Гальваническое меднение: Химическое и гальваническое меднение: состав и подготовка
alexxlab | 14.03.2019 | 0 | Разное
Химическое и гальваническое меднение: состав и подготовка
Современная техника выдвигает жесткие требования к характеристикам конструктивных элементов, во многих случаях эти задачи решает химическое меднение. Использование специальных покрытий поверхностей деталей выгодно экономически, так как гальваническое меднение позволяет понизить металлоемкость изделий из дорогостоящих металлов.
Физико-механические характеристики меди и сферы использования меднения
Плотность меди 8,96 г/см3, атомная масса 693,54, удельное электрическое сопротивление 1,68×10-8 Ом×м, температура плавления +1083°С. На открытом воздухе в присутствии агрессивных химических соединении медь окисляется, при контакте с сернистыми соединениями покрывается пленкой сульфида меди темно-коричневого или серого оттенков. Под влиянием углекислоты и влаги пленка приобретает зеленый цвет, верхний слой состоит из гидрокарбонатов. Медь легко растворяется в растворе азотной кислоты, разбавленная серная кислота на химическое меднение негативного влияния почти не оказывает. Но наличие кислорода увеличивает скорость протекания химических реакций. При наличии открытых пор в покрытии образуется гальванопара, что нужно учитывать при меднении. Железо в этом случае является анодом, коррозионные процессы протекают очень интенсивно.
В связи с такими особенностями, процесс меднения в большинстве случаев должен завершаться дополнительной обработкой поверхностей. Покрытия шлифуются или полируются до зеркального блеска. Медь имеет высокую адгезию с различными металлами: алюминий, серебро, цинк, никель, свинец, хром и т. д. В связи с этими особенностями химическое меднение часто используется для создания подслоя при серебрении, никелировании, хромировании поверхностей деталей. Меднение получило широкое распространение в качестве метода эффективной защиты отдельных участков деталей от появления эффекта науглероживании при процессе цементации. В зависимости от назначения деталей или изделий гальваническое нанесение меди может иметь следующую толщину:

Толщина слоя меди на поверхности обрабатываемых деталей
Сравнительные показатели растворов
В процессе меднения используется большое количество специальных технологических растворов, разделяемых на две большие группы:
- Простой кислый электролит. Из простых применяется фторборатный, кремнефторидный, сульфатный, хлоридный и сульфамидный раствор.
- Комплексный электролит. Преимущественно щелочные, медь присутствует как положительно или отрицательно заряженные комплексные ионы.

График поляризационных кривых осаждения меди из различных типов электролитов
Процесс осаждения в кислых электролитах происходит при высокой плотности по току, они устойчивы, просты по химическому составу. Главными составляющими являются соответствующие кислоты и соли, осадки меди из них достаточно плотны и имеют крупнокристаллическую структуру. Недостатки – непосредственное меднение стали, цинковых сплавов и иных металлов происходит с более низким отрицательным потенциалом, чем медь.
Обработка деталей в комплексных электролитах выполняется за счет комплексных ионов, для них требуется высокая катодная поляризация. Выход по току меньше, что способствует более равномерному осаждению, структура мелкокристаллическая. Используются пирофосфатные, цианидные, аммонийные, триполифосфатные, цитратные и другие растворы.

Способность рассеивания электролитов для меднения
Простые кислые составы
- Сульфатные. Главные компоненты серная кислота и сульфат меди. Сернокислое соединение отличается невысокой электропроводимостью, для повышения параметра добавляется серная кислота. Выход меди по току достигает 100%, на катоде не выделяется водород. За счет повышения концентрации кислоты уменьшается растворимость сульфата, что понижает верхний предел максимально допустимой плотности тока.

Влияние содержания серной кислоты на электропроводность электролита
При перемешивании увеличивается концентрация медных ионов на катодном слое. При повышении температуры возрастает растворимость сульфата меди, электролит повышает кислотность, что приводит к получению мелкокристаллических осадков.
Для улучшения катодной поляризации в электролит добавляются поверхностно активные вещества. Дополнительно они уменьшают образование наростов на острых краях.

Режимы и состав сульфатных электролитов для меднения
Для образования блестящего покрытия используются аноды АМФ, не допускающие образование шлама, или аноды из особо чистой рафинированной меди.
Влияние концентрации меди на плотность тока с перемешиванием (1) и без перемешивания (2). Электролит фторборатный.
 и без перемешивания (2). Электролит фторборатный.")
Электролит фторборатный.
Для недопущения попадания шлама аноды помещаются в чехлы, изготовленные из кислотоустойчивого материала, дополнительно раствор постоянно фильтруется.
- Фторборатные. Отличаются высокой устойчивостью, гальваническое нанесение получается плотным и мелкокристаллическим, рассеивающие показатели такие же, как при сульфатном меднении. За счет большой растворимости увеличивается плотность тока, осаждать медь непосредственно на детали нельзя.

Состав и режим работы фторборатных электролитов
При непрерывном перемешивании допускается повышать плотность тока. Контроль технологически параметров меднения осуществляется измерением кислотности раствора. Для повышения качества меднения используется карбонат натрия, для понижения медный купорос.
- Нитратные. Электролит используется при гальванопластике, обеспечивает повышенное качество осадка.

Режимы и состав нитратных электролитов
Комплексные электролиты
- Цианидные. Условия обработки значительно отличаются от осаждения из кислых, в них медь существует в виде комплексных ионов, что заметно понижает ее активность. Увеличение плотности тока принуждает катодный потенциал резко смещаться в поле отрицательных значений. Но процесс меднения нельзя производить при увеличенной плотности тока в связи с тем, что выход меди может падать до нуля. Главными компонентами раствора являются свободный цианид натрия и комплексный цианид калия. Во время работы содержание меди понижается из-за недостаточной их растворимости.

Режим и состав цианидных электролитов для меднения
- Пирофосфатные. Медные осадки имеют мелкокристаллическую структуру, гладкие, блестящие или полублестящие. Для улучшения качества обработки и повышения катодной и анодной плотностей может добавляться медный купорос. Катодный потенциал в пирофосфатных растворах имеет более отрицательные параметры, чем у кислотных.

Режим и состав пирофосфатных электролитов
- Этилендиаминовые. Процесс меднения может осуществляться непосредственно по поверхности стали, при низких плотностях тока катодная поляризация достигает больших значений. Рассеивающие характеристики выше, чем у сульфатных, но ниже, чем имеет цианидный раствор.

Режим и состав этилендиаминовых электролитов
Загрузка и выгрузка деталей должна выполняться при минимальной силе тока, в первые 40–50 секунд дается толчок тока, в три раза превышающий рабочие значения меднения.
- Полиэтиленполиаминовые. Во время обработки деталей потенциалы смещаются в поле отрицательных значений, электролит применяется вместо цианидных.

Режим работы и составы полиэтиленполиаминовых электролитов
- Аммонийные. В состав входит аммиак, сульфат аммония и сульфат меди. При невысоких плотностях тока уменьшается выход по току, улучшение меднения осуществляется за счет добавления нитрата аммония. Осадки равномерные по толщине, плотные и полублестящие.

Режимы работы и состав аммонийного электролита
Без специальной обработки поверхностей медные осадки имеют недостаточную адгезию, причина – пассивирование стали раствором аммиака. Улучшение параметров покрытия достигается введением в раствор нитрата меди.
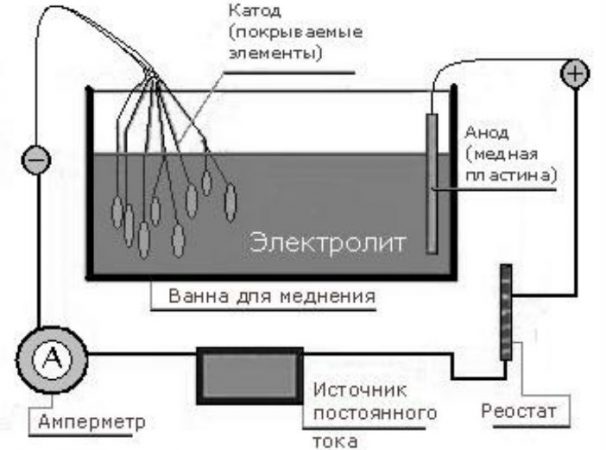
Устройство ванны медненияЛинейные параметры и конструктивные особенности должны отвечать требованиям ГОСТ 23738-85. Гальваническая ванна изготавливается из модифицированных особо устойчивых пластиков, конкретные марки подбираются с учетом параметров технологических процессов.
Ванна без кармана. Наиболее простая конструкция, применяется как в отдельности, так и на производственных линиях.

Ванна без кармана
Ванна с карманом. Обработка может выполняться с одновременными процессами удаления верхнего загрязненного слоя электролита.

Ванна с карманом
Конкретный выбор ванны меднения осуществляется в зависимости от особенностей предприятия, характеристик подлежащих меднению деталей и общих производственных мощностей.
Во время проектирования рассчитываются максимальные нагрузки с учетом объема раствора, длина, высота и ширина может изменяться по желанию заказчиков. При необходимости на ванны меднения устанавливается дополнительное оборудование и водопроводная арматура. За счет специальных механизмов улучшается качество процесса меднения. Используемые пластики адаптируются к химическому составу электролита и температурным режимам меднения.
Механическая подготовка поверхностей
Перед меднением с поверхности должна удаляться окалина, заусеницы и раковины. Качество обработки регламентируется положениями действующего ГОСТа 9.301-86. Конкретные параметры шероховатости устанавливаются в зависимости от назначения покрытия. После механической обработки деталей с поверхности должны быть удалены все дефекты, оказывающие негативное влияние на качество меднения. В обязательном порядке удаляется техническая смазка и эмульсия, металлическая стружка, продукты коррозионных процессов и пыль.
Подготовка к меднению производится при следующих технологических операциях:
- Шлифование. Верхний слой деталей снимается абразивными элементами, может быть тонким, декоративным или грубым.
- Полирование. Во время операции сглаживаются мельчайшие выступы, поверхность блестящая зеркальная.
- Крацевание. Для очистки поверхностей применяются металлические щетки.
- Галтовка. Детали обкатываются в специальных колоколах.
- Химическое и электрохимическое обезжиривание. Для обработки используют органические и неорганические растворы.
От качества предварительной подготовки поверхностей во многом зависит процесс меднения и физические показатели осадков.
Механизм гальванического меднения (теория и технология нанесения)


• Заказать ГАЛЬВАНИЧЕСКОЕ МЕДНЕНИЕ стали
• Заказать ГАЛЬВАНИЧЕСКОЕ МЕДНЕНИЕ нержавейки
• Заказать ГАЛЬВАНИЧЕСКОЕ МЕДНЕНИЕ алюминия
• Заказать ГАЛЬВАНИЧЕСКОЕ МЕДНЕНИЕ ЦАМ
• Заказать ГАЛЬВАНИЧЕСКОЕ МЕДНЕНИЕ диэлектриков
1. Что такое медь?
Медь – металл розового цвета с атомной массой 63,5, плотностью 8,9 г/см3, температурой плавления 10830С, удельным электросопротивлением 0,017 Ом мм. Медь пластична, твердость медных покрытий 2500-3000 МПа. Медь интенсивно растворяется в аэрированных аммиачных и цианидных растворах, азотной кислоте, медленнее – в хромовой, слабо – в серной и почти не взаимодействует с соляной кислотой. На воздухе медь легко реагирует с влагой, углекислыми и сернистыми соединениями, окисляется и темнеет. Стандартный потенциал меди по отношению к ее одновалентным нонам +0,52 В, двухвалентным ионам +0,34 В.
В жестких условиях эксплуатации медь и ее сплавы не должны контактировать с хромом, оловом, сталями, цинком, кадмием, алюминием и магнием.
Медные покрытия широко применяются в основном в качестве подслоя при нанесении многослойных покрытиях, а также для улучшения пайки, создания электропроводных слоёв, местной защиты стальных деталей при цементации.
2. Кинетика процесса меднения.
Для электролитического осаждения меди разработано большое количество электролитов, которые, обычно, разделяют на две группы: кислые и щелочные.
Катодные поляризационные кривые для некоторых из них приведены на рисунке 1.

Рисунок 1 – Катодные поляризационные кривые при меднении из электролитов: 1 – сульфатный; 2 – пирофосфатный; 3 – цианидный ; 4 -цианидный с повышенным содержанием свободных цианидов.
2.1 Процессы в кислых электролитах меднения.
К кислым электролитам относятся сульфатные и фторборатные электролиты. Их основные достоинства - простота состава и устойчивость в эксплуатации, но они обладают низкой рассеивающей способностью. Также из них невозможно непосредственно меднить сталь из-за выпадения контактной меди, а, следовательно, плохое сцепление со сталью слоя меди. Вследствие этого меднение осуществляется после предварительного осаждения медного слоя (3-4 мкм) из щелочных электролитов или после осаждения никелевого слоя (3-5 мкм).
Из кислых электролитов наиболее распространен сульфатный электролит. Основными компонентами сульфатных электролитов являются сульфат меди и серная кислота. Электропроводность нейтральных растворов сульфата меди невелика, поэтому в них добавляют серную кислоту, которая значительно повышает электропроводность растворов температуры перемешивания.
Предполагается, что на катоде разряд двухвалентных ионов меди протекает в две стадии:
Cu2+ + e → Cu+
Cu+ + e → Cu
Замедленной стадией является первая реакция. Доля каждой стадии в общей кинетике меднения зависит от состава электролита и режима электролиза: плотности тока, температуры, перемешивания.
Выход меди по току около 100 %, так как выделения водорода на катоде не происходит, поскольку потенциалы выделения меди имеют более положительные значения, чем потенциалы выделения водорода.
Повышение кислотности электролита способствует уменьшению растворимости сульфата меди, что приводит к снижению верхнего предела допустимой плотности тока. Для увеличения концентрации ионов меди в катодном слое применяют перемешивание. В этом случае кислотность электролитов можно увеличивать. Чем интенсивнее перемешивание, тем выше может быть содержание серной кислоты. Повышение температуры способствует увеличению растворимости сульфата меди: при 25 °С – 23,05 г CuSO4 на 100 г воды; при 100 °С – 73,6 г. Повышенная кислотность способствует получению более мелкокристаллических осадков.
Вблизи анодов наряду с ионами Cu2+ в растворе могут находиться в незначительном количестве ионы одновалентной меди, образующиеся в результате протекания реакции:
Cu + Cu2+ → 2Cu+
При накоплении в растворе
ионов Cu+ равновесие будет сдвигаться влево, и металлическая медь
будет выпадать в виде осадка.
При недостаточной кислотности раствора сульфат одновалентной меди будет гидролизоваться с образованием Сu(ОН)2 или СuО2
Cu2SO4 + H2O ↔ Cu2O + H2SO4
В результате в электролите будут взвешенные частицы металлической меди и оксида меди, которые, включаясь в катодный осадок, делают его темным, шероховатым, а иногда - рыхлым.
Присутствие серной кислоты способствует протеканию реакций окисления одновалентной меди:
Cu2SO4 + H2SO4
+ 1/2О2 → 2CuSO4 + Н2О
Cu2O + 2H2SO4 + 1/2O2 → 2CuSO4
+ 2H2O
Таким образом, серная кислота прежде всего нужна для предупреждения накопления ионов Cu+ и гидролиза ее солей.
В сульфатные электролиты иногда вводят поверхностно-активные вещества. Эти вещества вводят для повышения катодной поляризации, что способствует получению более мелкозернистых плотных, иногда блестящих, осадков. Благоприятное действие этих добавок сказывается в том, что они предупреждают образование наростов на краях и выступающих частях деталей. Наилучшими добавками являются декстрин (не более 1 г/л) и фенол или его сульфосоединения (1-10 г/л).
Для получения блестящих медных покрытий предложено большое количество блескообразующих добавок, обеспечивающих зеркальный блеск покрытий, придающих им пластичность и снижающих внутренние напряжения.
При работе с электролитами для получения блестящих покрытий особое внимание следует уделять анодам. Анодный процесс растворения меди достаточно сложен и подробно описан в статье.
Взвешенные частицы шлама
обычно являются причиной грубого шероховатого осадка. Вообще, медное покрытие особенно склонно к дендритообразованию при осаждении с нарушением технологического процесса, к которому относится и присутствие шлама в растворе. Частички шлама становятся при этом центрами кристаллизации и ток, вместо того, чтобы идти на зарождение новых зерен меди, расходуется на обрастание и разрастание этих частиц. Дендриты могут появляться и по другим причинам, одной из которых также является превышение допустимой плотности тока на выступающих частях деталей. Примеры дендритов на медном покрытии приведены на рисунке 2. Пример дендрита на циллиндрическом катоде и поперечный рез такого дендрита приведены на рисунке 3.

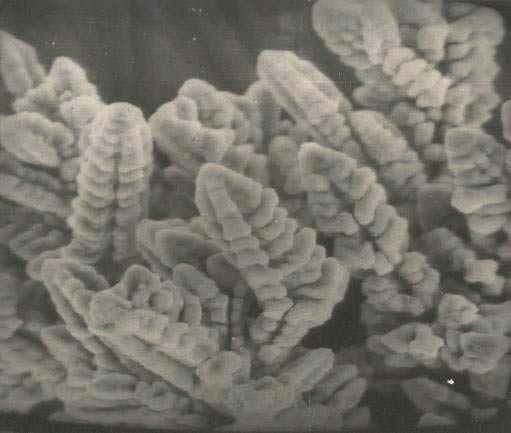
Рисунок 2 – Примеры дендритов на медном покрытии.


Рисунок 3 – Пример дендрита на циллиндрическом катоде и поперечный рез такого дендрита.
На качество получаемых блестящих покрытий большое влияние оказывает концентрация ионов Сl–. При пониженной концентрации снижается блеск покрытий и образуются прижоги на острых кромках деталей, при повышенном содержании образуются полосы на покрытиях.
Вредными примесями в
медных сульфатных электролитах являются мышьяк, сурьма, некоторые органические
вещества, образующие коллоидные растворы, анодный шлам.
Кроме сульфатных, используют фторборатные электролиты. Эти электролиты обладают высокой устойчивостью; получающиеся покрытия плотные и мелкокристаллические, рассеивающая способность электролитов примерно такая же, как у сульфатных. Большая растворимость фторбората меди позволяет применять повышенные плотности тока. Из этих электролитов осаждать медь непосредственно на стальные детали нельзя; необходим подслой никеля или меди из цианидных электролитов.
2.2 Процессы в щелочных электролитах меднения.
К щелочным электролитам относятся цианидные, пирофосфатные и этилендиаминовые электролиты. Основные достоинства: высокая рассеивающая способность, получение мелкокристаллических осадков, возможность непосредственно меднить стальные детали.
2.2.1 Цианистое меднение.
Довольно распространены цианидные электролиты. Условия осаждения меди из цианидных электролитов существенно отличаются от условий осаждения в кислых электролитах.
В цианидных электролитах медь находится в составе комплексных ионов, степень диссоциации, а, следовательно, и активность ионов меди очень мала. Поэтому потенциал выделения меди в них примерно на 0,9-1,2 В отрицательнее, чем в сульфатных растворах.
При малом количестве цианида аноды пассивируются. При недостаточном количестве свободного цианида, когда происходит пассивация анодов и на них разряжаются ионы ОН– с выделением кислорода, то не весь образующийся кислород выделяется в виде газа, а часть его расходуется на окисление цианида в цианит. Уменьшение содержания цианидов происходит также из-за взаимодействия их с углекислотой воздуха и образования карбонатов (NaCN → Na2CO3 ).
Содержание свободного цианида оказывает на катодный и анодный процессы противоположное влияние: для катодного процесса требуется минимальное содержание цианидов, для анодного – максимальное. При недостатке свободного KCN на анодах образуется зеленоватая пленка CuCN из-за того, что ионы меди не в состоянии перейти в комплексное соединение. Свободная поверхность анода уменьшается, плотность тока растет, и анодное растворение происходит с образованием ионов двухвалентной меди, которые в виде нерастворимого гидрата осаждаются на аноде. При этом аноды пассивируются и наблюдается интенсивное выделение кислорода.
Основными компонентами медных цианидных электролитов являются комплексный цианид меди и свободный цианид натрия. Из приведенных данных видно, что степень диссоциации комплексных ионов очень мала и уменьшается с увеличением содержания CN– в комплексе. Этим, по-видимому, объясняется повышение катодной поляризации при увеличении содержания свободного цианида в электролите.
Содержание меди в электролите во время работы обычно уменьшается вследствие недостаточной растворимости анодов. Снижение концентрации ионов меди в электролитах приводит к образованию пористых осадков. Кроме того, работая с малоконцентрированными медными электролитами, можно применять только пониженные плотности тока.
Постоянным компонентом цианидных электролитов является карбонат. Он накапливается в результате окисления цианида кислородом воздуха, особенно при нагревании:
2NaCN + 2Н2О + 2NaOH + О2 = 2Na2CO3 + 2NH3
Присутствие карбонатов в небольших количествах полезно, поскольку при этом повышается электропроводность электролитов. Однако при их накоплении свыше 70 г/л, а в концентрированных – до 140 г/л аноды проявляют склонность к пассивированию, а покрытия получаются пористыми. Карбонаты можно удалять при помощи хлорида бария и вымораживанием, охлаждая электролит до -5 °С. Следует отметить, что карбонаты натрия легче выпадают в осадок, чем калиевые. Сульфаты существенного влияния на процесс электролиза не оказывают.
Введение в электролит депассиваторов, в качестве которых применяют сегнетову соль KNaC4H4O6•4H2O и роданид калия KCNS, позволяет повысить рабочую плотность тока и устранить пассивацию анодов, но при этом следует одновременно повышать температуру электролита.
Высококонцентрированные по меди электролиты, содержащие депассиваторы, позволяют применять высокие плотности тока (до 10 А/дм2) при повышенной температуре и перемешивании. При этом возможно получить выход по току, близкий к 100 %.
Сульфиды, вводимые в
электролит, играют роль восстановителя, предупреждая накопление в ванне ионов
меди Cu2+.
Для замены ядовитых цианидных электролитов применяют пирофосфатные и этилендиаминовые электролиты.
2.2.2 Пирофосфатное меднение.
Из пирофосфатных электролитов получают медные осадки с мелкозернистой структурой. При нанесении тонких слоев осадки получаются гладкими, блестящими или полублестящими. Преимущества пирофосфатных электролитов перед кислыми заключаются в высокой рассеивающей способности и возможности непосредственно проводить меднение стальных деталей в разбавленном пирофосфатном электролите.
Основные компоненты пирофосфатных электролитов: CuSO4 или Сu2Р2О7 и К4Р2О7 или Na4P2O7. В растворах в присутствии Na4P2O7 образуется комплексная соль Na6[Cu(P2O7)2]; при избытке свободного пирофосфата может образовываться Na2[Cu(P2O7)2]. Константы нестойкости комплексов [Сu(Р2О7)2]6- и [Сu(Р2О7)2]2- соответственно равны 3•10-3 и 2•10-9.
В щелочных растворах при рН 8 и достаточном избытке свободных ионов Р2О74- медь находится преимущественно в виде шестизарядных комплексных ионов [Сu(Р2О7)2]6-.
В пирофосфатные электролиты вводят NH4NO3, который способствует повышению допустимой катодной и анодной плотностей тока и улучшает качество осадков. Из пирофосфатных электролитов можно получать блестящие осадки. В качестве блескообразующих добавок вводят Na2SeO3 совместно с лимонной или триоксиглутаровой кислотой, 2-меркаптотиазол и другие вещества.
При повышенных плотностях
тока может происходить пассивация анодов за счет образования на их поверхности
труднорастворимой оксидной или солевой пленки.
Катодный потенциал меди в пирофосфатных электролитах имеет более отрицательное значение, чем в кислых. Большая катодная поляризация объясняется пассивированием поверхности катода вследствие адсорбции ионов Р2О74- или образования оксидных (Сu2О8) и труднорастворимых соединений (Сu2Р2О7) в виде фазовой пленки.
Предполагают, что выделение меди на катоде из пирофосфатных растворов происходит в результате восстановления двухзарядных комплексов:
CuP2O72- + 2e– → Cu + Р2О74-,
образующихся при диссоциации шестизарядных комплексов:
Cu(P2O7)26- ↔ CuP2O72- + Р2О74-.
С повышением температуры ускоряется выделение меди, что связано как с ускорением диффузии комплексных анионов к катоду, так и с облегчением их разряда.
Структура осадков меди из пирофосфатного электролита более мелкая, по сравнению с сернокислымирастворами, с ростом плотности тока она укрупняется (рисунок 4)
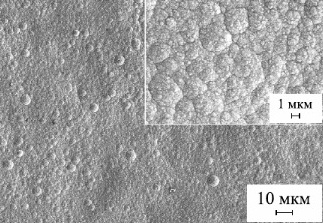
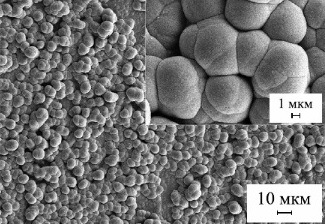
Рисунок 4 – Микроизображения медного покрытия из пирофосфатного электролита при плотности тока 0,5 А/дм2 (слева) и 1 А/дм2 (справа).
Анодный выход по току в этих электролитах несколько выше катодного, поэтому при корректировке нет необходимости добавлять медные соли. Анодную плотность тока рекомендуется поддерживать в пределах 2-4 А/дм2. При более низкой плотности тока растворение идет недостаточно быстро, при более высокой – на поверхности анодов образуется труднорастворимая оксидная пленка.
Для предотвращения пассивации анодов должно быть достаточное количество свободных анионов Р2О74- и достаточно высокое рН раствора. Повышение температуры способствует отводу продуктов реакции и, следовательно, уменьшению пассивации анодов. Для этой же цели в электролиты вводят депассиваторы, которые способствуют снижению активности ионов Cu2+ в прианодном слое.
При работе пирофосфатных
ванн рекомендуется проводить фильтрацию электролита: для полублестящих
осадков – периодически или непрерывно, для блестящих – непрерывно.
Особенностью
этилендиаминовых электролитов меднения является возможность непосредственного
меднения стальных деталей. Детали в ванну загружают под током плотностью в 3-5
раз превышающей рабочую.
Данная статья является интеллектуальной собственностью ООО “НПП Электрохимия” Любое копирование без прямой ссылки на сайт www.zctc.ru преследуется по закону. Текст статьи обработан сервисом Яндекс “Оригинальные тексты”
Меднение в домашних условиях: технология и материалы

Обработка поверхности различных предметов производится для придания декоративного эффекта или в качестве промежуточной процедуры, предваряющей дальнейшие действия. Многие процессы доступны для выполнения и не требуют большого количества оборудования. Один из наиболее популярных способов обработки — меднение, его можно выполнить и в домашних условиях.
Что представляет собой процесс меднения
Меднение — это процесс нанесения на поверхность предмета тонкого слоя меди. Оно выполняется гальваническим методом, т. е. путем переноса ионов меди от положительно заряженного источника на обрабатываемую поверхность, заряженную отрицательно. Чаще всего процесс гальванического нанесения меди является подготовительным этапом перед покрытием никелем и хромом, но нередко меднение металла становится самостоятельным видом финишной отделки. Широко используется гальванопластика, для которой требуется создать покрытие из меди.

Разновидности меднения
Существует два варианта меднения в домашних условиях:
- С погружением обрабатываемой детали в электролит.
- Без погружения.
С погружением обрабатываемой детали в электролит. Для выполнения процедуры надо иметь емкость с электролитом, имеющую достаточный объем. После предварительной подготовки, состоящей в очистке поверхности наждачной бумагой и промывке в горячем растворе соды, предмет подключается к отрицательному электроду и погружается в электролит на определенное время.
Меднение с погружением детали в электролит
Без погружения. Можно обработать сталь, алюминий, свинец, цинк. Обработка производится без погружения в емкость, обычно такой вариант применяется для крупных деталей.
Оба варианта вполне доступны для самостоятельного выполнения в домашних условиях.

Меднение стали
Оборудование и материалы, необходимые для нанесения медного покрытия
Чтобы выполнять меднение стали или других металлов, придется запастись кое-какими материалами и устройствами. Понадобятся:
- Соляная кислота.
- Медный купорос (сернокислая медь).
- Дистиллированная вода.
- Источник постоянного тока, желательно с регулируемым напряжением (один из вариантов — ЛАТР), но подойдет и обычный трансформатор на 6–12 В.
- Емкость для электролита (оптимально — стеклянный резервуар).
- Две медных пластины, которые могут свободно поместиться в емкость.
- Соединительные провода.
Из воды, медного купороса и соляной кислоты надо изготовить электролит. Сначала в воду добавляется медный купорос, до получения насыщенного раствора. Его надо тщательно перемешивать, чтобы не оставалось твердых частиц. Затем в раствор тонкой струйкой добавляется соляная кислота (не наоборот!). Всего для нанесения покрытия понадобится:
- Вода — 980 г.
- Сернокислая медь — 190 г.
- Серная кислота — 40 г.
Теперь все готово, можно приступать к меднению в домашних условиях.
Внимание! Необходимо учитывать, что соляная кислота — химически активный реагент, поэтому следует запастись средствами защиты — перчатками, очками, максимально подготовить рабочее место.
Технология меднения
Порядок действий при нанесении покрытия:
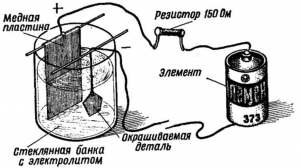
Схема гальванического меднения
- Надо удалить тонкую пленку окислов с поверхности детали, подлежащей обработке. Используется наждачная бумага, металлическая щетка или иные абразивные материалы. Необходимо действовать очень аккуратно, поскольку сильные повреждения металла останутся заметными. В идеале, поверхность должна быть отполирована.
- Затем изделие тщательно промывается в горячем растворе кальцинированной соды. Это действие позволяет обезжирить поверхность.
- Подготовленное изделие подключается к отрицательному электроду от источника питания и помещается в раствор электролита.
- В раствор электролита опускаются медные пластины с присоединенным к ним положительным электродом от источника питания (анод). Необходимо следить, чтобы анод и катод не соприкасались. В идеале, расстояние между ними должно быть во всех участках одинаковым, но на практике этого сложно добиться.
- Меднение металла производится в несколько приемов. Первый слой покрытия, полученный в течение нескольких минут, рекомендуется удалить и вновь промыть деталь в содовом растворе. Это усилит сцепление слоя омеднения с основным металлом. Деталь выдерживается в растворе около 20–30 минут. Толщина слоя покрытия может достигать 300 мкм.
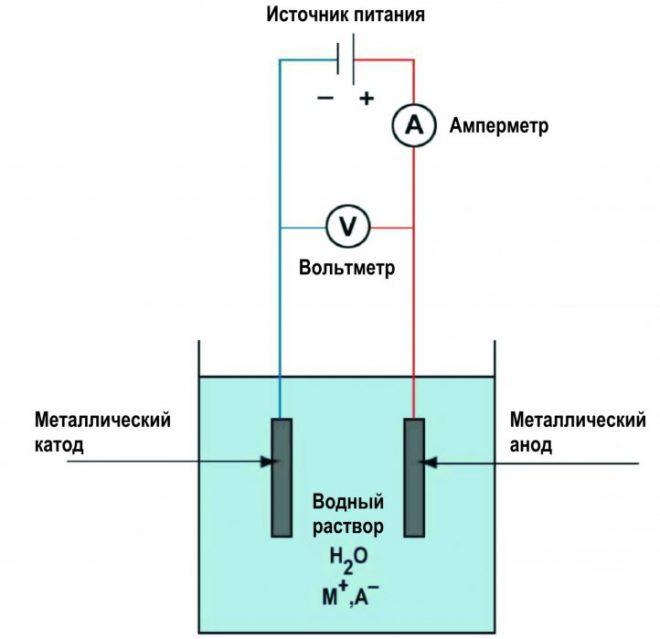
Схема осаждения металла
Нередко бывает необходимо удалить слой покрытия с хромированных частей. Для этого на деталь подается отрицательный заряд, а на положительный электрод наматывается тряпочка, смоченная в растворе серной кислоты (5%). Ею протирается поверхность детали, слой хромирования снимается. При выполнении процедуры необходимо защищать кожу, органы зрения и дыхания от паров кислоты.
Меднение деталей без погружения в раствор
Меднение алюминиевой детали без погружения в раствор
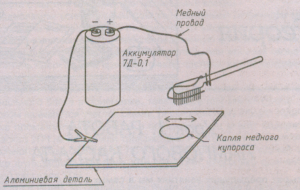
Гальваническое омеднение может выполняться без погружения детали в емкость с электролитом. Для этого надо подключить к ней отрицательный электрод. В качестве положительного контакта берется медный многожильный провод, конец которого освобождается от изоляции на 1–2 см и разминается так, чтобы получилось некое подобие кисти.
Для нанесения слоя медного покрытия «кисточка» обмакивается в электролит, затем ее концом проводят по поверхности детали, не прикасаясь к ней, но стараясь, чтобы между ними находилась прослойка. Постоянно обмакивая анод в электролит, покрывают слоем меди всю поверхность. Процедура требует навыка и времени, но результат того стоит.
Гальванопластика
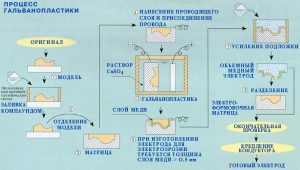
Процесс гальванопластики
Покрытие медью может быть выполнено не только на металлических предметах. Широко распространена гальванопластика, когда меднение выполняется по различным засушенным растениям, насекомым и прочим неметаллическим предметам.
Технология нанесения покрытия мало отличается от обычной, только вначале процесса на поверхность надо нанести электропроводный лак. После засыхания лакового покрытия производятся обычные действия по нанесению слоя меди. Полученные изделия обладают высокими декоративными или художественными качествами и высоко оцениваются зрителями.
Видео по теме: Как сделать меднение своими руками в домашних условиях
Меднение в домашних условиях: химическое, гальваническое
В современном мире больше распространение получил медный сплав. Он наносится на поверхность для придания внешней привлекательности различных изделий. Меднение в домашних условиях зачастую проводится для существенного повышения показателя электропроводности. В некоторых случаях рассматриваемый процесс является промежуточной операцией, которая позволяет нанести другое вещество на поверхность.
 Меднение в домашних условиях
Меднение в домашних условияхИспользование меднения
Покрытие медью различных заготовок в последнее время часто проводится в домашних условиях. В большинстве случаев технология применяется для достижения следующих целей:
- Декорирование металла или пластика. Меднение металла в домашних условиях часто проводится для того, чтобы получить старинные на вид изделия, которые пользуются большой популярностью. Специальная процедура состаривания позволяет создать эффект длительного использования изделия. Кроме этого, медь после нанесения напоминает золото. Именно поэтому небольшой слой можно нанести для получения статуэтки или сувенира.
- Гальванопластика. Меднение стали подобным образом также может проводиться в домашних условиях. Суть технологии заключается в создании восковой или пластиковой основы, которая покрывается слоем рассматриваемого сплава. Гальванопластика часто применяется для получения ювелирных изделий или сувениров, матриц и волноводов. Применение специальных материалов позволяет существенно повысить качество покрытия.
- Получение деталей, используемых при создании различных механизмов. Меднение чугуна или другого металла проводят на производственных площадках при различных технологий. Покрытие заготовки медью позволяет существенно повысить электротехнические качества. Подобным образом можно получить клеммы или прочие подобные элементы, которые будут эксплуатироваться под напряжением. Изделия из чистой меди обходятся очень дорого. Именно поэтому часто применяется рассматриваемая технология.

Меднение стали
Меднение пластика в домашних условиях проводится крайне редко, так как подобный материал не выдерживает воздействие высокой температуры. Кроме этого, пластичность основания приводит к появлению структурных трещин.
Особенности меднения в домашних условиях
Меднение металла – особая технология нанесения слоя меди толщиной 1-300 мкм и больше. Особенности применяемых технологий определяют то, что медное покрытие будет прочно держаться на поверхности металла. Среди особенностей, которые приобретает заготовка, отметим следующие моменты:
- Пластичность.
- Высокая электропроводность. Медные изделия хорошо известны с тем, что могут проводить электричество и при этом не нагреваются. Именно поэтому часто создаются изделия, которые покрываются подобным сплавом.
- Более привлекательный вид. Медь блестит на солнце, на поверхности появляются блики.
- В атмосферных условиях сплав легко окисляется и покрывается налетом. Этот момент стоит учитывать при рассмотрении того, где и как именно будет использоваться изделие.
- Медная пленка со временем покрывается пятнами и радужными разводами.

Окисление стали
Обмеднение в домашних условиях может проводиться при применении специального раствора. Стоит учитывать, что процесс предусматривает использование специальных реагентов. Поэтому нужно предусмотреть наличие эффективной приточной вентиляции, а также индивидуальных средств защиты. Меденение пластика несколько отличается, предусматривает применение особой технологии.
Разновидности меднения
Рассматриваемая процедура доступна для выполнения даже новичкам в сфере металлургии. Для получения качественной поверхности нужно знать все особенности процесса. Меднение свинца и других металлов в домашних условиях может проводиться при применении двух различных технологий:
- С погружением в электролит. Подобная технология предусматривает окунание заготовки в подготовленный раствор, после чего подводится напряжение. Зачастую применяется в том случае, если размеры заготовки небольшие, так как требуется меньшее количество специального электролита. Для погружения заготовки требуется ванная или другая емкость, которая не реагирует на воздействие применяемого раствора.
- Без погружения в заранее подготовленную емкость. Она сложна в исполнении, но также позволяет достигнуть высокое качество медной поверхностной пленки.
В обоих случаях предусматривается подвод электричества, за счет чего вещество активизируется.
Наиболее подходящий способ обработки выбирается в зависимости от того, какой нужно достигнуть результат. Примером назовем:
- Получение защитно-декоративного слоя. В этом случае часто проводится смешивание хрома с никелем и медью. За счет подобного сочетания сплавов можно получить надежную поверхность.
- Для защиты поверхности на момент цементирования. Нанесение тонкого слоя меди позволяет защитить заготовку от цементирования. Покрывается раствором поверхность, которая в дальнейшем будет обрабатываться резанием.
- Восстановление и ремонт деталей. При восстановлении хромированных деталей автомобиля и мотоциклов может применяться рассматриваемая технология. При нанесении слоя не более 250 мкм можно скрыть поверхностные дефекты металла.
Обе технологии обработки характеризуются своими определенными особенностями, которые нужно учитывать.
Меднение в растворе с электролитом
Гальваническое покрытие медью в домашних условиях с погружением проводится крайне часто. Подобная технология позволяет получить равномерное покрытие. К особенностям подобного способа обработки можно отнести следующие моменты:
- Для удаления оксидной пленки перед меденением заготовка обрабатывается наждачной бумагой. После этого изделие промывается и обезжиривается горячей смесью из соды. Если не уделить внимание подготовительному этапу, то проводимый процесс не позволит получить устойчивое к механическому воздействие изделие. Металл, который подвержен воздействию коррозии, должен быть хорошо очищен, так как даже мелкая крошка может сделать поверхность неоднородной.
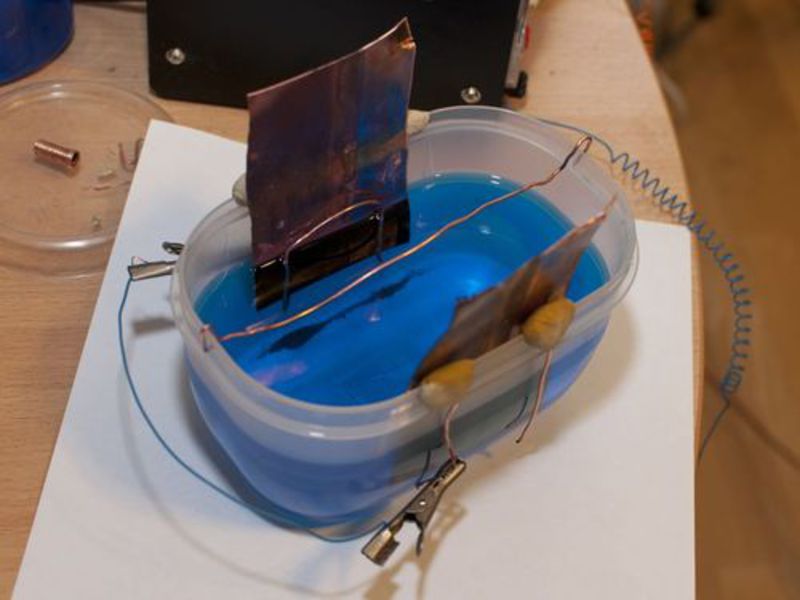
- В банку или другую емкость на медных проволоках опускается две пластины из этого же сплава. Они выступают в качестве анода. Применяемая тара должна быть из стекла.
- Между двумя анодами подвешивается обрабатываемая деталь, которая подключается к минусу, а пластины к плюсу. В качестве источника питания может использоваться батарея, выдающее напряжение 6В.
- Гальваническое меднение предусматривает применение определенного раствора. Он является связующим элементом между деталью и анодами. Раствор для гальванического меднения можно создать изготовить, для чего берется 20 грамм медного купороса и 3 миллилитра серной кислоты. Для разбавления и смешивания этих ингредиентов можно использовать 100 миллилитров дистиллированной воды. При работе с полученным раствором нужно быть крайне внимательным, так как при попадании вещества на открытые участки кожи могут возникнуть ожоги.
- Меднение алюминия медным купоросом в домашних условиях может проводиться только в том случае, если электроды были полностью покрыты раствором. Если они будут находиться в сухом состоянии, то они могут нагреться и расплавиться. При длительной обработке вещество может нагреться и его объем уменьшится.

Гальваническое меднение
При применении рассматриваемой технологии сила тока устанавливается на уровне 15 мА на каждый квадратный сантиметр. На покрытие всей поверхности специальным сплавом, как правило, уходит не менее 20 минут. При увеличении протяженности срока покрытие становится толще.
Меднение без опускания в раствор
Подобный метод применяется для покрытия стали, цинка или алюминия. Покрытие изделия медью в домашних условиях в этом случае проводится проводом, с которого предварительно снимается изоляция для получения своеобразной кисти. Обратный конец провода подключают к плюсу источнику энергии. Химическое меднение в домашних условиях также предусматривает использование специального раствора, который повышает эффективность процесса.
Среди особенностей создания требующего раствора можно отметить следующие моменты:
- Используется раствор медного купороса. Его можно приобрести в специализированных магазинах. Кроме этого, специальный электролит изготавливается при смешивании различных химических элементов.
- Состав немного подкисляют. За счет этого существенно повышается эффективность проводимой процедуры.
Вещество наносится на поверхность, после чего подготавливается металлическая поверхность. Она очищается от загрязняющих веществ, после чего обезжиривается. После этого подготовленная заранее пластина укладывается в ванночку и к ней подводится минус от источника тока.

Меднение алюминия
Подобный процесс предусматривает, чтобы между собранными проводками и пластиной постоянно был слой электролита. За счет этого обеспечивается высокая степень проводимости. Для того чтобы покрыть изделие небольших размеров требуется сего несколько секунд.
После нанесения покрытия изделие сушится на воздухе. Нельзя допускать попадания различных загрязняющих веществ. Следующий шаг заключается в натирании медной прослойки шерстяной тряпкой или другим сукном. В большинстве случаев рассматриваемая технология применяется в том случае, когда изделие имеет большие размеры и не может погружаться в ванную.
Необходимое оборудование
Медное покрытие может наноситься в домашних условиях при применении даже самого обычного оборудования. Установка ванной для проведения рассматриваемой процедуры проводится примерно также, как и гальванических. Стоит учитывать, что существует два типа активных растворов: кислые и щелочные.
При работе может применяться:
- Небольшие медные пластины в качестве электродов.
- Проволока для подачи тока.
- Источник тока, к примеру, АКБ, который рассчитан на подачу тока напряжением 6 В.
- Для регулировки силы тока может устанавливаться реостат.
Меднение алюминия и других сплавов в домашних условиях не требует большого количества времени. Для очистки получаемой поверхности могут применяться различные ткани.
Меднение в домашних условиях – гальваника медью: сталь, вольфрам
Содержание статьи:
- Гальваника медью в домашних условиях: общие сведения
- Необходимые инструменты
- Подготовка материала
- Как правильно подготовить электролит
- Подготовка материала для меднения
- Техника безопасности
- Гальваника в домашних условиях: меднение
- Метод погружения
- Покрытие без погружения
- Особенности гальванопластики
Меднение в домашних условиях – это технологический процесс, позволяющий наносить на металл, а также другие материалы (вольфрам, сталь) слой меди толщиной от 1 до 300 мкм. Покрытие медным слоем обеспечивает хорошую адгезию металла и при увеличении толщины покрытий придает блеск изделиям, устраняет небольшие дефекты, позволяет создавать копии вещи. Удивительно, но все это можно делать и самим. Сегодня мы расскажем, как осуществить меднение металла в домашних условиях.
Гальваника медью в домашних условиях: общие сведения
С технической точки зрения обработка – это электрохимический процесс. В процессе всегда есть два «участника» анод+электролит (источник металла) и деталь.
Технология гальваники медью в домашних условиях достаточно проста. Заключается она в том, что за счет электролита и проводимого через него тока выделяются атомы металла. Они оседают на поверхности, образуя медное покрытие.
Среди основных этапов гальванического меднения в домашних условиях:
- Подготовка поверхности (механическая и химическая).
- Нанесение подслойного покрытия (если необходимо)
- Меднение в соответствующем исходному металлу электролите.
Для декоративного гальванического меднения подойдут электролиты матового и блестящего меднения. После нанесения слоя, можно обработать поверхность в электролитах серебра, золота никеля и т.д.
Необходимые инструменты для меднения в домашних условиях
«Ингредиенты», без которых меднение не состоится, но которые реально подготовить в домашних условиях. Наши гальваники утверждают, что прежде всего, нужны:
- Источник постоянного тока.Выбирается в зависимости от размера изделия.
- Аноды. Анодные пластины выполняют несколько функций. В первую очередь, они подводят в электролит ток, во-вторых, они возмещают убыль металла, уходящего на покрытие изделия.
- Рабочий электролит. Кислотный, щелочной или пирофосфорный раствор. Состав электролита выбирается в зависимости от исходного металла. Необходимо помнить, что любой электролит не универсален и подойдет не для всех работ.
Подготовка материала
Как правильно подготовить простой электролит меднения
Стоит отметить, что гальваника в домашних условиях медью сложна, потому что химические реактивы найти непросто. Компании, реализующие подобные продукты, не продают их без специальных документов. Но вы можете сделать все сами.
Электролит в домашних условиях возможно приготовить только при условии точного соблюдения рецептуры. В состав простейшего электролита входит:
- Дистиллированная вода (или бидистиллят).
- Медный купорос.
- Соляная или другая кислота.
Готовый раствор имеет яркий синий цвет, запаха нет. Допускается наличие некоторого осадка. Важно соблюдать все меры безопасности с химическими реактивами, особенно в домашних условиях: защита рук и глаз в первую очередь. Одежду, на которую случайно мог пролиться раствор, – лучше перевести в разряд дачной.
Хранить такую жидкость лучше в стеклянных бутылках или пластиковых канистрах, а также обязательно указать дату розлива и название раствора. Правильное хранение компонентов избавит вас от возможных проблем. Приготовление электролита должно проходить в чистой пластмассовой или стеклянной посуде.
Подготовка материала для меднения в домашних условиях
Химическое меднение — это альтернатива электрохимическому способу, но не всегда может его заменить. В этом процессе важно тщательно подготовить деталь, бесследно устранив царапины, загрязнения, сколы и т.д. Для того, чтобы обезжирить вещь, можно пускать в ход и чистые растворители, и обезжиривающие растворы.
При этом универсального метода нет – разные виды металла подвергаются очистке по-разному:
- Сталь. Обезжиривать сталь можно раствором, содержащим едкий натрий и едкий калий при 70-90 градусов по Цельсию. Это займет около 20-30 минут. Будьте аккуратны, пользуйтесь вытяжкой.
- Медь и сплавы. Обезжиривание осуществляется едким натрием, нагретым предварительно до 40°, около 10 минут.
- Чугун. Для процесса обезжиривания нужен раствор, содержащий едкий натрий, жидкое стекло, карбонат натрия и фосфат натрия при нагревании до 90°.
- Вольфрам. Меднение вольфрама в домашних условиях начинается с чистки предмета от грязи и прочих дефектов наждачной бумагой.
Техника безопасности при меднении в домашних условиях
Несмотря на возможность гальваники в домашних условиях (меднения), процесс остается опасным. В любом гальваническом процессе задействованы токсичные вещества, способные сильно нагреваться. Поэтому нужно неукоснительно соблюдать меры предосторожности.
Первое правило гальваники медью в домашних условиях – работайте только в нежилом, хорошо проветриваемом помещении. Подойдут такие места, как мастерская или гараж. Второе правило – применяемое оборудование нужно заземлить. Третье – это соблюдение личной безопасности.
Для обеспечения собственной защиты при меднении в домашних условиях нужно:
- Постоянно быть в респираторе, чтобы обезопасить дыхательные пути. лучше всего использовать вытяжку.
- Защитить руки прочными прорезиненными перчатками.
- Надеть специальную форму или клеенчатый фартук, противоожоговую обувь.
- Не забыть очки для безопасности зрительных органов.
- Не приносить в помещение еду и питье.
Перед меднением лучше заранее озаботиться прочтением специализированной литературы по данной теме. Желательно посоветоваться со специалистами данного профиля.
Гальваника в домашних условиях: меднение
Почему в гальванике столь востребована именно медь? Она имеет высокую адгезию (иными словами – сцепление) к самым разным материалам. Это значит, что она превосходно держится на изделиях из стали, вольфрама, не отлетая и не скалываясь.
Медь – красивый яркий металл, внешне напоминает самородки розово-красного оттенка. Материал проводит не только тепло, но и электрический ток – отсюда и высокий спрос в сфере электротехники и приборостроении. Однако чистую медь найти сложно. Чаще она поставляется с различными примесями.
Медные покрытия:
- Отличаются малым сопротивлением, что используется в электротехнике
- Скрывает мелкие недочеты поверхности.
- Быстро окисляется, что используют для получения эффекта «антик».
Технологий меднения существует две. Одна происходит путем погружения изделия в раствор электролиты (с подачей тока или без). Второй же способ – это метод селективного нанесения покрытия без погружения в раствор. Рассмотрим оба.
Метод погружения
В домашних условиях поверхность, подвергаемую гальванике, следует скрупулезно образом обработать. Например, наждачной бумагой и щеточкой. После обязательно обезжирьте деталь и промойте.
Дальше:
- Анодную пластину (можно две) помещают в емкость, которую будем называть ванной. На аноды замыкают положительную клемму.
- Между анодами на любом удобном проводнике подвешивается деталь, к ней подводят отрицательный полюс от блока питания.
- Готовый раствор вливается в ванночку – при этом уровень покрытия должен быть выше, чем расположена деталь.
- После подключения электродов к источнику тока выставляют рабочий ток. Это примерно 1 А/кв.дм. покрытия.
Продолжительность работы зависит от необходимой толщины слоя, обычно от 5 минут.
Покрытие без погружения
Данный способ меднения имеет ограничения – чаще всего он подходит для реставрации поверхности. Таким способом можно нанести только небольшую толщину металла. Нет смысла покрывать таким методом изделия, которые можно меднить в ванне.
Порядок действий при гальваническом меднении в домашних условиях:
- Готовят «тампон» для нанесения покрытия. Берут медный проводник и наматывают кусок искусственной ткани (полиэстер подойдет).
- Противоположный конец проводника подсоединяют к положительной клемме источника напряжения.
- Электролитным раствором наполняют емкость – так удобнее окунать карандаш.
- Деталь аккуратно очищают и обезжиривают, а потом помещают в пустую ванночку. Там изделие подсоединяется к отрицательной клемме.
- Тампон смачивают в растворе. Затем им проводят по поверхности изделия, закрашивая ее постепенно.
Процесс длится до полного покрытия медным слоем изделия.
Особенности гальванопластики в домашних условиях
Гальванопластика — это процесс нанесения меди на проводящую или непроводящую поверхность изделия с последующим снятием покрытия с негативной матрицы. Таким образом можно получить множество очень точных копий с одного изделия. При этом, есть условие: наращивание меди толщиной не менее 200 мкм, чтобы изделие получилось прочным.
Важно учесть, что, если поверхность изделия не имеет свойств проводника, то потребуется больше усилий – а именно, особое предварительное покрытие графитом, серебром или медью. Основным металлом для осуществления гальванопластики считается медь, но можно выращивать матрицы из серебра чистотой 9999.
Обучение гальванике
Можно сделать вывод, что меднение сегодня — это один из наиболее актуальных гальванотехнических процессов, обучиться которому может каждый. Компания «6 микрон» проводит обучение по направлению «Гальваника» для всех желающих! Вы сможете выбрать удобную для Вас программу обучения, которая лучше всего подойдет для гальваники в домашних условиях и не только. Все интересующие вопросы можно задать по телефону или по электронной почте, наши технологи проконсультируют по курсам для обучения.
Видео руководство по меднению деталей в домашних условиях:
Подробности Вы можете узнать по ссылке://6mkm.ru/uslugi/obuchenie-komplekti-dlya-prodazhi/
Автор материалов:Гордиенко Анастасия Вадимовна
Должность: главный технолог ООО «6 микрон»
Образование: высшее
Опыт работы в гальванике: 11 лет
Задать свой вопрос
3.9 / 5 ( 127 голосов )
Смотрите также:
10000
С ценами на услуги по гальваническому меднению можно ознакомиться в конце этой статьи. Процесс гальванического меднения в большинстве случаев является…
10000
Медь – один из первых материалов, которые смог «приручить» человек. Открытый около четырех тысяч лет назад, этот материал сегодня сохраняет…
10000
Медные покрытия редко используются как самостоятельные – в основном они нужны для промежуточных слоев перед никелированием, хромированием, серебрением. При этом…
суть метода, изготовление химических растворов, меднение изделий своими руками
 Гальваника представляет собой раздел электрохимической науки, которая изучает осаждение некоторых элементов на любую поверхность. С помощью гальваники в домашних условиях или в промышленности можно нанести на изделие тонкий слой металла, который будет выступать в роли защитного слоя или выполнять декоративные функции. В последнее время декоративное покрытие набирает популярность у тех, кто хочет сделать оригинальный подарок своим друзьям и родным.
Гальваника представляет собой раздел электрохимической науки, которая изучает осаждение некоторых элементов на любую поверхность. С помощью гальваники в домашних условиях или в промышленности можно нанести на изделие тонкий слой металла, который будет выступать в роли защитного слоя или выполнять декоративные функции. В последнее время декоративное покрытие набирает популярность у тех, кто хочет сделать оригинальный подарок своим друзьям и родным.
Общие сведения
 Покрытие гальваникой бывает технологическим или декоративно-защитным. Это тонкий металлический тонкий слой, который в зависимости от гальванических элементов может выполнять эстетические функции. Гальванопластика не увеличивает прочность изделия, поскольку в этом случае требуются большие производственные мощности, но для красоты и придания «свежести» вполне подойдет.
Покрытие гальваникой бывает технологическим или декоративно-защитным. Это тонкий металлический тонкий слой, который в зависимости от гальванических элементов может выполнять эстетические функции. Гальванопластика не увеличивает прочность изделия, поскольку в этом случае требуются большие производственные мощности, но для красоты и придания «свежести» вполне подойдет.
Гальванические реакции происходят с помощью постоянного электрического тока. В специальную емкость-диэлектрик наливают раствор — электролит, в который погружают два анода. Аноды должны быть изготовлены из металла, который будет осаждаться на покрываемом изделии.
Обрабатываемая деталь присоединяется к минусовому выводу и помещается между анодами. Она выполняет роль катода. Аноды, в свою очередь, присоединяются к плюсовому контакту источника питания. Они становятся частью цепи, проводя ток в электролит и отдавая ему свои металлические элементы. Электролит передает необходимые частицы обрабатываемой детали, они постепенно обволакивают её тонким слоем. Аноды по площади должны превышать в несколько раз размер заготовки.
Другими словами, гальванизация представляет собой перенос молекул металла раствора на изделие в момент протекания через них электротока.
Любой гальванический процесс можно разбить на общие этапы:
- Сборка гальванической установки.
- Подготовка электролитного раствора.
- Обработка и подготовка образца.
- Запуск гальванического процесса.

Необходимое оборудование
 Оборудование можно подготовить самостоятельно. Сначала подбирается подходящий источник питания. Это может быть батарейка (для обработки изделий небольшого размера) или аккумулятор. Подойдет понижающий блок питания, который выдает на выходе постоянный ток до 12 вольт. Иногда используют инвертор от сварочного аппарата. Подбирается реостат для регулирования силы тока.
Оборудование можно подготовить самостоятельно. Сначала подбирается подходящий источник питания. Это может быть батарейка (для обработки изделий небольшого размера) или аккумулятор. Подойдет понижающий блок питания, который выдает на выходе постоянный ток до 12 вольт. Иногда используют инвертор от сварочного аппарата. Подбирается реостат для регулирования силы тока.
Из нейтрального, устойчивого к химически агрессивным веществам материала подбирается широкая и глубокая ванночка. Надо учитывать, что электролитический раствор при гальваническом процессе может нагреваться до девяноста градусов по Цельсию.
Подготавливаются две пластины, которые будут токопроводящими анодами.
Для нагрева ёмкости с электролитом нужен электрический прибор с возможностью плавной регулировки температурного режима. Чаще всего используют подошву утюга или небольшую электроплитку. С их помощью происходит нагрев раствора до необходимой температуры и ускорение реакции.
Химические реактивы необходимо хранить в плотно закупоренной стеклянной посуде. Желательно каждый предмет подписывать.
Потребуются весы для точного измерения массы веществ, поскольку необходимая точность веса компонентов составляет один грамм. Такие весы можно приобрести, а можно сделать самостоятельно, используя вместо гирек старые советские монеты. Вес «желтых» монет точно соответствует их номиналу.
Подготовка материала
 После того как собраны необходимые вещества, найдены ёмкости, собрана электрическая схема с питанием и подготовлена система подогрева, можно заняться чисткой заготовки.
После того как собраны необходимые вещества, найдены ёмкости, собрана электрическая схема с питанием и подготовлена система подогрева, можно заняться чисткой заготовки.
Если недостаточно хорошо почистить деталь, гальваническое покрытие непрочно осядет или будет неравномерным. Иногда хватает простого обезжиривания предмета. Раствор ацетона или спирта может хорошо обезжирить поверхность, можно использовать бензин.
Некоторые мастера держат изделия из стали в разогретом до 90 градусов по Цельсию растворе фосфорнокислого натрия. Цветные металлы можно очищать в том же растворе, не нагревая его.
Если на изделии есть коррозия или другие изъяны, то поверхность заготовки шлифуется наждачной бумагой.
Техника безопасности
Иногда про технику безопасности при различных работах в домашних условиях рассказывают вскользь. Но при выполнении любых гальванических работ нужно строго соблюдать безопасность.
Опасность заключается в использовании токсичных химических веществ, высокой температуре нагрева раствора и повышенными рисками, которые сопровождают электрохимические реакции.
Лучше всего гальванические работы проводить в гараже или мастерской при обязательном проветривании или вентилировании помещения. Особое внимание следует уделить заземлению оборудования. Нужно соблюдать меры личной безопасности, а именно:
- Дыхательные пути следует защитить респиратором.
- Руки и запястья должны быть спрятаны в высокие и прочные резиновые перчатки.
- Обувь должна защищать от ожогов, а одежда прикрыта клеенчатым фартуком.
- Обязательно ношение специальных защитных очков.
Во время работы не рекомендуется ни пить, ни есть, чтобы в пищевод не попали вредные и опасные вещества.
Меднение изделия
Перед началом работ по меднению в домашних условиях нужно подготовить необходимые материалы и оборудование. Надо позаботится об источнике напряжения и постоянного тока. Существует много рекомендаций касательно силы тока, разброс которого может быть большим. Поэтому желательно иметь реостат с возможностью плавной регулировки напряжения и для постепенного завершения процесса. Источником может служить автомобильный аккумулятор или выпрямитель с напряжением на выходе не больше 12 вольт. Для первых опытов будет достаточно обычной батарейки от 4.5 до 9 вольт.
Затем выбирается ёмкость для электролитического раствора, лучше всего из жаропрочного стекла. В любом случае все ёмкости для электролиза должны быть диэлектриками и выдерживать температуру не менее, чем 80 градусов по Цельсию.
В качестве анодов подойдут два больших медных листа. Они должны перекрывать по размеру заготовку. Из химических реактивов потребуются:
- Купорос медный.
- Кислота соляная либо серная.
- Вода дистиллированная.
Меднение в домашних условиях пользуется заслуженной популярностью, поскольку очень хорошо и надежно держится на стальных изделиях. Главное условие — правильно соблюдать технологию процесса.
Имеется два способа нанесения меди на поверхность:
- Помещение заготовки в раствор электролита.
- Неконтактный способ. В этом случае изделие не погружается в раствор.
Метод погружения
Подготавливается и обрабатывается поверхность изделия при помощи тонкого наждака и щеточки. После этого деталь моется в проточной воде, обезжиривается и еще раз промывается.
Этапы процесса омеднения следующие:
- Два медных анода подключают в сеть к положительным контактам и размещают их в стеклянную банку.
- К обработанному изделию подводят контакт с отрицательным значением напряжения и свободно подвешивают между анодами.
- Подключают реостат согласно электрической схеме для возможности регулирования силы тока.
- Подготавливается раствор в правильных пропорциях. На 100 г дистиллированной воды надо 20 г медного купороса и 2−3 г соляной кислоты. Вместо соляной кислоты можно использовать другую.
- Раствор выливается в посуду с медными пластинами и деталью таким образом, чтобы они полностью скрылись под поверхностью раствора.
- Подключается источник напряжения. Реостатом добиваются необходимой силы тока из примерного расчета 10−15 миллиампер на каждый квадратный сантиметр площади детали.
Весь процесс занимает примерно 15−20 минут. После обязательного выключения источника питания и остывания раствора готовое изделие с медным слоем на поверхности вынимается из банки.
Покрытие медью без погружения
Этот метод интересен тем, что его можно использовать для обработки не только стальных предметов, но и сделанных из других материалов. Например, алюминия и цинка. Порядок процесса следующий:
- Из многожильного медного провода изготавливается «кисточка». Конец провода оголяется. Из медных проводков создается подобие кисточки, чтобы затем прикрепить ее к деревянной ручке-держателю.
- Второй конец провода подключается к плюсовому контакту электрической цепи.
- В широкую ёмкость заливается стандартный электролитный раствор из медного купороса и соляной кислоты.
- Предварительно очищенная и промытая металлическая заготовка присоединяется к отрицательному контакту и размещается в пустой ёмкости.
- Импровизированная кисточка окунается в раствор электролита и проводится по поверхности заготовки без контакта. Это действие повторяется до получения результата.
Когда деталь полностью покроется слоем меди, выключается блок питания и процесс завершается. Деталь ополаскивается в воде и просушивается.
Обработка алюминия
Часто с помощью медного электролиза обновляют столовые приборы, сделанные из алюминия. Если нет опыта проведения этого процесса, то можно потренироваться нанести медь на алюминиевые пластинки. Порядок проведения процесса:
 Алюминиевую пластинку зачищают и обезжиривают.
Алюминиевую пластинку зачищают и обезжиривают.- Наносят на неё небольшое количество раствора медного купороса.
- Подсоединяют отрицательную клемму от источника питания к алюминиевой пластинке. Удачным способом соединения является металлический зажим-крокодил.
- Положительный полюс питания подается на медную «щеточку». Это конструкция из медного провода, один конец которого освобожден от оплетки, а медные щетинки образовали кисточку. Зажим от питания присоединяется ко второму концу провода. Сечение провода должно быть от одного до полутора миллиметров.
- Медную щетину обмакивают в раствор сернокислой меди и водят на близком расстоянии от поверхности алюминиевой пластинки. При этом нужно стараться не прикасаться щеточкой к заготовке, чтобы не замкнуть цепь.
- Омеднение происходит буквально на глазах.
- После окончания работы с пластины удаляют остатки не закрепившейся меди и протирают спиртом.
 Алюминиевую пластинку зачищают и обезжиривают.
Алюминиевую пластинку зачищают и обезжиривают.Особенности гальванопластики
 Гальванопластика — это электрохимический способ придания предмету определенной формы с помощью осаждения на него металла. Чаще всего этот метод используют при обработке металлом неметаллических предметов или при изготовлении копий ювелирных изделий.
Гальванопластика — это электрохимический способ придания предмету определенной формы с помощью осаждения на него металла. Чаще всего этот метод используют при обработке металлом неметаллических предметов или при изготовлении копий ювелирных изделий.
Если при гальванопластике изделие не обладает электропроводящими свойствами, то его предварительно покрывают графитом, иногда бронзой. Затем мастер делает с копии слепок и начинает гальванический процесс. В качестве материала слепка используют гипс, графит или легко плавящийся металл.
Гальваника — это очень интересный и познавательный процесс, но он связан с активными веществами, которые могут навредить здоровью и нанести вред имуществу или окружающей среде. Поэтому перед тем как начинать гальванику своими руками, нужно принять все меры безопасности, изучить немного теории процесса и особенности поведения химических реактивов.
Проблемы гальванического меднения в производстве печатных плат
В настоящее время одной из важнейших проблем в технологии изготовления печатных плат является получение равномерных по толщине покрытий на поверхности и в отверстиях. При металлизации отверстий применяют электролиты меднения. Но равномерное покрытие медью требуется не только в отверстиях, но и по всей заготовке платы, т.к. от этого будет зависеть равномерность травления проводящего рисунка и, отчасти, величина бокового подтрава под фоторезистом.
Медь – пластичный и легко полирующийся металл с
удельным весом 8,9 кг/м3 и температурой плавления 1084°С.
Теплопроводность меди 330 ккал/м·час·°С, а удельное электрическое сопротивление
0,0175 Ом·мм2/м.
Гальваническое осаждение меди было открыто в 1838 г. русским академиком Б.С. Якоби. С этого времени меднение широко применяется во многих отраслях промышленности.
Нормальный потенциал меди +0,34 В. Гальванически осажденная медь имеет красивый розовый цвет, но в атмосферных условиях легко реагирует с влагой, углекислотой воздуха, с сернистыми газами – покрывается окислами, гидроксидами, карбонатами, сульфидами и в результате темнеет. При этом ее переходное электрическое сопротивление резко возрастает. Медь интенсивно растворяется в азотной кислоте, медленнее – в хромовой, значительно слабее – в серной, и почти не реагирует с соляной кислотой. введение окислителей резко увеличивает скорость этих реакций. Органические кислоты и аммиак легко взаимодействуют с медью.
Часто применяется меднение посредством химического восстановления меди из ее растворов, особенно при покрытии диэлектриков. Толщина получающегося при этом слоя меди весьма мала, измеряется долями микрона и образовавшийся слой, вернее налет, металлической меди служит основой для последующего гальванического наращивания меди из кислых электролитов.
1.1. Этапы изготовления ПП
Процесс производства печатных плат прошло долгий путь от приклеивания медной фольги к диэлектрику и ручного лужения, до сложных автоматизированных химических и электрохимических процессов. Качество, ремонтопригодность, а также габаритные размеры готовой продукции во многом зависят от качества изготовления печатных плат.
Перечень технологических операций входящих в процесс производства печатных плат:
1) нарезка заготовок и образование базовых отверстий – в производстве нарезку материала выполняют методом штамповки с одновременной пробивкой базовых отверстий на технологическом поле;
2) химическая металлизация печатных плат заключается в последовательности химических реакций осаждения меди, используемой в качестве слоя, или подслоя при нанесении основного слоя токопроводящего рисунка гальваническим способом;
3) гальваническая металлизация применяются для увеличения тонкого слоя химической меди с целью последующего нанесения на поверхность проводящего слоя;
4) нанесение рисунка схемы на печатные платы или их слои необходимо для получения защитной маски требуемой конфигурации при осуществлении процессов и травления проводящего слоя;
5) травление меди с пробельных мест - формирование проводящего рисунка схемы;
6) удаление защитной маски после операций травлений;
7) оплавление металлорезиста – гальванически нанесенный металлорезист олово-свинец;
8) нанесение защитного покрытия на плату наносится в специальной распылительной камеры, в качестве защитного материала может использоваться лак, флюсы ацитоноканифольные или спиртоканифольные.
Одной из основных стадий процесса производства ПП является создание проводников электрического тока на поверхности диэлектрического материала путем нанесения гальванического покрытия – меди.
Гальваническую металлизацию в производстве ПП применяют:
- для образования проводящего рисунка схемы с толщиной меди в отверстиях не менее 25 мкм;
-
для предварительного увеличения тонкого слоя химической меди до
толщины 5‒8 мкм с
целью последующего формирования рисунка схемы; для нанесения металлического
резиста, например олово-свинец, толщиной 10‒20 мкм либо специальных покрытий золотом,
серебром толщиной 2‒5 мкм.
1.2. Гальваническое осаждение меди
Для гальванического осаждения меди разработано большое количество электролитов, которые, обычно, разделяют на две группы: кислые и щелочные.
1.2.1. Кислые электролиты
К кислым электролитам относятся сульфатные и фторборатные электролиты. Их основные достоинства – простота состава и устойчивость в эксплуатации, но они обладают низкой рассеивающей способностью. Также из них невозможно непосредственно меднить сталь из-за выпадения контактной меди, а, следовательно, плохое сцепление со сталью слоя меди. Вследствие этого меднение осуществляется после предварительного осаждения медного слоя (3-4 мкм) из щелочных электролитов или после осаждения никелевого слоя (3-5 мкм).
Из кислых электролитов наиболее распространен сульфатный электролит. Основными компонентами сульфатных электролитов являются сульфат меди и серная кислота.
Предполагается, что на катоде разряд двухвалентных ионов меди протекает в две стадии:
Cu2+ → Cu+ → Cu0.
Причем, замедленной стадией является:
Cu2+ + e– → Cu+.
Доля каждой стадии зависит от состава электролита и режима электролиза: плотности тока, температуры перемешивания. Электропроводность нейтральных растворов сульфата меди невелика, поэтому в них добавляют серную кислоту, которая значительно повышает электропроводность растворов температуры перемешивания.
Выход меди по току составляет практически 100 %, так как выделение водорода на катоде не происходит, поскольку потенциалы выделения меди имеют более положительные значения, чем потенциалы выделения водорода.
Повышение
кислотности электролита способствует уменьшению растворимости сульфата меди,
что приводит к снижению верхнего предела допустимой плотности тока. Для
увеличения концентрации ионов меди в прикатодном слое применяют перемешивание.
В этом случае кислотность электролитов можно увеличивать. Чем интенсивнее
перемешивание, тем выше может быть содержание серной кислоты. Повышение
температуры способствует увеличению растворимости сульфата меди: при 25 °С-
23,05 г CuSO4 на 100 г воды; при 100 °С – 73,6 г. Повышенная кислотность
способствует получению более мелкокристаллических осадков.
Вблизи анодов наряду с ионами Cu2+ в растворе могут находиться в незначительном количестве ионы одновалентной меди, образующиеся в результате протекания реакции:
Cu + Cu2+ → 2Cu+.
При накоплении в растворе ионов Cu+ равновесие будет сдвигаться влево, и металлическая медь будет выпадать в виде осадка.
При недостаточной кислотности раствора сульфат одновалентной меди будет гидролизоваться с образованием Сu(ОН)2 или Сu2О
Cu2SO4 + H2O ↔ Cu2O + H2SO4.
В результате в электролите будут взвешенные частицы металлической меди и оксида меди, которые, включаясь в катодный осадок, делают его темным, шероховатым, а иногда - рыхлым.
Присутствие серной кислоты способствует протеканию реакций окисления одновалентной меди:
Cu2SO4 + H2SO4 + 1/2О2 → 2CuSO4 + Н2О;
Cu2O + 2H2SO4 + 1/2O2 → 2CuSO4 + 2H2O.
Таким образом, серная кислота прежде всего нужна для предупреждения накопления ионов Cu+ и гидролиза ее солей.
В сульфатные электролиты иногда вводят поверхностно-активные вещества. Эти вещества вводят для повышения катодной поляризации, что способствует получению более мелкозернистых плотных, иногда блестящих, осадков. Благоприятное действие этих добавок сказывается в том, что они предупреждают образование наростов на краях и выступающих частях деталей. Наилучшими добавками являются декстрин (не более 1 г/л).
Для получения блестящих медных покрытий предложено большое количество блескообразующих добавок, обеспечивающих зеркальный блеск покрытий, придающих им пластичность и снижающих внутренние напряжения.
При работе с электролитами для получения блестящих покрытий особое внимание следует уделять анодам. Используют аноды марки АМФ, не дающие шлама и содержащие 0,03‒0,06 % фосфора. В остальных случаях применяют аноды из чистой рафинированной меди (99,9 %), содержащей не более 0,1 % примесей.
Взвешенные частицы шлама обычно являются причиной грубого шероховатого осадка. Для предотвращения попадания шлама в электролит рекомендуется аноды помещать в чехлы из кислотостойкого материала и вести непрерывную фильтрацию электролита.
На качество получаемых блестящих покрытий большое влияние оказывает концентрация ионов Сl–.При пониженной концентрации снижается блеск покрытий и образуются прижоги на острых кромках деталей, при повышенном содержании образуются полосы на покрытиях.
Вредными примесями в медных сульфатных электролитах являются мышьяк, сурьма, некоторые органические вещества, образующие коллоидные растворы, анодный шлам.
Кроме сульфатных, используют фторборатные электролиты. Эти электролиты обладают высокой устойчивостью; получающиеся покрытия плотные и мелкокристаллические, рассеивающая способность электролитов примерно такая же, как у сульфатных. Большая растворимость фторбората меди позволяет применять повышенные плотности тока. Из этих электролитов осаждать медь непосредственно на стальные детали нельзя; необходим подслой никеля или меди из цианидных электролитов.
1.2.2. Щелочные электролиты
К щелочным электролитам относятся цианидные, пирофосфатные и этилендиаминовые электролиты. Основные достоинства: высокая рассеивающая способность, получение мелкокристаллических осадков, возможность непосредственно меднить стальные детали.
Довольно распространены цианидные электролиты. Условия осаждения меди из цианидных электролитов существенно отличаются от условий осаждения в кислых электролитах.
В цианидных электролитах медь находится в составе комплексных ионов. Степень диссоциации, а, следовательно, и активность ионов меди очень мала. Поэтому потенциал выделения меди в них примерно на 0,9‒1,2 В отрицательнее, чем в сульфатных растворах.
При малом количестве цианида аноды пассивируются. При недостаточном количестве свободного цианида, когда происходит пассивация анодов и на них разряжаются ионы ОН‒ с выделением кислорода, то не весь образующийся кислород выделяется в виде газа, а часть его расходуется на окисление цианида в цианит. Уменьшение содержания цианидов происходит также из-за взаимодействия их с углекислотой воздуха и образования карбонатов (NаCN→ Nа2CO3 ).
Содержание свободного цианида оказывает на катодный и анодный процессы противоположное влияние: для катодного процесса требуется минимальное содержание цианидов, для анодного – максимальное. При недостатке свободного KCN на анодах образуется зеленоватая пленка CuCN из-за того, что ионы меди не в состоянии перейти в комплексное соединение. Свободная поверхность анода уменьшается, плотность тока растет, и анодное растворение происходит с образованием ионов двухвалентной меди, которые в виде нерастворимого гидрата осаждаются на аноде. При этом аноды пассивируются и наблюдается интенсивное выделение кислорода.
Основными компонентами медных цианидных электролитов являются комплексный цианид меди и свободный цианид натрия. Степень диссоциации комплексных ионов очень мала и уменьшается с увеличением содержания CN‒ в комплексе. Этим, по-видимому, объясняется повышение катодной поляризации при увеличении содержания свободного цианида в электролите.
Содержание меди в электролите во время работы обычно уменьшается вследствие недостаточной растворимости анодов. Снижение концентрации ионов меди в электролитах приводит к образованию пористых осадков. Работая с малоконцентрированными медными электролитами, можно применять только пониженные плотности тока.
Постоянным компонентом цианидных электролитов является карбонат. Он накапливается в результате окисления цианида кислородом воздуха, особенно при нагревании:
2NаCN + 2Н2О + 2NаOH + О2 = 2Nа2CO3 + 2NH3.
Присутствие карбонатов в небольших количествах полезно, поскольку при этом повышается электропроводность электролитов. Однако при их накоплении свыше 70 г/л, а в концентрированных – до 140 г/л аноды проявляют склонность к пассивированию, а покрытия получаются пористыми. Карбонаты можно удалять при помощи хлорида бария и вымораживанием, охлаждая электролит до ‒ 5 °С. Карбонаты натрия легче выпадают в осадок, чем калиевые. Сульфаты существенного влияния на процесс электролиза не оказывают.
Введение в электролит депассиваторов, в качестве которых применяют сегнетову соль KNаC4H4O6·4H2O и роданид калия KCNS, позволяет повысить рабочую плотность тока и устранить пассивацию анодов, но при этом следует одновременно повышать температуру электролита.
Высококонцентрированные по меди электролиты, содержащие депассиваторы, позволяют применять высокие плотности тока (до 10 А/дм2) при повышенной температуре и перемешивании. При этом возможно получить выход по току, близкий к 100 %.
Сульфиды, вводимые в электролит, играют роль восстановителя, предупреждая накопление в ванне ионов меди Cu2+[5, 6].
Для замены ядовитых цианидных электролитов применяют пирофосфатные и этилендиаминовые электролиты.
Из пирофосфатных электролитов получают медные осадки с мелкозернистой структурой. При нанесении тонких слоев осадки получаются гладкими, блестящими или полублестящими. Преимущества пирофосфатных электролитов перед кислыми заключаются в высокой рассеивающей способности и возможности непосредственно проводить меднение стальных деталей в разбавленном пирофосфатном электролите.
Основные компоненты пирофосфатных электролитов: CuSO4 или Сu2Р2О7 и К4Р2О7 или Nа4P2O7. В растворах в присутствии Nа4P2O7 образуется комплексная соль Nа6[Cu(P2O7)2]. При избытке свободного пирофосфата может образовываться Nа2[Cu(P2O7)2]. Константы нестойкости комплексов [Сu(Р2О7)2]6‒ и [Сu(Р2О7)2]2‒ соответственно равны 3·10‒3 и 2·10‒9.
В щелочных растворах при рН = 8 и достаточном избытке свободных ионов Р2О74‒ медь находится преимущественно в виде шестизарядных комплексных ионов [Сu(Р2О7)2]6‒.
В пирофосфатные электролиты вводят азотнокислый аммоний NH4NO3, который способствует повышению допустимой катодной и анодной плотностей тока и улучшает качество осадков. Из пирофосфатных электролитов можно получать блестящие осадки. В качестве блескообразующих добавок вводят Nа2SeO3 совместно с лимонной или триоксиглутаровой кислотой, 2-меркаптотиазол и другие вещества.
При повышенных плотностях тока может происходить пассивация анодов за счет образования на их поверхности труднорастворимой оксидной или солевой пленки. Введение в электролит NH4OH, Nа2HPO4·12H2O, NH4NO3, сегнетовой соли, лимонной кислоты и других добавок улучшает работу анодов и повышает допустимую анодную плотность тока [1, 2]. Катодный потенциал меди в пирофосфатных электролитах имеет более отрицательное значение, чем в кислых электролитах.
Большая катодная поляризация объясняется пассивированием поверхности катода вследствие адсорбции ионов Р2О74‒ или образования оксидных (Сu2О8) и труднорастворимых соединений (Сu2Р2О7) в виде фазовой пленки.
Предполагают, что выделение меди на катоде из пирофосфатных растворов происходит в результате восстановления двухзарядных комплексов:
CuP2O72- + 2e– → Cu + Р2О74-,
образующихся при диссоциации шестизарядных комплексов:
Cu(P2O7)26‒ → CuP2O72‒ + Р2О74‒.
Повышение температуры ускоряет выделение меди, что связано как с ускорением диффузии комплексных анионов к катоду, так и с облегчением их разряда.
Анодный выход по току в этих электролитах несколько выше катодного, поэтому при корректировке нет необходимости добавлять медные соли. Анодную плотность тока рекомендуется поддерживать в пределах 2‒4 А/дм2. При более низкой плотности тока растворение идет недостаточно быстро, при более высокой – на поверхности анодов образуется труднорастворимая оксидная пленка.
Для предотвращения пассивации анодов необходимо достаточное количество свободных анионов Р2О74‒ и достаточно высокое значение рН раствора. Повышение температуры способствует отводу продуктов реакции и, следовательно, уменьшению пассивации анодов. Для этой же цели в электролиты вводят депассиваторы, которые способствуют снижению активности ионов Cu2+ в прианодном пространстве.
При работе пирофосфатных ванн меднения рекомендуется проводить фильтрацию электролита: для полублестящих осадков – периодически или непрерывно, для блестящих - непрерывно.
Составы растворов электролитов и технологические режимы процесса гальванического меднения
|
Тип |
Номер состава |
Состав электролита |
Режим обработки |
Дополнительные указания |
||
|
Компонент |
Коли-чество, г/дм3 |
Темпе-ратура, 0С |
Плотность тока, А/дм2 |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Кислые электролиты |
1 |
CuSO4∙5H2O H2SO4 |
150-250 50-70 |
18-25 |
1-3 |
При плотности тока более 2 А/дм2 обработку проводят барботажом сжатым воздухом |
|
Кислые электролиты |
2 |
CuSO4∙5H2O H2SO4 NаCl Блеско- образователь |
180-220 45-65 0,05-0,15 4-6 |
20-30 |
0,8-9 |
Обработку проводят перемешиванием электролита сжатым воздухом и фильтрацией электролита; iа=0,4-5 А/дм2; аноды – медные с фосфором |
|
3 |
Cu(BF4) HBF4 H3BO3 |
200-225 5-20 20-35 |
15-30 |
2-6 |
||
|
Щелочные электролиты |
4 |
CuCN NаCN NаOH |
20-30 5-10 5-10 |
15-55 |
0,3-2 |
Допускается наличие углекислого натрия до 80 г/дм3 |
|
5 |
CuSO4∙5H2O K4P2O7 NH4OH 25%p-p H4P2O7 Аммоний лимонно-кислый |
75-100 300-375 2-15 1-10 15-25 |
50-75 |
0,5-5 |
||
|
6 |
CuSO4∙5H2O Этилендиамин (NH4)2SO4 |
180-250 90-125 60 |
20-40 |
0,5-3 |
||
Особенностью этилендиаминовых электролитов меднения является возможность непосредственного меднения стальных деталей. Детали в ванну загружают под током плотностью в 5 раз превышающей рабочую. Составы большинства электролитов меднения приведены в таблице.
1.3. Подготовка поверхности перед гальваническим осаждением металлов.
Подготовка поверхности является неотъемлемой и весьма существенной операцией всего технологического процесса нанесения металлических покрытий. Основное требование ‒ прочность сцепления между основой и металлическим покрытием ‒ может быть удовлетворено только в том случае, если между ними нет посторонних загрязнений, чаще всего в виде жиров и окислов. Она включает: механическую обработку, обезжиривание моющими растворами, электрохимическую обработку и травление.
1.3.1. Подготовка металлической поверхности.
Механическая обработка детали выбирается с тем расчетом, что после нанесения покрытия класс чистоты поверхности снизится на 1‒2 единицы в зависимости от металла покрытия и его толщины. Особое внимание следует обратить на резьбовые соединения, которые могут потребовать дополнительной обработки после покрытия.
После тщательной промывки в горячей проточной воде детали отправляют в ванну электрохимического обезжиривания, где анодно (за счет подтравливания) или катодно (под током выделяющегося водорода) снимаются остатки загрязнений. Поверхность считается чистой, если после окунания вода стекает сплошной пленкой, т.е. при достижении полной смачиваемости поверхности.
Процесс травления зависит от материала деталей, конструкции и наносимого покрытия. Большие проблемы возникают при наличии окалины, возникающей в процессе механической обработки. Недопустимо обрабатывать сборочные узлы, паяные соединения, т.к. возможны подтравливание поверхности.
В зависимости от назначения покрытий, метода их нанесения и операций, предшествующих процессу нанесения покрытий, подготовку поверхности основного металла ведут различными способами. При горячем методе нанесения защитных покрытий подготовка поверхности сводится к обезжириванию и травлению. Если перед покрытием изделия подвергались отжигу, при котором жиры сгорают, то можно ограничиться одним травлением. Такая же подготовка поверхности необходима перед нанесением антикоррозионных (недекоративных) покрытий гальваническим путем, если изделия предварительно подвергались термической обработке.
Если перед гальваническим покрытием изделия подвергались обработке резанием или давлением в присутствии смазки, то поверхность их становится гидрофобной ‒ не смачивается водными растворами солей и кислот. В этих случаях подготовка поверхности начинается с растворения минеральных жиров в органических растворителях, после чего удаляют окислы.
Более сложная подготовка поверхности перед нанесением защитно-декоративных покрытий (медных, никелевых, хромовых, серебряных). В этом случае недостаточно удаления жиров и окислов. Необходима тщательная механическая обработка с применением тонких абразивов с целью получения максимально гладкой поверхности. Такая подготовка необходима главным образом потому, что в процессе нанесения защитно-декоративных покрытий дефекты поверхности не только не исчезают, но часто становятся более рельефными, так как плотность тока и толщина покрытий на макровыступах больше, чем в макроуглублениях.
1.3.2 Подготовка поверхности диэлектрика.
Механическая подготовка крупных и средних деталей, осуществляемая для получения микрошероховатости поверхности часто заключается в мокрой или сухой абразивной обдувке сжатым воздухом давлением 0,1‒0,6 Мпа или обработке абразивными кругами и лентами на шлифовально-полировалных станках. Мелкие детали массового производства галтуют с абразивом во вращающихся барабанах или колоколах, а также в виброустановках.
Удаление различных загрязнений, образующихся на поверхности диэлектриков в процессе механической или иной обработки, при хранении и транспортировании, удаляются в щелочных растворах или органических растворителях. Обработку проводят путем погружения деталей в раствор, в парах органических растворителей, струйным методом. Их выбор, а также выбор состава раствора и оборудования производится в зависимости от вида, степени загрязнения поверхности и природы диэлектрика. При этом подбирают такие составы и режимы обработки, при которых легко удаляются жировые загрязнения, а обрабатываемый материал не растворяется, не набухает и не растрескивается. Используемые для обезжиривания щелочные растворы в основном те же, что и для металлов.
Непосредственно перед травлением в некоторых случаях выполняют операцию предтравления, которая включает обработку поверхности диэлектрика органическими растворителями, их смесями или эмульсиями, растворами кислот, щелочей, солей. К предтравлению также относят термообработку, облучение, обработку ультразвуком, и другие виды воздействия. Кондиционирование снимает или разрыхляет поверхностный слой, способствуя улучшению травимости диэлектрика. Одновременно снижаются продолжительность и температура травления, удлиняется период эксплуатации раствора.
Травление представляет собой химический процесс, в результате которого изменяются структура и химические свойства поверхности диэлектрика. При этом ей придают требуемые шероховатость, гидрофильность и способность к реакции при выполнении последующих операций нанесения покрытия.
1.4 Рассеивающая способность.
Качество и свойства электрохимических покрытий определяются не только структурой, но и равномерностью распределения металла по толщине слоя на поверхности покрываемых изделий. Согласно закону Фарадея, толщина d электрохимических покрытий зависит от плотности тока i , продолжительности электролиза τ и с учетом выхода по току ВТ металла и его электрохимического эквивалента g может быть вычислена по формуле
Расчет по формуле (1.1) дает лишь среднюю толщину покрытия. На практике ток распределяется по поверхности электрода неравномерно, поэтому фактическая плотность тока и толщина покрытия на различных участках катода различны: на одних больше среднего значения, на других меньше. Это может отрицательно сказаться на свойствах покрытия, поскольку на отдельных участках его толщина может быть меньше минимально допустимой.
Распределение тока и металла по поверхности катода зависит:
1) от геометрических факторов размера и формы электродов и ванны, расположения электродов относительно друг друга и стенок ванны;
2) от электрохимических факторов электропроводимости электролита, характера изменения катодной поляризации и выхода по току металла с изменением плотности тока.
Различают первичное и вторичное распределение тока.
Первичное зависит только от соотношения геометрических параметров электролитической ванны. Оно наблюдается при отсутствии зависимости катотодной поляризации от плотности тока и одинаково для геометрически подобных систем любого масштаба.
Вторичное, или действительное, распределение тока отклоняется от первичного, как правило, в сторону большей равномерности.
Оно зависит от поляризуемости катода , удельной электропроводимости раствора х и геометрических размеров системы. Параметром, обобщающим действие геометрических и электрохимических факторов на распределение тока, является критерий электрохимического подобия Э, представляющий собой произведение
где l 0 – определяющий геометрический размер системы.
В геометрически подобных системах, чем больше критерий электрохимического подобия, тем более равномерно распределение тока.
Способность электролита изменять первичное распределение тока называют рассеивающей способностью электролита. Обычно этот термин употребляют и для оценки способности электролита давать равномерные по толщине покрытия на изделиях сложного профиля. Поэтому принято различать соответственно рассеивающую способность по току (РСТ ) и рассеивающую способность по металлу (РСМ ).
Современные представления о механизме перераспределения тока в электролитах основываются на теории полей поляризации. При прохождении тока через электролитическую ванну в ней возникает электрическое поле. Как и любое другое электрическое поле, поле в электролитической ванне может быть охарактеризовано функцией распределения в нем потенциала в виде математического уравнения, связывающего значение потенциала U электрического поля в данной точке с координатами этой точки х и у:
В каждой данной электролитической ванне уравнение имеет свой конкретный вид. Обычно функцию распределения потенциала в электрическом поле называют просто потенциалом данного поля. При отсутствии зависимости поляризации от плотности тока в электролитической ванне реализуется первичное поле, потенциал которого обозначается Ut и определяется только соотношением геометрических параметров ванны.
Появление на электродах поляризации, зависящей от плотности тока, можно рассматривать как появление так называемого поля поляризации, потенциал которого обозначается Uo. На значение Uo влияют геометрические параметры электролитической ванны и электрохимические характеристики электролита: электропроводимость и поляризуемость. Это поле Uo , суммируясь с первичным полем, дает в результате реально существующее на практике вторичное поле, потенциал которого обозначается U 2 . Очевидно, что:
Если поляризуемость стремится к бесконечности, то поле поляризации называют предельным полем поляризации, потенциал его равен. Вторичное поле в этом случае называют предельным полем, потенциал которого равен.
Чтобы оценить рассеивающую способность электролитов, применяют ячейки различных конструкций, в которых экспериментально определяют распределение тока и металла и полученные с исследуемыми электролитами результаты сопоставляют. Иногда распределение тока и металла определяют расчетным путем.[14] По этим данным обычно приводят качественную характеристику рассеивающей способности; считают, что она выше у того электролита , у которого вторичное распределение тока или металла в данной ячейке более равномерное.
1.5. Выводы по литературному обзору
В производстве ПП создание проводников электрического тока на поверхности и в отверстиях диэлектрического материала осуществляется путем нанесения меди гальваническим способом.
Нанесение медного покрытия возможно в кислых и щелочных электролитах. К кислым электролитам относятся сульфатные и фторборатные электролиты. Их основные достоинства – простота состава и устойчивость в эксплуатации, но они обладают низкой рассеивающей способностью.
К щелочным электролитам относятся цианидные, пирофосфатные и этилендиаминовые электролиты. Основные достоинства: высокая рассеивающая способность, получение мелкокристаллических осадков, возможность непосредственно меднить стальные детали
Для практических целей в гальванике в основном используют сернокислые и пирофосфатные электролиты меднения.
Подготовка поверхности является неотъемлемой и весьма существенной операцией всего технологического процесса нанесения металлических покрытий. Основное требование ‒ прочность сцепления между основой и металлическим покрытием. Подготовка поверхности включает в себя механическую обработку, обезжиривание и травление. Критерием оценки качественной подготовки служит полная смачиваемость металлизируемой поверхности.
Качество и свойства электрохимических покрытий определяется структурой и равномерностью распределения металла по толщине слоя на поверхности покрываемых изделий. Способность электролита изменять первичное распределение тока называют рассеивающей способностью электролита.
Рассеивающая способность электролита (РС) – это способность электролита давать равномерные по толщине покрытия на деталях сложного профиля или способность электролита изменять первичное распределение тока.
Распределение тока и металла по поверхности катода зависит: от размера и формы электродов и ванны, расположения электродов относительно друг друга и стенок ванны; от электрохимических факторов электропроводимости электролита, характера изменения катодной поляризации и выхода по току металла с изменением плотности тока.
Для осуществления быстрого исследования и тестирования работоспособности различных электролитов, применяемых в гальваническом производстве, используется электрохимическая ячейка с угловым катодом – ячейка Хулла.
Данная
статья является интеллектуальной собственностью ООО “НПП Электрохимия”
Любое копирование без прямой ссылки на сайт www.zctc.ru преследуется по
закону. Текст статьи обработан сервисом Яндекс “Оригинальные тексты”
Раствор для щелочного меднения | Tifoo Shop
Информация о продукте «Раствор щелочного меднения»
Описание статьи:
Раствор щелочного меднения Tifoo – основные характеристики продукта:
- 1000 мл раствора щелочного меднения
- идеально подходит для резервуаров. и покрытие пером
- 50 г меди / литр
- для предметов из железа и олова
- Прост в использовании и не содержит цианида
Этот раствор идеально подходит для нанесения покрытия на материалы, чувствительные к кислотам, такие как железо, сталь или цинк.Это позволяет медить, например, материал, который может быть поврежден кислотным медным электролитом – например, сталь или другой железный материал. Слой меди защищает железные или стальные детали от ржавчины и придает им привлекательный внешний вид благодаря красному блеску этого благородного металла. Благодаря хорошей паяемости гальваническое меднение идеально подходит для изготовления печатных плат и пластин. Просто используйте медный электролит вместе с медным листом в качестве анода, и вы уже можете покрыть медью компонент с ярким медным слоем.Подробную инструкцию к товару вы можете найти в нашем интернет-магазине. Для медных покрытий, не чувствительных к кислотам, используйте медный электролит Tifoo Bright. Если у вас возникнут какие-либо вопросы, мы будем рады помочь вам.
Руководство по эксплуатации:
Раствор для щелочного меднения
Транспортная накладная:
Поскольку этот товар классифицируется как «опасный» согласно REACH / GHS, международные перевозки подлежат особым правилам перевозчика. Вы можете найти более подробную информацию в нашей таблице стоимости доставки.
Указания по технике безопасности:
Ссылки по теме “Раствор щелочного меднения”
- Есть вопросы по этому продукту?
- Другие продукты MARAWE
Медная проводящая краска (200 мл) | Tifoo Shop
Информация о продукте «Медная токопроводящая краска (200 мл)»
Описание статьи:
Медная токопроводящая краска Tifoo (200 мл) – основные характеристики продукта:
- 200 мл токопроводящей медной краски для гальваника
- для аэрографа и кисти
- делает непроводящий материал токопроводящим
- гальваническое покрытие растений и природных объектов
- легкое и филигранное нанесение
Эта гальваническая проводящая краска на медной основе от Tifoo позволяет покрывать произведения искусства и сделанные подарки из стекла, керамики, пластика и многих других материалов с ярким слоем металла за короткое время.
Просто нанесите кистью тонкий слой токопроводящей краски на очищенную поверхность. Медная токопроводящая паста высыхает до «rub-proff» за 10–15 минут, что позволяет быстро обрабатывать детали. Полное высыхание для идеальной стойкости к нагрузкам на поверхности занимает от 12 до 36 часов при комнатной температуре. Лак можно разбавить бутилацетатом. На следующем этапе объект подключается к проводу и покрывается медью в кислотном медном электролите от Tifoo.Затем будет нанесен стойкий медный слой. Последний шаг можно использовать для никелирования, серебрения или даже золочения!
Благодаря своей невысокой цене и высокой электрической и теплопроводности токопроводящий медный лак является прекрасной альтернативой токопроводящему серебряному лаку. Имейте в виду, что первый шаг должен заключаться в меднении в кислотном медном электролите, потому что проводящий лак не будет активирован раньше. После меднения металлический слой будет износостойким.
Подходящий материал: синтетический материал, стекло, керамика, растения, дерево и многие другие непроводящие материалы
Время высыхания: 5-15 минут (стойкость к истиранию), 1-3 дня (полная для максимальных требований)
20 мл хватает на площадь до одного квадратного метра – очень эффективно!
Инструкция по эксплуатации:
Медная токопроводящая краска (200 мл)
Транспортная накладная:
Поскольку данный товар классифицируется как «опасный» согласно REACH / GHS, международные перевозки подлежат особым правилам перевозчика.Вы можете найти более подробную информацию в нашей таблице стоимости доставки.
Указания по технике безопасности:
Ссылки по теме “Медная проводящая краска (200 мл)”
- Есть вопросы по этому продукту?
- Другие продукты MARAWE
/ гальваническая ванна / оборудование
жесткого хромированиягальванический станок / гальваническая ванна / оборудование для твердого хромирования
Описание продукта оборудования для твердого хромирования:
Работа 1. Перед сборкой необходимо пройти длительные испытания время можно регулировать.
2. под управлением человеко-машинного интерфейса. включая индикатор неисправности и устройство предупреждения.
3. Эта автоматическая линия для нанесения гальванических покрытий отличается хорошим качеством и разумной ценой. Высокая эффективность и производительность при простом обслуживании.
4. Этот тип линии покрытия применяется для оборудования, канцелярских товаров, автомобилей, деталей мотоциклов, промышленности ASB и так далее.
5. Применяется для одностороннего покрытия изделий без изменения процесса.
6. Равная электрическая проводимость, равномерная толщина покрытия, горизонтальное и вертикальное движение, управляемое гидравлическим насосом, оборудование стабильно и бесшумно во время работы.
| Рейтинг | Позиция | Оборудование для нанесения покрытия на ствол |
| 1 | Материал резервуара | ПП, ПВХ, нержавеющая сталь |
| 2 | Материал транспортера | Нержавеющая сталь |
| 3 | Материал каркаса | Нержавеющая сталь |
| 4 | Модель | Автоматический, полуавтоматический |
| 5 | Система управления | PLC |
| 6 | Модель нагрева | Пар, Горячая вода |
| 7 | Окружающее оборудование | Выпрямители, фильтры, трубы, воздуходувки, система очистки отработанных газов и т. Д. |
| 8 | Advantage | Гибкая конструкция, безопасность, стабильность и высокая прочность |
| 9 | Применение | Различные виды покрытия металла и пластмассовые изделия |
Применение твердого хромирования Автоматическое оборудование:
линия производства меди никель, хром, цинк, оксидирование алюминия, фосфатирование, пластиковое покрытие и другие современные технологические требованияВыпрямитель:
1 входное напряжение: AC220 / 380V
2 выходных постоянного тока: DC0 ~ 10A, 100А…… 10000A опционально;
3 выходных напряжения постоянного тока: DC ~ 0 ~ 6 В, …… 18 В опционально;
4 точность напряжения: ≤1%
5 точность тока: ≤1%
6 эффективность: ≥90%
7 температура: -20 ℃ -45 ℃
8 условия работы: полная нагрузка в течение длительного времени.
9 режимов работы: удаленное напряжение, отображение тока
10 панелей: выходное напряжение, отображение тока
Сушильная машина:
Производительность: 1000-1500 кг / ч
Скорость: 1450 об / мин
Мощность двигателя: 7.5 кВт, 380 В, четыре двигателя
Тип ремня: тип B
Спецификация: высота 1,9 м, диаметр 0,6 м
Фильтр:
Основной фильтр с использованием литья под давлением из полипропилена, сборка и простая замена.
Уплотнение насоса без магнитной конструкции, отсутствие протечек.
Фильтр делится на тип сердечника, дизайн типа фильтра, высокая точность фильтрации
Стандартное оборудование: переключатель питания ON-OFF с пряжкой.
О нас:
Завод электронного оборудования Junan Tongda – один из лидеров рынка гальваники.Мы имеем честь обслуживать наших клиентов. Наша компания специализируется на гальваническом оборудовании и имеет много проектов для этих гальванических линий. Наряду с маркетинговым спросом и развитием нашей компании.
Благодаря быстрому, но точному реагированию и обращению, преимущества для клиентов гарантированы.
Контактная информация:
Если вы хотите узнать цену на гальванический станок, свяжитесь с нами, мы изготовим его в соответствии с вашими требованиями.
,
Малое оборудование для нанесения золотого покрытия / Ручная линия для гальванического покрытия / Электро-никелирование
<небольшое оборудование для нанесения золотого покрытия / ручная линия для гальванического покрытия / электро-никелирование>
Характеристики:
1. Перед сборкой необходимо провести длительные испытания Время работы можно отрегулировать.
2. под управлением человеко-машинного интерфейса. включая индикатор неисправности и устройство предупреждения.
3.Эта линия для гальваники отличается хорошим качеством и разумной ценой.Высокая эффективность и производительность при простом обслуживании.
4. Этот тип линии покрытия применяется для оборудования, автомобилей, деталей мотоциклов, промышленности ASB и так далее.
5. Применяется для одностороннего покрытия изделий.
6. Равная электрическая проводимость, равномерная толщина покрытия, горизонтальное и вертикальное движение, управляемое гидравлическим насосом, оборудование стабильно и бесшумно во время работы.
Соответствующая информация:
| Ранг | Позиция | Оборудование для нанесения покрытия на цилиндр |
| 1 | Материал резервуара | PP, PVC, нержавеющая сталь |
| 2 | Материал транспортер | Нержавеющая сталь |
| 3 | Материал каркаса | Нержавеющая сталь |
| 4 | Модель | Автоматический, полуавтоматический |
| 5 | Система управления | PLC |
| 6 | Модель нагрева | Пар, горячая вода |
| 7 | Окружающее оборудование | Выпрямители, фильтры, трубы, воздуходувки, система очистки отработанных газов и т. Д. |
| 8 | Advantage | Гибкая конструкция , безопасный, стабильный и высокопрочный |
| 9 | 9003 1 ПрименениеРазличные виды покрытий для металлических и пластмассовых изделий |
Наша компания:
Завод электронного оборудования Junan Tongda – один из лидеров рынка гальваники.Мы имеем честь обслуживать наших клиентов. Наша компания специализируется на гальваническом оборудовании и имеет много проектов для этих гальванических линий. Наряду с маркетинговым спросом и развитием нашей компании.
Благодаря быстрому, но точному реагированию и обращению, преимущества для клиентов гарантированы.
FAQ:
Q: Вы торговая компания или производитель?
Q: Как долго ваш срок доставки?
A: в зависимости от количества.
Q: Каковы ваши условия оплаты?
A: Оплата <= 1000USD, 100% предоплата. Оплата> = 1000 долларов США, 30% T / T заранее, баланс перед отправкой.
Свяжитесь с нами:
,