Электроды мастер сварки – СТАСВА – Сварочные электроды в Белгороде
alexxlab | 17.03.2020 | 0 | Разное
Электроды “МАСТЕР СВАРКИ” МР-3С тип Э46 4мм (Упаковка 1кг)
Артикул: МР-3С4_1
ОПТОМ – ДЕШЕВЛЕ!
Электроды марки МР-3С завода НЭЗ предназначены для сварки конструкций из углеродистых и низколегированных сталей с временным сопротивлением разрыву до 500 Мпа во всех пространственных положениях.
Род тока: постоянный любой полярности и переменный от источников питания холостого хода (50 +_5)В.
Диаметр, мм | Положение шва | |||
| нижнее | вертикальное | потолочное | сверху вниз | |
| 3,0 | 90-130 | 80-110 | 80-110 | 140-170 |
| 4,0 | 140-180 | 120-160 | 120-160 | – |
| 5,0 | 170-220 | 150-190 | – | – |
| Коэффициент наплавки, г/Ач | 8,5 |
| Расход электродов на 1 кг наплавленного металла, кг | 1,7 |
Основные характеристики металла шва и наплавленного металла
Механические свойства металла шва, не менее
| Временное сопротивление разрыву, Мпа | 460 |
| Относительное удлинение,% | 20 |
| Ударная вязкость, Дж/см2 | 80 |
Химический состав наплавленного металла, %
| Углерод, не более | 0,12 |
| Марганец | 0,35-0,70 |
| Кремний | 0,09-0,25 |
| Сера, не более | 0,040 |
| Фосфор, не более | 0,045 |
Упаковка 1кг
Заполните обязательные поля *.Назад
profsvarsnab.ru
В НАШИХ МАГАЗИНАХ СВАРОЧНЫЕ ЭЛЕКТРОДЫ В РАЗВЕС И ПОШТУЧНО!
Российские электроды для сварки углеродистых и низколегированных сталей
ЛЭЗ – Лосиноостровский электродный завод, Москва. СЗСМ – Судиславский завод сварочных материалов.
Импортные электроды для сварки углеродистых и низколегированных сталей
Российские электроды для сварки нержавеющих сталей
Импортные электроды для сварки нержавеющих сталей
Электроды для сварки чугуна
Электроды этих марок допускают холодную сварку чугуна (без подогрева). Однако, при подогреве качество сварки существенно выше.
Импортные электроды для сварки алюминиевых сплавов
Электродов российского производства для сварки технически чистого алюминия (ОЗА-1. ОЗАНА-1) и для заварки дефектов в литых алюминиево-кремниевых сплавах (ОЗА-2, ОЗАНА-2) наши магазины не имеют.
Электроды специального назначения
Сварочная проволока
Присадочные прутки Длина прутков – 1 м, в пеналах по 5 кг (продаются на развес, в любом количестве)
Сварочные материалы для TIG сварки
Сварочные иверторы производства Южной Кореи!
|
||
















masterweld.ru
Электроды “МАСТЕР СВАРКИ” МР-3С ТИП Э46 4мм (Упаковка 5кг)
Артикул: МР-3С4
ОПТОМ – ДЕШЕВЛЕ!
Электроды марки МР-3С завода НЭЗ предназначены для сварки конструкций из углеродистых и низколегированных сталей с временным сопротивлением разрыву до 500 Мпа во всех пространственных положениях.
Род тока: постоянный любой полярности и переменный от источников питания холостого хода (50 +_5)В.
Диаметр, мм | Положение шва | |||
| нижнее | вертикальное | потолочное | сверху вниз | |
| 3,0 | 90-130 | 80-110 | 80-110 | 140-170 |
| 4,0 | 140-180 | 120-160 | 120-160 | – |
| 5,0 | 170-220 | 150-190 | – | – |
Характеристики плавления электродов
| Коэффициент наплавки, г/Ач | 8,5 |
| Расход электродов на 1 кг наплавленного металла, кг | 1,7 |
Основные характеристики металла шва и наплавленного металла
Механические свойства металла шва, не менее
| Временное сопротивление разрыву, Мпа | 460 |
| Относительное удлинение,% | 20 |
| Ударная вязкость, Дж/см2 | 80 |
Химический состав наплавленного металла, %
| Углерод, не более | 0,12 |
| Марганец | 0,35-0,70 |
| Кремний | 0,09-0,25 |
| Сера, не более | 0,040 |
| Фосфор, не более | 0,045 |
Упаковка 5кг
Заполните обязательные поля *.
Назад
profsvarsnab.ru
Электроды “МАСТЕР СВАРКИ” МР-3С ТИП Э46 5мм (Упаковка 5кг)
Артикул: МР-3С5
ОПТОМ – ДЕШЕВЛЕ!
Электроды марки МР-3С завода НЭЗ предназначены для сварки конструкций из углеродистых и низколегированных сталей с временным сопротивлением разрыву до 500 Мпа во всех пространственных положениях.
Род тока: постоянный любой полярности и переменный от источников питания холостого хода (50 +_5)В.
Диаметр, мм | Положение шва | |||
| нижнее | вертикальное | потолочное | сверху вниз | |
| 3,0 | 90-130 | 80-110 | 80-110 | 140-170 |
| 4,0 | 140-180 | 120-160 | 120-160 | – |
| 5,0 | 170-220 | 150-190 | – | – |
Характеристики плавления электродов
| Коэффициент наплавки, г/Ач | 8,5 |
| Расход электродов на 1 кг наплавленного металла, кг | 1,7 |
Основные характеристики металла шва и наплавленного металла
Механические свойства металла шва, не менее
| Временное сопротивление разрыву, Мпа | 460 |
| Относительное удлинение,% | 20 |
| Ударная вязкость, Дж/см2 | 80 |
Химический состав наплавленного металла, %
| Углерод, не более | 0,12 |
| Марганец | 0,35-0,70 |
| Кремний | 0,09-0,25 |
| Сера, не более | 0,040 |
| Фосфор, не более | 0,045 |
Упаковка 5кг
Заполните обязательные поля *.
Назад
profsvarsnab.ru
Электроды “МАСТЕР СВАРКИ” МР-3С ТИП Э46 3мм (Упаковка 5кг)
Артикул: МР-3С3
Электроды марки МР-3С завода НЭЗ предназначены для сварки конструкций из углеродистых и низколегированных сталей с временным сопротивлением разрыву до 500 Мпа во всех пространственных положениях.
Род тока: постоянный любой полярности и переменный от источников питания холостого хода (50 +_5)В.
Диаметр, мм | Положение шва | |||
| нижнее | вертикальное | потолочное | сверху вниз | |
| 3,0 | 90-130 | 80-110 | 80-110 | 140-170 |
| 4,0 | 140-180 | 120-160 | 120-160 | – |
| 5,0 | 170-220 | 150-190 | – | – |
Характеристики плавления электродов
| Коэффициент наплавки, г/Ач | 8,5 |
| Расход электродов на 1 кг наплавленного металла, кг | 1,7 |
Основные характеристики металла шва и наплавленного металла
Механические свойства металла шва, не менее
| Временное сопротивление разрыву, Мпа | 460 |
| Относительное удлинение,% | 20 |
| Ударная вязкость, Дж/см2 | 80 |
Химический состав наплавленного металла, %
| Углерод, не более | 0,12 |
| Марганец | 0,35-0,70 |
| Кремний | 0,09-0,25 |
| Сера, не более | 0,040 |
| Фосфор, не более | 0,045 |
Упаковка 5кг
Заполните обязательные поля *.
Назад
profsvarsnab.ru
Электроды “МАСТЕР СВАРКИ” МР-3С ТИП Э46 3мм (Упаковка 1кг)
Артикул: МР-3С3_1
Электроды марки МР-3С завода НЭЗ предназначены для сварки конструкций из углеродистых и низколегированных сталей с временным сопротивлением разрыву до 500 Мпа во всех пространственных положениях.
Род тока: постоянный любой полярности и переменный от источников питания холостого хода (50 +_5)В.
Диаметр, мм | Положение шва | |||
| нижнее | вертикальное | потолочное | сверху вниз | |
| 3,0 | 90-130 | 80-110 | 80-110 | 140-170 |
| 4,0 | 140-180 | 120-160 | 120-160 | – |
| 5,0 | 170-220 | 150-190 | – | – |
Характеристики плавления электродов
| Коэффициент наплавки, г/Ач | 8,5 |
| Расход электродов на 1 кг наплавленного металла, кг | 1,7 |
Основные характеристики металла шва и наплавленного металла
Механические свойства металла шва, не менее
| Временное сопротивление разрыву, Мпа | 460 |
| Относительное удлинение,% | 20 |
| Ударная вязкость, Дж/см2 | 80 |
Химический состав наплавленного металла, %
| Углерод, не более | 0,12 |
| Марганец | 0,35-0,70 |
| Кремний | 0,09-0,25 |
| Сера, не более | 0,040 |
| Фосфор, не более | 0,045 |
Упаковка 1кг
Заполните обязательные поля *.
Назад
profsvarsnab.ru
Выбираем сварочные электроды | Блог
Электроды – устройство и принцип действия.
Появление новых видов сварок (MIG/MAG, TIG) немного расширило ассортимент материалов, применяемых для сварки, но основным расходным материалом сварочных работ до сих пор остаются плавкие штучные электроды для ручной сварки (MMA). Это неудивительно – снижение цен на компактные сварочные трансформаторы и сварочные инверторы привело к тому, что сварка перестала быть уделом специалистов и сварочный аппарат сегодня есть у многих. Соответственно, обилие различнейших электродов на прилавках может вогнать в ступор даже опытного мастера.
Вообще, большинство характеристик электродов имеет рекомендательный характер. Вполне можно при сварке переменным током железных деталей использовать электроды для нержавейки, да еще и предназначенные для постоянного тока. Но при неправильном использовании электродов качество шва будет намного хуже, да и процесс сварки может вызывать немалые затруднения. Поэтому, прежде чем начать использовать свежекупленный сварочный аппарат, надо разобраться, какие электроды подойдут к нему и к каждому конкретному свариваемому материалу.
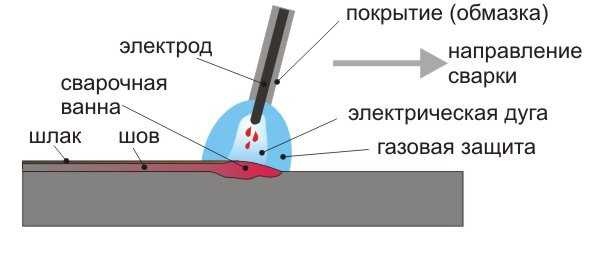
Устроен электрод достаточно просто – металлический стержень из электропроводного материала, покрытый обмазкой (покрытием). Назначение стержня – создавать электрический контакт между анодом и катодом для поддержания электрической дуги и (в случае плавкого электрода) служить источником металла для шва. Основное назначение обмазки – создавать при горении газовую защиту для предотвращения окисления расплавленного металла. Кроме того, компоненты обмазки могут служить для стабилизации горения дуги, облегчения розжига дуги и изменения свойств металла шва.
Особенность использования покрытых электродов – в образующейся поверх сварочной ванны пленке продуктов сгорания обмазки – шлака. Шлак легче расплавленного металла, и, пока металл находится в жидком состоянии, шлаковая пленка покрывает его сверху, улучшая защиту сварочной ванны. Но если шов делается в несколько проходов, перед каждым последующим проходом остывший шлак следует счищать, иначе вкрапления шлака могут остаться в глубине шва, что очень сильно снизит его прочность. Также шлак следует счищать после окончания сварки, особенно, если предполагается последующая покраска сваренных деталей.
Различают три вида ручной сварки плавким электродом: переменным током, постоянным током прямой полярности и постоянным током обратной полярности.
При сварке переменным током анод и катод меняются местами с частотой питающей сети, дуга нестабильна и требует не только использования подходящих электродов, но и немалого опыта сварщика. Плюсом сварки переменным током является минимальное магнитное отдувание электрической дуги – отклонение дуги в сторону под действием электромагнитных сил, возникающих в свариваемых деталях. В большинстве случаев это преимущество не будет заметно, но иногда стыковые и угловые швы проще варить переменным током.
Кроме того, сварка переменным током оптимальна при сварке алюминиевых сплавов. Хотя наилучший эффект дает сварка алюминия TIG-методом в среде аргона, существуют и электроды по алюминию для MMA-сварки без создания защитной газовой среды, и ими лучше варить переменным током. В то же время сварка алюминия простой ручной сваркой сложна и требует от сварщика особых навыков и немалого опыта.
При сварке постоянным током следует иметь в виду, что анод (положительный полюс) всегда нагревается сильнее катода. Поэтому сварку током прямой полярности (когда вывод «+» подведен к детали, а «-» – к электроду) применяют при сваривании толстостенных элементов и при резке металла. А сварку обратной полярности – наоборот – при сварке тонкостенных элементов и при сварке металлов, не любящих сильного нагрева. Следует иметь в виду, что форма дуги при прямой и обратной полярности разная и пятно контакта дуги с металлом в случае обратной полярности имеет меньшую площадь. Вследствие этого при сварке постоянным током обратной полярности глубина проплавления больше, но площадь сварочной ванны меньше, шов тоньше.
Характеристики электродов.

Покрытие. Различные покрытия обусловливают различные свойства, и соответственно, применения электродов. Наиболее распространенными покрытиями являются рутиловое и основное.
Рутиловое покрытие хорошо зажигается даже при невысоком напряжении холостого хода аппарата, электроды с таким покрытием дают мало брызг, шов получается аккуратный, с низкой пористостью. Электродами с рутиловым покрытием можно варить детали, не счищая ржавчину, и продукты горения этого покрытия наименее токсичны. Из минусов рутилового покрытия – высокая вероятность образования трещин шва и обилие трудноудалимого шлака. Предназначены для сварки низкоуглеродистого металла как постоянным, так и переменным током. Начинающим сварщикам рекомендуется применять электроды именно с рутиловым покрытием.
Электроды с основным покрытием предназначены для образования швов высокой прочности, стойких к ударным нагрузкам. Шов стоек к появлению трещин, но при неправильно выставленных параметрах сварки, может иметь пористую структуру. Кроме того, для уверенного розжига таких электродов требуется высокое напряжение холостого хода сварочного аппарата. Варить такими электродами рекомендуется постоянным током обратной полярности.
Также на электродах встречается кислое покрытие (по свойствам близкое к рутиловому, но продукты его горения высокотоксичны), целлюлозное (близкое к основному) и ильменитовое, средние по свойствам между рутиловыми и основными.
Род тока. Выбирается исходя из особенностей сварочного аппарата. Сварочным трансформаторам не подойдут электроды, предназначенные только для постоянного тока. Обладатели же выпрямителей могут выбирать электроды сообразно имеющейся задачи.

Диаметр. Следует выбирать, исходя из толщины свариваемых деталей и возможностей сварочного аппарата. Таблица соответствия токов и диаметров обычно приведены на коробке электродов. Если на коробке таблицы нет, можно выбрать по усредненным данным:
Ориентировочная таблица соответствий токов сварки.
| Диаметр электрода | Толщина металла | Сварочный ток |
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 6 | 10-24 | 220-320 |
Приоритет – у возможностей сварочного аппарата. Если аппарат позволяет использовать электроды максимум 4мм, то для сварки толстых (толще 10мм) деталей все равно придется использовать 4мм электроды – просто варить придется долго, в несколько проходов. Не стоит пытаться варить электродами, большими, чем это позволяется руководством по эксплуатации сварочного аппарата – тока не хватит для создания дуги и сварка будет просто невозможна.
Назначение. Выбирается исходя из материала предполагаемых к сварке деталей. Чаще всего можно варить детали и электродами для других металлов, но тогда надо быть готовым к тому, что свойства металла шва будут отличаться от свойств металла самих деталей. Поэтому для ответственных швов лучше все же подбирать соответствующие электроды.
А для наиболее ответственных швов, подверженных сжатию-растяжению или ударным нагрузкам, следует обратить внимание на показатели прочности и пластичности электродов: временное сопротивление, относительное удлинение, ударная вязкость и предел текучести. При выполнении ответственных швов надо следить, чтобы перечисленные показатели металла свариваемых деталей более или менее совпадали с аналогичными показателями электродов. Следует иметь в виду, что эти показатели электродов характеризуют не металл, из которого сделан электрод, а металл будущего шва. Свойства самого электрода могут быть другими, и излишняя пластичность электрода, призванного обеспечить упругий шов, не должна вводить в заблуждение.
Временное сопротивление (или статический предел прочности) показывает, при каком усилии произойдет разрушение детали.
Относительное удлинение показывает, насколько металл детали растянется перед началом разрушения.
Предел текучести – это напряжение, при котором начинается деформация детали.
Ударная вязкость характеризует устойчивость металла к ударным воздействиям. Если ударная вязкость электрода меньше ударной вязкости деталей, то при ударных нагрузках разлом произойдет именно по шву.

Положение сварки. Выбирая электрод, обратите также внимание на рекомендуемое положение сварки – некоторые электроды не позволяют вести сварку сверху вниз: сварочная ванна забивается стекающим шлаком. Поэтому, если у вас есть веская причина варить именно так, подберите соответствующий электрод.
Обработка электродов перед сваркой. Некоторые электроды перед применением требуют специальной обработки – например, выдерживания в температуре 190-300 градусов в течение некоторого времени. Если у вас нет возможности обеспечить такие условия, имейте в виду, что могут возникнуть затруднения при сварке, особенно при начальном её этапе.

При выборе электродов также обращайте внимание на вес упаковки: цена обычно указывается за коробку, а фасовка может быть самая различная – от 100г до 5кг и больше.
Покрытие большинства электродов боится влаги, варить «подмоченными» электродами намного сложнее – пока он не прогреется и не просохнет, будут происходить постоянные залипания и потери дуги. Поэтому покупку лучше производить в магазинах, обеспечивающих правильные условия хранения. Покупая электроды, осматривайте упаковку: цел ли полиэтилен упаковки, нет ли следов воздействия влаги на картонной коробке. Набравшие влагу электроды можно высушить в обычной духовке, но лучше все же подмокшие электроды не покупать.
Варианты выбора.
Начинающим сварщикам стоит выбирать электроды с рутиловым покрытием.
При повышенных требованиях к будущему шву следует обратить внимание на электроды с основным покрытием.
Владельцам сварочных трансформаторов следует выбирать из электродов, работающих на переменном токе.
Самые дешевые электроды – для сварки углеродистой стали. Они стоят от 100 до 200 р/кг в зависимости от производителя, материала покрытия и прочих характеристик.
Самые дорогие электроды – для сварки нержавеющей стали. Эти обойдутся от 800 до 3000 руб/кг.
club.dns-shop.ru