Как правильно сваркой пользоваться: Сварка инвертором для начинающих: инструкции и видео
alexxlab | 05.06.2018 | 0 | Разное
как научиться в домашних условиях сваривать металл
Электросварка – это самый распространенный способ получения неразъемного соединения. Доступность и простота оборудования для проведения сварочных работ позволяют даже начинающим электросварщикам выполнять сборку несложных металлоконструкций самостоятельно.
Желающим узнать, как научиться сваривать детали, надо начинать с азов электросварки, происходящей при помощи электродов.

Критерии выбора оборудования и материалов
Перед началом любого обучения необходимо оборудовать сварочный пост домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. Ручная сварка очень тонкого листового металла производится электродами сечением 2 мм.
Организация рабочего места и надежная экипировка сварщика
При сварке электродами происходит сильное инфракрасное излучение. Для защиты глаз и кожи необходимо использовать специальную сварочную маску и защитную одежду из плотного материала.
Сварочную маску лучше покупать со стеклом хамелеоном, с возможностью регулировки степени затемнения стекла. На руки нужно одевать спилковые перчатки или варежки. Защитной одеждой надо пользоваться независимо от того, начинающий ты сварщик или специалист.
Место сварки нужно огораживать защитными экранами, для предохранения поражения глаз окружающих, особенно в домашних условиях. Сварочная обувь не должна быть подбита гвоздями.
В такой обуви сварщик будет постоянно пританцовывать даже при незначительной сырости воздуха. Перед сваркой обязательно убедитесь в надлежащем заземлении рабочего места.
Закончив подготовительные работы можно приступать к обучению сварочному делу и получению азов.
Последовательность действий
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Сначала потребуется оснастить сварочный инвертор. От него отводят 2 кабеля. Один предназначен для подключения провода массы.
На другой, достаточной длины, подключают промышленный или самодельный держатель. Процесс обучения электросварке – дело достаточно сложное и требует большого времени.
Регулировка тока
Руководство по проведению сварочных работ включает сведения о настройках аппарата. Обязательной регулировке подлежит сварочный ток. Сначала не потребуется выставлять максимальное значение этой величины.
Все данные указываются в таблице на упаковке электродов. Выставлять надо меньшее значение и приступать к обучению.
С опытом, когда получится зажигать дугу и делать простейший шов, необходимо выставлять большее значение силы сварочного тока. Это позволит лучше прогреть металл и выполнить более качественный шов.
Сварочная дуга
Уроки сварки для начинающих невозможно представить без обучения зажиганию дуги. Сначала электрод будет постоянно липнуть к металлу. Рекомендуется 2 способа зажигания дуги:
- проведением кончиком электрода по поверхности деталей;
- зажигать дугу можно постукивая электродом. Иногда, при использовании электродов марки МР-5, сварщику приходится стучать часто и долго.
В первом случае не остается значительных следов на деталях, второй способ важен при большом слое обмазки на кончике электрода. Иногда приходится обтачивать концы электродов перед сваркой.
Научиться очень просто. Просто постукиваете, и при зажигании дуги главное не втыкать электрод в расплавленный металл и не относить его на большое расстояние. В первом случае дуга потухнет. Второй вариант приведет к образованию сильных брызг и нарушения валика шва.
Обучаться лучше на толстом металле. Только научившись зажигать дугу и поддерживать ее горение можно переходить к следующему этапу обучения.
Вырабатываем правильный угол наклона
 Самое распространенное положение электрода – это промежуток наклона от 30 ° до 60 °. Очень редко возникает необходимость варить, держа сердечник под прямым углом. Выбирая наклон, надо следить за поведением шлака в сварочной ванночке.
Самое распространенное положение электрода – это промежуток наклона от 30 ° до 60 °. Очень редко возникает необходимость варить, держа сердечник под прямым углом. Выбирая наклон, надо следить за поведением шлака в сварочной ванночке.
Он должен надежно укрывать ее, но без растекания металла. Нельзя уходить сильно вперед ванны. Для начала поставьте держатель под прямым углом, и постепенно делая угол острее, добивайтесь нормального заполнения сварочной ванны шлаком.
От выработки нормального положения держателя электрода зависит качество сварки. Начинающий сварщик должен работать, укладывая швы только в нижнем положении, на толстом металле.
Освоив азы, можно постепенно переходить к горизонтальному и вертикальному шву. В зависимости от толщины деталей придется также регулировать угол. Со временем эта операция будет выполняться на автомате.
Движения держателем
 Для правильной сварки необходимо удерживать кончик сердечника электрода на расстоянии не менее 2 мм и видеть сварочную ванну.
Для правильной сварки необходимо удерживать кончик сердечника электрода на расстоянии не менее 2 мм и видеть сварочную ванну.
Проблема для начинающих заключается в необходимости выполнения сразу нескольких действий одновременно. Для лучшего наполнения валика стыка необходимо вести электрод несколькими способами.
Для сварки металла, толщина которого более 6 мм, лучше использовать движение треугольником. А менее этой толщины деталей лучше применять ломанную зигзагообразную линию сварки.
Сначала потребуются только эти способы ведения электрода. Обращайте внимание на постоянный размер колебательных движений. Возможно, сначала потребуется вести электрод просто по прямой линии, для получения навыков.
Не думайте, что у вас все получится с первой попытки. Это долгий процесс, поэтому надо запастить терпением, осваивая азы.
Основные правила стыковки деталей
 После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
Детали вставляют в угловую струбцину и фиксируют поджимной планкой. Теперь необходимо предварительно прихватить с нескольких сторон. Для этого зажигают дугу и ставят небольшую точку.
Не требуется выдерживать большой катет, необходимо просто зафиксировать детали. После проверки диагоналей, выполняют прихватки со всех доступных сторон. Теперь снимают конструкцию и обваривают ее надежным и качественным швом.
Если хорошо усвоены уроки по углу наклона, укладке металла в расплавленную сварочную ванну, то операции по сборке металлоконструкций не вызовут затруднений даже для чайников в сварочном деле.
Изучив основы сварки и набравшись теоретических знаний, надо как можно чаще практиковаться, одевать сварочную экипировку, включать сварочный аппарат и долгое время оттачивать свое мастерство. Только практика позволит стать сварщиком высокого класса.
Секреты сварки электродом или что нужно знать новичку  Секреты сварки электродом или что нужно знать новичку
Секреты сварки электродом или что нужно знать новичку
 Секреты сварки электродом или что нужно знать новичку
Секреты сварки электродом или что нужно знать новичкуСварка электродом — достаточно сложный технологический процесс. Но если нужно научиться варить для себя, то, начинать обучение, лучше всего на практике. Взяли электрод, вставили его в электрододержатель, и, попробовали варить. Сначала толстый металл, затем тонкий, поменяли положение сварки. Так приходит опыт.
Что же касается знаний, то их можно получить из книг или интернета. Сегодня с этим проблем абсолютно никаких нет, было бы желание учиться и познавать что-то новое. В этой статье mmasvarka.ru я хочу поделиться с читателем секретами сварки электродом. Надеюсь, статья станет полезной для многих, кто хочет научиться варить инвертором.
Секреты сварки электродом
Получить качественный шов можно, если усвоить несколько главных правил. При верно сварочном токе, очень важно выдерживать нужную длину дуги и правильно её перемещать. Сварочная дуга считается длиной, если её длина составляет более 5 мм. Длинной дугой можно запросто прожечь тонкий металл, поэтому это очень важно учитывать при сварке.

Также, когда сварочная дуга слишком длинная, происходит активное окисление и азотирование расплавленного металла. Сварочный шов образуется с большим количеством пор, получается «рыхлым», «слабым» и непрочным. Если же сварочная дуга будет слишком короткой, то можно получить так называемый непровар сварного шва. Вот почему очень важно правильно выдерживать нужную длину дуги при сварке инвертором.
Способы сваривания электродом
Движение электродом должно осуществляться, таким образом, чтобы захватывать кромки свариваемых металлов. Существуют различные способы. С приходом небольшого опыта вы поймёте, что к чему, и у вас будет свой собственный, так сказать «любимый» вариант.

Но все же, помимо этого, мы рекомендуем придерживаться следующих методик, которые применяются в сварочном деле.
Нижнее стыковое соединение — сварка осуществляется электродами, толщина которых равна толщине свариваемого металла. Если толщина металла будет более 8 мм, то возникает необходимость в разделении кромок при сварке с углом разделки 30° за несколько проходов. Для этого, как правило, первый проход выполняется электродами, диаметром не более 4 мм.

Угловое соединение — такой способ сваривания электродом ещё часто называют «в лодочку», когда две заготовки размещаются под углом в 45°. Сварка в лодочку бывает симметричной и несимметричной. При сварке «несимметричной лодочкой», намного удобней варить в труднодоступных местах, когда угол наклона изделий составляет 30 и менее градусов.

Вертикальное соединение — один из самых сложных способов сваривания электродом. При сварке в вертикальном положении важно учитывать, что наплавленный металл, все время стремиться вниз, поэтому сварку осуществляют только короткой дугой.

Также, учитывая данный факт, важно подобрать правильное значение сварочного тока. Для сварки вертикальных швов сила тока должна быть уменьшена на 20%.
Сварка труб электродом
Отдельного внимания заслуживает сварка труб электродом. Считается, что если сварщик научился варить трубы, то он получил весь необходимый опыт и может называться «гуру».

Вот несколько секретов сварки труб, которые помогут вам быстрее освоить данный навык и стать успешным в сварочном деле:
- По возможности используйте сварку труб встык. Обязательно тщательно подготавливайте и выравнивайте кромки свариваемых изделий;
- Чтобы уменьшить наплыв металла внутри трубы, старайтесь варить трубы под небольшим углом, не более чем в 45°;
- Выдерживайте минимально возможную ширину и высоту сварочного шва. Высота должна быть в пределах 3 мм, а ширина 8 мм.
Ну и, конечно же, не отчаивайтесь, если что-то не получается с первого раза. Как говорится «терпение, и труд все перетрут», ну или переварят, на крайний случай!
Поделиться в соцсетях
Как правильно варить металл: основы, технология, рекомендации Как правильно варить
В любом домохозяйстве постоянно требуется построить или починить какую-нибудь конструкцию из металла. Самым прочным соединением двух металлических деталей является сварка. Кузнечная сварка известна человечеству уже несколько тысячелетий, сварке же электрической дугой или газовой горелкой — немногим больше столетия.
 Как правильно варить
Как правильно варитьИ если ремесло (или даже искусство) кузнеца требовало многолетнего обучения и накопления опыта, то электродуговую сварку на начальном уровне при желании и наличии соответствующего оборудования вполне можно освоить за несколько дней.
Основы сварки
Чтобы научиться правильно варить, необходимо ориентировать в физических основах процесса сварки. Любой сварочный аппарат создает в небольшой рабочей зоне на стыке двух свариваемых деталей температуру выше температуры плавления свариваемого металла, так называемую сварочную ванну. В ней превратившаяся в жидкость часть металла обеих деталей смешивается друг с другом и с металлом расплавившегося электрода. После снижения температуры металл из сварочной ванны кристаллизуется, соединяя свариваемые детали в одно целое. Медленно перемещая сварочную ванну вслед за дугой вдоль стыка, сварщик получает шов. Высокой температуры в любительских сварочных аппаратах достигают двумя способами:
- электрической дугой;
- газовой горелкой.
- Газовая горелка
- Как правильно паять электрической дугой


Электросварка безопаснее, поскольку нет риска взрыва газа, и проще в освоении для тех, кто только учится правильно варить.
Электрическую дугу создают при пропускании тока большой силы через воздушный зазор между свариваемыми деталями и электродом.
Как правильно варить
Чтобы понять, как правильно варить, к небольшому количеству теории следует добавить большое количество практики. Начинать учиться лучше со сваривания обрезков уголков, арматуры, металлических пластин. Только после того, как вы «почувствуете шов» своими руками, можно приступать к соединению более или менее ответственных конструкций.

Процесс дуговой сварки
Существует несколько видов аппаратов, для того чтобы научиться правильно варить, лучше всего начинать с инверторного. Он позволяет плавно регулировать и поддерживать стабильным рабочий ток, мало не зависит от уровня и стабильности напряжения в питающей электросети, не создает в этой сети бросков напряжения.
Технология сварочных работ
Сварочные работы происходят при высокой температуре. Электрическая дуга является источником тепла для нагревания и частичного расплавления рабочей зоны. Она возникает в воздушном зазоре между деталью и электродом, поддерживается все время операции и плавно перемещается вдоль линии шва.
Размеры образующейся рабочей зоны расплавленного металла, или сварочной ванны, определяются
- выбранным режимом работы;
- скоростью движения электрода;
- свариваемыми материалами;
- толщиной деталей и конфигурацией кромок.
Средние размеры сварочной ванны:
- ширина- 0,8-1,5 см;
- длина 1-3 см;
- глубина — около 0,5-0,7 см.
Чтобы правильно варить, необходимо выбрать материал и толщину электрода в соответствии с толщиной свариваемых деталей. Электрод покрыт тонким слоем флюса, или обмазки. При нагреве этот флюс плавится и образует защитную газовую область над рабочей зоной, что противодействует попаданию в рабочую зону кислорода воздуха. По мере удаления электродуги и следом за ними — зоны сварочной ванны расплавленный металл кристаллизуется, образуя шов, который соединяет детали в единое целое. Поверх шва располагается тонкий слой остатков выгоревшего флюса, который требуется зачистить.
Типы сварочных аппаратов
На рынке представлено большое количество моделей сварочных аппаратов разных типов.
Из всего их разнообразия:
- трансформаторы;
- выпрямители;
- инверторы;
- полуавтоматы;
- автоматы;
- плазменные;
В условиях домашней мастерской чаще всего применяют трансформаторы — из-за их дешевизны и инверторы из-за простоты и удобства в работе. Остальные требуют либо специальных условий для работы, достижимых только на производстве, либо специального обучения и длительного приобретения навыков.
Трансформаторные
Устройство таких аппаратов крайне простое — это мощный понижающий трансформатор, во вторичную обмотку которого и включают рабочую электрическую цепь.

Трансформаторный сварочный аппарат
Преимущества трансформатора:
- неприхотливость;
- живучесть;
- простота;
- дешевизна.
Недостатки
- очень большой вес и габариты;
- низкая стабильность дуги;
- работа переменным током;
- вызывает броски напряжения в питающей сети.
Такой аппарат требует от сварщика мастерства и большого опыта. Для обучения начинающего сварщика тому, как правильно варить, он подходит плохо.
Инверторы
Инверторный аппарат имеет гораздо более сложную конструкцию. Инверторный блок многократно преобразует входное сетевое напряжение, доводя его параметры до необходимых. За счет трансформации тока высокой частоты габариты и вес трансформатора получаются во много раз меньше.

Инвертор
Преимущества инвертора:
- малый вес и габариты;
- стабилизированное напряжение и ток в цепи;
- дополнительные функции антиприлипания и горячего старта;
- возможность точной регулировки параметров тока и дуги;
- не вызывает бросков напряжения в питающей сети.
Есть у инвертора и недостатки:
- высокая цена;
- низкая морозостойкость.
Обучение тому, как правильно варить, лучше начать с инвертора. Стабильность параметров дуги и дополнительные функции, облегчающие старт и предотвращающие «залипание», позволят новичку сосредоточиться на шве и быстрее освоить технологию.
Что потребуется для работы начинающему сварщику
Для начала обучения придется подобрать соответствующее оборудование и экипировку.
Особое внимание следует уделять индивидуальным средствам защиты, поскольку сварочные работы — процесс вредный для зрения и органов дыхания.
Необходимо будет оборудовать рабочее место, если оно в мастерской — то помещение следует снабдить эффективной вытяжкой и достаточным освещением.
Если вы решили начать обучение на свежем воздухе- то обязательно на сухом основании и под навесом, который защитит вас и оборудование от дождя.
Рабочее место должно быть просторным, не захламленным, не стеснять движений сварщика.
Кабели нужно раскладывать таким образом, чтобы не наступать на них и не запнуться при перемещении вокруг заготовок.
В качестве заготовок для отработки навыков лучше выбрать обрезки проката и стальных листов. Начинать с ответственных конструкций не рекомендуется.
Инструменты и средства защиты
В обмундирование и средства индивидуальной защиты входят:
- маска сварщика со встроенным светофильтром для защиты глаз от яркого света и ультрафиолетового излучения дуги;
- спилковые перчатки — краги для защиты рук от брызг раскаленного металла;
- плотная одежда из негорючей ткани;
- шапочка под маску;
- прочная обувь.
- респиратор для защиты органов дыхания от образующихся газов и пыли, особенно при работе с цветными металлами.
Из инструментов, материалов и оборудования понадобятся:
- Угловая шлифмашина (болгарка) для нарезки заготовок и зачистки швов;
- Набор ручного слесарного инструмента — молотки, зубила, пассатижи и пр.;
- Металлическая щетка для зачистки заготовок;
- Струбцины и зажимы для соединения заготовок;
- Электроды.
Ну, и наконец, инвертор с входящими в комплект кабелями и держателем.
Какие электроды выбирать
Для того чтобы начать учиться варить правильно, необходимо подобрать сварочные материалы в соответствии со свариваемыми материалами и их толщиной. В качестве учебного задания лучше выбрать обычные низкоуглеродистые конструкционные стали. Для них подойдут широко распространенные электроды с обмазкой.

Электроды для сварочных аппаратов
Учатся обычно на электродах диаметром 3 мм, 1,6 и 2 мм применяют для работы с тонкостенными конструкциями, а 4-6 мм — для сваривания толстостенных заготовок.
Чаще всего в домашних условиях используют электроды диаметром 3 миллиметра (тройка). Более тонкие подходят для сваривания тонкостенных деталей, а номера четыре и пять — для толстых элементов.
Мощность аппарата должна соответствовать диаметру электрода (или его номеру). В руководстве пользователя (и на корпусе прибора) есть таблица определения рабочего тока в зависимости от номера.
Рекомендации как правильно сварить металл
Чтобы правильно варить металл, недостаточно просто научиться делать швы. Сварщик обязательно должен быть еще и материаловедом — знать многое о свойствах свариваемых материалов, их взаимодействии друг с другом и с высокими температурами.
Технология включает в себя много операций до начала и по окончании собственно выполнения шва.
До начала главной операции свариваемые детали необходимо тщательно очистить от механических загрязнений, старой краски, ржавчины и обязательно обезжирить. Требуется также правильно расположить их друг относительно друга и зафиксировать в этом положении.
При соединении тонкостенных конструкций или просто протяженных швов детали прихватывают друг к другу в нескольких равноотстоящих друг от друга точек, чтобы избежать термических деформаций.
Будущий сварщик заранее должен знать и предвидеть:
- потенциальные проблемы;
- разновидности дефектов
и продумать, как их избежать.
Начинают с трех простейших видов соединений
- Встык. Кромки соединяемых деталей находятся в одной плоскости с небольшим зазором между ними, и этот зазор заполняется шовным материалом.
- Внахлест. Детали располагаются с некоторым перекрытием кромок.
- Тавровый. Одна пластина торцом приваривается в середине другой, обычно под прямым углом.
Три основных виды соединения

В целом можно сказать, что работа сварщика наполовину состоит из собственно сварки, а наполовину — из планирования и подготовки. Научиться варить правильно — это значит научиться планировать и готовиться.
Советы как научиться варить электросваркой самостоятельно
Сварить несложную конструкцию из металла реально за несколько часов, при условии, что вы уже освоили технологию, спланировали операции технологического процесса и подготовили все необходимое.
Чтобы научиться варить правильно, следует иметь в виду следующее:
- Следует подготовиться и узнать необходимую информацию о тех материалах, которые вы собрались варить.
- Подобрать для них соответствующий рабочий режим и сварочные материалы.
- Изучить технику исполнения конкретного запланированного вами шва.
Мало что может заменить обучение в профессиональной школе сварщиков и практику под руководством опытного наставника. Но если это по каким-либо причинам недоступно, то правильные движения, положение рук и тела при работе можно неплохо изучить и по обучающим видео от авторитетных мастеров сварного дела.
Корпус атомного реактора вам варить, конечно, не доверят, но раму для ворот или лесенки вы волне сможете осилить. Начав с простых швов и научившись варить их правильно, можно переходить и к более сложным, постепенно накапливая опыт и оттачивая свое мастерство.
О каких дефектах стоит знать, чтобы сделать правильный сварочный шов
Знания о сварных дефектах очень важны для того, чтобы вы их вовремя распознали и не начали эксплуатировать сварную конструкцию с ненадежным соединением.
Если шов проварен правильно, выглядит он равномерным и аккуратным, с равной толщиной и высотой по всей длине.
Различают следующие основные дефекты:
- Непровар. Недостаточное заполнение шовным материалом, и прочность его снижена. Причиной служит недостаточное напряжение в цепи или избыточная скорость ведения электрода.
- Подрез. Продольная канавка. Возникает по причине избыточной длины дуги. Для устранения дефекта следует правильно выбрать силу тока- немного ее повысить.
- Прожоги. Образование сквозных отверстий в материале. Вызывается превышением необходимого для данной толщины материала тока, а также слишком медленным ведением электрода. Необходимо также проверить, не превышен ли зазор между кромками заготовок.
- Пористость. Возникает по причине сквозняка в рабочей зоне, сдувающего облако защитных газов.
- Непровар

- Подрез

Встречаются и другие сварные дефекты, такие, как продольные и поперечные трещины
Предосторожности, перед тем как варить сваркой электродами
Варить правильно — это значит варить безопасно. Меры предосторожности при сварке электродами позволят сохранить здоровье и работоспособность сварщика:
- Перед началом работы необходимо осмотреть аппарат, держатель и кабели на предмет отсутствия механических повреждений и нарушения изоляции.
- Работу следует вести при положительной температуре и при влажности до 80%;
- Обязательно использование индивидуальных защитных средств.
- Следует применять спецодежду с противопожарной пропиткой.
- Радом с рабочим местом следует иметь огнетушитель, пригодный для тушения электроустановок под напряжением.
Тщательное и неуклонное соблюдение правил сварки металла электродом не потребует много времени и помогут сохранить материальные ценности и здоровье людей.
Нюансы для начинающих в сварке
Есть несколько нюансов, которые могут пригодиться любому желающему научиться варить правильно:
- Не забывать о заземлении и о важности регулярной проверки качества контакта зажима и заготовки.
- Регулярно проверять изоляцию кабеля.
- Сила тока выбирается сразу после подключения массы.
- Перед поджигом дуги следует установить электрод под углом примерно 60 градусов к плоскости детали, а расстояние между его концом и деталью — около 0,5 см.
Положения электрода при сварке

Осваивая все более сложные виды швов и конфигурации соединений, домашний мастер сможет научиться варить правильно и снабдит свое домохозяйство всеми необходимыми в нем сварными конструкциями.
как правильно варить электросваркой своими руками
Электросварщик за работой
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Квартира, а тем более частный дом, нуждаются в регулярном проведении обслуживающих и ремонтных работ. Домашнему умельцу приходится быть универсалом, способным выполнять множество различных задач. Поэтому мастера хотят освоить как можно больше технологий.
Одним из наиболее востребованных навыков является умение выполнять сварочные работы. Практика показывает, что лучше всего подойдет электросварка для начинающих – технология проста и доступна любому, кто хочет научиться ее использовать. Прежде чем приступить к освоению метода, следует ознакомиться с теоретическими аспектом вопроса, согласны?
Вся необходимая информация подробно изложена в нашей статье. Мы описали принцип действия электрической сварки и обозначили, какой аппарат лучше подобрать для работы в домашних условиях. Кроме того, в статье приведена пошаговая технология сваривания деталей, способы выполнения швов, а также перечислены вероятные деффекты соединений.
Электросварщик за работой

Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
- чирканьем;
- постукиванием.
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)

Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами

Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга

Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видео-урок по сварке.
Как правильно варить сваркой – руководство с фото и видео
Сварочный инвертор намного сложнее трансформатора. Он преобразовывает электрический ток с переменного на постоянный. И опять в переменный, повышая его частоту.
Для начала обучения стоит обучиться процессу варки черных низкоуглеродистых сталей. В этом процессе подходят стержневые электроды с обмазкой.
Весь сварочный процесс можно провести по такому алгоритму:
Две детали нужно хорошо очистить от загрязнения и ржавчины. Также нужно подогнать требуемый размер заранее.
В сварочных работах поджигание дуги можно сделать двумя способами: чирканием по поверхности металла или обычным постукиванием.
Чтобы понять, как правильно пользоваться сварочным аппаратом, нужно также знать основные ошибки, допускаемые при сваривании.
Сварочные работы по алюминию или других цветных металлов и сплавов требуют использования специальных электродов. Как правило, такие работы проводят с использование защитной среды (аргон или углекислота). Сегодня можно приобрести универсальные сварочные аппараты с возможностью варки таких материалов.
В этой статье Вы сможете разобрать волнующие начинающего сварщика вопросы. Даже новичок сможет быстро обучиться азам того, как правильно варить сваркой.
Сегодня в домашней мастерской все чаще появляются современные сварочные инверторы, при использовании которых можно положить качественный шов. Даже новичок сможет быстро обучиться азам того, как правильно варить сваркой.
В этой статье Вы сможете разобрать волнующие начинающего сварщика вопросы. Какие основы сварки нужно знать и что может понадобиться? А также понять значение силы тока в таком виде работ.
Виды сварочных аппаратов
В домашних условиях используются два вида сварочных аппаратов: трансформаторные и инверторные. В чем между ними разница и какие есть недостатки и преимущества в этих типах?
Трансформаторные

Трансформаторный сварочный аппарат
Исходя из названия, можно понять, что принцип работы таких аппаратов построен на трансформаторе. Электрический ток подается на прибор и в процессе работы повышается его сила. Сам сварочный агрегат не преобразовывает электричество и работает от переменного тока в сети.
Это усложняет обучение и сварочный процесс новичку. В сети напряжение постоянно скачет и, чтобы положить качественный шов, сварщику нужно контролировать свои движения и дугу в частности.
Но большим преимуществом таких аппаратов будет их неприхотливость и живучесть, а также их дешевизна.
Инверторы
Сварочный инвертор намного сложнее трансформатора. Он преобразовывает электрический ток с переменного на постоянный. И опять в переменный, повышая его частоту.
Обучение сварке лучше начать при наличии такого прибора, он более предпочтительный. Дополнительные функции (такие, как антиприлипание и горячий старт) позволяют быстро освоить поджигание дуги и ведение шва. При этом дополнение в виде синергического управления выравнивает электрический ток и сварщику не нужно постоянно контролировать расстояние электрода от свариваемой поверхности.
Сравнение преимуществ и недостатков трансформаторов и инверторов можно рассмотреть в таблице.

Исходя из таблицы, можно понять, что современные инверторы больше подходят для урока по теме сварка для начинающих.
Какие электроды использовать
 Для начала обучения стоит обучиться процессу варки черных низкоуглеродистых сталей. В этом процессе подходят стержневые электроды с обмазкой.
Для начала обучения стоит обучиться процессу варки черных низкоуглеродистых сталей. В этом процессе подходят стержневые электроды с обмазкой.Чаще всего в домашних условиях используют электроды диаметром 3 миллиметра (тройка). Более тонкие подходят для сваривания тонкостенных деталей, а номера четыре и пять — для толстых элементов.
Для подбора нужного диаметра соответствующему металлу можно воспользоваться данными из таблицы.
При подборе электрода стоит знать, что чем больший диаметр, тем более высокую мощность нужно выставить на аппарате.
Часто в самодельных трансформаторных агрегатах не хватает мощности для использования электродов выше третьего номера.
Что нужно знать новичку
Весь сварочный процесс можно провести по такому алгоритму:
- Подготовка поверхности свариваемых деталей.
- Подключение сварочного аппарата и массы.
- Поджигание дуги.
- Сварка.

Горизонтальный шов
Стоит знать, что существует три основных вида сварочных швов:
- Горизонтальный. Получается вследствие сваривания деталей в горизонтальном положении. Наиболее простой шов и с него стоит начинать обучение.
- Вертикальный. Детали располагаются вертикально.
- Потолочный. Самый сложный из вариантов и стоит тщательно потренироваться, прежде чем проводить такие сварочные работы.
Итак, как пользоваться сварочным аппаратом?
Подготовка
Две детали нужно хорошо очистить от загрязнения и ржавчины. Также нужно подогнать требуемый размер заранее.
 Обязательно стоит уделить внимание одежде. Сварочные работы чреваты брызгами и искрами. Лучше всего — это огнеупорный костюм сварщика, но за неимением такового можно использовать плотную не синтетическую одежду и перчатки.
Обязательно стоит уделить внимание одежде. Сварочные работы чреваты брызгами и искрами. Лучше всего — это огнеупорный костюм сварщика, но за неимением такового можно использовать плотную не синтетическую одежду и перчатки.
Обязательно наличие хорошей защитной маски, молотка для сбивания шлака, и защитных очков для глаз.
Подключение
Современные инверторы работают от бытовой сети. Для этого достаточно вставить вилку в розетку.
Кабель массы нужно закрепить к одной из свариваемых деталей. Место, где будет присоединен зажим, желательно зачистить от всякого загрязнения до металла.
Электрод нужно вставить оголенным концом в держатель. Обязательно на аппарате нужно выставить силу тока. Для варки третьим электродом оптимальный показатель в 70 Ампер. Но он может варьироваться. Слишком высокая сила тока будет резать металл, а низкая — не способствует образованию качественной дуги.
Поджигание
В сварочных работах поджигание дуги можно сделать двумя способами: чирканием по поверхности металла или обычным постукиванием.
При чиркании в месте начала сварочного шва концом электрода нужно провести несколько раз по принципу поджигания спички.
Постукиванием кончиком стучат в точке, где начнется сваривание.
Если дуга не зажигается, большая вероятность того, что кабель массы плохо подключен к детали. Также для быстрого поджигания можно плоскогубцами очистить кончик электрода от обмазки.
При постоянном прилипании нужно повысить силу тока, но без особого фанатизма.
Сварочный процесс
 Удобство электросварки в том, что шов можно положить в различных положениях: от себя, на себя, слева направо. Зависит от того, как удобно.
Удобство электросварки в том, что шов можно положить в различных положениях: от себя, на себя, слева направо. Зависит от того, как удобно.
Но, если происходит сваривание вертикальных деталей, то шов обязательно ведут снизу вверх.
После поджигания дуги электрод ведут под углом в 30-60 градусов до поверхности. Расстояние зависит от сварочной ванны, образуемой при плавлении, обычно 2-3 миллиметра.
При движении электродом нужно контролировать несколько параметров:
- Постепенно вести шов выдерживая расстояние от свариваемой поверхности.
- Следить за сварочной ванной и ускорять или замедлять ведение шва.
- Двигать электрод нужно по непрямой траектории, а, например, в виде «елочки».
- Следить за направление сварочного шва.
Для лучшего ведения шва вначале лучше всего наметить место сварки мелом.
Когда процесс завершен, нужно сбить шлак и осмотреть место сварки на предмет зашлакованности шва или пропусков.
Какие могут быть ошибки
Чтобы понять, как правильно пользоваться сварочным аппаратом, нужно также знать основные ошибки, допускаемые при сваривании.
- Если образовался неровный шов, то движение электрода было слишком быстрым.
- В случае образования прожогов (дырок) в металле — была слишком медленная скорость ведения шва.
- Если шов получился плоским и неровным — был неправильно выдержан угол электрода к поверхности (в таком случае угол наклона составлял почти 90 градусов при оптимальных 30-60).
- Когда при сбивании шлака оказалось, что металл не проварен, то в таком случае был слишком маленький зазор между электродом и поверхностью. Такой дефект образовывается от «всплывания» шва.
- Как и в предыдущем варианте, при слишком большом зазоре детали также не проварятся и шов будет непрочным.
Указанное выше — это только основы. Их можно быстро освоить, особенно пользуясь для обучения инверторными аппаратами.
Они, имея функции выпрямления и контроля сварочного процесса, позволяют при минимальных навыках положить качественный шов.
Для сваривания тонкостенных деталей или профильных труб понадобится более тщательный подход к делу. Очень тонкие детали можно сваривать путем наложения стержня электрода, очищенного от обмазки, и варки прямо по нему. Но здесь нужен опыт, так как можно попросту расплавить металл по верху деталей и не обеспечить достаточное крепление.
Сварочные работы по алюминию или других цветных металлов и сплавов требуют использования специальных электродов. Как правило, такие работы проводят с использование защитной среды (аргон или углекислота). Сегодня можно приобрести универсальные сварочные аппараты с возможностью варки таких материалов.
Отдельно от обычных работ по сварке, применяются полуавтоматические агрегаты для работ с тонкостенными деталями. Здесь процесс соединения идет за счет плавления сплошной проволоки.
Также более сложными являются вертикальный и потолочный швы.
Для самостоятельного обучения можно воспользоваться видео и другими материалами. Лучше всего, чтобы уроки сварки дал опытный сварщик, который покажет разные виды швов.
Если вы, прочитав эту статью, хотите поделиться собственным опытом обучения, то просим поделиться информацией, как правильно варить сваркой, в комментариях к статье. Какими аппаратами пользовались и что лучше учесть при изучении такой работы, как сварка для чайников.
Особенности сварочного процесса: как правильно варить сваркой

На сегодняшний день сварка является самым востребованным, простым и надежным способом соединения металлических деталей. Для этого необходимо обладать знаниями и практическими навыками, как пользоваться сваркой.Чтобы понять, как правильно варить сваркой, сначала необходимо пройти теоретическую часть, а потом приступить к вырабатыванию практических навыков. Процесс этот не сложный, но необходимо ознакомиться со многими аспектами, прежде чем осваивать практические стороны данного процесса. Мы научим вас, как пользоваться сварочным аппаратом, чтобы получался идеально ровный и правильный шов, даже если раньше вы никогда с ним не сталкивались.
Содержание статьи
Прежде чем научиться сварочному делу, нужно понять суть работы сварочного аппарата. Он заключается в следующем: агрегат, подключенный в эклектическую сеть, обеспечивает мощный сварочный ток, под воздействием которого между проводником и деталью, которою необходимо сварить создается электрическая дуга высокой температуры. Под этим накалом металл плавится и образуется ванна – область расплава. В этот момент детали между собой соединяются и, когда остывают, образуют крепкое и прочное монолитное соединение.
В силу того, что сварочные работы своими руками просто незаменимы в строительстве, при ремонтных работах и просто в бытовых условиях для ремонта каких-либо железных деталей, необходимо запомнить, что их существует несколько технологий работы со сваркой:
- ручная дуговая технология, которая реализуется с помощью специальных проводников – электродов. Это небольшие отрезки металла, покрытые химическим напылением, благодаря которому создается электрическая дуга. Преимущество такого вида заключается в его простоте. Даже сварщик-новичок разберется, как научиться работать с таким аппаратом. Он не требует использования баллонов с газом и особых навыков. Достаточно потренироваться, чтобы в результате получить качественный и красивый шов. Недостатком дугового типа соединения изделий является то, что работать можно исключительно с нержавеющими и черными металлами;
- полуавтоматическая техника сварки, которая производится аппаратом с использованием специального газа, создающего защиту для металла от окисления, которое происходит в результате соединения кислорода с расплавленным материалом. Такие сварочные работы своими руками можно производить как в промышленных, так и в домашних условиях.
Специалисты рекомендуют всегда начинать с ручного агрегата, а когда вы научитесь самостоятельно делать правильные швы, тогда можно переходить на полуавтомат.
Аппараты для сварки
Сварочные работы своими руками невозможно произвести без помощи специального оборудования – сварочного аппарата. Их существует несколько типов, в зависимости от технологии, по которой мастер собирается производить сварку:
- Сварочный трансформатор считается самым простым типом оборудования, которым можно варить металл. Он работает от сети 220 В (иногда 380В). В процессе работы он преобразовывает напряжение в более низкие частоты, благодаря чему увеличивается сила тока. Трансформаторы очень просты в эксплуатации, не требуют супер-навыков для их использования и позволяют быстро и качественно создать монолитное соединение металлических деталей. Среди недостатков можно отметить, что часто сбивается дуга, разбрызгиваются капли раскаленного металла. Также иногда варить металл на таком аппарате сложно из-за того, что он напрямую зависит от напряжения и чувствует каждый скачок. Но кроме этого стоит отметить, что сам аппарат мобильный и компактный и идеально подходит для использования дома.
- Сварочный выпрямитель представляет собой оборудование, которое обеспечивает стабильное напряжение вне зависимости от сети и гарантирует постоянную дугу благодаря которой швы получаются более аккуратные, а работа происходит быстрее, так как не приходится постоянно восстанавливать инертную среду. Выпрямители отличаются массивностью и габаритами. Использовать такой агрегат можно, чтобы произвести сварку металла в домашних условиях или в промышленных отраслях.
- Сварочный инвертор – еще один представитель аппаратов. Он считается самым лучшим, надежным и востребованным. При сварке инвертором не стоит бояться перепадов напряжения, так как он сам по себе трансформирует 220В и обеспечивает постоянный, ровный поток энергии. Соответственно при этом получаются идеальные дорожки соединения. Инвертор обладает множеством преимуществ, о которых стоит упомянуть для тех, кто хочет научиться, как правильно сваривать железные изделия:

- стойко переносит перепады напряжения;
- экономно потребляет эклектическую энергию;
- варить на инверторе намного проще и быстрее;
- сваривать детали получается аккуратнее, так как полностью отсутствует разбрызгивание.
Научиться, как пользоваться сваркой, можно применяя любой из типов оборудования. Главное соблюдать все правила технологии работы и не забывать о безопасности.
На что обратить внимание при выборе сварочного аппарата
Перед тем, как научиться варить сварочным аппаратом, его нужно выбрать и желательно отдать предпочтение хорошей модели, на которой будет легко учиться и потом работать. При выборе агрегата нужно учитывать некоторые нюансы, от которых зависит качество швов:
- сварочный ток – это показатель от которого зависит мощность и КПД. Чтобы выполнять сварочные работы своими руками в домашних условиях достаточно до 200 А;
- устойчивость к перепадам в электрических сетях. Допустимый интервал — +-20%. Другие отличаются низким качеством. Как научиться работать агрегатом, если постоянно «выбивает» электричество или пропадает дуга? Поэтому этот параметр очень важен;
- мощность оборудования бывает разной. Отталкиваться стоит от области его применения. Чтобы сварить металл дома достаточно простого или полупрофессионального аппарата. Для производственных целях нужен профессиональный;
- ПВ – продолжительность включения. Это показатель, который определяет временные рамки работы агрегата. В среднем – это около 40%. То есть, после минуты работы на сварочном аппарате, ему нужно полторы минуты отдыха.
Кроме самого аппарата к нему нужно подобрать комплектующие – зажимы, провода, щипцы и т.д. И, важно помнить, что сварка своими руками требует специальной формы для мастера. Обязательно сварщик должен защищать свое лицо и глаза, так как сварочные искры негативно влияют на зрение и могут спровоцировать ожог сетчатки. Обязательно работу нужно производить в специальных перчатках, чтобы, совершая сварочные работы своими руками, не навредить своему здоровью.

Технология сварочного процесса
Когда все готово – рабочее место, оборудование и подготовлены делали, можно приступать к практической части, как варить сваркой.
Техника сварки, на самом деле, проста. Весь процесс заключается в воздействии высокой температуры на металл. При этом, образуется электрическая дуга между материалом и электродным элементом. Благодаря ей и происходит плавление.
Часто ошибки при сварке возникают из-за неумения удержать дугу. Тогда расплавление происходит неравномерно. В результате чего получается грубый и неровный шов.
Сварная ванная – это расплавленная масса метала вперемешку с частицами проводника. Чтобы уберечь от окисления металл, над ванной появляется газовое облако и защищает ее. Если же процесс происходит с помощью полуавтомата, то там используется специальный баллон с защитным газом. Когда электродуга убирается, металл моментально застывает и остается небольшая дорожка, которая монолитным образом скрепляет две детали.

Преимущества ручной дуговой сварки:
- разнообразие электродов позволяет совершать разные швы на разных элементах;
- агрегаты не большие и легко их можно переносить;
- просто научиться, как делать шов;
- идеально подходит для домашнего использования.
Наряду с преимуществами, есть и недостатки:
- выделение вредных веществ в воздух;
- не все металлы можно спаять таким способом;
- от уровня мастерства сварщика и будет зависеть качество работы.
Для более дельного ознакомления с ручной дуговой сваркой можно узнать здесь.
Сваривать электросваркой с помощью газом немного проще, но перед самим процессом нужно настроить полуавтомат:
- определить силу тока можно из инструкции;
- настроить скорость автоматической подачи проволоки;
- установить напряжение и силу тока;
- проверить настройки на черновом варианте детали.
Чтобы работать сваркой в полуавтоматическом режиме, необходимо прочно закрепить рабочее изделие. Кроме этого, необходимо выбирать место для этого такое, чтобы полностью соответствовало правилам безопасности. К примеру, запрещено использовать деревянные верстаки или столы. Во время сварки необходимо четко соблюдать интервал между проводником и деталью – 5 мм. Если его не нарушать, шов получится практически идеальным. Спешить не нужно, электрод выгорает плавно и у мастера есть время сформировать качественную дорожку. Если дуга все время тухнет, необходимо увеличить силу тока на самом агрегате.
Практические советы от профессионалов
Чтобы быстрее научиться, как варить сваркой, профессионалы подготовили несколько советов для новичков, которыми желательно пользоваться для получения качественного результата своего труда:
- чтобы сварка своими руками получилась легко и быстро необходимо качественно подготовить детали, то есть очистить их от коррозии, грязи, пыли и масла. Тогда шов будет прочным и ровным;
- не стоит бояться экспериментировать. На начальных этапах обучения нужно перепробовать все возможные варианты ведения электрода, чтобы «набить руку»;
- чтобы не упускать сварочную дугу нужно стараться придерживаться одинакового зазора между концом проводника и деталью. Самым оптимальным расстоянием считается толщина электрода. Для новичков, которые только осваивают, как правильно работать с аппаратом, рекомендуется применять электроды 3 мм;
- нужно научиться отличать ванну от шлака. При первом прикосновении к металлу образуется красное пятно – это не ванна, это только плавящийся материал, который нанесен на электрод. После этого через пару секунд появится жидкое белое пятно – это уже сварочная ванна;
- сварочные работы своими руками стоит начинать с точечного шва, тогда проще будет научится вести ровную дорожку и не терять дугу;
- не стоит бояться неудач, чтобы понять, как сваривать металл, нужно много тренироваться, пробовать и экспериментировать. Только тогда, через миллионы попыток у вас получится правильный и качественный сварочный шов.

В подведении итогов, необходимо отметить, как научиться правильно варить детали может каждый желающий. Производить сварочные работы своими руками тоже сможет каждый. Для этого необходимо запастись оборудованием, дополнительными деталями и точно следовать инструкциям, не забывая о правилах безопасности.
Мы рассмотрели несколько аспектов, как научиться работать с нуля. Качественный агрегат, подготовленные детали и терпение мастера – это залог качественных швов и быстрой работы. Лучше тренировки начинать с ручной технологии, а потом переходить на полуавтоматический. Хотя настоящий сварщик справляется со всеми видами без проблем.
[Всего: 0 Средний: 0/5]
как правильно делать швы, инструкции с фото и видео

Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса, а также используемое оборудование и материалы.
Типы сварочных аппаратов
Для правильного выбора сварочного аппарата необходимо учесть все плюсы и минусы различных типов и моделей сварочников.
Трансформаторы – самые простые и традиционные аппараты, довольно тяжелые по весу, сделанные на основе понижающего трансформатора, который доводит значение напряжения до необходимого для работы. Особенность трансформаторов состоит в работе на переменном токе, что создает нестабильную дугу. В сочетании с увеличенным количеством шлаков и газовых примесей такая дуга способствует разбрызгиванию металла и портит вид шва. Качественный шов таким аппаратом может сделать опытный сварщик с навыками работы на трансформаторе.

Простой аппарат, работающий на переменном токе
Выпрямители – сварочники, которые могут преобразовывать переменный ток в постоянный и понижать напряжение сети с помощью полупроводниковых диодов. Постоянный ток дает стабильную дугу и позволяет сделать сварочный шов однородным и герметичным, крепким и красивым. Выпрямитель универсален, к нему подходят все виды электродов, варить таким аппаратом можно все виды металлов: нержавеющую сталь, алюминий, медь, титан, разные сплавы.

Универсальный сварочный аппарат, к которому подходят все типы электродов
Инверторы – очень популярны, так как имеют небольшой вес, отличную функциональность, автоматизированные настройки. Такие технические характеристики позволяют работать на нем новичкам. В конструкцию аппарата входит ряд блоков, преобразующих переменный ток сети в постоянный ток высокой мощности. Достоинством этого вида сварочников является:
- возможность точных настроек;
- выполнение широкого спектра задач;
- стабильная дуга;
- устойчивость к скачкам напряжения;
- высокое качество сварки, ровный шов;
- работа всеми видами электродов;
- соединение всех видов металлов любой толщины и положения в пространстве.
- обладает дополнительными функциями, предотвращающими залипание электрода и капли отрыва;
- возможность поджигания электрода при максимальной подаче тока;
Из минусов можно отметить:
- необходимость частой очистки от пыли;
- ограниченная длина кабеля, равная 2,5 м;
- невозможность работы при температуре воздуха ниже – 15 градусов.

Инвертор подходит для работы сварщикам-новичкам
Полуавтоматы – бывают двух типов. Первые повышают производительность сварочных работ за счет непрерывной подачи проволоки. В этом случае не нужно постоянно менять электроды. Шов получается ровный, сплошной и без дефектов. Вторые работают в газовой среде, для этого используют кислород, азот и углекислый газ, а также аргон и гелий. У газовой сварки есть следующие преимущества:
- один аппарат сконструирован для работы и с газом и с проволокой;
- прекрасное качество и эстетичность шва;
- стабильная ровная дуга;
- высокая функциональность;
- возможность сварки сложных соединений.

С помощью этого аппарата можно сделать качественный сварной шов
Что потребуется для работы начинающему сварщику
Прежде всего нужно подготовить оборудование и спецодежду.
Инструменты и средства защиты
Обязательно понадобится сварочный аппарат, комплект электродов, молоток и зубило для сбивания шлака, металлическая щётка для очистки швов. Электродержатель служит для зажима, удержания электрода и подведения к нему тока. Нужен и набор шаблонов для проверки размеров шва. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, который не пропускает инфракрасные лучи и защищает глаза. Эту же функцию выполняют экраны и щитки. Брезентовый костюм, состоящий из куртки с длинным рукавом и гладких брюк без отворотов, кожаную или валяную обувь для защиты от брызг металла и перчатки или рукавицы, брезентовые или замшевые с напуском на рукава. Такая прямая закрытая одежда предохраняет сварщика от попадания расплавленного металла на тело.
Существуют средства специальной защиты, которые применяются для работы на высоте и внутри металлических объектов, при работе в положении лежа. В таких случаях понадобятся диэлектрические сапоги, шлем, перчатки, коврик, наколенники, подлокотники, а для высотной сварки нужен предохранительный пояс с лямками.

Какие электроды выбирать
Электроды бывают различных видов и марок. Это обусловлено необходимостью подбора металла соединяемых деталей и такого же металла электрода.
На каждом электроде размещена маркировка, которая дает сварщику всю необходимую информацию. Научиться читать маркировку несложно.
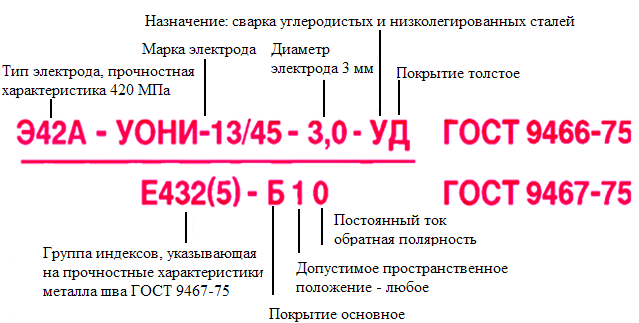
На электродах указана специальная маркировка
Часто сверху они покрыты различной обмазкой, придающей электродам свойства, необходимые для сварки разных металлов и условий работы. Вот таблица классификации электродов по видам покрытий и особенностям применения.
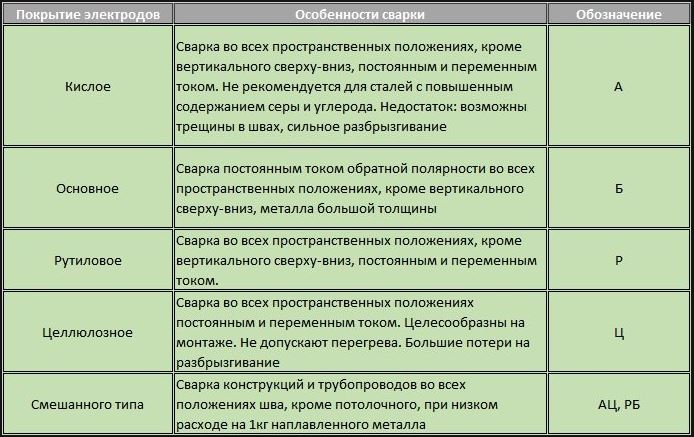
Специальная обмазка придаёт электродам особые свойства, необходимые для сварки разных металлов
Классификация электродов по типам и назначению отражается в маркировке изделий.
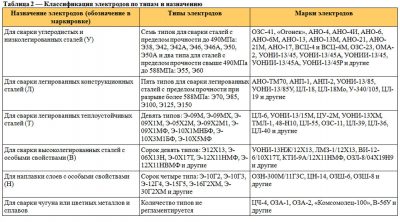
Электроды различаются по типам и назначению
Виды сварных швов
Соединительные сварные швы подразделяются по расположению, прочности, технологии, конструктивным особенностям. Виды расположения швов:
- Нижний. Самый простой и удобный, благодаря силе тяжести металл заполняет промежуток между деталями. Это самый прочный и экономичный шов.
- Горизонтальный. Заготовки расположены перпендикулярно электроду и шов идет по горизонтали. Часть металла уходит из сварочной зоны и электрод расходуется быстрее.
- Вертикальный. В этом случае заготовки расположены также перпендикулярно электроду, но формирование шва идет по вертикали. Расплавленный металл стремится вниз, расход электрода значителен.
- Наклонный. Движение руки сварщика происходит по наклонной. Применяется для угловых и тавровых соединений.
- Потолочный шов расположен над мастером.
Разделение по конструктивному признаку:
- Встык. Стыковое соединение довольно прочное и экономичное, оно не искажает поверхность соединения. Это универсальное соединение.
- Внахлест сваривают детали, когда не хватает пространства для стыкового шва. Толщина заготовок не должна быть более 8-10 мм.
- Угловой шов рекомендуется обваривать с обеих сторон, заготовки при этом располагаются под углом друг к другу. Этот шов непрост в исполнении из-за увеличения зоны термического влияния и большого расхода электрода.
- Тавровый шов представляет собой угловой шов, где плоскости деталей привариваются перпендикулярно. Шов формируется с двух сторон, он довольно сложен.
- Шов под электрозаклепки используется, когда нет необходимости в герметичном шве, он самый экономичный и незаметный.
Сварку можно вести как в один слой, так и в несколько слоев для толстых заготовок.
Как научиться варить сваркой — руководство для начинающих
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т. д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.

В процессе выполнения сварочного шва обмазка электрода расплавляется, образуя особую газовую зону. Внутри нее происходит смешивание металла основания и электрода
Начинающим сварщикам лучше всего получать первый опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Подключение сварочного аппарата
Чтобы сварка работала безопасно, нужно подключить аппарат к сети, соблюдая следующие правила:
- Сначала необходимо проверить напряжение и частоту тока. Эти данные должны быть одинаковыми в сети и на корпусе аппарата.
- Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Если блок настроек сварочника позволяет выбирать напряжение – нужно выставить его сразу. Подключение делается через специальную вилку и наконечник с заземлением.
- Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель.
- Обязательно проверяем все соединения, кабели, штепсели.
- Можно использовать специальный удлинитель, который подключается без промежуточных соединений.
- В старых домах со слабой проводкой возможно падение напряжения. Оно останавливает процесс работы и может вывести из строя сварочное оборудование. В этом случае нужен электрогенератор, который обеспечит напряжение на рабочем уровне.

Сварочный аппарат устроен просто
Как выбрать нужный ток
Сварочный ток является важным показателем сварки и определяет вид и характер шва и производительность работы. Чем выше ток – тем стабильнее дуга и больше глубина проплава. Сила тока зависит от расположения заготовок в пространстве и от размера электрода. Наибольшее значение выставляется для сварки горизонтальных заготовок. Для вертикальных швов значение силы тока применяется меньше на 15%, а при потолочных – на 20%.

Сила тока зависит от расположения заготовок и от размера электрода
Как зажечь дугу
Первый способ — касание. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
Второй способ – чирканье. Нужно поднести электрод к поверхности заготовки и чиркнуть им по детали, как будто зажигаешь спичку. Облегчить розжиг электрода можно, обстукав с его края обмазку.
Наклон и движение электрода
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Угол наклона электрода для начинающего сварщика лучше соблюсти около 70 градусов, то есть с небольшим отклонением от вертикали. Ниже показана схема дуговой сварки.

Угол наклона электрода около 70 градусов
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.

В процессе сварки электрод совершает определенные движения, в основном поступательные, продольные и поперечные. Из их комбинаций составляются различные виды швов, самые распространенные приведены на схеме
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
- Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
- Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
- Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т. п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.

Как правило, применяются все три направления, они могут накладываться друг на друга и образовывать траекторию
Выполнение сварных швов
Потолочный сварочный шов
Этот шов считается самым сложным, так как ванна сварки перевернута вверх дном и расположена над сварщиком. Электрод выбирают не более 4 мм и отводят его немного в сторону, чтобы металл не растекался. Используют короткую дугу и полностью сухие электроды, шов при потолочной сварке должен быть тонким. Движение происходит на себя, так сварщику легче контролировать качество шва. Существует несколько способов его выполнения:
- лесенкой;
- полумесяцем;
- обратнопоступательно.

Потолочный шов считается самым сложным
Видео: выполнение потолочного шва
Вертикальный
При выполнении такого шва можно вести электрод сверху вниз или снизу вверх. Чтобы металл не стекал, электрод следует располагать под наклоном 45-50 градусов вниз от перпендикулярного положения. Опытные сварщики рекомендуют делать этот шов одним проходом.

При выполнении вертикального шва электрод располагается по углом 45-50 градусов
Видео: вертикальный шов
23.03
Выполнение горизонтального шва
При выполнении такого шва основная сложность заключается в стекании металла вниз. Чтобы решить эту проблему, сварщик должен подобрать угол наклона электрода и скорость прохода. Сварка ведется слева направо или справа налево.

При выполнении горизонтального шва нужно правильно подобрать угол наклона электрода и скорость прохода
Угловой
При формировании угловых или тавровых швов детали располагаются под разными углами лодочкой так, чтобы расплавленный металл стекал в угол. Затем прихватываются сваркой с обеих сторон, один край конструкции должен быть немного выше другого. Движение электрода начинается из нижней точки.

При угловой сварке движение электрода начинается из нижней точки
Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
- тщательно очищаем деталь;
- если торцы трубы деформированы, обрезаем или выправляем их;
- очищаем кромки. Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.
Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий. Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.

Завершающий слой выполняется по возможности максимально ровным с плавным переходом на основной металл
Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм. Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
Материал актуализирован 23.03.2018
Оцените статью: Поделитесь с друзьями!Правильное использование сварочных манометров
В опубликованной в январе 2011 года публикации AWS «Inspection Trends» Альберт Дж. Мур-младший утверждает, что «помимо измерительной ленты, калибр для углового сварного шва является наиболее часто используемым измерительным устройством в комплекте сварочного инспектора». Мы согласны с этим утверждением, но также убеждены в том, что прибор для углового шва является наиболее недоиспользуемым инструментом людей, ответственных за качество и сварочные работы. По нашему опыту, 98% угловых патрубков принадлежат КРИ и другим инспекторам, однако сварщики, супервайзеры и руководители производства должны использовать их, поскольку они всегда проводят инспекцию сварки.Мы также знаем, что, кроме КРИ, большинство людей, которые владели этими приборами, используют их ненадлежащим образом.
При измерении сварных швов и дефектов сварочных швов используются несколько видов измерителей, таких как пористость, подрезка, недостаточное заполнение, вогнутость и т. Д. Двумя наиболее используемыми и, безусловно, нашими любимыми являются стандартный калибр для углового шва и датчик AWS (автоматический размер сварного шва) , Ниже приведены инструкции и графики о том, как использовать оба.
Стандартный филе сварочный манометр
Этот прибор для углового шва является одним из самых простых в использовании, и его полезно проверить на наличие размера и вогнутости сопряжения.Мы всегда хотим, чтобы наши сварные швы были плоскими или слегка выпуклыми. Этот датчик даст вам знать, если ваш шов вогнутый.
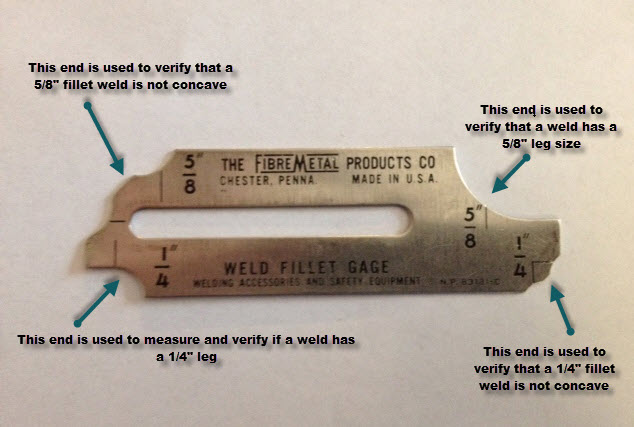
Набор сварных швов обычно включает 7 или более деталей, аналогичных этому.
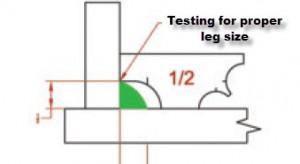
Пример правильного размера 1/2 ″ углового шва
На рисунках выше показано, как проверить филе 1/2 ″. Сдвиньте датчик и приставьте верхний конец к вертикальной части. Этот конец должен быть точно на верхнем краю сварного шва, чтобы быть 1/2 ″ филе.Если между датчиком и носком сварного шва имеется пространство, то сварной шов имеет меньший размер. Нижний край филе имеет больше места. Это позволяет увеличить размер ноги. Это иногда полезно при больших угловых сварных швах, где сила тяжести будет иметь тенденцию увеличивать нижнюю ногу. Вертикальная линия покажет, где должен быть нижний палец.
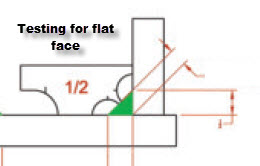
После того, как мы определили, что наш шов имеет правильный размер в 1/2 ″, мы проверяем на вогнутость / выпуклость. Как правило, угловые швы большого пальца никогда не должны быть вогнутыми.Выступ в середине измерителя должен соприкасаться со сварным швом – это подтверждает, что сварной шов не вогнутый. Если между лицевой стороной сварного шва и этим концом датчика существует дневной свет, то наш шов является вогнутым и больше не является приемлемым 1/2 ″ филе
Ниже приведены примеры сварных швов, которые должны были быть размером 1/2 дюйма, но в итоге были меньше и выпуклые.
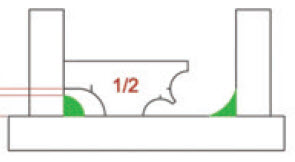
Угловой шов должен был быть 1/2 ″, но угловое сечение показывает, что оно меньше
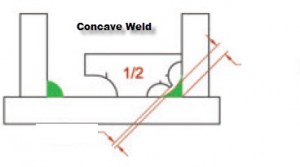
Этот шов может иметь размеры 1/2 “, но имеет вогнутую поверхность, что делает его неприемлемым 1/2”
.AWS Gage
Этот измеритель более универсален, чем стандартный калибр.Ниже все, что он может измерить:
1. Размер углового шва – поместите калибр на носок сварного шва и сдвиньте указатель вниз к нижней части свариваемой конструкции. Размер углового шва будет указан калибром.
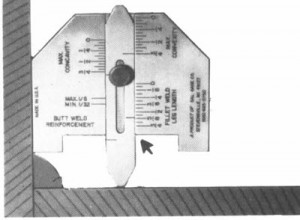
Измерение углового шва
2. Допустимое отклонение от выпуклости – при использовании конца измерителя, который имеет стороны под углом 45 градусов, перемещайте измеритель до тех пор, пока он не коснется обеих свариваемых деталей. Еще раз сдвиньте указатель вниз, на этот раз, пока он не коснется поверхности сварного шва.Датчик покажет, есть ли слишком много подкрепления.
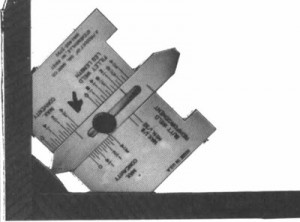
Проверка на плоскую поверхность и / или измерение количества усиления (выпуклости) на угловом шве
3. Допустимый допуск на вогнутость и недостаточное заполнение – при выполнении тех же действий, что и при проверке на допустимую выпуклость, датчик покажет, имеется ли вогнутый шов.
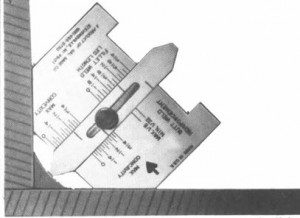
Измерение недостаточного заполнения / вогнутости на угловом шве
4. Допустимый допуск армирования – Иногда для стыкового сварного шва допускается указанное максимально допустимое армирование.Поместив датчик, как показано выше, вы сможете измерить усиление на стыковом шве.
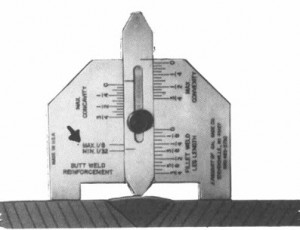
Измерение усиления на стыковой сварке с пазами
Существуют и другие датчики, которые также могут измерять подрезание, смещение, степень пористости и угол подготовки.
У вас есть предпочтительный датчик? Если нет, вы рассматриваете один из вышеперечисленных или какой-то другой?
, Советы по устранению неисправностей сварочного аппарата STINGER Stv002 Изолированный держатель электрода ,

Сварочный аппарат – сложное и сложное устройство. Даже если что-то пойдет не так, это окажет сильное влияние на сварочный аппарат, а также на сварочные работы. Если что-то не так, сварочный аппарат может работать неправильно или даже не запускаться. Не всегда необходимо заменять весь блок, есть некоторые проблемы, которые могут быть найдены и устранены самим пользователем, или можно обратиться за помощью к другому опытному пользователю.Знание некоторых советов по устранению неполадок будет очень полезным для пользователя, поскольку это сэкономит много времени и предотвратит ненужную трату денег на ремонтные мастерские. Вот некоторые из проблем, с которыми обычно сталкивается сварочный аппарат, а также причина и решения этих проблем.
Неисправности на сварочном аппарате
Прежде всего важно знать различные проблемы, с которыми сталкивается сварочный аппарат; можно проверить различные части устройства и устранить проблему;
Товары не найдены.
Машина не запускается
Причина : Иногда сварочный аппарат не запускается. Это может быть вызвано такими причинами, как перегорание предохранителя линии электропитания, обрыв цепи питания, перегрузка или неправильный ввод напряжения.
Решение : Если сварочный аппарат не запускается, в первую очередь необходимо проверить, включен ли выключатель, а затем тщательно проверить причину проблемы; если предохранитель перегорел, его необходимо заменить. Если проблема связана со схемой, то входное напряжение должно быть проверено и исправлено.Если причина в перегрузке, то лучше дать сварочному устройству остыть в течение некоторого времени. Вход напряжения должен быть проверен, и вход всегда должен соответствовать указанному в руководстве.
Сварочный аппарат стартер работает, но перегорел предохранитель
Причина : Иногда сварочный аппарат запускается и готов к работе, но внезапно перегорает предохранитель. Это может быть вызвано одной из двух причин: одна из них слишком мала, а другая – короткое замыкание в соединениях.
Решение : Нужно проверить точную причину проблемы. Если причиной является предохранитель, то размер предохранителя должен быть изменен и увеличен, но если причина – короткое замыкание, то соединения должны быть проверены и исправлены, а также необходима изоляция проводов.
Сварочный аппарат внезапно останавливается
Причина : Много раз сварочный аппарат внезапно останавливается во время сварки. Эта проблема может быть связана с препятствиями в вентиляции, неисправностью внутреннего охлаждающего вентилятора или перегрузкой.
Решение : Необходимо проверить, все ли вентиляционные шкафы свободны и чисты. Если нечисто, нужно чистить их должным образом, чтобы не было препятствий в вентиляции. Если внутренний вентилятор охлаждения не работает, то соединения и главный провод должны быть отремонтированы или заменены, чтобы снова включить вентилятор охлаждения. Никогда не следует перегружать машину и выполнять работу только в соответствии с указанным рабочим циклом.
дисфункция переключателя полярности
Причина : Переключатель полярности иногда не работает, из-за изношенного соединения или из-за грубого и неправильного использования переключателя, когда сварщик все еще находится под нагрузкой.
Решение : Никогда не используйте переключатель полярности, когда сварщик находится под нагрузкой, так как это может повредить функцию переключателя полярности. В случае износа выключателя его необходимо заменить.
Держатель электрода нагревается
Причина : Держатель электрода во многих случаях нагревается. Причиной этого может быть плохое соединение или неправильный рабочий цикл держателя электрода.
Решение : Причина проблемы должна быть проверена надлежащим образом.Если соединение ослаблено, его необходимо затянуть. Если держатель электрода не соответствует рабочему циклу, его необходимо заменить на правильный размер.
 STINGER Stv002 Изолированный держатель электрода
STINGER Stv002 Изолированный держатель электрода- V Надежно удерживает электрод, эргономичная удобная резиновая ручка
- Сила: 0 – 350, Емкость электрода: 5 MIL / 3/16 “, Емкость кабеля: 1/0 га.
- Устраняет дуговые ожоги из стержня “выскочив” из
Удар током при прикосновении к сварщику
Причина : В некоторых случаях пользователь может столкнуться с небольшими поражениями электрическим током при прикосновении к сварщику, это может происходить не постоянно, но это может быть опасно. Эта проблема возникает, если рама сварочного аппарата не заземлена должным образом.
Решение : Для этой проблемы необходимо внимательно прочитать руководство пользователя и изучить процедуру заземления рамы сварочного аппарата и правильно заземлить крышку, чтобы при прикосновении к сварщику пользователь не испытывал ударов очередной раз.
Сварочный кабель нагревается
Причина : Иногда сварочный кабель нагревается очень быстро. Это происходит, когда кабель, используемый в сварочном аппарате, имеет неправильный размер с неподходящим рабочим циклом.
Решение : Необходимо заменить кабель соответствующего размера в соответствии с инструкциями в руководстве пользователя. Кабель с правильным размером рабочего цикла очень важен в сварочном аппарате.
Плохое заземление
Причина : Заземляющий зажим сварочного аппарата может быть покрыт оксидами, которые могут испортить зажим, из-за чего электроны не могут легко перемещаться, и это создает высокое сопротивление на машине, что изменяет поток тока.
Решение : Зажим заземления должен регулярно проверяться и периодически очищаться, чтобы избежать какого-либо покрытия оксидов и предотвратить ненужное сопротивление сварочного аппарата.
Поврежденный кабель
Причина : После длительного использования кабель может быть поврежден и может иметь потертости и изношенные участки.
Решение : Необходимо заменить кабель сварочного аппарата как можно скорее, так как поврежденный кабель может вызвать много проблем в машине и также может сильно повлиять на сварочные работы.Необходимо время от времени проверять провода на наличие повреждений.
Сварочный аппарат не выключается
Причина : Может возникнуть проблема, связанная с тем, что аппарат не выключается, даже если переключатель нажат, пока не отключится источник питания. Это происходит, когда линейный переключатель изношен или вышел из строя механически.
Решение : Если линейный выключатель сварщика изношен, выключатель и соединение должны быть отремонтированы или заменены.
Сварочные дефекты

Помимо проблем со сварочным аппаратом, обычно возникают также некоторые дефекты сварки, которые пользователь может просто исправить, отрегулировав и отремонтировав определенные детали самого сварочного аппарата. Вот некоторые из дефектов сварки, которые могут возникнуть;
Неправильная подача проволоки
Причина : В случае неправильной подачи проволоки, причиной этого может быть изношенный приводной ролик. Изношенный приводной ролик может привести к проскальзыванию проволоки.
Решение : Если кто-то сталкивается с этой проблемой, необходимо проверить, нет ли грязи или мусора на вкладыше сварочного аппарата. Необходимо правильно почистить машину, чтобы приводной ролик снова работал нормально при правильной подаче проволоки.
 ,
,Полное руководство по сварке MIG

Введение в сварку MIG
 MIG-сварка (также известная как GMAW) – это действительно популярный вид сварки, который часто используется для сварки низколегированных сталей и хорошо подходит для сварки деталей автомобильных кузовов и проектов домашнего ремонта.Это простой процесс обучения, поэтому многие сварщики-любители используют его в качестве предпочтительного метода сварки. Это руководство по сварке MIG научит вас всему, что нужно знать, чтобы начать сварку MIG.
MIG-сварка (также известная как GMAW) – это действительно популярный вид сварки, который часто используется для сварки низколегированных сталей и хорошо подходит для сварки деталей автомобильных кузовов и проектов домашнего ремонта.Это простой процесс обучения, поэтому многие сварщики-любители используют его в качестве предпочтительного метода сварки. Это руководство по сварке MIG научит вас всему, что нужно знать, чтобы начать сварку MIG.
MIG Process
Процесс MIG – это процесс дуговой сварки, при котором металлы соединяются друг с другом путем нагрева их электрической дугой, образованной между проволочным электродом и заготовкой. Проволочный электрод подается через пистолет MIG, который подключен к сварочному аппарату MIG и подается в расплавленную сварочную ванну.Защитный газ также выпускается через пистолет MIG для защиты дуги и сварочной ванны от загрязнения атмосферой.
Преимущества сварки MIG
1. Производительность
Одно из лучших преимуществ сварки MIG – это повышение производительности и сокращение времени очистки. Время, которое вы экономите за счет того, что вам не нужно менять стержни, чистить сварной шов или отщеплять шлак, может примерно удвоить вашу производительность.
2. Снижение затрат
Вы можете купить высококачественный сварщик менее чем за 500 долларов, тогда вам просто нужно потратить немного больше на проволоку и газ, и вы можете начать сварку.Повышенная производительность также снизит ваши затраты на сварку и позволит выполнять больше задач, что отлично, если вы работаете в малом бизнесе.
3. Простота в освоении и настройке
Отличительной особенностью сварки MIG является то, что каждый может научиться это делать. Вот почему это хороший выбор для сварщиков дома и хобби. Купив сварочный аппарат MIG, вы можете приступить к сварке всего за несколько минут. В следующих разделах мы изложили всю информацию, необходимую для начала работы со сварными швами.
4. Хорошее качество
СваркаMIG использует защитный газ для защиты дуги от атмосферы. Это приводит к хорошему чистому сварному шву, при котором вам не нужно удалять шлак, а возможность использовать обе руки на пистолете MIG помогает вам контролировать ситуацию. Кроме того, настройки подачи проволоки и напряжения обеспечивают повышенную универсальность.
Как настроить сварку MIG
Ниже приведена иллюстрация того, как будет выглядеть ваша полная установка MIG. Прочитайте различные разделы, чтобы узнать, как настроить каждый компонент, чтобы получить наилучшие возможные результаты.
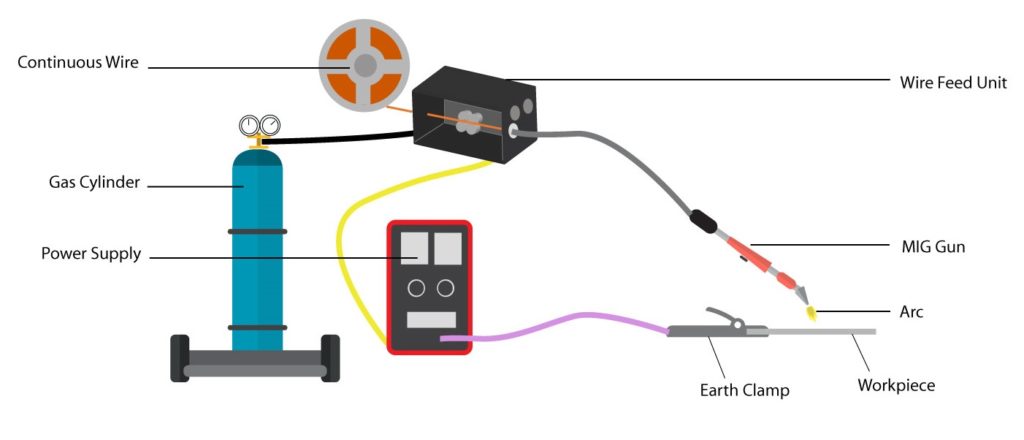
MIG Wire
Вам необходимо установить проволоку МИГ в свой сварочный аппарат, чтобы она могла подавать его через сварочную горелку в сварочную ванну. Это довольно просто, как только вы освоите его.
Размеры проволоки
Обычно к вашему сварщику прилагается рулон с порошковой проволокой, поэтому вам, вероятно, придется купить проволоку МИГ. Когда вы проводите MIG-сварку, вам нужно выбрать более толстую проволоку для более толстого металла. Кроме того, если вам нужны сварные швы самого высокого качества, вам лучше запустить машину на более тонкой проволоке, чем на самом низком для более толстой проволоки.Ниже приведены рекомендации по выбору проводов, но обязательно ознакомьтесь с дверной картой внутри или со своим сварочным аппаратом MIG, чтобы увидеть их конкретные рекомендации.
- 0,23 ″ проволока – это только для небольших сварочных аппаратов, когда вы свариваете тонкий листовой металл размером от 24 до 16.
- 0,3 ″ проволока – Эта проволока часто входит в комплект поставки сварочного аппарата MIG, это также хороший выбор для листового металла толщиной до 1/8 ″.
- 0.35 ″ проволока – это делает работу до 1/4 ″, поэтому это хороший выбор для начинающих сварщиков.
- 0,45 ″ проволока – эта проволока лучше всего подходит для 1/4 ″ и выше, поэтому она больше подходит для промышленной сварки.
Установка провода МИГ
После того, как у вас есть проволока для сварки МИГ, вам необходимо установить ее в сварочный аппарат. Ниже приведены шаги, которые необходимо выполнить, чтобы успешно установить провод.

Внутренняя часть Hobart Handler 190
- Откройте шкаф.
- Убедитесь, что колпачок отвинчен от шпинделя и наденьте катушку с проволокой на шпиндель. Убедитесь, что проволока MIG обращена в направлении приводного ролика и находится на нижней части машины.
- Откройте сброс давления. Если вы нажмете на курок пистолета с этим отпущенным, ничего не произойдет. Вы также можете повернуть прижимной ролик, чтобы отрегулировать герметичность.
- Медленно пропустите провод МИГ через входной ролик привода, убедившись, что провод не согнут.
- Наденьте колпачок на катушку с проволокой.Убедитесь, что пружина на месте, прежде чем надевать крышку. Если вы забыли пружину, катушка будет продолжать катиться и повредить провод.
- Снимите сопло MIG и соприкосните наконечник с некоторыми плоскогубцами.
- Нажмите на курок, чтобы начать подачу проволоки через пистолет.
- Установите насадку и контактный наконечник на место.
- Ваш провод МИГ настроен!
Сварочный газ
Если вы выполняете сварку MIG, вам понадобится сварочный газ для защиты сварочной ванны от атмосферы.Ниже мы подробно описали, почему газ так важен, и какой газ лучше всего подходит для ваших конкретных требований к сварке.
Пористость
Пористость – это еще один термин для обозначения отверстий в сварном шве. Это то, чего вы действительно хотите избежать, потому что это делает сварной шов слабым и недостаточно прочным, чтобы удерживать металл вместе.
Сварочный газ необходим при сварке МИГ для защиты сварочной ванны от загрязнения газами в атмосфере, что приводит к пористости. Если вы не используете газ, ваш сварной шов будет взаимодействовать с кислородом и азотом и станет пористым.Это не то, о чем вам нужно беспокоиться при сварке порошковой проволокой, так как проволока содержит сердечник, который закрывает сварочную ванну.
При выпуске газа из баллона вы хотите убедиться, что имеется хороший поток газа, чтобы сварной шов был защищен. Однако, если вы выпустите слишком много газа, это снизит температуру сварочной ванны. Вам нужно найти баланс между высокой температурой и хорошим потоком газа. Хорошим тестом для этого является размещение руки в 3 дюймах от кончика сопла и выпуск газа.Если вы можете почувствовать газ, у вас есть подходящий поток газа.

Сварной шов с выключенным газом
Сварной шов с потоком газа
Типы газов
Вы можете использовать различные виды газа при сварке МИГ. Двумя наиболее популярными являются углекислый газ и смесь углекислого газа и аргона.
1. Чистый аргон
Pure Argon не должен использоваться для сварки стали и подходит только для цветных металлов, таких как алюминий. Аргон обладает «низкой теплопроводностью», что означает, что он создает узкий шарик.Это обеспечит приличное проникновение в центр сварного шва, но в целом не обеспечит достаточного проникновения для эффективной сварки стального соединения.
2. Двуокись углерода (CO2)
Углекислый газ популярен для сварки MIG и является недорогой альтернативой смеси аргона. Проблема с СО2 состоит в том, что он дает довольно широкую дугу, которая нестабильна и дает много брызг.
3. Аргон микс
Смесь аргона и углекислого газа я предпочитаю сварку МИГ, потому что она обеспечивает высочайшее качество сварки.Когда вы смешиваете эти газы вместе, вы получаете поток дуги гораздо более подходящего размера, который обеспечивает большое проникновение и минимизирует разбрызгивание.
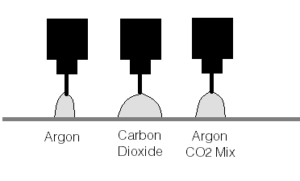
Смесь аргона и CO2 дает поток дуги более подходящего размера
Газовая безопасность
Вы должны быть очень осторожны при обращении с газовым баллоном и убедиться, что вы прочитали всю информацию о безопасности, которая поставляется с баллоном. Газовые баллоны имеют очень высокое давление, и если он упадет и сбьет регулятор, он полетит через всю комнату.
Когда вы открываете баллон для выпуска газа, не стойте на одной стороне с регулятором, если он вылетает. Также убедитесь, что вы открываете клапан медленно и осторожно; если вы вдруг откроете его, это может привести к слишком сильному давлению в один момент, и он может улететь. Когда вы устанавливаете свой цилиндр, убедитесь, что он прочно привязан к чему-то, чтобы удерживать его на месте. Безопасность сварки действительно важна, поэтому убедитесь, что вы следуете всем инструкциям на вашем оборудовании и ознакомитесь с основами безопасности сварки.
Сопло и электродная наклейка
Когда вы подали проволоку в пистолет МИГ, чем короче электрод, тем горячее будет сварной шов. Для оптимальной установки электрод должен выступать не более чем на 3/8 ″ от сопла, и минимум, который вы должны иметь, составляет 1/4 ″. Если вы свариваете действительно тонкий металл, он может быть длиннее 3/8 дюйма, если вам нужна сварка прямо через металл.
Вы также должны убедиться, что вы содержите насадку в чистоте и удалите все брызги, которые прилипают к ней.Если к вашей форсунке прилипли брызги, это может уменьшить поток газа к сварочной ванне и вызвать пористость. Чтобы предотвратить разбрызгивание брызг на вашу форсунку, есть ряд спреев и гелей, которые вы можете нанести на форсунку, чтобы она не прилипала.
Полярность
При сварке MIG необходимо, чтобы сварщик MIG имел правильную полярность. Для сварки MIG это положительный электрод постоянного тока (DCEP). Любой аппарат для сварки MIG / Flux с сердечником либо работает на отрицательном электроде постоянного тока, либо на положительном электроде постоянного токаЕсли вы выполняете сварку с флюсовой сердцевиной, вам необходимо изменить клемму на отрицательную. Это довольно просто сделать, хотя у разных сварщиков это не так, поэтому обязательно ознакомьтесь с инструкцией по эксплуатации. Обычно вам необходимо открыть дверцу сварочного аппарата MIG и переключить настройки полярности в верхнем правом углу аппарата.
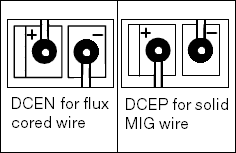
Передняя часть машины
Как правило, передняя часть сварочного аппарата MIG имеет простую компоновку, и на нем расположены два основных регулятора, которые управляют скоростью подачи проволоки и настройками напряжения.
Напряжение
Настройки напряжения определяют температуру, а также высоту и ширину борта. Для самых тонких металлов вы начнете с самого низкого значения напряжения и будете двигаться вверх в зависимости от толщины металла.
Скорость подачи проволоки
Скорость подачи проволоки будет увеличиваться с увеличением настроек напряжения. Вы будете знать, когда скорость проволоки установлена правильно, поскольку она издает звук, похожий на жареный бекон.
MIG Сварка Методы
Теперь, когда ваша машина полностью настроена, вы готовы начать сварку MIG.При сварке так много разных переменных; Положение сустава, тип сустава, движение пистолета MIG, толщина металла, гравитация также играют роль. Ниже мы написали руководства, которые охватывают все распространенные методы сварки MIG.
Движение факела
СваркаMIG – это не просто прямолинейное движение, есть разные типы движений, подходящие для типа соединения и свариваемого металла. Почистить металл.
Forehand / Pushing
Наиболее распространенная сварочная позиция – это сварка толчком в положении правой руки.Чтобы попасть в правильное положение, вам нужно держать пистолет MIG под углом 10 ° так, чтобы электрод указывал в том направлении, в котором вы собираетесь сваривать. Вы можете уменьшить угол, и это изменит форму сварного шва, как показано на диаграммах ниже.
Как только вы окажетесь в положении, вам нужно нажать на спусковой крючок и медленно перемещать пистолет MIG, продвигаясь вперед в направлении сварного шва. Одним из положительных моментов этой позиции является то, что у вас есть четкое представление о сварном соединении. При этом необходимо убедиться, что электрод направлен вперед на передний край сварного шва.
Backhand / Pulling
Когда вы тянете сварной шов, вы используете положение слева и перемещаете электрод назад к себе. Вы снова используете тот же угол 10 ° и держите электрод на краю сварочной ванны. Одним из положительных моментов этого является то, что вы, как правило, получаете больше проникновения, чем когда вы толкаете по мере нарастания сварного шва. Вы найдете моменты, когда вам нужно использовать как толкание, так и вытягивание, но я чувствую, что есть больше шансов загрязнить сварной шов при вытягивании, поэтому я склонен использовать технику толкания, когда это возможно.
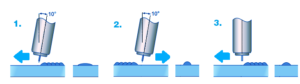
Рисунок 1. Push Weld
Рисунок 2. Pull Weld
Рисунок 3. Push Weld с узким валиком
видов бисера
Бусинка Стрингер
Шарик стрингера – это самый простой сварной шов, когда вы просто толкаете или протягиваете пистолет MIG через соединение по прямой линии. Это обычно более тонкие сварные швы, чем плетеные бусины, но они хороши для вашей средней стыковой сварки
курсив “е”
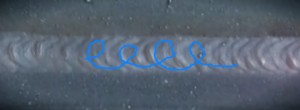
Сварной шов «е» – это популярный плетеный валик.Для этого сварите прямо через соединение, но используйте маленькие круги, которые связаны вместе, чтобы сформировать формы. Это дает действительно крутой эффект масштабирования и может выглядеть очень гладко. Это хороший выбор для толстого металла, где вы можете перекрывать сварной шов для увеличения наплавки.
Курсив “V”
Аналогичен скорописи «е», но на этот раз вы перемещаете электрод из стороны в сторону в форме «v», которая образует зигзагообразную форму. Это часто используется для верхних и вертикальных сварных швов, когда вы не хотите, чтобы сварной шов стекал вниз, поэтому вам нужно наклонить его вверх.
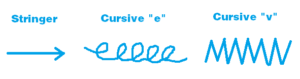
Сварочные позиции
Flat Position
Плоская позиция – это самая простая позиция для укладки сварного шва. В этом положении ваш металл будет лежать ровно на столе, и вы обычно будете приближаться к сварному шву горизонтально и над соединением.
Горизонтальный
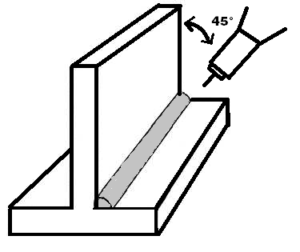 Часто сварные швы необходимо выполнять горизонтально. При горизонтальной сварке сварка выполняется по горизонтальной поверхности, которая пересекает вертикальный кусок металла. Это обычно используется для угловых и канавочных швов.
Часто сварные швы необходимо выполнять горизонтально. При горизонтальной сварке сварка выполняется по горизонтальной поверхности, которая пересекает вертикальный кусок металла. Это обычно используется для угловых и канавочных швов.
Одна из основных проблем при выполнении горизонтального шва заключается в том, что сварной шов может провисать, поэтому вам нужно попытаться подтолкнуть шов вверх, чтобы получить хороший ровный шов. Для этого я помещаю сопло под углом 45 ° к соединению и направляю электрод вперед под углом примерно 10 °. Затем я использую скорректированную форму «е» в положении справа, чтобы подтолкнуть шов вверх.
Вертикаль
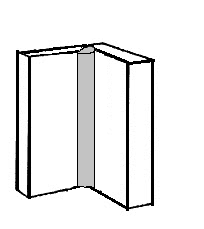 Вертикальный сварной шов – это когда вертикальная ось сварного шва или угол наклона 45 °.Это регулярно используется в сварке конструкций и требует больше навыков, чем горизонтальная сварка, потому что вы больше боретесь с гравитацией.
Вертикальный сварной шов – это когда вертикальная ось сварного шва или угол наклона 45 °.Это регулярно используется в сварке конструкций и требует больше навыков, чем горизонтальная сварка, потому что вы больше боретесь с гравитацией.
Это называется «вертикальным вверх» или «вертикальным вниз» в зависимости от того, выполняете ли вы сварку сверху вниз, или снизу вверх. Для обоих этих типов движения мне нравится колебать пистолет MIG в форме буквы «u» и держать пистолет направленным вверх примерно на 10 ° от горизонтали.
Выполняя сварку вертикально вниз, вы должны держать электрод направленным вверх, но медленно опускать электрод вниз по соединению.Это более подходящий выбор для сварки более тонких металлов, потому что вы не нагреваете пластину, поэтому у вас меньше шансов прожечь металл.
Для вертикальной сварки, держите пистолет MIG под тем же углом, но медленно подталкивайте его вверх по соединению. Это лучше, если вы свариваете толстый металл, потому что тепло от пистолета нагревает металл над ним для увеличения проникновения.
Накладные расходы
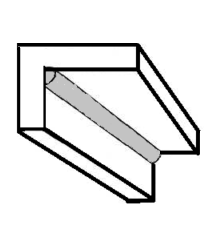 Последняя и самая тяжелая позиция сварки – верхняя позиция. Здесь вы свариваете соединение, которое обычно горизонтальное, но приближаетесь к нему снизу.Это может поставить вас в неловкое положение и также опасно из-за всех искр, которые будут падать на вас.
Последняя и самая тяжелая позиция сварки – верхняя позиция. Здесь вы свариваете соединение, которое обычно горизонтальное, но приближаетесь к нему снизу.Это может поставить вас в неловкое положение и также опасно из-за всех искр, которые будут падать на вас.
Первое, что нужно сделать перед сваркой сверху, это убедиться, что ваше тело и голова полностью закрыты. Повсюду будут искры, и вам нужно принять все возможные меры предосторожности, чтобы не обжечься.
При выполнении сварного шва лучше всего использовать курсивное движение «e» или «v», чтобы остановить капание сварного шва. Вы также должны поддерживать короткую дугу, держать ее на низкой силе тока, если это возможно, и двигаться быстро! Держите насадку как можно ближе к заготовке, чтобы предотвратить попадание лужи на вас.
Типы сварных соединений
Существует огромный выбор различных сварочных и комбинированных соединений. Ниже приведены четыре наиболее распространенных соединения, которые являются основой для всех сварщиков. Если вы изучите их, вы сможете выполнять практически любые задачи по сварке в домашних условиях.
Стыковое соединение
 Стыковое соединение – один из самых распространенных и простых типов суставов для изучения. Стыковое соединение состоит из двух частей металла, которые параллельны друг другу с концами вместе.Как только края металла собраны, вы просто привариваете шов.
Стыковое соединение – один из самых распространенных и простых типов суставов для изучения. Стыковое соединение состоит из двух частей металла, которые параллельны друг другу с концами вместе.Как только края металла собраны, вы просто привариваете шов.
коленях
 Круглое соединение (также называемое угловым соединением) образуется, когда два куска металла накладываются друг на друга, и вы свариваете их вместе. Вы можете выполнить как один, так и двойной круговой сустав. Зачастую единственное соединение внахлест выполнит эту работу, но если вы создаете что-то конструктивное, что будет подвергаться большому давлению, вам нужно будет сваривать обе стороны, чтобы убедиться, что оно достаточно прочное.
Круглое соединение (также называемое угловым соединением) образуется, когда два куска металла накладываются друг на друга, и вы свариваете их вместе. Вы можете выполнить как один, так и двойной круговой сустав. Зачастую единственное соединение внахлест выполнит эту работу, но если вы создаете что-то конструктивное, что будет подвергаться большому давлению, вам нужно будет сваривать обе стороны, чтобы убедиться, что оно достаточно прочное.
При сварке кольцевого соединения вы обнаружите, что труднее получить хорошее проникновение на дно сварного шва.Это связано с тем, что тепло поднимается и быстрее теряется на дне сварного шва. Чтобы противостоять этому, при выполнении круговой сварки направляйте пистолет Mig на нижнюю часть металла. Вы также можете попробовать сварку в режиме «е» или в форме подковы.
T Joint
 Т-образное соединение образуется, когда два куска металла пересекаются под прямым углом, образуя Т-образную форму. Это еще один тип углового шва. Если вы сварите его прямо поперек, вы увидите, что сила тяжести тянет сварной шов вниз, поэтому вы должны использовать подкову или движение типа «е», чтобы помочь подтолкнуть шов вверх при перемещении через соединение.Если вы хотите действительно качественный сварной шов, вы должны держать пистолет Mig чуть дольше в верхней части «е» и быстро перемещать его вниз и вверх. Если смотреть на готовую сварную сторону, соединение не должно быть слишком вогнутым или выпуклым, оно должно быть плоским.
Т-образное соединение образуется, когда два куска металла пересекаются под прямым углом, образуя Т-образную форму. Это еще один тип углового шва. Если вы сварите его прямо поперек, вы увидите, что сила тяжести тянет сварной шов вниз, поэтому вы должны использовать подкову или движение типа «е», чтобы помочь подтолкнуть шов вверх при перемещении через соединение.Если вы хотите действительно качественный сварной шов, вы должны держать пистолет Mig чуть дольше в верхней части «е» и быстро перемещать его вниз и вверх. Если смотреть на готовую сварную сторону, соединение не должно быть слишком вогнутым или выпуклым, оно должно быть плоским.
Угловые Суставы
 Угловое соединение – это еще один очень распространенный сварной шов, который образуется, когда два куска металла встречаются под прямым углом, образуя букву L. Угловые соединения могут быть довольно сложными, когда вы получаете металл толщиной менее 1/8 дюйма, как этого хочет металл. растаять.На изображении показано внешнее сварное угловое соединение, но вы также можете иметь двойное сварное угловое соединение для дополнительной устойчивости.
Угловое соединение – это еще один очень распространенный сварной шов, который образуется, когда два куска металла встречаются под прямым углом, образуя букву L. Угловые соединения могут быть довольно сложными, когда вы получаете металл толщиной менее 1/8 дюйма, как этого хочет металл. растаять.На изображении показано внешнее сварное угловое соединение, но вы также можете иметь двойное сварное угловое соединение для дополнительной устойчивости.
Толщина металла
В зависимости от толщины металла, который вы свариваете, вам может понадобиться скосить кромку металла с помощью шлифовальной машины, чтобы помочь вам получить прочный сварной шов. Делая скос, вы должны шлифовать небольшой 30-градусный зазор в кромке металла. Это означает, что если вы прижмете два куска металла рядом друг с другом, у вас будет хорошая канавка, в которой вы сможете создать сварочную ванну.Вы можете сварить только одну из металлических пластин с одной стороны, до обеих пластин с обеих сторон.
малой толщины
Для сварных швов малой толщины около 1/8 дюйма и ниже вам не нужно беспокоиться о скошении шва. Обычно, когда я свариваю электрод, я держу электрод близко к соединению, чтобы обеспечить хорошее проникновение, но вы можете держать его немного дальше на тонком металле, где вы рискуете прожечь прямо через него.
Средняя Толщина
При работе со стандартным стыковым сварным швом, если металл, над которым вы работаете, имеет толщину более 1/8 дюйма, вам будет лучше скошить кромку одного из кусков металла.Это позволит вам расположить сварной шов прямо между двумя металлическими пластинами и сделать ваш сварной шов намного прочнее, чем при сварке встык с плоским краем.
Высокая толщина
Для еще более толстых кусков металла, вы можете скосить обе стороны пластины. Это не будет применимо к сварщикам-любителям со сварочными аппаратами 140A, но если вы профессиональный промышленный сварщик, это способ получения сварных швов еще более высокого качества.
Большинство людей, читающих это, будут начинающими сварщиками и не будут сваривать действительно толстую сталь, но я написал об этом так, чтобы у вас была идея на будущее, если вы решите перейти к более толстым металлам.
Для этого он точно такой же, как сварные швы средней толщины, вы просто переворачиваете его и делаете точно так же на другой стороне, как только закончите.
При сварке толстого металла иногда необходимо выполнить несколько проходов, прежде чем соединение будет надежно закреплено. Если вы делаете это, убедитесь, что на сварном шве нет шлаков, прежде чем переходить к следующему проходу. Если есть какой-либо шлак, он просто ослабит ваш шов.
Ниже приведена таблица рекомендаций для рекомендуемого типа соединения для металла различной толщины.
Заключение
СваркаMIG – лучший способ для начинающих начать сварку, и, надеюсь, это руководство предоставит вам все, что вам нужно знать, чтобы начать работу со сварными швами.
Если у вас есть какие-либо вопросы, не стесняйтесь оставить комментарий или отправьте мне электронное письмо. Если вам понравилась эта статья – пожалуйста, поделитесь ей, нажав одну из кнопок ниже!
, Как запрограммировать сварочного робота как профессионал
Роботизированная сварка может быть сложным процессом, особенно если вы новый робот-программист. Getty Images
Когда все сделано правильно, роботизированная сварка может обеспечить производителям значительный прирост производительности, а также отличный возврат инвестиций (ROI). Однако роботизированная сварка может быть сложным процессом, особенно если вы новичок в программировании роботов.
Несмотря на то, что лучшим способом обучения робототехническому программированию является обучение у OEM-производителя вашего робота, ему никогда не помешает с самого начала применять проверенные советы и приемы в области роботизированной сварки. Как и в случае любого другого специализированного процесса, при программировании последовательности сварки вы должны предпринять шаги, которые следует избегать.
Общие сведения о том, что нужно и чего не нужно в программировании роботизированной сварки
Процесс дуговой сварки металлическим газом (GMAW) такой же, как и в роботизированной сварке, и в полуавтоматической сварке.Некоторые методы, изложенные в сварочных кодексах, могут помочь «контролировать» применение роботов для производства и производства. Примеры включают настройку и использование установленных процедур сварки для различных условий соединения, общих в вашей работе. Другие советы по сварке могут помочь упростить процесс.
Do’s
Создайте библиотеку файлов дуг на основе размера сварного шва и дайте имя каждому файлу четко и кратко. Например, ASF # 1 составляет 3⁄16 дюйма.горизонтальное филе; ASF # 2 – 3⁄16-в. плоское филе; ASF # 3 ¼-в. горизонтальное филе; и так далее. Используйте соответствующие номера для файлов начала и конца дуги.
Файлы переплетения должны соответствовать файлам дуг для каждого размера сварного шва. Например, ASF # 1 использует WEV # 1; ASF # 2 использует WEV # 2 и т. Д.
Удалите метки скорости при перемещениях процесса, если хотите использовать скорость сварки, указанную в начальном файле дуги
.Держите программы сварки небольшими (менее 100-200 точек).Слишком много в одной программе может запутать редактирование. Всегда маркируйте каждый шов комментарием к линии перед началом дуги. Используйте логические подпрограммы для управления размером программы, например, программу для каждой ориентации позиционера, если в многогранной детали много сварных мест.
Сфокусируйтесь на положении горелки / руки для сварных соединений, а затем добавьте воздушные разрезы между сварными швами, которые проходят гладко.
Несмотря на то, что лучшим способом обучения робототехническому программированию является обучение у OEM-производителя вашего робота, ему никогда не помешает с самого начала применять проверенные советы и приемы в области роботизированной сварки.
Сохраните мастер-часть для программирования. Эта деталь должна быть помечена номерами сварных швов и номерами файлов размеров дуг, что позволяет быстро получить справку по настройке сварного шва. Печать детали с указанием мест сварки и отмеченных точек программы может служить той же цели.
Ведите журнал или запись изменений для рабочей ячейки робота, где технические специалисты могут отмечать дату, время и причину изменений. Роботы могут иметь возможность регистрировать изменения в программах, но они могут не включать причину изменений.
Запреты
Подвод тепла = (Амперы х Вольт) / Скорость хода
Сварочная горелка Что нужно и что не нужно
Критическим фактором для роботизированной сварки является выбор правильного сварочного пистолета для задача под рукой. Более того, одинаково важна возможность программирования и маневрирования сварочной горелки с максимальной эффективностью. Вот несколько советов, которые следует иметь в виду для деловой цели робота.
Do’s
• Используйте инструмент выравнивания горелки.Большинство производителей продают их, и большинство будет работать для нескольких моделей горелок. Причина в том, что 45-градусная горелка от производителя не всегда совпадает с 45-градусной горелкой в рабочей камере робота. Прежде чем приступать к программированию, поместите горелку в инструмент и убедитесь, что изгиб правильный. Если это не так, используйте инструмент для выравнивания изгиба, гарантируя правильный угол на горелке. Более того, если вам когда-нибудь понадобится заменить горелку, вы можете установить новую горелку в инструмент выравнивания до ее установки.
Создайте и поддерживайте хорошую центральную точку инструмента (TCP), а также проверочное задание, которое подтверждает местоположение и выравнивание TCP перед исправлением точек. Поставщики и интеграторы роботов могут иметь измерительные приборы или инструменты для автоматизации этого процесса.
Вы можете создать «обучающий наконечник», высверлив контактный наконечник и вставив заостренный вольфрам или сверло с желаемым вылетом. Подсказка по обучению будет прямой и может помочь нейтрализовать влияние проводного наведения на местоположение TCP.
Если вы ищете сварные соединения, пройдите процедуру поиска и включите «вкл.», Прежде чем исправлять точки. Если вы этого не сделаете, вы потеряете связь между поиском и точками сварки.
Запрограммируйте все точки сварки с одинаковой длиной вылета провода (расстояние между контактным наконечником и сварным швом). Вы можете создать «обучающий наконечник», высверлив контактный наконечник и вставив заостренный вольфрам или сверло с желаемым вылетом.Подсказка по обучению будет прямой и может помочь нейтрализовать влияние проводного наведения на местоположение TCP. Если вы используете реальную сварочную проволоку, обязательно запрограммируйте ее на ту же длину при программировании с помощью сварщика или манометра.
Запрещено
Никогда не исправляйте позицию для одного дефекта на одной детали. Убедитесь, что нет дефекта в детали или в восходящем процессе. Вы не хотите изменять точку, чтобы она соответствовала некондиционной детали, поскольку детали после инсерции не будут правильно сварены после изменения.
Не выбирайте свою роботизированную горелку, в зависимости от того, какие расходные материалы находятся в корзине для инструментов. Несмотря на то, что на заводе удобно иметь одни и те же детали, многие продолжают использовать разные углы шейки горелки или устаревшие конструкции, поскольку при техническом обслуживании сохраняются одни и те же списки запасных частей.
Не используйте удлиненные шейки горелки или узкие сопла, если это не является абсолютно необходимым. Расширенные шейки уменьшают повторяемость и более подвержены повреждениям. Меньшие диаметры сопел будут забивать брызгами чаще и требуют большего расширения.
Особенности источника питания
Достижения в области инверторных технологий и более быстрых процессоров привели к более точному управлению процессом сварки, что стало преимуществом роботизированной сварки. Бренды источников питания предлагают уникальные технологии с мощными, но простыми в использовании интерфейсами, которые помогают получать высококачественные сварные швы.
Большинство производителей предлагают несколько вариантов процесса для данного типа проволоки, размера и комбинации газа. Как правило, они могут быть изменены программой робота для обеспечения оптимальных сварочных характеристик для различных условий соединения, даже если они существуют на одной детали.Дополнительные соображения включают в себя:
Do’s
Следите за процессом сварки, выбранным из источника питания, в дополнение к индивидуальным настройкам сварки, таким как скорость подачи проволоки и напряжение. Это может быть комментарий в программе сварки, если он не связан с инструкциями по настройке сварки.
Держите позу робота как можно ближе к исходному положению.Постарайтесь сохранить положение по умолчанию и не заводите робота в странное положение, если это не является абсолютно необходимым.
Настройте или запрограммируйте процессы сварки, которые относятся к вашей операции, в программы источников питания или таблицы выбора роботов. Даже если они не используются в определенной части сегодня, они будут находиться в известном месте программы для будущего использования.
Не нужно
Не вносите локальных изменений с панели источника питания, если вы используете робот для управления последовательностью.Процесс или параметр могут быть изменены на источнике питания по временным причинам или по соображениям целесообразности, но старые программы могут ссылаться на эту измененную настройку и приводить к неожиданным результатам.
Особенности роботов
Хотя вы, возможно, знаете, насколько важно использовать правильные углы горелки в сварке, программирование роботов добавляет переменную для создания движения наиболее эффективно и быстро. Хорошая программа робота не позволит роботу выполнять преувеличенные позиции / позы и уравновесит движение ориентации горелки с положением руки робота.
Do’s
Все непроцессорные движения должны быть совместными (неинтерполируемыми). Перемещения, когда ось движется более чем на 180 градусов, должны быть выполнены в два хода, чтобы обеспечить плавное движение.
Держите позу робота как можно ближе к исходному положению. Постарайтесь сохранить положение по умолчанию и не заводите робота в странное положение, если это не является абсолютно необходимым.
Держите запястье, а точнее ось 5, направленным вниз, чтобы угол горелки создавал рабочий угол сварного соединения (если соединение горизонтальное).
Запрещено
Не используйте движение главных осей (например, оси 1, 2 и 3) для позиционирования угла резака. Наиболее эффективное движение будет использовать ось запястья, чтобы ориентировать горелку, в то время как движение базовой оси выполняет только поступательное движение.
Не используйте движение главных осей (например, оси 1, 2 и 3) для позиционирования угла резака. Наиболее эффективное движение будет использовать ось запястья, чтобы ориентировать горелку, в то время как движение базовой оси выполняет только поступательное движение.
Не используйте чрезмерное движение горелки, создавая особенность любой оси (в основном оси 4 и 5) в процессе сварки.
Внедрение роботизированной сварки – задача не из легких. Любые шаги, которые вы предпринимаете, чтобы сделать программирование более плавным и эффективным, могут оптимизировать производство. Это особенно верно, когда у вас есть несколько сотрудников, обслуживающих несколько рабочих мест роботов.
От лучшего качества сварки до улучшенной консистенции вы можете получить много преимуществ при использовании роботизированной сварки.Использование этих советов и хитростей должно помочь вам достичь ваших целей более эффективно.
Крис Андерсон – младший главный инженер в Yaskawa America Inc., подразделение Motoman Robotics, 100 Automation Way, Miamisburg, OH 45342, 937-847-6200, [email protected], motoman.com. ,