Как подобрать метчик под сверло: Какое сверло подобрать под резьбу для метчика – Таблицы диаметров и размеров
alexxlab | 01.05.2023 | 0 | Разное
Как подобрать сверло для метчиков?
- #Пресс-релизы
Выбирая сверло для метчиков, необходимо учитывать множество параметров. Какие именно параметры важны, рассказывают специалисты из петербургской компании ТКТ, занимающейся комплексной продажей и поставками станочной оснастки и металлорежущего инструмента на предприятия РФ, в том числе сверл и метчиков https://tkt-spb.ru/katalog/metchiki
6 «золотых» правил, на которые нужно опираться при выборе сверла под метчик:
Сверло должно подходить под материал заготовки. Для большинства операций по нарезке резьбы достаточно сверла из стали HSS CO (быстрорежущей стали с добавлением кобальта). Если резьба наносится на материалы высокой твердости, лучше использовать твердосплавные сверла.
Помимо основного типа материала заготовки, нужно учесть и его свойства.

Если работаете с хрупкими материалами, например, с чугуном, необходимо уменьшить размер чернового отверстия 0,1 мм от рекомендованных по стандарту.
Все размеры отверстий и предельные отклонения диаметров можно найти в ГОСТ. Обязательно используйте сверла в соответствии с ГОСТами, тогда вероятность ошибки будет сведена к минимуму, на выходе будет качественная резьба. В ГОСТах есть размеры метрических метчиков, раскатников, трубных, дюймов и других типов метчиков.
Помните, что даже при одном и том же размере и шаге резьбы, диаметр отверстия под бесстружечные и классические метчики будет отличаться.
Перед нарезанием резьбы обработайте отверстие зенковкой и сделайте фаску. Эта процедура не займет много времени, зато позволит отцентрировать метчик и обеспечить проникновению в резьбу шпилек, болтов и т.д.


Простой вариант подбора сверла для метчика – использование таблиц и ГОСТов. Если же по каким-то причинам, вы не можете воспользоваться популярными таблицами, есть и другой способ подбора.
Для выбора сверла необходимо отнять от номинального диаметра резьбы его шаг. Например, вам нужно сделать нарезку резьбы М10х1,5. В данном случае номинальный размер резьбы составляет 10 мм, а шаг – 1,5 мм. Вычитаем одного из другого и получаем, что для нарезки требуется сверло с диаметром 8,5 мм.
Этот
метод вполне рабочий, однако, специалисты
«ТКТ» не рекомендуют использовать его
на производственных предприятиях. Все-таки метод выдает лишь приблизительное
значение, в отличие от подтвержденных
ГОСТами таблиц. Подбором профессионального
обработки металла должны заниматься
профессионалы: операторы станков,
инженеры и сотрудники специализированных
компаний.
Все-таки метод выдает лишь приблизительное
значение, в отличие от подтвержденных
ГОСТами таблиц. Подбором профессионального
обработки металла должны заниматься
профессионалы: операторы станков,
инженеры и сотрудники специализированных
компаний.
OOO «ТОП КАТ ТЕХНОЛОДЖИ»
Юридический адрес: Санкт-Петербург, Ключевая ул., 30, лит. А, пом. 404
ОГРН: 1157847230232
ИНН: 7804264528
На правах рекламы
Нашли ошибку в тексте? Выделите ее и нажмите Ctrl + Enter
версия для печати
Как правильно подобрать сверло под метчик?
При работах с металлом часто возникает необходимость не только его паять, но и сверлить. В этом случае огромную роль играют правильные инструменты, и насколько они подходят друг к другу. И вот тут возникает момент, как подобрать сверло под метчик, чтобы работа была качественной.
Схема метчика.
Но сначала разберем каждый инструмент по отдельности.
Сверла: их предназначение и разновидности
Сверло – это универсальный инструмент, так как используется повсеместно. Смотря с каким материалом иметь дело, можно использовать конический, спиральный, центровочный или перьевой вид.
Самым распространенным вариантом являются спиральные сверла. При помощи их создаются глубокие отверстия, а при самом рабочем процессе конструкция детали позволяет извлекать отработанную стружку, что помогает не засорять рабочую поверхность.
Если необходимо обработать центровые отверстия, то выбирают центровочный тип. Могут быть двухсторонними с «хвостиком» или с предохранительным конусом.
Нарезание резьбы метчиком.
Когда предполагается сверление труб, стальных листов или пластика, то лучше всего использовать конические модели. Кроме сверления, такое устройство осуществляет зачистку от заусенец и разрабатывает различные отверстия. За счет такого наконечника отсутствует проскальзывание изделия.
А вот для работ, связанных с древесиной, подбор сверла осуществляется в сторону цилиндрических вариантов. Оно поможет просверлить отверстия под шарниры при сборке мебели, к тому же есть возможность делать глухие отверстия с большим значением сечения.
Оно поможет просверлить отверстия под шарниры при сборке мебели, к тому же есть возможность делать глухие отверстия с большим значением сечения.
Отдельно стоит отметить изделия, которые предназначены под резьбу, то есть в отверстия после них можно спокойно закручивать винты. Хотя аналогичным инструментом с таким предназначением является еще и метчик. Но это не значит, что они несопоставимы. Как раз под метчик и подбираются сверла соответствующих диаметров.
Вернуться к оглавлению
Использование метчика: особенности
Набор металлорежущего инструмента: а — сверла, б — зенкеры, в — развертки, г — метчики, д — плашки.
Метчик – режущий инструмент, посредством которого создаются отверстия с внутренней резьбой. Своего рода он выполняет функцию резьбонарезания.
Конструкция метчика представляется двумя частями: нарезающей и хвостовой. Первая часть имеет калибрующий и заборный фрагмент. «Хвостик» же предназначен для закрепления в патроне. При помощи рабочей части (винта с канавками) как раз и происходит сверление отверстия, в то время как заборная осуществляет насечку резьбы, а за счет калибрующей части происходит зачистка отверстия.
Резка материала происходит посредством режущих перьев, которые располагаются на резьбовой части метчика.
Канавки на основании помогают выводить отработанный материал. Некруглая форма задней части способствует тому, что детали избегают трения.
Метчиком можно выполнить трапецеидальную, метрическую, трубную и цилиндрическую резьбу. Такой процесс осуществим как руками, так и при помощи станков. В зависимости от назначения резьбу делают за один, два или четыре раза. На этот момент влияют:
- тип отверстия;
- шаг резьбы;
- необходимая шероховатость;
- механические свойства обрабатываемого металла.
Если необходимо работать с крупной резьбой, то подберите несколько метчиков. Ориентируясь на вид работы, инструмент может быть:
Рекомендуемые значения диаметров отверстий и стержней.
- Машинно-ручным или просто машинным. Соответственно, его используют при ручной или машинной резьбе. В таком случае подбор осуществляется среди таких видов: прямого, винтового или с укороченными канавками, через которые выводится стружка.
- Гаечные. Предназначаются для работ под гайки. Для подбора метчика обращают внимание на прямые модели или с изогнутым «хвостиком», на удлиненные.
- С вырезанной ниткой. Такой используется в обработке листовых деталей или при работе с пластичным металлом.
- Слесарные. Основное предназначение – ручная нарезка. Они являются элементом комплекта, в который входят чистовой, черновой и средний метчик. Черновой используется, если точность нарезки не принципиальна, средний – корректирует ее, а чистовой завершает всю работу. Выбор такого метчика рационален в случае, когда необходима резьба диаметром от 0,8 до 1,8 см.
- Конические. Заборная часть оснащена не полной резьбой, а вот калибрующая – полной. При помощи такого вида резьба наносится на сквозные отверстия.
- Плошечные. Заборный конус имеет большой размер. Используются для создания предварительной резьбы в плашках.
- Бесканавочные. Приемный конус имеет более короткое основание, а также отсутствуют продольные канавки. Используя такой вид, производительность повышается, а сам инструмент реже ломается.
- Комбинированные. Посредством «шейки» соединяются две части – черновая и чистовая. При помощи использования такого метчика время на выполнение работ по резьбе значительно сокращается. Одним из таких примеров можно назвать сверло-метчик. Им можно выполнять и сверление, и нарезание.
- Специальные. Это инструменты узкой направленности. Сюда относят насадной, корабельный и тандем-метчик.

Вернуться к оглавлению
Параметры подбора сверла под метчик
Сверло-метчик – это такой инструмент, который помогает осуществить две операции одновременно: сверление отверстия и нарезания внутренней резьбы на нем.
Для того чтобы качественно осуществить всю работу, следует правильно подобрать сверло. На этот выбор во многом влияет необходимый диаметр отверстия и шаг.
 youtube.com/embed/SDIWuiEwKPQ”>
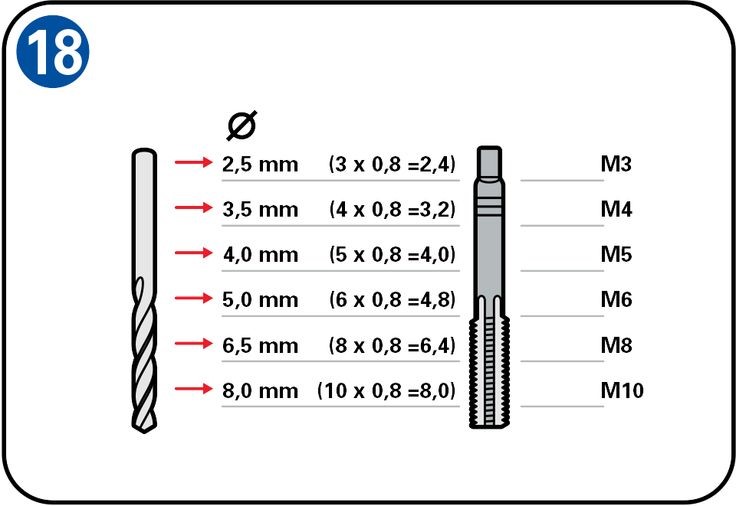
youtube.com/embed/SDIWuiEwKPQ”> Есть стандартная резьба, от которой отталкиваются при подборе сверл:
- размер нарезки М2, ориентировочный интервал – 0,45, значит, необходимый диаметр сверла – 1,5 мм;
- М3, ориентировочный интервал – 0,5, диаметр сверла – 2,5 мм;
- М4, интервал – 0,7, необходимый диаметр – 3,3 мм;
- М5, ориентировочный интервал – 0,8, необходимое сечение – 4,2 мм;
- М6, интервал – 1, необходимое сечение – 5 мм;
- М7, ориентировочный – 1,25, сечение – 6 мм;
- М8, ориентировочный – 1,25, диаметр – 6,7-6,8 мм;
- М9, ориентировочный интервал – 1,25, необходимое сечение – 7,7-7,8 мм;
- М10, ориентировочный интервал – 1,5, диаметр – 8,5 мм;
- М11, шаг – 1,5, необходимое сечение – 9,5 мм;
- М12, интервал – 1,75, сечение – 10,2-10,3 мм;
- М14, интервал – 2, сечение – 1,2 см;
- М16, шаг – 2, сечение – 1,4 см;
- М18, ориентировочный шаг -2,5, сечение- 15,5 см;
- М20, интервал – 2,5, необходимое сечение – 17,5 см;
- М22, интервал – 2,5, необходимое сечение – 19,5 см;
- М24, ориентировочный интервал -3, значение должно быть – 21 см;
- М27, шаг – 3, необходимое значение – 2,4 мм;
- М30, интервал – 3,5, параметр – 26,5 см;
- М33, шаг – 3,5, необходимый параметр – 29,5 см;
- М36, ориентировочный – 4, необходимое сечение – 32 мм.

Кроме вышеприведенных стандартных требований, могут возникать моменты, когда все-таки приходится отклонять от них.
Поиск подходящего размера сверла для нарезания резьбы
Поделиться этой публикацией
by Marlon Blandon
Вы действительно получаете наилучшие результаты от своих метчиков? Избегайте распространенных ошибок.
Одна из самых распространенных ошибок, которую допускают слесари при нарезании резьбы, — это использование сверла неправильного размера. Не намеренно, конечно, просто большинство машинистов используют устаревшие схемы, разработанные еще в 1950-х годах, когда высокоскоростные дрели были нормой.
Чтобы снизить риск поломки резьбы, инженер-конструктор часто проявлял осторожность и указывал высокие проценты высоты резьбы в резьбовых отверстиях. Процент значений резьбы, которые указаны в старых таблицах сверления метчиков, в большинстве случаев выше, чем необходимо. Другая причина, по которой некоторые таблицы сверления резьбовых отверстий устарели, заключается в том, что большинство сверл для изготовления резьбовых отверстий были изготовлены из быстрорежущей стали или кобальта на момент создания таблиц. Многие отверстия под метчик в настоящее время создаются с помощью высокопроизводительных твердосплавных сверл, и эти твердосплавные сверла позволяют получить более точные отверстия, чем сверла из быстрорежущей стали. Высокоскоростные сверла обычно вырезают отверстия большего размера, чем твердосплавные сверла.
Процент значений резьбы, которые указаны в старых таблицах сверления метчиков, в большинстве случаев выше, чем необходимо. Другая причина, по которой некоторые таблицы сверления резьбовых отверстий устарели, заключается в том, что большинство сверл для изготовления резьбовых отверстий были изготовлены из быстрорежущей стали или кобальта на момент создания таблиц. Многие отверстия под метчик в настоящее время создаются с помощью высокопроизводительных твердосплавных сверл, и эти твердосплавные сверла позволяют получить более точные отверстия, чем сверла из быстрорежущей стали. Высокоскоростные сверла обычно вырезают отверстия большего размера, чем твердосплавные сверла.
Правильный выбор размера сверла для метчика повлияет на операцию обработки. Многие производители инструментов предлагают использовать процент значений резьбы от 60 до 70 процентов для большинства операций предварительного сверления. Увеличивая диаметр предварительно просверленного отверстия, слесарь может увеличить срок службы метчика за счет уменьшения усилия, необходимого для формирования резьбы. Важно понимать, что прочность нити не прямо пропорциональна проценту нити. По некоторым данным, 100-процентная резьба всего на пять процентов прочнее, чем 75-процентная резьба, но для ее создания требуется в три раза больший крутящий момент. Срок службы метчика значительно сокращается, чтобы теоретически увеличить прочность резьбы.
Важно понимать, что прочность нити не прямо пропорциональна проценту нити. По некоторым данным, 100-процентная резьба всего на пять процентов прочнее, чем 75-процентная резьба, но для ее создания требуется в три раза больший крутящий момент. Срок службы метчика значительно сокращается, чтобы теоретически увеличить прочность резьбы.
Например, нарезная резьба 7/16-14 UNC обычно обозначается буквой «U» для сверления диаметром 9,3 мм (0,3680 дюйма) на большинстве старых таблиц метчиков, что соответствует 75-процентному значению для процента от резьба, но сверло диаметром 9,4 мм (0,3701 дюйма) может быть лучшим выбором. Немного больший диаметр сверла по-прежнему обеспечивает 73-процентную резьбу, что более чем приемлемо. Но это двухпроцентное уменьшение процента резьбы снизит крутящий момент на режущем инструменте и увеличит срок службы метчика. Как правило, чем прочнее материал, тем меньший процент резьбы требуется для удовлетворения проектных требований. В некоторых более твердых материалах, таких как никелевые сплавы, нержавеющая сталь и закаленные стали, можно нарезать резьбу всего лишь с 50 % диаметра резьбы.
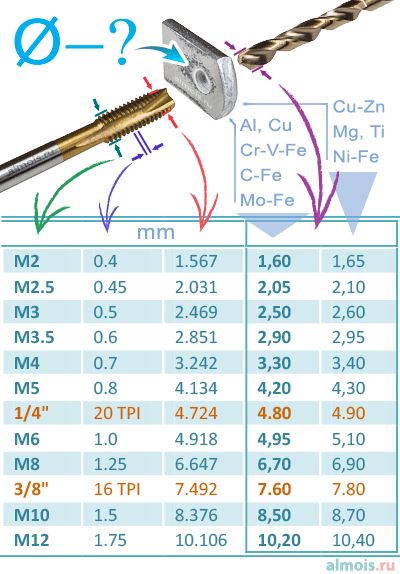
Для накатной резьбы требуются отверстия большего диаметра, чем указанные для нарезных метчиков. Для роликовой резьбы 7/16-14 UNC потребуется сверло размером 10,25 мм (0,4035 дюйма). Материал смещается и формуется, а не режется, что требует предварительно просверленного отверстия для поддержания правильного количества материала, который должен быть сформирован в профиль резьбы метчика. Роликовая нарезка метчика вытесняет металл из стенок отверстия для образования резьбы, поэтому сверло для нарезки метчика оставляет слишком много материала в отверстии
Выбор правильного размера метчика для нарезания внутренней резьбы не так прост, как просмотр устаревшей таблицы размеров метчика. Понимание того, как значения могут повлиять на производственный процесс, является важным фактором. SMT
Марлон Блэндон (Marlon Blandon) — менеджер по продукции компании Emuge Corp. 00 Как пользоваться метчиком Настенная таблица Наиболее распространенный способ изготовления внутренняя резьба заключается в том, чтобы просверлить отверстие, а затем использовать метчик для изготовления резьбы. Существуют эмпирические правила, которые можно использовать для расчета необходимого размера сверла. Вы также можете определить размер сверла для метчика, покопавшись в Справочнике по машинному оборудованию, где вы найдете все перечисленные классы резьбы. Чтобы облегчить ваш поиск, мы создали нашу собственную таблицу метчиков, которая включает только ту информацию, которая вам чаще всего потребуется для правильного сверления и нарезания резьбы. Чтобы создать нашу таблицу, мы взяли основные числа для наиболее распространенных резьб класса 2B из Справочника по машинному оборудованию. Ссылка для загрузки нашей удобной таблицы метчиков для сверления находится внизу этой статьи. В нашей таблице метчиков указаны размеры винтов и сверла подходящего размера, чтобы сделать отверстие для метчика. Мы включили в нашу таблицу четыре уникальные таблицы: Давайте рассмотрим пример, демонстрирующий, как использовать нашу диаграмму. Если на чертеже есть обозначение метрической резьбы, перейдите к таблице «Размеры отверстий для метчика» и выполните ту же процедуру. Это обычно называют нарезным сверлом по размеру резьбы, которую необходимо произвести.
Это обычно называют нарезным сверлом по размеру резьбы, которую необходимо произвести. Скажите, что на вашем рисунке есть вырез резьбы 1/4 дюйма. Чтобы определить, какой размер сверла для метчика вам нужен, перейдите к таблице «Размеры сверл для дюймовых метчиков» в нашей таблице метчиков. (См. рис. 1.) В левой колонке таблицы вы увидите два варианта 1/4”. Первый вариант, 1/4″-20, — это вариант с крупной резьбой (меньше ниток на дюйм). 1/4″-28 — вариант с тонкой резьбой. Справочник по машинному оборудованию говорит нам, что в качестве наилучшей практики вы всегда должны по умолчанию сначала использовать грубую резьбу, если только нет причины, по которой вам нужна тонкая резьба. Найдя резьбу 1/4″-20 в таблице размеров метчиковых сверл в дюймах, мы перейдем к правому столбцу этой строки и обнаружим, что нам нужно использовать метчиковое сверло №7. Если мы затем посмотрим на таблицу «Размеры сверла», мы увидим, что сверло № 7 имеет размер 0,201 дюйма.
Скажите, что на вашем рисунке есть вырез резьбы 1/4 дюйма. Чтобы определить, какой размер сверла для метчика вам нужен, перейдите к таблице «Размеры сверл для дюймовых метчиков» в нашей таблице метчиков. (См. рис. 1.) В левой колонке таблицы вы увидите два варианта 1/4”. Первый вариант, 1/4″-20, — это вариант с крупной резьбой (меньше ниток на дюйм). 1/4″-28 — вариант с тонкой резьбой. Справочник по машинному оборудованию говорит нам, что в качестве наилучшей практики вы всегда должны по умолчанию сначала использовать грубую резьбу, если только нет причины, по которой вам нужна тонкая резьба. Найдя резьбу 1/4″-20 в таблице размеров метчиковых сверл в дюймах, мы перейдем к правому столбцу этой строки и обнаружим, что нам нужно использовать метчиковое сверло №7. Если мы затем посмотрим на таблицу «Размеры сверла», мы увидим, что сверло № 7 имеет размер 0,201 дюйма.