Горизонтально протяжной станок: Протяжные станки: принцип работы, технические характеристики
alexxlab | 11.12.2018 | 0 | Разное
7Б55 Станок протяжной горизонтальный. Паспорт, схемы, характеристики, описание
Сведения о производителе протяжного станка 7Б55
Разработчиком и изготовителем горизонтально-протяжного станка 7Б55 является Минский станкостроительный завод имени С.М.Кирова, основанный в 1881 году.
Станки, выпускаемые Минским станкостроительным заводом имени С.М.Кирова
7Б55 Станок протяжной горизонтальный для внутреннего протягивания. Назначение и область применения
Станок протяжной горизонтальный 7Б55 производился начиная с 1981 года. Станок снят с производства и был заменен на более совершенную модель 7523. В настоящее время заводом выпускаются более совершенные горизонтальные протяжные автоматы и полуавтоматы: 7А523, 7А534, 7А545, 7555.
Горизонтально-протяжной станок 7Б55 предназначен для обработки методом протягивания предварительно обработанных или черновых сквозных отверстий различной геометрической формы и размеров деталей из черных и цветных металлов и сплавов. При помощи специальных приспособлений можно обрабатывать наружные поверхности.
Станок отличается большой производительностью, высокой точностью обработки.
Наиболее эффективно использование станка — в массовом и крупносерийном производстве. Простота переналадки станка позволяет применять его в мелкосерийном и единичном производстве.
Конструктивные особенности протяжного горизонтального станка 7Б55:
По согласованию с заказчиком станок поставляется как в универсальном исполнении, так и со специальными приспособлениями и инструментом для обработки одной или нескольких определенных деталей.
При оснащении автоматизированными приспособлениями для подачи и съема обрабатываемых деталей станок может работать в автоматическом цикле, а также встраиваться в автоматические линии.
Привод станка гидравлический, регулирование скорости рабочего и обратного ходов бесступенчатое.
Отвод и подвод протяжки к рабочему патрону, а также процесс резания механизированы.
Для удобства обслуживания в станке предусмотрены механизм регулировки длины хода рабочих салазок, централизованная принудительная смазка направляющих, сигнализация о затуплении протяжки при помощи электроконтактного манометра, фильтрация масла в гидросистеме.
Пусковая и предохранительная электроаппаратура размещена в отдельном электрошкафу, что облегчает ее обслуживание и увеличивает срок службы.
Применение бесконтактных путевых переключателей, слаботочной электроаппаратуры управления и электроаппаратуры управления и электромагнитов постоянного тока обеспечивает высокую надежность работы электрооборудования.
Повышенная жесткость и виброустойчивость конструкции станка позволяет работать во всем диапазоне рабочих скоростей и тяговых усилий, сохраняя при этом высокий класс чистоты обработанной поверхности и стойкость протяжки.
- Гидравлический привод
- Бесступенчатое регулирование скорости рабочего и обратного ходов
- Механизированный подвод и отвод протяжки на всей длине резания
- Централизованная принудительная смазка трущихся поверхностей
- Фильтрация масла в гидросистеме
- Сигнализация с помощью электроконтактного манометра о затуплении режущего инструмента
- Высокая надежность работы электрооборудования благодаря применению бесконтактных путевых переключателей, слаботочной электроаппаратуры управления и электромагнитов постоянного тока
- Возможность встраивания станка в автоматическую линию
По особому заказу за отдельную плату станок комплектуется поддерживающей призмой, позволяющей компенсировать массу обрабатываемой детали и упростить процесс ее установки относительно оси протягивания и грузоподъемником для установки и снятия тяжелых обрабатываемых деталей и протяжек.
По желанию заказчика станок может быть изготовлен в одном из двух исполнений: с приставной станиной или без нее (модель 7Б55У), а также поставляться как в универсальном исполнении, так и со специальным приспособлением и инструментом для обработки одной или нескольких определенных деталей.
Станок аттестован по первой категории качества.
Шероховатость обработанных поверхностей Rz20—Ra 0,63 мкм (V5 — V8).
Класс точности станка Н по ГОСТ 8—77.
Корректированный уровень звуковой мощности LpA не превышает 108 дБА.
Проектная организация — Минское специальное конструкторское бюро протяжных станков.
Основные технические характеристики горизонтального протяжного станка 7Б55
Проектная организация — Минское специальное конструкторское бюро протяжных станков.
Минский станкостроительный завод имени С.М.Кирова. Начало серийного производства 1973 год.
- Номинальное тяговое усилие – 98 кН (10 000 кгс)
- Наибольшая длина рабочего хода салазок – 1600 мм
- Диаметр отверстия в планшайбе – 100 мм
- Скорость рабочего хода – 1,5÷11,5 м/мин
- Мощность электродвигателя привода главного движения – 17 кВт
- Масса станка – 6,9 т
7Б55 Габарит рабочего пространства протяжного станка
Габарит рабочего пространства протяжного станка 7Б55
Габарит рабочего пространства протяжного станка 7Б55. Смотреть в увеличенном масштабе
7Б55 Фото протяжного горизонтального станка
Фото протяжного станка 7Б55
7Б55 Расположение составных частей протяжного горизонтального станка
Расположение составных частей протяжного станка 7Б55
7Б55 основные узлы протяжного станка
- основной (рабочий) гидроцилиндр
- электрошкаф
- электродвигатель главного гидропривода
- гидробак
- электродвигатель вспомогательного гидропривода
- основная станина
- пульт управления
- опорная плита
- планшайба
- поддерживающий ролик
- вспомогательный патрон
- вспомогательные салазки
- вспомогательная (приставная) станина
- вспомогательный гидроцилиндр
- рабочий патрон
- рабочие салазки
- ползун-шток
- механизм регулирования хода ползуна
7Б55 Гидравлическая схема протяжного горизонтального станка
Гидравлическая схема протяжного горизонтального станка 7Б55
Гидравлическая схема протяжного горизонтального станка 7Б55. Смотреть в увеличенном масштабе
Принципиальная гидравлическая схема горизонтально-протяжного станка 7Б55
Поршневой насос высокого давления 30 типа НП4М на рисунке показан условно. Трубопровод 28 связан со всасывающей полостью насоса, а трубопровод 29 — с нагнетательной. Насос обеспечивает работу станка, осуществляя рабочий и обратный ходы рабочих салазок при помощи гидроцилиндра 19. Вспомогательный гидропривод состоит из шестеренного насоса 1, встроенного в корпус поршневого насоса, и из вспомогательного гидроцилиндра 12 для подвода и отвода протяжки.
Масло от насоса 1 подается в подпорный цилиндр 31, к центральному золотнику 33 и к механизму управления, в котором расположены четыре золотника-пилота, управляющие соленоидами 24—27. Центральный золотник 33 вместе с закрепленным на его конце диском 35 под действием пружины 34 отжимается влево. В диске имеется пять отверстий для прохода винтов 37, которые регулируют подачу насоса 30 (смещение статора). При давлении под поршнем 36 он упрется штоком в регулировочный винт 37 и ограничит продвижение диска 35 с центральным золотником 33, который соединен с поршнем 32 цилиндра.
Рассмотрим работу гидросистемы для полного цикла. В исходной позиции рабочие салазки находятся в крайнем правом положении, протяжка — в отведенном положении Нажатием кнопки «Пуск» на пульте управления включаются насосы. При этом все четыре электромагнита 24 — 27 выключены, а поршневой насос 30 не подает масло, так как ротор и статор концентричны.
Подвод протяжки осуществляется нажатием кнопки управления на пульте. При этом включается электромагнит 9, вспомогательный золотник 7 передвигается влево и соединяет трубопроводы 3 и 8. Масло от шестеренного насоса 1 по трубопроводу 2 через расточку в корпусе золотника, трубопроводы 3 и 8 поступает под правый торец основного золотника 4 и перемещает его в крайнее левое положение, соединяя трубопроводы 2 и б. Масло поступает в бесштоковую полость вспомогательного цилиндра и перемещает протяжку. В конце подвода протяжки срабатывает путевой выключатель 13, который выключает электромагнит 9 и включает электромагнит 27. В результате этого масло идет под поршень 36 и смещает влево статор насоса в положение, отрегулированное винтом 37 (как показано на схеме). Одновременно с этим левый конец протяжки своим хвостовиком попадает в автоматический патрон, установленный на правом конце штока поршня рабочего цилиндра 19.
Медленный рабочий ход. В результате указанного выше перемещения полость 1 становится нагнетательной, полость 11 — всасывающей. Масло по трубопроводу 29 поступает под правый торец дифференциального золотника 25 и смещает его влево до упора. Трубопровод 29 сообщается с трубопроводом 21, масло поступает в штоковую полость рабочего цилиндра 19 и смещает его влево до упора. Масло, вытесняемое из бесштоковой полости, по трубопроводам 20 и 28 поступает во всасывающую полость насоса 50. Излишки масла, обусловленные разностью объемов штоковой и бесштоковой полостей, сливаются через золотник 22, который поддерживает постоянный подпор в полости рабочего цилиндра.
Быстрый рабочий ход осуществляется при нажатии кулачка на путевой выключатель 17. При этом включается электромагнит 25, происходит дальнейшее смещение статора насоса 32 влево, увеличиваются его подача и скорости перемещения рабочих салазок. В конце рабочего хода, при входе первых калибрующих зубьев протяжки в заготовку кулачок нажимает на путевой выключатель 16, который выключает электромагнит 25. Начинается замедленный рабочий ход в результате снижения подачи насоса, так как эксцентриситет блока насоса уменьшается. В конце рабочего хода срабатывает путевой выключатель 15 и выключает электромагнит 27 — происходит остановка.
Обратный ход осуществляется при включении электромагнита 26. Блок поршневого насоса смещается влево, трасса 28 становится нагнетательной, а трасса 29 — всасывающей. Масло по трубопроводу 28 поступает под левый торец дифференциального золотника 23 и перемещает его в крайнее правое положение. Трубопровод 28 соединяется с трубопроводами 20 — 21, и обе полости рабочего цилиндра 19 сообщаются таким образом с линией нагнетания насоса. Ввиду разности площадей, находящихся под давлением, поршень перемещается вправо. При дальнейшем перемещении рабочих салазок кулачок нажимает на путевой выключатель 17, который включает электромагнит 24. При этом начинается замедленный ход вследствие уменьшения подачи насоса. В конце обратного хода срабатывает путевой выключатель 18, выключающий электромагниты 26 и 24. Происходит остановка салазок, автоматическое освобождение левого конца протяжки и зажим правого ее конца в патроне 4 (см. рис. 51), находящегося у корпуса 5.
Отвод протяжки осуществляется в конце замедленного обратного хода. Нажатием кулачка на путевой выключатель 18 (рис. 52) включается электромагнит 10. Золотник, управляемый этим магнитом, занимает 82 правое положение и соединяет трубопроводы 3 и 5. Масло от насоса 1 по трубопроводу 2 через расточку в корпусе золотника, трубопроводы 3 и 5, поступает под левый торец золотника 4 и перемещает его в крайнее правое положение, соединяя трубопроводы 2 и 11. По этим трубопроводам масло поступает в штоковую полость вспомогательного цилиндра 12 и перемещает протяжку. В конце отвода протяжки срабатывает путевой выключатель 14, который выключает электромагнит 10. Происходит остановка салазок вспомогательного патрона. После установки очередной детали для обработки цикл повторяется.
Простой цикл отличается от описанного тем, что при нем в работе не участвуют механизм подвода и отвода протяжки.
7Б55 Схема протяжной операции
Схема протяжной операции горизонтального станка 7Б55
Движение протяжки осуществляется с помощью гидропривода, имеющего два насоса. Один из них производительностью 200 л/мин служит для подачи масла в основной (рабочий) гидроцилиндр, другой – производительностью 25 л/мин – подает масло во вспомогательный гидроцилиндр. Гидропривод позволяет осуществлять три цикла работы: полный цикл, простой цикл и наладочный. Работу на полном цикле производят длинными протяжками (1200-1300 мм) с задним хвостовиком. Протяжку устанавливают хвостовиком во вспомогательный патрон, получающий движение от штока вспомогательного цилиндра. Протяжка перемещается, поддерживаемая роликом, к рабочему патрону. Патрон захватывает передний хвостовик протяжки» перемещает ее вместе со вспомогательным патроном до его раскрытия от копира, осуществяет рабочий и обратный хода, после которых вспомогательный патрон захватывает задний хвостовик протяжки и отводит ее в исходное положение.
Простой цикл применяют при использовании коротких протяжек. В этом случае протяжку закрепляют вручную в патроне, смонтированном на салазках, получающих горизонтальное перемещение от основного гидроцилиндра по направляющим станины. Перемещения вспомогательных салазок при этом цикле не происходит.
Наладочный режим используют при настройке станка. Этот режим включает необходимые для подготовки процесса протягивания движения инструмента.
Станок работает как полуавтомат, но при оснащении его автоматизированными приспособлениями для подачи и съема деталей может работать в автоматическом цикле и может быть встроен в автоматические линии. Применяется станок в крупносерийном и массовом производстве, а с учетом простой переналадки его можно использовать и в единичном и мелкосерийном производстве.
Одна из схем протягивания показана на рис. 50. Хвостовик протяжки 5 пропускают через отверстие обрабатываемой детали 7 и втулку 8 приспособления 6, установленного в опорной плите 9.
Левый конец протяжки закрепляют в автоматическом патроне, состоящем из корпуса 4, специальной втулки 10 с внутренним диаметром, соответствующим протяжке, и двух сухарей 3. В показанном положении пружина 2, распирая деталь 1, связанную со штоком силового цилиндра, и корпус 4, сдвигает сухари 3, вследствие чего последние захватывают хвостовик протяжки.
Когда протяжка перемещается влево, происходит обработка отверстия. Во время холостого хода протяжка возвращается в исходное положение.
Корпус 4, подойдя к приспособлению 6, упирается в него и останавливается.
Шток поршня и муфта 1, продолжая движение и сжимая пружину 2, сдвигают втулку 10 вправо, сухари 3 попадают в выточку а, и движение прекращается. Теперь хвостовик протяжки можно свободно вытащить из отверстия втулки 10, вставить в следующую деталь и, установив снова, начинать обработку.
Станок работает с полным и простым циклом. При полном цикле прямого хода осуществляется подвод протяжки, замедленный рабочий ход, настроенный рабочий ход — замедленный рабочий ход при работе калибрующих зубьев и стоп. При обратном ходе осуществляется замедленный ход и отвод протяжки. Простой цикл отличается от полного отсутствием подвода и отвода протяжки.
Полный цикл станка предусматривает:
- быстрый подвод протяжки к рабочему патрону и захват ее
- замедленный ход с большей скоростью (которая обеспечивает полное использование мощности привода)
- замедленный рабочий ход (для получения требуемой шероховатости при работе калибрующих зубьев протяжки)
- раскрытие вспомогательного патрона и вывод протяжки из детали
- остановка станка для выгрузки детали
- обратный ход рабочих салазок после повторного нажатия кнопки «Пуск цикла»
- захват заготовки вспомогательным патроном в начале обратного хода
- замедление скорости в конце обратного хода и раскрытие рабочего патрона
- отвод протяжки вспомогательными салазками
- останов
Возможен неполный цикл без подвода и отвода протяжки, когда вспомогательные узлы не действуют.
Во избежание провисания свободного конца протяжки, когда она закреплена только в одном из патронов, предусмотрены поддерживающие ролики, которые могут быть отведены.
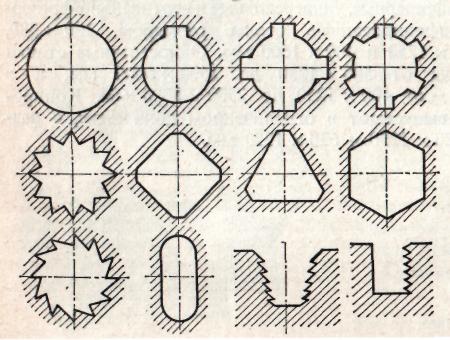
7Б55 Пример протяжных работ внутреннего протягивания
Пример протяжных работ внутреннего протягивания 7Б55
Протяжной инструмент
Современный горизонтально-протяжной станок
Технические характеристики протяжного станка 7Б55
| Наименование параметра | 7Б55 | 7Б56 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности станка | Н | Н |
| Номинальное тяговое усилие, кН(тс) | 100(10) | 200(20) |
| Наибольшая длина хода рабочих салазок, мм | 1250 | 1600 |
| Наибольшая настроенная длина хода рабочих салазок, мм | 1200 | 1715 |
| Расстояние от станины до оси отверстия под планшайбу в опорной плите, мм | 250 | |
| Максимальный наружный диаметр обрабатываемой детали, мм | 600 | 600 |
| Размеры рабочей поверхности передней опорной плиты станка, мм | 450 х 450 | |
| Диаметр отверстия под планшайбу в опорной плите, мм | 160 | 200Н7 |
| Диаметр отверстия в планшайбе, мм | 125 | 130H7 |
| Диаметр планшайбы, мм | 280 | |
| Скорость рабочего хода, м/мин | 1,5..11,5 | 1,5..11,5 |
| Регулирование скорости рабочего хода | бесступенчатое | бесступенчатое |
| Рекомендуемая скорость обратного хода, м/мин | 20..25 | 20..25 |
| Рекомендуемая скорость подвода и отвода протяжки, м/мин | 15 | 15 |
| Электрооборудование. Привод | ||
| Количество электродвигателей на станке | ||
| Электродвигатель привода главного движения, кВт | 18,5 | |
| Электродвигатель привода гидронасоса гидростанции, кВт | ||
| Электродвигатель насоса охлаждения, кВт | ||
| Суммарная мощность электродвигателей установленных на станке, кВт | ||
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 6340 x 2090 x 1910 | |
| Масса станка, кг | 5200 |
- Руководство к станкам протяжным горизонтальным общего назначения для внутреннего протягивания 7Б55, 7Б56, 1974
- Ашихмин В.Н. Протягивание, 1981, стр.90.
- Кацев П.Г. Протяжные работы, 1968
- Кацев П.Г., Епифанов Н.П. Справочник прояжника, 1963
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980, стр.248.
- Тепинкичиев В.К. Металлорежущие станки, 1973, стр.76.
Список литературы:
Связанные ссылки
Каталог справочник отрезных металлорежущих станков
Паспорта к отрезным станкам и оборудованию
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
7534 Станок протяжной горизонтальный. Паспорт, схемы, характеристики, описание
Сведения о производителе протяжного станка 7534
Разработчиком и изготовителем горизонтально-протяжного станка 7534 является Минский станкостроительный завод имени С.М.Кирова, основанный в 1881 году.
Станки, выпускаемые Минским станкостроительным заводом имени С.М.Кирова
7534 Станок протяжной горизонтальный для внутреннего протягивания. Назначение и область применения
Станок протяжной горизонтальный для внутреннего протягивания 7534 предназначен для обработки протягиванием сквозных отверстий (предварительно обработанных и необработанных) различной конфигурации: -круглых, шлицевых, прямоугольных, со шпоночными пазами и пр. Используется в массовом, крупносерийном, мелкосерийном и единичном производстве.
Основные технические характеристики горизонтального протяжного станка 7534
- Номинальное тяговое усилие – 250 кН (25 тс)
- Наибольшая длина рабочего хода салазок – 1600 мм
- Диаметр отверстия в планшайбе – 160 мм
- Скорость рабочего хода – 1 ÷ 13 м/мин
- Мощность электродвигателя привода главного движения – 37 кВт
- Масса станка – 6,2 т
Конструктивные особенности горизонтального протяжного станка 7534:
При оснащении полуавтомата специальными приспособлениями на нем можно производить обработку протягиванием также и наружных поверхностей различной формы. При оснащении автоматизированным загрузочно-разгрузочньм устройством полуавтомат может работать в автоматическом режиме, а также встраиваться в автоматические линии.
Полуавтомат модели 7534 выпускается взамен станка модели 7Б56 и входит в состав новой унифицированной гаммы протяжных станков.
Более высокая производительность обусловлена повышением коэффициента технического использования станка, повышением уровня механизации и автоматизации, увеличением тягового усилия (250 кН против 200 кН у модели 7Б56).
Повышенную надежность полуавтомата обеспечивают:
- новая конструкция гидропривода главного движения на базе аксиально-поршневых насосов;
- новая более совершенная система смазки, обеспечивающая строго дозированную подачу смазывающей жидкости в каждую точку с контролем подачи и сигнализацией в случае несрабатывания;
- введение двойной фильтрации рабочей жидкости с использованием фильтра тонкой очистки с электровизуальной сигнализацией и высокой степенью очистки;
- применение беструбного метода монтажа притычной и модульной гидроаппаратуры с использованием унифицированных плит;
- система охлаждения масла гидропривода с помощью воздушного теплообменника;
- применение новой силовой электрической аппаратуры;
- укладка электроприводов в металлические короба.
Удобство обслуживания полуавтомата улучшено за счет:
- усовершенствования механизма регулировки длины хода рабочих салазок;
- введения в конструкцию полуавтомата электросекундомера для измерения скорости перемещения рабочих салазок;
- оснащения полуавтомата счетчиком циклов для счета количества обработанных деталей и определения необходимости переточки протяжек;
- соединения электрошкафа со станком и гидробаком, а также со средствами автоматизации посредством штепсельных разъемов.
По требованию заказчика за отдельную плату с полуавтоматом поставляются:
- механизм поддержки детали для компенсации массы обрабатываемой детали и упрощения ее установки относительно оси протягивания;
- технологическое приспособление для шпоночных пазов;
- грузоподъемник для установки и снятия тяжелых заготовок и протяжек;
- приспособление для очистки протяжки от стружки.
По заказу полуавтомат модели 7534 может поставляться с наладкой для обработки одной или нескольких определенных деталей, а также без приставной станины (модификация 7534—002).
Шероховатость обработанных поверхностей Rz20—Ra 0,63 мкм.
Класс точности станка Н по ГОСТ 8—77.
Корректированный уровень звуковой мощности LpA не превышает 108 дБА.
Проектная организация — Минское специальное конструкторское бюро протяжных станков.
7534 Габарит рабочего пространства протяжного станка
Габарит рабочего пространства горизонтального протяжного станка 7534
Габарит рабочего пространства протяжного станка 7А534. Смотреть в увеличенном масштабе
7534 Фото горизонтального протяжного станка
Фото горизонтального протяжного станка 7534
Циклограмма работы протяжного станка 7534 в режиме полного и простого полуцикла
Циклограмма работы протяжного станка 7534
В режиме полного полуцикла (см. рис. 70,а) последовательность работы станка будет следующей. В исходном состоянии рабочие и вспомогательные салазки будут находиться в крайнем правом положении. Исходное положение поршня рабочего гидроцилиндра на рис. 69 показано тонкими линиями. Переключатель режима работы станка на пульте управления 4 (см. рис. 67) установлен в положение «Полный полуцикл».
После нажатия кнопки управления (КУ) «Пуск цикла» реверсивный золотник направляет масло от лопастного насоса 10 (см. рис. 69) в бесштоковую полость вспомогательного цилиндра 8. Поршень вспомогательного цилиндра перемещается влево, осуществляется подвод протяжки, в конце которого срабатывает конечный выключатель 6ПВ. Этот выключатель дает команду на включение гидрораспределителя, направляющего масло от радиально-поршневого насоса в штоковую полость рабочего цилиндра. Начинается рабочий ход. Одновременно реверсивным гидрораспределителем отключается подача масла во вспомогательный цилиндр.
Конечный выключатель ЗПВ настраивается так, чтобы срабатывание его происходило в момент входа калибрующих зубьев протяжки в обрабатываемую деталь. При этом в системе управления радиально-поршневым насосом включается гидрораспределитель, уменьшающий производительность насоса, что приводит к снижению скорости резания. Конечный выключатель 1ПВ, срабатывающий в конце рабочего хода, дает команду на прекращение подачи масла в штоковую полость рабочего цилиндра, станок останавливается.
Для начала обратного движения необходимо снова нажать кнопку «Пуск цикла». При этом включается гидрораспределитель, направляющий масло от радиально-поршневого насоса в бесштоковую полость рабочего цилиндра. При обратном ходе масла из штоковой полости через обратный клапан 12 (см. рис. 69) будет вытесняться в бесштоковую полость. Срабатывание конечного выключателя 4ПВ дает команду на включение золотника, уменьшающего производительность радиально-поршневого насоса, что приводит к снижению скорости обратного хода. Конечный выключатель 2ПВ, который срабатывает в конце обратного хода, дает команду на прекращение подачи масла в рабочий цилиндр, и одновременно дается команда на подачу масла в штоковую полость вспомогательного цилиндра. Начинается отвод протяжки. Конечный выключатель 5ПВ срабатывает в конце отвода протяжки и дает команду на прекращение подачи масла во вспомогательный цилиндр. Станок останавливается.
Режим простого полуцикла отличается тем, что в работе не участвует механизм подвода и отвода протяжки. В наладочном режиме гидросистема станка позволяет независимо управлять движениями рабочих и вспомогательных салазок.
Скорости рабочего и обратного ходов рабочих салазок настраивают с помощью четырех винтов механизма управления насосом. Настройка скоростей должна производиться только на наладочном режиме. Двумя винтами настраивается скорость рабочего хода и скорость рабочего замедленного хода. Другими двумя винтами настраивается скорость обратного хода и обратного замедленного хода. Величина скорости рабочего хода определяется оптимальной стойкостью инструмента применительно к конкретным условиям обработки. При этом необходимо учитывать, что величина скорости рабочего хода ограничивается не только заданной стойкостью, но и силами резания при протягивании конкретной детали. О силах резания в процессе протягивания можно судить по показаниям манометра. В паспорте станка приведены графики режимов работы станка в зависимости от величины силы резания при протягивании. Поскольку вся ранее выпущенная документация основана на старой системе единиц, в Приложениях 2 и 3 приведены соотношения этих единиц с обязательными в настоящее время единицами системы СИ. Например, для станка мод. 7534 номинальная сила тяги 200 кН будет соответствовать показанию манометра примерно 8,2 МПа. Наибольшая скорость резания допускается при силе резания до 100 кН. При силе резания 200 кН допустимая скорость резания будет составлять только 8,5 м/мин.
Следует иметь ввиду, что скорость рабочего хода обычно регулируется на наладочном режиме без нагрузки. При протягивании деталей, когда гидросистема работает под нагрузкой, наблюдается «посадка», т. е. уменьшение скорости по сравнению с отрегулированной скоростью. Величина посадки зависит от давления в системе на рабочем ходе. При давлении 10 МПа под нагрузкой посадка составляет 1,2 м/мин. Для меньших рабочих давлений величину посадки нужно пропорционально уменьшить.
Скорость обратного хода и замедленная скорость обратного хода настраиваются заводом-изготовителем. В процессе эксплуатации эти скорости изменять не рекомендуется.
Схема протяжной операции горизонтального станка 7534
Схема протяжной операции горизонтального станка 7534
Движение протяжки осуществляется с помощью гидропривода, имеющего два насоса. Один из них производительностью 200 л/мин служит для подачи масла в основной (рабочий) гидроцилиндр, другой – производительностью 25 л/мин – подает масло во вспомогательный гидроцилиндр. Гидропривод позволяет осуществлять три цикла работы: полный цикл, простой цикл и наладочный. Работу на полном цикле производят длинными протяжками (1200-1300 мм) с задним хвостовиком. Протяжку устанавливают хвостовиком во вспомогательный патрон, получающий движение от штока вспомогательного цилиндра. Протяжка перемещается, поддерживаемая роликом, к рабочему патрону. Патрон захватывает передний хвостовик протяжки» перемещает ее вместе со вспомогательным патроном до его раскрытия от копира, осуществяет рабочий и обратный хода, после которых вспомогательный патрон захватывает задний хвостовик протяжки и отводит ее в исходное положение.
Простой цикл применяют при использовании коротких протяжек. В этом случае протяжку закрепляют вручную в патроне, смонтированном на салазках, получающих горизонтальное перемещение от основного гидроцилиндра по направляющим станины. Перемещения вспомогательных салазок при этом цикле не происходит.
Наладочный режим используют при настройке станка. Этот режим включает необходимые для подготовки процесса протягивания движения инструмента.
Станок работает как полуавтомат, но при оснащении его автоматизированными приспособлениями для подачи и съема деталей может работать в автоматическом цикле и может быть встроен в автоматические линии. Применяется станок в крупносерийном и массовом производстве, а с учетом простой переналадки его можно использовать и в единичном и мелкосерийном производстве.
Одна из схем протягивания показана на рис. 50. Хвостовик протяжки 5 пропускают через отверстие обрабатываемой детали 7 и втулку 8 приспособления 6, установленного в опорной плите 9.
Левый конец протяжки закрепляют в автоматическом патроне, состоящем из корпуса 4, специальной втулки 10 с внутренним диаметром, соответствующим протяжке, и двух сухарей 3. В показанном положении пружина 2, распирая деталь 1, связанную со штоком силового цилиндра, и корпус 4, сдвигает сухари 3, вследствие чего последние захватывают хвостовик протяжки.
Когда протяжка перемещается влево, происходит обработка отверстия. Во время холостого хода протяжка возвращается в исходное положение.
Корпус 4, подойдя к приспособлению 6, упирается в него и останавливается.
Шток поршня и муфта 1, продолжая движение и сжимая пружину 2, сдвигают втулку 10 вправо, сухари 3 попадают в выточку а, и движение прекращается. Теперь хвостовик протяжки можно свободно вытащить из отверстия втулки 10, вставить в следующую деталь и, установив снова, начинать обработку.
Станок работает с полным и простым циклом. При полном цикле прямого хода осуществляется подвод протяжки, замедленный рабочий ход, настроенный рабочий ход — замедленный рабочий ход при работе калибрующих зубьев и стоп. При обратном ходе осуществляется замедленный ход и отвод протяжки. Простой цикл отличается от полного отсутствием подвода и отвода протяжки.
Полный цикл станка предусматривает:
- быстрый подвод протяжки к рабочему патрону и захват ее
- замедленный ход с большей скоростью (которая обеспечивает полное использование мощности привода)
- замедленный рабочий ход (для получения требуемой шероховатости при работе калибрующих зубьев протяжки)
- раскрытие вспомогательного патрона и вывод протяжки из детали
- остановка станка для выгрузки детали
- обратный ход рабочих салазок после повторного нажатия кнопки «Пуск цикла»
- захват заготовки вспомогательным патроном в начале обратного хода
- замедление скорости в конце обратного хода и раскрытие рабочего патрона
- отвод протяжки вспомогательными салазками
- останов
Возможен неполный цикл без подвода и отвода протяжки, когда вспомогательные узлы не действуют.
Во избежание провисания свободного конца протяжки, когда она закреплена только в одном из патронов, предусмотрены поддерживающие ролики, которые могут быть отведены.
7534 Пример протяжных работ внутреннего протягивания
Пример протяжных работ внутреннего протягивания 7534
Установочный чертеж протяжного станка 7534
Установочный чертеж протяжного станка 7534
Протяжной инструмент
Современный горизонтально-протяжной станок
Технические характеристики протяжного станка 7534
| Наименование параметра | 7Б55 | 7Б56 | 7534 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности станка | Н | Н | Н |
| Номинальное тяговое усилие, кН(тс) | 100(10) | 200(20) | 250(25) |
| Наибольшая длина хода рабочих салазок, мм | 1250 | 1600 | 1600 |
| Наибольшая настроенная длина хода рабочих салазок, мм | 1200 | 1715 | 1550 |
| Расстояние от станины до оси отверстия под планшайбу в опорной плите, мм | 250 | 280 | 280 |
| Максимальный наружный диаметр обрабатываемой детали, мм | 600 | 600 | 600 |
| Длина протяжки, мм | 400..1715 | ||
| Размеры рабочей поверхности передней опорной плиты станка, мм | 450 х 450 | 450 х 450 | 450 х 450 |
| Диаметр отверстия под планшайбу в опорной плите, мм | 160 | 200Н7 | 200Н7 |
| Диаметр отверстия в планшайбе, мм | 125 | 130H7 | 160H7 |
| Диаметр планшайбы, мм | 280 | 360 | |
| Скорость рабочего хода, м/мин | 1,5..11,5 | 1,5..11,5 | 1..13 |
| Регулирование скорости рабочего хода | бесступенчатое | бесступенчатое | бесступенчатое |
| Рекомендуемая скорость обратного хода, м/мин | 20..25 | 20..25 | 20 |
| Рекомендуемая скорость подвода протяжки, м/мин | 15 | 15 | 11,2 |
| Рекомендуемая скорость отвода протяжки, м/мин | 15 | 15 | 18,8 |
| Электрооборудование. Привод | |||
| Количество электродвигателей на станке | 3 | ||
| Электродвигатель привода главного движения (гидронасоса главного привода), кВт | 18,5 | 37 | |
| Электродвигатель привода насоса охлаждения, кВт | 0,15 | ||
| Электродвигатель насоса теплообменника, кВт | 0,12 | ||
| Суммарная мощность электродвигателей установленных на станке, кВт | |||
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 6340 x 2090 x 1910 | 7205 х 2200 х 1810 | |
| Масса станка, кг | 5200 | 6250 |
- Ашихмин В.Н. Протягивание, 1981, стр.90.
- Кацев П.Г. Протяжные работы, 1968
- Кацев П.Г., Епифанов Н.П. Справочник прояжника, 1963
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980, стр.248.
- Тепинкичиев В.К. Металлорежущие станки, 1973, стр.76.
Список литературы:
Связанные ссылки
Каталог справочник отрезных металлорежущих станков
Паспорта к отрезным станкам и оборудованию
7523 Станок протяжной горизонтальный. Паспорт, схемы, характеристики, описание
Сведения о производителе протяжного станка 7523
Разработчиком и изготовителем горизонтально-протяжного станка 7523 является Минский станкостроительный завод имени С.М.Кирова, основанный в 1881 году.
Станки, выпускаемые Минским станкостроительным заводом имени С.М.Кирова
7523 Станок протяжной горизонтальный для внутреннего протягивания. Назначение и область применения
Протяжной станок 7523 заменил в производстве устаревшую модель 7Б55 и был заменен на более совершенную модель 7А523.
Станок 7523 предназначен для обработки протягиванием сквозных отверстий (предварительно обработанных и необработанных) различной конфигурации: круглых, шлицевых, прямоугольных, со шпоночными пазами и прочих входит в состав новой унифицированной гаммы протяжных станков.
При оснащении полуавтомата специальными приспособлениями на нем можно производить обработку протягиванием также и наружных поверхностей различной формы.
Наиболее эффективно использование полуавтомата в массовом и крупносерийном производстве. Однако простота переналадки позволяет успешно применять его в мелкосерийном и единичном производстве.
Принцип работы и особенности конструкции станка
При оснащении автоматизированным загрузочно-выгрузочным устройством полуавтомат может работать в автоматическом режиме, а также встраиваться в автоматические линии.
Основные преимущества нового полуавтомата — повышенная производительность и надежность.
Более высокая производительность обусловлена повышением коэффициента технического использования станка, уровня механизации и автоматизации.
Повышенную надежность полуавтомата обеспечивают:
- новая конструкция гидропривода главного движения на базе аксиально-поршневых насосов;
- новая более совершенная система смазки, обеспечивающая строго дозированную подачу смазывающей жидкости в каждую точку с контролем подачи и сигнализацией в случае несрабатывания;
- введение двойной фильтрации рабочей жидкости с использованием тонкой очистки с электровизуальной сигнализацией и высокой степенью очистки;
- применение беструбного метода монтажа притычкой и модульной гидроаппаратуры с использованием унифицированных плиток;
- применение новой силовой электрической аппаратуры;
- укладка электроприводов в металлические короба.
Удобство обслуживания полуавтомата улучшено за счет:
- усовершенствования механизма регулировки длины хода рабочих салазок;
- введения в конструкцию полуавтомата электросекундомера для измерения скорости перемещения рабочих салазок;
- оснащения полуавтомата счетчиком циклов для счета количества обработанных деталей и определения необходимости переточки протяжки;
- соединения электрошкафа со станком и гидробаком, а также со средствами автоматизации штепсельных разъемов.
По заказу полуавтомат модели 7523 может поставляться с наладкой для обработки одной или нескольких определенных деталей, а также без приставной станины (модификации 7523-002).
Шероховатость обработанной поверхности Ra 3,2… 0,4 мкм.
Разработчик — Минское специальное конструкторское бюро протяжных станков.
7523 Габарит рабочего пространства протяжного станка
Габарит рабочего пространства протяжного станка 7523
Габарит рабочего пространства протяжного станка 7523. Смотреть в увеличенном масштабе
7523 Фото протяжного горизонтального станка
Фото протяжного станка 7523
Фото протяжного станка 7523. Смотреть в увеличенном масштабе
Фото протяжного станка 7523
Фото протяжного станка 7523. Смотреть в увеличенном масштабе
Фото протяжного станка 7523
Фото протяжного станка 7523. Смотреть в увеличенном масштабе
7523 Схема протяжной операции
Схема протяжной операции горизонтального станка 7523
Движение протяжки осуществляется с помощью гидропривода, имеющего два насоса. Один из них производительностью 200 л/мин служит для подачи масла в основной (рабочий) гидроцилиндр, другой – производительностью 25 л/мин – подает масло во вспомогательный гидроцилиндр. Гидропривод позволяет осуществлять три цикла работы: полный цикл, простой цикл и наладочный. Работу на полном цикле производят длинными протяжками (1200-1300 мм) с задним хвостовиком. Протяжку устанавливают хвостовиком во вспомогательный патрон, получающий движение от штока вспомогательного цилиндра. Протяжка перемещается, поддерживаемая роликом, к рабочему патрону. Патрон захватывает передний хвостовик протяжки» перемещает ее вместе со вспомогательным патроном до его раскрытия от копира, осуществяет рабочий и обратный хода, после которых вспомогательный патрон захватывает задний хвостовик протяжки и отводит ее в исходное положение.
Простой цикл применяют при использовании коротких протяжек. В этом случае протяжку закрепляют вручную в патроне, смонтированном на салазках, получающих горизонтальное перемещение от основного гидроцилиндра по направляющим станины. Перемещения вспомогательных салазок при этом цикле не происходит.
Наладочный режим используют при настройке станка. Этот режим включает необходимые для подготовки процесса протягивания движения инструмента.
Станок работает как полуавтомат, но при оснащении его автоматизированными приспособлениями для подачи и съема деталей может работать в автоматическом цикле и может быть встроен в автоматические линии. Применяется станок в крупносерийном и массовом производстве, а с учетом простой переналадки его можно использовать и в единичном и мелкосерийном производстве.
Одна из схем протягивания показана на рис. 50. Хвостовик протяжки 5 пропускают через отверстие обрабатываемой детали 7 и втулку 8 приспособления 6, установленного в опорной плите 9.
Левый конец протяжки закрепляют в автоматическом патроне, состоящем из корпуса 4, специальной втулки 10 с внутренним диаметром, соответствующим протяжке, и двух сухарей 3. В показанном положении пружина 2, распирая деталь 1, связанную со штоком силового цилиндра, и корпус 4, сдвигает сухари 3, вследствие чего последние захватывают хвостовик протяжки.
Когда протяжка перемещается влево, происходит обработка отверстия. Во время холостого хода протяжка возвращается в исходное положение.
Корпус 4, подойдя к приспособлению 6, упирается в него и останавливается.
Шток поршня и муфта 1, продолжая движение и сжимая пружину 2, сдвигают втулку 10 вправо, сухари 3 попадают в выточку а, и движение прекращается. Теперь хвостовик протяжки можно свободно вытащить из отверстия втулки 10, вставить в следующую деталь и, установив снова, начинать обработку.
Станок работает с полным и простым циклом. При полном цикле прямого хода осуществляется подвод протяжки, замедленный рабочий ход, настроенный рабочий ход — замедленный рабочий ход при работе калибрующих зубьев и стоп. При обратном ходе осуществляется замедленный ход и отвод протяжки. Простой цикл отличается от полного отсутствием подвода и отвода протяжки.
Полный цикл станка предусматривает:
- быстрый подвод протяжки к рабочему патрону и захват ее
- замедленный ход с большей скоростью (которая обеспечивает полное использование мощности привода)
- замедленный рабочий ход (для получения требуемой шероховатости при работе калибрующих зубьев протяжки)
- раскрытие вспомогательного патрона и вывод протяжки из детали
- остановка станка для выгрузки детали
- обратный ход рабочих салазок после повторного нажатия кнопки «Пуск цикла»
- захват заготовки вспомогательным патроном в начале обратного хода
- замедление скорости в конце обратного хода и раскрытие рабочего патрона
- отвод протяжки вспомогательными салазками
- останов
Возможен неполный цикл без подвода и отвода протяжки, когда вспомогательные узлы не действуют.
Во избежание провисания свободного конца протяжки, когда она закреплена только в одном из патронов, предусмотрены поддерживающие ролики, которые могут быть отведены.
7523 Пример протяжных работ внутреннего протягивания
Пример протяжных работ внутреннего протягивания 7523
7523 Технические характеристики протяжного станка
Технические характеристики протяжного станка 7523
Технические характеристики протяжного станка 7523. Смотреть в увеличенном масштабе
7523 Установочный чертеж протяжного станка
Установочный чертеж протяжного станка 7523
Установочный чертеж протяжного станка 7523. Смотреть в увеличенном масштабе
Протяжной инструмент
Современный горизонтально-протяжной станок
Технические характеристики протяжного станка 7523
| Наименование параметра | 7Б55 | 7523 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности станка | Н | Н |
| Номинальное тяговое усилие, кН(тс) | 100(10) | 100(10) |
| Наибольшая длина хода рабочих салазок, мм | 1250 | 1250 |
| Наибольшая настроенная длина хода рабочих салазок, мм | 1200 | 1200 |
| Расстояние от станины до оси отверстия под планшайбу в опорной плите, мм | 250 | 250 |
| Максимальный наружный диаметр обрабатываемой детали, мм | 600 | |
| Размеры рабочей поверхности передней опорной плиты станка, мм | 450 х 450 | 450 х 450 |
| Диаметр отверстия под планшайбу в опорной плите, мм | 160 | 160Н7 |
| Диаметр отверстия в планшайбе, мм | 125 | 125 |
| Диаметр планшайбы, мм | 280 | 280 |
| Скорость рабочего хода, м/мин | 1,5..11,5 | 1,5..11,5 |
| Скорость рабочего хода при номинальном тяговом усилии, м/мин | 6 | 6 |
| Регулирование скорости рабочего хода | бесступенчатое | бесступенчатое |
| Рекомендуемая скорость обратного хода, м/мин | 20..25 | 20..25 |
| Рекомендуемая скорость подвода и отвода протяжки, м/мин | 15 | |
| Электрооборудование. Привод | ||
| Количество электродвигателей на станке | 3 | |
| Электродвигатель привода главного движения и вспомогательных салазок, кВт (об/мин) | 18,5 | 11 (2800) |
| Электродвигатель теплообменника, кВт (об/мин) | 0,12 (2710) | |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,15 (2800) | |
| Суммарная мощность электродвигателей установленных на станке, кВт | 11,27 | |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 6340 x 2090 x 1910 | 6000 х 2000 х 1715 |
| Масса станка, кг | 5200 | 4100 |
- Ашихмин В.Н. Протягивание, 1981, стр.90.
- Кацев П.Г. Протяжные работы, 1968
- Кацев П.Г., Епифанов Н.П. Справочник прояжника, 1963
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980, стр.248.
- Тепинкичиев В.К. Металлорежущие станки, 1973, стр.76.
Список литературы:
Связанные ссылки
Каталог справочник отрезных металлорежущих станков
Паспорта к отрезным станкам и оборудованию
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Отечественные протяжные станки | Станочный Мир
Назначение и принцип работы протяжных станков
Протяжные станки предназначены для обработки внутренних и наружных поверхностей различной формы чаще всего в условиях серийного и массового производства. Станки обладают значительной эффективностью, обеспечивают высокую точность обработки и при этом просты по конструкции и в работе.
По характеру работы они делятся на станки для внутреннего и наружного протягивания, по расположению инструмента — на горизонтальные и вертикальные. Станки могут быть универсальными и специальными.

Одна из схем протягивания показана на рисунке. Хвостовик протяжки 5 пропускают через отверстие обрабатываемой детали 7 и втулку 8 приспособления 6, установленного в опорной плите 9. Левый конец протяжки закрепляют в автоматическом патроне, состоящем из корпуса 4, специальной втулки 10 с внутренним диаметром, соответствующим протяжке, и двух сухарей 3. В показанном положении пружина 2, распирая деталь 1, связанную со штоком силового цилиндра, и корпус 4, сдвигает сухари 3, вследствие чего последние захватывают хвостовик протяжки. Когда протяжка перемещается влево, происходит обработка отверстия. Во время холостого хода протяжка возвращается в исходное положение. Корпус 4, подойдя к приспособлению 6, упирается в него и останавливается. Шток поршня и муфта 1, продолжая движение и сжимая пружину 2, сдвигают втулку 10 вправо, сухари 3 попадают в выточку а, и движение прекращается. Теперь хвостовик протяжки можно свободно вытащить из отверстия втулки 10, вставить в следующую деталь и, установив снова, начинать обработку.
Превосходство протягивания перед иными методами механической обработки заключается в том, что протягивание обеспечивает высокую точность и качество обрабатываемой поверхности, а также значительную эффективность.
Протяжные станки требуют небольшого производственного участка, просты в конструкции обслуживании, легко поддаются автоматизации и встраиваются в автоматические линии.
Главными минусом протягивания являются значительная цена и сложность изготовления инструмента — протяжек, обладающих к тому же невысокой стойкостью.
Максимальное распространение протяжные станки получили в автотракторном, сельскохозяйственном, транспортном, энергетическом и подъёмно-транспортном машиностроении.
Горизонтально-протяжной станок (7А523, 7А534, 7А545, 7555)
Направляющая каретки, при помощи гидравлического привода перемещает ползун, заканчивающийся приспособлением, фиксирующим протяжку. В случае если применяется длинная протяжка — её конец поддерживается при помощи подвижного люнета. Заготовка устанавливается в середине конструкции и передвигается через протяжку по ползуну.
Вертикально-протяжной станок (7А712, 7А723, 7А724, 7А733, 7А734, 7А612, 7А621, 7А623, 7А633, 7А634, 7А635, 7А644, 7655, МП7А773, МП7А783, МП7А784, МП7А785)
Ползун, несущий протяжку, передвигается по вертикальной направляющей каретки. Вращение осуществляется при помощи двух бабок (первая вращается, вторая поддерживает вращение). В ходе обработки заготовки протяжка передвигается в сторону вращающегося вала.
Протяжка представляет собой длинный, тонкий, прямоугольный инструмент с большим количеством лезвий. Врезаясь в металл, она формирует в металлоконструкции отверстия нужной формы.
Наиболее распространены горизонтально-протяжные станки для внутреннего протягивания, вертикально-протяжные для наружного и внутреннего протягивания и горизонтально-протяжные для непрерывного протягивания.
Приобрести отечественный горизонтально-протяжные станки и вертикально-протяжные станки по выгодной цене можно в компании ООО “Станочный Мир”.
7Б56 Станок протяжной горизонтальный. Паспорт, схемы, характеристики, описание
Сведения о производителе протяжного станка 7Б56
Разработчиком и изготовителем горизонтально-протяжного станка 7Б56 является Минский станкостроительный завод имени С.М.Кирова, основанный в 1881 году.
Станки, выпускаемые Минским станкостроительным заводом имени С.М.Кирова
7Б56 Станок протяжной горизонтальный для внутреннего протягивания. Назначение и область применения
Станок протяжной горизонтальный 7Б56 производился начиная с 1981 года. Станок снят с производства. В настоящее время заводом выпускаются более совершенные горизонтальные протяжные автоматы и полуавтоматы: 7А523, 7А534, 7А545, 7555.
Горизонтально-протяжной станок 7Б56 предназначен для обработки методом протягивания предварительно обработанных или черновых сквозных отверстий различной геометрической формы и размеров деталей из черных и цветных металлов и сплавов. При помощи специальных приспособлений можно обрабатывать наружные поверхности.
Станок отличается большой производительностью, высокой точностью обработки.
Наиболее эффективно использование станка — в массовом и крупносерийном производстве. Простота переналадки станка позволяет применять его в мелкосерийном и единичном производстве.
По согласованию с заказчиком станок поставляется как в универсальном исполнении, так и со специальными приспособлениями и инструментом для обработки одной или нескольких определенных деталей.
Основные технические характеристики горизонтального протяжного станка 7Б56
- Номинальное тяговое усилие – 200 кН (20 тс)
- Наибольшая длина рабочего хода салазок – 1600 мм
- Диаметр отверстия в планшайбе – 130 мм
- Скорость рабочего хода – 1,5 ÷ 11,5 м/мин
- Мощность электродвигателя привода главного движения – 30 кВт
- Масса станка – 5,2 т
Конструктивные особенности:
- Гидравлический привод
- Бесступенчатое регулирование скорости рабочего и обратного ходов
- Механизированный подвод и отвод протяжки на всей длине резания
- Повышенная жесткость и виброустойчивость, позволяющие работать во всем диапазоне рабочих скоростей и тяговых усилий, сохраняя при этом хорошую чистоту обработанной поверхности и высокую стойкость режущего инструмента
- Централизованная принудительная смазка трущихся поверхностей
- Фильтрация масла в гидросистеме
- Сигнализация с помощью электроконтактного манометра о затуплении режущего инструмента
- Размещение пусковой и предохранительной электроаппаратуры на поворотной панели в отдельно стоящем электрошкафу облегчает ее обслуживание и увеличивает срок службы
- Высокая надежность работы электрооборудования благодаря применению бесконтактных путевых переключателей, слаботочной электроаппаратуры управления и электромагнитов постоянного тока
- Возможность встраивания станка в автоматическую линию
Станок аттестован по первой категории качества.
Шероховатость обработанных поверхностей Rz20—Ra 0,63 мкм.
Класс точности станка Н по ГОСТ 8—77.
Корректированный уровень звуковой мощности LpA не превышает 108 дБА.
Проектная организация — Минское специальное конструкторское бюро протяжных станков.
7Б56 Габарит рабочего пространства протяжного станка
Габарит рабочего пространства горизонтального протяжного станка 7Б56
7Б56 Фото горизонтального протяжного станка
Фото горизонтального протяжного станка 7Б56
7Б56 Расположение составных частей протяжного станка
Фото горизонтального протяжного станка 7Б56
7Б56 основные узлы протяжного станка
- электрооборудование
- рабочий цилиндр
- рабочие салазки
- пульт управления
- устройство охлаждения
- поддерживающий ролик
- вспомогательный патрон
- вспомогательные салазки
- приставная станина
- механизм фиксации и расфиксации
- вспомогательный цилиндр
- рабочий патрон
- рабочие салазки
- механизм регулирования хода станка
- бак для охлаждающей жидкости
- насосная установка
Основная станина служит для размещения главных частей станка: рабочего цилиндра и рабочих салазок, соосность которых обеспечивается постельными планками, приваренными внутри станины на всей ее длине. В передней части станину замыкает массивная опорная плита, в которой выполнено точное отверстие, строго соосное с рабочим цилиндром станка. Это отверстие используется для установки опорной планшайбы станка. Около опорной плиты предусмотрен склиз, по которому стружка с охлаждающей жидкостью попадает в приемный ящик, расположенный рядом с баком для охлаждающей жидкости. В передней части основной станины, внизу имеется механизм поддерживающего ролика. Его назначение — поддерживать протяжку, когда ее задний хвостовик выходит из вспомогательного патрона. Поддержка осуществляется вплоть до конца обратного хода рабочих салазок, когда задний хвостовик протяжки снова входит во вспомогательный патрон. В механизме предусмотрено регулирование с помощью пружинного устройства для работы с протяжками разного диаметра.
Рабочие салазки связывают шток рабочего цилиндра с рабочим патроном. Для установки рабочего патрона в них предусмотрена переходная втулка с конусным посадочным отверстием. Конструкция рабочих салазок позволяет передавать нагрузку непосредственно со штока гидроцилиндра на рабочий патрон с помощью специальной муфты и стяжки (рис. 68). Рабочие салазки, выпускаемых, горизонтально-протяжных станков перемещаются по одной плоской и по одной V-образной направляющим станины, что повышает геометрическую точность станка. В салазках предусмотрены привернутые направляющие планки, позволяющие производить компенсацию износа в направляющих. В нижней части салазок имеется копир для опускания поддерживающего ролика в основной станине, когда рабочие салазки подходят к опорной плите.
Механизм регулирования хода станка смонтирован в верхней части основной станины. Он выполнен в виде двух валиков, угловой поворот которых включает и выключает конечные выключатели, управляющие работой гидросистемы станка. Эти выключатели находятся снаружи основной станины в специальном корпусе. Настройкой положения закрепляемых на валиках кулачков обеспечиваются требуемые величины рабочего и замедленного ходов, а также величину замедленного хода и крайнее положение рабочих салазок в конце обратного хода. Поворот кулачков происходит под воздействием копира, укрепленного на рабочих салазках.
Приставная станина предназначена для монтажа механизмов, обеспечивающих подвод и отвод протяжки. Движения подвода и отвода сообщаются одновременно поддерживающему ролику 6 (см. рис. 67) и вспомогательным салазкам 8 от вспомогательного цилиндра 11. В конце подвода протяжки, когда поддерживающий ролик опускается в проем приставной станины, механизм 10 фиксации и расфиксации обеспечивает расцепление вспомогательных салазок от механизма подвода и отвода. Это позволяет вспомогательным салазкам сопровождать протяжку до конца резания, что становится возможным благодаря тому, что поддерживающий ролик 6 утоплен. В конце обратного хода вспомогательные салазки с помощью механизма фиксации и расфиксации вновь жестко соединяются с механизмом подвода и отвода. После этого начинается отвод протяжки, в начале которого поддерживающий ролик поднимается и становится опорой протяжки. Ее задний хвостовик закреплен во вспомогательном патроне.
При протягивании с сопровождением протяжки станок мод. 7Б56 работает в режиме полного полуцикла. Взаимодействие рассмотренных механизмов станка при этом отражено в табл. 21. При работе в режиме простого полуцикла исключаются из работы механизмы, расположенные в приставной станине. Последовательность действий при этом сохраняется полностью. Режим простого полуцикла применяется обычно при работе мелкими протяжками, например, шпоночными.
Наладочные размеры, определяющие возможности станка с точки зрения длины протяжки и длины, на которой обеспечивается сопровождение инструмента приведены на рис. 68.
7Б56 Гидравлическая схема протяжного горизонтального станка
Гидравлическая схема протяжного горизонтального станка 7Б56 (Рис.153)
Гидравлическая схема станка 7Б56. Смотреть в увеличенном масштабе
Гидропривод (рис. 153) осуществляет рабочие и вспомогательные движения исполнительных органов станка в рабочем цикле.
Протяжка подводится и отводится вспомогательным гидроцилиндром 31, который питается от пластинчатого насоса 22 через фильтр грубой и тонкой очистки 24 и 25. В исходном положении управляющий распределитель 28 находится в средней позиции. Масло от шестеренчатого насоса управления 6 подведено под оба торца гидрораспределителя 26, что удерживает его также в среднем положении. При этом правая часть гидроцилиндра 31 изолирована, а левая — соединена со сливом.
Нажатие кнопки «Пуск цикла» включает электромагнит Э6. Распределитель 28 переключается влево, соединяя магистрали 12 и 29 между собой, а трубопровод 27 со сливом, масло подается под правый торец гидрораспределителя 26, передвигая его влево. Трубопроводы 30 и 32 оказываются соединенными между собой и насосом 22. Давление в обеих полостях цилиндра 31 одинаково, площадь правой, бесштоковой полости больше, чем левой, — поршень движется влево и протяжка проводится к левому патрону. Масло из левой полости цилиндра перетекает в правую полость, увеличивая поток насоса 22.
Рабочий цилиндр 35 получает масло от радиально-поршневого реверсивного насоса 1. При рабочем ходе напорной является магистраль 13—33—34, а сливной 36—37—14. Часть сливающегося масла питает насос; избыток сбрасывается через клапанную коробку 7 и напорный золотник 8. При обратном ходе масло от насоса поступает через трубопроводы 14 и 36. Масло, вытекающее из цилиндра, не может пройти через обратный клапан 33 и перетекает из правой в левую части цилиндра через обратный клапан 37. Из бака масло забирается через обратный клапан 5 и клапанную коробку 7.
В исходном положении обе полости насоса 1 соединены трубопроводом 4 через переливной клапан 2 в позиции Б. Это предотвращает самопроизвольное движение салазок при неточной настройке нулевого положения насоса. Перед движением салазок клапан 2 переводится в положение А и полости насоса разъединены. В зависимости от направления (вправо — влево) смещения статора относительно ротора всасывающая и нагнетательная полости насоса меняются назначением, а следовательно, изменяется скорость перемещения салазок.
Различные смещения статора устанавливают при наладке регулировочными винтами 19, которые служат упорами для штоков поршней 21. Положение диска 20 и связанного с ним статора определяется одним поршнем 21. При включении электромагнита 31, переключающего распределитель 15, происходит рабочий ход, который ускоряется при дополнительном включении 32, вызывает обратный ход, который замедляется при включении электромагнита 34. Порядок и момент переключения электромагнитов зависят от расстановки конечных выключателей. Предохранительные клапаны 3 и 9, напорные золотники 10, 11, 23 и 38 сбрасывают часть масла на слив при повышении давления в определенных магистралях до значения, большего, чем давление при настройке.
Гидравлическая схема протяжного горизонтального станка 7Б56
Гидравлическая схема станка (рис. 69). Две наклонные стрелки на условном обозначении рабочего 1 и вспомогательного 8 цилиндров означают, что они имеют регулируемое торможение (замедление) в конце хода при движении в обоих направлениях. Все гидравлические агрегаты станка смонтированы на баке 12 емкостью 1250 л. Толстыми линиями на рис. 69 показаны линии связей всасывания, напора и слива. Линии связи управления показаны тонкими линиями. Линии связи управления 4—7 позволяют контролировать давление в узловых точках гидравлической схемы. Давление контролируется с помощью манометра 3, к которому через гидропульт I последовательно подключается любая из перечисленных линий связи управления. Линия 4 позволяет контролировать давление в штоковой полости рабочего цилиндра при рабочем ходе; линия 5 — в бесштоковой полости рабочего цилиндра при обратном ходе; линия 6 — в линиях управления работой гидроагрегатов; линия 7 — в линии напора вспомогательного цилиндра. Кроме манометра 5 в гидравлической схеме станка предусмотрен управляющий электроконтактный манометр 2: Этот манометр» настраивают на давление, увеличенное примерно на 30% по сравнению с давлением в начале работы новым или заточенным инструментом. При затуплении протяжки максимальное давление в штоковой полости будет возрастать. Когда прирост давления достигнет 30%, что соответствует предельно-допустимой величине затупления, электроконтактный манометр включает сигнальную лампочку на пульте управления 4 (см. рис. 67) станка. Это сигнал к переточке или смене протяжки, чтобы исключить поломку инструмента и предупредить появление брака.
Вспомогательный цилиндр получает привод от лопастного насоса 10 (см. рис. 69), который под давлением подает масло через фильтр 11 к реверсивному гидрораспределителю управления. Предохранительный клапан 9 позволяет поддерживать давление на заданном уровне.
Агрегат III радиально-поршневого насоса включает в себя кроме самого насоса всю необходимую аппаратуру управления, позволяющую регулировать производительность насоса при переходе с обычного на замедленный ход и наоборот, менять направление движения штока, поддерживать давление в полостях рабочего цилиндра на заданном уровне.
Конечные выключатели 1ПВ—6ПВ дают команды на срабатывание золотников (распределителей) в системах управления движением рабочего и вспомогательного цилиндров. Станок может работать в режиме полного или простого полуцикла, а также в наладочном режиме. Циклограммы работы станка приведены на рис. 70. В квадратах показаны включенные в данный момент приборы.
Циклограмма работы протяжного станка 7Б56 в режиме полного и простого полуцикла
Циклограмма работы протяжного станка 7Б56
В режиме полного полуцикла (см. рис. 70,а) последовательность работы станка будет следующей. В исходном состоянии рабочие и вспомогательные салазки будут находиться в крайнем правом положении. Исходное положение поршня рабочего гидроцилиндра на рис. 69 показано тонкими линиями. Переключатель режима работы станка на пульте управления 4 (см. рис. 67) установлен в положение «Полный полуцикл».
После нажатия кнопки управления (КУ) «Пуск цикла» реверсивный золотник направляет масло от лопастного насоса 10 (см. рис. 69) в бесштоковую полость вспомогательного цилиндра 8. Поршень вспомогательного цилиндра перемещается влево, осуществляется подвод протяжки, в конце которого срабатывает конечный выключатель 6ПВ. Этот выключатель дает команду на включение гидрораспределителя, направляющего масло от радиально-поршневого насоса в штоковую полость рабочего цилиндра. Начинается рабочий ход. Одновременно реверсивным гидрораспределителем отключается подача масла во вспомогательный цилиндр.
Конечный выключатель ЗПВ настраивается так, чтобы срабатывание его происходило в момент входа калибрующих зубьев протяжки в обрабатываемую деталь. При этом в системе управления радиально-поршневым насосом включается гидрораспределитель, уменьшающий производительность насоса, что приводит к снижению скорости резания. Конечный выключатель 1ПВ, срабатывающий в конце рабочего хода, дает команду на прекращение подачи масла в штоковую полость рабочего цилиндра, станок останавливается.
Для начала обратного движения необходимо снова нажать кнопку «Пуск цикла». При этом включается гидрораспределитель, направляющий масло от радиально-поршневого насоса в бесштоковую полость рабочего цилиндра. При обратном ходе масла из штоковой полости через обратный клапан 12 (см. рис. 69) будет вытесняться в бесштоковую полость. Срабатывание конечного выключателя 4ПВ дает команду на включение золотника, уменьшающего производительность радиально-поршневого насоса, что приводит к снижению скорости обратного хода. Конечный выключатель 2ПВ, который срабатывает в конце обратного хода, дает команду на прекращение подачи масла в рабочий цилиндр, и одновременно дается команда на подачу масла в штоковую полость вспомогательного цилиндра. Начинается отвод протяжки. Конечный выключатель 5ПВ срабатывает в конце отвода протяжки и дает команду на прекращение подачи масла во вспомогательный цилиндр. Станок останавливается.
Режим простого полуцикла отличается тем, что в работе не участвует механизм подвода и отвода протяжки. В наладочном режиме гидросистема станка позволяет независимо управлять движениями рабочих и вспомогательных салазок.
Скорости рабочего и обратного ходов рабочих салазок настраивают с помощью четырех винтов механизма управления насосом. Настройка скоростей должна производиться только на наладочном режиме. Двумя винтами настраивается скорость рабочего хода и скорость рабочего замедленного хода. Другими двумя винтами настраивается скорость обратного хода и обратного замедленного хода. Величина скорости рабочего хода определяется оптимальной стойкостью инструмента применительно к конкретным условиям обработки. При этом необходимо учитывать, что величина скорости рабочего хода ограничивается не только заданной стойкостью, но и силами резания при протягивании конкретной детали. О силах резания в процессе протягивания можно судить по показаниям манометра. В паспорте станка приведены графики режимов работы станка в зависимости от величины силы резания при протягивании. Поскольку вся ранее выпущенная документация основана на старой системе единиц, в Приложениях 2 и 3 приведены соотношения этих единиц с обязательными в настоящее время единицами системы СИ. Например, для станка мод. 7Б56 номинальная сила тяги 200 кН будет соответствовать показанию манометра примерно 8,2 МПа. Наибольшая скорость резания допускается при силе резания до 100 кН. При силе резания 200 кН допустимая скорость резания будет составлять только 8,5 м/мин.
Следует иметь ввиду, что скорость рабочего хода обычно регулируется на наладочном режиме без нагрузки. При протягивании деталей, когда гидросистема работает под нагрузкой, наблюдается «посадка», т. е. уменьшение скорости по сравнению с отрегулированной скоростью. Величина посадки зависит от давления в системе на рабочем ходе. При давлении 10 МПа под нагрузкой посадка составляет 1,2 м/мин. Для меньших рабочих давлений величину посадки нужно пропорционально уменьшить.
Скорость обратного хода и замедленная скорость обратного хода настраиваются заводом-изготовителем. В процессе эксплуатации эти скорости изменять не рекомендуется.
Схема протяжной операции горизонтального станка 7Б56
Схема протяжной операции горизонтального станка 7Б56
Движение протяжки осуществляется с помощью гидропривода, имеющего два насоса. Один из них производительностью 200 л/мин служит для подачи масла в основной (рабочий) гидроцилиндр, другой – производительностью 25 л/мин – подает масло во вспомогательный гидроцилиндр. Гидропривод позволяет осуществлять три цикла работы: полный цикл, простой цикл и наладочный. Работу на полном цикле производят длинными протяжками (1200-1300 мм) с задним хвостовиком. Протяжку устанавливают хвостовиком во вспомогательный патрон, получающий движение от штока вспомогательного цилиндра. Протяжка перемещается, поддерживаемая роликом, к рабочему патрону. Патрон захватывает передний хвостовик протяжки» перемещает ее вместе со вспомогательным патроном до его раскрытия от копира, осуществяет рабочий и обратный хода, после которых вспомогательный патрон захватывает задний хвостовик протяжки и отводит ее в исходное положение.
Простой цикл применяют при использовании коротких протяжек. В этом случае протяжку закрепляют вручную в патроне, смонтированном на салазках, получающих горизонтальное перемещение от основного гидроцилиндра по направляющим станины. Перемещения вспомогательных салазок при этом цикле не происходит.
Наладочный режим используют при настройке станка. Этот режим включает необходимые для подготовки процесса протягивания движения инструмента.
Станок работает как полуавтомат, но при оснащении его автоматизированными приспособлениями для подачи и съема деталей может работать в автоматическом цикле и может быть встроен в автоматические линии. Применяется станок в крупносерийном и массовом производстве, а с учетом простой переналадки его можно использовать и в единичном и мелкосерийном производстве.
Одна из схем протягивания показана на рис. 50. Хвостовик протяжки 5 пропускают через отверстие обрабатываемой детали 7 и втулку 8 приспособления 6, установленного в опорной плите 9.
Левый конец протяжки закрепляют в автоматическом патроне, состоящем из корпуса 4, специальной втулки 10 с внутренним диаметром, соответствующим протяжке, и двух сухарей 3. В показанном положении пружина 2, распирая деталь 1, связанную со штоком силового цилиндра, и корпус 4, сдвигает сухари 3, вследствие чего последние захватывают хвостовик протяжки.
Когда протяжка перемещается влево, происходит обработка отверстия. Во время холостого хода протяжка возвращается в исходное положение.
Корпус 4, подойдя к приспособлению 6, упирается в него и останавливается.
Шток поршня и муфта 1, продолжая движение и сжимая пружину 2, сдвигают втулку 10 вправо, сухари 3 попадают в выточку а, и движение прекращается. Теперь хвостовик протяжки можно свободно вытащить из отверстия втулки 10, вставить в следующую деталь и, установив снова, начинать обработку.
Станок работает с полным и простым циклом. При полном цикле прямого хода осуществляется подвод протяжки, замедленный рабочий ход, настроенный рабочий ход — замедленный рабочий ход при работе калибрующих зубьев и стоп. При обратном ходе осуществляется замедленный ход и отвод протяжки. Простой цикл отличается от полного отсутствием подвода и отвода протяжки.
Полный цикл станка предусматривает:
- быстрый подвод протяжки к рабочему патрону и захват ее
- замедленный ход с большей скоростью (которая обеспечивает полное использование мощности привода)
- замедленный рабочий ход (для получения требуемой шероховатости при работе калибрующих зубьев протяжки)
- раскрытие вспомогательного патрона и вывод протяжки из детали
- остановка станка для выгрузки детали
- обратный ход рабочих салазок после повторного нажатия кнопки «Пуск цикла»
- захват заготовки вспомогательным патроном в начале обратного хода
- замедление скорости в конце обратного хода и раскрытие рабочего патрона
- отвод протяжки вспомогательными салазками
- останов
Возможен неполный цикл без подвода и отвода протяжки, когда вспомогательные узлы не действуют.
Во избежание провисания свободного конца протяжки, когда она закреплена только в одном из патронов, предусмотрены поддерживающие ролики, которые могут быть отведены.
7Б56 Пример протяжных работ внутреннего протягивания
Пример протяжных работ внутреннего протягивания 7Б56
Протяжной инструмент
Современный горизонтально-протяжной станок
Технические характеристики протяжного станка 7Б56
| Наименование параметра | 7Б55 | 7Б56 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности станка | Н | Н |
| Номинальное тяговое усилие, кН(тс) | 100(10) | 200(20) |
| Наибольшая длина хода рабочих салазок, мм | 1250 | 1600 |
| Наибольшая настроенная длина хода рабочих салазок, мм | 1200 | 1715 |
| Расстояние от станины до оси отверстия под планшайбу в опорной плите, мм | 250 | |
| Максимальный наружный диаметр обрабатываемой детали, мм | 600 | 600 |
| Размеры рабочей поверхности передней опорной плиты станка, мм | 450 х 450 | |
| Диаметр отверстия под планшайбу в опорной плите, мм | 160 | 200Н7 |
| Диаметр отверстия в планшайбе, мм | 125 | 130H7 |
| Диаметр планшайбы, мм | 280 | |
| Скорость рабочего хода, м/мин | 1,5..11,5 | 1,5..11,5 |
| Регулирование скорости рабочего хода | бесступенчатое | бесступенчатое |
| Рекомендуемая скорость обратного хода, м/мин | 20..25 | 20..25 |
| Рекомендуемая скорость подвода и отвода протяжки, м/мин | 15 | 15 |
| Электрооборудование. Привод | ||
| Количество электродвигателей на станке | ||
| Электродвигатель привода главного движения, кВт | 18,5 | |
| Электродвигатель привода гидронасоса гидростанции, кВт | ||
| Электродвигатель насоса охлаждения, кВт | ||
| Суммарная мощность электродвигателей установленных на станке, кВт | ||
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 6340 x 2090 x 1910 | |
| Масса станка, кг | 5200 |
- Руководство к станкам протяжным горизонтальным общего назначения для внутреннего протягивания 7Б55, 7Б56, 1974
- Ашихмин В.Н. Протягивание, 1981, стр.90.
- Кацев П.Г. Протяжные работы, 1968
- Кацев П.Г., Епифанов Н.П. Справочник прояжника, 1963
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980, стр.248.
- Тепинкичиев В.К. Металлорежущие станки, 1973, стр.76.
Список литературы:
Связанные ссылки
Каталог справочник отрезных металлорежущих станков
Паспорта к отрезным станкам и оборудованию
7А534 Станок протяжной горизонтальный. Паспорт, схемы, характеристики, описание
Сведения о производителе протяжного станка 7А534
Разработчиком и изготовителем горизонтально-протяжного станка 7А534 является Минский станкостроительный завод имени С.М.Кирова, основанный в 1881 году.
Станки, выпускаемые Минским станкостроительным заводом имени С.М.Кирова
7А534 Станок протяжной горизонтальный для внутреннего протягивания. Назначение и область применения
Станок протяжной горизонтальный для внутреннего протягивания 7А534 предназначен для протягивания предварительно обработанных или черных сквозных отверстий различной геометрической формы и размеров.
Основные технические характеристики горизонтального протяжного станка 7А534
- Номинальное тяговое усилие – 250 кН
- Наибольшая длина рабочего хода салазок – 1600 мм
- Длина протяжки – 925 ÷ 1745 мм
- Скорость рабочего хода – 1,5 ÷ 13 м/мин, бесступенчатое регулирование
- Мощность электродвигателя привода главного движения – 37 кВт
- Масса станка – 5,9 т
Конструктивные особенности протяжного горизонтального станка 7А534:
Протяжной горизонтальный полуавтомат модели 7А534 является представителем модернизированной гаммы протяжных станков общего назначения и выпускается взамен полуавтомата модели 7534.
По специальному заказу полуавтомат может быть оснащен приспособлением и инструментом для обработки одной или нескольких определенных деталей. При оснащении средствами автоматизации он может работать в автоматическом режиме, а также встраиваться в автоматические линии.
В полуавтомате модели 7А534 по сравнению с заменяемой моделью 7534 введены дополнительные устройства и усовершенствования:
- в системе управления станком применен программируемый командоаппарат, обеспечивающий повышение надежности и ремонтопригодности электрооборудования;
- введен пульт диагностики, позволяющий сократить время на определение и устранение неполадки;
- введено гидравлическое управление насосом смазки, позволяющее повысить надежность работы системы смазки;
- изменена конструкция приставной станины, что позволяет улучшить удаление стружки из станка.
Класс точности станка Н по ГОСТ 8—77.
Корректированный уровень звуковой мощности LpA не превышает 108 дБА.
Проектная организация — Минское специальное конструкторское бюро протяжных станков.
7А534 Габарит рабочего пространства протяжного станка
Габарит рабочего пространства протяжного станка 7а534
Габарит рабочего пространства протяжного станка 7А534. Смотреть в увеличенном масштабе
7А534 Фото протяжного горизонтального станка
Фото протяжного станка 7а534
Фото протяжного горизонтального станка 7А534. Смотреть в увеличенном масштабе
Схема протяжной операции горизонтального станка 7а534
Схема протяжной операции горизонтального станка 7а534
Движение протяжки осуществляется с помощью гидропривода, имеющего два насоса. Один из них производительностью 200 л/мин служит для подачи масла в основной (рабочий) гидроцилиндр, другой – производительностью 25 л/мин – подает масло во вспомогательный гидроцилиндр. Гидропривод позволяет осуществлять три цикла работы: полный цикл, простой цикл и наладочный. Работу на полном цикле производят длинными протяжками (1200-1300 мм) с задним хвостовиком. Протяжку устанавливают хвостовиком во вспомогательный патрон, получающий движение от штока вспомогательного цилиндра. Протяжка перемещается, поддерживаемая роликом, к рабочему патрону. Патрон захватывает передний хвостовик протяжки» перемещает ее вместе со вспомогательным патроном до его раскрытия от копира, осуществяет рабочий и обратный хода, после которых вспомогательный патрон захватывает задний хвостовик протяжки и отводит ее в исходное положение.
Простой цикл применяют при использовании коротких протяжек. В этом случае протяжку закрепляют вручную в патроне, смонтированном на салазках, получающих горизонтальное перемещение от основного гидроцилиндра по направляющим станины. Перемещения вспомогательных салазок при этом цикле не происходит.
Наладочный режим используют при настройке станка. Этот режим включает необходимые для подготовки процесса протягивания движения инструмента.
Станок работает как полуавтомат, но при оснащении его автоматизированными приспособлениями для подачи и съема деталей может работать в автоматическом цикле и может быть встроен в автоматические линии. Применяется станок в крупносерийном и массовом производстве, а с учетом простой переналадки его можно использовать и в единичном и мелкосерийном производстве.
Одна из схем протягивания показана на рис. 50. Хвостовик протяжки 5 пропускают через отверстие обрабатываемой детали 7 и втулку 8 приспособления 6, установленного в опорной плите 9.
Левый конец протяжки закрепляют в автоматическом патроне, состоящем из корпуса 4, специальной втулки 10 с внутренним диаметром, соответствующим протяжке, и двух сухарей 3. В показанном положении пружина 2, распирая деталь 1, связанную со штоком силового цилиндра, и корпус 4, сдвигает сухари 3, вследствие чего последние захватывают хвостовик протяжки.
Когда протяжка перемещается влево, происходит обработка отверстия. Во время холостого хода протяжка возвращается в исходное положение.
Корпус 4, подойдя к приспособлению 6, упирается в него и останавливается.
Шток поршня и муфта 1, продолжая движение и сжимая пружину 2, сдвигают втулку 10 вправо, сухари 3 попадают в выточку а, и движение прекращается. Теперь хвостовик протяжки можно свободно вытащить из отверстия втулки 10, вставить в следующую деталь и, установив снова, начинать обработку.
Станок работает с полным и простым циклом. При полном цикле прямого хода осуществляется подвод протяжки, замедленный рабочий ход, настроенный рабочий ход — замедленный рабочий ход при работе калибрующих зубьев и стоп. При обратном ходе осуществляется замедленный ход и отвод протяжки. Простой цикл отличается от полного отсутствием подвода и отвода протяжки.
Полный цикл станка предусматривает:
- быстрый подвод протяжки к рабочему патрону и захват ее
- замедленный ход с большей скоростью (которая обеспечивает полное использование мощности привода)
- замедленный рабочий ход (для получения требуемой шероховатости при работе калибрующих зубьев протяжки)
- раскрытие вспомогательного патрона и вывод протяжки из детали
- остановка станка для выгрузки детали
- обратный ход рабочих салазок после повторного нажатия кнопки «Пуск цикла»
- захват заготовки вспомогательным патроном в начале обратного хода
- замедление скорости в конце обратного хода и раскрытие рабочего патрона
- отвод протяжки вспомогательными салазками
- останов
Возможен неполный цикл без подвода и отвода протяжки, когда вспомогательные узлы не действуют.
Во избежание провисания свободного конца протяжки, когда она закреплена только в одном из патронов, предусмотрены поддерживающие ролики, которые могут быть отведены.
Пример протяжных работ внутреннего протягивания
Пример протяжных работ внутреннего протягивания 7а534
Установочный чертеж протяжного станка 7а534
Установочный чертеж протяжного станка 7а534
Протяжной инструмент
Модернизация горизонтально-протяжного станка
Технические характеристики протяжного станка 7А534
| Наименование параметра | 7А534 | |
|---|---|---|
| Основные параметры станка | ||
| Класс точности станка | Н | |
| Номинальное тяговое усилие, кН(тс) | 250 | |
| Скорость рабочего хода, м/мин | 1,5..13 | |
| Наибольшая длина хода рабочих салазок, мм | 1600 | |
| Наибольшая настроенная длина хода рабочих салазок, мм | 1550 | |
| Расстояние от станины до оси отверстия под планшайбу в опорной плите, мм | 280 | |
| Максимальный наружный диаметр обрабатываемой детали, мм | 670 | |
| Длина протяжки, мм | 925..1715 | |
| Размеры рабочей поверхности передней опорной плиты станка, мм | 450 х 630 | |
| Диаметр отверстия под планшайбу в опорной плите, мм | 200 | |
| Диаметр планшайбы, мм | 360 | |
| Диаметр отверстия в планшайбе, мм | 160 | |
| Регулирование скорости рабочего хода | бесступ | |
| Рекомендуемая скорость обратного хода, м/мин | 20,,25 | |
| Рекомендуемая скорость подвода протяжки, м/мин | 11,2 | |
| Рекомендуемая скорость отвода протяжки, м/мин | 18,8 | |
| Электрооборудование. Привод | ||
| Количество электродвигателей на станке | 4 | |
| Электродвигатель привода гидронасоса гидростанции, кВт | 37 | |
| Электродвигатель насоса охлаждения, кВт | 0,25 | |
| Электродвигатель теплообменника, кВт | 0,12 | |
| Электровентилятор, кВт | 0,018 | |
| Суммарная мощность электродвигателей установленных на станке, кВт | ||
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 7275 х 2225 х 2300 | |
| Масса станка, кг | 5950 |
- Ашихмин В.Н. Протягивание, 1981, стр.90.
- Кацев П.Г. Протяжные работы, 1968
- Кацев П.Г., Епифанов Н.П. Справочник прояжника, 1963
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980, стр.248.
- Тепинкичиев В.К. Металлорежущие станки, 1973, стр.76.
Список литературы:
Связанные ссылки
Каталог справочник отрезных металлорежущих станков
Паспорта к отрезным станкам и оборудованию
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Протяжные станки — Студопедия
При резании стружка, снимаемая каждым зубом, должна разместиться во впадине между зубьями. Если объем срезаемой стружки с учетом ее усадки будет больше объема впадины между зубьями, протяжку заклинит и произойдет поломка инструмента.
Особенности процесса протягивания
От зуба к зубу длина режущей кромки возрастает меньше, чем при профильной схеме. Следовательно, можно назначать большие подачи на зуб и уменьшать длину протяжки.
При групповой схеме (рис. 10.34, в) черновой припуск разбивается на секторы, каждый из которых обрабатывает своя группа черновых зубьев, спрофилированных по генераторной схеме. От зуба к зубу длина режущей кромки возрастает меньше, чем при генераторной схеме, т. е. можно назначать еще бóльшие подачи на зуб и уменьшать длину протяжки. При использовании генераторной или групповой схем резко усложняется заточка и профилирование зубьев, поэтому на чистовых зубьях протяжек всегда используется профильная схема.
Каждый зуб протяжки работает как строгальный резец. Малая высота зубьев и высокая жесткость протяжки в диаметральной плоскости позволяют назначать достаточно высокие режимы резания. За один рабочий ход генерируется весь профиль обработанной поверхности, поэтому протягивание является высокопроизводительным процессом, однако имеет особенности, которые необходимо учитывать при выборе протяжки и схемы обработки.
Протягивание с прямолинейным движением резания – процесс прерывистый. Необходимо возвратно-поступательное движение исполнительного механизма главного движения. Прямой ход – рабочее движение, обратный – холостой ход. Инерция масс исполнительного механизма главного движения не позволяет работать на высоких скоростях резания, обычно принимают 8– 15 м/мин.
Обработка заготовок на протяжных станках. Протяжками или прошивками обрабатывают цилиндрические отверстия после сверления, растачивания, зенкерования, а также отверстия, полученные на стадии заготовительных операций. При обработке заготовки цилиндрической протяжкой 2 (рис. 10.35, а) заготовку 3 устанавливают на сферическую опору 1 или на плоскую опору.

Рис. 10.35. Схемы протягивания отверстий: а – на сферической опоре; б – многогранных; в – прямых шлицевых; г – винтовых шлицевых; д – шпоночных пазов; 1 – сферическая опора; 2 – протяжка; 3 – заготовка; 4 – направляющая втулка
При установке на сферическую опору заготовка самоустанавливается по оси протяжки, но торец может получиться не перпендикулярным оси отверстия, поэтому такую установку применяют, если торец заготовки обрабатывается после протягивания. При установке на плоскую опору торец перпендикулярен оси отверстия, но возможна поломка протяжки из-за разницы припусков в диаметральной плоскости протяжки. Многогранные отверстия протягивают многогранными протяжками (рис. 10.35, б). В заготовке сверлят круглое отверстие. В зависимости от величины припуска на обработку применяют ту или иную схему срезания припуска. Шлицевые отверстия получают шлицевыми протяжками. Нарезание прямых шлицов ведут при прямолинейном главном движении (рис. 10.35, в), при нарезании винтовых шлицов (рис. 10.35, г) протяжке придают дополнительное движение для получения винтового движения резания. Шпоночные или иные пазы протягивают шпоночными протяжками (рис. 10.35, д). Профиль поперечного сечения зуба должен соответствовать профилю поперечного сечения паза.
Заготовку устанавливают на плоскую опору, для направления протяжки 2 применяют направляющую втулку 4.
Рис. 10.36. Схемы протягивания наружных поверхностей: а – плоских; б – фасонных; в – фрезопротягивание
Наружные поверхности с прямолинейной образующей обрабатывают на вертикально-протяжных станках (рис. 10.36, а, б).
Сложные фасонные поверхности в крупносерийном производстве обрабатывают круговыми протяжками. Для получения прямолинейной образующей применяют два вида инструмента: протяжки с подвижным (ползун или качалка) элементом или без подвижного элемента. Если на подвижном элементе размещены чистовые зубья, выполняют кругодиагональное, или совмещенное, протягивание. При работе чистовых зубьев протяжке без подвижного элемента сообщают прямолинейное дополнительное движение (рис. 10.36, в) вдоль образующей обработанной поверхности – фрезопротягивание.
Станки для протягивания отличаются простотой конструкции и большой жесткостью. Это объясняется тем, что в станках отсутствует цепь движения подачи. Основными характеристиками протяжного станка являются тяговое усилие на штоке и ход штока рабочего цилиндра.
Горизонтально-протяжной станок(рис. 10.37, а) – станок для протягивания внутренних поверхностей. На станине 1 расположены гидроцилиндр 3 и насосная станция 2. На переднем конце штока 4 установлен захват 5 с кареткой 7, которая может перемещаться по направляющим станины.
Протяжка устанавливается в захвате 5 и протаскивается сквозь отверстие в заготовке, опирающейся торцом на опорную поверхность кронштейна 6. Поступательное движение протяжке сообщается до тех пор, пока она не выйдет из отверстия в заготовке. Заготовка падает в поддон 8. Протяжка возвращается в исходное положение, и процесс повторяется.
Вертикально-протяжной станок(рис. 10.37, б) – станок для обработки наружных поверхностей. На станине 1 установлена вертикальная колонна 9 с рабочим гидроцилиндром, насосной станцией 2 и кареткой 7. На левом конце станины расположен стол 10, в рабочем приспособлении которого устанавливают заготовку. Протяжку закрепляют в каретке.
Гидроцилиндр перемещает протяжку сверху вниз (рабочий ход). Протяжные горизонтальные станки непрерывной обработки (рис. 10.38, а) применяются в крупносерийном производстве. На станине 1установлены вертикальные стойки 2 и 5, соединенные траверсой 4. На траверсе подвешен инструментальный стол 6 с неподвижными секциями протяжки 9. Заготовки 7 устанавливаются в рабочих приспособлениях, размещенных на замкнутой цепи 3. Жесткая направляющая 8 стола обеспечивает перемещение цепи с заготовками параллельно протяжке.
Рис. 10.37. Протяжные станки: а – горизонтально-протяжной; б – вертикально-протяжной; 1 – станина; 2 – насосная станция; 3 – гидроцилиндр; 4 – шток; 5 – захват; 6 – кронштейн; 7 – каретка; 8 – поддон; 9 – вертикальная колонна; 10 – стол; V – движение резания
Рис. 10.38. Специальные протяжные станки: а – станок непрерывной обработки: 1 – станина; 2, 5 – вертикальные стойки; 3 – цепь; 4 – траверса; 6 – инструментальный стол; 7 – заготовка; 8 – направляющая стола; 9 – секция протяжки; б – станок для кругодиагонального протягивания зубчатых венцов: 1 – бабка изделия; 2 – вертикальный конвейер; 3 – заготовка; 4 – автооператор; 5 – горизонтальный конвейер; 6 – магазин деталей; 7 – шпиндель изделия; 8 – круговая протяжка; 9 – инструментальный шпиндель; 10 – станина; 11 – магазин заготовок
Станки для кругодиагонального (совмещенного) протягивания зубчатых венцов(рис. 10.38, б) применяют для нарезания прямозубых цилиндрических колес в крупносерийном производстве. На станине 10 станка размещены инструментальный шпиндель 9 и бабка изделия 1, внутри станины находится механизм главного движения. Круговая протяжка 8 крепится на шпинделе 9.
Бабка изделия 1 установлена на направляющих станины с возможностью перемещения в радиальном направлении относительно протяжки.
Внутри бабки изделия размещены гидроцилиндр и делительный механизм (мальтийский крест). Гидроцилиндр 88 перемещает・ бабку изделия к протяжке в начале обработки и от протяжки – в конце обработки всего зубчатого венца.
После обработки очередной впадины между зубьями заготовка совершает делительный поворот с помощью делительного механизма. Необработанные заготовки размещаются в левом штыревом магазине 11. По левому вертикальному 2 и горизонтальному 5 конвейерам заготовка 3 подается к автооператору 4 и устанавливается на шпиндель 7. Обработанная заготовка устанавливается автооператором на правый вертикальный конвейер и подается в штыревой магазин 6.
Горизонтальная протяжка – Услуги горизонтальной протяжки
V W Broaching специализируется на высококачественных горизонтальных протяжных станках, используемых для резки прямых и эвольвентных внутренних форм и форм. Основным примером этого будет вырезание шпоночного паза в шкиве или передаче. Горизонтальная протяжка относится к типу станка, который используется для протяжки детали детали. Горизонтальная машина имеет силовой цилиндр и корпус машины, ориентированный горизонтально, при этом протяжка протягивается через или мимо детали.Некоторые прошлые производители горизонтальных протяжных машин включают в себя: Acme, American, Colonial и Oil Gear. В то время как большинство горизонтальных протяжных станков имеют гидравлическое управление, в некоторых также используется электромеханическая, пневматическая и механическая мощность. Горизонтальные протяжные станки обычно используются для резки внутренних форм и форм, таких как шпоночные пазы и квадраты. Тем не менее, они также могут быть использованы для резки внешних прорезей и форм.
Горизонтальные протяжные станки были первыми машинами, которые были разработаны, и до сих пор наиболее широко используются сегодня.V W Broaching Service предлагает широкий ассортимент горизонтальных протяжных машин, каждая из которых отличается своим ходом – который определяет длину реза – и его мощностью – который определяет размер реза, который способен сделать станок.
Преимущества горизонтальной протяжки
- Чрезвычайно гибкий метод для резки практически любых внутренних форм или форм, таких как шпоночные пазы, сплайны, квадраты, гексы и т. Д.
- Очень часто мало или нет затрат на оснастку, если мы можем использовать один из наших складских лотков
- Время быстрой настройки
- Может быть оснащен специальными адаптерами для выполнения сложных операций, таких как спиральная протяжка
- Оборудование может быть специально подобрано к обрабатываемой детали для более эффективной резки
Горизонтальные возможности протяжки
- 10 горизонтальных протяжных машин
- Максимальная длина реза 102 дюйма (за один проход)
- Максимальная мощность резки 42 тонны
- Один из крупнейших в мире складских запасов режущих инструментов для протяжки
- Возможность резки практически любого обрабатываемого материала, включая нержавеющую сталь, пластик, магний и металлический порошок
- Внутренний отдел инструментов, способный оттачивать и восстанавливать ваши инструменты, чтобы сохранить целостность и долговечность инструмента
Качество, на которое можно положиться
V W Broaching, сертифицированная по стандарту ISO 9001: 2015, является одним из крупнейших специализированных механических цехов на Среднем Западе.Известные в отрасли высоким качеством нашей работы, мы поддерживаем то, что делаем. Мы располагаем современными горизонтальными протяжными станками, способными работать в самых разных областях. Если вам нужны горизонтальные протяжки, свяжитесь с нами по телефону 888-605-9754 или воспользуйтесь приведенной ниже безопасной формой, чтобы поговорить с одним из наших знающих сотрудников. Если горизонтальный протяжка не является услугой, которую вы ищете, нажмите здесь, чтобы просмотреть наши протяжные услуги.
,Горизонтальный протяжной станок серииL61 / maquina De Brochado Horizontal
L61 Серия Горизонтальный протяжной станок
Основное использование
Этот вид протяжного станка в основном используется для обработки внутренних отверстий различных типов деталей, таких как круглые отверстия, квадратные шлицевые отверстия, отверстия с одним ключом, эвольвентный профиль и другие.
Основные технические данные
Технические характеристики | Блок | L6120F протяжка | L6140F |
Номинальная тяговая мощность | кН | 200 | 400 |
Номинальный рабочий ход | мм | 1600 | 2000 |
Рабочая скорость хода (бесступенчатая) | м / мин | 1.5 ~ 7 | 1,5 ~ 7 |
Скорость обратного хода (бесступенчатая) | м / мин | 3 ~ 18 | 3 ~ 18 |
Диаметр отверстия лицевой панели | мм | Φ150H7 | Φ150H7 |
Диаметр отверстия подшипника концевой пластины | мм | Φ250H7 | Φ250H7 |
Рабочая высота | мм | 850 | 850 |
Расход основного масляного насоса | л / мин | 252 | 252 |
Макс.рабочее давление | МПа | 13 | 13 |
Размер концевой плиты | мм | 640 × 550 | 640 × 550 |
Аксиально-плунжерный насос для главного привода | A3h280-FR14K | A3h280-FR14K | |
Водоизмещение | мл / р | 180 | 180 |
Макс.рабочее давление | МПа | 16 | 16 |
Вращенное рабочее давление | МПа | 11 | 11 |
Мотор для главного привода | Y225M-4-B35 | Y225M-4-B35 | |
Вспомогательный насос – Переменный лопастной насос | СВПФ-40-70 | СВПФ-40-70 | |
Водоизмещение | мл / р | 22.2 | 22,2 |
Макс. рабочее давление | МПа | 6 | 6 |
Вращенное рабочее давление | МПа | 4 | 4 |
Мощность двигателя для вспомогательного насоса | кВт | 2.2 | 2,2 |
Частота вращения двигателя для вспомогательного насоса | об / мин | 1470 | 1470 |
Мощность главного двигателя | кВт | 45 | 45 |
Скорость главного двигателя | об / мин | 1470 | 1470 |
Расход охлаждающего насоса | л / мин | 100 | 100 |
Мощность двигателя для охлаждающего насоса | кВт | 0.25 | 0,25 |
Скорость двигателя для охлаждающего насоса | об / мин | 3000 | 3000 |
Общая мощность двигателя | кВт | 48 | 48 |
Габаритные размеры (ДхШхВ) | мм | 8630 × 2500 × 1480 | 8630 × 2500 × 1480 |
Вес нетто | кг | 8000 | 10500 |
Примечание:
Такой вертикальный протяжной станок настраивается в соответствии с точными требованиями клиентов ( One Machine, One Part ), поэтому лучше предоставить подробный чертеж детали, когда вы спрашиваете меня о таких протяжных станках.
Free Std Аксессуары
Просьба отправить мне запрос на стандартные принадлежности и другую дополнительную информацию о таких горизонтальных протяжных станках.
Дополнительные аксессуары
Дополнительные аксессуары будут предоставлены в соответствии с требованиями заказчика к точной обработке;
,Горизонтальный гидравлический протяжной станокГоризонтальный гидравлический внутренний протяжной станок
LH-1012 LH-2016 LH-4020 LH-6020 LH-8020
Области применения станка
- Станок предназначен для обработки внутренних отверстий различных типов детали, такие как круглые отверстия, шлицевые отверстия, отверстия с одним ключом, эвольвентный профиль и отверстия с внутренним шлицем.
Производительность и характеристики
- Машина с защитным устройством от перегрузки, работающая от гидравлического привода, стабильно работает и обеспечивает плавное изменение скорости.
- Протяжной инструмент полностью сопровождается в течение всего хода.
- Машина оснащена устройством для очистки стружки под высоким давлением охлаждающей жидкости.
- Машина имеет три режима работы: автоматический цикл, полуавтоматический цикл и сегментированный цикл.
- Бак гидравлического масла может быть оснащен комплектом полнофункционального масляного радиатора, который позволяет протяжному станку работать при нормальной температуре масла в течение длительного времени.
- Машина оснащена устройством централизованной смазки и устройством автоматического удаления стружки.
Технические параметры
Технические характеристики | Единицы | LH-1012 | LH-2016 | LH-4020 | L5 | LH-8020 | ||||||
Количество протяжных станций | 1 | 1 | 1 | 1 | 1 9 9 000 5000 0 сила тяги | KN | 100 | 200 | 400 | 600 | 800 | |
Макс.длина хода | мм | 1250 | 1600 | 2000 | 2000 | 2000 | ||||||
Диапазон длины протяжного инструмента | 600-1300 | 600-1650 | 600-2050 | 600-2050 | 600-2050 | |||||||
Диаметр отверстия рабочего стола | мм | Φ100 | Φ130 | Φ150 | Φ250 | |||||||
Макс.наружный диаметр заготовки | мм | Φ570 | Φ620 | Φ640 | Φ680 | Φ680 | ||||||
Рабочая скорость | м / мин | 2-11 | 1,5-11 | 1,5-7 | 1-6 | 1-4.2 | ||||||
Скорость возврата | м / мин | 14-25 | 7-20 | 12-20 | 5-14 | 5-12 | ||||||
Общая мощность машины | кВт | 15 | 22 | 37 | 55 | 75 | ||||||
Рабочее пространство машины (Д * Ш * В) | мм | 5620 * 1720 * 1350 | 6830 * 1820 * 1440 | 8640 * 2055 * 1375 | 8460 * 3000 * 1454 | 8460 * 3000 * 1454 | ||||||
Масса нетто машины | кг | 10500 9 900 000 12000 12500 | ||||||||||
Стандартная вертикальность заготовки осевая линияи основание после протяжки | мм | ≤0.06/200 | ≤0.06 / 200 | ≤0.06 / 200 | ≤0.06 / 200 | ≤0.06 / 200 |
000000 Мастерская LC-20T Горизонтальный протяжной станок Описание продукта Технические параметры Модель LC-10T LC-20T LC-30T Номинальное напряжение 80KN 200KN 300KN 1100мм 1400мм 1800мм скорость протяжной головки Скорость протяжки 7-10 м / мин скорость возврата отверстие концевой пластины диам. Мощность главного двигателя Вес машины 950 кг 1000 кг 1600кг Габаритные размеры станка (Д * Ш * В) 3500 * 530 * 900 мм 3900 * 530 * 900 мм 4200 * 530 * 900 мм Подробности изображения Почему выбирают нас? FAQ В: Какую информацию я должен сообщить вам, если я хочу получить товарное предложение? A: 1. размер вашей заготовки 2.система ЧПУ, которую вы предпочитаете, если вам нужен тип ЧПУ 3. чертеж заготовки, если у вас есть В: Как контролировать качество производственных процессов? A: У нас есть профессиональные инспекторы качества для проверки качества готовой продукции. В: Можно ли посетить ваш завод? A: Это очень удобно для посещения, и мы приветствуем всех клиентов со всего мира. Q: что такое MOQ? A: минимальный заказ 1 комплект. Q: Что такое гарантия качества и сервис? A: Мы предлагаем один год гарантии и 100% контроль качества перед отгрузкой. Мы ответим на ваше сообщение в течение 24 часов, чтобы решить вашу проблему. Если у вас есть какие-либо другие требования к размеру, пожалуйста, не стесняйтесь обращаться к нам, или вы можете сообщить нам свои идеи или мысли о машине, мы можем любезно разработать для вас и связаться с вами для деталей. Lc-20t Горизонтально-протяжной станок-ID товара :: 60510530530-russian.alibaba.com Максимальный ход Бесступенчатое изменение скорости, обратный дифференциал Бесступенчатое изменение скорости, обратный дифференциал Бесступенчатое изменение скорости, обратный дифференциал 1.7 м / мин 1,7 м / мин 8-14 м / мин 6 м / мин 6 м / мин 80мм 100мм 110мм 4KW 7,5 кВт 11KW Мощность охлаждающего насоса 90 Вт 90 Вт 90 Вт