Головка резьбонакатная: Резьбонакатные головки, ВНГН, ВНГТ, ВНГН-трап, резьбонакатные ролики,ВНГН-2М, ВНГН-3М, ВНГН-4М, ВНГН-5 М, ВНГН-5АМ, ВНГН-5БМ, ВНГН-трап, ВНГТ
alexxlab | 08.07.1984 | 0 | Разное
Технология резьбовых соединений – Головка резьбонакатная ВНГН
Головка резьбонакатная ВНГН
ИНСТРУКЦИЯ по эксплуатации
Предназначены для накатывания наружных правых и левых резьб; метрических диаметром 4-52 мм и трапецидальных диаметром 16-42 мм с шагом 4-6 мм на деталях из углеродистых, конструкционных, корозионностойких сталей и цветных металлов с относительным удлинением b5 более 8% ;
могут работать во вращающемся и невращающемся режимах на токарных сверлильных, револьверных станках и автоматах.
Конструкция головок предусматривает регулирование резьбонакатных роликов на диаметр накатываемой резьбы и автоматическое раскрытие головки после накатывания резьбы ;
обеспечивают получение метрической резьбы 6-ой степени точности и трапецеидальной резьбы 8-й степени точности.
| Условное обозначение | Размеры накатываемой резьбы | Направление накатываемой резьбы | |
| диаметр | шаг | ||
| 1 | 2 | 3 | 4 |
| ВНГН-2 | 4-7 | 0,7-1 | правая |
| ВНГН-3М | 8-16 | 0,75-2 | правая |
ВНГН-3М лев. |
8-16 | 0,75-2 | левая |
| ВНГН-4М | 16-27 | 1-3 | правая |
| ВНГН-4М лев. | 16-27 | левая | |
| ВНГН-5АМ | 30-52 | 1,5-3 | правая |
ВНГН-5АМ лев. |
30-52 | 1,5-3 | левая |
| ВНГН-5БМ | 30-52 | 3,0-5 | правая |
| ВНГН-5БМ лев. | 30-52 | 3,0-5 | левая |
| ВНГН-трап. 1М | 22-24 | 5 | правая |
ВНГН-трап. 1М лев. 1М лев. |
22-24 | 5 | |
| ВНГН-трап. 2М | 26-34 | 5; 6 | правая |
| ВНГН-трап. 2М лев. | 26-34 | 5; 6 | левая |
| ВНГН-трап. 3М | 36-42 | 6 | правая |
ВНГН-трап. 3М лев. 3М лев. |
36-42 | 6 | левая |
| ВНГН-трап. 4М | 16-20 | 4 | правая |
| ВНГН-трап. 4М лев. | 16-20 | 4 | левая |
| Условное обозначение | D | L | d | l | D1 | A |
| ВНГН-2 | 57 | 120 | 20 | 45 | 34 | 10 |
| ВНГН-3М | 90 | 185 | 32 | 55 | 54 | 12 |
ВНГН-3М лев.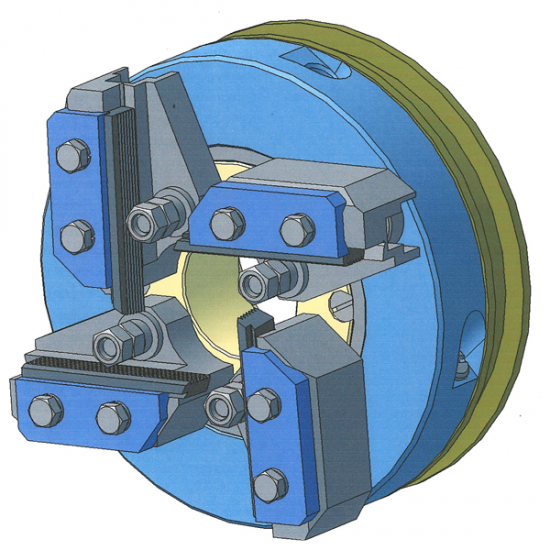 |
90 | 185 | 32 | 55 | 54 | 12 |
| ВНГН-4М | 145 | 250 | 48 | 75 | 74 | 16 |
| ВНГН-4М лев. | 145 | 250 | 48 | 75 | 74 | 16 |
| ВНГН-5АМ | 200 | 350 | 80 | 95 | 120 | 20 |
ВНГН-5АМ лев. |
200 | 350 | 80 | 95 | 120 | 20 |
| ВНГН-5БМ | 200 | 350 | 80 | 95 | 120 | 20 |
| ВНГН-5БМ лев. | 200 | 350 | 80 | 95 | 120 | 20 |
ВНГН-трап. |
230 | 350 | 80 | 95 | 120 | 20 |
| ВНГН-трап. 1М лев. | 230 | 350 | 80 | 95 | 120 | 20 |
| ВНГН-трап. 2М | 230 | 350 | 80 | 95 | 120 | 20 |
ВНГН-трап. 2М лев. 2М лев. |
230 | 350 | 80 | 95 | 120 | 20 |
| ВНГН-трап. 3М | 230 | 350 | 80 | 95 | 120 | 20 |
| ВНГН-трап. 3М лев. | 230 | 350 | 80 | 95 | 120 | 20 |
ВНГН-трап. 4М 4М |
160 | 275 | 48 | 75 | 80 | 20 |
| ВНГН-трап. 4М лев. | 160 | 275 | 48 | 75 | 80 | 20 |
Ролики резьбонакатные ВНГН
Ролики имеют кольцевые витки. Комплект состоит из трех роликов. Материал роликов: сталь марок Х12М, Х6ВФ по ГОСТ- 5950-73. Твердость роликов 58 … 61 HRC3.
| Условное обозначение | Размеры накатываемой резьбы | D | d | H | |
| диаметр | шаг | ||||
| ВНГН-2 | 4 | 0,70 | 18,3 | 11,5 | 10 |
| 5 | 0,80 | 19,5 | 11,5 | 10 | |
| 6; 7 | 1,00 | 18,4 | 11,5 | 10 | |
ВНГН-3М ВНГН-3М лев. |
8-11 | 0,75 | 40,5 | 22 | 18 |
| 12-16 | 0,75 | 36,3 | 22 | 18 | |
| 8-12 | 1,00 | 40,3 | 22 | 18 | |
| 14-16 | 1,00 | 36,1 | 22 | 18 | |
| 8-12 | 1,25 | 40,6 | 22 | 18 | |
| 10-12 | 1,50 | 41,0 | 22 | 18 | |
| 14-16 | 1,50 | 36,0 | 22 | 18 | |
| 12 | 1,75 | 40,0 | 22 | 18 | |
| 14-16 | 2,00 | 37,0 | 22 | 18 | |
ВНГН-4М ВНГН-4М лев. |
16-22 | 1,00 | 69,6 | 34 | 25 |
| 18-22 | 1,50 | 69,8 | 34 | 25 | |
| 24-27 | 1,50 | 63,0 | 34 | 25 | |
| 16-22 | 2,00 | 71,3 | 34 | 25 | |
| 24-27 | 2,00 | 64,80 | 34 | 25 | |
| 18-22 | 2,50 | 69,90 | 34 | 25 | |
| 24-27 | 3,00 | 64,60 | 34 | 25 | |
ВНГН-5АМ ВНГН-5АМ лев. |
30-33 | 1,50 | 93,1 | 45 | 40 |
| 36-39 | 1,50 | 89,1 | 45 | 40 | |
| 30-33 | 2,00 | 94,0 | 45 | 40 | |
| 36-39 | 3,00 | 89,2 | 45 | 40 | |
| 42-45 | 3,00 | 83,2 | 45 | 40 | |
| 48-52 | 3,00 | 77,2 | 45 | 40 | |
ВНГН-5БМ ВНГН-5БМ лев. |
36-39 | 3,00 | 89,2 | 45 | 40 |
| 30-33 | 3,50 | 96,0 | 45 | 40 | |
| 36-39 | 4,00 | 90,5 | 45 | 40 | |
| 42-45 | 4,50 | 85,1 | 45 | 40 | |
| 48-52 | 5,00 | 80 | 45 | 40 | |
| ВНГН-трап. 1М ВНГН-трап. 1М лев. | 22-24 | 5,00 | 87,6 | 45 | 40 |
| 22-24 | 5,00 | 87,6 | 45 | 40 | |
ВНГН-трап. 2М ВНГН-трап. 2М лев. 2М ВНГН-трап. 2М лев. |
26-28 | 5,00 | 101 | 45 | 40 |
| 30-34 | 6,00 | 99,6 | 45 | 40 | |
| ВНГН-трап. 3М ВНГН-трап. 3М лев. | 36-38 | 6,00 | 93,6 | 45 | 40 |
| 40-42 | 6,00 | 89,7 | 45 | 40 | |
| ВНГН-трап. 4М ВНГН-трап. 4М лев. | 16-20 | 4,00 | 68,2 | 35 | 34 |
| 16-20 | 4,00 | 68,2 | 35 | 34 | |
Головки резьбонакатные в Украине.
 Цены на Головки резьбонакатные на Prom.ua
Цены на Головки резьбонакатные на Prom.uaРаботает
Головка резьбонакатная ВНГН-3М
Доставка из г. Днепр
30 000 грн
Купить
ООО “Импульспром”
Работает
Головки станочные резьбонакатные 2КА,3КА,4КА завод “Фрезер”
Доставка из г. Харьков
5 000 грн
Купить
Интернет-магазин Ассорти Инструмент
Работает
Ролик резьбонакатной ГТ G 3/4″, комплект 4 шт., к резьбонакатной головке ВНГТ
Доставка по Украине
840 грн
Купить
ТОВ “ТОКИН”
Работает
Резьбонакатная головка ВНГН трап2. Может накатывать трапециидальную резьбу от 26 мм до 34 мм.
Доставка по Украине
25 000 грн
Купить
Одесса-инструмент
Работает
Головка резьбонакатная ВНГН-4м “ЛЕВАЯ”
Доставка по Украине
30 000 грн
Купить
ООО “Ватек 96”
Работает
Головка резьбонакатная ВНГН-4м
Доставка по Украине
30 000 грн
Купить
ООО “Ватек 96”
Работает
Ролики резьбонакатные ВНГН-3М 8-12х1,0
Доставка по Украине
2 400 грн/комплект
Купить
ООО “Импульспром”
Работает
Ролики резьбонакатные ВНГН-3М 14-16х1,0
Доставка из г. Днепр
Днепр
2 400 грн/комплект
Купить
ООО “Импульспром”
Работает
Резьбонарезной станок REMS “Магнум- 3010 T” оснащение R 2 1/2-3
Доставка по Украине
387 760 грн
Купить
ООО ПАЙП ТУЛС
Работает
Плашка Ролик резьбонакатная М8х1,0 комплект из 2шт
Заканчивается
Доставка по Украине
4 263 грн
Купить
Metalorez – Металлорежущие инструменты и оснастка
Работает
Плашка Ролик резьбонакатная М3х0,5 комплект из 2шт
Доставка по Украине
3 045 грн
Купить
Metalorez – Металлорежущие инструменты и оснастка
Работает
Плашка Ролик резьбонакатной М3х0,5 комплект из 2шт
Заканчивается
Доставка по Украине
3 045 грн
Купить
Metalorez – Металлорежущие инструменты и оснастка
Работает
Плашка Ролик резьбонакатная М6х1,0 комплект из 2шт
Доставка по Украине
3 654 грн
Купить
Metalorez – Металлорежущие инструменты и оснастка
Работает
Плашка Ролик резьбонакатная М10х1,0 комплект из 2шт
Доставка по Украине
4 263 грн
Купить
Metalorez – Металлорежущие инструменты и оснастка
Работает
Плашка Ролик резьбонакатной М10х1,5 комплект из 2шт
Заканчивается
Доставка по Украине
4 872 грн
Купить
Metalorez – Металлорежущие инструменты и оснастка
Смотрите также
Работает
Плашка Ролик резьбонакатная М10х1,5 комплект из 2шт
Заканчивается
Доставка по Украине
4 872 грн
Купить
Metalorez – Металлорежущие инструменты и оснастка
Работает
Плашка Ролик резьбонакатная М12х1,0 комплект из 2шт
Заканчивается
Доставка по Украине
4 263 грн
Купить
Metalorez – Металлорежущие инструменты и оснастка
Работает
Плашка Ролик резьбонакатной М12х1,25 комплект из 2шт
Доставка по Украине
3 654 грн
Купить
Metalorez – Металлорежущие инструменты и оснастка
Работает
Плашка Ролик резьбонакатная М12х1,5 комплект из 2шт
Доставка по Украине
4 263 грн
Купить
Metalorez – Металлорежущие инструменты и оснастка
Работает
Плашка Ролик резьбонакатная М12х1,75 комплект из 2шт
Заканчивается
Доставка по Украине
3 654 грн
Купить
Metalorez – Металлорежущие инструменты и оснастка
Работает
Плашка Ролик резьбонакатной М16х2,0 комплект из 2шт
Заканчивается
Доставка по Украине
4 872 грн
Купить
Metalorez – Металлорежущие инструменты и оснастка
Работает
Плашка Ролик резьбонакатная М14-16х1,5 комплект из 2шт
Заканчивается
Доставка по Украине
3 045 грн
Купить
Metalorez – Металлорежущие инструменты и оснастка
Работает
Плашка Ролик резьбонакатная М36-39 комплект из 3 шт
Заканчивается
Доставка по Украине
4 872 грн
Купить
Metalorez – Металлорежущие инструменты и оснастка
Работает
Плашка Ролик резьбонакатная М30-33х1,5 комплект из 3 шт
Доставка по Украине
4 872 грн
Купить
Metalorez – Металлорежущие инструменты и оснастка
Работает
Плашка Ролик резьбонакатной М14-16х1,5 комплект из 3шт
Заканчивается
Доставка по Украине
3 654 грн
Купить
Metalorez – Металлорежущие инструменты и оснастка
Работает
Головка резьбонакатная ВНГН-2А
Недоступен
16 500 грн
Смотреть
ООО «АСПЕКТМАШ»
Работает
Головка резьбонакатная ВНГН-4М
Недоступен
36 000 грн
Смотреть
ООО «АСПЕКТМАШ»
Работает
Ролик резьбонакатной 10-12х1. 5 к головке ВНГН-3М к-кт из 3-х штук
5 к головке ВНГН-3М к-кт из 3-х штук
Недоступен
1 100 грн/комплект
Смотреть
“РОСТРЕСУРС-ДНЕПР”
Работает
Головка резьбонакатная ВНГН-3М
Недоступен
30 000 грн
Смотреть
ООО «АСПЕКТМАШ»
Резьбонакатные головки
Резьбонакатные головкиРЕЗЬБОНАКАТНЫЕ ГОЛОВКИ
Приспособления, позволяющие производить накатывание резьбы на универсальных станках, получили наименование резьбонакатных головок. Резьбонакатные головки могут применяться на токарных (рис. 1) и сверлильных станках, станках-автоматах и станках с ЧПУ, давая возможность обработать резьбу на любой детали, которую можно закрепить на данном станке, с высокой производительностью.
Рис. 1. Накатывание резьбы осевой головкой на токарном станке.
Существуют три основных типа резьбонакатных головок – аксиальные, радиальные и
тангенциальные.
Аксиальными головками предпочтительнее накатывать резьбу на полых деталях (так как для этого способа характерны наименьшие радиальные силы), деталях большой длины или больших диаметров, сложной конфигурации и т. д. Головки применяют на автоматических линиях, на универсальном и специальном оборудовании практически любого вида и даже при работе вручную.
В зависимости от того, сообщается главное вращательное движение заготовке или инструменту, осевые головки могут быть вращающимися или невращающимися. Вращающиеся головки устанавливают в шпинделях сверлильных или агрегатных станков, автоматов и автоматических линий, а невращающнеся — в револьверных головках токарных станков.
По конструкции аксиальные (осевые) головки (рис. 2) могут быть
раскрывающимися и нераскрывающимися, универсальные и
с регулируемым углом наклона роликов. Накатывание резьбы нераскрывающимися осевыми
головками производится с реверсированием шпинделя. Вследствие наличия реверсирования
способ мало производителен. Кроме того, наличие обратного хода головки при
вывинчивании приводит к снижению стойкости резьбонакатных роликов и
ухудшению качества накатанной резьбы.
Накатывание самораскрывающимися головками является более
производительным и чаще применяется на производстве.
Вследствие наличия реверсирования
способ мало производителен. Кроме того, наличие обратного хода головки при
вывинчивании приводит к снижению стойкости резьбонакатных роликов и
ухудшению качества накатанной резьбы.
Накатывание самораскрывающимися головками является более
производительным и чаще применяется на производстве.
Аксиальные резьбонакатные головки оснащены, как правило, тремя, реже
четырьмя или шестью, резьбонакатными роликами. Ролики имеют на периферии кольцевые
шлифованные витки, а так же заборную и калибрующую части. Ролики установлены в
головке под углом, примерно равным углу подъема накатываемой резьбы,
вызывая тем самым перемещение детали или накатной
головки на один шаг резьбы при полном обороте ролика. Поскольку ролики перемещаются
вдоль детали в осевом направлении, с помощью осевых головок можно накатывать сколь
угодно длинные резьбы, а также резьбы на
несбалансированных деталях.
Другим преимуществом осевых головок является возможность обрабатывать как неподвижную деталь при вращающейся головке, так и вращающуюся деталь при жестко закрепленной головке. Благодаря этому головки являются универсальными: они могут устанавливаться на продольном суппорте, в револьверной головке, на шпинделе или на задней бабке простых простых токарных станков, вертикально- и радиально сверлильных станков, одно- и многошпиндельных станков-автоматов, револьверных станков, гидрокопировальных станков, станков с ЧПУ, специальных станков, автоматических линий, резьбонарезных станков, специальных резьбонакатных станков).
Рис. 2. Аксиальные резьбонакатные головки.
При накатывании резьбы головками рекомендуется использовать принудительное движение подачи (причем подача численно равна шагу резьбы) до момента захвата заготовки накатными роликами, т. е. на длине двух-трех ниток, а затем движение подачи отключают и поступательное движение головки происходит вследствие сцепления резьбы роликов с резьбой заготовки (самозатягивание).
Аксиальные резьбонакатные головки за рубежом выпускаются компаниями Fette (ФРГ), Landis Machine (США), RSVP Tooling Inc (США) и рядом других.
В странах СНГ наибольшее распространение получили раскрывающиеся аксиальные резьбонакатные головки типа ВНГН (рис. 3) производства бывшего завода “Фрезер” (в настоящее время выпускаются ООО “Тэтра-С” (владелец товарного знака “Фрезер”) и ООО Аркона), предназначенные для накатывания метрических резьб М4…М52 или трапецеидальных резьб Тр16…Тр42.
Рис. 3. Схема резьбонакатной головки типа ВНГН с пружиной сжатия.
3. Схема резьбонакатной головки типа ВНГН с пружиной сжатия.
Головка резьбонакатная типа ВНГН содержит резьбонакатные ролики 1, которые
свободно вращаются на эксцентриковых осях 2 с игольчатыми
роликами 3. На концах осей крепятся зубчатые колеса 4, зубья которых строго ориентированы
относительно эксцентриситета осей шпонкой 5. Оси закреплены в опорных кольцах 6 и 7,
соединенных колонками 9. Колонки фиксируются винтами 10. На колонки надеваются распорные
втулки 12, которые создают зазор между накатными роликами и опорными кольцами. Узел
головки, образованный деталями 1, 2, 3, 4, 5, 6, 7, 9, 10, 12 называется ее силовой
частью, которая определяет параметры накатываемых резьб и воспринимает все радиальные
нагрузки. Зубчатые колеса 4 входят в зацепление с центральной шестерней 13, которая
находится на хвостовике 14. Расположенный на хвостовике корпус 8 удерживается от
осевого перемещения байонетным замком. Пружина 16 стремится повернуть корпус
относительно хвостовика. В хвостовике имеются пазы, состоящие из двух участков;
прямого, параллельного оси головки, и винтового. Аналогичные пазы имеются в корпусе,
но винтовые участки их направлены в другую сторону. Сквозь пазы проходят укрепленные
в кольце 17 пальцы 18, с сидящими на них роликами 19.
В хвостовике имеются пазы, состоящие из двух участков;
прямого, параллельного оси головки, и винтового. Аналогичные пазы имеются в корпусе,
но винтовые участки их направлены в другую сторону. Сквозь пазы проходят укрепленные
в кольце 17 пальцы 18, с сидящими на них роликами 19.
Концы пальцев 18 входят в отверстия сердечника 20, несущего внутренний упор 21 и контргайку 22. Таким образом кольцо 17 и сердечник 20 жестко связаны между собой. Гайки 11 крепят силовую часть головки к корпусу. Винты 23 имеются только в головках ВНГН-5М и ВНГН-Трап.М и служат для регулирования накатных роликов на размер. Головки ВНГН работают по принципу самозатягивания: головка принудительно подается на заготовку (или наоборот) и, захватив ее, дальнейшее поступательное движение получает за счет накатанной резьбы. Головки работают и как вращающиеся и как стационарные.
Для накатывания резьб на водогазопроводных трубах по ГОСТ 3262-75
Московский инструментальный завод
выпускает аксиальные резьбонакатные головки
СТД 25004 (рис. 4), предназначенные для
использования на резьбонакатных станках СТД – 129 (рис. 5).
4), предназначенные для
использования на резьбонакатных станках СТД – 129 (рис. 5).
Рис. 4. Резьбонакатная головка СТД 25004.
Рис. 5. Резьбонакатной станок СТД -129.
Для накатывания резьб вручную заводом “Фрезер” выпускались нераскрывающиеся аксиальные резьбонакатные головки (резьбонакатные плашки) типа НП (рис. 6) и НПТ (для трубной резьбы, отличаются большим числом роликов).
Рис. 6. Резьбонакатная плашка типа НП.
В центральном отверстии корпуса 1 резьбонакатной плашки типа НП
установлена втулка 2, имеющая на фланцевой части
зубчатый венец, находящийся в зацеплении с зубчатыми венцами осей 3. Ось 3 представляет
собой валик, у которого с одной стороны нарезан зубчатый венец, а с другой имеется
эксцентрично расположенная шейка и буртик. На эксцентричной шейке на иглах располагается
накатывающий ролик 4, удерживаемый от осевых смещений буртиком оси.
На эксцентричной шейке на иглах располагается
накатывающий ролик 4, удерживаемый от осевых смещений буртиком оси.
Со стороны зубчатого венца ось 3 удерживается шайбой 5, закрепляемой винтом 6.
Центральная втулка 2 имеет два окна (см. разрез А—А), сквозь которые проходят винты 7,
устанавливаемые в корпусе 1 и упирающиеся с двух сторон в перемычку втулки 2,
образованную окнами. Отпуская один винт 7 и ввинчивая другой, можно поворачивать
центральную втулку 2 вокруг оси и тем самым, благодаря зацеплению зубчатых венцов,
поворачивать оси 3. Поворот осей 3 вызывает изменение положения эксцентричной шейки
оси 3 относительно центра плашки. Изменение положения эксцентричной шейки с сидящим
на ней накатывающим роликом происходит одновременно у всех трех роликов, поэтому
в плашке регулируется просвет между роликами а следовательно, регулируется и диаметр
накатываемой резьбы. Так как при сборке плашки важно, чтобы все три эксцентричные
оси занимали одинаковое положение относительно центра плашки, то зубчатые венцы
имеют особое исполнение. В центральной втулке 2 в трех равномерно распределенных
по окружности местах один зуб отсутствует. Соответственно у осей 3 в зубчатом, венце
имеется один сдвоенный зуб, который и вводится в расширенную канавку центральной
втулки. Эта конструктивная особенность исключает неправильную сборку плашки, предотвращая
возможные неполадки при работе и упрощая пользование плашкой.
В центральной втулке 2 в трех равномерно распределенных
по окружности местах один зуб отсутствует. Соответственно у осей 3 в зубчатом, венце
имеется один сдвоенный зуб, который и вводится в расширенную канавку центральной
втулки. Эта конструктивная особенность исключает неправильную сборку плашки, предотвращая
возможные неполадки при работе и упрощая пользование плашкой.
Недостатком данных головок является консольное расположение роликов, снижающее жесткость конструкции. Научным коллективом разработана гамма простых по конструкции нераскрывающихся аксиальных резьбонакатных головок с бесконсольным расположением роликов, предназначенных для накатывания метрических резьб, конических резьб нефтяного сортамента, крупных трапецеидальных резьб на стяжных винтах строительной арматуры и т.д.
Радиальные резьбонакатные головки разработаны для использования на большинстве типов станков,
включая токарные станки с ЧПУ. Радиальные головки отличаются очень высокой производительностью
обработки. После установки радиальной головки в исходное положение и перевода рукоятки управления в рабочее положение
обработка резьбы происходит за один оборот роликов. С помощью радиальных накатных головок можно экономично проводить обработку
очень коротких резьб, обработку резьб на маленьком вылете, обработку резьбы за буртиками, обработку конических резьб,
буквенно-цифровую маркировку, выглаживание и формовку. Ширина обрабатываемого профиля ограничена шириной роликов и составляет
максимально 39 мм.
Радиальные головки отличаются очень высокой производительностью
обработки. После установки радиальной головки в исходное положение и перевода рукоятки управления в рабочее положение
обработка резьбы происходит за один оборот роликов. С помощью радиальных накатных головок можно экономично проводить обработку
очень коротких резьб, обработку резьб на маленьком вылете, обработку резьбы за буртиками, обработку конических резьб,
буквенно-цифровую маркировку, выглаживание и формовку. Ширина обрабатываемого профиля ограничена шириной роликов и составляет
максимально 39 мм.
Радиальные резьбонакатные головки работают по двум основным схемам. Наибольшее распространение нашли головки,
у которых радиальная подача осуществляется конструктивным способом, за счет применения роликов, имеющих некруглую (затыловынную)
заборную часть. Данные головки оснащаются двумя или тремя затылованными роликами. Заготовке сообщается вращение
(круговая подача). Под действием сил трения между роликами и заготовкой роликам сообщается главное вращательное движение.
Межцентровое расстояние между роликами остается постоянным.
Под действием сил трения между роликами и заготовкой роликам сообщается главное вращательное движение.
Межцентровое расстояние между роликами остается постоянным.
Радиальные головки данного типа выпускаются, например, компаниями
Fette (ФРГ) и
RSVP Tooling Inc (США) и бывают двух основных типов: двух- и трехроликовые.
Двухроликовые радиальные накатные головки типа С (рис. 7), выпускаемые компанией Fette,
оснащены двумя роликами, которые перемещаются снаружи к центру заготовки
перпендикулярно плоскости оси. Эти головки предназначены для применения на всех видах
станков (простых токарных станках, одно- и многошпиндельных станках-автоматах,
револьверных станках, гидрокопировальных станках, станках с ЧПУ, специальных станках,
автоматических линиях, резьбонарезных станках, сверлильных станках, специальных
накатных станках). Устанавливаются на горизонтальную каретку, револьверную головку
или верхний суппорт. Подача осуществляется в радиальном направлении благодаря
определенной геометрии роликов. Работают при неподвижной головке и вращающейся
детали. Диапазон диаметров до 36 мм, диапазон длин до 39 мм.
Подача осуществляется в радиальном направлении благодаря
определенной геометрии роликов. Работают при неподвижной головке и вращающейся
детали. Диапазон диаметров до 36 мм, диапазон длин до 39 мм.
Рис. 7. Радиальная резьбонакатная головка Fette типа C.
Радиальные накатные головки Fette типа Е (рис. 8)
формируют резьбу, перемещаясь по оси заготовки. Резьба накатывается за один оборот роликов.
Предназначены для применения на всех видах станков (простых токарных станках, одно- и
многошпиндельных станках-автоматах, револьверных станках, гидрокопировальных станках,
станках с ЧПУ, специальных станках, автоматических линиях, резьбонарезных станках,
сверлильных станках, специальных накатных станках). Устанавливаются на горизонтальную
каретку, револьверную головку, шпиндель или заднюю бабку. Подача осуществляется
в радиальном направлении благодаря определенной геометрии роликов. Работают как при
неподвижной головке и вращающейся детали, так и при вращающейся головке и неподвижной
детали. Диапазон диаметров до 45 мм, диапазон длин до 39 мм.
Работают как при
неподвижной головке и вращающейся детали, так и при вращающейся головке и неподвижной
детали. Диапазон диаметров до 45 мм, диапазон длин до 39 мм.
Рис. 8. Радиальная резьбонакатная головка Fette типа E.
Радиальные накатные головки Fette типа ЕW (рис. 9) по всем параметрам соответствуют головкам типа Е, однако не имеют в конструкции рычага открытия/закрытия головки. Головка открывается, когда деталь доходит до регулируемого упора на торце головки за роликами. При этом обеспечивается минимальный сбег резьбы. Применение этих головок упрощает конструкцию станка и сокращает время и затраты на обработку.
Рис. 9. Радиальная резьбонакатная головка Fette типа EW.
У радиальных резьбонакатных головок с технологическим заданием радиального обжатия формирование резьбы на
заготовке осуществляется путем радиального перемещения цилиндрических резьбонакатных роликов в направлении оси заготовки. Так, например, у головок модели 234-SA компании
C.J. Winter (США) (рис. 10) радиальное перемещение ползунов с установленными в них
роликами осуществляется натяжением закрепленной в них кольцевой цепи путем поворота кулачков с натяжными роликами.
Основным недостатком радиальных резьбонакатных головок с технологическим заданием радиального обжатия является
необходимость наличия механизма привода радиальной подачи роликов.
Так, например, у головок модели 234-SA компании
C.J. Winter (США) (рис. 10) радиальное перемещение ползунов с установленными в них
роликами осуществляется натяжением закрепленной в них кольцевой цепи путем поворота кулачков с натяжными роликами.
Основным недостатком радиальных резьбонакатных головок с технологическим заданием радиального обжатия является
необходимость наличия механизма привода радиальной подачи роликов.
Рис. 10. Радиальная резьбонакатная головка C.J. Winter типа 234-SA.
Тангенциальными головками накатывают цилиндрическую и коническую,
правую и левую резьбу на станках токарной группы на любом участке заготовки, в том числе
за буртом. Привод роликов осуществляется от контакта с вращающейся заготовкой.
При накатывании происходит незначительное осевое перемещение роликов относительно
заготовки, поэтому ролики в корпусе должны иметь осевой зазор. Головку крепят на поперечном
суппорте.
Наибольшее распространение получило накатывание двухроликовыми тангенциальными
головками (рис. 11). Вследствие наличия сил, изгибающих заготовку, область применения такого способа ограничена длиной резьбы,
а также вылетом заготовок.
Тангенциальные резьбонакатные головки оснащены двумя встречно расположенными роликами,
перемещающимися к заготовке по углом 90 градусов к оси. Во время подачи на врезание в
тангенциальном направлении формируется резьба. Процесс формирования заканчивается,
когда оси роликов находятся на одной линии с осью детали. Для этого требуется,
как правило, от 15 до 30 оборотов детали. В то же время,
для них не требуется механизм открытия-закрытия головки. Тангенциальные накатные головки
пригодны для использования на большинстве типов станков, включая токарные станки с ЧПУ.
Для работы этих головок требуется соответственно дополнительное движение подачи
(для станков без ЧПУ управляемое специальным кулачком).
Головку крепят на поперечном
суппорте.
Наибольшее распространение получило накатывание двухроликовыми тангенциальными
головками (рис. 11). Вследствие наличия сил, изгибающих заготовку, область применения такого способа ограничена длиной резьбы,
а также вылетом заготовок.
Тангенциальные резьбонакатные головки оснащены двумя встречно расположенными роликами,
перемещающимися к заготовке по углом 90 градусов к оси. Во время подачи на врезание в
тангенциальном направлении формируется резьба. Процесс формирования заканчивается,
когда оси роликов находятся на одной линии с осью детали. Для этого требуется,
как правило, от 15 до 30 оборотов детали. В то же время,
для них не требуется механизм открытия-закрытия головки. Тангенциальные накатные головки
пригодны для использования на большинстве типов станков, включая токарные станки с ЧПУ.
Для работы этих головок требуется соответственно дополнительное движение подачи
(для станков без ЧПУ управляемое специальным кулачком). Основным преимуществом этих
головок является возможность бокового врезания в деталь с последующим накатыванием.
Для работы головки деталь должна вращаться, а головка быть смонтирована жестко на
станке. С помощью тангенциальных накатных головок можно проводить обработку
очень коротких резьб; обработку резьб на маленьком вылете;
обработку конических резьб; буквенно-цифровую маркировку;
выглаживание и формовку. Ширина обрабатываемого профиля ограничена шириной роликов
и составляет не более 40 мм
Основным преимуществом этих
головок является возможность бокового врезания в деталь с последующим накатыванием.
Для работы головки деталь должна вращаться, а головка быть смонтирована жестко на
станке. С помощью тангенциальных накатных головок можно проводить обработку
очень коротких резьб; обработку резьб на маленьком вылете;
обработку конических резьб; буквенно-цифровую маркировку;
выглаживание и формовку. Ширина обрабатываемого профиля ограничена шириной роликов
и составляет не более 40 мм
Рис. 11. Тангенциальные резьбонакатные головки.
Тангенциальные резьбонакатные головки бывают с синхронным (для точных резьб)
н несинхронным (для резьб невысокой точности) вращением роликов. Головки имеют два ролика с винтовой нарезкой, направление которой должно быть
противоположно направлению накатываемой резьбы, и с числом заходов,
обеспечивающим равенство углов подъема витков на роликах и заготовке.
Число заходов выбирают от двух до шести в зависимости от шага. Оси роликов
параллельны оси заготовки. В начальный рабочий момент ролики своей наружной
поверхностью касаются заготовки. Затем головке вместе с роликами сообщается
тангенциальное движение подачи относительно заготовки. Накатывание прекращается
тогда, когда ролики с головкой занимают положение, при котором оси роликов и
заготовки оказываются в одной плоскости. После этого головка должна быстро
возвратиться в исходное положение, в противном случае качество резьбы
окажется низким.
Головки имеют два ролика с винтовой нарезкой, направление которой должно быть
противоположно направлению накатываемой резьбы, и с числом заходов,
обеспечивающим равенство углов подъема витков на роликах и заготовке.
Число заходов выбирают от двух до шести в зависимости от шага. Оси роликов
параллельны оси заготовки. В начальный рабочий момент ролики своей наружной
поверхностью касаются заготовки. Затем головке вместе с роликами сообщается
тангенциальное движение подачи относительно заготовки. Накатывание прекращается
тогда, когда ролики с головкой занимают положение, при котором оси роликов и
заготовки оказываются в одной плоскости. После этого головка должна быстро
возвратиться в исходное положение, в противном случае качество резьбы
окажется низким.
Тангенциальные резьбонакатные головки за рубежом выпускаются компаниями
Fette (ФРГ), Wagner Werkzeugsystem
(ФРГ), RSVP Tooling Inc (США) и рядом других.
Заводом “Фрезер” выпускались тангенциальные головки типа ТНГ с несинхронным вращением роликов (для резьб невысокой точности) и головки типа ТНГС с синхронным вращением роликов.
С помощью накатных головок могут обрабатываться практически все типы существующих
резьб. Угол профиля не должен быть меньше 10 градусов. В рамках этих условий можно также
обрабатывать специальные резьбы. Накатываемые диаметры лежат в диапазоне
от 1,4 мм до 230 мм. Кроме того, допуская, что концентричные канавки являются резьбой
с бесконечно большим углом подъема, приходим к выводу о возможности накатывания рифлений,
дорожек и подобных элементов конструкции. При это не имеет значения, является ли накатка
прямой, винтовой, правой или левой или двойной. Поверхности цилиндрических деталей могут
быть накатаны накатными роликами, а концы труб могут быть обсажены профильными роликами.
На цилиндрических деталях также можно с помощью накатки наносить маркировку
с использованием любых символов.
Процесс накатывания не накладывает ограничений на размеры и форму заготовки. Естественно, при этом деталь должна быть корректно установлена и зажата и накатная головка должна находиться в определенном исходном положении. Во многих случаях можно выбрать между неподвижной головкой и вращающейся деталью или неподвижной деталью и вращающейся головкой. На прутковых станках можно также накатывать резьбы за буртиками (например, на штуцерах) перед отрезкой детали от прутка. Если станок оснащен устройством непрерывной подачи прутка, то можно накатывать резьбы неограниченной длины. Во многих случаях возможно накатывание резьбы на трубах. При накатывании тонкостенных труб применяются внутренние оправки. Остаточная толщина стенки между основным и внутренним диаметром резьбы должна быть не менее 0,5 мм плюс половина высоты профиля резьбы.
Для накатывания внутренних резьб головки пока не нашли широкого применения. В качестве примера
головок для накатывания внутренних резьб можно привести аксиальные головки РГТВ, выпускавшиеся заводом “Фрезер”, и
предназначенные для накатывания внутренних конических резьб по ГОСТ 631-80 и 632-80
на предохранительных деталях труб нефтяного сортамента без предварительной подготовки поверхности
заготовки под накатывание резьбы. Головки РГТВ использовались на специальных трубонарезных станках,
оснащенных гидравлическим приводом подачи головки в зону накатывания.
Головки РГТВ использовались на специальных трубонарезных станках,
оснащенных гидравлическим приводом подачи головки в зону накатывания.
Накатывание резьбы головками может осуществляться на любом виде оборудования,
обеспечивающем взаимное вращение обрабатываемой детали и накатной головки относительно
друг друга.
Основными видами оборудования, на котором применяется накатывание, являются токарные
и сверлильные станки, токарные автоматы, включая станки с ЧПУ.
Применение станков с ЧПУ для накатывания резьбы повышает эффективность и экономичность
обработки. Накатные головки существенно сокращают дорогое машинное время станков с ЧПУ,
так как резьба в этом случае обрабатывается за один проход за несколько секунд, в то время
как нарезание резьбы резцом требует многопроходного цикла. Более высокая стойкость роликов
по сравнению с резьбовым резцом обеспечивает сокращение расходов на
заработную плату благодаря
уменьшению времени на наладку станка. Головки оснащаются хвостовиками для токарных станков
или специальными хвостовиками под конкретный станок.
Головки оснащаются хвостовиками для токарных станков
или специальными хвостовиками под конкретный станок.
Скорости накатывания резьб достаточно высоки. При этом, скорость накатывания треугольных резьб выше, чем скорости обработки трапецеидальных резьб, поскольку в последнем случае необходимо перемещать больше материала. С другой стороны, накатывание материалов с более высоким коэффициентом удлинения может осуществляться на более высокой скорости, чем для материалов с более низким коэффициентом удлинения. Более прочные материалы требуют меньших скоростей обработки. Для разных видов резбонакатных головок существуют различные зависимости между скоростью, диаметром резьбы, подачей, скоростью вращения роликов и временем обработки. Скорость накатывания для аксиальных головок приведена в табл.1.
Таблица 1.
Рекомендуемые скорости накатывания резьб осевыми головками
Для радиальных головок рекомендуется скорость 20-60 м/мин, время обработки
очень мало, так как накатывание осуществляется за один оборот роликов.
Для тангенциальных головок скорость 20-80 м/мин, требуется дополнительный управляемый привод подачи головки, время обработки больше, так как требуется от 15 до 30 оборотов заготовки на операцию накатывания и от 5 до 7 оборотов заготовки на ускоренный отвод головки.
967639 – Резьбонакатная головка — PatentDB.ru
Резьбонакатная головка
Иллюстрации
Показать все
Реферат
О П И С А Н И Е ()967639
ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВМДЕТ ЕЛЬ СТВУ
Союз Советских
Социалистических
Республик (61) Дополнительное к авт. свид-ву— (22) Заявлено 25.03.81 (21) 3295519/25-27 с присоединением заявки №вЂ” (23) Приоритет— (51) М.К .
В 21 Н 3/04
Государствеккый конктет
СССР (53) УДК 621. 992..7 (088.8) Опубликовано 23.10.82. Бюллетень № 39
992..7 (088.8) Опубликовано 23.10.82. Бюллетень № 39
Дата опубликования описания 28.10.82 по делан изобретений и открытий (72) Авторы изобретения
В. В. Матвеев, Г. А. Мальков и Л. Г. Паренкин
I .ь;
Челябинский филиал Научно-исследовательского института технологии тракторного и сельскохозяйственног машиностроения в(:исоюмня
1. АТЕ11 Т11 ОТ.”:. ХБ. 1ЧЕСЫАЯ
Ь11БЛ11ОТЕКА (7l) Заявитель (54) РЕЗЬБОНАКАТНАЯ ГОЛОВКА
Изобретение относится к обработке металлов давлением и может быть использовано для накатывания наружных резьб в машиностроении, трубной и геологоразведочной промышленности.
Известна резьбонакатная головка для накатывания наружной резьбы, содержащая корпус, в котором на осях установлены резьбонакатные ролики и механизм регулирования межосевого расстояния роликов (1) .
Наиболее близким техническим решением к изобретению является резьбонакатная головка, содержащая ползуны, размещенные в корпусе с возможностью радиального перемещения от клиньев механизма регулирования накатного диаметра, и резьбонакатные ролики, установленные в ползунах с 1s возможностью свободного вращения (2).
Недостатком известных головок является отсутствие у них компенсирующего устройства. Вследствие этого, при наличии несоосности головки и накатываемого изделия, возникают внешние радиальные и осевые силы, приводящие к нарушению закона винтового движения резьбонакатных роликов, что снижает точность накатываемой резьбы.
Целью изобретения является повышение точности накатываемых резьб.
Поставленная цель достигается тем, что резьбонакатная головка, содержащая размещенные в корпусе с возможностью радиального перемещения ползуны, несущие резьбонакатные ролики, установленные с возможностью свободного вращения, снабжена компенсирующим устройством, закрепленным на корпусе соосно ему и выполненным в виде втулки с двумя фланцами, между которыми выполнены сквозные винтовые канавки.
На фиг. 1 изображена резьбонакатная головка, общий вид; на фиг. 2 — разрез
А — А на фиг. 1.
Головка содержит корпус 1, в котором установлены ползуны 2 с возможностью радиального перемещения. В ползунах 2 на осях 3 и игольчатых роликах 4 установлены резьбонакатные ролики 5 и 6 (передняя крышка головки). Гайка 7 и сухари 8 предназначены для регулирования диаметра накатки. Кольцо 9 служит для фиксации ползунов 2 в радиальном направлении, а хомут !Π— для смещения кольца в осевом направлении при раскрытии головки.
В ползунах 2 на осях 3 и игольчатых роликах 4 установлены резьбонакатные ролики 5 и 6 (передняя крышка головки). Гайка 7 и сухари 8 предназначены для регулирования диаметра накатки. Кольцо 9 служит для фиксации ползунов 2 в радиальном направлении, а хомут !Π— для смещения кольца в осевом направлении при раскрытии головки.
967639
Формула изобретения
Составитель С. Сасенко
Редактор Т. Кугрышева Техред И. Верес Корректор Л. Бокшан
Заказ 7197/IS Тираж 702 Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж вЂ” 35, Раушская наб., д. 4/5
Филиал ППП кПатент», г. Ужгород, ул. Проектная, 4
Позицией 1! обозначено компенсирующее устройство, позицией 12 — базовый элемент станка.
Резьбонакатная головка работает следующим образом.
Во вращающуюся головку подают заготовку и осуществляют накатывайие резьбы.
В случае значительного перекоса осей головки и изделия компенсирующее устройство
11 дает возможность смещения корпуса и установки его оси по оси изделия. Жесткость компенсирующего устройства выбирают такой, чтобы головка не проворачивалась.
Жесткость компенсирующего устройства выбирают такой, чтобы головка не проворачивалась.
Предлагаемая головка по сравнению с известной позволяет компенсировать смещение ее оси относительно оси изделия, что существенно уменьшает погрешность винтового профиля резьбы.
Резьбонакатная головка, содержащая размещенные в корпусе с возможностью радиального перемещения ползуны, несущие резьбонакатные ролики, установленные с возможностью свободного вращения, отличающаяся тем, что, с целью повышения точности накатываемых резьб, она снабжена компенсирующим устройством, закрепленным на корпусе соосно ему и выполненным в виде втулки с двумя фланцами, между которыми выполнены сквозные винтовые канавки.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 394145, кл. В 21 Н 3/04, 17.12.71.
2. Авторское свидетельство СССР № 500867, кл. В 21 Н 3/04, (прототип).
Гребёнки, резьбонакатные головки, ролики, плашки
Выберите категорию:
Все
Алмазный инструмент
» Круг алмазный шлифовальный плоский прямого профиля формы 1А1
» Круг алмазный шлифовальный плоский с двухсторонним коническим профилем формы 1ЕЕ1 и 14ЕЕ1
» Круг алмазный шлифовальный плоский с выточкой формы 6А2
» Круг алмазный шлифовальный чашечный конический формы 12А2 с углом 45* и 11V9 70*
» Алмазный карандаш
» Наконечник Роквелла
» Головка алмазная
» Диски реликтовые, державки ДО-40, ДО-75
» Алмазный выглаживатель
Гребёнки, резьбонакатные головки, ролики, плашки
» Головки резьбонакатные ГОСТ 9539-72
» Ролики резьбонакатные ВНГН ГОСТ 9539-72
» Гребенки резьбонарезные плоские для метрической резьбы ГОСТ 2287-88
» Гребенки резьбонарезные для трубной резьбы
» Плашки плоские резьбонакатные ГОСТ2248
Зенкера, зенковки
» Зенкера с коническим хвостовиком
» Зенковки с коническим хвостовиком ГОСТ 14953-80
Долбяки зуборезные
» Долбяк дисковый прямозубый ГОСТ 9323-79
» Долбяк хвостовой прямозубый ГОСТ 9323-79
» Долбяк чашечный чистовой ГОСТ 9323-79
Измерительный инструмент
» Головки измерительные
» Индикаторы
» Линейки
» Микрометры
» Нутромеры микрометрические
» Нутромеры ГОСТ 868-82
» Наборы концевых мер длины
» Призмы многогранные ПМ
» Приборы
» Стойки и штативы
» Скобы рычажные
» Штангенциркули (штангенциркули механические (ШЦ) ГОСТ 166-89, штангенциркули цифровые (ШЦЦ) ГОСТ 1
» Штангенглубиномер
» Штангенрейсмас
» Штангензубомер
» Шаблоны измерительные
»» Набор резьбовых шаблонов
» Уровни
Калибры
» Калибр кольцо G, K, Rc
» Калибр пробка резьбовая трубная G
» Калибр пробка резьбовая K, Rc
Метчики
» Метчики машинно-ручные ГОСТ 3266-81
» Метчики ЛЕВЫЕ машинно-ручные, ручные ГОСТ 3266-81
» Метчики для конической дюймовой резьбы машинно-ручные (К) ГОСТ 6227-80
» Метчики для трубной цилиндрической резьбы ручные (G) ОСТ 2И 50-1-92
» Метчики для трубной цилиндрической резьбы машинно-ручные (G) ГОСТ 3266-81
» Метчики для трубной конической резьбы машинно-ручные (Rс) ГОСТ6227-80
» Метчики гаечные ГОСТ 1604-71
» Метчики для газовой балонной резьбы ГОСТ 9909-81
» Метчики импортные HSSE
» Метчики ручные
» Метчики м/р для трапецеидальной резьбы
Напильники и надфили
» Напильники квадратные
» Напильники круглые
» Напильники плоские
» Напильники полукруглые
» Напильники ромбические
» Напильники трехгранные
» Надфили
Ножи сменные для режущего инструмента
Оснастка и приспособления
» Центра вращающиеся
» Центра упорные
» Втулки переходные
» Патроны сверлильные
» Патроны токарные
» Кулачки к патрону
» Кулачки к головке РНГ
» Цанги
»» Цанги ER16
»» Цанги ER20
»» Цанги ER25
»» Набор цанг
» Штативы магнитные
» Воротки для метчиков
Пилы дисковые сегментные, сегменты ГОСТ 4047-82
» Пилы дисковые сегментные для металла (Геллера) ГОСТ 4047-82
» Сегменты к пилам дисковым для металла ГОСТ 4047-82
Пластины твердосплавные
» Пластины для шаберов
» Трехгранные неперетачиваемые пластины
» Трехгранные ломанные неперетачиваемые пластины с отверстием и стружколомом
» Пятигранные неперетачиваемые пластины
» Квадратные неперетачиваемые пластины
» Ромбические неперетачиваемые пластины
» Круглые непертачиваемые пластины
» Параллелограмм неперетачиваемые пластины
Плашки
» Плашки для метрической резьбы (тип М) ГОСТ 9740-71
» Плашки для левой метрической резьбы (тип М)
» Плашки для трубной цилиндрической резьбы G ГОСТ 9740-71
» Плашки для конической дюймовой резьбы К” ГОСТ 6228-80
» Плашки для трубной конической резьбы (Rc) ГОСТ 6228-80
» Плашка резьбонакатная бесстружечная сборная
Полотна ножовочные
» Полотна ножовочные машинные
Развёртки
» Развертки ручные цилиндрические ГОСТ 7722-77
» Развертки машинные ГОСТ 1672-80
» Развертки ручные разжимные ГОСТ 3509-71
» Развертки насадные ГОСТ 20389-74
» Развертки конические с прямой , винтовой канавкой 1:30,1:50 ГОСТ 11177-84
» Развертки котельные машинные ГОСТ 18121-72
Резцы и вставки
» Резцы отрезные ГОСТ 18884-73
» Резцы подрезные отогнутые ГОСТ 18880-73
» Резцы проходные прямые ГОСТ 18878-73
» Резцы проходные отогнутые ГОСТ 18877-73
» Резцы проходные упорные отогнутые ГОСТ 18879-73
» Резцы проходные упорные прямые ГОСТ 18879-73
» Резцы резьбовые для наружной резьбы ГОСТ 18885-73
» Резцы резьбовые для внутренней резьбы ГОСТ 18885-73
» Резцы расточные для глухих отверстий ГОСТ 18883-73
» Резцы расточные для cквозных отверстий ГОСТ 18882-73
» Резцы расточные с цилиндрич. хвост. для координатно – расточных станков ВК6М
» Резцы строгальные проходные
» Резцы с механическим креплением пластин
» Резцы расточные с цилиндрич. хвост. для координатно-расточных станков из СТМ (эльбор, гексанит)
» Резец СТМ (гексанит, эльбор)
» Резцы сборные оснащенными вставками СТМ (эльбор, гексанит)
» Вставки цилиндрические СТМ (эльбор, гексанит, К01, К10)
» Заготовки монолитные из быстрорежущей стали (Р6М5)
» Резцы к зуборезной головке для прямозубых конических колёс ГОСТ 24905-81
»» Комплект резцов к зуборезной головке для прямозубых конических колёс м3 СИЗ
»» Комплект резцов к зуборезной головке для прямозубых конических колёс м5 СИЗ
»» Комплект резцов к зуборезной головке для прямозубых конических колёс м6 СИЗ
»» Комплект резцов к зуборезной головке для прямозубых конических колёс м4 Левые
»» Комплект резцов к зуборезной головке для прямозубых конических колёс м3 Левые
Свёрла
» Сверла спиральные с коническим хвостовиком ГОСТ 10903-77, ГОСТ 12121-77, ГОСТ 2092-77
» Сверла спиральные с коническим хвостовиком твердосплавные ГОСТ 22736-77
» Сверла спиральные с цилиндричеким хвостовиком левые ГОСТ 19545-74
» Сверла центровочные ГОСТ 14952-75
» Сверла спиральные с цилиндрическим хвостовиком ГОСТ 10902-77
» Сверла цилиндрические с удлиненной рабочей частью Р6М5
» Сверла с механическим креплением ТС пластин
Инструмент слесарный
» Клейма
Фрезы
» Фрезы концевые конический хвостовик ГОСТ 17026-71
» Фрезы концевые с твердосплавными пластинами конический хвостовик ГОСТ 28435-90 и цельные ГОСТ 18372
» Фрезы концевые цилиндрический хвостовик ГОСТ 17025-71
» Фрезы концевые твердосплавные цельные цилиндрический хвостовик ГОСТ 18937-73
» Фрезы концевые двухсторонние цилиндрический хвостовик
» Фрезы шпоночные конический хвостовик ГОСТ 9140-78
» Фрезы шпоночные цилиндрический хвостовик ГОСТ 9140-78
» Фрезы шпоночные твердосплавные ГОСТ 6396-78, ГОСТ 16463-80
» Фрезы зуборезные мелкомодульные ГОСТ 13838-68
» Фрезы зуборезные модульные ГОСТ 10996-64
» Фрезы червячные мелкомодульные для цилиндрических зубчатых колес с эвольв.
хвост. для координатно – расточных станков ВК6М
» Резцы строгальные проходные
» Резцы с механическим креплением пластин
» Резцы расточные с цилиндрич. хвост. для координатно-расточных станков из СТМ (эльбор, гексанит)
» Резец СТМ (гексанит, эльбор)
» Резцы сборные оснащенными вставками СТМ (эльбор, гексанит)
» Вставки цилиндрические СТМ (эльбор, гексанит, К01, К10)
» Заготовки монолитные из быстрорежущей стали (Р6М5)
» Резцы к зуборезной головке для прямозубых конических колёс ГОСТ 24905-81
»» Комплект резцов к зуборезной головке для прямозубых конических колёс м3 СИЗ
»» Комплект резцов к зуборезной головке для прямозубых конических колёс м5 СИЗ
»» Комплект резцов к зуборезной головке для прямозубых конических колёс м6 СИЗ
»» Комплект резцов к зуборезной головке для прямозубых конических колёс м4 Левые
»» Комплект резцов к зуборезной головке для прямозубых конических колёс м3 Левые
Свёрла
» Сверла спиральные с коническим хвостовиком ГОСТ 10903-77, ГОСТ 12121-77, ГОСТ 2092-77
» Сверла спиральные с коническим хвостовиком твердосплавные ГОСТ 22736-77
» Сверла спиральные с цилиндричеким хвостовиком левые ГОСТ 19545-74
» Сверла центровочные ГОСТ 14952-75
» Сверла спиральные с цилиндрическим хвостовиком ГОСТ 10902-77
» Сверла цилиндрические с удлиненной рабочей частью Р6М5
» Сверла с механическим креплением ТС пластин
Инструмент слесарный
» Клейма
Фрезы
» Фрезы концевые конический хвостовик ГОСТ 17026-71
» Фрезы концевые с твердосплавными пластинами конический хвостовик ГОСТ 28435-90 и цельные ГОСТ 18372
» Фрезы концевые цилиндрический хвостовик ГОСТ 17025-71
» Фрезы концевые твердосплавные цельные цилиндрический хвостовик ГОСТ 18937-73
» Фрезы концевые двухсторонние цилиндрический хвостовик
» Фрезы шпоночные конический хвостовик ГОСТ 9140-78
» Фрезы шпоночные цилиндрический хвостовик ГОСТ 9140-78
» Фрезы шпоночные твердосплавные ГОСТ 6396-78, ГОСТ 16463-80
» Фрезы зуборезные мелкомодульные ГОСТ 13838-68
» Фрезы зуборезные модульные ГОСТ 10996-64
» Фрезы червячные мелкомодульные для цилиндрических зубчатых колес с эвольв. профилем ГОСТ 10331-81
» Фрезы червячные чистовые для цилиндрических зубчатых колес с эвольвентным профилем ГОСТ 9324-2015
» Фрезы червячные чистовые для шлицевых валов с эвольвентным профилем ГОСТ 6637-80
» Фрезы червячные для нарезания зубьев звездочек к приводным роликовым и втулочным цепям ГОСТ 15127-83
» Фрезы червячные с зацеплением Новикова ГОСТ 16771-81 (ОСТ 2И41-11-87) – чистовые
» Фрезы червячные питчевые
» Фрезы дисковые пазовые ГОСТ 1695-80, ГОСТ 3964-69
» Фрезы для пазов сегментных шпонок ГОСТ 6648-79
» Фрезы для обработки Т-образных пазов ГОСТ 7063-72
» Фрезы дисковые трехсторонние ГОСТ 28527-90
» Фрезы отрезные / прорезные ( шлицевые ) ГОСТ 2679-93
» Фрезы торцевые ГОСТ 9304-69
» Фрезы двухугловые симметричные ГОСТ Р 50181-92
» Фрезы двухугловые ГОСТ Р 50181-92
» Фрезы одноугловые ГОСТ Р 50181-92
» Фрезы полукруглые вогнутые фасонные ГОСТ 9305-93
» Фрезы полукруглые выпуклые фасонные ГОСТ 9305-93
» Фрезы цилиндрические насадные ГОСТ 29092-91
» Фрезы червячные для шлицевых валов с прямобочным профилем ГОСТ 8027-86
» Борфрез
»» Цилиндрические
»» Сферические
»» Овальные
» Фрезы гребенчатые
Протяжки
» Протяжки шпоночные ГОСТ 18217-90, ГОСТ 18218-90, ГОСТ-18219-90
» Протяжки круглые переменного резания ГОСТ 20365-74
» Протяжки для шлицевых отверстий с прямобочным профилем ГОСТ 24819-81
» Протяжки шпоночные с фасочными зубьями ГОСТ 18219-90
Резцы зубострогальные ГОСТ 5392-80
Ролики резьбонакатные к плашкам типа НП, ТУ2-035-683-79
» Ролики резьбонакатные к плашкам типа НП 2
» Ролики резьбонакатные к плашкам типа НП 3
профилем ГОСТ 10331-81
» Фрезы червячные чистовые для цилиндрических зубчатых колес с эвольвентным профилем ГОСТ 9324-2015
» Фрезы червячные чистовые для шлицевых валов с эвольвентным профилем ГОСТ 6637-80
» Фрезы червячные для нарезания зубьев звездочек к приводным роликовым и втулочным цепям ГОСТ 15127-83
» Фрезы червячные с зацеплением Новикова ГОСТ 16771-81 (ОСТ 2И41-11-87) – чистовые
» Фрезы червячные питчевые
» Фрезы дисковые пазовые ГОСТ 1695-80, ГОСТ 3964-69
» Фрезы для пазов сегментных шпонок ГОСТ 6648-79
» Фрезы для обработки Т-образных пазов ГОСТ 7063-72
» Фрезы дисковые трехсторонние ГОСТ 28527-90
» Фрезы отрезные / прорезные ( шлицевые ) ГОСТ 2679-93
» Фрезы торцевые ГОСТ 9304-69
» Фрезы двухугловые симметричные ГОСТ Р 50181-92
» Фрезы двухугловые ГОСТ Р 50181-92
» Фрезы одноугловые ГОСТ Р 50181-92
» Фрезы полукруглые вогнутые фасонные ГОСТ 9305-93
» Фрезы полукруглые выпуклые фасонные ГОСТ 9305-93
» Фрезы цилиндрические насадные ГОСТ 29092-91
» Фрезы червячные для шлицевых валов с прямобочным профилем ГОСТ 8027-86
» Борфрез
»» Цилиндрические
»» Сферические
»» Овальные
» Фрезы гребенчатые
Протяжки
» Протяжки шпоночные ГОСТ 18217-90, ГОСТ 18218-90, ГОСТ-18219-90
» Протяжки круглые переменного резания ГОСТ 20365-74
» Протяжки для шлицевых отверстий с прямобочным профилем ГОСТ 24819-81
» Протяжки шпоночные с фасочными зубьями ГОСТ 18219-90
Резцы зубострогальные ГОСТ 5392-80
Ролики резьбонакатные к плашкам типа НП, ТУ2-035-683-79
» Ролики резьбонакатные к плашкам типа НП 2
» Ролики резьбонакатные к плашкам типа НП 3
Производитель:
ВсеЗ-д ВильнюсЗ-д ВладивостокЗ-д ЗИДЗ-д КИЗЗ-д МИЗЗ-д Оренбургз-д СестрорецкЗ-д ТИЗЗ-д ФрезерЗ-д ФрунзеЗ-д ХарьковЗ-д ЧИЗ
Результатов на странице:
5203550658095
резьбонакатная головка с плоскими плашками для обработки предельно мелкоразмерных резьб (варианты) – патент РФ 2087237
Использование: обработка металлов давлением, в частности накатывание предельно мелкоразмерных резьб в практическом диапазоне диаметров 0,25 – 2,0 мм. Сущность изобретения: предусматриваются два варианта выполнения резьбонакатной головки – с плашками с рабочей поверхностью типа “развернутый винт” и с плашками с рабочей поверхностью типа “развернутое кольцо”. Плашки установлены на ползунах. Головки выполнены с механизмом тонкого регулирования диаметра обработки. В первом варианте (с плашками “развернутый винт”) направляющие для ползунов выполнены в виде двух планок, один конец которых установлен с возможностью поворота относительно накладки, прикрепленной к одной из боковых поверхностей корпуса, а другой конец размещен с зазором в окне противоположной накладки, и установлены в торцевой плоскости головки параллельно. Во втором варианте направляющие для ползунов выполнены аналогично первому, но установлены в параллельных горизонтальных плоскостях под углом перекрещивания, близким по величине к углу подъема резьбы. Во втором варианте плашки выполнены с рабочей поверхностью типа “развернутое кольцо”. 2 с. и 1 з.
Сущность изобретения: предусматриваются два варианта выполнения резьбонакатной головки – с плашками с рабочей поверхностью типа “развернутый винт” и с плашками с рабочей поверхностью типа “развернутое кольцо”. Плашки установлены на ползунах. Головки выполнены с механизмом тонкого регулирования диаметра обработки. В первом варианте (с плашками “развернутый винт”) направляющие для ползунов выполнены в виде двух планок, один конец которых установлен с возможностью поворота относительно накладки, прикрепленной к одной из боковых поверхностей корпуса, а другой конец размещен с зазором в окне противоположной накладки, и установлены в торцевой плоскости головки параллельно. Во втором варианте направляющие для ползунов выполнены аналогично первому, но установлены в параллельных горизонтальных плоскостях под углом перекрещивания, близким по величине к углу подъема резьбы. Во втором варианте плашки выполнены с рабочей поверхностью типа “развернутое кольцо”. 2 с. и 1 з. п. ф-лы, 8 ил.
п. ф-лы, 8 ил.
Рисунок 1, Рисунок 2, Рисунок 3, Рисунок 4, Рисунок 5, Рисунок 6, Рисунок 7, Рисунок 8
Формула изобретения
1. Резьбонакатная головка с плоскими плашками для обработки предельно мелкоразмерных резьб, содержащая две плоские встречнодвижущиеся плашки, установленные на ползунах и перемещающиеся под действием пружинного узла, отличающаяся тем, что направляющие для ползунов выполнены в виде двух планок, один конец которых установлен с возможностью поворота относительно накладки, прикрепленной к одной из боковых поверхностей корпуса, а другой конец размещен с зазором в окне противоположной накладки, и установлены в торцевой плоскости головки параллельно, плашки выполнены с рабочей резьбовой поверхностью типа “развернутый винт”, при этом головка снабжена механизмом тонкого регулирования диаметра обработки.
2. Резьбонакатная головка с плоскими плашками для обработки предельно мелкоразмерных резьб, содержащая две плоские встречнодвижущиеся плашки, установленные на ползунах и перемещающиеся под действием пружинного узла, отличающаяся тем, что направляющие для ползунов выполнены в виде двух планок, один конец которых установлен с возможностью поворота относительно накладки, прикрепленной к одной из боковых поверхностей корпуса, а другой конец размещен с зазором в окне противоположной накладки, и установлены в параллельных горизонтальных плоскостях под углом перекрещивания , близким к величине угла подъема резьбы, плашки выполнены с рабочей резьбовой поверхностью типа “развернутое кольцо”, в которых направление витков совпадает с направлением рабочего движения плашек, при этом головка снабжена механизмом тонкого регулирования диаметра обработки.
3. Головка по пп.1 и 2, отличающаяся тем, что механизм тонкого регулирования диаметра обработки выполнен в виде установленного на центральной оси головки коромысла с расположенными на его противолежащих концах штифтами, входящими в пазы направляющих, и двух регулировочных винтов, установленных в накладках корпуса с возможностью взаимодействия с коромыслом, обеспечивая синхронное угловое перемещение направляющих, при этом угол поворота направлящих связан с диаметром обработки соотношениями
d = 2asin – 2b,
D = 2asin( + ) – 2b,
где а радиус поворота направляющих, мм;
b расстояние от оси направляющей до заготовки, мм;
– угол между радиусом поворота и осью направляющей, град.
– регулируемый угол, изменение величины которого определяет изменение обрабатываемого диаметра, град.
d и D диаметры обработки, мм.
Описание изобретения к патенту
Изобретение относится к обработке металлов пластической деформацией с помощью резьбонакатных головок (РНГ) на металлорежущих станках, в частности токарной группы.
Известны РНГ для накатывания резьб с осевой, тангенциальной или радиальной подачей. Все они оснащены комплектом круглых роликов. Недостатком данного технического решения применительно к обработке предельно мелкоразмерных резьб является невозможность обработки головками, работающими с осевой подачей из-за несведения к малому диаметру трехштучного комплекта роликов, а также невозможность обработки головками, работающими с тангенциальной и радиальной подачами из-за изгибной деформации тонкой заготовки.
Наиболее близким по технической сущности инструментом является резьбонакатная раскрывающаяся головка, содержащая корпус, в котором располагаются плоские накатные плашки с резьбой прямолинейного профиля, прикрепленные к ползунам, подпружиненным друг относительно друга, перемещение плашек ограничено выступами, кольцами с рукояткой, посаженной на хвостовике корпуса.
Недостатком данного технического решения является невозможность использования плоских плашек с рабочей резьбовой поверхностью типа “развернутое кольцо”, которые должны располагаться и перемещаться в головке под углом, близким к углу подъема резьбы, отсутствие тонкой регулировки расстояния между плашками, что определяет точность диаметра обработки.
Целью изобретения является создание конструкции РНГ с плоскими встречнодвижущимися плашками, применение которых не имеет ограничений по минимизации размера обрабатываемого диаметра, допускает использование плашек с рабочей поверхностью как типа “развернутый винт”, так и типа “развернутое кольцо”, позволяет в регулировочных целях изменение расстояния между плашками.
Поставленная цель достигается тем, что в корпусе головки, располагающемся соосно обрабатываемой заготовке, устанавливаются две плоские плашки. В одном варианте используются плашки типа “развернутый винт”, и двигаются они при накатывании перпендикулярно оси головки. Во втором случае используются плашки типа “развернутое кольцо”, и при накатке они перемещаются под углом к торцевой плоскости. Тонкая регулировка обрабатываемого диаметра достигается поворотом двух направляющих при помощи центрального коромысла, синхронно поворачивающего эти направляющие, сохраняя их параллельность. Рабочее движение двух ползунов вместе с плашками осуществляется единой винтовой пружиной, два конца которой после закручивания заводятся в соответствующие пазы ползунов.
Рабочее движение двух ползунов вместе с плашками осуществляется единой винтовой пружиной, два конца которой после закручивания заводятся в соответствующие пазы ползунов.
На фиг. 1 изображен продольный разрез РНГ с плашками типа “развернутый винт”, на фиг. 2 представлен вид с торца на эту же головку; на фиг.3 вид сверху; на фиг. 4 показан вид сверху на вариант головки, в котором используются плашки типа “развернутое кольцо”, на фиг. 5 дано аксонометрическое изображение плашки типа “развернутый винт”, на фиг. 6 – плашки типа “развернутое кольцо”, на фиг. 7 и 8 показаны схемы регулирования диаметра.
Резьбонакатная головка содержит корпус 1, на боковых поверхностях которого укрепляются две накладки 2, в пазы которых входят две параллельно установленные направляющие 3, каждая из которых может поворачиваться относительно штифтов 4, сидящих в накладках 2; другой конец направляющих 3 располагается с зазором в зоне противоположной накладки и имеет паз, в который входит штифт 5 коромысла 6. Коромысло 6 имеет возможность поворачиваться вокруг центральной оси головки. Установка направляющих 3 относительно корпуса 1 и накладок 2 может быть выполнена в двух вариантах в торцевой плоскости параллельно друг другу (фиг. 2 и фиг. 3) или под углом w так, что они находятся в перекрещивающемся положении (фиг.4). Ползуны 7 имеют возможность перемещаться в параллельных друг другу плоскостях, встречно или расходясь, по направляющим 3. В этом случае в варианте параллельной установки направляющих 3 ползуны 7 и плашки 8 могут двигаться параллельно друг другу, а в случае перекрещивающегося положения направляющих 3 (на фиг. 4) ползуны 7 двигаются в перекрестных друг другу направлениях, но в двух параллельных плоскостях. Во втором варианте на ползунах 7 установлены плоские плашки 9 типа “резвернутое кольцо” (фиг. 6). В отверстии корпуса 1 располагается также винтовая пружина 10, два спрямленных конца которой с противоположных сторон после соответствующего закручивания заведены в пазы клинообразной формы ползунов 7.
Коромысло 6 имеет возможность поворачиваться вокруг центральной оси головки. Установка направляющих 3 относительно корпуса 1 и накладок 2 может быть выполнена в двух вариантах в торцевой плоскости параллельно друг другу (фиг. 2 и фиг. 3) или под углом w так, что они находятся в перекрещивающемся положении (фиг.4). Ползуны 7 имеют возможность перемещаться в параллельных друг другу плоскостях, встречно или расходясь, по направляющим 3. В этом случае в варианте параллельной установки направляющих 3 ползуны 7 и плашки 8 могут двигаться параллельно друг другу, а в случае перекрещивающегося положения направляющих 3 (на фиг. 4) ползуны 7 двигаются в перекрестных друг другу направлениях, но в двух параллельных плоскостях. Во втором варианте на ползунах 7 установлены плоские плашки 9 типа “резвернутое кольцо” (фиг. 6). В отверстии корпуса 1 располагается также винтовая пружина 10, два спрямленных конца которой с противоположных сторон после соответствующего закручивания заведены в пазы клинообразной формы ползунов 7. Пружина постоянно стремится двигать ползуны 7, а вместе с ними и плашками 8 или 9 навстречу друг другу и позволяет работать в условиях изменения расстояния между направляющими 3. Произвольное перемещение ползунов 7 ограничивается держателями 11, установленными в кольце 12, фиксируемом от поворота специальным фиксатором (на схеме не показаны) и имеющем возможность перемещаться в осевом направлении относительно корпуса, преодолевая сопротивление двух пружин 13 через штифты 14. Коромысло 6 сидит на центральной оси 15, а смонтированные на двух противоположных концах штифты 5 входят в соответствующие пазы направляющих 3. В накладке 2 завернуты два винта 16, один короткий, другой длинный, каждый из которых упирается в противоположный конец штифтов 5 коромысла 6. По схеме (фиг.7) видно, что перемещение винтов 16 в противоположных направлениях приводит к повороту коромысла 6 относительно центральной оси и к соответственно синхронному повороту направляющих относительно осей 4.
Пружина постоянно стремится двигать ползуны 7, а вместе с ними и плашками 8 или 9 навстречу друг другу и позволяет работать в условиях изменения расстояния между направляющими 3. Произвольное перемещение ползунов 7 ограничивается держателями 11, установленными в кольце 12, фиксируемом от поворота специальным фиксатором (на схеме не показаны) и имеющем возможность перемещаться в осевом направлении относительно корпуса, преодолевая сопротивление двух пружин 13 через штифты 14. Коромысло 6 сидит на центральной оси 15, а смонтированные на двух противоположных концах штифты 5 входят в соответствующие пазы направляющих 3. В накладке 2 завернуты два винта 16, один короткий, другой длинный, каждый из которых упирается в противоположный конец штифтов 5 коромысла 6. По схеме (фиг.7) видно, что перемещение винтов 16 в противоположных направлениях приводит к повороту коромысла 6 относительно центральной оси и к соответственно синхронному повороту направляющих относительно осей 4. По схеме (фиг. 7) видно, что выворачивание правого винта 16 и соответственно заворачивание левого винта 16 приводит к изменению положения направляющих 3 на соответствующий угол v. Однако направляющие 3 сохраняют параллельность между собой. Количественное соотношение, определяющее диаметр обработки D и d, описывается следующим образом:
По схеме (фиг. 7) видно, что выворачивание правого винта 16 и соответственно заворачивание левого винта 16 приводит к изменению положения направляющих 3 на соответствующий угол v. Однако направляющие 3 сохраняют параллельность между собой. Количественное соотношение, определяющее диаметр обработки D и d, описывается следующим образом:
Процесс резьбонакатывания и работа резьбонакатной головки реализуются следующим образом: головка, установленная в револьверной головке автомата или в задней бабке токарного станка, заводится на вращающуюся в шпинделе заготовку 17 на глубину, определяющую длину резьбы. Плашки 8 или 9 на начальной стадии (фиг. 2 или фиг. 4) находятся в крайнем раздвинутом положении, фиксируемом держателями 11 через штифты 14. Шаровой рукояткой кольцо 12 перемещается вправо к хвостовику вручную или от упора станка. Это дает возможность кольцу 12 повернуться вокруг центральной оси головки 15, что происходит под действием встречного линейного перемещения ползунов 7 по направляющим 3 под действием скручивания пружины 10. Плашки 8 или 9, двигаясь в тангенциальном направлении относительно заготовки 17 в момент касания с ней, захватываются силой трения и прокатываются по заготовке, создавая на ее поверхности резьбовой профиль. После завершения контакта заготовки 17 с плашками 8 или 9 головка автоматически оказывается раскрытой, так как рабочие витки плашек выходят из резьбового профиля заготовки, головка может быть отведена в исходное положение без свинчивания. Тонкое регулирование диаметра обработки осуществляется вращением винтов 16, которые благодаря повороту коромысла 6 изменяют положение направляющих 3 до необходимой величины и фиксируют положение коромысла 6, так как работают в распор.
Для охвата такой обработкой данного диапазона резьб используются плашки разного размера по толщине и шагу.
LMT Резьбонакатные головки и системы накатки Fette
Наша самая большая программа,
Быстро, надежно, эффективно – без стружки
LMT Накатные головки Fette создают внешние профили любого типа. Холодная формовка обеспечивает высокую точность всего за несколько секунд. Как пользователь, накатка резьбы дает вам несколько преимуществ по сравнению с механической обработкой: время производства чрезвычайно короткое, при этом достигается высокая прочность резьбы и стабильные размеры. Вы также выигрываете от превосходного качества поверхности и длительного срока службы инструмента. Все эти преимущества в совокупности задают планку для формовки без стружки.
Максимальная эффективность
с техническим совершенством
Высококачественная накатанная резьба и накатка гарантируют исключительную надежность и долговечность компонентов. Вы можете наматывать бесконечные нити или короткие нити перед воротником или за ним. Почти все материалы с минимальным растяжением ок. 5% можно свернуть. Резьбонакатной головкой можно накатывать даже тонкостенные трубы с помощью внутренней оправки.
Узнать больше
Осевая прокатная головка EVOline с узлом прижима СОЖ
Осевые прокатные системы
Успех с системой
LMT Осевые прокатные головки Fette имеют от двух до трех, а в особых случаях до шести резьбовых роликов с безмолевыми профильными кольцами. Валки поворачиваются вдоль своей горизонтальной оси, так что заготовка/накатная головка смещается в осевом направлении вокруг шага резьбы на полный оборот. Поскольку валки «перемещаются» в осевом направлении по заготовке, они могут производить резьбу любой длины и диаметром от 1,4 до 230 мм. Вместе с нашими клиентами мы еще больше усовершенствовали нашу систему осевой прокатки. Откройте для себя наше новейшее поколение EVOline. Его модульная конструкция делает его простым в сборке и очень надежным.
Радиальная накатная головка типа E с хвостовиком
Радиальные накатные системы
Добейтесь успеха быстрее
LMT Радиальные накатные головки Fette были разработаны в первую очередь для обработки коротких резьб с очень коротким биением. Они обеспечивают чрезвычайно короткое время обработки стационарных или вращающихся заготовок. Радиальная прокатная головка LMT Fette перемещается в осевом направлении над заготовкой независимо от подачи. Благодаря механизму расцепления валки проникают в заготовку радиально. Желаемый профиль создается за один оборот валка. Профиль валков соответствует изготавливаемой заготовке. Длина профиля ограничена шириной рулона. Радиальные завальцовочные головки LMT Fette доступны с диаметром от 3 до 45 мм.
Тангенциальная прокатная головка EVOLine
Тангенциальные прокатные системы
Применимо в различных ситуациях
Тангенциальные прокатные головки LMT Fette могут использоваться в различных областях, таких как станки с регулируемой подачей, токарные станки с ЧПУ или обрабатывающие центры. Их высокоточная производительность обеспечивает короткий выход резьбы и чрезвычайно короткую резьбу, даже между наконечниками или за воротником. Тангенциальные прокатные головки LMT Fette имеют два ролика, контактирующих с заготовкой сбоку. Ролики образуют резьбу, поскольку они перемещаются перпендикулярно заготовке во время движения подачи. Профиль валка соответствует профилю изготавливаемой заготовки. Длина профиля ограничена шириной рулонов. Тангенциальные прокатные головки LMT Fette доступны с диаметрами от 1,6 до 64 мм.
Узнать больше
Система тангенциальной накатки EVOline
Накатные головки
Для первоклассной обработки профилей накатки
Накатка является предпочтительным выбором, когда на цилиндрических деталях требуются нескользящие или декоративные поверхности. Как часть соединения вал-ступица, накатка также выполняет несколько технических функций. Они передают высокие крутящие моменты и, таким образом, обеспечивают очень хорошую передачу усилия между компонентами. Такой широкий спектр областей применения обуславливает различные требования к профилям накатки и их качеству.
Компания LMT Fette разработала инновационные системы накатки, отвечающие вашим индивидуальным требованиям и в то же время обеспечивающие быстрое, экономичное и надежное производство. С новой системой тангенциальной накатки EVOline от LMT Fette можно производить чистые накатки без сколов как перед, так и за уступом или мешающим контуром. С этим решением даже особенно малые расстояния от обочины не проблема.
Узнать больше
Обдирочная головка FS с твердосплавными пластинами
Системы зачистки
Совершенство перед прокаткой
Головки зачистки LMT Fette позволяют охватить особую область применения: зачистку начального диаметра для обеспечения производства нити без стружки. Используйте этот высокопроизводительный инструмент со сменными пластинами для эффективного уменьшения диаметра круглого и профилированного материала в диапазоне диаметров от 2 до 50 мм. Обдирочные головки имеют короткое время производства с высокой скоростью резания и большими подачами. Таким образом, вы можете добиться узких производственных допусков и превосходных поверхностей. Эта система проста в реализации и эксплуатации, имеет длительный срок службы и требует минимального обслуживания.
Истории успеха
{{ item.teasertext.length > 120 ? ‘…’ : ”}}
{{ item.newstext.length > 120 ? ‘…’ : ”}}
Резьбонакатные головки и системы накатывания
Наш опыт в ваших интересах
Мы будем рады предоставить вам дополнительную информацию. В дополнение к нашей комплексной программе и качеству нашей продукции, услуги, связанные с использованием нашей продукции, также являются нашими сильными сторонами. Наши технические специалисты с удовольствием предоставят консультации по оптимальному использованию наших прокатных систем – на месте и с учетом практики. В нашем учебном центре LMT Tools мы демонстрируем новейшие технологии резьбовых инструментов. В нашем испытательном центре мы проводим для вас испытания ваших заготовок, чтобы оптимизировать применение и процессы. Наши технические семинары предоставят вам исчерпывающие теоретические и практические знания.
LMT Tool Systems Gmbh & Co. KG
Линейки продуктов. .com
Загрузи больше
Резьбонарезной инструмент Wiseman | Резьбонарезная головка, нарезание резьбы или накатка резьбы?
Резьбонарезная головка Coventry CHS
Аксиальная резьбонакатная головка Alco
T
Думаете об использовании резьбонарезной головки для производства резьбовых деталей в больших количествах? Хотите знать, какой будет ваш лучший вариант. Вот несколько фактов, которые могут помочь вам принять решение.
Во-первых, вам нужно выбрать между нарезанием резьбы или накатыванием, каждое из которых может быть выполнено различными способами.
На большинстве станков можно накатывать резьбу с помощью резьбонакатной головки, можно приобрести резьбонакатный станок, а для небольших количеств можно даже использовать резьбонакатную головку, хотя это практично только для диаметров до 16 мм.
Резьбонакатные станки и требуемые ролики, как правило, дороги, поэтому они практичны только для больших повторяющихся количеств. Резьбонакатные плашки можно использовать в небольших количествах, они относительно дешевы, но помните, что при ручной работе требуется много энергии!
Резьбонакатные головки стоят недешево по сравнению с резьбонарезными резьбонарезными головками, но они просты в использовании, охватывают целый ряд резьб и головок, а большинство роликов для стандартной резьбы обычно легко доступны. Они также довольно просты в обслуживании.
Резьбонарезные головки обладают теми же преимуществами, что и резьбонакатные головки, но бывают большего разнообразия, наиболее известными являются типы Coventry и Landis и их копии. Имеются также станки для нарезки резьбы, в основном для трубной резьбы, и, конечно же, плашки для нарезки резьбы.
Здесь мы будем обсуждать только нарезные головки. Если вам нужна информация о машинах или штампах, пожалуйста, свяжитесь с нами.
При принятии решения о том, следует ли использовать режущую или прокатную головку, следует учитывать:
а) Каковы требования к резьбе?
Накатанная резьба намного прочнее нарезанной. Как правило, в ситуации, когда резьба подвержена напряжению, может потребоваться накатанная резьба. Например, резьба большинства компонентов самолета ДОЛЖНА быть накручена. Точно так же узлы автомобильной подвески обычно имеют накатанную резьбу. Если вы сомневаетесь, возможно, стоит уточнить у клиента. Накатанные нити также полируются и упрочняются в процессе прокатки, они ВЫГЛЯДЯТ лучше!
Нарезанные нити не обладают такой же прочностью или внешним видом, но для большинства целей подходят.
b) Какое количество требуется.
Для небольших количеств, где не требуется накатанная резьба, режущие головки могут быть наиболее экономичным решением. Чеканки дешевы и обычно легкодоступны, смена резьбы проста. При больших количествах может быть целесообразно рассмотреть накатку резьбы, даже если качество накатанной резьбы не требуется, по следующим причинам:
1) Фактическая скорость нарезания резьбы намного выше, чем скорость нарезки. Неправда, что из-за технологического процесса накатывание резьбы должно производиться медленнее. На самом деле все наоборот. Кроме того, чем жестче материал, тем быстрее вы едете! Действительно! Это означает, что время цикла для накатки резьбы намного короче, чем для нарезания той же резьбы в том же материале.
2) При резке заготовка находится на уровне или около большого диаметра. При прокатке вы начинаете с диаметра шага и «наращиваете» резьбу, поэтому заготовка становится меньше. Если вы делаете миллионы и можете заказать сырье в pd, подумайте об экономии.
c) Резьба близко к плечу?
Если вам нужно нарезать резьбу очень близко к уступу, вы должны принять во внимание толщину передней пластины при выборе резьбонакатных головок или головок типа Coventry. Со стандартной осевой резьбонакатной головкой мало что можно сделать, кроме как сделать переднюю пластину тоньше, что на самом деле не рекомендуется!
Резьбонарезные головки типа Coventry также имеют переднюю пластину, но ее можно модифицировать, чтобы бегунки с выступом выступали за ее пределы. Эти выступающие бегунки дороже стандартных. Настоящим ответом является резьбонарезная головка типа Landis, не имеющая передней пластины. Чейзеры дешевые.
d) Правосторонняя или левосторонняя резьба
При накатывании резьбы стандартной осевой головкой обычно требуется левосторонняя резьбонарезная головка. Затем резьба изготавливается с помощью тех же роликов, которые используются для правой резьбы. Левосторонние вращающиеся головки примерно на 50% дороже, чем правосторонние.
Для типа Landis используются те же головка и бегунки, что и для правой руки, но необходимо установить новый набор блоков бегунков, которые недешевы.
Головки типа Coventry просто требуют наличия комплекта насадок для левой резьбы, дешевы и просты и обычно доступны для большинства стандартных резьб.
e) Тип компонента
Здесь также необходимо учитывать! Если вы нарезаете трубу, стандартный резьбовой ролик или головка типа Ковентри, которые работают радиально, могут сломать ее. Тип Landis – это простой ответ, поскольку резьба является тангенциальной, поэтому такое давление не применяется.
Если резьба имеет малый диаметр, накатка может быть затруднена, и может потребоваться шлифовка заготовки до нужного диаметра. Если диаметр слишком велик, запасной материал будет оттесняться вбок, вызывая конусность.
Вам нужно будет выбрать правильный тип головки, если вы используете тип Ковентри на короткой тонкой резьбе малого диаметра, особенно из латуни или другого мягкого материала. Стандартная головка с механизмом «вытягивания» может стянуть нить! Может потребоваться головка с внешним расцеплением.
f) Материал компонентов
Резьбонарезные головки могут обрабатывать практически любой материал. Это просто вопрос правильной геометрии бегунков.
Для накатывания резьбы материал должен быть способным к удлинению, а предел прочности при растяжении не должен быть слишком большим. Ваш поставщик стали должен быть в состоянии сказать вам, прокатит материал или нет.
g) На станках с ЧПУ
Станки с ЧПУ были разработаны для сокращения времени цикла и затрат. Самый долгий процесс — одноточечное нарезание резьбы. Кроме того, длинная резьба малого диаметра может изгибаться из-за давления, оказываемого пластиной, что приводит к ошибке шага.
Многие инженеры адаптировали резьбонарезные головки и резьбонарезные головки Coventry, чтобы преодолеть эти проблемы, однопроходная резьба, отсутствие ошибки шага!
Также доступна специальная головка типа Coventry. Заинтересованы? Позвоните нам.
|
| ||||||||||||||||||||||||||||||
Осевая накатка резьбы для пользователей токарных станков с ЧПУ
Накатка резьбы обеспечивает стабильные результаты на заготовках. Представьте себе шлифование максимально оптимального профиля на режущем инструменте. Как только он касается металла, он начинает изнашиваться. При накатывании резьбы используются закаленные штампы, которые давят на материал, заставляя его пластически деформироваться до зеркального отображения штампов.
Каждый раз, когда матрицы наматывают нить, они получают дополнительную нагрузку. Стресс нарастает до такой степени, что материал штампов просто сдается — это утомляет. Пока штампы не выйдут из строя, такой же профиль будет производиться без регулировки головки.
Вот как извлечь выгоду из присущей накатке резьбы последовательности.
Краткий обзор
Осевая накатка резьбы выполняет свою работу, перемещаясь от передней (задней бабки) детали вдоль осевой линии шпинделя. За один проход три (до шести) роликов, синхронизированных с помощью планетарной системы передач, придают заготовке требуемую форму, глубину и шаг наружной резьбы. Как правило, вращение заготовки приводит во вращение ролики. Для токарных станков с ЧПУ резьбонакатная головка обычно размещается в револьверной головке.
Форма резьбы на осевых валках состоит из прямых кольцевых колец, отшлифованных до шага резьбы, которая должна быть изготовлена. Ролики расположены в головке под углом перекоса, который приблизительно соответствует углу винтовой (заходной) резьбы.
Из-за угла наклона можно использовать обе стороны рулонов. Угол перекоса также вызывает движение вперед, благодаря чему роликовая головка самоподается и открывается. Поскольку осевая головка проходит через заготовку, она может нарезать резьбу длиннее, чем она сама.
Выбор резьбы A
Допустимая сила тока для осевых резьбонакатных головок диаметром от 0,06 до 9 дюймов. Помимо стандартных 60-градусных профилей возможны акме, контрфорс, шарнир, накатка, шлицы, специальные профили и воронение.
Как и фаска на метчике, начало навивки прогрессивно. Если бы первое кольцо осевого валка было полнопрофильным, оно выполняло бы всю работу. Обычно рекомендуются более прогрессивные кольца для оптимального срока службы валков.
Можно использовать более короткую последовательность, чтобы можно было намотать нить ближе к уступу, но это отрицательно скажется на сроке службы ролика. Стандартные отведения обозначаются как 2K, 1K и 0,6K. Цифры указывают, сколько кольцевых колец являются прогрессивными. Ближайшее значение, которое осевая система может ввернуть в плечо, составляет 11/2 шага, что соответствует шагу 0,6К.
Параметры станков с ЧПУ
Головки с резьбовыми роликами имеют диапазон операций. Резьбовые головки большего размера имеют больший диапазон операций. Чтобы воспользоваться преимуществами наилучшей эффективности резьбового ролика, необходимо учитывать несколько соответствующих параметров.
Мы пройдемся по этим параметрам. Для простоты мы опишем использование осевой головки Fette F2 в качестве нашего примера, производящего резьбу ½-13, UNC 2A длиной примерно три дюйма. Он имеет диапазон резьбы от 5/16 до 5/8 дюйма.
- Мощность в л.с. В целом, если головка для заправки рулона может поместиться на машине, мощности достаточно. Там, где это все еще вызывает сомнения, была разработана формула, которая может дать оценку минимальной мощности в лошадиных силах. Он основан на нашем примере ½-13 с использованием стали 4140 (28-34 Rc):
(1,037 × 10-6) × T × P × D × S = мощность в л.с. = 0,077″
D = номинальный диаметр резьбы = 0,50″
S = частота вращения шпинделя = 917 об/мин (120 фут/мин)
(1,037 × 10-6) × 125000 × 0,077 × 0,500 × 917 = 4,6 л.с. достаточный крутящий момент, примените эту формулу:
5250 × л.с. = крутящий момент (фут/фунт)
об/мин
Где:
Постоянная = 5250
л.с. = 4,6
об/мин = 917 (120 футов/мин)
5250 × 4,6 = 26,3 фут/фунт
917
Следует отметить, что эти значения являются приблизительными и в большинстве случаев фактические результаты эксплуатации меньше.
- Время цикла. Время осевой накатки резьбы можно рассчитать по одной формуле:
60 × L = время (секунды)
P × об/мин
Где:
Постоянная = 60
L = длина = 3 дюйма
P = резьба шаг (1/13) = 0,077 дюйма
об/мин = 917
60 × 3 = 2,5 с
0,077 × 917
- Скорости.
 Для большинства осевых систем рекомендуемые скорости составляют от 60 до 300 футов в минуту. Это не очень конкретно. На практике скорость от 100 до 150 футов в минуту должна охватывать большинство приложений. В нашем примере мы использовали 120 футов в минуту.
Для большинства осевых систем рекомендуемые скорости составляют от 60 до 300 футов в минуту. Это не очень конкретно. На практике скорость от 100 до 150 футов в минуту должна охватывать большинство приложений. В нашем примере мы использовали 120 футов в минуту.
Существует простой метод оптимизации скорости накатки резьбы на токарном станке. Наименьшая нагрузка на шпиндель означает, что материал течет с наименьшим сопротивлением. С помощью измерителя нагрузки на шпиндель, встроенного в большинство токарных станков с ЧПУ, можно определить оптимальную скорость вращения для конкретного применения.
Начните проект по накатыванию резьбы со скоростью от 100 до 120 футов в минуту и увеличивайте скорость с шагом от 50 до 100 об/мин. Следите за точкой скорости, которая создает наименьшую нагрузку. Это будет оптимальная частота вращения для применения, автоматически учитывающая материал, твердость, диаметр, шаг, размер головки и мощность.
- Подача. Поскольку в осевой системе используются прямые кольцевые кольца, расположенные в головке под косым углом, головки имеют самоподачу – один шаг резьбы на оборот. Для нашей резьбы (1/2-13) это 0,0769.ipr (дюймы на оборот).
Но, поскольку головка самоподается, скорость подачи примерно на 0,001–0,002 дюйма меньше, чем шаг, может компенсировать удлинение материала и помогает обеспечить оптимальный срок службы ролика. Более оптимальные результаты будут получены при подаче на резьбонакатную головку 0,075 дюйм/об. - Длина резьбы. Исключением из приведенного выше правила является сочетание шага и длины резьбы с расстоянием открытия головки. Другими словами, требуется допуск на расстояние открытия головки, иначе она откроется до конца хода.
Наш F2 имеет расстояние раскрытия 0,120 дюйма. Используя 0,002 дюйма под шагом в качестве скорости подачи (0,075 дюйм/об), мы можем произвести примерно 60 витков резьбы до того, как головка откроется — 0,120/0,002 = 60.
Таким образом, максимальная длина резьбы на 0,002 дюйма меньше шага (60 x 0,075 дюйма) будет составлять 4,5 дюйма. Если вам нужна нить длиной 4,75 дюйма, ну, вы видите проблему.
В этом случае, если длина резьбы будет больше 4,5 дюймов, то подача на 0,001 дюйма меньше шага (0,076 дюйм/об) даст вам примерно девять дюймов длины резьбы.
Если длина вашей резьбы превышает девять дюймов, просто подайте на пару дюймов меньше шага, а затем подайте с шагом до баланса длины резьбы. Вы по-прежнему встроили «поплавок» для самостоятельной подачи, а возможности ЧПУ позволяют легко это сделать.
Чтобы активировать открытие головки, запрограммируйте 0,5-секундную задержку в конце перемещения по оси Z. Это позволит переднему узлу двигаться вперед достаточно, чтобы расцепить ролики, создав зазор между роликами и резьбовой частью, и, таким образом, открыть головку.
Параметры заготовки
Накатка резьбы применяется для обработки большого количества материалов и конфигураций заготовок. В процессе холодной штамповки припуск не удаляется для изготовления резьбы, а переставляется. Поэтому для получения точных результатов важно обтачивать заготовку до нужного диаметра заготовки.
- Пустой диаметр. Большинство профилей резьбы симметричны, так что расстояние над делительной линией равно расстоянию под делительной линией. Поскольку объем материала в каждой области одинаков, начальный диаметр заготовки приблизительно равен делительному диаметру накатываемой резьбы.
Вот справочное уравнение, которое вы можете использовать для резьбы с 60-градусной формой:
Номинальный диаметр – (0,72 × Шаг) = начальный диаметр заготовки (эталон)
Где:
Константа = 0,72
Номинальный диаметр = 0,50 дюйма (равно припуски вычитаются)
Шаг = 1/13 = 0,077 дюйма
0,50-(0,72 × 0,077 дюйма) = 0,464 дюйма (исходное значение диаметра заготовки)
Большая часть материала, смещенного ниже линии шага, будет течь выше линии шага. Однако часть материала будет сжиматься, а часть удлиняться. Этот расчет только для справки.
Окончательный диаметр заготовки будет определен после регулировки резьбонакатной головки для получения окончательного делительного диаметра детали. Затем можно внести изменения в диаметр заготовки, чтобы получить номинальный диаметр детали.
Так как площадь вдоль делительной линии резьбы больше, чем площадь на вершине резьбы, изменение диаметра заготовки окажет большее влияние на больший диаметр. Отношение диаметра заготовки к большему диаметру составляет примерно 1:3.
- Допуск на диаметр заготовки — при соотношении 1:3 допуск на диаметр заготовки может равняться примерно одной трети допуска на большой диаметр резьбы. Хорошее эмпирическое правило заключается в том, что допуск на диаметр заготовки не должен превышать половины допуска на диаметр шага резьбы.
- Угол фаски. Распространенной ошибкой при накатывании резьбы является начало с угла на предварительно накатанной заготовке, который совпадает с углом, который должен быть получен на готовой детали. Как и диаметр заготовки, угол фаски предварительно накатанной детали будет изменяться за счет смещения материала в процессе накатки резьбы.
Угол предварительно прокатанной фаски изменится примерно на 15 градусов от центральной линии детали. Например, угол в 30 градусов будет смещен наружу примерно до 45 градусов.
Рекомендуются предварительно прокатанные фаски под углом от 10 до 30 градусов от осевой линии детали. Для более прочных материалов заготовки и более крупного шага следует использовать меньшие углы от 10 до 20 градусов.
При угле фаски более 30 градусов смещенный материал будет прижиматься к передней стороне резьбового валика. Боковая сила, которая не находится на поддерживаемой задней стороне, сократит срок службы ролика и может привести к повреждению резьбовых роликов.
Начальный диаметр угла фаски также имеет решающее значение. Для осевой системы он должен быть на половину высоты одного зуба (примерно от 0,020 до 0,040 дюйма) меньше, чем меньший диаметр резьбы. Если начальный диаметр угла фаски слишком велик, часть материала будет течь вперед, что приведет к тому, что поверхность детали станет вогнутой. Это условие может отрицательно сказаться на сроке службы резьбового ролика.
- Выточка — с выточкой или без нее следует следовать тем же рекомендациям по фаске перед прокаткой. Поднутрение не требуется для операции прокатки, если сбег резьбы может быть компенсирован сопрягаемой деталью. Если деталь имеет поднутрение, начальный диаметр угла фаски должен быть меньше меньшего диаметра конечной резьбы, иначе валки оставят в этой области следы.
Регулировка ролика
Обычно используются два метода регулировки ролика: либо точная резьбовая часть, либо калибр-пробка (диаметр токарной обработки), диаметр которого равен диаметру основания резьбы или меньшему диаметру. Поместите это между рулонами и «закройте» их, пока они не соприкоснутся. Это будет начальная настройка.
Учтите, что усилие на роликах будет больше, чем исходная настройка ручной затяжки. Вы можете предположить, что валки нужно будет отрегулировать немного меньше – от половины до одной отметки в отрицательном направлении на калибровочной шкале.
Важно понимать, что установка валков определяет внутренний (вспомогательный) диаметр резьбы и углы по бокам. Углы боковых сторон, в свою очередь, математически определяют диаметр шага резьбы.
Количество материала, которое мы вытесняем на «пустом диаметре», даст окончательный внешний или основной диаметр резьбы. Суть в том, чтобы сначала отрегулировать валки по делительному диаметру. (Вы должны позаботиться о большем диаметре позже.) После того, как будет измерена первая тестовая деталь, любые дальнейшие корректировки настройки должны быть небольшими – менее одной четверти отметки на шкале калибровки.
Поместите предварительно отрегулированную головку в револьверную головку станка, переместите к нулю по оси X и переместите открытые резьбовые ролики по оси Z по диаметру заготовки. Переместите головку/головку вперед, пока поверхность валиков не окажется там, где должна заканчиваться нить.
Вот подсказка: если есть плечо, закройте головку/валики на диаметр заготовки. Слегка приоткройте головку и, вращая один ролик, переместите его вперед по оси Z, пока ролик не остановится — вы попали в плечо. Отметьте это положение на элементе управления и увеличьте его на 0,005–0,020 дюйма. Ссылайтесь на это положение на элементе управления и введите его как конец перемещения по оси Z. Вы обманули машину.
Когда вы отрываете деталь и закрываете головку, передний конец в сборе физически перемещается назад на фиксированную величину (в зависимости от размера головки и производителя). В процессе работы, когда головка находится в конце перемещения по оси Z, она будет сокращаться на эту фиксированную величину. С запрограммированной задержкой от 1/2 до 1 секунды в конце хода по оси Z узел переднего конца будет самостоятельно подавать вперед и открываться в ранее заданном положении.
Находясь в этом положении, давайте сделаем то, что я называю “быстрой проверкой” выравнивания. Вручную закройте головку/валики на бланке. Если у нас есть хорошее выравнивание, все три ролика будут касаться диаметра заготовки примерно в одно и то же время. Вращая валки, постарайтесь найти первый и последний валки, соприкасающиеся.
Теперь рассудите. Этот метод даст вам представление о выравнивании головы и направлении любого смещения. Конечная цель состоит в том, чтобы установить ролики на заготовке правильного размера для получения заданного размера и качества резьбы.
Автоматическое закрытие
Как мы видели, резьбовой валик автоматически открывается в расчетной точке своего хода. Автоматическое закрытие обычно может выполняться в рамках нормального цикла машины. К сожалению, различия в станках с ЧПУ затрудняют предоставление единого метода закрытия. Осевые головки обычно имеют ручку, которую можно использовать для закрытия головки вручную. Эту ручку или ее приспособление можно использовать для автоматического закрывания головы.
Например, головку можно расположить так, чтобы стандартный указатель револьверной головки провел рукояткой мимо неподвижного объекта, такого как нижняя направляющая крышка, вторая револьверная головка, задняя бабка, скоба и т. д., автоматически закрывая головку.
Прочтите: Как AM внедряется в режущие инструменты: фотографии из EMO
Программирование
Образец программирования был написан для накатки нашей резьбы ½-13 длиной 3 дюйма, расположенной на позиции 8 на револьверной головке. После того, как нить намотана, мы индексируем позицию 10 и перемещаем головку к предварительно установленному угловому кронштейну, чтобы сбросить (закрыть) головку.
В заключении
Хороший производитель резьбонакатных головок должен обеспечить квалифицированную техническую поддержку не только своего оборудования, но и предложения по вашему применению. Не менее важно, чтобы вы предоставили производителю резьбонакатного оборудования как можно больше подробностей о работе, а именно: печать детали, материал (включая твердость, если он превышает 30 Rc), количество, станок, операцию, прутковую бабку, патрон, заднюю бабку и/или между центрами. Как и при нарезке, при накатывании резьбы используются разные методы. Какая система лучше, зависит в основном от вышеперечисленных факторов.
Резьбонакатные инструменты для накатных головок
Резьбонакатные инструменты для накатных головок — OSG Ex-Cell-OРезьбонакатные инструменты:
- Резьбонакатные инструменты OSG EX-CELL-O убеждают своим высочайшим качеством и длительным сроком службы.
- Изготовлены из специально разработанных инструментальных сталей, с дополнительной обработкой поверхности покрытием SQT.
Варианты:
- Наборы инструментов для накатки резьбы с помощью накатных головок на токарных станках или специальных системах обработки с накатными головками.
Обзор применения / специальные исполнения:
- Инструменты для нарезания резьбы TR-3 до размера резьбы M72.
- Можно использовать дважды с обеих сторон.
- Возможно повторное использование путем переточки до более крупной резьбы.
Контактный телефон
OSG EX-CELL-O GmbH
Salacher Strasse 93
DE-73054 Айслинген
+49 (0) 7161 15840-0
+49 (0) 7161 15840-10
*защищенная электронная почта*
www.osg-excello.com
Мы используем файлы cookie на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Если вам еще не исполнилось 16 лет, и вы хотите дать согласие на дополнительные услуги, вы должны спросить разрешения у своих законных опекунов. Мы используем файлы cookie и другие технологии на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Персональные данные (например, IP-адреса) могут обрабатываться, например, для персонализированной рекламы и контента или измерения рекламы и контента. Более подробную информацию об использовании ваших данных вы можете найти в нашей политике конфиденциальности. Вы можете отменить или изменить свой выбор в любое время в настройках.
- Существенный
- Внешние носители
Принять все
Сохранять
Индивидуальные настройки конфиденциальности
Сведения о файлах cookie Заявление о конфиденциальности Выходные данные
Настройки конфиденциальности
Если вам еще не исполнилось 16 лет, и вы хотите дать согласие на дополнительные услуги, вы должны спросить разрешения у своих законных опекунов. Мы используем файлы cookie и другие технологии на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Персональные данные (например, IP-адреса) могут обрабатываться, например, для персонализированной рекламы и контента или измерения рекламы и контента. Более подробную информацию об использовании ваших данных вы можете найти в нашей политике конфиденциальности. Вот обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или отображать дополнительную информацию, чтобы выбирать только определенные файлы cookie.
Принять все Сохранять
Настройки конфиденциальностиОсновные (1)
Основные файлы cookie обеспечивают выполнение основных функций и необходимы для правильного функционирования веб-сайта.
Показать информацию о файлах cookie Скрыть информацию о файлах cookie
| Имя | Печенье Борлабс |
|---|---|
| Провайдер | Владелец этого сайта, Выходные данные |
| Назначение | Сохраняет настройки посетителей, выбранных в Cookie Box of Borlabs Cookie. |
| Имя файла cookie | borlabs-cookie |
| Срок действия файла cookie | 1 Яр |
Внешние носители (1)
Внешние носители
Контент с платформ обмена видео и социальных сетей по умолчанию заблокирован. Если файлы cookie принимаются внешними носителями, доступ к этому содержимому больше не требует ручного согласия.
Показать информацию о файлах cookie Скрыть информацию о файлах cookie
| Принять | Карты Гугл |
|---|---|
| Имя | Карты Гугл |
| Провайдер | Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ирландия |
| Назначение | Используется для разблокировки контента Google Maps. |
| Политика конфиденциальности | https://policies.google.com/privacy |
| Хост(ы) | .google.com, www.google.com |
| Имя файла cookie | НИД; 1P_JAR; АНИД; АПИСИД; СОГЛАСИЕ; ДВ; ВСИД; С; САПИСИД; SEARCH_SAMESITE; СИД; SIDCC; SSID; … |
| Срок действия файла cookie | см. Политику конфиденциальности Google |
Заявление о конфиденциальности Выходные данные
Shop Doc – Накатка резьбы | Today’s Machining World
Today’s Machining World Archives Май 2011 Том 07 Выпуск 04
Уважаемый Shop Doc,
получение большего количества запросов на накатанные резьбы, особенно от заказчиков из автомобильной и аэрокосмической промышленности. Обрабатываю широкий спектр материалов, в том числе нержавеющие стали.
Катиться или не катиться
Дорогой Катиться или не катиться,
Вы правы; накатка резьбы улучшает чистоту поверхности, прочность на растяжение и значительно сокращает время цикла, с дополнительным бонусом в виде отсутствия стружки (или тех птичьих гнезд волокнистой стружки, знакомых тем, кто выполняет нарезание резьбы в одной точке). Более того, некоторые из тех материалов, которые являются липкими и липкими и не интересными для машинной обработки, часто являются теми, которые скручивают лучшие нити, которые вы когда-либо видели! Почти сложно представить, почему вы не захотите свернуть все свои потоки, но, конечно, есть ограничивающие факторы, которые следует учитывать; материал, конструкция компонентов, количество, закрепление, спецификация машины — все это может повлиять на ваше решение.
Первым препятствием будет материал; в процессе накатки резьбы вы фактически подвергаете материал холодной обработке, пластически деформируя его до такой степени, что он подвергается напряжению выше предела текучести, оставляя вам точную копию профиля проката на детали. Это требует, чтобы материал имел минимальное пятипроцентное удлинение и максимальную прочность на растяжение 1700 Н/мм, что включает в себя большинство материалов, с которыми вы, вероятно, столкнетесь изо дня в день, включая все, кроме самых прочных нержавеющих сталей, но исключая хрупкие материалы, такие как как чугун, твердая латунь и закаленные материалы.
После того, как вы определили, что ваш материал подходит для накатывания резьбы, вам нужно выбрать способ его накатки. Изготовленные на заказ резьбонакатные станки — это дорогостоящие варианты, которые лучше всего подходят для поставщиков специализированных крепежных изделий и компонентов аэрокосмической отрасли, изготовленных из высокопрочных и жаропрочных сплавов, некоторые из которых могут иметь крайние пределы прокатки и не подходят для резьбонакатных приспособлений. Средняя мастерская, такая как ваша, ищет более доступный вариант, который может эффективно преобразовать их токарные станки в резьбонакатные станки.
После того, как вы решили накатывать резьбу, у вас есть выбор из трех основных типов резьбонакатных головок. В порядке возрастания стоимости это осевой, радиальный и тангенциальный, плюсы и минусы каждого из которых подробно описаны ниже.
Осевые головки
Осевые головки проще всего установить на револьверные головки токарных станков с ЧПУ, и большинство из них доступны с дюймовыми или метрическими круглыми хвостовиками в соответствии с вашими предпочтениями по креплению инструмента. Как следует из их названия, эти головки подают в осевом направлении вдоль детали, а в предварительно запрограммированной конечной точке подача по оси Z останавливается, чтобы головка могла открыться.
Преимущество этой системы в том, что она позволяет наматывать длинную резьбу, часто на тонкие детали, не опасаясь боковых отклонений, которые могут повлиять на нарезание резьбы в одной точке. Это достигается за счет трех валков в головке, которые центрируют часть между ними по мере их перемещения, создавая точные параллельные витки с высокой повторяемостью и со значительной скоростью (обычно 1 дюйм в секунду при минимальной скорости прокатки 120 футов в минуту). ). Кроме того, набор стандартных роликов можно использовать как с правой, так и с левой головкой, и каждый набор является реверсивным, что позволяет использовать его с любого конца.
Следовательно, осевые накатные головки, как правило, представляют собой первый шаг в накатывании резьбы подавляющим большинством новичков в этом процессе.
Прежде чем спешить и купить один, имейте в виду следующие ограничения осевой системы:
* Осевые валки обычно затачиваются с одной или двумя заходами и поэтому не могут плотно прижиматься к уступу или в узкие поднутрения. Эмпирическое правило состоит в том, чтобы допускать биение резьбы в 2–2,5 раза больше, но иногда в определенных обстоятельствах его можно уменьшить до 1,75 шага. Кроме того, поскольку они всегда приближаются к передней части детали, они явно не могут перекатиться за плечо.
* Большинство (но не все) осевых прокатных головок лучше всего работают, открываясь в конце прохода прокатки, что позволяет быстро отводить их без изменения скорости или направления вращения шпинделя. Это, однако, требует, чтобы головка была переустановлена (закрыта), прежде чем можно будет прокатать следующую деталь. На машинах с ручной загрузкой это легко выполняется оператором, но на машинах с прутковой подачей необходимо настроить метод повторной установки головки с помощью механического или пневматического отключения.
* Для нарезания резьбы более 1,1/8 x 12 UNF (M30 x 1,5) размер и вес осевых накатных головок часто не позволяют использовать их на всех станках с ЧПУ, кроме самых больших.
* Для накатки левой резьбы требуется левая головка, хотя для нее потребуются стандартные ролики, купленные для правой резьбы.
Радиальные головки
Радиальные головки, как и осевые головки, поставляются с дюймовыми или метрическими хвостовиками, подходящими для установки непосредственно в стандартные державки, но они тяжелее и сложнее, чем их осевые эквиваленты. Предназначенные для накатывания коротких резьб вблизи уступа или в узкие выточки, они особенно подходят для крупносерийного производства фитингов и автомобильных деталей. Они работают, располагаясь над концом прокатываемой детали, прежде чем споткнуться. Это, в свою очередь, позволяет подпружиненным валкам входить в зацепление с деталью, после чего их кулачковая конструкция сдавливает деталь в радиальном направлении, образуя полную резьбу за один оборот валка. Типичные циклы прокатки составляют 0,1–0,2 секунды.
Однако за эту скорость приходится платить:
* Радиальная головка обычно в 4 раза тяжелее и в 3 раза дороже, чем ее аксиальный аналог.
* Из-за высоких усилий прокатки можно накатывать только короткие (обычно 1/4” – 3/4” OAL) резьбы и обычно только на самом переднем конце детали или сразу за ним.
* В основном резьба UNF с более мелким шагом подходит для радиальной прокатки. Правая и левая резьба может накатываться одной и той же головкой, но необходимо приобрести правильный вариант наката.
Тангенциальные головки
Тангенциальные головки традиционно лучше всего подходят для серийной обработки больших объемов на многошпиндельных станках, поскольку они могут вращаться как перед уступом, так и за уступом, что необходимо для изготовления фитингов и аналогичных деталей из шестигранных заготовок. . Однако их также можно использовать на токарных станках с ЧПУ для некоторых крупносерийных операций. Эти головки работают, приближаясь сбоку, а не с конца, с двумя синхронизированными роликами на фиксированных центрах суппорта, тангенциально подающих на вращающуюся часть. Это оказывает боковое воздействие на прокатываемые детали, поэтому тонкие детали или валы могут нуждаться в поддержке центров, чтобы предотвратить отклонение или поломку.
Эти головки очень эффективны и надежны при постоянном использовании, поскольку не нужно беспокоиться о спотыкании или перенастройке головки, они могут катиться очень близко к плечу или в узкие поднутрения; как и радиальная головка, как правая, так и левая резьба могут быть навернуты без использования другой головки (но необходимо заказывать левые валки). Кроме того, подобно радиальной головке, тангенциальная головка может производить только короткую резьбу до максимальной ширины ролика, доступной для каждого типа головки.
Сами по себе головки тангенциального качения не дороже радиальных головок, но требуются дополнительные затраты на приобретение изготовленных на заказ держателей спиц, необходимых для адаптации их к каждой машине, на которой они могут использоваться.
Таким образом, для крупносерийного производства повторяющихся размеров резьбы они могут представлять собой идеальный вариант, если они предназначены для использования на одном типе станков. Тем не менее, для небольших мастерских, которые берут на себя широкий спектр более коротких серийных работ на ряде машин, тангенциальная прокатка не является приемлемым вариантом, и, если это подходит, следует использовать осевую головку. Вы упомянули некоторые резьбы длиной до 3 дюймов, что делает их идеальным кандидатом на осевую головку, что подкрепляет решение выбрать такую головку в вашем случае.
Ограничения по размеру
Какую бы систему ни выбрали, всегда следует учитывать пределы зазора машины при повороте револьверной головки. Большинство современных токарных станков с ЧПУ имеют компактную конструкцию, что позволяет минимизировать расстояние между револьверной головкой и инструментами и направляющими для обеспечения максимальной жесткости. Обратной стороной этого может быть корпус револьверной головки, который ограничивает размер и/или вес вращающейся головки, которую можно установить. Из трех рассмотренных выше систем аксиальная представляет собой самые легкие головки, а радиальная и тангенциальная (с держателем) являются более тяжелыми вариантами. Например, для накатки 5/16 x 24 -7/16 x 20 нитей UNF обычно рекомендуются следующие головки:
RA-1 Осевой вес 2 фунта
Диаметр головки 2,1/2 дюйма Выступы с торца револьверной головки 2,05 дюйма
RT-20 Тангенциальный вес 10 фунтов
Эффективный диаметр головки 5,2 дюйма Выступы с торца револьверной головки 2,3 дюйма
RE-10 Радиальный вес 10 фунтов
Диаметр головки 4 дюйма Проекты с торца револьверной головки 4,1 дюйма
Токарно-фрезерные станки большего размера с осью Y часто предоставляют больше рабочего пространства на станке для установки больших прокатных головок. Небольшие станки швейцарского типа, часто с инструментальными блоками блочного типа, в основном подходят для небольших осевых прокатных головок, поскольку обрабатываемые детали часто бывают небольшими и тонкими и, как таковые, не могут выдерживать ни боковые нагрузки, создаваемые тангенциальной прокаткой, ни высокий крутящий момент. в результате радиальной прокатки.
Ограничения компонента
В функциях компонента существует множество переменных, которые определяют, какой тип головки следует использовать. Например, накатывание резьбы за плечо, как объяснялось выше, может выполняться только тангенциальной головкой. Акме или трапециевидные резьбы, которые представляют собой грубые, глубокие формы, могут быть выполнены только с осевой головкой, так как усилия прокатки превышают пределы радиальных и тангенциальных головок. Резьба близко к заплечику может быть выполнена только с радиальной или тангенциальной головкой, валки которой могут быть выполнены с минимальной фаской на кромке, чтобы попасть в шаг от поверхности заплечика.