Формы литейные: Литейные формы. Матералы для литейных форм, смолы и отвердители
alexxlab | 06.01.1989 | 0 | Разное
Изготовление литейной формы
Литейные формы, предназначенные для получения отливки, могут быть разовые, полупостоянные и постоянные. Разовые формы, пригодные для использования только один раз, применяют для получения лишь одной отливки. Основными материалами для приготовления разовых форм служат песок и глина, которая является связующим. Прочность таких смесей относительно невелика. Для того, чтобы форма могла выдержать давление жидкого металла, ее приходится делать толстостенной. Если в качестве связующего использовать специальные материалы, то разовую форму можно сделать оболочковой (тонкостенной). При этом резко сокращается расход формовочной смеси.
Полупостоянные формы предназначены для получения нескольких десятков (до 150) отливок без существенного износа формы. Такие формы изготавливают из специальных высокоогнеупорных масс, например, графита и керамики.
Постоянными называют металлические формы (кокили). В этих формах можно получить до нескольких тысяч отливок из стали, чугуна и цветных сплавов.
Наибольшее распространение в промышленности имеют разовые формы. Они применяются для изготовления отливок из различных сплавов, любых размеров и конфигурации. Разовая литейная форма, ее элементы и последовательность изготовления отливки показаны на рис. 49. Разовые формы изготавливают с помощью модельного комплекта и опок.Модельный комплект включает в себя литейную модель, стержневые ящики, модели литниковой системы, формовочные, контрольные и сборочные шаблоны.
Модель представляет собой копию будущей отливки с некоторыми изменениями, которыми учитывается припуск на механическую обработку, обеспечивается удобство извлечения модели из формы и стержня из стержневого ящика с помощью литейных уклонов.При конструировании модели все размеры отливки увеличивают на величину литейной усадки используемого сплава. В единичном и мелкосерийном производстве модели изготавливают из древесины, а при массовом производстве— из металла или пластмасс. В местах, где в отливке должны быть отверстия, в форме устанавливают стержни.
В единичном и мелкосерийном производстве модели изготавливают из древесины, а при массовом производстве— из металла или пластмасс. В местах, где в отливке должны быть отверстия, в форме устанавливают стержни.
Для закрепления в форме стержня на модели делаются выступы определенной длины — стержневые знаки. Стержни изготавливают в стержневых ящиках. Как и модели, стержневые ящики имеют литейные уклоны; их размеры учитывают величину усадки сплава и припуски на механическую обработку. Металл в полость формы заливают через литниковую систему, которая должна обеспечить непрерывное поступление металлического расплава в форму, питание отливки для компенсации усадки, предотвращать разрушение формы и попадание шлака и воздуха со струей расплава. Основными элементами литниковой системы являются литниковая чаша, стояк, шлакоуловитель, питатель, прибыли и выпор. Назначение выпора — дать выход газам и избытку жидкого металла, заполняющего форму.
Песчаные формы чаще всего выполняют в опоках. Опоки—это приспособления в виде жесткой рамы, которые служат для удержания формовочной смеси. Их изготавливают из чугуна, стали и алюминиевых сплавов. Для изготовления форм и стержней используют формовочные и стержневые смеси. Основные требования к смесям —это высокая огнеупорность, т. е. способность не размягчаться при воздействии жидкого металла, хорошая текучесть и пластичность для получения отчетливого отпечатка модели, высокая газопроницаемость имеханическая прочность. Чтобы металл не сплавлялся и не спекался с формовочной смесью, поверхность формы покрывается специальными красками и припылами.
Опоки—это приспособления в виде жесткой рамы, которые служат для удержания формовочной смеси. Их изготавливают из чугуна, стали и алюминиевых сплавов. Для изготовления форм и стержней используют формовочные и стержневые смеси. Основные требования к смесям —это высокая огнеупорность, т. е. способность не размягчаться при воздействии жидкого металла, хорошая текучесть и пластичность для получения отчетливого отпечатка модели, высокая газопроницаемость имеханическая прочность. Чтобы металл не сплавлялся и не спекался с формовочной смесью, поверхность формы покрывается специальными красками и припылами.
Формовочные смеси подразделяются на облицовочные, наполнительные и единые. Облицовочные смеси являются более качественными, так как они непосредственно соприкасаются с жидким металлом. В их состав входят в основном свежие материалы (песок, глина). Наполнительная смесь почти полностью состоит из оборотной (бывшей в употреблении) смеси. Иногда используют единую смесь достаточно высокого качества, которая идет для заполнения всей формы.
Иногда используют единую смесь достаточно высокого качества, которая идет для заполнения всей формы.
Стержневые смеси состоят из кварцевого песка и связующих материалов горячего и холодного затвердевания. Первые затвердевают при заполнении ими горячего стержневого ящика, вторые—в обычных не подогретых стержневых ящиках после некоторой в них выдержки. Для большей прочности стержня в него при изготовлении устанавливают металлический каркас—арматуру. Формы и стержни изготавливают на специальном формовочном оборудовании.
Для осуществления машинной формовки наиболее часто используются прессовые, встряхивающие машины и пескометы. На рис. 50 показаны три способа уплотнения смеси: прессованием (а), встряхиванием (б) и с помощью пескомета (в).
Уплотнение при прессовании происходит за счет давления, передаваемого через прессовую колодку на смесь. На встряхивающих машинах уплотнение происходит за счет сил инерции смеси в результате многократно повторяемых встряхиваний. Пескометную формовку используют преимущественно для изготовленния форм и стержней крупных отливок. Отличительная способность пескомета заключается в том, что он обеспечивает одновременно две операции: засыпку смеси и ее уплотнение.
Пескометную формовку используют преимущественно для изготовленния форм и стержней крупных отливок. Отличительная способность пескомета заключается в том, что он обеспечивает одновременно две операции: засыпку смеси и ее уплотнение.
В массовом и крупносерийном производстве мелких и средних стержней применяют пескодувные и пескострельные машины. В пескодувных машинах заполнение ящика стержневой смесью и ее уплотнение происходят под давлением сжатого воздуха. Сжатый воздух под давлением (5—6) -105 Па вдувает смесь в ящик через вдувные отверстия и уплотняет ее. Пескодувные машины имеют высокую производительность и обеспечивают равномерное уплотнение смеси. Основной недостаток этого метода формовки — сильный износ модельного комплекта из-за абразивного действия смеси. Уплотнение смеси в пескострельной машине происходит за счет кинетической энергии, сообщаемой смеси сжатым воздухом. Сжатый воздух мгновенно перемещает («выстреливает») смесь из резервуара пескострельной машины в ящик. Абразивный износ модельной оснастки в пескострельной машине значительно меньше ввиду отсутствия песчано-воздушной струи. Производительность таких машин очень высокая.
Абразивный износ модельной оснастки в пескострельной машине значительно меньше ввиду отсутствия песчано-воздушной струи. Производительность таких машин очень высокая.
Для смесей горячего затвердевания с электрическим или газовым нагревом ящика цикл изготовления стержня составляет 1—2 мин. Для холоднотвердеющих смесей время изготовления стержня не превышает 1 мин. Прогрессивным способом является изготовление форм и стержней из жидких самотвердеющих смесей (ЖСС). Формы и стержни из ЖСС изготавливают не методами уплотнения, а путем заливки. Текучесть смеси обеспечивается пеной, образующейся при перемешивании жидкостекольной смеси или смеси на органических связующих с добавкой специальных веществ. Смесь затвердевает через 30—40 мин. Применение ЖСС исключает формовку, снижает трудоемкость, повышает производительность труда.
Заливка форм, выбивка, обрубка
и зачистка отливок
Заливку форм жидким металлом осуществляют с помо-
щью заливочных ковшей, в которые периодически посту-
сти для хранения жидкого металла).

После кристаллизации металла и образования отлив-
ки приступают к операции разрушения формы и извле-
чения отливки. Процесс выбивки проводят на вибраци-
онных решетках. При этом смесь просыпается через ре-
шетку и конвейером подается в смесеприготовительное
отделение на переработку, а отливка — в очистное отде-
ление. В очистном отделении от отливки отбивают (отре-
зают) элементы литниковой системы, зачищают заливы
и заусенцы металла и остатки литников, удаляют с от-
ливки пригоревшую формовочную смесь. Эти операции
осуществляют в галтовочных барабанах, дробеструйных
и дробеметных установках. Крупные отливки очищают
в гидравлических камерах. Обрубку и зачистку отливок
проводят с помощью зубил, абразивного и режущего ин-
Для получения необходимых механических свойств
отливки ответственного назначения подвергают термиче-
ской обработке—гомогенизации, отжигу или отпуску.
Дефекты отливок и методы контроля
К основным дефектам отливок относятся коробление, на-
росты, недолив, пригар, раковины газовые и шлаковые,
пористость, спай, трещины, ликвация, несоответствие хи-
мическому составу, различные механические поврежде-
ния и т. д.
д.
Задачей технического контроля является обнаруже-
ние брака в отливках и принятие мер для устранения.
Методами контроля служат внешний осмотр отливки,
проверка размеров отливки, определение химического
состава и физикомеханических свойств отливок, опреде-
ление трещин, раковин и т.д. Некоторые дефекты ис-
ской обработки и другими способами. После контроля
качества литья и исправления дефектов отливки окраши-
вают и передают на склад готовой продукции.
2. Специальные виды литья
Специальные виды литья позволяют значительно улуч-
шить качество отливок. Отливки, полученные этими
методами, характеризуются повышенной точностью раз-
меров, пониженной шероховатостью поверхности, умень-
шением пропусков на механическую обработку, возможно-
стью получения деталей, не нуждающихся в механичес-
кой обработке. При этом специальные виды литья дают
возможность обойтись без многих побочных операций,
таких как приготовление земляной и стержневой смесей,
без пыльной выбивки и пескоструйной очистки.
При многих специальных видах литья коэффициент
к массе отливок) выше, чем при литье в разовые песча-
ные формы. При литье в песчаные формы около одной
четверти массы отливок превращаются в стружку при
механической обработке, при специальном литье 5—
10 % и менее. Процессы механической обработки очень
дорогие, поэтому уменьшение стоимости готовых деталей
зачастую оправдывает увеличение стоимости отливок, по-
лученных специальным литьем.
К специальным видам литья относят литье в оболоч-
ковые формы, по выплавляемым моделям, в кокили, цен-
тробежное, под давлением и другие.
Литье в кокиль
Кокиль это металлическая форма многократного ис-
пользования, заполняемая жидким металлом. Отливки,
полученные в кокилях, отличаются большой точностью
размеров и высокой чистотой поверхности. Кокиль (рис.
Кокиль (рис.
51) изготавливают из чугуна, стали или алюминиевых
сплавов. Достоинство литья в кокиль заключается в пер-
нз
вую очередь в возможности обеспечить высокую произ-
водительность литейного процесса. Кокильное литье лег-
ко механизировать и автоматизировать.
Распространение этого способа литья несколько огра-
ничивается высокой стоимостью изготовления кокилей
и сложностью получения тонкостенных отливок вследст-
вие значительной теплопроводности кокилей и быстрой
кристаллизации металла.
Литье под давлением
Для получения отливок с очень тонкими стенками (до
0,8 мм), повышенной чистотой поверхности, точностью
размеров и высокого качества (высокой плотностью ме-
талла) применяется литье под давлением. При этом спо-
собе литья металлическая пресс-форма соединяется лит-
никовой системой с камерой прессования, в которой хо-
дит поршень (рис. 52). Поршень энергично, с большой
скоростью и силон давит на металл, который устремляет-
ся в пресс-форму и заполняет все его самые тонкие щели.
Давление может достигать сотен или нескольких тысяч
атмосфер.
Литье под давлением применяют в массовом произ-
водстве для получения отливок из цветных металлов
и сплавов, реже чугуна и стали.
Центробежное литье
Отливки, имеющие форму тел вращения (втулки, коле-
са, трубы и т. п.), получают во вращающейся форме.
Что дает вращение формы при заливке ее металлом?
Дело в том, что центробежная сила отжимает к пе-
риферии тяжелый чистый металл, а все посторонние при-
меси, пузыри газа и включения переходят в центральную
полость. Металл получается прочным и качественным.
Для получения центральных отверстий в этом способе
литья не нужны стержни; отсутствуют элементы литни-
ковой системы: чаша, стояк, шлакоуловитель, литнико-
вые каналы. Для литья применяют горизонтальные и вер-
тикальные центробежные машины (рис. 53).
Литье по выплавляемым моделям
Литье по выплавляемым моделям — дальний потомок
древнего воскового литья. Основной отличительной чер-
Основной отличительной чер-
той этого метода является получение неразъемной фор-
мы. Возникает вопрос, как из такой формы удалять мо-
дель? Модель изготавливают из дешевого легкоплавкого
материала, который при нагревании легко расплавляется
и вытекает из неразъемной формы, обеспечивая точность
размеров и очертаний литейной формы. Форму прокали-
вают и заливают металлом. Таким способом можно по-
лучить любую сложную отливку с высокой размерной
точностью и малой шероховатостью поверхности. Схема
литья по выплавляемым моделям приведена на рис. 54.
Сначала изготавливают модель отливки. Материалом
для модели служит смесь стеарина и парафина с добав-
ками. Расплавленный модельный состав заливают в пресс-
форму. Закристаллизовавшуюся модель собирают в один
10—975
Дата добавления: 2016-11-26; просмотров: 6062; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Литейная форма: особенности, технология, виды
Литейная форма – это важнейший элемент, который используется для обработки расплава металла с целью получения отливки, соответствующей всем требованиям по размерам, шероховатости, структуре, а также свойствам продукта.
Типы оболочек
В настоящее время различают два принципиально разных типа форм. Отличие между ними – в производственной технологии литейной формы. Существуют многослойные виды, которые производятся посредством нанесения суспензии, а также при помощи последующих процессов обсыпки и сушки.
Второй тип – это двухслойные. Производство этих форм осуществляется электрофоретическим методом. Основные требования, которые предъявляются к оболочке литейной формы – горячая, жесткая, газопроницаемая, точная, с гладкой контактной поверхностью, а также неразъемная.
Многослойные оболочки
Процесс получения многослойной оболочки протекает следующим образом: поверхность формы смачивается суспензией. Осуществляется этот процесс посредством окунания формы в необходимое вещество. После выемки блока из суспензии его сразу же обсыпают зернистым веществом. Суспензия прилипает к поверхности блока, что позволяет с большой точностью воссоздать его конфигурации, а зернистый материал необходим для того, чтобы зафиксировать суспензию на поверхности формы, а также сделать ее слой более плотным и толстым.
Свеженанесенный слой суспензии и зернистого материала практически не держится на поверхности формы. Единственное, что не дает ему сползти, – это силы смачивания. Придание необходимой прочности данной форме осуществляется в последующем процессе сушки – химического затвердевания. Получается, что для изготовления многослойной литейной формы необходимо провести три этапа – смочить оболочку суспензией, обсыпать ее зернистым материалом, а после высушить. Такая процедура в среднем проводится от 4 до 6 раз. Однако если необходимо подготовить более прочную оболочку, то количество может увеличиться до 12 раз.
Двухслойные оболочки
Производство литейных форм двухслойных осуществляется с меньшим количеством процедур. Первый этап подготовки формы ничем не отличается от производства многослойных форм. Блок смачивается и обсыпается зернистым продуктом. Однако прежде чем начать наносить второй слой, который называется форетическим, первый необходимо еще раз смочить суспензией, обязательно содержащей электролит. К примеру, в состав может входить соляная кислота, которая является проводником 2-го рода. Кроме того, суспензия должна содержать еще и связующий элемент для литейной формы. А после проведения смачивания следует снова обсыпать зернистым материалом.
К примеру, в состав может входить соляная кислота, которая является проводником 2-го рода. Кроме того, суспензия должна содержать еще и связующий элемент для литейной формы. А после проведения смачивания следует снова обсыпать зернистым материалом.
После того как на блок было нанесено два слоя, приступают к процессу высушивания формы. Этого достаточно, если необходимо получить форму, толщина стенки которой не будет превышать 6-8 мм. Если же этот показатель необходимо увеличить, то наносят еще два слоя.
Разновидности
Для процесса литья металла необходима литейная форма, в которую всегда заливается расплавленное вещество. Основное различие данных форм – это одноразовое и многоразовое использование. Однако и эти два разных типа форм также делятся на несколько классов.
Существуют одноразовые литейные формы с песчаной основой. Для изготовления литейных форм этого типа используют специальный кремнистый песок, который смешивается в специальной машине с водой, а также другими связующими элементами. Формы из этой категории используются для производства деталей любых конфигураций и размеров.
Формы из этой категории используются для производства деталей любых конфигураций и размеров.
Если осуществляется процесс литья цветных металлов, то чаще всего используются одноразовые оболочковые формы. Оболочковые формы гипсовые (состоят из гипса и быстрозатвердевающего полимера) применяются для процесса облицовки модели литья. После того как гипсовая оболочковая форма высыхает, ее разрезают на две части, которые еще раз высушивают. После этого форма соединяется и в нее можно заливать металл.
Литье расплавляемых моделей
Для того чтобы успешно реализовывать процесс литья по расплавляемым моделям, используются оболочковые формы на основе диоксида кремния. Это вещество является порошком, который скрепляется между собой при помощи различных связующих элементов. Использование таких форм происходит в том случае, если необходимо изготовить деталь с высокой температурой плавления.
Литейную форму из легкоплавкого металла наполняются разными элементами. Это может быть парафин или замораживаемая впоследствии ртуть, либо пластмасса. После производства модели ее облицовывают каким-нибудь огнеупорным материалом. Для уплотнения формы и огнеупорного слоя используется вибрация. После окончания процесса затвердения оболочку нагревают, из-за чего блок расплавляется и вытекает, а форма остается и может быть использована для заливки в нее металла.
После производства модели ее облицовывают каким-нибудь огнеупорным материалом. Для уплотнения формы и огнеупорного слоя используется вибрация. После окончания процесса затвердения оболочку нагревают, из-за чего блок расплавляется и вытекает, а форма остается и может быть использована для заливки в нее металла.
Многоразовые формы
Литейные формы, которые относят к многоразовой группе в плане их использования, изготавливают из таких материалов, как чугун, медь, латунь или же жаростойкая сталь. Свое применение многоразовые формы нашли в литье цветных металлов. Их используют для отлива цинковых, латунных или алюминиевых сплавов. Кроме них, также активно используются формы из графитового материала. Такие блоки выдерживают до нескольких сотен отливок. Процесс изготовления литейных форм из графита осуществляется путем механического воздействия на материал. Чаще всего конструкция такой формы представляет собой несколько деталей, которые скреплены между собой. Единственной открытой частью у этой формы является отверстие, через которое заливают расплав.
Изложницы
Если говорить о многократных формах, использующихся для литья, то можно также выделить изложницы. Это формы открытого типа, в которые поступление расплавленного металла осуществляется самотеком. Чаще всего изготовление литейной формы-изложницы осуществляется из чугуна. Однако следует знать, что при литье металла в изложницы необходимо строго соблюдать определенные правила и учитывать некоторые особенности.
- Необходимо тщательно следить за чистотой изложницы перед каждым последующим этапом заливки металла.
- Необходимо предотвращаться разбрызгивание металла на стенки формы в момент его заливки внутрь.
После каждого процесса отливки приступают к очистке изложницы, а на внутреннюю поверхность всегда наносят формовочные противопригарные краски. Изложница может выдерживать до 100 отливок, прежде чем станет непригодной для использования.
Формовочные материалы
Материалы, использующиеся для изготовления литейных форм, получили название формовочных.
Для формовки литейных форм разового использования необходимо следить, чтобы материал соответствовал таким требованиям, как прочность, стойкость к динамическим воздействиям, оказываемым на форму, а также способность выдерживать гидростатическое давление, которое оказывает залитый металл.
Для того чтобы изготавливаться формы для многоразового использования, необходимо предъявлять более высокие требования к материалу по его прочности. Однако важно понимать, что при всех требованиях, которые предъявляются к этим материалам, они должны иметь приемлемую цену. В противном случае изготовленные детали в таких формах будут иметь очень высокую конечную себестоимость. А цена для продажи будет еще выше.
Технологий изготовления литейных форм – Литейное производство
Технологий изготовления литейных форм
Категория:
Литейное производство
Технологий изготовления литейных форм
Изготовляемые в настоящее время отливки характеризуются большим разнообразием, что вызывает необходимость применения различных литейных форм и материалов.
1. Классификация литейных форм
Литейные формы классифицируются в зависимости от материала, из которого они изготовлены, и состояния при заливке.
Разовые формы служат для формообразования только одной отливки, после чего они разрушаются. Формы изготовляются из песчано-глинистых, песчано-смоляных и других смесей.
Разовые формы могут быть сырыми (формовка по сырому), сухими (формовка по сухому), подсушиваемыми, химически отверж-дающимися и собираемыми из сухих или отвержденных стержней.
Сырые формы благодаря их дешевизне, простоте и быстроте изготовления, отсутствию процесса сушки имеют наибольшее применение. Они используются для отливок простой и средней сложности из чугуна, стали и сплавов цветных металлов массой до 1500 кг.
Сухие формы предназначены для изготовления средних и крупных отливок с большим объемом механической обработки. Хорошо просушенная прочная форма, покрытая противопригарной краской, обеспечивает получение высококачественных отливок. Однако длительный цикл сушки (6—36 ч и более), значительный расход топлива, повышенная трудоемкость выбивки отливок из форм делают их неэкономичными. Они заменяются поверхностно подсушиваемыми и химически отверждаемыми формами.
Однако длительный цикл сушки (6—36 ч и более), значительный расход топлива, повышенная трудоемкость выбивки отливок из форм делают их неэкономичными. Они заменяются поверхностно подсушиваемыми и химически отверждаемыми формами.
Подсушиваемые формы изготовляют из формовочных смесей, в состав которых вводят связующие СП, СБ, КТ. Эти формы применяют для ответственных отливок из чугуна и стали массой от 1000 до 8000 кг. Длительность сушки таких форм в 10 раз меньше, чем обычных сухих форм.
Химически отверждаемые формы предназначены для изготовления отливок из стали, чугуна и сплавов цветных металлов массой 100 т и более. Существуют две разновидности таких форм: одни отверждаются при продувке или обдувке их углекислым газом, а вторые —самоотверждающиеся — при кратковременной выдержке в атмосфере цеха.
В последнее десятилетие широкое распространение получил процесс химического упрочнения формы, основанный на применении жидких самоотверждающихся формовочных смесей (ЖСС), содержащих в качестве связующего жидкое стекло и ускоритель его твердения (катализатор) — шлак феррохромового производства.
Многократно используемые (полупостоянные) формы служат для изготовления средних и крупных отливок простой конфигурации массой до 15 т. Эти формы выполняют из высокоогнеупорной смеси, состоящей в основном из шамота, формовочной глины и кварцевого песка. После соответствующей тепловой обработки стойкость форм достигает 25—40 съемов.
К многократно используемым формам относятся также металлические формы-кокили для отливок из различных сплавов простой и средней сложности, мелких и средних по массе и размерам (в серийном и массовом производстве).
Рис. 1. Приспособление для шаблонной формовки.
2. Формовочный инструмент и приспособления
При изготовлении форм и стержней применяют различные инструменты, опоки и приспособления.
Инструмент. Наиболее полный набор инструмента используется при формовке вручную. Технические условия на инструмент регламентированы ГОСТ 11775—74 — 11801—74.
Для засеивания модели облицовочной смесью предназначены прямоугольные сита с металлической сеткой с ячейками 2—6 мм. Прямоугольными совковыми лопатами наполняют смесью опоки, а лопатами с заостренным концом выкапывают ямы при формовке в почве.
Прямоугольными совковыми лопатами наполняют смесью опоки, а лопатами с заостренным концом выкапывают ямы при формовке в почве.
Смесь в опоках уплотняют различными трамбовками:
— при работе на верстаках— короткой трамбовкой (длиной 300 мм). Рукоятка такой трамбовки выполнена из алюминиевого сплава, а клиновидный и плоский башмаки — из Ст. 40 либо из маслобензо-стойкой резины марки А повышенной твердости;
— при уплотнении смеси в средних и крупных опоках наиболее производительной является пневматическая трамбовка. Башмаки ее выполняют из чугуна марки СЧ18-36 или, что предпочтитель-нее, из маслобензостойкой резины марки А повышенной твердости.
Трамбовка приводится в движение сжатым воздухом давлением 5—6 кгс/см2.
Гладилки служат для заглаживания форм. В недоступных для гладилок местах для этих целей применяют ланцеты. Отделку вогнутых поверхностей и углублений производят двухконечными ложечками. Выглаживание неглубоких цилиндрических поверхностей, углов галтелей и других криволинейных поверхностей осуществляют фасонными гладилками/ Оставшиеся частицы смеси из глубоких полостей удаляют крючками.
Песок с модели и поверхностей форм сметают волосяной щеткой-косматкой, которая предназначена также для окраски и замывки крупных форм. Лучшее качество окраски получается при пользовании пульверизатором.
Вентилирование форм производят с помощью душников — игл разных диаметров.
Рис. 10.2. Типы опок. делей в форме осущест
Крупные модели расталкивают металлическим молотком, при этом в модель должны быть врезаны специальные стальные пластинки, чтобы предохранить ее от порчи. Из полуформ модели вынимают с помощью остроконечных и винтовых подъемов.
При формовке по шаблону с вертикальной осью вращения применяют приспособление, изображенное на рис. 10.1. Оно состоит из подпятника-башмака, шпинделя, стопорного кольца и рукава, на котором закрепляют шаблон.
Опоки должны обладать высокой прочностью, жесткостью и минимальной массой. Они изготовляются из чугуна марок не ниже СЧ15-32, низкоуглеродистой стали 20Л — ЗОЛ-1, алюминиевых и магниевых сплавов.
Опоки бывают цельнолитыми и сварными. По конфигурации различают прямоугольные, фасонные и круглые опоки.
По конфигурации различают прямоугольные, фасонные и круглые опоки.
В зависимости от массы они делятся на ручные, комбинированные и крановые. Ручные опоки без смеси имеют массу до 30 кг, а со смесью — не более 60 кг; комбинированные без смеси — от 31 до 60 кг, а со смесью — более 60 кг; крановые как без смеси, так и со смесью — свыше 60 кг.
Для точной сборки полуформ применяют штыри, изготовляемые из стали марок 40—45 с закалкой и последующим шлифованием. Различают съемные и постоянные штыри. Последние укрепляют в ушках нижней опоки, а в крупных опоках — в полках продольных стенок. Съемные штыри имеют наибольшее применение при машинной формовке.
Для взаимозаменяемости опок центрирующие отверстия в их ушках сверлят по кондуктору. В эти отверстия запрессовывают стальные каленые втулки, что дает возможность заменить их при износе и тем самым обеспечить точность спаривания опок.
При выборе размеров опок следует исходить из наименьших допустимых толщин формовочной смеси на различных участках формы.
3. Изготовление форм вручную
При формовке вручную литейные формы изготовляют по деревянным цельным и разъемным моделям, модельным плитам, скелетным моделям и шаблонам.
4. Формовка в почве
При формовке в почве наиболее ответственной операцией является подготовка нижней части формы — постели. Различают два вида постели: мягкую и твердую.
Мягкая постель. При изготовлении единичных мелких отливок для каждой из них подготавливают постель в почве. При производстве серии однотипных отливок в полу литейного цеха вырывают яму глубиной на 100—125 мм больше высоты модели и габаритами, превышающими габариты модели на 200—250 мм на сторону. На дне ямы оставляют четыре кучки смеси; на две из них укладывают деревянную рейку, а на другие две — рейку.
На эти рейки кладут линейку и уровнем-ватерпасом проверяют горизонтальность их положения. Затем рейки окучивают смесью, уплотняют ее и вновь проверяют горизонтальность их положения. После этого пространство между рейками засыпают отработанной формовочной смесью, выравнивают ее, а излишек сгребают линейкой.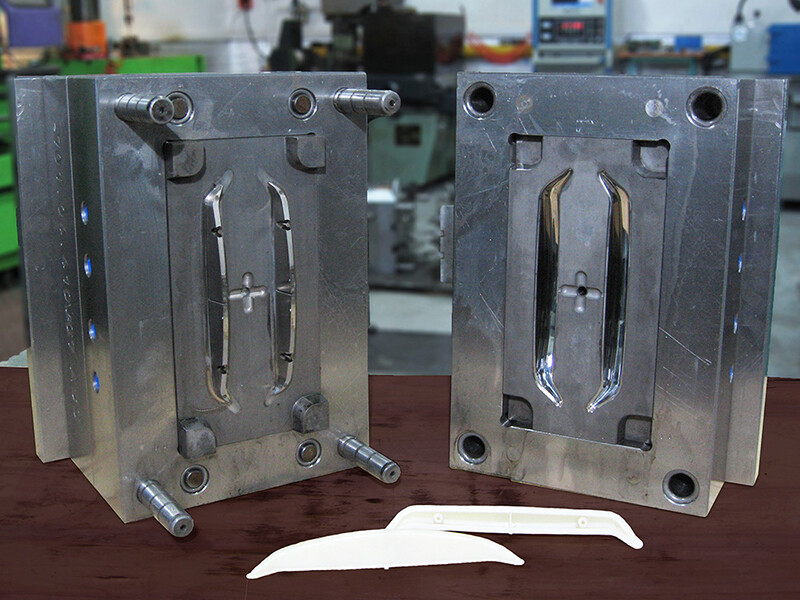 На рейки укладывают бруски высотой 10—12 мм, а на слой отработанной смеси наносят слой просеянной облицовочной смеси.
На рейки укладывают бруски высотой 10—12 мм, а на слой отработанной смеси наносят слой просеянной облицовочной смеси.
Сняв бруски, уплотняют ее следующим образом: первый формовщик прижимает линейку к рейке, а второй, приподнимая и опуская другой конец линейки, уплотняет смесь на участке в 300—400 мм. После этого второй формовщик прижимает линейку к рейке, а первый производит уплотнение смеси.
Окончательное выравнивание поверхности и удаление борозд достигается при движении линейки вдоль реек. Выровненную поверхность засеивают тонким слоем облицовочной смеси. На полученную постель лицевой стороной укладывают модель и ударами молотка или трамбовки осаживают ее через промежуточную прокладку.
Твердую постель применяют при изготовлении форм для средних и крупных отливок. В полу цеха выкапывают яму глубиной на 300—400 мм больше высоты модели. Дно ямы плотно утрамбовывают, насыпают на него слой просеянной гари или битого кирпича толщиной 150—200 мм, слегка утрамбовывают его и выравнивают мелкой гарью.
Рис. 3. Схема изготовления мягкой постели.
Рис. 4. Схема изготовления твердой постели: 1 — слой гари; 2— вентиляционные каналы; 3— облицовочный слой смеси; 4 — вентиляционные трубы.
Поверхность слоя выравнивают линейкой и затем душником диаметром 9 мм накалывают вентиляционные каналы до гаревой постели.
Приготовленную таким образом постель засеивают слоем (в 40—50 мм) облицовочной смеси. После уплотнения в нем также накалывают вентиляционные каналы душником диаметром 3—4 мм.
5. Формовка в парных опоках
Наибольшая точность размеров отливок достигается при формовке в опоках. Широкое распространение получила формовка в парных опоках. Формовку сложных по конфигурации отливок осуществляют в трех, четырех и более опоках. Пример изготовления отливки тройника в парных опоках приведен на рис. 5.
Процесс формовки начинают с изготовления нижней полуформы. На подмодельный щиток укладывают нижнюю половину модели и два питателя, а на модель наносят слой облицовочной смеси и обжимают ее руками. В опоку засыпают наполнительную смесь и уплотняют ее. Счистив излишнюю смесь, душником накалывают вентиляционные каналы.
В опоку засыпают наполнительную смесь и уплотняют ее. Счистив излишнюю смесь, душником накалывают вентиляционные каналы.
Полученную полуформу скрепляют с подмодельным щитком и кантуют на 180°, устанавливают на разрыхленную площадку формовочного плаца, слегка притирают, после чего открепляют и снимают щиток. Затем проглаживают лад, посыпают его сухим кварцевым песком и сдувают песок с модели. Наложив верхнюю половину модели и шлакоуловитель, устанавливают модели стояка и выпоров.
Рис. 5. Формовка в парных опоках: 1 — нижняя полуформа; 2 — верхняя полуформа; 3 — стержень.
После этого в такой же последовательности изготовляют верхнюю полуформу.
Уплотнение ее должно быть равномерным, без местных слабин и переуплотнений. Степень уплотнения смеси проверяют твердомером. Она зависит от массы и высоты отливки.
Для повышения прочности верхней половины формы ее укрепляют стальными крючками или деревянными колышками — «солдатиками», предварительно смоченными жидкой глиной.
Вынув модели стояка и выпоров, можно раскрыть форму. При формовке мелких моделей после уплотнения смеси половины модели удерживаются в полуформе и не требуют дополнительного крепления. При формовке средних и крупных тяжелых моделей трение между формовочной смесью и моделью недостаточно для удержания ее в верхней полуформе и необходимо дополнительное укрепление ее. Закрепив модель подъемом к верхней опоке, раскрывают форму, удаляют половины моделей и отделывают верхнюю и нижнюю полуформы, затем устанавливают стержень и собирают форму.
6. Формовка по модельным плитам
При этом способе формовки нижнюю и верхнюю полуформы изготовляют раздельно по двум модельным плитам.
Формовку по плитам целесообразно осуществлять в мелкосерийном производстве. На многих ленинградских предприятиях — в объединениях имени Карла Маркса, имени Я. М. Свердлова, «Невский завод» имени В. И. Ленина и др. — она успешно применяется при мелкосерийном производстве сравнительно крупногабаритных отливок (длиной более 3 м и массой до 3 т).
Раздельная формовка по плитам обеспечивает:
— повышение точности отливок;
— увеличение производительности труда на 15—20% за счет сокращения отделочных операций;
— возможность изготовления моделей из отдельных частей с последующей сборкой их на модельной плите;
— повышение съема отливок с формовочной площади в 1,5 раза за счет установки форм в 2—3 этажа со сдвижкой.
При мелкосерийном производстве применяют плиты из прочного деревянного щита, а при серийном — чугунные строганые. Модельные плиты-могут использоваться многократно.
Комплект модельных плит для изготовления отливки корпуса текстильной машины средних размеров (920X420X400 мм) показан на рис. 6.
Формовочные работы осуществляются бригадой из двух формовщиков. Для уменьшения утомляемости рабочих модельные плиты устанавливают на низкие козлы.
Рис. 6. Комплект модельных плит для формовки корпуса:
а — плита для нижней полуформы; б — плита для верхней полуформы; 1 — плита; 2 — центрирующие втулки; 3— модель.
Работа ведется в следующей последовательности:
— очистка модели и плиты и нанесение разделительного состава;
— установка на плиты опок низа и верха;
— нанесение на модели облицовочной смеси, установка крючков (в верхней полуформе) и обжатие смеси;
— заполнение опок наполнительной смесью, уплотнение ее, удаление излишков и накол вентиляционных каналов;
— скрепление модельных плит с опоками и их кантовка; установка нижней полуформы на подготовленный плац, открепление модельной плиты, съем ее и отделка (при надобности)
— полуформы;
— установка стержней;
— открепление и съем верхней плиты, отделка (при надобности) полуформы;
— сборка формы.
На собранную полуформу укладывают чугунную плиту (иногда деревянную), на которую устанавливают вторую форму со сдвижкой для установки литниковой чаши.
7. Химически отверждающиеся и крупные оболочковые формы
При изготовлении форм по С02-процессу в формовочную смесь в качестве связующего вводят жидкое стекло. Облицовочный слой жидкостекольной смеси наносят на модель слоем в 20—40 мм, а остальной объем опоки заполняют наполнительной смесью. Все операции изготовления формы выполняют в той же последовательности, как и при формовке с применением песчано-глинистых смесей. После удаления модели и отделки формы ее продувают углекислым газом, при этом она быстро отверждается. Затем форму собирают.
Облицовочный слой жидкостекольной смеси наносят на модель слоем в 20—40 мм, а остальной объем опоки заполняют наполнительной смесью. Все операции изготовления формы выполняют в той же последовательности, как и при формовке с применением песчано-глинистых смесей. После удаления модели и отделки формы ее продувают углекислым газом, при этом она быстро отверждается. Затем форму собирают.
Химически отверждающиеся смеси используются и при изготовлении крупных оболочковых форм, которые применяют при производстве средних и крупных отливок. Форма для стальной отливки подушки прокатного стана массой 10 т показана на рис. 7.
Оболочки изготовляют по тщательно обработанной разъемной деревянной модели, натертой графитом.
Процесс состоит из следующих операций:
— на строганый подмодельный щиток укладывают нижнюю половину модели;
— на него же устанавливают разборный деревянный жакет, в стенках которого высверлены отверстия диаметром 9—10 мм. Расстояние между стенками жакета и модели должно составлять примерно 120—150 мм;
— в зазор между моделью и жакетом устанавливают сварной каркас для упрочнения оболочки;
— слоями высотой 80—100 мм засыпают жидкостекольную смесь, уплотняют ее, между отдельными слоями смеси закладывают стальные прутки диаметром 8 мм для образования продувочных каналов, которые не должны доходить до модели на 20—25 мм; – с горизонтальной поверхности счищают излишки смеси, и накалывают продувочные каналы;
— удаляют стальные прутки и через продувочные каналы продувают полученную оболочку углекислым газом;
— отвержденнуго оболочку вместе с моделью и жакетом кантуют на 180°;
— извлекают модель, раскрывают деревянный жакет и удаляют его.
В такой же последовательности изготовляют верхнюю оболочку.
Сборку полуформ производят в рамке, состоящей из двух опок без ребер. Нижнюю опоку укладывают на выровненную площадку и засеивают наполнительной смесью, которую затем уплотняют. На полученную постель устанавливают нижнюю оболочку и зазоры между ней и опокой засыпают сухой смесью. В знаки оболочки устанавливают оболочковый стержень, накладывают верхнюю оболочку и вторую опоку и засыпают ее сухой смесью слоем в 150 мм.
Рис. 7. Комбинированная форма с оболочковыми вставками: а — нижняя оболочка; б — верхняя оболочка; в — оболочковый стержень; г — собранная форма; д — отливка.
Остальную часть опоки заполняют металлическими шарами диаметром 40 мм. Перед заливкой форму дополнительно нагружают грузами.
Применение оболочковых форм, отвержденных до извлечения из них моделей, дает возможность получать оболочки с размерами рабочих поверхностей, соответствующих размерам модели. Кроме того, модели таких форм выполняют разборными, что позволяет ликвидировать на них формовочные уклоны, требующие дополнительного расхода металла.
8. Формовка по шаблону
Формовка по шаблону осуществляется при производстве единичных средних и крупных отливок, имеющих наружную форму тел вращения простой конфигурации (чаши, маховики, патрубки, трубы с фланцами в т. п.),
Различают следующие виды шаблонной формовки: с вертикальным шпинделем, с горизонтальным шпинделем и по протяжка блонам Наибольшее распространение получила формовка вертикальным шпинделем. Рассмотрим ее на примере формообразования отливки чаши размалывающих бегунов.
Дня шаблонной формовки чаши (рис. 8, а) требуются: станок с вертикальной осью, шаблонная мерка (рис. 8, б), шаблоны для заточки болвана с телом (рис. 8, в) и болвана чаши (рис. 8, г), модели ребер (рис. 8, д) и ступицы с центровым отверстием (рис. 8, е). Формовка производится в почве (с твердой постелью) под верхней опокой.
Рис. 8. Приспособления для шаблонной формовки чаши бегунов.
Процесс состоит из ряда этапов. На первом затачивают болван с телом, который будет служить моделью для изготовления верхней полуформы; на втором осуществляют операции по изготовлению верхней полуформы; на третьем затачивают нижнюю полуформу; на четвертом отделывают и собирают форму; на пятом нагружают форму, заливают и выбивают отливки.
9. Формовка по скелетной модели
При единичном производстве крупных отливок с целью снижения затрат на изготовление моделей применяют скелетные модели, толщина ребер которых принимается равной толщине стенок отливки.
Скелетная модель для изготовления отливки крупной ванны показана на рис. 9, а, а схема формовки — на рис. 9, б. Модель заформовывают в опоке или в почве. Внутреннюю полость заглаживают на уровне брусков и полученную поверхность обкла дывают бумагой. Затем изготовляют верхнюю полуформу с болваном. После разъема верхнюю полуформу отделывают, а в нижней снимают разделительную бумагу, уплотненную между ребрами смесь слегка разрыхляют и шаблоном-сгребалкой снимают слой смеси на толщину ребер. После этого модель извлекают, и изготовление формы заканчивают обычным способом.
Рис. 9. Схема формовки по скелетной модели.
10. Формовка в глине по кирпичу
Формовку в глине по кирпичу осуществляют при производстве таких крупных отливок, как изложницы, ковши, котлы, трубы больших диаметров и т. а Формовку ведут по модели, каркасной модели или по шаблону.
а Формовку ведут по модели, каркасной модели или по шаблону.
Последовательность изготовления формы и стержня для отливки крупного патрубка приведена на рис. 10. В твердой постели устанавливают подпятник, шпиндель и рукав, на котором укрепляют шаблон. Правильность установки шпинделя проверяют ватерпасом. На чугунный поддон наносят слой глины и выкладывают первый ряд кладки из красного кирпича. На него наносят слой глины толщиной 15—20 мм и выкладывают второй ряд с перекрытием швов в первом ряду.
Для повышения газопроницаемости между рядами кирпичей прокладывают мелкую гарь, гранулированный ваграночный шлак, пучки соломы и душником выполняют вентиляционные каналы в подсохшей глине. Для увеличения прочности кладки через каждые 5—6 рядов укладывают чугунные плиты, соединяемые с нижним поддоном и между собой стяжками.
Правильность кладки проверяют шаблоном. Между рабочей кромкой шаблона и поверхностью кладки должен быть зазор в 20—25 мм. Внутреннюю поверхность кладки облицовывают глиной и шаблоном затачивают рабочую поверхность. После кратковременного провяливания на воздухе удаляют шаблон и шпиндель и сушат форму переносным сушилом. Затем заделывают трещины форму окрашивают и сушат вторично.
После кратковременного провяливания на воздухе удаляют шаблон и шпиндель и сушат форму переносным сушилом. Затем заделывают трещины форму окрашивают и сушат вторично.
Рис. 10. Изготовление кирпичной формы и стержня по шаблону: а — изготовление формы; б — изготовление стержня; в — собранная форма; г—отливка; 1 — подпятник; 2— шпиндель; 3— поддон; 4 — опоры; 5 — кирпичная кладка; 6 —- шаблон для заточки формы; 7 — литниковая система; 8 — облицовочная глина.
Процесс изготовления стержня аналогичен процессу выполнения формы. Сушат стержень в сушиле.
Кирпичную кладку выполняют в специальных кессонах или опоках с заполнением промежутков между кладкой и стенкой опоки формовочной смесью. Такие формы могут использоваться многократно при небольших промежуточных ремонтах.
Современные способы изготовления крупных форм вручную
Непрерывный рост производства крупных отливок требует совершенствования технологических процессов и условий труда снижения трудоемкости изготовления отливок при ручной формовке рассмотрим некоторые рациональные процессы формообразования отливок, разработанные литейщиками ленинградских объединений имени Я. М. Свердлова, «Невский завод» имени В И Ленина и других предприятий.
М. Свердлова, «Невский завод» имени В И Ленина и других предприятий.
Металлические постели. При формовке крупных отливок применяют твердые песчано-глинистые постели, а при изготовлении особо крупных отливок постель выполняют кирпичной кладкой. При извлечении отливки из формы постель частично разрушается, и перед каждой формовкой приходится затрачивать много времени на ее ремонт.
Рис. 11. Схема приготовления твердой металлической постели: 1 — слой гари; 2 — металлическая плита; 3 — газоотводные трубы; 4 — кессон; 5 —верхняя полуформа.
Форма с металлической постелью, выполненная в кессоне, показана на рис. 11. Зазоры между стенками кессона и моделью определяются удобством набивки формы. Дно кессона покрывают ровным слоем гари, поверх которого кладут чугунную плиту, образующую металлическую жесткую постель.
Замена верхней полуформы стержнями
Во избежание протечки металла при заливке обычно приме няют прокладочную глину, в результате чего на отливке образуются заливы, на удаление которых затрачивается труд обрубщиков и бесцельно расходуется металл. При замене верхней полуформы перекрывающими стержнями вместо прокладочной глины стали использовать песчаные подушки. Для этого в горизонтальных знаках стержней, через которые выводятся газы, выполнены углубления в 20—25 мм, заполняемые сырым песком с некоторым завышением. При установке перекрывающих стержней песок уплотняется, при этом создаются надежная изоляция вентиляционных каналов и плотный контакт между стержнями, исключающий возможность образования заливов.
При замене верхней полуформы перекрывающими стержнями вместо прокладочной глины стали использовать песчаные подушки. Для этого в горизонтальных знаках стержней, через которые выводятся газы, выполнены углубления в 20—25 мм, заполняемые сырым песком с некоторым завышением. При установке перекрывающих стержней песок уплотняется, при этом создаются надежная изоляция вентиляционных каналов и плотный контакт между стержнями, исключающий возможность образования заливов.
Рис. 12. Технология изготовления крупных форм: а — старая технология; б — новая технология: 1 — нижние почвенные полуформы; 2— верхняя полуформа; 3 — прокладочная глина; 4 — пригрузочная плита; 5 — стержень, заменяющий верхнюю опочную полуформу; 6 — вентиляционные стояки; 7 — песчаные подушки.
В результате внедрения новой технологии повысилась размерная точность отливок, сократился расход металла, ликвидированы парк опок и потребность в сушке громоздких полуформ, уменьшилась трудоемкость обрубных работ. Формовка по блок-модели. При изготовлении мелких серии средних и крупных отливок целесообразно объединение в один блок двух однотипных моделей, связанных между собой разделительным стержнем.
При изготовлении мелких серии средних и крупных отливок целесообразно объединение в один блок двух однотипных моделей, связанных между собой разделительным стержнем.
Изготовление форм из жидких самоотверждающихся смесей. Чти смеси широко используются при изготовлении крупных стержней Так в литейных цехах объединения имени Я. М. Свердлова все стержни для отливок массой более 3 т выполняют из ЖСС.
Практика показала, что эти смеси могут успешно применяться и при изготовлении форм для крупных отливок. Схема формовки в ЖСС представлена на рис. 14. Модель устанавливают на кирпичи или на укрепленные на ней специальные упоры либо фиксируют в кессоне с помощью планок. Между моделью и стенками кессона должен быть зазор в 100—150 мм. В модели имеются люки для заливки ЖСС. Для улучшения заполняемости формы смесь выдавливают из люков толкателями. После заполнения смесью пространства под моделью ее заливают по периметру кессона в зазоры между его стенками и моделью. Через 35-40 мин после заливки ЖСС модель можно извлечь и приступить к отделке формы.
Рабочая поверхность формы имеет значительную пористость. Для ее устранения на поверхность наносят специальную краску и просушивают- горелкой в течение 2—4 ч при температуре 200— 220 °С.
Технология изготовления сложной формы для отливки чугунной модели лопасти массой 35 т приведена на рис. 15. Эта модель предназначена для формообразования крупных отливок стальных лопастей. Формовка ведется по деревянной модели, снабженной упорами, по которым модель устанавливают на постель, в кессоне. На модели размещают съемную раму, оформляющую контуры болвана. Во избежание всплывания модель и рама нагружаются.
Заливку ЖСС осуществляют через люки, имеющиеся в модели и съемной раме, и в зазоры между стенками кессона и съемной рамы. Затем производят подпрессовку смеси толкателями. После кратковременной выдержки извлекают съемную раму, удаляют смесь из люков, подрезают ее вокруг модели, поверхность полуформы покрывают разделительной бумагой и закрепляют ее шпильками, после чего переходят к оформлению верхней полуформы (болвана-стержня).
Рис. 13. Технология изготовления форм по блок-модели а — почвенная форма; б — стержневая форма.
Рис. 14. Схема изготовления формы из ЖСС.
Рис. 15. Технология изготовления крупной формы с применением
12. Машинная формовка
Механизированное извлечен И модели без предварительной расколотки обеспечивает получени форм высокого качества, повышает точность отливок и снижает брак. Внедрение координатных и наборных плит-рамок делает табельным применение машинной формовки не только при серий” ном и массовом, но и при мелкосерийном и единичном производстве.
Обычно литейную форму изготовляют на двух машинах: одной — нижнюю полуформу, а на другой — верхнюю. При массовом и серийном производстве металлические модели и элементы литниковой системы монтируют на односторонних чугунных плитах, а при мелкосерийном и единичном деревянные модели
укрепляют на координатных плитах или в наборных плитах-рамках. Замену модели на координатной плите и в плите-рамке производят на рабочем месте в течение 20—30 мин.
По способу уплотнения смеси в опоке различают прессовые машины с нижним и верхним прессованием, встряхивающие машины, встряхивающие с подпрессовкой и пескометные.
Уплотнение смеси на машинах с нижним прессованием. Схема работы такой машины приведена на рис. 17. На прессовом поршне, помещенном в цилиндре, закреплен стол. На нем расположена модельная плита, перемещающаяся в неподвижной раме. Опоку устанавливают на штыри неподвижной рамы и заполняют смесью, разравнивая ее по всей Поверхности, После этого опоку со смесью помещают под неподвижную траверсу. При подаче в цилиндр сжатого воздуха прессовый поршень поднимается вверх, модель внедряется в смесь и уплотняет ее. Когда поступление воздуха прекращается, поршень опускается, и производится извлечение модели.
При нижнем прессовании наибольшая плотность смеси создается у модели и понижается к верху,опоки, несколько возрастая у траверсы, что является достоинством этого способа.
Большой расход мощности на преодоление силы трения смеси о стенки опоки ограничивает область применения этих машин. Они могут использоваться при опоках с размерами в свету до 1100X800 мм и высотой до 150 мм.
Они могут использоваться при опоках с размерами в свету до 1100X800 мм и высотой до 150 мм.
Уплотнение смеси на машинах с верхним прессованием. Схема работы этой машины показана на рис. 18. На прессовом поршне, помещенном в цилиндре, закреплен стол, на котором расположена плита с моделью. После установки опоки с наполнительной рамкой и заполнения их формовочной смесью в цилиндр подают сжатый воздух под давлением 6 кгс/см2. Под действием воздуха поршень вместе со столом и смонтированной на нем модельной оснасткой поднимается вверх, при этом прессовая колодка, закрепленная на траверсе, внедряется в наполнительную рамку и уплотняет смесь в опоке.
После прекращения поступления в цилиндр сжатого воздуха стол опускается под действием собственной тяжести.
Уплотнение смеси на встряхивающих машинах. Этот способ уплотнения смеси, несмотря на некоторые присущие ему недостат ки, — самый распространенный, так как дает возможность изготовлять формы для сложных крупных отливок в опоках, с размерами в свету 3000 X 2000 мм при высоте до 750 мм.
Рис. 16. Типы модельных плит: а — односторонняя; б — координатная: в —наборная плита-рамка; 1 — основная плита; г — вкладная модельная плита; 3 — модель, 4 — шлакоуловитель; 5 — стояк; 6 — упорные винты.
Рис. 17. Схема работы машины с нижним прессованием.
На рис. 19 показана схема работы встряхивающей машины с подпрессовкой. Она имеет два цилиндра: прессовый и встряхивающий, причем последний служит поршнем для первого Внутри цилиндра имеется встряхивающий поршень, на котором укреплен стол. На столе монтируется модельная плита с моделью.
По штырям на модельную плиту устанавливают опоку с рамкой . После заполнения опоки и рамки смесью в полость встряхивающего цилиндра подают сжатый воздух, под давлением которого встряхивающий поршень поднимается вверх. При этом впускное отверстие перекрывается боковой поверхностью поршня, а выхлопное открывается, и воздух выходит в атмосферу.
Стол с модельной плитой и опокой под действием собственной силы тяжести падает на торец цилиндра, поэтому при ударе формовочная смесь в опоке уплотняется. При опускании поршня впускное отверстие вновь открывается, и цикл повторяется. Обычно стол поднимается на высоту 30—80 мм и совершает 30—120 ударов в минуту. Для уплотнения смеси достаточно 20—40 ударов.
При опускании поршня впускное отверстие вновь открывается, и цикл повторяется. Обычно стол поднимается на высоту 30—80 мм и совершает 30—120 ударов в минуту. Для уплотнения смеси достаточно 20—40 ударов.
После окончания процесса встряхивания сжатый воздух поступает в полость прессового цилиндра, а модельная плита и оснастка приходят в контакт с прессовой колодкой, закрепленной на траверсе. Колодка входит в полость наполнительной рамки и производит доугоготнение верхних слоев смеси (рис. 19, г и д).
Уплотнение смеси многоплунжерной головкой. При уплотнении смеси жесткой прессовой колодкой (рис. 19), особенно в формах крупных габаритов, трудно достичь равномерности уплотнения. В таких случаях рекомендуется применять многоплунжерную головку (рис. 20), при этом формовочная смесь прессуется большим количеством прессующих башмаков, снабженных поршневыми гидравлическими приводами. Каждый башмак под действием масла на поршень прессует находящийся под ним участок формы независимо от соседних участков.
Уплотнение смеси пескометами широко применяется для механизации наполнения и уплотнения смеси в крупных опоках и стержневых ящиках. Производительность пескометов — от 12 Д° 80 м3/ч уплотненной смеси.
Основным рабочим органом пескомета является головка (рис. 21). В стальном кожухе вращается ротор, на котором с помощью муфты закреплена лопатка-ковш. Через окно в кожухе ленточный транспортер непрерывно подает формовочную смесь, которая при быстром вращении ротора захватывается лопаткой, несколько уплотняется и в виде небольших пакетов выбрасывается в опоку через окно. При большой скорости истечени смеси из окна и непрерывном перемещении головки пескомета л площади опоки создается равномерное уплотнение всех слоев смес независимо от высоты опоки.
Извлечение модели из формы
Рис. 18. Схема работы машины с верхним прессованием.
Рис. 19. Схема работы встряхивающей машины
Рис. 20. Схема процесса уплотнения смеси в опоке многоплунжерной головкой:
1 — модель; 2 —опока; 3 — наполнительная рамка; 4— прессующая многопл-унжерная головка; 5 — поршни; 6 — прессующие башмаки.
Рис. 21. Схема работы пескометной головки: 1 — рукоятка; 2 — направляющая дуга; 3 — лопатка-ковш; 4 — окно; 5 —кожух; 6 — ротор; 7 — вал электродвигателя; 8 — окно.
Рис. 22. Схемы извлечения моделей при машинной
Автоматизированные формовочные линии. В настоящее время в СССР успешно эксплуатируются автоматизированные формовочные линии как отечественного производства — конструкции ВНИИлит-маш, НИИтракторсельхозмаш, Гипросантехпром и др., так и зарубежных фирм.
Процесс формовки, сборки и выбивки на этих линиях полностью автоматизирован, рабочий-оператор при этом только, управляет механизмами с помощью кнопок.
Вручную выполняются операции установки стержней и заливки, а на некоторых линиях процесс заливки также автоматизирован.
На рис. 23 показана схема автоматизированной линии фирмы «Гизаг» (ГДР). Она состоит из двух прессовых формообразующих полуавтоматов для изготовления нижней (поз. IV) и верхней (поз. II) полуформ и литейного конвейера (поз. VII). Собранная на поз X форма поступает на поз. XI — к грузовому конвейеру, где она нагружается, и на поз. XII, где заливается металлом. При дальнейшем движении залитая форма поступает в охладительную камеру (поз. XIII), снабженную мощной вентиляционной системой. На поз. XIV с охлажденной формы снимается груз.
VII). Собранная на поз X форма поступает на поз. XI — к грузовому конвейеру, где она нагружается, и на поз. XII, где заливается металлом. При дальнейшем движении залитая форма поступает в охладительную камеру (поз. XIII), снабженную мощной вентиляционной системой. На поз. XIV с охлажденной формы снимается груз.
Верхняя опока протяжным устройством стягивается на поз. I и передается на машину для изготовления верхних полуформ (поз. II). Нижняя полуформа с отливкой и комом смеси продвигается к поз. III, где нижняя опока протягивается, кантуется и передается на машину для изготовления нижних полуформ (поз. IV).
При подходе к толкателю ком смеси с отливкой передается на поз. V— охладительную решетку (накопитель). После кратковременного охлаждения он поступает на поз. VI — выбивную решетку, где разрушается и освобождает отливку.
Формообразующая машина имеет два пресса, между которыми расположены подъемный механизм и дозатор смеси. При поступлении опоки она спаривается с модельной плитой и поджимается к бункеру-дозатору, при этом в опоку выдается определенная порция смеси. Затем опока передается под левый или правый пресс, имеющий многоплунжерную головку.
Затем опока передается под левый или правый пресс, имеющий многоплунжерную головку.
После процесса прессования ниясняя полуформа возвращается на среднюю позицию, где после протяжки модели она выталкивается поступающей опокой и передается на поз. VIII. Здесь нижняя полуформа кантуется и устанавливается на платформу конвейера. На поз. IX в эту полуформу устанавливаются стержни.
При подходе к поз. X нижняя полуформа накрывается верхней, и форма поступает на заливку. Верхняя полуформа изготовляется аналогично нижней.
Производительность линии в зависимости от типа формовочного автомата и размеров опок составляет 200—280 форм в час.
Рис. 23. Схема автоматизированной формовочной линии.
Реклама:
Читать далее:
Cушка, отделка и сборка форм
Статьи по теме:
- Специальные способы литья
- Литье в металлические формы (кокильное литье)
- Литейные сплавы, их плавка и получение отливок
- Изготовление разовых форм (формовка)
- Модельный комплект, формовочные и стержневые смеси
Foundry Flom – 24 для продажи 1STDIBS
ART NOUVEAU FIGULAR LAMP
L Louchets
Винтажное промышленное зеркало
Деревянный плинтус
Ship Propeller
SortБолее популярные поиски
.
РекомендуемыеНовыеСоответствиеЦена: Высокая-НизкаяЦена: Низкая-ВысокаяПопулярные
Итальянская форма для литья древесины
Расположена в Милане, IT
Прекрасная форма для литья древесины. Небольшой архитектурный образец также доступен в различных ландшафтах.
Категория
Винтажные 1980-х годов итальянские настенные скульптуры
Материалы
Дерево
Итальянский деревянный литейный плесень
H 1,97 дюйма W 25.2. Милан, IT
Прекрасная литейная форма. Небольшой архитектурный образец также доступен в различных ландшафтах.
Категория
Винтажные итальянские настенные скульптуры 1980-х годов
Материалы
Дерево
Итальянская деревянная литейная плесень
H 5,91 дюйма W 24,81 дюйма D 15,75 дюйма
Раннее 20 -е C. Деревянный литейный плесень C.1900
Деревянный литейный плесень C.1900
Расположенный в Сан -Франко, Калифорния,
. О Старинная деревянная заводская литейная форма с оригинальной краской и металлической идентификационной табличкой. Другие литейные формы доступны в списках S16 Home. СОЗДАТЕЛЬ Неизвестен. ДАТА ПРОИЗВОДСТВА…
Категория
Промышленные модели и миниатюры начала ХХ века
Материалы
Металл
Ранний 20 -й C. Деревянный литейный плесень C.1900
H 9,5 дюйма W 13,5 дюйма D 4 дюйма
Литейная форма в виде настенной скульптуры, Испания, 1940-е гг. Черный и красный оригинальные цвета. Размеры: 82 см В x 43,5 см Ш x 16 см Г // 32,28 дюйма В x 17,12 дюйма Ш x 6,29 дюйма Г Этот предмет…
Категория
Испанские промышленные настенные скульптуры 20-го века
Материалы
Wood
Промышленные литейные плесени.

О компании Старинная деревянная заводская литейная форма с оригинальной краской и металлической идентификационной табличкой. Другие литейные формы доступны в списках S16 Home. СОЗДАТЕЛЬ Неизвестен. ДАТА ПРОИЗВОДСТВА…
Категория
Американские промышленные настенные скульптуры начала 20-го века
Материалы
Металл
Деревянная литейная форма начала 20-го века C.1900
, Деревянная литейная форма c.1900
Расположен в Сан-Франциско, Калифорния
О нас Это оригинальная деревянная литейная форма с выпуклыми стальными цифрами и оригинальной надписью. Эта часть сохранила свою первоначальную отделку с минимальными структурными повреждениями. Создать…
Категория
начало 20 -го века Промышленные модели и миниатюры
Материалы
Сталь
Ранние 20 -й C, деревянная плесень.
 , около 1900
, около 1900Расположен в Сан-Франциско, Калифорния
О НАС Старинная деревянная заводская литейная форма с оригинальной краской и клеймом изготовителя. Доступны другие литейные формы. См. S16 Главная. СОЗДАТЕЛЬ Неизвестен. ДАТА ПРОИЗВОДСТВА c.1900 …
Категория
начало 20 -го века промышленные модели и миниатюры
Материалы
Wood
РАННОЕ 20 -й век Деревянный литейный формование, около 1900
H 9,5 дюйма W 13 дюйма D 4 дюйма
Промышленная литейная форма для настенного искусства из красного и черного дерева
Расположена в Барселоне, ES
Промышленная литейная форма в виде настенной скульптуры, 1940-е годы. Черный и красный оригинальные цвета. Размеры: 83 см В x 43,5 см Ш x 13,5 см Г // 32,67 дюймов В x 17,12 дюймов Ш x 5,31 дюймов Г Этот кусок…
Категория
20-го века испанская промышленная индустриальная настенная скульптура
Материалы
Древесина
Промышленное литейное искусство плесени на стенах в красном и черном дереве
H 32. 68 дюйма W 17,13 дюйма D Начало 20-го века, деревянная литейная форма, около 1900 г.
68 дюйма W 17,13 дюйма D Начало 20-го века, деревянная литейная форма, около 1900 г.
Расположен в Сан-Франциско, Калифорния
О нас Большая промышленная деревянная форма, используемая для изготовления металлических деталей. Деталь состоит из двух половин, которые при соединении образуют производственную деталь. Каждое изделие имеет металлическую идентификацию…
Категория
В начале 20 -го века промышленные модели и миниатюры
Материалы
Металл
Большой начальный 20 -й C, деревянная литейная форма, C.1900
H 17 дюйма W 17 дюйма D 12 дюйма
1930-е годы Architectural Silvered Foundry Form, Mold, Casting, Sculpture Garden
Расположен в Буффало, штат Нью-Йорк
Industrial Foundry Form, заводское литье, красивая серебристо-цинковая оригинальная краска, прекрасная патина, причудливый, фантазийный дизайн в стиле ар-деко, «Изумрудный город».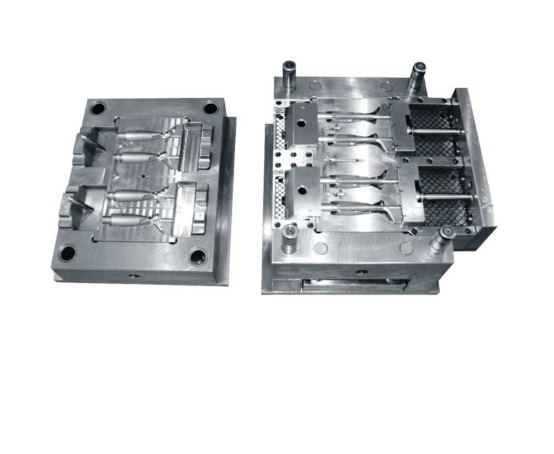 Очень скульптурный , см. другой список…
Очень скульптурный , см. другой список…
Категория
Винтаж 1930 -х годов Американских промышленных архитектурных элементов
Материалы
Дерево
1930 -х годов Архитектурная литейная форма, плесень, литье, сад скульптуры
H 42 дюйма. Архитектурная посеребренная литейная форма Журнальный столик для литья в форму Сад
Расположенный в Буффало, штат Нью-Йорк
Промышленная литейная форма, заводское литье, красивая серебряно-цинковая оригинальная краска, чудесная патина, ступенчатый дизайн в стиле ар-деко, из него получится удивительный кофейный/коктейльный столик. См. другой список…
Категория
Античный 1830 -е годы американских промышленных архитектурных элементов
Материалы
Древесина
1930 -х и Black Foundry Form, Mould, Casting, Coffee Table
Расположенный в Буффало, штат Нью-Йорк
Промышленная литейная форма, заводское литье, красивая серебристо-цинковая и черная оригинальная краска, прекрасная патина, ступенчатый дизайн в стиле ар-деко (Paul Frankl) сделает вкусный кофе или кока. ..
..
Категория
Винтаж 1930 -х годов Американские промышленные архитектурные элементы
Материалы
Дерево
1930 -х годов Архитектурное серебряное и черное литейное средство, плесень, литье, кофе
H 18 дюйма W 78,75 дюйма D 24 дюйма 9003
Старинная американская пресс-форма для промышленного литейного производства
Расположена в Рочестере, штат Нью-Йорк
Впечатляющая и большая пресс-форма для промышленного литейного производства американского машинного века с красивой, как найдено, оригинальной старой изношенной окрашенной поверхностью – с завода штата Западный Нью-Йорк – датируется …
Категория
20 -й век американские промышленные архитектурные элементы
Материалы
Дерево, краска
Антиарный американский промышленное литейное закономерно Литейная форма для литья на постаменте
Расположена в Милфорде, штат Нью-Хэмпшир.
Литейная форма для лопастей гребного винта большого деревянного корабля, свободно установленная на круглом постаменте в качестве демонстрационной скульптуры с основанием, покрытым черным деревом. Отличная вещь для любого настоящего морского …
Категория
20 -й век. Конные объекты
Материалы
Деревянный
Крупный литейный пропеллер с большим деревянным кораблем. Mold Handmade Wood, номер 10
Расположен в Топике, штат Канзас
Невероятная старинная деревянная промышленная литейная модель ручной работы. Одна прямоугольная форма с несколькими меньшими прямоугольниками. Это было создано для изготовления песчаных форм для литья я…
Категория
Старинные американские промышленные настенные скульптуры конца XIX века
Материалы
Дерево
Старинный промышленный литейный образец для форм из дерева ручной работы, номер 10
Старинный промышленный литейный образец для изготовления форм из дерева ручной работы, номер 11
Расположен в Топике, Канзас
Невероятный старинный промышленный литейный образец ручной работы из дерева. Одна длинная узкая решетчатая форма. Он был создан для изготовления песчаных форм для литья железных канализационных решеток или других…
Одна длинная узкая решетчатая форма. Он был создан для изготовления песчаных форм для литья железных канализационных решеток или других…
Категория
Античный американские промышленные архитектурные модели в конце 19 -го века
Материалы
Дерево
Античный промышленный литейный застройка для древесины ручной работы, номер 11
H 35,5 дюйма W 12,5 дюйма D 2 дюйма
H 35,5 дюйма W 12,5 дюйма D 2 дюйма
H 35,5 дюйма W Старинные промышленные решетчатые литейные образцы для форм из дерева ручной работы, группа 4
Расположен в Топике, Канзас
Невероятные решетчатые старинные деревянные промышленные литейные образцы ручной работы. Они были созданы для изготовления песчаных форм для отливки чугунных канализационных решеток. В этой группе десять узоров. ..
..
Категория
Античный американские промышленные архитектурные модели в конце 19 -го века
Материалы
Древесина
Античные промышленные схемы литейных зарежментов для плесени дерева ручной работы, группа 4
ч 9 дюйма W 30,5 дюйма D 2.25 In.
Старинные промышленные арочные литейные образцы для форм ручной работы из дерева, группа 3
Расположен в Топике, Канзас
Невероятные арочные старинные деревянные промышленные литейные образцы ручной работы. Они были созданы для изготовления песчаных форм для отливки чугунных канализационных решеток. В этой группе пять узоров…
Категория
Античный американские промышленные архитектурные модели в конце 19 -го века
Материалы
Древесина
Античный промышленный арочный литейный замысл для плесени древесины ручной работы, группа 3
ч 11 дюйма W 25,5 дюйма D 2 дюйма
Набор из шести старинных промышленных литейных шаблонов ручной работы, группа 1
Расположен в Топике, Канзас
Невероятный набор из шести старинных промышленных литейных шаблонов ручной работы. Они были созданы для изготовления песчаных форм для отливки чугунных канализационных решеток и других изделий. Эти…
Они были созданы для изготовления песчаных форм для отливки чугунных канализационных решеток и других изделий. Эти…
Категория
Старинные американские промышленные настенные скульптуры конца XIX века
Материалы
Bentwood
Старинные промышленные литейные шаблоны для форм ручной работы, набор из шести штук, группа 1
Ш 235 дюймов В 1001 дюймов
Зеркало – Винтажное промышленное черное трехслойное деревянное литейное производство по образцу литейной фабрики
Расположено в Оквилле, Коннектикут
Деревянное заводское по образцу пресс-формы Винтажное промышленное зеркало. Трехслойная деревянная форма. Внешний диаметр 24 дюйма, глубина 5 дюймов. Диаметр внутреннего зеркала 15 1/2″.
Категория
Американские промышленные настенные зеркала 20-го века
Материалы
Стекло, дерево
Зеркало – винтажное промышленное черное трехслойное деревянное литье по образцу Foundry Factory
Industrial Antique Foundry Foundry Factory 30 20 04 Невероятный набор из трех старинных деревянных промышленных литейных шаблонов ручной работы. Они были созданы для изготовления песчаных форм для литья чугунных канализационных решеток и других изделий…
Они были созданы для изготовления песчаных форм для литья чугунных канализационных решеток и других изделий…
Категория
Старинные американские промышленные архитектурные модели конца XIX века
Старинные промышленные литейные образцы для форм из дерева ручной работы Набор из 3 шт., группа 5 Шаблоны для форм Набор из шести деревянных изделий ручной работы, группа 9
Находится в Топике, штат Канзас
Невероятный набор из шести старинных деревянных шаблонов для промышленного литья ручной работы. Они были созданы для изготовления песчаных форм для отливки чугунных канализационных решеток и других изделий. …
Категория
Старинные американские промышленные архитектурные модели конца XIX века
Материалы
Дерево
Старинные промышленные литейные шаблоны для форм ручной работы из дерева Набор из шести изделий, группа 9
18 дюймов, ширина 2 дюйма, высота Старинные промышленные литейные шаблоны для форм ручной работы из дерева. Они были созданы для изготовления песчаных форм для литья чугунных канализационных решеток и других изделий…
Они были созданы для изготовления песчаных форм для литья чугунных канализационных решеток и других изделий…
Категория
Старинные американские промышленные настенные скульптуры конца XIX века
Материалы
Дерево
Старинные промышленные литейные шаблоны для форм ручной работы из дерева, набор из семи штук – Grp 2
5 дюймов, ширина 9001 2 дюйма
Большая чугунная садовая урна и цоколь XIX века Handyside
Изготовлено Handyside Foundry
Расположено в Онгаре, Великобритания
Впечатляющая чугунная урна XIX века с двумя ручками производства Handyside Foundry. Стоит на оригинальном железном постаменте, состоящем из 2 частей. Это хороший размер, и он сделает хороший цен…
Категория
Античтные британские плантаторы 19 -го века и Jardinieres
Материалы
Железное
Большой чугунный гандрис.
 & Полуфутовая симметричная литейная форма
& Полуфутовая симметричная литейная формаРасположена в Миннеаполисе, штат Миннесота
6 Доступно АА № 60182 Около: 1900 г. Состояние: соответствует возрасту / хорошее Отделка: Оригинал Происхождение: США Материал: Дерево Габаритные размеры: 591/2 дюйма в ширину x 66 дюймов в высоту x 10 дюймов в глубину
Категория
Антиквариат начала 1900-х Североамериканские промышленные архитектурные элементы
Материалы
Дерево
Уникальная симметричная литейная форма пять с половиной футов
55 дюймов Ш 15 дюймовВ 84 дюйма
Пара чугунных литейных форм
Расположен в Атланте, Джорджия
Пара окрашенных в зеленый цвет чугунных форм с резьбовыми механизмами разблокировки по бокам. Наверное из литейного цеха.
Категория
Античный французский урн 19 -го века
Материалы
Железо
Пара чугунных литейных форм
ч 10 дюйма. Расположен в Уэйнскотте, штат Нью-Йорк.
Расположен в Уэйнскотте, штат Нью-Йорк.
Фигурка из римской литейной компании Флашинг, штат Нью-Йорк, оригинальная гипсовая форма из литейного цеха
Категория
Скульптуры американского народного искусства 20-го века
Фигурная литейная форма женщины-ученого
В 31 дюйм Ш 7,5 дюйма Г 7,5 дюйма
Выдающееся произведение искусства в виде скульптуры Большая деревянная литейная форма
Находится в Лос-Анджелесе, Калифорния
Этот сказочный предмет напоминает о форме века машин, одновременно исторической и футуристической в то же время. Он состоит из двух частей и колесо свободно перемещается. Похоже, что он сделан из нескольких…
Категория
Скульптуры американского машинного века 20-го века
Материалы
Дерево
Исключительно найденное искусство как скульптура Большая деревянная литейная форма
H 19 дюймов, Dm 21 дюйм
Промышленная литейная форма
Расположена в ЛАС-ВЕГАС, Невада
Впечатляющая большая промышленная литейная форма в прекрасном, как найдено, оригинальном состоянии.![]() С фабрики в Солт-Лейк-Сити, штат Юта, построенной в начале 1900-х годов.
С фабрики в Солт-Лейк-Сити, штат Юта, построенной в начале 1900-х годов.
Категория
Американские промышленные промышленные и рабочие столы начала 20-го века
Материалы
Дерево
Промышленная литейная форма
В 31,25 дюйма Ш 52 дюйма Г 29,5 дюйма
Литейная бронзовая модель египетского бабуина, установленного в качестве лампы
Находится в Гамбурге, Германия
Литейная бронзовая модель египетского бабуина, установленного в качестве лампы. Высота бронзовой модели 19 см
Категория
Винтажные 1950 -х годов немецкие египетские настольные лампы
Материалы
Бронзовая
Форстиковая бронзовая модель египта -вабуна, установленная в виде лампы
H 16,93 в. 4,14 дюйма
Литейная форма с синей отделкой
Расположена в Трое, штат Мичиган.
Литейные формы позволяют создавать необычные красочные трехмерные дисплеи. У этого деревянного фона, окрашенного в синий цвет, установлены серебристые металлические формы и номер 96. У нас есть несколько…
Категория
Винтаж 1930-х годов Французский Еще Мебель и предметы коллекционирования
Материалы
Металл
Литейная форма с синим Отделка
В 23,75 дюйма Ш 23,5 дюйма
Большая старая литейная форма с зеркалом
Находится в Атланте, Джорджия
Старая литейная форма с новым зеркалом, старая синяя краска. некоторая потеря краски.
Категория
20 -го века American More Morrors
Материалы
Wood, зеркало
Большая старая плесень с зеркалом
DM 49,25 дюйма
20 -й промышленные деревянные плесени, пара
, NY
Причудливые и промышленные, эти литейные формы имеют форму пистолета с прекрасными деталями, литейными марками и нумерацией. Большие по масштабу и великолепные настенные скульптуры.
Большие по масштабу и великолепные настенные скульптуры.
Категория
ВИНТАЖА 1950-х годов Американской машинной машины, установленной на стенах,
Материалы
Латунь
Промышленные деревянные плесени 20-го века, пара
H 18 дюйма W 24 дюйма D 5 дюйма
График и график и график и график и график и график и график и график и график и графики и графики и графики и графики Скульптурная литейная форма из дерева, диаметр 20 1/2 дюйма
Находится в Эссексе, Массачусетс.0003
Категория
начало 20 -го века Американское декоративное искусство
Материалы
Дерево
Графический и скульптурный деревянный литейный плесень, 20 1/2 дюйма диаметром
дм 20,5 дюйма
Инструменты торговли: раннее век. Литейные формы
Литейные формы
Расположен в Ферндейле, штат Мичиган
Торговые инструменты: литейные формы начала двадцатого века, формы для гаечных ключей. Длина от 14 до 21 дюйма
Категория
Американка начала 20 века Еще Мебель и предметы коллекционирования
Ремесленные инструменты: литейные формы начала двадцатого века
W 21 дюйм
Промышленная литейная форма
Расположен в Стэмфорде, штат Коннектикут около 1920-х гг.
Категория
Навесные промышленные объекты начала ХХ века
Материалы
Тополь
Промышленная литейная форма
В 58 дюймов Дм 58 дюймов Д 9 58 дюймов0003
ОРАНЖЕВЫЙ, ЖЕЛТЫЙ С ЧЕРНЫМ СКУЛЬПТУРА ФОРМЫ «РУЛЕВОЕ КОЛЕСО»
Находится в Эссексе, Массачусетс. черный и желтый, с оригинальным числовым номером. ..
..
Категория
Американские скульптуры начала 20-го века
Материалы
Дерево
ОРАНЖЕВЫЙ, ЖЕЛТЫЙ И ЧЕРНЫЙ «РУЛЬ» СКУЛЬПТУРА ИЗ ЛИТЕЙНОЙ ФОРМЫ
H 22 дюйма Dm 19 1/2quot; (колесо) дюймов.
ЖУРНАЛЬНЫЙ СТОЛ С ВЫПУКЛЫМ ЗЕРКАЛОМ И СТЕКЛЯННОЙ СТОЛИКОЙ ДЛЯ ЛИТЕЙНОЙ ФОРМЫ
Расположен в Эссексе, Массачусетс
Необычный круглый журнальный столик, изготовленный из старинной промышленной литейной формы из круглого дерева (используется для изготовления отливок металлических деталей промышленного оборудования). ) с современным выпуклым, небьющимся ро…
Категория
Американские кофейные и коктейльные столики начала ХХ века
Материалы
Дерево, стекло
ЖУРНАЛЬНЫЙ СТОЛ С ВЫПУКЛЫМ ЗЕРКАЛОМ И СТЕКЛЯННОЙ СТОЛИКОЙ ДЛЯ ЛИТЕЙНОЙ ФОРМЫ
Высота 15,5 дюйма, дм 42 дюйма Старинная деревянная литейная форма компании William Powell Company сегментированной цилиндрической формы с окрашенными в красный цвет верхом и низом и окрашенным в желтый цвет корпусом. Форма имеет две пластины с…
Форма имеет две пластины с…
Категория
Промышленные модели и миниатюры начала ХХ века
Материалы
Wood
Ранний век.
Фантастическое произведение искусства, созданное из большой литейной формы. Патина на этом изделии добавляет причудливости. Это просто потрясающе и тонко вибрирует лично! Весь кусок …
Категория
Американские промышленные абстрактные скульптуры середины 20-го века
Материалы
Латунь
Монументальный машинный век Окрашенная деревянная литейная форма Художественная скульптура
C 1900-Цена за штуку
Расположен в Сан-Франциско, Калифорния
О компании: Оригинальные двухсторонние деревянные литейные формы для изготовления пронумерованных деталей. Литейные формы — это деревянные инструменты, вырезанные или наращиваемые до творческого негативного пространства, которое, в свою очередь, . ..
..
Категория
Американские промышленные настенные скульптуры начала 20-го века
Материалы
Дерево
Начало 20-го века C Двусторонние деревянные литейные формы C дюймов
Винтажная литейная форма / узорчатое зеркало
Расположено в Оквилле, Коннектикут
Уникальная 50-дюймовая литейная форма с 25-дюймовым зеркалом.
Категория
Американские настенные зеркала ХХ века
Материалы
Дерево, стекло
Винтажная литейная форма / зеркало с узором
Dm 50 дюймов. Подлинное винтажное промышленное деревянное литейное зеркало. Диаметр внутреннего зеркала составляет 9 1/2 дюйма. Эта деревянная выкройка могла быть использована в процессе литья для изготовления песчаной формы из…0030
Материалы
Стекло, дерево
Винтажное промышленное настенное зеркало – деревянная литейная форма с зубчатой передачей
В 2,5 дюйма, Дм 24,5 дюйма, Д NY
Почти пара больших старинных литейных зубчатых колес с очень качественной конструкцией, деревянными столярными изделиями и оригинальным красиво состаренным цветом / патиной натурального дерева. Один дом…
Один дом…
Категория
В начале 20 -го века американские промышленные архитектурные модели
Промышленные литейные схемы. Petaluma, CA
Как можно не улыбнуться, глядя на эту замечательную маленькую лампу? Двое детей находятся под фонтаном, из этой мифологической головы льется вода. Прекрасное качество по б…
Категория
начало 20-го века Французские скульптуры Nouveau
Материалы
Бронзовая
Причудливый французский нью-дюймовый модер – Form Mold Now Mounted as Mirror
Находится в Сан-Франциско, Калифорния
Большая старинная окрашенная литейная форма из дерева, переделанная в зеркало; красного, черного и горчичного цветов
Категория
Винтажные американские промышленные настенные зеркала 1910-х годов
Материалы
Зеркало, дерево
Большая литейная форма, окрашенная в красный цвет, теперь используется в качестве зеркала
H 6 дюймов. в. 1900
в. 1900
Расположен в Сан-Франциско, Калифорния
Форма для литья древесины, используемая для изготовления стальных корабельных клише. Деталь состоит из двух частей, скрепленных между собой деревянным штифтом. Можно отделить и повесить на стену. Часть происходит из Са…
Категория
Промышленные архитектурные элементы начала 20-го века
Материалы
Древесина
Деревянная корабельная литейная форма c. 1900
В 11,5 дюймов Ш 24,5 дюймов Г 8 дюймов
Деревянная колесная литейная форма начала ХХ века, около 1900 г.
Расположен в Сан-Франциско, Калифорния
О нас Оригинальная деревянная литейная форма для изготовления колес с металлической идентификационной биркой. Эта часть сохранила свою первоначальную отделку с минимальными структурными повреждениями. Тво…
Категория
начало 20 -го века Промышленные модели и миниатюры
Материалы
Дерево
РАННОЕ 20 -й век Деревянный колесный формование, около 1900
H 9,5 дюйма. или Формы
или Формы
Находится в Харлеме, Нидерланды
Набор из 19 небольших деревянных деталей различной формы, вырезанных для создания пустого пространства, которое можно использовать для литья металла. Формы, которые эти детали создают в формовочном материале с…
Категория
Античный европейский европейский промышленность 19 -го века. Образец литейного цеха для форм ручной работы из дерева, номер 7
Расположен в Топике, штат Канзас
Невероятный образец старинного промышленного литейного производства из дерева ручной работы. Одна длинная узкая форма с множеством маленьких квадратов. Он был создан для изготовления песчаных форм для литья чугунных о…
Категория
Старинные американские промышленные настенные скульптуры конца XIX века
Материалы
Дерево
Старинный промышленный литейный образец для форм из дерева ручной работы, номер 7
Г 52 дюйма
Старинный промышленный литейный образец для изготовления форм из дерева ручной работы, номер 8
Расположен в Топике, штат Канзас
Невероятный старинный промышленный литейный образец ручной работы из дерева. Идеальный квадрат. Используйте любую сторону. Он был создан для изготовления песчаных форм для литья какого-либо куска железа. я…
Идеальный квадрат. Используйте любую сторону. Он был создан для изготовления песчаных форм для литья какого-либо куска железа. я…
Категория
Античный Американские промышленные архитектурные модели в конце 19 -го века
Материалы
Дерево
Античный промышленный литейный законопроект для древесины ручной работы, номер 8
H 20,5 дюйма W 20,5 дюйма D 2 дюйма
H 20,5 дюйма W 20,5 дюйма D 2 дюйма
H 20,5 дюйма W 20,5 дюйма D 2 дюйма
H 20,5 дюйма W 20,5 дюйма D 2 дюйма
H 20,5 дюйма W 20,5 дюйма D 2 дюйма.
H 20,5 дюйма. Набор из шести старинных промышленных литейных форм для форм ручной работы из дерева, группа 6
Расположен в Топике, Канзас
Невероятный набор из шести старинных деревянных промышленных литейных моделей ручной работы. Они были созданы для изготовления песчаных форм для отливки чугунных канализационных решеток и других изделий. …
Они были созданы для изготовления песчаных форм для отливки чугунных канализационных решеток и других изделий. …
Категория
Старинные североамериканские промышленные настенные скульптуры конца XIX века
Материалы
Дерево
Старинные промышленные литейные шаблоны для форм ручной работы, дерево, набор из шести штук, группа 6
В
. D 2,5 дюйма
Скульптура в форме голубя 1960-х годов Модернист Абстракция Литейный камень Середина века
Автор Клео Хартвиг
Находится в Хаятсвилле, штат Мэриленд
Очень чистый пример этой ныне известной скульптуры в форме птицы работы Клео Хартвиг. Подписано на бланке “C. Hartwig Sc.” Этот тип подписи означает высочайшее качество, выполненное из чистого белого…
Категория
Винтаж 1960-х годов американских минималистских абстрактных скульптур
Материалы
Литой камень
1960-х годов.
 Голубь формирует скульптуру модернистского абстрактного литейного камня. Литейная форма
Голубь формирует скульптуру модернистского абстрактного литейного камня. Литейная формаРасположена в Хьюстоне, штат Техас
старинная американская литейная форма с недавно добавленным центральным зеркалом
Категория
Американские скульптуры 20-го века
Материалы
Wood
Foundry Flom
H 37 дюймов W 29,5 дюймов. Century Sculptures
Материалы
Дерево
Европейская литейная форма
В 29 дюймов Ш 17 дюймов Г 11 дюймов
Литейная форма с зеркалом
3 900 Побережье0002 Старый деревянный литейный завод, с новой зеркальной вставкой
Категория
20 -го века американские настенные зеркала
Материалы
Дерево, стекло
Фортинка с зеркалом
ч 46 дюймов. Литейные формы
Литейные формы
Находится в Хьюстоне, штат Техас
Коллекция из 6 различных литейных форм на стальных основах, по цене 6 шт.0003
Сталь
Навесные литейные формы
H 6 дюймов
Винтажная литейная форма
Расположенная в Балтиморе, штат Мэриленд
Эта винтажная литейная форма, первоначально использовавшаяся на заводе по производству резины, является великолепным промышленным артефактом.
Категория
Американская мебель и предметы коллекционирования 20-го века
Материалы
Дерево
Винтажная литейная форма
В 24,75 дюйма Ш 24,25 дюйма Г 9 60003
Деревянная литейная форма
Расположена в Сан-Франциско, Калифорния
Деревянная литейная форма, используемая для литья в песчаные формы своих железных аналогов, приятного цвета со временем и использованием. Большая шестерня продана.
Большая шестерня продана.
Категория
Винтаж 1940S Американские декоративные объекты
Материалы
Дерево, Краска
Деревянная литейная плесень
дм 26 дюйма
Столковая таблица плесени
, расположенная в Хьюстоне,
9000.0002 старинные литейные формы из долины реки Гудзон, в качестве приставных столов, цена индивидуальна
Категория
Американские столы 20-го века
Материалы
Дерево
Приставной столик для форм для литейного производства
15 дюймов Ш 15,5 дюйма В- 1
Будьте в курсе новых поступлений
Сохраните “Foundry Mold”, и мы сообщим вам, когда появятся новые объявления в этой категории.
Литейная форма для продажи на 1stDibs
Благодаря огромному ассортименту красивой мебели на 1stDibs у нас есть именно та литейная форма, которую вы ищете. Каждая литейная форма, часто сделанная из дерева, стекла и металла, была изготовлена с большой тщательностью. Вы долго искали идеальную литейную форму — у нас есть версии, датируемые 19 веком, наряду с теми, которые были произведены совсем недавно, в 20 веке. Литейная форма – обычно популярный предмет мебели, но изделия, созданные в стилях Industrial, Art Nouveau и Mid-Century Modern, пользуются большим спросом. Cleo Hartwig, Get Back, Inc. и Louchet Foundry произвели как минимум по одной красивой литейной форме, о которой стоит подумать.
Сколько стоит литейная форма?
Литейная форма может различаться по цене в зависимости от различных характеристик — средняя цена продажи 1stDibs составляет 1048 долларов, в то время как самая низкая цена продается за 75 долларов, а самая высокая может стоить до 3800 долларов.
Дополнительные способы просмотра
Журнальный столик из античного серебра
Винтажные шестерни в промышленном стиле
Обеденный стол из черного литого металла
Винтажный промышленный садовый стол
Винтажное деревянное зеркало
Лампа в стиле модерн во французском стиле
Плинтус и вазон
Винтажное зеркало из черного дерева
Винтажное индустриальное зеркало
Многослойное деревянное зеркало
Фигурная лампа в стиле модерн из бронзы
Лампы из египетской бронзы
Посмотреть все популярные запросы мебели
Деревянные литейные формы – 6 Для продажи на 1stDibs
Расположение товара
Сортировать по
РекомендуемыеНовыеРелевантностьЦена: Высокая-НизкаяЦена: Низкая-ВысокаяПопулярно
Начало 20-го века, деревянная литейная форма c.1900
Расположен в Сан-Франциско, Калифорния
О нас Это оригинальная деревянная литейная форма с выпуклыми стальными цифрами и оригинальной надписью. Эта часть сохранила свою первоначальную отделку с минимальными структурными повреждениями. CEREO …
Эта часть сохранила свою первоначальную отделку с минимальными структурными повреждениями. CEREO …
Категория
Ранние промышленные модели и миниатюры начала 20 -го века
Материалы
Сталь
Ранние 20 -й C, Деревянная литейная плесень C.1900
H 3 дюйма 11 дюймов
Ранние 20 -е место. C. Деревянная литейная форма C.1900
Расположен в Сан-Франциско, Калифорния
О нас Старинная деревянная заводская литейная форма с оригинальной краской и металлической идентификационной табличкой. Другие литейные формы доступны в списках S16 Home. СОЗДАТЕЛЬ Неизвестен. ДАТА ПРОИЗВОДСТВА…
Категория
Промышленные модели и миниатюры начала 20-го века
Материалы
Металл
Начало 20-го века. в.
Начало 20-го века. Деревянная литейная форма C.1900
Деревянная литейная форма C.1900
Расположен в Сан-Франциско, Калифорния
О нас Старинная деревянная заводская литейная форма с оригинальной краской и металлической идентификационной табличкой. Другие литейные формы доступны в списках S16 Home. СОЗДАТЕЛЬ Неизвестен. ДАТА ПРОИЗВОДСТВА…
Категория
Американские промышленные настенные скульптуры начала 20-го века
Материалы
Металл
Начало 20-го века. Деревянная литейная форма C.1900
В 13 дюймов Ш 19 дюймов Г 5 дюймов
Большая литейная форма начала 20 века, ок. 1900 г.
Расположен в Сан-Франциско, Калифорния
О нас Большая промышленная деревянная форма, используемая для изготовления металлических деталей. Деталь состоит из двух половин, которые при соединении образуют производственную деталь. Каждое изделие имеет металлическую идентификацию. ..
..
Категория
Промышленные модели и миниатюры начала ХХ века
Материалы
Металл
Большая деревянная литейная форма начала 20 века, ок. 1900 г.
В 17 дюймов Ш 17 дюймов Г 12 дюймов
Деревянная литейная форма начала 20 века, около 1900 г. Старинная деревянная заводская литейная форма с оригинальной краской и клеймом изготовителя. Доступны другие литейные формы. См. S16 Главная. СОЗДАТЕЛЬ Неизвестен. ДАТА ПРОИЗВОДСТВА около 1900 г. …
Категория
Промышленные модели и миниатюры начала 20-го века
Материалы
Wood
Раннего 20 -го века деревянная литейная форма, около 1900
H 9,5 дюйма. Milford, NH
Литейная форма для литья лопастей гребного винта большого деревянного корабля, свободно установленная на круглом постаменте в качестве выставочной скульптуры, с основанием, покрытым черным деревом. Отличный предмет для любого настоящего морского …
Отличный предмет для любого настоящего морского …
Категория
20 -й век монтированные объекты
Материалы
Дерево
Большой деревянный корабельный капеллер лопаток литейной формы на плинтусе
H 66 дюймов W 48 дюймов D 21 дюйма
Высокорешенное искусство в виде кульцера. Mold
Находится в Лос-Анджелесе, Калифорния. Он состоит из двух частей и колесо свободно перемещается. Создается впечатление, что он сделан из нескольких…
Категория
20 -й век американской машины Age Machine Age Sculpures
Материалы
Wood
Необычайные найденные искусства в качестве скульптуры. C 1900-Цена за штуку
Расположен в Сан-Франциско, Калифорния
О компании: Оригинальные двухсторонние деревянные литейные формы для изготовления пронумерованных деталей. Литейные формы — это деревянные инструменты, вырезанные или наращиваемые до творческого негативного пространства, которое, в свою очередь, …
Литейные формы — это деревянные инструменты, вырезанные или наращиваемые до творческого негативного пространства, которое, в свою очередь, …
Категория
Американские промышленные настенные скульптуры начала 20-го века
Материалы
Дерево
Начало 20-го века C Двусторонние деревянные литейные формы C дюймов
Промышленные деревянные литейные формы 20-го века, пара
Расположенные в Ист-Хэмптоне, штат Нью-Йорк
Причудливые и промышленные, эти литейные формы имеют форму пистолета с мельчайшими деталями, литейными марками и нумерацией. Большие по масштабу и великолепные настенные скульптуры.
Категория
Винтаж 1950-х годов Американской машины, установленной на стенах. Деревянная поршневая литейная форма Century, около 1900 г.
Расположена в Сан-Франциско, Калифорния
О нас Старинная деревянная литейная форма компании William Powell Company сегментированной цилиндрической формы с окрашенными в красный цвет верхом и низом и окрашенным в желтый цвет корпусом. Форма имеет две пластины с…
Форма имеет две пластины с…
Категория
начало 20 -го века промышленные модели и миниатюры
Материалы
Дерево
Раннее 20 -й век Деревянный поршневый пирог, около 1900
ч 18 дюйма. Литейная форма Gear Pattern
By Get Back, Inc.
Расположен в Оквилле, Коннектикут
Подлинное винтажное промышленное деревянное литейное зеркало. Диаметр внутреннего зеркала составляет 9 1/2 дюйма. Этот деревянный образец использовался в процессе литья для изготовления песчаной формы из белого…
Категория
Американские промышленные каминные зеркала и зеркала для каминов 20-го века
Материалы
Стекло, дерево
Винтажное промышленное настенное зеркало – деревянная форма для литейного производства
Дм.
Промышленные деревянные литейные формы или формы XIX века
Находится в Харлеме, Нидерланды
Набор из 19 небольших деревянных деталей различной формы, вырезанных для создания пустого пространства, используемого для отливки металла. Формы, которые эти детали создают в формовочном материале с…
Категория
Античный европейский европейский промышленность 19 -го века. Форма для литья деревянных колес Century, около 1900 г.
Расположен в Сан-Франциско, Калифорния
О нас Оригинальная деревянная литейная форма для изготовления колес с металлической идентификационной биркой. Эта часть сохранила свою первоначальную отделку с минимальными структурными повреждениями. Тво…
Категория
начало 20 -го века промышленные модели и миниатюры
Материалы
Дерево
Ранний век. Деревянный колесный формование в начале 20 -го века.
 в Сан-Франциско, Калифорния
в Сан-Франциско, КалифорнияДеревянная литейная форма, используемая для литья в песчаные формы своих железных аналогов, приятного цвета со временем и использованием. Большая шестерня продана.
Категория
Винтаж 1940S Американские декоративные объекты
Материалы
Wood, краска
деревянные литейные формы, установленные в виде скульптуры на деревянных основаниях и металлических вертикальных стержнях. Великолепные цвета и прочная поддержка.
Самая высокая из них имеет высоту 22 1/2 дюйма
Категория
Винтажные скульптуры американского народного искусства 1930-х годов
Материалы
Металл
Группа из девяти скульптур из литейной формы из дерева
H 22,5 дюйма. формы, установленные как скульптуры на деревянных основаниях и металлических вертикальных стержнях. Великолепные цвета и прочная поддержка.
Великолепные цвета и прочная поддержка.
Самая высокая из них имеет высоту 21 дюйм
Категория
Винтажные скульптуры американского народного искусства 1930-х годов
Материалы
Металл
Группа из восьми скульптур из литейной формы из дерева
Высота 21 дюйм. Дм 8 дюймов. вам, когда есть новые списки в этой категории.
Деревянные литейные формы для продажи на 1stDibs
На 1stDibs есть несколько вариантов деревянных литейных форм, доступных для продажи. Ассортимент различных деревянных литейных форм, часто изготавливаемых из дерева, металла и латуни, может украсить любой дом. Деревянные литейные формы изготавливаются уже много лет, а их версии относятся к 19го века наряду с теми, которые были произведены совсем недавно, в 20 веке. Есть много видов деревянных литейных форм на выбор, но в 1stDibs, Industrial и Mid-Century Modern деревянные литейные формы представляют значительный интерес. За прошедшие годы было создано много хорошо изготовленных деревянных литейных форм, но те, которые изготовлены Get Back, Inc., часто считаются одними из самых красивых.
За прошедшие годы было создано много хорошо изготовленных деревянных литейных форм, но те, которые изготовлены Get Back, Inc., часто считаются одними из самых красивых.
Сколько стоят деревянные литейные формы?
Цены на деревянные литейные формы могут различаться в зависимости от размера, периода времени и других атрибутов — на 1stDibs деревянные литейные формы начинаются с 75 долларов и могут достигать 3800 долларов, в то время как в среднем цена может достигать 638 долларов.
Подробнее способы просмотра
Винтажный деревянный камин
Деревянный плинтус
Gear Mirror
Gear Vintage 2
Vintage
Vintage Loundry
Vintage Gear
Vintage WoodEls Woodge
Vintage Vintage Vintage Vintage Vintage Vintage Vintage Vintage Vintage Vintage Vintage Vintage WoodgeLeLES ПропеллерыВинтажная деревянная каминная полка
Винтажные деревянные шестерни
Посмотреть все популярные поисковые запросы мебели
Литейщики и стержневые мастера: зарплата, карьерный рост, перспективы работы, образование и т.
