Флюсовая сварочная проволока – Сварочная проволока с флюсом. Проволока сварочная флюсовая
alexxlab | 05.09.2020 | 0 | Разное
виды, выбор, технические характеристики, нюансы сварочной работы и особенности применения
Сварка в автоматическом или же полуавтоматическом режиме зачастую проходит с применением такого расходного элемента, как флюсовая проволока. Одно из ее основных преимуществ – это возможность экономить газ, который расходовался бы на препятствие окислению.
Описание проволоки
Наиболее распространено применение флюсовой проволоки в том случае, когда необходимо работать с такими металлами, как медь, титан и алюминий. Еще одна особенность касается сварочного шва. Он получается очень ровным и достаточно прочным. Чаще всего основной компонент – это гранулированный флюс. Хотя это не всегда так, и бывают случаи, когда используется оксид, солевые составляющие. Также в некоторых случаях используется комбинированный тип солеоксидной основы.

Основные преимущества
Начать стоит с того, что флюсовая проволока обладает высокой степенью плавления. Это позволяет применять ее для работы с тугоплавкими материалами. Кроме того, во время работы обеспечивается высокая скорость сварки, а рабочая дуга характеризуется стабильностью и мягкостью. Горит дуга также равномерно, из-за чего шов и получается ровным. Одно из достаточно весомых преимуществ заключается в том, что после работы сварки с флюсовой проволокой со сварочного шва достаточно просто удалить шлаковое покрытие.
Кроме перечисленных положительных качеств, можно и выделить и много других:
- хорошая защита сварочного участка;
- высокая скорость работ сопровождается экономичностью;
- можно осуществлять плавление на достаточно большую глубину, а во время работы отсутствуют брызги;
- при работе не выделяется вредных летучих веществ;
- можно управлять количеством кислорода, которое содержится в сварочном шве;
- использование сварочной технологии с флюсовой проволокой помогает оптимизировать структуру шва.
Стоит отметить, что защита сварочного участка возможна как раз благодаря тому, что в проводе содержится флюс. Из-за этого атмосферные газы не достигают места сварки, а значит, и не окисляют свариваемый материал. Стоит отметить, что благодаря наличию такого ряда преимуществ, флюсовая проволока для полуавтомата применяется не только любителями для сварочных работ, но и профессионалами.

Основные направления применения
Чаще всего сварочный аппарат, который работает с использованием такого типа проволоки, применяется для соединения таких материалов, как цветной металл, легированная сталь и другие высоколегированные вещества.
В зависимости от того, что именно предстоит сваривать, будет изменяться состав флюса. Допустим, если необходимо соединить между собой при помощи сварки материал, который принадлежит к группе низколегированных сталей, то нужно применять оксидный флюс. Если предстоит работать с цветным металлом, то флюсовая сварочная проволока должна иметь солевой состав. Для легированной же стали применяется комбинированный состав из оксида и солей.
Кроме того, будет изменяться и другой основной параметр проволоки – диаметр. Колеблется этот показатель в довольно больших пределах, от 0,6 мм до 8 мм. Конечно же, чем толще будет проволока для сварки, тем больше времени понадобится, чтобы она расплавилась. А от этого уже будет зависеть скорость подачи. Из-за этих факторов и получается, что если толщина материала низкая или его состав легко поддается свариванию, то использовать толстую проволоку просто невыгодно.

Выбор проволоки по диаметру
Как уже было описано выше, при сварке флюсовой проволокой используется элемент диаметром от 0,6 до 8 мм. Кроме скорости подачи, от этого параметра также зависит и скорость ее плавки. Эти несколько факторов очень важны и обязательно должны быть учтены при выборе.
Допустим, для того чтобы получить максимально возможный ровный шов, необходимо, чтобы проволока была длинной. К примеру, если необходимо сваривать между собой достаточно тугоплавкий материал, а шов должен быть прочным и толстым, то и толщину электрода необходимо брать большую. Если необходимо проводить работы с достаточно мягкими металлами в плане сваривания, то нет необходимости в использовании толстой проволоки.
Если диаметр был подобран верно и соблюдены все правила проведения работ, то сварка флюсовой проволокой без газа способна обеспечить высокое качество шва, высокий запас прочности и создать соединение, которое будет устойчиво к воздействию атмосферного влияния. Эти три фактора позволяют применять конструкции, соединенные таким образом даже в местах с экстремальными условиями, к примеру, в зоне с повышенным давлением.

Недостатки
Несмотря на большое количество плюсов, как и у любой другой вещи, у проволоки имеются и свои отрицательные качества.
Во-первых, стоимость такого типа элемента достаточно высокая, а значит, варить флюсовой проволокой не всегда выгодно, с точки зрения стоимости или себестоимости. Во-вторых, найти такой электрод в продаже гораздо труднее, чем любой другой. В-третьих, случается и так, что даже при помощи флюсового материала не удается решить проблему плохой свариваемости материала и приходится тратить средства на дополнительные меры, что еще сильнее увеличивает себестоимость процесса.

Разновидности проволоки
На сегодняшний день важно учесть не только толщину и диаметр, но и то, с чем необходимо работать.
К примеру, что касается стали, то нельзя использовать одну и ту же проволоку с одними и теми же параметрами для любого материала, так как они могут быть из разных групп, допустим, по уровню легирования состава. К тому же есть еще и такой материал, как нержавейка. Что касается сварки меди, то здесь необходимо применять расходник с диаметром 0,8 мм, который специально создается для эксплуатации с медными деталями. Такая проволока поможет улучшить качество шва при сварке с нормальными температурами.
Что касается основных технических характеристик и их значений, то они следующие:
- предел прочности составляет 480-580 МПа;
- предел текучести от 400 до 490 МПа;
- относительное удлинение находится в пределах от 22 до 27%;
- в качестве защитного газа, если это необходимо, можно использовать углекислый.

Порошковый материал
На сегодняшний день активно используется и порошковая флюсовая проволока. Она представляет собой трубку, внутрь которой помещается сварочный флюс, содержащий в качестве добавки металлический порошок. Он также имеет свои характеристики и может использоваться для разных целей, однако на практике обычно применяется лишь для сварки низколегированной стали или же для не слишком прочной углеродистой стали.
Есть несколько основных требований, которые предъявляются к работе с таким расходником.
Во-первых, порошковый флюс должен обеспечивать стабильную дугу, а также легкость, с которой она будет появляться. Во-вторых, во время плавки должно отсутствовать разбрызгивание материала и равномерность плавки. Естественно, необходимо, чтобы конечный результат, то есть шов, не имел изъянов. Во время сварки на покрытии будет возникать шлак, который после остывания должен легко счищаться с поверхности.

Виды проволоки для порошковой сварки
Далее стоит сказать, что есть разные способы использования и защиты от внешних воздействий. По этим двум критериям проволока с порошковым флюсом делится на газозащитную и самозащитную.
Что касается первого типа, то он применяется в тех случаях, когда необходимо работать в автоматическом или полуавтоматическом режиме, а в качестве обрабатываемого материала выступает низколегированная сталь или же малоуглеродистая. Во время работы применяется также углекислый газ и иногда его смесь с аргоном. Если правильно подобрать порошковый флюс, то можно улучшить некоторые параметры сварки. К примеру, можно увеличить скорость вертикальной сварки или же улучшить прочность соединения трудносвариваемой стали.
Что касается применения такой технологии сварки, то она актуальна в основном для создания нахлестов, а также на углах конструкций или в стыках. Как уже говорилось ранее, может использовать как в автоматическом режиме сварки, так и в полуавтоматическом.
Самозащитная разновидность проволоки
Особенность самозащитной проволоки в том, что она изготавливается в виде электрода, который “вывернут” наизнанку. Особенность применения заключается в том, что сварку с таким расходником можно использовать при самых разных и даже экстремальных температурах. Кроме того, разрешается проведение работ при сильных порывах ветра и прочих подобных погодных условиях.
Стоит выделить еще несколько преимуществ, которыми обладает самозащитный вид проволоки для сварки флюсовым порошком.
- дает возможность проводить сварку в любом положении;
- так как дуга в данном случае открытого типа, то есть возможность медленно двигать обрабатываемый металл;
- проволока покрыта специальным веществом, которое повышает устойчивость к давлению;
- есть возможность контролировать химический состав, а значит, можно получить определенный состав шлака при необходимости.
Преимущества порошковой сварки и отзывы
Что касается преимуществ, которыми обладает сварка при помощи порошка, то это все пункты, касающиеся открытых методов и полуавтоматических. Другими словами, не возникает таких проблем, как в случае с потоком защитного газа, который может сдувать сильный ветер.
Если говорить о главном преимуществе сварки с проволокой из этой категории, то это отсутствие необходимости в длительных подготовительных работах.
Отзывы о флюсовой проволоке и о работе с ней достаточно хорошие, однако есть и плохие. Суть заключается в том, что для небольшого количества работы проволока подходит отлично и стоит она дешевле, чем баллон с газом. Однако в том случае, если необходимо будет варить много, то постоянно покупать такой расходник будет очень дорого, в этом и заключается главная проблема. Приобретать проволоку стоит в том случае, если варить нужно не слишком много.
fb.ru
виды, выбор, технические характеристики, нюансы сварочной работы и особенности применения
Сварка в автоматическом или же полуавтоматическом режиме зачастую проходит с применением такого расходного элемента, как флюсовая проволока. Одно из ее основных преимуществ – это возможность экономить газ, который расходовался бы на препятствие окислению.
Описание проволоки
Наиболее распространено применение флюсовой проволоки в том случае, когда необходимо работать с такими металлами, как медь, титан и алюминий. Еще одна особенность касается сварочного шва. Он получается очень ровным и достаточно прочным. Чаще всего основной компонент – это гранулированный флюс. Хотя это не всегда так, и бывают случаи, когда используется оксид, солевые составляющие. Также в некоторых случаях используется комбинированный тип солеоксидной основы.

Основные преимущества
Начать стоит с того, что флюсовая проволока обладает высокой степенью плавления. Это позволяет применять ее для работы с тугоплавкими материалами. Кроме того, во время работы обеспечивается высокая скорость сварки, а рабочая дуга характеризуется стабильностью и мягкостью. Горит дуга также равномерно, из-за чего шов и получается ровным. Одно из достаточно весомых преимуществ заключается в том, что после работы сварки с флюсовой проволокой со сварочного шва достаточно просто удалить шлаковое покрытие.
Кроме перечисленных положительных качеств, можно и выделить и много других:
- хорошая защита сварочного участка;
- высокая скорость работ сопровождается экономичностью;
- можно осуществлять плавление на достаточно большую глубину, а во время работы отсутствуют брызги;
- при работе не выделяется вредных летучих веществ;
- можно управлять количеством кислорода, которое содержится в сварочном шве;
- использование сварочной технологии с флюсовой проволокой помогает оптимизировать структуру шва.
Стоит отметить, что защита сварочного участка возможна как раз благодаря тому, что в проводе содержится флюс. Из-за этого атмосферные газы не достигают места сварки, а значит, и не окисляют свариваемый материал. Стоит отметить, что благодаря наличию такого ряда преимуществ, флюсовая проволока для полуавтомата применяется не только любителями для сварочных работ, но и профессионалами.

Основные направления применения
Чаще всего сварочный аппарат, который работает с использованием такого типа проволоки, применяется для соединения таких материалов, как цветной металл, легированная сталь и другие высоколегированные вещества.
В зависимости от того, что именно предстоит сваривать, будет изменяться состав флюса. Допустим, если необходимо соединить между собой при помощи сварки материал, который принадлежит к группе низколегированных сталей, то нужно применять оксидный флюс. Если предстоит работать с цветным металлом, то флюсовая сварочная проволока должна иметь солевой состав. Для легированной же стали применяется комбинированный состав из оксида и солей.
Кроме того, будет изменяться и другой основной параметр проволоки – диаметр. Колеблется этот показатель в довольно больших пределах, от 0,6 мм до 8 мм. Конечно же, чем толще будет проволока для сварки, тем больше времени понадобится, чтобы она расплавилась. А от этого уже будет зависеть скорость подачи. Из-за этих факторов и получается, что если толщина материала низкая или его состав легко поддается свариванию, то использовать толстую проволоку просто невыгодно.

Выбор проволоки по диаметру
Как уже было описано выше, при сварке флюсовой проволокой используется элемент диаметром от 0,6 до 8 мм. Кроме скорости подачи, от этого параметра также зависит и скорость ее плавки. Эти несколько факторов очень важны и обязательно должны быть учтены при выборе.
Допустим, для того чтобы получить максимально возможный ровный шов, необходимо, чтобы проволока была длинной. К примеру, если необходимо сваривать между собой достаточно тугоплавкий материал, а шов должен быть прочным и толстым, то и толщину электрода необходимо брать большую. Если необходимо проводить работы с достаточно мягкими металлами в плане сваривания, то нет необходимости в использовании толстой проволоки.
Если диаметр был подобран верно и соблюдены все правила проведения работ, то сварка флюсовой проволокой без газа способна обеспечить высокое качество шва, высокий запас прочности и создать соединение, которое будет устойчиво к воздействию атмосферного влияния. Эти три фактора позволяют применять конструкции, соединенные таким образом даже в местах с экстремальными условиями, к примеру, в зоне с повышенным давлением.

Недостатки
Несмотря на большое количество плюсов, как и у любой другой вещи, у проволоки имеются и свои отрицательные качества.
Во-первых, стоимость такого типа элемента достаточно высокая, а значит, варить флюсовой проволокой не всегда выгодно, с точки зрения стоимости или себестоимости. Во-вторых, найти такой электрод в продаже гораздо труднее, чем любой другой. В-третьих, случается и так, что даже при помощи флюсового материала не удается решить проблему плохой свариваемости материала и приходится тратить средства на дополнительные меры, что еще сильнее увеличивает себестоимость процесса.

Разновидности проволоки
На сегодняшний день важно учесть не только толщину и диаметр, но и то, с чем необходимо работать.
К примеру, что касается стали, то нельзя использовать одну и ту же проволоку с одними и теми же параметрами для любого материала, так как они могут быть из разных групп, допустим, по уровню легирования состава. К тому же есть еще и такой материал, как нержавейка. Что касается сварки меди, то здесь необходимо применять расходник с диаметром 0,8 мм, который специально создается для эксплуатации с медными деталями. Такая проволока поможет улучшить качество шва при сварке с нормальными температурами.
Что касается основных технических характеристик и их значений, то они следующие:
- предел прочности составляет 480-580 МПа;
- предел текучести от 400 до 490 МПа;
- относительное удлинение находится в пределах от 22 до 27%;
- в качестве защитного газа, если это необходимо, можно использовать углекислый.

Порошковый материал
На сегодняшний день активно используется и порошковая флюсовая проволока. Она представляет собой трубку, внутрь которой помещается сварочный флюс, содержащий в качестве добавки металлический порошок. Он также имеет свои характеристики и может использоваться для разных целей, однако на практике обычно применяется лишь для сварки низколегированной стали или же для не слишком прочной углеродистой стали.
Есть несколько основных требований, которые предъявляются к работе с таким расходником.
Во-первых, порошковый флюс должен обеспечивать стабильную дугу, а также легкость, с которой она будет появляться. Во-вторых, во время плавки должно отсутствовать разбрызгивание материала и равномерность плавки. Естественно, необходимо, чтобы конечный результат, то есть шов, не имел изъянов. Во время сварки на покрытии будет возникать шлак, который после остывания должен легко счищаться с поверхности.

Виды проволоки для порошковой сварки
Далее стоит сказать, что есть разные способы использования и защиты от внешних воздействий. По этим двум критериям проволока с порошковым флюсом делится на газозащитную и самозащитную.
Что касается первого типа, то он применяется в тех случаях, когда необходимо работать в автоматическом или полуавтоматическом режиме, а в качестве обрабатываемого материала выступает низколегированная сталь или же малоуглеродистая. Во время работы применяется также углекислый газ и иногда его смесь с аргоном. Если правильно подобрать порошковый флюс, то можно улучшить некоторые параметры сварки. К примеру, можно увеличить скорость вертикальной сварки или же улучшить прочность соединения трудносвариваемой стали.
Что касается применения такой технологии сварки, то она актуальна в основном для создания нахлестов, а также на углах конструкций или в стыках. Как уже говорилось ранее, может использовать как в автоматическом режиме сварки, так и в полуавтоматическом.
Самозащитная разновидность проволоки
Особенность самозащитной проволоки в том, что она изготавливается в виде электрода, который “вывернут” наизнанку. Особенность применения заключается в том, что сварку с таким расходником можно использовать при самых разных и даже экстремальных температурах. Кроме того, разрешается проведение работ при сильных порывах ветра и прочих подобных погодных условиях.
Стоит выделить еще несколько преимуществ, которыми обладает самозащитный вид проволоки для сварки флюсовым порошком.
- дает возможность проводить сварку в любом положении;
- так как дуга в данном случае открытого типа, то есть возможность медленно двигать обрабатываемый металл;
- проволока покрыта специальным веществом, которое повышает устойчивость к давлению;
- есть возможность контролировать химический состав, а значит, можно получить определенный состав шлака при необходимости.
Преимущества порошковой сварки и отзывы
Что касается преимуществ, которыми обладает сварка при помощи порошка, то это все пункты, касающиеся открытых методов и полуавтоматических. Другими словами, не возникает таких проблем, как в случае с потоком защитного газа, который может сдувать сильный ветер.
Если говорить о главном преимуществе сварки с проволокой из этой категории, то это отсутствие необходимости в длительных подготовительных работах.
Отзывы о флюсовой проволоке и о работе с ней достаточно хорошие, однако есть и плохие. Суть заключается в том, что для небольшого количества работы проволока подходит отлично и стоит она дешевле, чем баллон с газом. Однако в том случае, если необходимо будет варить много, то постоянно покупать такой расходник будет очень дорого, в этом и заключается главная проблема. Приобретать проволоку стоит в том случае, если варить нужно не слишком много.
autogear.ru
Какая нужна сварочная проволока для полуавтомата и как её выбрать
Сварочная проволока играет решающую роль в процесс сварки – с ее помощью происходит соединение двух и более элементов в единую конструкцию из металла разного рода. Отличительной чертой присадочного материала является высокое качество сварного шва. Отчасти это обусловлено механизированной подачей электрода, в качестве которого как раз и выступает проволока, однако, немаловажно также и наличие некоторого опыта работы оператора.
Где применяется присадочный материал
Сварочная проволока-электрод для полуавтомата сегодня весьма востребована, так как это основной расходный материал такого оборудования. По составу она должна быть максимально приближена к основному типу используемого для сварочных работ металла. Поэтому существует немало вариаций присадки, однако, более прочих распространена нержавеющая проволока. Ее используют практически повсеместно (разные отрасли промышленности, производство медицинского оборудования, энергетика и многие другие), что обусловлено ее антикоррозийными свойствами и высококачественным сварным соединением.
Смотрим видео, критерии выбора материала:
В зависимости от условий эксплуатации и типа агрегата используются материалы разного состава. Например, сварочная проволока для полуавтомата без газа может отличаться по виду. В данном случае рекомендуется использовать флюс или порошковую проволоку, что обеспечит облако защитного газа без необходимости использования газовых баллонов. Такая присадка по мере сжигания выделяет защитный газ, чего вполне достаточно для выполнения качественного шва.
Маркировка
Сварочная проволока для аппарата полуавтомата существует в большом количестве вариаций (свыше 70), но в широком использовании находятся всего несколько из них. Остальные же по большей части являются узкоспециальными и могут применяться в определенной отрасли промышленности, например, атомной или машиностроительной.
По обозначению можно легко определить состав материала, а также процентное соотношение основных элементов сплава:
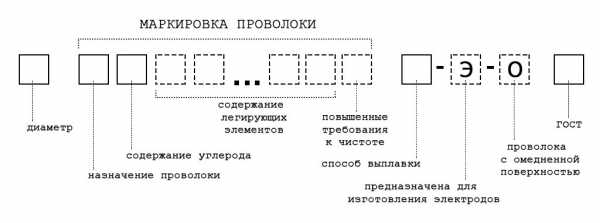
Маркировка изделия
Из рисунка становится понятно, какое назначение у проволоки. Это может быть либо СВ (для сварки) либо НП (наплавочная). Содержание углерода показывает процентное содержание этого элемента в составе присадки. Содержание легирующих элементов позволяет определить не только наименование, но также содержание элемента в процентах. Если количество столь мало, что не превышает 1%, то число не входит в обозначение.
Далее указываются определенные требования к чистоте присадочного материала (количество в процентах примесей серы и фосфора). Способ выплавки позволяет получить представление о методе изготовления материала. Если проволочный сварочный полуавтомат использует электрод из проволоки, то об этом можно узнать из обозначения — указывается буква Э.
Виды проволоки для сварочных работ
Для создания качественного соединения металлических деталей используется присадку разных видов, каждый из которых создан для работы при определенных условиях. Проволочный сварочный полуавтомат может выполнять шов посредством следующих видов проволоки:
- Со сплошным сечением;
- Порошковая;
- Активированная.
Если структура присадочного материала сплошного сечения вполне понятна – изделие, полностью выполненное из определенного рода сплава для сварки разных металлов. А вот порошковая сварочная проволока для инверторных полуавтоматов изготавливается по другой технологии. Это полое изделие, внутри которого находится порошкообразный материал. При горении во время сварки образует защитное облако газа именно благодаря такому наполнению.
Таблица диаметров
Данный вид изделий встречается в разных исполнениях: двухслойная проволока, с одним и двумя загибами трубчатой оболочки, классический вариант без изменения конфигурации оболочки. Такое разнообразие исполнений объясняется необходимостью избежать деформаций изделия и преждевременного высыпания внутреннего содержимого проволоки. Однако помимо конструктивных особенностей встречаются разные варианты по составу порошкообразного вещества:
- Флюоритные;
- Рутиловые;
- Рутил-флюоритные;
- Рутил-органические;
- Карбонатно-флюоритные.
Существуют исполнения, предназначенные для работы в среде углекислого газа, а в других случаях проволочный сварочный инверторный полуавтомат с использованием порошковой присадки может функционировать без специально создаваемой газовой защиты и тогда эту функцию выполняет сама проволока. Каждый из составов порошкообразного вещества создан для сварки металла определенного вида.
Активированный вид в чем-то сходна с порошковым вариантом, но в данном случае используется на порядок меньшее количество порошкообразного вещества (не более 7% от общей массы изделия). Благодаря использованию всего лишь малой доли такого наполнителя технология изготовления позволяет запрессовать его в проволоку сплошного сечения.
Материал для сварки стали
Стальная проволока представлена 77 марками, которые регламентирует ГОСТ 2246-70. Выбор диаметров довольно широк: от 0,3 до 12,0 мм. Для работы в определенных условиях рекомендуется использовать присадочный материал конкретного размера.
Например, проволока сварочная флюсовая для агрегата полуавтомата должна иметь диаметр из диапазона значений от 2 до 6 мм, размеры от 0,3 до 1,6 мм подходят для полуавтоматической сварки в среде защитного газа.
Материал для сварки алюминия
Для алюминия и сплавов используется изделие диаметров от 0,8 до 12,5 мм. В обозначении указывается способ изготовления: В – тянутая, П – прессованная. Если изделие отожженное, будет присутствовать буква М, для нагартованной проволоки — буква Н. Помимо маркировки в обозначении указывается диаметр изделия и способ поставки (в бухтах).
Сварка алюминия и его сплавов производится в среде защитного газа — аргона. Это обусловлено тем, что такой материал очень быстро окисляется при контакте с воздушной средой. По этой же причине рекомендуется после вскрытия упаковки максимально быстро задействовать проволоку.
Материал для сварки нержавеющей стали

Данный вид присадки крайне распространен ввиду надежности сварочного соединения с его использованием. Сварочная проволока нержавейка для агрегатов полуавтоматов изготавливается по госту 18143-72. В качестве исходного материала для производства такой проволоки используется высоколегированная жаростойкая сталь.
Именно присутствие этого вида металла позволяет получить на выходе высоконадежное и устойчивое к образованию коррозии соединение металлических деталей.
Проволока для сварки меди
В зависимости от исполнений такой материал может использоваться для проведения сварочных работ в разных областях: в автомобилестроении, для соединения участков трубопроводов, изготовления и ремонта подшипников скольжения, оцинкованных деталей и прочее.

Типы медной сварочной проволоки
Такой материал варится в среде защитного газа – аргона. В зависимости от состава проволоки она может применяться для сварки разных металлических сплавов.
Материал для чугуна и никелевых сплавов
Данная группа также отличается коррозионной и жаростойкостью, что позволяет использовать такую проволоку для выполнения сварочных работ изделий на основе никелевых сплавов, высоколегированных сталей и разнородных материалов.
 Рекомендуется варить в среде чистого газа аргона или смеси с гелием.
Рекомендуется варить в среде чистого газа аргона или смеси с гелием.
Проволока для сварки титана
Наилучшим вариантом в данном случае будет холоднотянутая проволока, изготовленная из листового металла. Как и для любого другого вида материала, состав ее должен быть максимально приближен к составу свариваемого металла. Наиболее популярным вариантом для сварки титана является порошковая проволока ППТ-1 и ППт-3. Работу рекомендуется выполнять в среде защитного газа – аргона.
Как подобрать диаметр
Этот параметр напрямую зависит от того, какой толщины металл планируется сваривать. Например, если будет использоваться основной материал толщиной 3-5 мм, то следует купить сварочную проволоку для агрегата полуавтомата диаметром не более 2 мм. Еще один критерий выбора – сила тока, с которой будет выполняться сварка. Для выбора следует использовать специальные таблицы.
Таким образом, помимо выбора параметров полуавтоматической сварки (сила тока, скорость подачи проволоки), важно правильно подобрать вид присадочного материала, а также не ошибиться с выбором размеров.
Особенности сварки порошковой проволокой – Все о сварке
Начинающие сварщики часто задаются вопросом: «Зачем вообще нужны другие комплектующие, если есть полуавтомат, выполняющий быструю и качественную сварку с помощью обычной проволоки и газа?». Да, для любительской и профессиональной сварки часто используют полуавтоматическое сварочное оборудование. В таких аппаратах проволока подается непрерывно, поэтому швы получаются прочными и долговечными. Нет необходимости постоянно менять электрод, если нужно сварить длинный шов или наплавить много металла. При этом качество сварочных работ на голову выше, чем работа с электродами. Однако, есть одно «но».

Сварка с помощью полуавтомата требует наличия газового баллона, вес которого достигает 80 килограмм. Если вы работаете на улице или вынуждены постоянно перемещаться с места на место во время сварки, то связка полуавтомат + газовый баллон значительно усложняет задачу. Эта проблема решается с помощью газового шланга, но он стоит недешево. Альтернативой является порошковая сварка (FCAW), имитирующая работу в среде защитных газов, при этом газовый баллон не требуется.
Что это? Как это работает, и каковы преимущества и недостатки сварки порошковыми электродами? Давайте разбираться.
Содержание статьи
- Основная информация
- Применение
- Плюсы и минусы
- Особенности сварки
- Вместо заключения
Основная информация
Сварка порошковой проволокой в среде без газа — очень интересный метод. При работе электрическая дуга формирует шов, при этом в сварочную зону может попасть кислород, что негативно скажется на качестве сварного соединения. Чтобы избежать проблем, нужно защитить зону сварки от негативного влияния из атмосферы. Для этих целей можно использовать громоздкий баллон с газом, но это усложняет и замедляет рабочий процесс. Поэтому была изобретена сварка полуавтоматом порошковой проволокой без газов.
Что является отличительным признаком дуговой сварки порошковой проволкой? Прежде всего, состав этого материала. Проволока полая, ее стенки оснащены ребрами жесткости, а внутри закладывается специальный порошок. Благодаря такой уникальной конструкции проволока не сминается и хорошо пропускает ток. При этом плавится поверхность и порошок, образуя газовое облако, защищающее металл от негативного влияния кислорода.

Порошок внутри проволоки — это флюс. Каждый производитель использует свой состав, поэтому он может отличаться. От состава также зависит сфера применения порошковой проволоки. Обычно состав пишут на упаковке проволоки, он регулируется специальным ГОСТом. Внимательно изучите эту информацию на упаковке, чтобы не допустить ошибок при сварке порошковой проволокой.
Производители выпускают проволоку с большим количеством диаметров, так что вы сможете сварить практически любой металл. На выбор комплектующие диаметров от 0.8 до 3 миллиметров. Можно сварить тонкую сталь, углеродистую сталь, нержавейку и даже оцинковку. Просто выберите правильный тип флюса в проволоке и приступайте к работе, нужен лишь полуавтомат.
Применение
Сварка самозащитной порошковой проволокой полезна для работы в труднодоступных местах. Например, для сварки на большой высоте или в глубоких тоннелях. Для таких целей рекомендуем приобрести компактный сварочный аппарат, который можно повесить на плечо, и который работает со стандартной розеткой в 220В. Порошковая сварка металлических конструкций таким методом требует некоторой сноровки, чтобы проводить работы быстро и качественно.
Плюсы и минусы
Любой технологический процесс имеет свои преимущества и недостатки, сварка порошковой проволокой без газов не стала исключением. Давайте начнет с плюсов:
- Не нужно использовать громоздкие баллоны с газом.
- Беспрепятственное перемещение, работать можно на любой высоте и в труднодоступных местах.
- Высокая производительность труда по сравнению со сваркой электродами.
- Дуга практически не чувствительна к ветру.
Сварка порошковой проволокой в среде без газа имеет и свои недостатки. Главный из них — высокая цена на комплектующие. Если вы просто хотите сэкономить газ, то вариант с порошковой проволокой тут не пройдет. При этом ее использование в рядовых работах не совсем оправданно. Если вы работаете в комфортном цеху или гараже, то лучше перетащите газовый баллон и не переплачивайте. Еще один недостаток — худшее качество шва, по сравнению со сваркой в среде газа.
Особенности сварки
При сварке порошковой проволокой нужно учесть несколько ключевых особенностей, чтобы получить качественный результат. Новичкам порой бывает трудно вести дугу и формировать ровный шов, поэтому рекомендует установить на своем полуавтомате прямую полярность при сварке. Чтобы это сделать нужно переключить контакты, расположенные внутри полуавтомата. Провод, подсоединенный к горелке, нужно отсоединить и подключить к массе, а кабель с массы переключают к горелке.

Для работы с проволокой также нужно установить специальные ролики, с помощью которых осуществляется подача материала. Ролики подбираются в соответствии с диаметром самой проволоки. Обычно один комплект роликов можно использовать сразу с несколькими диаметрами, они указываются сбоку. Не забывайте, что проволока полая и не нужно зажимать ролики слишком сильно, чтобы не деформировать ее. Чтобы проволока легко протягивалась нужно снять наконечник. Также не обязательно использовать сопло, ведь мы не применяем в работе газ. Чтобы не прилипли брызги металла на наконечник нужно смазать его специальным средством, которое можно легко найти в магазине для сварщиков.
Порошковая сварка с помощью проволоки должна выполняться на небольшом напряжении и с минимальной скоростью подачи проволоки. Поэтому мы не рекомендуем использовать для этих целей слишком мощные аппараты. Их «сил» может быть слишком много для работы с порошковой проволокой. Если вам нужно сварить металл толщиной полтора сантиметра, то установите напряжение не более 15В и скорость подачи не более 2 метров в минуту. Сначала вам может показаться, что эта скорость недостаточная, но поверьте, вы не потеряете много времени. Горелку лучше держать под углом и вести ее вперед. Дуга должна быть прерывистой.
Обратите внимание! Во время сварки образуется шлак, который затем застывает на сварочном шве. После остывания металла шлак необходимо удалить механическим способом. Если планируются многопроходные швы, то удаление шлака просто обязательно. Чтобы улучшить характеристики шва после удаления шлака нужно зачистить поверхность металлической щеткой.
Немаловажным является тот факт, что соединения получаются грубоватыми и не совсем ровными (по сравнению со сваркой в среде газа), могут образоваться наплывы и видимые дефекты, похожие на чешую. Это следствие работы с прерывистой дугой. Также часто встречаются не проваренные места. Это нужно принять, как данность, и использовать порошковую сварку только в особых случаях.
Вместо заключения
Сварка полуавтоматом порошковой проволокой без газа — это отличный метод, если нужно произвести работы в труднодоступных местах и нет нужды экономить на газе. Достаточно установить прямую полярность при сварке на вашем аппарате и приступить к работе. Конечно, вам понадобится время, чтобы привыкнуть к такому способу сварки, но это очень полезный опыт.
Преимущества такого метода значительно упрощают сварку в различных ситуациях: начиная от работы на высоте, заканчивая быстрым ремонтом металлических конструкцией с необходимостью постоянно перемещаться. Новичкам может быть труднее на первом этапе, но со временем вы освоитесь и будете чувствовать все особенности «поведения» дуги. Обязательно протестируйте порошковые электроды и расскажите о своем опыте в комментариях. Также делитесь этой статьей в социальных сетях. Желаем удачи!
home.nov.ru
Проволока для сварки под флюсом
Проволока сварочная флюсовая
Процесс сварки требует не только правильного побора расходных материалов, куда входят различные виды сварочной проволоки, но и необходимые режимы проведения процедуры, средства обеспечения защиты и так далее. Одним из часто используемых расходных материалов является флюс. Он выполняет защитные функции, а также улучшает свариваемость металлов. Его применение практически всегда желательно, особенно, если он подобран соответствующим образом. Чтобы упростить процедуру подбора и использования, выпускается проволока сварочная флюсованная.

Флюсовая сварочная проволока
Этот вариант уже содержит в своем составе флюс, который отлично подходит к самому материалу проволоки и той цели, для которой она применяется. Стоит отметить, что подобные разновидности имеются практически во всех типах проволоки, для какого бы металла она не использовалась. Такие марки лучше всего проявляют себя в при автоматической сварке, но одинаково хорошо используются при полуавтомате и в ручном режиме. Здесь не нужно выбирать пропорции добавления, совершать какие-то подготовительные процедуры и прочее, так как все уже сразу готово к использованию. Такой присадочный материал подходит как для новичков, так и для профессионалов.

Проволока сварочная флюсовая
Естественно, что проволока сварочная с флюсом будет стоить дороже, чем обыкновенная. Но тот фактор, что дополнительные материалы не нужно покупать и использование становится более удобным, вполне перешивает данные недостатки. Зачастую проволока сварочная флюсовая несколько толще, за счет содержания дополнительных веществ внутри. Ее конструкция предполагает наличие стержня внутри, который и состоит из флюса. Таким образом, его можно сгибать, отрезать часть и совершать прочие процедуры, но вещество для улучшения сваривания всегда будет присутствовать, причем в одной и той же пропорции.
Наиболее широкое применение сварочная проволока с флюсом нашла в промышленности, соединение металлоконструкций, в автоматических аппаратах и так далее. Многие специалисты ориентируются в выборе на нее, если требуется сделать качественную обработку металла при ответственных ремонтах. Чтобы продукт действительно соответствовал заявленному качеству, он должен соответствовать принятым стандартам. Проволока сварочная флюсовая выпускается согласно ГОСТ 26271-84.
Преимущества
- Не требуется дополнительное использование флюса и его расчет в определенной пропорции;
- Процесс сварки становится более качественным и уменьшается процент появления брака;
- Использование проволоки становится более простым и эффективным;
- Многие негативные нюансы сложносвариваемых металлов отходят на второй план благодаря правильно подобранному дополнительному расходному материалу;
- Ускоряется соединение, так как сварка флюсовой проволокой позволяет ей быстрее войти в контакт с основным металлом;
- Для автоматических аппаратов это один из лучших вариантов, который гарантирует получение более надежного соединения;
- Не возникает риска, что с флюсом попадут какие-либо лишние элементы в расплавленный шов.
Недостатки
- Сварочная проволока для сварки под флюсом имеет относительно высокую стоимость, так что себестоимость процесса соединения становится не всегда выгодной;
- Такие разновидности встречаются не так часто, как стандартные;
- В некоторых случаях проблема плохой свариваемости не решается и все равно требуются дополнительные средства;
- Толщина такого материала более высокая, что усложняет подбор требуемого диаметра для выбранного режима работы.
Физико-химические свойства
Флюсованная сварочная проволока для полуавтоматов обладает хорошей пластичностью и отлично взаимодействует с системой подачи на аппарате. При этом материал имеет большую износостойкость, что облегчает его перемещение, хранение и контакт с другими поверхностями. Это сделано для защит слоя флюса от повреждения. Сварочная проволока для автоматической сварки под флюсом имеет более низкую температуру плавления, чем основной металл. Свойства стального материала позволяют работать как с низкоуглеродистыми, так и с высокоуглеродистыми заготовками.

Проволока для сварки с флюсом
Улучшенные свойства сваривания за счет подобранных мягких металлов и наличия дополнительных элементов, обеспечивают стабильное горение дуги при использовании аргонодуговой сварки. В материале содержится минимальное количество водорода и прочих веществ, которые негативно влияют на состояние шва и могут вызвать трещины, поры и другие элементы брака. Это приводит к образованию относительно небольшой шлаковой корки на поверхности, так что ее можно без проблем снять.
Разновидности
Проволока для сварки под флюсом различается по диаметру и по основному металлу, с которым будет вестись сваривание. От этого и зависит, какой именно флюс будет использоваться:
- Для стали – материал разделяется, в зависимости от уровня легирования, так как может применяться для высоколегированных сталей для замены тех элементов, которые утрачиваются во время температурной обработки. Это касается и сварки нержавейки.
- Для меди – сварочная проволока с флюсом 08 мм, которая создана для работы с медными деталями, помогает улучшить соединение данного тугоплавкого металла при нормальных температурах.
- Для алюминия – при сварке алюминия обязательно требуется флюс, так что данная продукция будет отличным вариантом, чтобы сделать все наиболее качественно и уменьшить вероятность появления брака.
Технические характеристики
| Параметр | Предел прочности, (МПа) | Предел текучести, (МПа) | Удлинение относительное, % | Удар, надрез KV | Какой газ для защиты можно использовать | |
| 0, градусов Цельсия | -20, градусов Цельсия | |||||
| Минимальное значение | 480 | 400 | 22 | 47 | 27 | CO2 |
| Максимальное значение | 580 | 490 | 27 | 120 | 103 |
Особенности выбора
Проволока сварочная флюсовая 0,8 мм используется для самых тонких деталей. Для других процедур подойдет 2 мм, если толщина металла составляет 2-4 мм. Для производства часто применяют более толстые варианты до 6 мм. При выборе нужно обращать внимание не только на диаметр, но и на состав, так как это более главный параметр. Он должен быть максимально схож с основным металлом. Флюс подбирать не нужно, так как все уже определено автоматически производителем. Для частного использования в небольших объемах лучше покупать сварочную проволоку для полуавтоматов с флюсом в кассетах, а для крупномасштабных работ – в бухтах.
«Важно!
Существует флюсовая проволока для сварки без газа, как один из самых богато снабженных дополнительными веществами вариант, но для ответственных соединений ее все равно лучше использовать в защитной газовой среде или применить другой вариант.»
Особенности сварки
Главной особенностью, которой обладает сварка проволокой с флюсом, является отсутствие длительный подготовок. Единственное, что здесь придется сделать, так это скосить кромки места соединения, если толщина металла будет составлять более 4 мм, а также обработать растворами, если металл склонен к образованию оксидной пленки. Проволока для автоматической сварки под флюсом, а также другие ее разновидности, имеет все необходимое, чтобы обеспечить качественное соединение в той сфере, для которой она применяется.
Главное здесь правильно выставить скорость подачи, так как из-за наличия дополнительных материалов температура плавления может быть заметно ниже чем у безфлюсовых аналогов и основного металла. Это хорошо проявляется за счет того, что проволока начинает плавиться без особых проблем даже при работы с малыми толщинами не приводит к перепаливанию металла.
Производители и популярные марки
svarkaipayka.ru
Особенности сварки под флюсом
24.10.2017
Сварочная проволока с флюсом, по ГОСТу 8713 1979 года, предн
samsvar.ru