцов для токарных станков.
Как обозначаются соединения деталей с резьбой
Все характеристики трубной конической резьбы указаны в ГОСТ 6211–81. Отечественные стандарты совместимы с зарубежными аналогами: ISO R7, DIN 2999, BS 21, JIS B 0203. Обозначается этот вид резьбы английскими буквами R (наружная) и Rc (внутренняя). В ГОСТе описывается профиль, размеры и допуски соединения. Детальный чертеж показывает характерные особенности соединения. Дополнительные приложения регламентируют подготовку деталей для работы. Сводная таблица основных параметров трубной резьбы является основанием для контроля качества и размеров изделия.

Особое внимание уделяется тому, как делается обозначение соединения. Если используется два вида резьбы, то записываются они в виде дроби. Числитель — это внутренняя, знаменатель наружная часть соединения. Например, Rp/R 3/4 LH. Это означает, что резьба левая, номиналом три четверти дюйма, внутренняя цилиндрическая, а наружная коническая трубная. Совмещение разных видов часто используется в ремонтной практике. Так восстанавливают работоспособность сантехнических, газовых приборов. Конусная резьба предпочтительнее там, где нужна надежная герметизация.
Резьба NPT коническая дюймовая: параметры, обозначение, применение
К наиболее распространенным типам соединений относятся резьбовые. Существует множество их видов, параметры которых регламентируются различными стандартами. Далее рассмотрен один из весьма редких их вариантов – резьба NPT.
NPT представляет собой американскую коническую трубную резьбу. Ее применяют для труб и арматурных сантехнических изделий, произведенных в США.
Резьба НПТ встречается весьма редко на изделиях, рассчитанных на бытовые системы, ввиду того, что параметры таких соединений избыточны для них. Данные варианты целесообразны для магистралей с повышенными требованиями к прочности, герметичности и надежности при высоком давлении вроде нефтегазовых трубопроводов. Кроме того, ГОСТ 6111 определяет их применение в машино- и станкостроении и гидравлическом оборудовании.

Рассматриваемый тип резьбы дифференцируют на наружные и внутренние варианты. На трубных изделиях она нарезается в виде конуса. То есть на одном элементе, составляющем соединение, присутствует внешняя резьба, на втором – внутренняя. Данная конструкция обеспечивает высокую прочность совмещения элементов нефтегазовых и водопроводных магистралей.
Скачать ГОСТ 6111-52
Основные характеристики NPT, представленные размерами и конфигурацией, описаны в стандартах ANSI B36.10M, 2999, 10255, 1600. Во втором документе они отнесены к системе DIN, в последнем – к BS. Среди стандартов СНГ рассматриваемому виду спиральной резьбы соответствуют ГОСТ 6111-52, описывающий резьбу конической конфигурации дюймовой размерности с 60° углом профиля, и 6211-81, регламентирующий нормы взаимозаменяемости трубной и конической резьбы. То есть в ГОСТ рассматриваемое соединение именуют трубной или дюймовой конической резьбой.
Скачать ГОСТ 6211-81
Скачать стандарт ANSI/ASME B36.10M-2004
Размеры
Для рассматриваемого типа соединений используют дюймовую и метрическую размерности. Причем во втором случае один из элементов все равно выполнен в дюймовой размерности, а второй – в метрической системе. В первом случае оба элемента дюймовые. На основе этого применяются различные обозначения: для дюймового варианта используется стандартная аббревиатура, а для метрического – NPT-E. Метрическую размерность используют для нарезки резьбы при производстве адаптеров и переходников цилиндрической и конической конфигураций с разных сторон.
Конусность равна 1:16, величина угла составляет 3°34’48». Размеры резьбы NPT составляют 1/16 — 24 дюйма. Причем нужно учитывать, что для данных соединений отражают пропускной диаметр, а не наружный.

Основные характеристики рассматриваемого соединения представлены длиной, диаметром, плотностью витков, выраженной их количеством на дюйм, шагом профиля.
Схемы в ГОСТ отражают два значения длины: рабочей и расстояния между торцом и профилем. Также приводится три значения диаметра: наружный, внутренний и промежуточный. Их обозначают как d, d1 и d2 соответственно. Причем для наружной резьбы используются строчные буквы, для внутренней – заглавные. Шаг витков обозначают P.
Например, для NPT 1/4 рабочая длина и расстояние между торцом и плоскостью составляют 9,5 и 4,06 мм. Внешний, пропускной и промежуточный диаметры равны 1,358, 1,131 и 1,245 см соответственно. Частота витков– 18 на дюйм. Для NPT 1/2 рабочая длина и расстояние от торца до плоскости равны 13,5 и 8,13 мм. Значения наружного, пропускного и промежуточного диаметров – 2,122, 1,832 и 1,978 см соответственно. Частота витков — 14 на дюйм. Для NPT 1/8 рабочая длина и расстояние от плоскости до торца составляют 7 и 4,57 мм. Внешний, пропускной и промежуточный диаметры равны 1,027, 0,877 и 0,952 см соответственно. Данная резьба имеет 27 витков на дюйм. Для NPT 3/4 рабочая длина и расстояние от плоскости до торца составляют 14 и 8,61 мм. Наружный, пропускной и промежуточный диаметры равны 2,657, 2,367 и 2,512 см соответственно. Частота витков – 14 на дюйм.
Для всех вариантов рассматриваемых соединений угол вершины профиля равен 60°. Его высота — 0,86 мм. Шаг для варианта 1/8 равен 0,907, для 1/4 — 1,337, для 1/2 и 3/4 — 1,814 мм. Причем существует взаимосвязь между частотой витков и шагом профиля. Так, для шага 0,907 частота витков равна 28 на дюйм, для 1,337 – 19, для 1,814 – 14.
Технология нарезки
Создание NPT осуществляется с применением резьбонарезных установок, оснащенных специализированным инструментом, представленным метчиком. Его монтируют на вращающемся шпинделе. Обрабатываемый предмет закрепляют на рабочей поверхности. Рассматриваемый процесс включает несколько этапов.
- Прежде всего задают скорость и направление вращения шпиндельного узла.
- Далее устанавливают метчик соответствующего размера, закрепляя головку поддерживающим спецзажимом.
- Работы начинают с того, что после запуска оборудования головку управляющей рукояткой подводят заготовке.
Нарезание происходит автоматически. По завершение работ поднимается суппорт, и отключается привод (при соответствующей заданной схеме работы). После этого проверяется точность резьбы и при необходимости корректируется.
Дюймовые резьбы – размеры, таблица, ГОСТ с диаметрами и шагом, обозначения в мм, виды цилиндрических
06ДекСодержание статьи
- Основные моменты
- Таблицы размеров дюймовых и метрических мелких и крупных резьб
- Технологии нарезки
- Классы точности
- Виды дюймовых резьб
- Моменты затяжки крепежной дюймовой резьбы
- Маркировка
- Изготовление: видео
Винты и гайки, болты, шурупы и многочисленный крепежный инструмент с нанесением винтовых насечек являются наиболее популярным товаром среди метизов. Их «бум» состоялся в 18 веке вместе с промышленной революцией. Тогда уже все поняли, что недостаточно иметь один вид изделия для всех нужд, требуются многочисленные типоразмеры, а также различные разновидности форм. В статье мы дадим таблицу дюймовых резьб с разными параметрами: размерами в мм, метрическими обозначениями, наружными и внутренними диаметрами и со стандартным шагом по ГОСТ на них, а также расскажем про виды изделий.

Основные моменты
Небольшая историческая справка, чтобы понять, почему так важны стандарты, и почему весь мир производит продукцию, которая им соответствует. До второй половины 16 века еще не было изобретено резьбонарезного станочного оборудования, поэтому все винты, которые применялись в редких конструкциях, были созданы вручную. Соответственно, изготовитель сам выбирал удобный отступ по виткам, поскольку добивался соответствия показателям нарезки на деталь. Ему не нужно было, чтобы данный крепеж еще к чему-то подходил. Но в 1568 году был создан первый станок, который модернизировал весь процесс и позволил ввести крепежные пары с резьбой в производство. Координация поступательного движения была зафиксирована, поэтому изначально был только один типоразмер, соответственно, маркировка не требуется.
С развитием технологии появилась потребность в разных вариантах пар «болт + гайка», чтобы они могли скреплять более мелкие или, напротив, крупные соединения. Тогда станки постепенно совершенствовались – улучшился привод (изначально он был ножной, с ходом времени – электрический), а также появилась возможность настраивать резьбонарезные режимы, а именно: глубину врезки, расстояние между витками.
Цилиндрическая

Коническая

И только в 18 веке, который назван индустриальным, крепежные инструменты получили такое распространение и многообразие, что нельзя было допускать разнокалиберного производства, нужно было все унифицировать. Потребность исходила именно из нужд строительства, поэтому производители постепенно сошлись на одних принятых стандартах.
Но несмотря на различия в двух системах исчисления есть стандартные параметры, по которым и происходит сверка типоразмеров и маркировка. Конкретно это:
- Длина болта (шурупа и пр.) и расстояние нанесения витков.
- Количество спиралей – устройство может быть однозаходным и многозаходным.
- Внутренний диаметр под дюймовую резьбу. Берутся две самые глубокие точки (это дно канавок), которые расположены напротив, например, в гайке или в трубе, других деталях для соединения. Это и будет d (стандартное обозначение в формулах).
- Внешний, или D. Он же – наружный. Для его измерения нужно зафиксировать отрезок, который образуется между двумя наиболее выпирающими ступенями, которые расположены параллельно.
- Направление – здесь все просто, бывает правосторонняя и левосторонняя нарезка. Правый вариант распространен, используется намного чаще как при машиностроении, так и в быту, например при обычном завинчивании пробки на горлышко бутылки. К слову на этом примере тоже можно рассматривать и изучать нанесение резьбы. Левая тоже применяется, но реже, преимущественно в тех случаях, когда само вращение элемента рассчитано в ту же сторону (чтобы предотвратить развинчивание). Данные крепежи отмечены спецзнаками, применяются в ходовой части автомобиля, при креплении педалей велосипеда, в разных инструментах и станках.
- Профиль. Это геометрическая форма, которую имеет нарезка. Концы гребней могут быть острые, тогда получается треугольник в сечении, или с усеченным конусом, прямоугольником. Чтобы наиболее наглядно это увидеть, если есть желание, можно взять болт и разрезать его вдоль, затем посмотреть на разрез или сделать его отпечаток. Но так как стандарты дюймовых резьб представлены в маркировках, достаточно найти обозначение в дюймах в сопроводительной документации. А мы покажем это на схематическом изображении.
- Шаг. Одна из часто используемых характеристик, объясняет то, на каком расстоянии находятся одинаково удаленные от центра ближайшие точки. Удобно засекать по двум рядом стоящим гребням. Есть (указывается как Р) мелкий и крупный.
- Ход. Это то, как пройдет один виток при обороте на 360 градусов. Он в формулах представлен как Ph. Полностью зависит от двух параметров: от промежутков и количества заходов. Чаще всего встречаются двухзаходные болты, поэтому в них ход равен двум. Формула для вычисления: Ph = Р*n, где n – это количество заходов.

Посмотрим для наглядности на схематическое изображение:

На схеме видим ось. Это визуальная срединная линия, представляющая собой центр и находящаяся на одинаковом удалении от всех верхних точек гребней и внутренних – от дна канавок.
Мы привели основные аргументы и рассказали о происхождении всей системы измерений. Но при маркировке используются дополнительные характеристики. Вот как еще можно определить дюймовую резьбу:
- По углу подъема. Это то, насколько круто происходит врезка. Обычно, чем больше шаг и количество заходов, тем острее угол. Также этот показатель влияет на эксплуатационные качества в том числе, на то, насколько сложно спираль сбить, срезать.
- По длине свинчивания – это то расстояние, где соприкасаются внутренняя и внешняя нарезка парного крепежного соединения.
- По сбегу. Это промежуток с неполным неглубоким профилем, поскольку на этом небольшом участке происходит плавный, постепенный переход к гладкой части метиза.

Таблицы размеров дюймовых и метрических мелких и крупных резьб
Теперь мы представим сравнительные табличные данные. Сразу укажем, что невозможно и нецелесообразно в рамках одной данной статьи предоставлять все нормативные документы, поскольку узнать исчерпывающую информацию по всем типоразмерам можно в соответствующих ГОСТах. Мы представим самые распространенные. Сначала отметим, что шаг бывает:
- более 68 мм;
- до 68 мм включительно.
Отсюда приведем два списка с рассматриваемой маркировкой и указанием в миллиметрах:
| Обозначение | Укрупненная спираль, мм |
| М1 | 0.25 |
| М1.2 | 0.25 |
| М1.4 | 0.3 |
| М1.6 | 0.35 |
| m1.8 | 0.35 |
| m2 | 0.4 |
| М2.2 | 0.45 |
| М2.5 | 0.45 |
| М3 | 0.5 |
| М3.5 | 0.6 |
| М4 | 0.7 |
| М5 | 0.8 |
| М6 | 1.0 |
| М8 | 1.25 |
| М10 | 1.5 |
| М12 | 1.75 |
| М14, 16 | 2.0 |
| М18, 20, 22 | 2.5 |
| М24, 27 | 3.0 |
| М30, 33 | 3.5 |
| М36, 39 | 4.0 |
| М42, 45 | 4.5 |
| М48, 52 | 5.0 |
| М56, 60 | 5.5 |
| М64, 68 | 6.0 |
Отличия от метрической
И так как все развитие резьбового инструмента пришлось преимущественно на Великобританию и ее колонии, то использовалась дюймовая система исчисления. Интересно, что само слово произошло из голландского языка и означает большой палец, потому что в Англии измеряли все, принимая во внимание части человеческого тела. Поэтому английский дюйм – это ни что иное как ширина большого пальца руки или 1/12 часть фута, то есть мужской стопы. Исчисление весьма интересное, особенно исходя из того, что все люди, мягко говоря, разные. История умалчивает, ноги и руки какого «эталонного» англичанина подвергались измерению.
Сейчас, безусловно, все соответствия между мерами длины давно запротоколированы, и математики всех стран сошлись на том, что в 1 единице находится ровно 2 сантиметра и 54 миллиметра. Можно даже рассчитать шаг для дюймовой резьбы без таблицы. Но этого можно не делать вручную, ведь вся конвертация из одной меры в другую уже проведена.
Так появилась указанная нами в заглавии шкала. Но зачем ее менять на метрическую? В 1801 году Э. Уитни сделал увлекательное представление, целью которого было доказать, что всему миру необходима полная взаимозаменяемость деталей – как внутри одной страны, так и между государствами. Так он положил на стол несколько полных комплектов для сборки одинакового оружия, но разного производства. А затем собрал один готовый мушкет из разных запчастей – по одной из каждой кучки. С этого момента появилась и затем внедрялась идея унификации, которая воплотилась в сегодняшних нормативных документах: ГОСТ, ДСТУ, DIN, ISO и других.
Интересен тот факт, что из-за постоянного соперничества Великобритании и Франции, первые «вставляли палки в колеса» индустриальному развитию. Они давали неверную информацию, делали так, чтобы французы могли собирать английскую технику и машины только инструментом, привезенным из Англии. Но после революции система была усвоена и переведена на привычную для Франции метрическую. А в России, кстати, сам Менделеев был противником древнерусских измерений с локтями, саженями, аршинами и прочими единицами.
Метры распространили по Европе именно французы во время завоеваний Наполеона. Но так как в Англию он не заходил и не покорял ее, то там осталась привычная дюймовая, как и во всех колониальных странах – в Америке, Японии, Канаде, Австралии. К слову, сами американцы и англичане называют ее имперской.
Вроде бы понятно, что разница только в методике исчислений, но есть и отличительные черты в нанесении резьбовых соединений, а именно:
- профиль;
- порядок вычисления шага и хода.
Также может меняться угол нарезки – он обычно составляет 55 градусов, а в более привычной нам метрической – все 60. На самом деле на уровне небольших гаек и болтов этот наклон фактически незначительный, но все же для крепкого стыка рекомендовано подбирать крепежную пару соответствующих координат.

Выше мы сказали, что с конвертацией из одного исчисления в другое математики уже определились, соотношение составляет 1 к 2,54 сантиметрам. Опять вдаваться в историю производства метизов не будем, а просто упомянем как факт, что при переделке маркировок с английской на французскую манеру используется не стандартный параметр, а специальный – трубный. Один такой дюйм (международное сокращение и то, как обозначается дюймовая резьба, – двойной апостроф – ?) равен 3,324 см. Отсюда и делаем вывод, что порядок вычисления является особенным. Так, например, диаметр 3/4? = 25 мм. Приведем краткую таблицу их соотношений в двух системах:
| значение | наружный d, мм | внутренний d, мм |
| 3/16 | 4,762 | 3,408 |
| 1/4 | 6,35 | 4,724 |
| 3/8 | 9,525 | 7,492 |
| 1/2 | 12,7 | 9,989 |
| 3/5 | 19,05 | 15,798 |
| 1 | 22,225 | 21,334 |
| 1; 1/2 | 38,1 | 32,679 |
Хочется отметить, что такая маркировка смотрится лаконичнее.
Технологии нарезки
Есть два распространенных способа:
- Вручную. Для этого используется метчик и плашка. Первый инструмент делает резьбу в заранее подготовленном отверстии, будучи установлен в специальную рукоятку. Второй механизм предназначен для внешнего нарезания. Это круглое устройство с внутренними острыми лепестками, которое завинчивается на заготовку с помощью держателя.
- С помощью токарного или сверлильного станка. Для этого нужны специальные резьбонарезные резцы. Сначала выбирается отверстие. Следует сделать несколько проходов – от чернового к финишному этапу. Чтобы не перегревать сплав, на место ввинчивания наносят машинное масло.

Классы точности
Есть три категории от 1 до 3. При этом самой низкой является первая, здесь представлены изделия, выполненные вручную, а также не прошедшие тонкую или шлифовальную металлообработку. В зависимости от назначения и размеров к производителю могут быть предъявлены разные требования. Наиболее чисто производят нарезку станки с ЧПУ.
Виды дюймовых резьб
В основном разделяют две разновидности:
- Цилиндрическая. Более распространенная. Она регулируется в России нормативным документом ГОСТ 6357-81. Их отличие в том, что они имеют более мелкую и, соответственно, частые витки. Они находятся близко. Также они более округлые, что положительно влияет на сцепление, делая связь более герметичной для жидкостей и газов.
- Коническая. У нее есть два подвида углов профиля – в 55 и 60 градусов, поэтому в два раза больше разновидностей. К тому же напоминает конус, что делает пару самоуплотняемой. Это приводит к тому, что зона крепежа не требует использования герметизирующих средств.

Моменты затяжки крепежной дюймовой резьбы
Этот показатель является рекомендуемым при работе с резьбовыми соединениями. Он обозначает максимальное усилие, которое можно оказывать на деталь. Если оно будет превышено, то могут быть срезаны (свинчены) витки, элемент испортится и потеряет свое функциональное значение. А если напротив, будет допущено минимальное, недостаточное усилие, то во время эксплуатации под воздействием вибрации и других факторов случится самопроизвольное раскручивание, что также чревато поломкой или аварией.
Приведем небольшую таблицу с рекомендациями, силу будем по стандарту измерять в Нм, то есть в Ньютон-метрах. К слову, 1 Нм приблизительно равен 0,1 кГм.
| диаметр, в дюймах | момент затяжки, в нм |
| 1/4 | 12± 3 |
| 3/8 | 47± 9 |
| 7/16 | 70± 15 |
| 1/2 | 105± 20 |
| 5/8 | 215± 40 |
| 3/4 | 370 ± 50 |
| 7/8 | 620± 80 |
| 1 | 900 ± 100 |
| 1; 1/2 | 3100 ± 350 |
Маркировка
Мы подробно поговорили про многообразие параметров и обозначений отдельных элементов. Все они должны быть доступны покупателю, поэтому он видит их гравированными или на самом крепежном инструменте, или в описании, в технической документации. Выглядит так:

По порядку здесь указывается:
- резьбовая разновидность;
- размер;
- направление: правое или левое;
- класс точности в буквах или цифрах;
- длина свинчивания.
Изготовление: видео
Мы уже рассказали про два способа нарезки. Теперь наглядно посмотрим на один из них, который можно сделать самостоятельно в домашних условиях:
В статье мы написали про коническую и цилиндрическую дюймовую резьбу. Мы привели таблицы, а также способы вычисления, поговорили об особенностях (параметрах) выбора и даже дали небольшую историческую сводку. Надеемся, что эта информация была для вас полезна. В качестве завершения есть видеозапись:
После того, как ознакомитесь со статьей, можете прочитать про наши товары. Компания «Рокта» уже 15 лет на российском рынке. За это время мы охватили практически все города страны.
Поставщики и производители оборудования | Метрические технические данные ISO по аппаратному обеспечению
 © Copyright 2000-2020, Engineers Edge, LLC www.enginesedge.com Дата / Время: |
Направляющая для метчика, стили, фаски, маркировка, символы, технические характеристики, формы резьбы, пределы резьбы метчика (дюйм) и размеры
обслуживает канадские провинции и территории Ньюфаундленда, NF, NL, Nova
Шотландия, NS, Нью-Брансуик, NB, Остров Принца Эдуарда, PEI, PE, Квебек, PQ, QC, Онтарио, ON,
Манитоба, MB, Саскачеван, SK, Альберта, AB, Британская Колумбия, Британская Колумбия, Северо-Западные территории, NT, Нунавут, NU, Юкон, YT,
обслуживание канадских городов,
Торонто, Миссиссауга, Скарборо, Лаваль, Монреаль, Монреаль, Ванкувер, Оттава, Гатино, Калгари, Эдмонтон, Квебек, Виннипег, Гамильтон, Китченер, Кембридж, Ватерлоо, Лондон, Св.Катаринс, Ниагара, Галифакс, Ошава, Виктория, Виндзор, Саскатун, Реджайна, Шербрук, Сент-Джонс,
Барри, Келоуна, Абботсфорд, Миссия, Садбери Кингстон, Сагеней, Труа-Ривьер, Труа-Ривьер, Труа-Ривьер, Гвельф, Монктон, Брантфорд, Сент-Джон, Тандер-Бей, Питерборо,
Аякс, Аврора, Брэмптон, Брок, Берлингтон, Каледон, Кларингтон, регион Дарем, Ошава, Пикеринг, Уитби, Холтон-Хиллз, Милтон, Оквилл, Миссисога, Новый рынок, Ричмонд-Хилл, Вон, Оранжвилл,
обслуживает города США,
Нью-Йорк, Лос-Анджелес, Чикаго, Хьюстон, Филадельфия, Феникс, Сан-Антонио, Сан-Диего, Даллас, Сан-Хосе, Остин, Джексонвилл, Сан-Франциско, Индианаполис,
Колумбус, Форт-Уэрт, Шарлотта, Сиэтл, Денвер, Эль-Пасо, Детройт, Вашингтон, Бостон, Мемфис, Нашвилл, Портленд, Оклахома-Сити, Лас-Вегас,
Балтимор, Луисвилл, Милуоки, Альбукерке, Тусон, Фресно, Сакраменто, Канзас-Сити, Лонг-Бич, Меса, Роли, Омаха, Майами, Окленд,
Миннеаполис, Талса, Уичито, Новый Орлеан, Арлингтон, Кливленд, Бейкерсфилд, Тампа,
Аврора, Гонолулу, Анахайм, Санта-Ана, Корпус-Кристи, Риверсайд, Св.Луи, Лексингтон, Стоктон, Питтсбург, Сент-Пол, Анкоридж, Цинциннати,
Хендерсон, Гринсборо, Плано, Ньюарк, Толедо, Линкольн, Орландо, Чула Виста, Джерси-Сити, Чендлер, Форт-Уэйн, Буффало, Дарем, Санкт-Петербург, Ирвин,
Ларедо, Лаббок, Мэдисон, Гилберт, Норфолк, Рино, Уинстон Салем, Глендейл, Хайалиа, Гарланд, Скоттсдейл, Чесапик, Северный Лас-Вегас, Фремонт,
Батон-Руж, Ричмонд, Бойсе, Сан-Бернардино, Спокан, Бирмингем, Модесто, Де-Мойн, Рочестер, Такома, Фонтана, Окснард, Долина Морено, Фейетвилл,
Хантингтон-Бич, Йонкерс, Глендейл, Аврора, Монтгомери, Колумбус, Амарилло, Литл-Рок, Акрон, Шривпорт, Огаста, Гранд-Рапидс,
Мобил, Солт-Лейк-Сити, Хантсвилл, Таллахасси, Гранд-Прери, Оверленд-Парк, Ноксвилл, Вустер, Браунсвилл, Ньюпорт-Ньюс, Санта-Кларита,
Порт Св.Люси, Провиденс, Форт-Лодердейл, Чаттануга, Темпе, Оушенсайд, Гарден-Гроув, Ранчо Кукамонга, Кейп-Корал, Санта-Роза, Ванкувер,
Су-Фолс, Пеория, Онтарио, Джексон, Элк-Гроув, Спрингфилд, Пембрук-Пайнс, Салем, Корона, Юджин, Мак-Кинни, Форт-Коллинз, Ланкастер,
Кэри, Палмдейл, Хейворд, Салинас, Фриско, Спрингфилд, Пасадена, Мейкон, Александрия, Помона, Лейквуд, Саннивейл, Эскондидо, Канзас-Сити, Голливуд,
Кларксвилл, Торранс, Рокфорд, Джолиет, Патерсон, Бриджпорт, Напервиль, Саванна, Мескит, Сиракузы, Пасадена, Оранж, Фуллертон, Киллин,
Дейтон, Макаллен, Белвью, Мирамар, Хэмптон, Вест-Вэлли-Сити, Уоррен, Олат, Колумбия, Торнтон, Кэрроллтон, Мидленд, Чарльстон, Уэйко
и государства
Алабама, Алабама, Аляска, АК, Аризона, Аризона, Арканзас, Арканзас, Калифорния, Калифорния, Колорадо, Колорадо, Коннектикут, Коннектикут,
Делавэр, Делавэр, Округ Колумбия, Округ Колумбия, Флорида, Флорида, Джорджия, Джорджия, Гавайи, Гавайи, Айдахо, Айдахо, Иллинойс, Иллинойс, Индиана, Индиана,
Айова, Айова, Канзас, Канзас, Кентукки, Кентукки, Луизиана, Лос-Анджелес, Мэн, Мэн, Мэриленд, Мэриленд, Массачусетс, Массачусетс,
Мичиган, Мичиган, Миннесота, Миннесота, Миссисипи, Массачусетс, Миссури, Миссури, Монтана, Мт, Небраска, NE,
Невада, Невада, Нью-Гэмпшир, Нью-Джерси, Нью-Джерси, Нью-Джерси, Нью-Мексико, Нью-Мексико, Нью-Йорк, Нью-Йорк, Север
Каролина, Северная Каролина, Северная Дакота, Северная Дакота, Огайо, Огайо, Оклахома, Оклахома, Орегон, Орегон, Пенсильвания, Пенсильвания,
Род-Айленд, Род-Айленд, Южная Каролина, Южная Дакота, Южная Дакота, Теннесси, Теннесси, Техас, Техас,
Юта, Юта, Вермонт, Вирджиния, Вирджиния, Вирджиния, Вашингтон, Вашингтон, Западная Вирджиния, Западная Вирджиния, Висконсин, Висконсин, Вайоминг, Вайоминг
Возможна доставка в Афганистан, Аландские острова, Албанию,
Алжир, Американское Самоа, AS, Андорра, Ангола, Ангилья, Антигуа
и Барбуда, Аргентина, Армения, Аруба, Австралия, Австрия
, Азербайджан, Азорские острова, Багамы, Бахрейн, Бангладеш, Барбадос
, Беларусь, Бельгия, Белиз, Бенин, Бермуды, Бутан, Боливия
, Бонэйр, Босния, Ботсвана, Бразилия, Британские Виргинские острова
, Бруней, Болгария, Буркина-Фасо, Бурунди, Камбоджа, Камерун
, Канада, Канарские острова, Кабо-Верде, Каймановы острова, Центральный
Африканская Республика, Чад, Чили, Китай, Колумбия, Коморские Острова,
Конго, Острова Кука, Коста-Рика, Хорватия, Кюрасао, Кипр
, Чехия, Демократическая Республика Конго, Дания, Джибути
, Доминика, Доминиканская Республика, Эквадор, Египет, Сальвадор
, Англия, Экваториальная Гвинея, Эритрея, Эстония, Эфиопия,
Фарерские острова, Фиджи, Финляндия, Франция, Французская Гвиана, французский
Полинезия, Габон, Гамбия, Грузия, Германия, Гана, Гибралтар
, Греция, Гренландия, Гренада, Гваделупа, Гуам, GU, Гватемала
, Гернси, Гвинея, Гвинея-Бисау, Гайана, Гаити, Голландия
, Гондурас, Гонконг, Венгрия, Исландия, Индия, Индонезия
, Ирак, Ирландия, Израиль, Италия, Кот-д’Ивуар, Ямайка, Япония
, Джерси, Иордания, Казахстан, Кения, Кирибати, Косраэ, Кувейт
, Кыргызстан, Лаос, Латвия, Ливан, Лесото, Либерия, Ливия
, Лихтенштейн, Литва, Люксембург, Макао, Македония (Fyrom)
, Мадагаскар, Мадейра, Малави, Малайзия, Мальдивы, Мали,
Мальта, Маршалловы Острова, MH, Мартиника, Мавритания, Маврикий
, Майотта, Мексика, Микронезия, Молдова, Монако, Монголия
, Черногория, Монтсеррат, Марокко, Мозамбик, Н.Mariana
Острова, Намибия, Непал, Нидерланды, Нидерландские Антильские острова
, Новая Каледония, Новая Зеландия, Никарагуа, Нигер, Нигерия,
Остров Норфолк, Северная Ирландия, Норвегия, Оман, Пакистан,
Палау, PW, Панама, Папуа-Новая Гвинея, Парагвай, Перу, Филиппины
, Польша, Понапе, Португалия, Пуэрто-Рико, PR, Катар, Реюньон,
Румыния, Рота, Россия, Руанда, Саба, Сайпан, Сан-Марино
, Саудовская Аравия, Шотландия, Сенегал, Сербия, Сейшельские острова, Сьерра
Леоне, Сингапур, Словакия, Словения, Соломоновы Острова, Юг
Африка, Южная Корея, Испания, Шри-Ланка, Св.Бартелеми, св.
Кристофер, Санта-Крус, Сент-Эстатиус, Сент-Джон, Сент-Китс
и Невис, Сент-Люсия, Сен-Мартен, Сен-Мартен, Сент-Томас
, Сент-Винсент / Гренадины, Суринам, Свазиленд, Швеция, Швейцария
, Сирия, Таити, Тайвань, Таджикистан, Танзания, Таиланд,
Восточный Тимор, Тиниан, Того, Тонга, Тортола, Тринидад и
Тобаго, Трук, Тунис, Турция, Туркменистан, турки и
Острова Кайкос, Тувалу, Уганда, Украина, Остров Юнион, США
Арабские Эмираты, Великобритания, США, Уругвай, US Virgin
Острова, VI, Узбекистан, Ванату, Ватикан, Венесуэла
, Вьетнам, Верджин-Горда, Уэльс, Острова Уоллия и Футуна
, Западное Самоа, Яп, Йемен, Замбия, Зимбабве
мы стараемся отправлять в крупнейшие города мира.
Токио, Япония, Сеул, Южная Корея, Мехико, Мексика, Нью-Йорк, США, Мумбаи, Индия, Джакарта, Индонезия, Сан-Паулу, Бразилия, Дели, Индия, Осака / Кобе, Япония, Шанхай, Китай, Манила, Филиппины , Лос-Анджелес, США, Калькутта, Индия, Москва, Российская Федерация., Каир, Египет, Лагос, Нигерия, Буэнос-Айрес, Аргентина, Лондон, Великобритания, Пекин, Китай, Карачи, Пакистан, Дакка, Бангладеш, Рио-де-Жанейро, Бразилия, Тяньцзин, Китай, Париж, Франция, Стамбул, Турция, Лима , Перу, Тегеран, Иран, Бангкок, Таиланд, Чикаго, США, Богота, Колумбия, Хайдарабад, Индия, Ченнаи, Индия, Эссен, Германия, Хошимин, Вьетнам, Ханчжоу, Китай, Гонконг, Китай, Лахор, Пакистан , Шэньян, Китай, Чанчунь, Китай, Бангалор, Индия, Харбин, Китай, Чэнду, Китай, Сантьяго, Чили, Гуанчжоу, Китай, Св.-Петербург, Российская Федерация, Киншаса, ДРК, Багдад, Ирак, Цзинань, Китай, Хьюстон, США, Торонто, Канада, Янгон, Мьянма (Бирма), Алжир, Алжир Филадельфия, США, Циндао, Китай, Милан, Италия, Пусан, Юг Корея, Белу-Оризонти, Бразилия, Альмадабад, Индия, Мадрид, Испания, Сан-Франциско, США, Александрия, Египет, Вашингтон, округ Колумбия, США, Ухань, Китай, Даллас, США, Гвадалахара, Мексика, Чонгинг, Китай, Медельин, Колумбия, Детройт , США, Ханьдань, Китай, Франкфурт, Германия, Порту-Алегри, Бразилия, Ханой, Вьетнам, Сидней, Австралия, Санто-Доминго, Дом.Республика Сингапур, Сингапур, Касабланка, Марокко, Катовице, Польша, Пуна, Индия, Бангдунг, Индонезия, Монтеррей, Мексика, Монреаль, Канада, Нагоя, Япония, Нанкин, Китай, Абиджан, Кот-д’Ивуар, Сиань, Китай, Берлин, Германия, Эр-Рияд, Саудовская Аравия, Ресифи, Бразилия, Дюссельдорф, Германия, Анкара, Турция, Мельбурн, Австралия, Сальвадор, Бразилия, Далянь, Китай, Каракас, Венесуэла, Адис-Абеба, Эфиопия,
Афина, Греция, Кейптаун, Южная Африка, Кельн, Германия, Мапуту, Мозамбик, Неаполь, Италия
Прямая трубная резьба ANSI | Инженеры Edge
Связанные ресурсы: поток жидкости
ТаблицаПрямая трубная резьба ANSI
Расход жидкости Содержание | Гидравлическое энергетическое оборудование
Стандартное оборудование ANSI
В следующей таблице даны определения прямой трубной резьбы для механических соединений, NPSM и NPSL ANSI / ASME B1.20.1, Американский стандарт трубной резьбы.
Прямая трубная резьба обозначается NPSC = Национальная трубная прямая муфта.
Также обычно обозначается как «резьба IPS» или «железная прямая резьба».
Обратите внимание, что прямая трубная резьба, в отличие от конической трубной резьбы, не обеспечивает никакой функции уплотнения. Как правило, конструкция, в которой используется прямая трубная резьба, будет включать элементы уплотнения, такие как уплотнительное кольцо, для облегчения герметизации жидкости.
Все данные диаграммы даны в дюймах
Номинал | Резьбы | Наружная резьба | ||||
Резерв | Большой диаметр | Диаметр шага | ||||
Макс.аа | Мин. | Макс. | Мин. | |||
Механические шарниры с свободной посадкой для приспособлений – NPSM | ||||||
1/8 | 27 | 0.0011 | 0,397 | 0,390 | 0,3725 | 0,3689 |
|---|---|---|---|---|---|---|
1/4 | 18 | 0,0013 | 0,526 | 0.517 | 0,4903 | 0,4859 |
3/8 | 18 | 0,0014 | 0,662 | 0,653 | 0,6256 | 0.6211 |
1/2 | 14 | 0,0015 | 0,823 | 0,813 | 0,7769 | 0,7718 |
3/4 | 14 | 0.0016 | 1.034 | 1.024 | 0,9873 | 0,9820 |
1 | 11 1/2 | 0,0017 | 1,293 | 1.281 | 1,2369 | 1,2311 |
1 1/4 | 11 1/2 | 0,0018 | 1,638 | 1,626 | 1,5816 | 1.5756 |
1 1/2 | 11 1/2 | 0,0018 | 1,877 | 1,865 | 1,8205 | 1,8144 |
2 | 11 1/2 | 0.0019 | 2.351 | 2,339 | 2,2944 | 2,2882 |
2 1/2 | 8 | 0,0022 | 2,841 | 2.826 | 2,7600 | 2.7526 |
3 | 8 | 0,0023 | 3,467 | 3,452 | 3,3862 | 3.3786 |
3 1/2 | 8 | 0,0023 | 3.968 | 3.953 | 3.8865 | 3.8788 |
4 | 8 | 0.0023 | 4,466 | 4,451 | 4.3848 | 4.3771 |
5 | 8 | 0,0024 | 5,528 | 5.513 | 5,4469 | 5,4390 |
6 | 8 | 0,0024 | 6.585 | 6.570 | 6.5036 | 6.4955 |
Механические муфты с неплотной посадкой для соединений с контргайкой – NPSL | ||||||
1/8 | 27 | … | 0,409 | … | 0.3840 | 0,3805 |
1/4 | 18 | … | 0,541 | … | 0,5038 | 0,4986 |
3/8 | 18 | … | 0,678 | … | 0,6409 | 0,6357 |
1/2 | 14 | … | 0,844 | … | 0,7963 | 0,7896 |
3/4 | 14 | … | 1.054 | … | 1.0067 | 1.0000 |
1 | 11 1/2 | … | 1,318 | … | 1,2604 | 1,2523 |
1 1/4 | 11 1/2 | … | 1.663 | … | 1.6051 | 1,5970 |
1 1/2 | 11 1/2 | … | 1.902 | … | 1,8441 | 1.8360 |
2 | 11 1/2 | … | 2.376 | … | 2.3180 | 2.3099 |
2 1/2 | 8 | … | 2,877 | … | 2.7934 | 2.7817 |
3 | 8 | … | 3,503 | … | 3,4198 | 3.4081 |
3 1/2 | 8 | … | 4,003 | … | 3.9201 | 3.9084 |
4 | 8 | … | 4,502 | … | 4,4184 | 4.4067 |
5 | 8 | … | 5,564 | … | 5,4805 | 5,4688 |
6 | 8 | … | 6,620 | … | 6.5372 | 6.5255 |
8 | 8 | … | 8,615 | … | 8,5313 | 8,5196 |
10 | 8 | … | 10,735 | … | 10,6522 | 10.6405 |
12 | 8 | … | 12,732 | … | 12.6491 | 12,6374 |
Номинал | Резьбы | Внутренняя резьба | |||
Малый диаметр | Диаметр шага | ||||
Мин.аа | Макс. | Мин. | Макс. | ||
Механические шарниры с свободной посадкой для приспособлений – NPSM | |||||
1/8 | 27 | 0.358 | 0,364 | 0,3736 | 0,3783 |
|---|---|---|---|---|---|
1/4 | 18 | 0,468 | 0,481 | 0.4916 | 0,4974 |
3/8 | 18 | 0.603 | 0,612 | 0,6270 | 0,6329 |
1/2 | 14 | 0.747 | 0,759 | 0,7784 | 0,7851 |
3/4 | 14 | 0,958 | 0,970 | 0.9889 | 0,9958 |
1 | 11 1/2 | 1.201 | 1,211 | 1,2386 | 1,2462 |
1 1/4 | 11 1/2 | 1.546 | 1,555 | 1,5834 | 1,5912 |
1 1/2 | 11 1/2 | 1,785 | 1.794 | 1.8223 | 1,8302 |
2 | 11 1/2 | 2,259 | 2,268 | 2,2963 | 2.3044 |
2 1/2 | 8 | 2.708 | 2,727 | 2,7622 | 2,7720 |
3 | 8 | 3,334 | 3,353 | 3,3885 | 3.3984 |
3 1/2 | 8 | 3.835 | 3.848 | 3.8888 | 3.8988 |
4 | 8 | 4.333 | 4,346 | 4.3871 | 4.3971 |
5 | 8 | 5,395 | 5,408 | 5.4493 | 5.4598 |
6 | 8 | 6.452 | 6.464 | 6.5060 | 6.5165 |
Механические муфты с неплотной посадкой для соединений с контргайкой – NPSL | |||||
1/8 | 27 | 0.362 | … | 0,3863 | 0,3898 |
1/4 | 18 | 0,470 | … | 0,5073 | 0.5125 |
3/8 | 18 | 0.607 | … | 0,6444 | 0,6496 |
1/2 | 14 | 0.753 | … | 0,8008 | 0.8075 |
3/4 | 14 | 0,964 | … | 1.0112 | 1.0179 |
1 | 11 1/2 | 1.208 | … | 1,2658 | 1,2739 |
1 1/4 | 11 1/2 | 1.553 | … | 1,6106 | 1,6187 |
1 1/2 | 11 1/2 | 1,792 | … | 1.8495 | 1.8576 |
2 | 11 1/2 | 2,265 | … | 2,3234 | 2,3315 |
2 1/2 | 8 | 2.718 | … | 2,8012 | 2,8129 |
3 | 8 | 3.344 | … | 3,4276 | 3.4393 |
3 1/2 | 8 | 3.845 | … | 3.9279 | 3.9396 |
4 | 8 | 4.343 | … | 4,4262 | 4,4379 |
5 | 8 | 5,405 | … | 5,4884 | 5.5001 |
6 | 8 | 6.462 | … | 6.5450 | 6.5567 |
8 | 8 | 8.456 | … | 8,5391 | 8.5508 |
10 | 8 | 10,577 | … | 10.6600 | 10.6717 |
12 | 8 | 12,574 | … | 12,6569 | 12,6686 |
aa Для стандартной прямой трубной резьбы ANSI большой и вспомогательный диаметры внутренней резьбы и вспомогательный диаметр внешней резьбы зависят от делительного диаметра.Наибольший диаметр наружной резьбы обычно определяется диаметром трубы. Эти теоретические диаметры являются результатом прибавления глубины усеченной резьбы (0,666025 x p ) к максимальным диаметрам шага, и следует понимать, что коммерческие трубы не всегда будут иметь эти максимальные основные диаметры.
Примечания по резьбам для свободного монтажа:
Меньшие диаметры наружной резьбы и большие диаметры внутренней резьбы – это диаметры, получаемые с помощью промышленных прямых трубных штампов и промышленных шлифованных прямых трубных метчиков.
Наибольший диаметр внешней резьбы был рассчитан на основе усечения 0,10825 p , а вспомогательный диаметр внутренней резьбы был рассчитан на основе усечения 0,21651 p , чтобы обеспечить отсутствие помех на гребне и корне при измерении продукта калибрами, изготовленными в соответствии со стандартом.
Примечания по резьбе контргайки с ослабленным креплением:
Резьба контргайки основана на сохранении максимально возможной толщины металла между нижней частью резьбы и внутренней стороной трубы.Для того чтобы контргайка могла свободно входить в деталь с внешней резьбой, предусмотрен допуск, равный «увеличению делительного диаметра на оборот», с допуском в 1 1/2 оборота как для внешней, так и для внутренней резьбы.
Связанный:
,Таблица резьбыBSPP Размеры
Таблица размеров резьбы BSPP Калькулятор для отображения размеров резьбы с цилиндрической резьбой по британскому стандарту, когда герметичные соединения не выполняются на резьбе. Калькулятор размеров резьбы BSPP показывает размеры, допуски и обозначения для крепление трубной резьбы для размеров резьбы от 1/16 до 6 по стандарту ISO 228-1.Форма резьбы соответствует британскому стандарту Whitworth.
Некоторые важные примечания из стандарта ISO 228-1:
– Как внутренняя, так и внешняя резьба являются параллельными потоками.
– Резьба BSPP не подходит для соединений с герметизацией резьбы. Если сборки при этом резьба должна быть герметичной, это должно производиться путем сжатия двух стягивающих поверхностей вне резьбы, и применив соответствующее уплотнение.
– Резьба обычно имеет усеченную форму с усеченными гребнями до пределов допуска. Исключение составляют внутренние резьбы, где они могут быть собраны с внешней резьбой. резьба в соответствии с ISO 7-1 (Трубная резьба, в которой герметичные соединения выполнены на резьбах – Часть 1: Размеры, допуски и обозначения)
– Для наружной резьбы заданы два класса допусков на делительный диаметр; это класс A и класс B.Выбор между классом A и классом B зависит от условий применения.
– Обозначение типа трубной резьбы – G для внешней и внутренней резьбы.
– Обозначение: Внутренняя резьба – Трубная резьба ISO 228- G 1/2, Наружная резьба – Трубная резьба 1S0 228- G 1/2 A (для класса допуска A).
Таблица резьбы BSPP Размеры:
| ВХОДНЫЕ ПАРАМЕТРЫ | |
| Размер трубной резьбы | 1/16 1/8 1/4 3/8 1/2 3/4 7/8 1 1 1/8 1 1/4 1 1/2 1 3/4 2 2 1/4 2 1/2 2 3/4 3 3 1/2 4 4 1/2 5 5 1/2 6 |
Пожалуйста, подождите…
| РЕЗУЛЬТАТЫ | ||||
| Параметр | Стоимость | |||
| Размер трубной резьбы | – | — | — | |
| Число ниток на дюйм | n | — | ||
| Шаг резьбы | P | — | мм | |
| Базовая высота резьбы | h | — | ||
| Высота резьбы Sharp V | H | — | ||
| Главный диаметр резьбы | Д (= г) | |||