Фреза торцовочная – Фреза торцевая – применение и особенности, таблица, скорость резания, виды и ГОСТ
alexxlab | 08.08.2019 | 0 | Разное
Фреза торцевая – применение и особенности, таблица, скорость резания, виды и ГОСТ
Фреза торцевая – это металлорежущий инструмент цилиндрической формы с большим количеством рабочих лезвий расположенных на торце и боковой части. При этом каждый зуб является отдельным резцом что позволяет, при высокой скорости вращения, производить чистовое фрезерование и получать высокое качество поверхности. Особенностью применения является поочередный контакт зубьев с материалом в процессе обработки и более высокая производительность в сравнении с цилиндрическими фрезами.
Сфера применения и особенности

Торцевые фрезы применяются на вертикально-фрезерных станках для чистовой обработки плоскостей, пазов, уступов, а также различных фасонных поверхностей сложной конфигурации. Основной сферой применения является машиностроение – расточка валов, зубчатых колес и других деталей. Инструмент позволяет одновременно производить обработку двух поверхностей расположенных под прямым углом относительно друг друга благодаря режущим кромкам на торцевой и цилиндрической поверхностях. Для повышения эффективности обработки необходим грамотный подбор корпуса, скорости резания, сменных пластин, смазки и охлаждающих жидкостей.
В процессе обработки профилирующими являются только верхушки кромок. Формы режущих элементов могут быть разнообразными, чаще всего они выполнены в виде окружности или ломанной. Форма и расположение режущих частей позволяет производить плавную обработку с минимальным припуском, величина которого не влияет на угол контакта с заготовкой. Главными параметрами являются диаметр фрезы и ширина реза. Необходимым условием торцевой обработки являются высокая жесткость и габариты инструмента, поэтому особо прочным является крепление зуба и сменных пластин.
Виды инструмента
На торцевые фрезы приходится большой объём работ, что требует разнообразия вариантов исполнения для решения поставленной задачи. В первую очередь фрезы подразделяются по материалу режущей части фрезы, в качестве которого используются:
- Быстрорежущие и углеродистые стали.
- Твердые сплавы.
- Минералокерамика.
- Промышленные алмазы (для неметаллических твердых материалов).
В зависимости от конструкции фрезы могут быть сборными или цельными. Первые имеют съёмные твердосплавные зубья или пластины, что позволяет производить заточку или замену по мере износа. По форме вершин зубьев инструмент может быть скругленным или прямолинейным. Скругленные имеют более высокие эксплуатационные характеристики благодаря минимальному биению кромок при резании и высокой износостойкости. Зубья со скругленными вершинами используются для черновой или получистовой обработки.
В зависимости от способа крепления торцевые фрезы подразделяются на концевые и насадные. При концевом креплении производится монтаж на хвостовик, насадные монтируются на оправу со шпонкой. Последние обычно используются для работы со стальными и чугунными деталями, для подготовки уступов и плоскостей. Материалом насадных фрез обычно является быстрорежущая сталь.

Действующий ГОСТ
Технические условия торцевых фрез регулирует ГОСТ 26595–85. В нём описан инструмент регулируемый или не регулируемый в осевом направлении, с твердосплавными пластинами или вставками из минералокерамики. Насадные фрезы со вставными режущими элементами регулирует ГОСТ 24359-80. Также действует ГОСТ 9473-80 на насадные мелкозубый инструмент с твердосплавными вставками и другие стандарты.
mekkain.ru
Машиностроение. Торцовые фрезы
У торцовых фрез (рис. 4.6) ось вращения расположена перпендикулярно к обрабатываемой поверхности. При этом кромки главных режущих кромок, находящихся на цилиндрической поверхности, на торце фрезы имеются вспомогательные режущие кромки, расположенные под некоторым углом.
Рис. 4.6. Конструкции торцовых фрез: а – насадная; б – концевая цельная; в – концевая со вставными зубьями.
По сравнению с цилиндрическими фрезами торцовые имеют следующие преимущества:
— конструкция торцовых фрез позволяет расположить большее число зубьев на длине контакта с заготовкой;
— торцовые фрезы можно изготавливать с жесткими, массивными корпусами, с надежным креплением режущих элементов, например из твердого сплава;
— при фрезеровании плоскостей можно получать более низкую шероховатость за счет большого числа вспомогательных режущих кромок на торце и при наличии зачистных зубьев.
Благодаря этим достоинствам, торцовые фрезы по сравнению с другими типами фрез нашли наибольшее применение в металлообработке, поэтому на практике они иметь много конструктивных разнообразий.

Рис. 4.7. Геометрические параметры торцовой фрезы
Рис. 4.8. Торцово-коническая сборная фреза
Главные режущие кромки торцовых фрез могут быть прямолинейными, но чаще всего они наклонные или винтовые (ω=10…15о), чем обеспечивается лучший отвод стружки из зоны резания и более равномерная работа фрезы. Кроме того, из-за угла наклона зубьев к оси фрезы создаются положительные передние углы на торцевых режущих кромках.
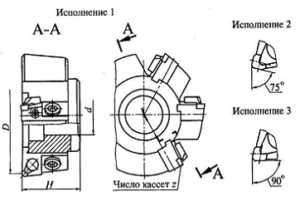
Главный угол в плане φ у торцовых фрез можно изменять в широких пределах (до 90) и ниже. Для повышения стойкости и производительности обработки угол φ уменьшают до 45…60 и даже до 10…30. Такие фрезы называют торцово-коническими, так как главные режущие кромки у них находятся на конической поверхности (рис. 4.8). Стойкость и производительность таких фрез повышается за счет уменьшения толщины среза при заданной подаче на зуб. Однако при уменьшении угла φ до 10 о резко возрастает осевая составляющая силы резания, отталкивающая фрезу от заготовки, в результате чего фрезерование оказывается возможным только на очень жестких станках. В таблице 4.5 приведены основные параметры торцовых цельных фрез из быстрорежущей стали.
|
| |||||||||||||||||||||||||||||||||||||||||||||||
| С целью экономии дорогостоящего инструментального материала, фрезы часто используются со вставными ножами, конструктивных вариантов которых достаточно много. Основные параметры таких фрез стандартизованы, и приведены в табл. 4.6-4.7. Широкому применению твердых сплавов в конструкциях фрез способствуют следующие положительные особенности процесса фрезерования: форма срезаемой стружки имеет малую толщину и длину; прерывистость процесса резания благоприятно влияет на тепловое напряжение режущих элементов фрезы; высокая жесткость и виброустойчивость. Эти положительные особенности создали благоприятные возможности для применения сменяемых многогранных пластин (СМП),а большие размеры корпусов фрез позволили размещать на них элементы крепления сменных пластин. Такое конструктивное решение позволяет в большинстве конструкциях фрез широкого применения новых марок режущих материалов. Напайные пластины используют только при изготовлении мелкоразмерных фрез, в которых не удается разместить элементы механического крепления пластин.Торцовые фрезы имеют большое разнообразие способов крепления СМП. При этом широко применяются трех-, четырехгранные пластины в форме параллелограмма, | ||||||||||||||||||||
реже круглые и пятигранные с отверстиями для крепления или без них. Крепление пластин осуществляется винтами или рычагами через отверстие, а также клиньями, прижимающими пластину к гнезду в корпусе или во вкладыше. На рис. 4.9 представлены некоторые примеры торцовых фрез, оснащенных СМП.
На рис. 4.9,а показана фреза с креплением пластин 2 в гнездах, выполненных в корпусе 1. Крепление пластин осуществляется винтами 3 с конической головкой. Для предохранения корпуса фрезы от повреждений при поломке пластин используют подкладки 4, изготовленных из твердого сплава (или закаленной стали) и имеющие форму, соответствующую форме режущих пластин. Фрезы такого типа просты в изготовлении, компактные, имеют минимальное число деталей. К недостаткам можно отнести возможность механического повреждения корпуса в процессе эксплуатации и повышенное биение режущих кромок из-за погрешностей изготовления гнезд под пластины.

Рис. 4.9.Торцовые фрезы, оснащенные СМП: а – базы под пластины в корпусе фрезы; б – базы под пластины на составных частях корпуса; в – с вкладышами и двумя базами; г – с вкладышами (кассетами) и тремя базами во вкладышах.
Для повышения точности положения режущих кромок иногда базы под пластины создают из составных частей корпуса (рис. 4.9, б). Фреза состоит из корпуса 1 и опорного кольца 3, на каждом из которых имеется одна база под пластины 2. При этом пластины крепят клином 4 с двухшаговым (дифференциальным) винтом 5, который ввертывается не в корпус фрезы, а в специальный вкладыш 6.
Использование вкладышей для крепления пластин показано также на рис. 4.9, в. В этом случае, режущие пластины 2 крепятся во вкладышах 5, устанавливаемых в пазах корпуса 1 и закрепляемых винтами 6. вылет вкладышей вдоль оси задан точно, поскольку вкладыши упираются в стенку кольцевого паза корпуса. Пластины 2 опираются на дно гнезда во вкладыше, а в радиальном направлении – на корпус фрезы. Крепятся пластины клином 3 и винтом 4. Предохранительные пластины 7 устанавливаются под режущие пластины и закрепляются винтами. Рассмотренный вариант крепления твердосплавных пластин обеспечивает малое биение зубьев фрезы, а корпус получается более технологичным.
Базирование пластин во вкладышах по трем плоскостям показано на рис. 4.9, г. Здесь вкладыши (кассеты) 5 в осевом направлении упираются в стенку кольцевого паза и крепятся в корпусе 1 винтом 6. Режущие пластины 2 прижимаются клином 3 с помощью винта 4. В одном и том же корпусе фрезы могут устанавливаться вкладыши с гнездами под различные формы и размеры режущих пластин, в том числе из разных инструментальных материалов. Способы крепления СМП для торцовых фрез приведены в таблице 4.8.
Таблица 4.8. Типы торцовых фрез с применением сменяемых многогранных пластин (СМП) | ||||
| Тип фрезы | Способы базирования | |||
Базовые поверхности под пластину | Элемент крепления пластин | Вид опоры под пластину | ||
| Тип 1. С регулируемыми ножами, оснащенными СМП | Ножи с закрепленными пластинами в пазах корпуса | Эксцентрик, прихват, клин, винт | Нож | |
| Осевые или радиальные базовые поверхности, выполненные на корпусе фрезы | Эксцентрик, клин, винт | Корпус фрезы | ||
| Одна базовая поверхность на корпусе, вторая — вставка | Клин | Клин, вставка | ||
| Две вставки базовые опоры | Клин | Клин, вставка | ||
| Тип 2. С вкладышами, несущими две базовые опоры | Открытые базовые поверхности, выполненные на двух составных частях корпуса | Клин | Клин, вставка | |
| Открытые базовые поверхности | Клин | Вставная опора | ||
| Глухие базовые поверхности | Клин | Вставной базовый вкладыш | ||
| Тип 3. С регулируемыми базовыми опорами | Одна базовая поверхность на корпусе, вторая вставная регулируемая | Клин | Вставной базовый вкладыш | |
| Две вставные базовые опоры (одна из них регулируемая) | Клин | Клин, вставка | ||
| Две вставные базовые опоры регулируемые | Клин | Клин, вставка | ||
Торцовые фрезы с механическим креплением, благодаря использованию сменных (многогранных и круглых) пластин, обеспечивают повышение стойкости (более чем в два раза), производительность (за счет снятия больших припусков до 25 мм за один проход) и снижением мощности резания (до 20%).
При получистовой и чистовой обработке чугунов и закаленных сталей фрезами, оснащенными пластинками из минералокерамики и композита, позволяет повысить качество обработки, а в отдельных случаях заменить процесс шлифования. Благодаря применению двух и трехступенчатых фрез и СМП, расположенными со смещением в радиальном и осевом направлении, обеспечивается снятие больших припусков за проход фрезы без возникновения вибраций (рис. 4.10).
Рис. 4.10. Схема двухступенчатой торцовой фрезы с механическим креплением неперетачиваемых пластин: 1 – корпус; 2,3 – смежные зубья фрезы смещенные в радиальном и осевом направлениях; hp— смещение в радиальном направлении; ho — смещение в осевом направлении
Смещение пластин в радиальном направлении составляет примерно 1 мм, в осевом – 7…9 мм.
Фрезы с положительным передним углом применяются при обработке нежестких заготовок из вязких металлов. При обработке заготовок из чугуна и с большими ударными нагрузками используются фрезы с отрицательным передним углом пластин.
Задний угол при установке пластин получается примерно равным 100.
Углы в плане для круглых пластин зависят от глубины резания, а для многогранных пластин – от числа граней пластин, как это указано ниже:
Число граней пластины 4; 5; 6
Главный угол в плане φ, град. 75; 67; 55
Вспомог-й угол в плане φ/, град. 10…15o
Неперетачиваемые СМП изготавливаются из твердых безвольфрамовых сплавов, которые имеют высокую твердость, но меньшую прочность на изгиб. Использование безвольфрамовых твердых сплавов эффективно и при фрезеровании коррозионно-стойких и жаропрочных сталей. В таблице 4.9. представлены параметры торцовых фрез с механическим креплением СМП.
| |||||||||||||||||||||||||||||||||||||||
В современных условиях производства, когда технологическое оборудование позволяет увеличить скорости резания на порядок выше традиционных, использование минералокерамического и поликристалического сверхтвердого инструментального материала (СТМ) при обработке заготовок из коррозийно-стойких и жаропрочных сталей, открывает направление, обеспечивающего резкое повышение производительности и высокое качества обработки поверхностей фрезерованием. Износостойкость пластин из минералокерамики до десяти раз выше, чем твердосплавных инструментов. Пластины из синтетических СТМ (композиты 01 и 10) позволяют фрезеровать заготовки из закаленных сталей, чугунов любой твердости (в том числе по корке).
Таким образом, благодаря применению пластин из СТМ можно повысить скорость резания сталей в 8…10 раз, чугунов – до двадцати раз, минутную подачу в 5…7 раз (при уменьшении подачи на зуб в четыре раза), снимаемый припуск в 5 раз, а силу резания до 2…3 раз. Кроме того, высоту микронеровностей на обработанной поверхности детали можно снизить до 2-х раз. Столь значительные показатели при фрезеровании, например, на автоматизированных станках, обеспечиваются асимметричностью фрез (возможности их балансировки) и свободным размещением стружки.
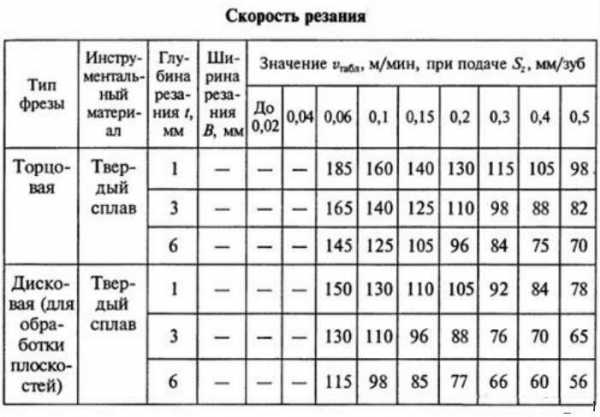
При торцовом фрезеровании в зависимости от обрабатываемого металла назначается возможная скорость резания, затем подача на зуб и глубина резания, примерное значение которых можно определить из табл. 4.10.
Глубина резания торцовых ступенчатых фрез с пластинами СТМ может быть увеличена в 1,5 раза. При скоростях резания 12000 м/мин, т.е. в условиях сверхскоростной обработки, подача на оборот фрезы может быть снижена до десяти долей мм, что обеспечивает высокое качество обработанной поверхности. Увеличение частоты вращения шпинделя станка до 60000 мин-1 и более создает условия для высокопроизводительного фрезерования как чистового, так и получистового и обдирочного.
Таблица 4.10. Режимы торцового фрезерования различных металлов с применением сверхтвердого инструментального материала (СТМ) | ||||
Обрабатываемый металл | Марки СТМ | Режимы торцового фрезерования | ||
Скорость резания, м/мин | Подача на зуб, мм | Глубина, мм | ||
Стали конструкционные и легированные нетермообработанные HRC ≤30 (в состоянии поставки) | 10; 01; 10Д; 02; киборит | 400…900 | 0,01…0,10 | 0,05…2,0 |
Стали конструкционные, легированные, инструментальные закаленные HRC 35-55 | 10; 01; 10Д; 02; киборит | 200…500 | 0,01…0,07 | 0,05…1,2 |
Стали закаленные, цементированные, HRC 55-70 (кроме быстрорежущих и высокохромистых) | 80…200 | 0,01…0,05 | 0,05…1,0 | |
Чугуны серые и высокопрочные НВ 150-300 (в том числе по литейной корке) | 05; 10; 10Д; 02; Томал-10; киборит | 500…4000 | 0,01…0,10 | 0,05…6,0 |
Чугуны отбеленные, закаленные, НВ 400 -600 | 10; 01; 10Д; 02; Томал-10; киборит | 200…500 | 0,01…0,05 | 0,05…2,0 |
Торцовые фрезы с пластинами СТМ изготавливаются право- и леворежущие, небольшого диаметра (20…63 мм) для обработки малогабаритных корпусных заготовок и большого диаметра (80…160 мм) для обработки крупных заготовок с нерегулируемыми круглыми и многогранными пластинами. Кассетный принцип размещения пластин является неотъемлемой частью конструкций торцовых фрез (рис. 4.11). Кассеты 2 с режущими пластинами 4 крепятся в корпусе 1 фрезы винтами 3. Рекомендованные параметры нерегулируемых кассетных фрез с пластинами СТМ приведены в таблице 4.11.
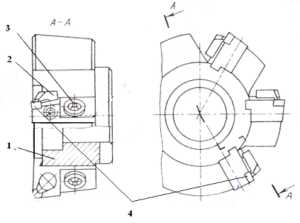
Рис. 4.11. Схема насадной сборной нерегулируемой торцовой фрезы, оснащенной кассетами: 1 – корпус; 2 – кассеты с режущей пластиной; 3 – винт крепления кассеты; 4 – режущая пластина

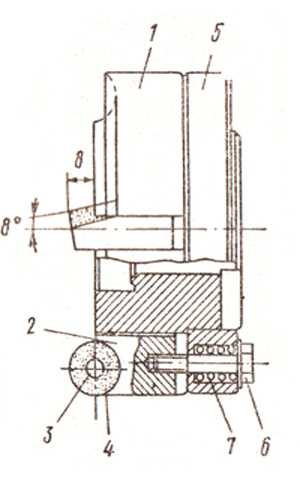
Рис. 4.12. Схема насадной сборной регулируемой торцовой фрезы с осевым регулированием режущих кромок: 1 – корпус; 2 – державка; 3 – прихват; 4 – винт; 5 – сухарь; 6 – винт; 7 – шайба; 8 – пластина; 9 — винт
Недостатком конструкции фрезы на рис. 4.11 является отсутствие свободной регулировки положения режущих кромок пластин из СТМ. Этот недостаток устраняется с применением фрез с кассетами, обеспечивающими регулировку положения режущих кромок инструмента. Схема такой фрезы показана на рис. 4.12. Фреза состоит из корпуса 1 и кассет, состоящих из державки 2, прихвата 3, крепежного винта 4 и сухаря 5, регулировочного винта 6 с ограничительной шайбой 7. В кассете установлены режущие пластины 8. Кассета имеет возможность перемещаться в осевом направлении при освобождении ее винтом 9.
При наладке фрез обеспечивается осевое биение режущих кромок в пределах 0,005 мм. Упрощение конструкции и наладки кассет достигается их взаимозаменяемостью (отличие только в форме и размерах канавок под режущие пластины). Поэтому кассетные фрезы удобно использовать в условиях работы сложных металлообрабатывающих системах, например, в ГПС. На базе одного корпуса можно собирать различные фрезы, пользуясь комплектом кассет разного исполнения (рис. 4.13).
Таблица 4.11. Фрезы торцовые кассетные нерегулируемые, оснащенные сменными пластинами из СТМ. (ТУ 2.035.0224638) | |||||||
 | |||||||
Параметры, мм | |||||||
D | d | В | Z | D | d | В | Z |
80 | 27 | 50 | 4 | 125 | 40 | 63 | 8 |
100 | 32 | 6 | 160 | 50 | 12 | ||
| 125 | 40 | 8 | 63 | ||||

Рис. 4.13. Схемы кассет различного исполнения

Рис. 4.14. Схема насадной торцовой фрезы с осевым, радиальным и угловым регулированием положения режущей кромки пластин: 1 – корпус; 2 – режущие пластины; 3, 4 – винты; 5,6 – клинья; 7, 8 – винты; 9 – сухарь; 10 — винт
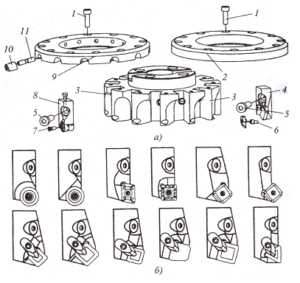
Рис. 4.15. Торцовая фреза сборной конструкции со сменными кассетами (а) и набором сменных кассет (б): 1 – винт установочного кольца; 2 — не-регулируемое установочное кольцо; 3 – корпус фрезы диаметром 125…315 мм; 4 – кассета; 5 – винт крепления кассеты; 6 – дифференциальный винт призвата; 7 – винт; 8 – регулируемая кассета; 9 – регулируемое установочное кольцо; 10 – винт регулировки кассеты в осевом направлении; 11 — дифференциальный винт
Учитывая использование при работе значительные величины частот вращения, фрезы должны подвергаться статической и динамической балансировке вне станка. В этом смысле более совершенной конструкцией фрезы является фреза с осевой, радиальной и угловой регулировкой положения пластин (рис. 4.15).
В пазах корпуса 1 фрезы устанавливаются кассеты с режущими пластинами 2. Кассета закрепляется в корпусе 1 винтами 3 и 4 . Под кассетами размещены регулировочные клинья 5 и 6, связанные между собой винтами 7 и 8. Осевое перемещение кассеты осуществляется за счет перемещения сухаря 9 винтом 10 и угла направляющей к оси паза кассеты. Регулировка в радиальном направлении осуществляется за счет перемещения вдоль паза корпуса 5. Регулировка углового положения осуществляется за счет перемещения части клина 6 относительно клина 5. Окончательная фиксация положения кассеты производится винтом 8.
Многообразие торцовых фрез конструктивно можно получить, используя принцип модульного проектирования, согласно которого на основе разработанных заранее системы элементов фрез, можно компоновать различные конструкции фрез. На рис. 4.14 подобная система показана.
Основой системы является нерегулируемое установочное кольцо 2, к которому винтами 1 крепятся корпуса фрез различного диаметра. Винты 10 и 11 служат для ориентации корпуса фрезы в осевом направлении. Кассеты 4 и 8 (последняя кассета регулируется в осевом направлении) имеют винты крепления кассеты 5 и винты закрепления режущих элементов фрезы. Дифференциальные винты 6 и 11 имеют по две резьбы с разными шагами для более чувствительных перемещений при закреплении.
Благодаря применению сменных кассет обеспечивается возможность использования одного корпуса и получения различных углов в плане. Некоторые рекомендованные параметры фрез с регулируемыми кассетами торцовых фрез приведены в табл. 4.12-4.13.
Возможность осевой, радиальной и угловой регулировки и настройки положения режущих кромок пластин позволяет значительно расширить технологические возможности торцовых фрез в условиях сверхскоростной обработки корпусных заготовок. В тех случаях, когда по конструктивным соображениям трудно обеспечить размещение механизмов регулирования пластин в корпусе фрезы, используются варианты напайных СТМ, параметры которых приведены в табл. 4.14. Параметры торцовых хвостовых фрез, оснащенных пластинами из СТМ приведены в табл.4.15
Таблица 4.12. Фрезы торцовые с регулируемыми кассетами, оснащенными сменными пластинами из СТМ. (ТУ 2.035.1038) | ||||||
Параметры, мм | ||||||
D | D | d (H7) | В | f1 | f2 | z |
| Исполнение 1 | ||||||
125 | 130 | 40 | 63 | — | — | 10 |
160 | 165 | 50 | 14 | |||
200 | 205 | 18 | ||||
Исполнение 2 | ||||||
160 | 165 | 40 | 63 | 66,7 | — | 14 |
200 | 205 | 18 | ||||
250 | 255 | 60 | 101,6 | 24 | ||
315 | 320 | 80 | 177,8 | 30 | ||
400 | 405 | 40 | ||||
500 | 505 | 50 | ||||
630 | 635 | — | 60 | |||
800 | 805 | 80 | ||||
| П р и м е ч а н и е: Механизмы регулирования осевого положения кассет обеспечивают торцовое биение режущих кромок пластин в пределах 0,005…0,01 мм в зависимости от диаметра фрезы. | ||||||
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

Таблица 4.15 .Фрезы торцовые хвостовые, оснащенные сменными пластинами из СТМ. (ТУ 2.035.0224638) | |||||||
Параметры, мм | |||||||
D | l1 | Конус Морзе | Z | D | l1 | Конус Морзе | Z |
20 | 125 | 3 | 1 | 40 | 155 | 4 | 2 |
25 | 50 | 3 | |||||
32 | 150 | 4 | 63 | 195 | 5 | 4 | |
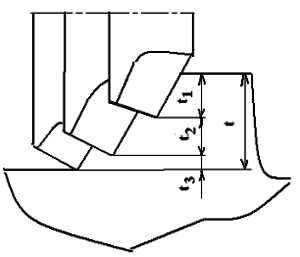
Рис. 4.16. Схема смещения зубьев ступенчатой торцовой фрезы в осевом и радиальном направлениях: t – общий припуск; t1, t2, t3 – припуска на каждый зуб фрезы
Вопросу повышения срока службы корпуса фрезы, как наиболее металлоемкого элемента фрезы, в последние годы уделяется большое внимание, как в нашей стране, так и за рубежом. При этом особое внимание уделяется созданию конструкций фрез, работающих по схеме ступенчатого резания (рис. 4.16), которые позволяют производить обработку заготовок с повышенными припусками и менее жесткой технологической системы.
Использование ступенчатой схемы резания позволяет исключить применение неэффективных пластин с длинной режущей кромкой. При уменьшении длины режущей кромки в несколько раз площадь снимаемой стружки уменьшается в квадрате, что заметно сокращает затраты на материалы режущих элементов фрезы.
stanki-uchpu.ru
Фреза отрезная по металлу – типы, назначение, ГОСТ
Фреза отрезная по металлу – это режущий инструмент фрезерных станков различного типа используемые для работы с деталями, изготовленными из марок сталей со средними показателями твердости и чугуна. Данная оснастка может быть использована на универсальных станках и оборудовании с ЧПУ, являются разновидностью дисковых фрез.
Конструкция и применение отрезных фрез
В современной металлообработке фреза отрезная, назначение которой в полной мере отражено в её названии, применяется в основном для резки частей заготовок, деления их на части перед последующей обработкой. Также данный инструмент может быть использован для нарезания канавок на деталях.
Отрезная фреза представляет собой инструмент в форме диска с режущими зубьями. Все рабочие кромки зубьев расположены по периферии и, в отличие от других конструкций, они полностью отсутствуют на торцах диска. Диаметр находится в пределах от 50 до 315 мм, толщина диска составляет от 1 до 6 мм.

В зависимости от твердости обрабатываемого материала и требований к чистоте среза подбирается количество зубьев фрезы отрезной, типы инструмента с малым и средним размерами применяются для работы со стальными и чугунными металлами. Для резки заготовок из мягких металлов используются фрезы с большим зубом. Большинство инструмента соответствует классу точности «В». Материалом для изготовления фрез, согласно ГОСТ 2679-93 является сталь инструментальной быстрорежущая марки Р18 или Р6М5. При выборе инструмента необходимо обратить внимание на диаметр посадочного места и наличие шпоночного паза.
Особенности выбора и работы отрезной фрезой
Приведем основные рекомендации по подбору и применению фрез отрезных по металлу:
- Чистота полученного среза и скорость зависят от количества зубцов на фрезе. Чем больше зубьев, тем чище срез.
- Фрезы с большим количеством зубьев (от 80 и более) рекомендуются для чистовой обработки. При использовании данного инструмента затруднен отвод стружки и увеличивается нагрузка на оборудование. Поэтому для первичной черновой нарезки рекомендуются фрезы с малым количеством зуба (10-40 шт.) после которых необходима дополнительная зачистка торца.
- Инструмент со средним количеством зубьев (40-80 шт.) является наиболее универсальным и подходит для многих операций.
- Для работы с заготовками из металла прочностью от 500 до 800 рекомендуются фрезы из стали Р6М5 благодаря наличию в составе молибдена. Для заготовок большей твердости желательно использовать фрезы с содержанием кобальта.
- Для работы с нержавеющими марками стали применяются фрезы с напайками из карбида вольфрама, которые нельзя перетачивать.
- При работе скорость реза необходимо устанавливать в соответствии со справочной литературой. Для быстрорежущих сталей она составляет порядка 40-60 м/мин.
- Для получения максимально чистого торца рекомендуется работать с малыми подачами.

Действующие стандарты
Основной действующий стандарт на фрезу отрезную ГОСТ 2679-93 (ИСО 2296-72). В нем определены размеры и другие технические условия инструмента.
mekkain.ru
Фреза торцевая | ВСЕ ОБ ИНСТРУМЕНТЕ
Друзья сегодня расскажу про такой инструмент как фреза торцевая.
Название фрезы само за себя говорит, что фреза торцевая работает торцом.
Это видно на рисунке ниже. Так вот режущая часть и является торцом данной фрезы.

Существует несколько разновидностей торцевой фрезы. Торцевая насадная фреза может быть как концевая, то есть с хвостовиком, так и насадная. На предыдущем рисунке изображена насадная торцевая фреза.
Давайте более подробно разберем концевые торцевые фрезы:
• Торцовые концевые фрезы с механическим креплением круглых пластинок. ГОСТ 22088-76
Фреза торцевая с механическим креплением круг¬лых пластинок выполняется диаметром от 50 до 160 мм, число зубьев z=0,1D. Данная фреза служит для выполнения получистовых и чистовых работ, при снятии припуска не более 3-4 мм. Эту фрезу целесообразно применять при обработке прерывистых поверхностей и снятия малых припусков, так как они имеют большое количество зубьев и малые углы в плане, что обеспечивает повышенную производительность и стойкость.
• Торцовые фрезы с механическим креплением пятигранных пластинок, изготовляют диаметром от 63 до 200 мм и число зубьев z=5-12. Эти фрезы предназначены для обработки различных сталей при снятии припусков глубиной t=9мм.

На рисунках видно все части и элементы пронумерованы цифрами, давайте разберем что же означает каждая цифра.
Итак, цифра 1 – корпус фрезы; 2 — державка ножей с запрессованными в них штифтами под цифрой 3; 4 — сменные пластинки; 5 — кольца и 6 — винтов для закрепления пластинок и державок ножей; 7 это пружина, предназначенная для пред¬варительного прижатия пластинок к базовым поверхностям корпуса.
Также фреза торцевая может быть насадной для обработки легких сплавов, это у нас ГОСТ 16222-81; фреза торцовая насадная мелкозубая со вставными ножами, оснащенная пластинами из твердого сплава, это ГОСТ 9473-80; фреза торцовая насадная со вставными ножами оснащенными пластинами из твердого сплава, ГОСТ 24360-80, далее фреза торцовая насадная со вставными ножами с твердосплавными пластинами для обработки легких сплавов, будет ГОСТ 16223-81; еще фреза торцовая насадная со вставными ножами, оснащенными пластинами из твердого сплава. ГОСТ 24359-80.
Это основные виды торцевых фрез.
Считаю, что тема фреза торцевая была подробно разобрана в этой статье.
Смотрите видео по тема:
Читайте также:
Червячная фреза
Дисковая фреза
Фреза концевая
Модульные фрезы
Фреза цилиндрическая
P.S. Внимание!!! Просьба ко всем кому моя статья понравилась или оказалась полезной . Поставьте “мне нравиться”, а также расскажите своим друзьям Вконтакте, Facebook, Мой мир, Одноклассники, Твиттер и других социальных сетях. Это будет лучшей Вашей благодарностью.
Расскажите друзьям:
vseobinstrumente.ru
Торцовые фрезы. Справочник
Фрезы торцовые насадные с мелкими зубьями ГОСТ 9304-80
Область применения: Для чистовой и отделочной обработки плоскостей при небольшой глубине фрезерования. Для черновой обработки при глубине резания до 3 мм
| D | d | L | Z |
| 40 | 16 | 32 | 10 |
| 50 | 22 | 36 | 12 |
| 63 | 27 | 40 | 14 |
| 80 | 32 | 45 | 16 |
| 100 | 32 | 50 | 18 |
Пример условного обозначения фрезы с D=50: Фреза I 50 ГОСТ 9304-80
Фрезы торцовые насадные с крупными зубьями ГОСТ 9304-59
Область применения: Для черновой обработки плоскостей. Благодаря крупным зубьям и большой глубине канавок эти фрезы применяются при больших глубинах резания
| D | d | L | Z |
| 63 | 27 | 40 | 8 |
| 80 | 32 | 45 | 10 |
| 110 | 32 | 50 | 12 |
Пример условного обозначенная фрезы с D=63 мм, формы II: Фреза II 63 ГОСТ 9304-80.
Фрезы торцовые насадные со вставными ножами из быстрорежущей стали ГОСТ 1092-80
Область применения: Для фрезерования одной или двух параллельных плоскостей. Эти фрезы дают значительную экономию быстрорежущей стали и высокую производительность благодаря крупным зубьям.
| D | В | d | Zнаим |
| 80 | 36 | 27 | 10 |
| 100 | 40 | 32 | 10 |
| 125 | 40 | 40 | 14 |
| 160 | 45 | 50 | 16 |
| 200 | 45 | 50 | 20 |
| 250 | 45 | 50 | 26 |
Пример условного обозначения праворежущей фрезы с D=80 мм: Фреза 80 ГОСТ I092-80
то же, леворежущей: Фреза Л80 ГОСТ 1092-80.
osntm.ru
Торцевые фрезы: особенности использования :: SYL.ru
Используются торцевые фрезы для отделки плоскостей ступенчатого и плоского типа. Основное применение заключается в обработке поверхностей на вертикально-фрезерном оборудовании. Для увеличения эффективности работ требуется грамотный подбор корпуса, смазочных и охлаждающих жидкостей, пластин. Торцевые фрезы обладают большим количеством зубьев, благодаря чему возможно получение отличительной производительности и равномерности.
Особенности
Заключается главное отличие в том, что в инструментах имеют профилирующую роль лишь верхние части режущих кромок, которые выполняют вспомогательные функции. Режут в большей степени боковые кромки, находящиеся на внешней поверхности. Фрезы торцевые насадные могут иметь различные формы: в виде окружности, с кромками ломаной линии и другими. Выбор наименьшего угла при обработке позволяет сохранить стойкость к вибрациям, точность работ и прочность инструмента.

Основная особенность устройств – это возможность плавной обработки при малом расстоянии припуска. В сравнении с цилиндрическими инструментами, фреза торцевая (ГОСТ 9473-80) обладает большей жесткостью и массой. Благодаря этому режущие части устанавливаются плотно и надежно.
Выбор фрезы и пластины для работы
Инструмент с большим шагом пластин применяется для первоначальной подготовки металла. Он позволяет снизить силу резки и мощность оборудования. Такие торцевые фрезы используются для обработки элементов, которые формируют сливную стружку. Нешлифованные пластины подходят для черновых работ. На режущих кромках присутствует защитная фаска для более прочной обработки со значительной глубиной разрезания. Главное достоинство подобных пластин заключается в невысокой стоимости. При этом не обошлось без недостатков – по сравнению со шлифовальными, они обладают меньшей точностью.

Фреза торцевая (ГОСТ 9304-69) с мелким шагом используется для чистовых работ, так как здесь не нужна большая мощность. Такие устройства имеют малую глубину резки. Шлифовальные пластины применяются в завершающей обработке, они отличаются высоким качеством работ и размерной точностью. Зачистные пластины торцевой фрезы также позволяют добиться высокого качества. Они монтируются вместе с другими элементами в корпус.
Наростообразование
Обработка нержавеющей стали иногда характеризуется образованием наростов. Чтобы предотвратить это, требуется некоторое количество теплоты, достигаемое за счет подбора подходящей скорости резки. Применение жидкостей может привести к быстрому охлаждению стружки, материал начинает прилипать к режущей кромке и повреждаться, из-за этого есть вероятность нарушения кромки. Сложности с наростообразованием возможны и при излишней подаче. При этом если ее уменьшить до самого низкого уровня могут деформироваться заготовки.

Главная задача при фрезеровке без смазочных и охлаждающих составов – это переход большей части тепла в стружку. Но их применение обосновано при работах с легковоспламеняющимися материалами, к примеру, с магнием.
Встречная и попутная резка
Большая часть операций исполняется встречным методом фрезеровки, когда подача стола и скорость резки расходятся в разные стороны. Но не стоит забывать про попутный способ. Так как он, в отличие от другого метода, не приводит к пластической деформации материалов и их упрочнению. Соответственно, можно избежать излишнего износа пластин, и торцевые фрезы прослужат дольше.
При применении попутной резки должна устанавливаться ширина, равная примерно 2/3 от самой фрезы. Впоследствии возможно изменение ширины и определение оптимального соотношения между шириной и диаметром устройства для данного инструмента. При этом можно заметить изменение структуры поверхности, подверженной обработке.

Если изменить ширину до половины общего диаметра, начнется пластическая деформация заготовочного материала из-за того, что толщина стружки уменьшится. Для профилактики желательно повысить подачу на зуб инструмента, одновременно с этим изменится в лучшую сторону производительность и стойкость. Во время чистой фрезеровки подача осуществляется в соответствии с необходимым качеством обработки.
www.syl.ru
Фреза торцевая. Конструкционные особенности и предназначение
Фреза торцевая является широко используемым в машиностроении металлорежущим инструментом, предназначенным для обработки различных плоскостей, уступов, пазов и фасонных поверхностей сложной геометрии. Основной особенностью этого инструмента выступает возможность одновременной обработки двух перпендикулярно расположенных плоскостей, благодаря наличию зубьев как на цилиндрической, так и на торцевой поверхности фрезы.

По своей сути фреза торцевая является многолезвийным металлорежущим инструментом цилиндрической формы, где каждый зуб представляет собой независимый резец. Благодаря такой ее конструкции и высоким скоростям станка, достигается высокая степень чистоты обрабатываемой фрезерованием поверхности. При вращении инструмента его зубья (резцы) поочередно вступают в контакт с материалом.
Фреза торцевая при выполнении металлорежущей операции располагается перпендикулярно к обрабатываемой плоскости детали. При этом основную нагрузку резания принимают на себя режущие боковые кромки, расположенные на наружной цилиндрической поверхности, что способствует их быстрому износу. Конечно, торцевые фрезы можно перетачивать, но после такой операции их габариты неизменно будут отличаться от номинальных.

В связи с этим особой популярностью пользуются фрезы сборной конструкции со сменными резцами, изготовленными из различных марок быстрорежущих сталей и оснащенные напайными твердосплавными пластинами или режущими элементами, выполненными из металлокерамики. Такие резцы и пластины закрепляются непосредственно на корпусе инструмента. Отличительной особенностью такого типа фрез является фиксированная установка режущего элемента относительно корпуса инструмента. Торцевые фрезы этой конструкции имеют постоянную геометрию, определяемую точностью исполнения соответствующих базовых поверхностей тела инструмента и конфигурацией съемных неперетачиваемых пластин.
К основным достоинствам такого конструкционного решения можно отнести повышенную прочность, благодаря отсутствию внутреннего напряжения металла, обычно вызываемого переточкой. Это повышает стойкость и долговечность резцов примерно на тридцать процентов. Кроме того, такие фрезы, оснащенные съемными пластинами, позволяют существенно экономить твердосплавный материал, поскольку отработанные резцы можно отправлять в переплавку, где из них извлекается вольфрам и прочие дорогостоящие элементы.

Для торцевого фрезерования характерна более высокая производительность, чем для цилиндрического. В наше время большая часть подобных операций осуществляется именно торцевыми фрезами. Особого внимания заслуживает также геометрия зубьев. Режущая поверхность каждого из них имеет заточенные под определенным углом рабочие кромки, которые проходят через вершину зуба. Различают основную и вспомогательную режущие поверхности. Вершина зубьев торцевой фрезы может иметь либо прямолинейную форму, либо скругленные контуры. Последний вариант демонстрирует повышенную износоустойчивость и меньшую зависимость от степени биения режущей кромки. Такие фрезы в основном применяются при черновой и получистовой обработке.
Для фрезеровальных операций по обработке небольших уступов и ровных открытых плоскостей обычно используется фреза торцевая насадная, оснащенная вставными ножами, которые изготавливаются из различных марок быстрорежущих сталей. Такая модель, закрепляемая на оправке или посадочном конце шпинделя станка, обычно имеет в диаметре 40 или более миллиметров, что делает ее достаточно жестким и массивным инструментом.
fb.ru