Как сварить латунь в домашних условиях: Четыре способа сварки латуни
alexxlab | 06.03.2023 | 0 | Разное
Сварка латуни в домашних условиях: особенности
Работа с цветными металлами, такими как латунь, всегда сопряжена с рядом трудностей. Это связано с тем, что физические свойства латуни могут изменяться под воздействием высокой температуры. Многие начинающие сварщики, впервые столкнувшись со сваркой латуни и не знающие всех особенностей, получают неудовлетворительный результат и больше не хотят работать с цветными металлами.
Они считают, что такой сложный по свойствам металл можно сварить только дорогостоящими методами, такими как контактная сварка латуни. Но это не так! Мы готовы доказать, что сварка латуни возможна даже в домашних условиях. В данной статье мы расскажем, как выполняется полуавтоматическая сварка аргоном и проволокой, поскольку такой комплект оборудования наверняка есть у многих домашних умельцев и работа с ним не так уж сложна.
Содержание
Латунь — широко применяемый металл, в составе которого в большом количестве присутствует медь и цинк. При этом содержание цинка может достигать 50%. Благодаря цинку латунь приобретает улучшенные эксплуатационные характеристики, а себестоимость металла уменьшается.
При этом содержание цинка может достигать 50%. Благодаря цинку латунь приобретает улучшенные эксплуатационные характеристики, а себестоимость металла уменьшается.
Латунь изготавливают в промышленных индукционных печах, используя не только медные и цинковые заготовки, в составе могут присутствовать и другие металлы. Например, олово, алюминий, кремний и свинец. Все эти металлы обладают легирующими свойствами и улучшают характеристики латуни. Благодаря им цинк меньше испаряется, улучшаются антикоррозийные свойства, металл легче поддается нарезке. Словом, легирующие металлы придают латуни множество положительных качеств, тогда как в основе всегда остается цинк и медь.
Но, какими бы положительными свойствами не обладали легирующие добавки, у латуни все же есть свои особенности, из-за которых процесс сварки затрудняется. О них, и о технологии сварки латуни мы поговорим далее.
Особенности
Сварка латуни в домашних условиях и на предприятии всегда связана с некоторыми трудностями. У новичков часто получаются непрочные пористые швы, которые не проходят никакой контроль качества. Все дело в особенностях латуни как металла, именно они способствуют ухудшению качества.
У новичков часто получаются непрочные пористые швы, которые не проходят никакой контроль качества. Все дело в особенностях латуни как металла, именно они способствуют ухудшению качества.
Самая главная особенность — это активное испарение цинка во время сварки. Дело в том, что цинк плавится при относительно низкой температуре (около 400 градусов по Цельсию). Из-за этого образуются летучие вещества, которые вступают в контакт с кислородом. В таких случаях на поверхности сварного соединения образуется видимый белый порошкообразный налет. Он способствует ухудшению качества шва. Чтобы избежать этих проблем нужно правильно подобрать оптимальный режим сварки.
Технология сварки
Перед сваркой детали нужно подготовить. Кто-то рекомендует прокаливать заготовки, но мы считаем, что эта процедура излишняя. Мы рекомендуем подогревать только места стыков, и то в случае, если детали крупные и толстые. Что касается кромок, то их нужно разделывать на любых деталях. А вот зачистка необходима только деталям, толщина которых больше 5 миллиметров. Естественно, вне зависимости от толщины металла, с его поверхности нужно убрать грязь, краску и очаги коррозии.
Естественно, вне зависимости от толщины металла, с его поверхности нужно убрать грязь, краску и очаги коррозии.
Сварка латуни полуавтоматом выполняется с применением присадочной проволоки и защитного газа. Проволока должна быть изготовлена из латуни. В качестве газа рекомендуем использовать аргон, его можно легко найти в специализированных магазинах. При этом не обязательно покупать большие баллоны, в продаже имеются более компактные варианты по 10-15 литров, они легко поместятся в багажник и их можно перенести самому.
Вставьте проволоку в горелку и только после этого включайте полуавтомат. Установите на полуавтомате постоянный ток и прямую полярность. Проволока латунная сварочная будет подаваться в автоматическом режиме, но если вы уже имеете некоторый опыт ручной подачи проволоки, то можете делать это самостоятельно. В процессе работы следите за тем, чтобы проволока плавилась равномерно и полностью заполняла стык. Дуга должна быть длинной, чтобы уменьшить вероятность образования прожогов на поверхности металла.
Читайте также: Газ для полуавтоматической сварки
Во время сварки вы будете слышать сильный треск. Не беспокойтесь, это абсолютно нормально, подобный звук образуется при испарении цинка. Ведите горелку ровно, не отклоняясь в стороны. После выполнения шва не нужно резко отводить горелку в сторону и отключать подачу газа. Отведите горелку плавно и пусть газ подается в сварочную зону еще секунд 10. После этого прекратите подачу газа.
Техника безопасности
В большинстве случаев сварка латуни относительно безопасна, даже в бытовых условиях, например, в гараже. Но учитывайте, что при плавлении выделяются пары цинка, а это уже может быть опасно для дыхательных путей, так что используйте респираторы. Не забывайте о других обязательных средствах защиты: одежде из плотной ткани, ботинок, не проводящих электричество, защитных перчаток и маске. Держите рядом огнетушитель.
Кстати, технике безопасности мы посвятили множество статей, вы можете ознакомиться с ними тут, тут, и тут. Чем лучше вы знаете правила и умеете применять их на практике, тем выше вероятность, что в критической ситуации вы сможете сохранить себе здоровье и жизнь.
Чем лучше вы знаете правила и умеете применять их на практике, тем выше вероятность, что в критической ситуации вы сможете сохранить себе здоровье и жизнь.
Вместо заключения
Как вы понимаете, технология сварки латуни не так уж сложна, как может показаться на первый взгляд, но она все же имеет ряд особенностей. У новичков часто не получается правильно выполнить сварку, из-за чего они делают вывод, что работа с латунью им не по плечу. Не стоит отчаиваться! Все, что вам нужно, это полуавтомат, латунная проволока для сварки и баллон с аргоном.
Как вам статья?
Сварка латуни в домашних условиях: особенности
Особенности при сваривании цинксодержащих сплавов
Отличительной чертой латуни, как сплава, в котором имеется цинк, является то, что этот металл очень быстро закипает, и как следствие, выгорает. В отличие от прочих составных компонентов Zn обладает куда более низкой температурой плавления по сравнению с медью и алюминием.
В отличие от прочих составных компонентов Zn обладает куда более низкой температурой плавления по сравнению с медью и алюминием.
Она отличается от самого ближайшего к нему металла более чем в 2 раза. В результате реакции происходит образование сильного оксида, образующегося в виде белого порошка. Некоторая часть испаряется при кипении. Если не соблюдать технику правильной сварки, то она является значительной. Более того, эти испарения весьма опасны для человека.
При этом даже если технология полностью соблюдена, испарения составят порядка 30% и в структуре шва образуются поры. Главной задачей все сварщиков состоит в том, чтобы добиться сварки без пор.
Технология сварки латуни дугой
Технология сварки латуни во многом схожа с аналогичным процессом при работе с тем же алюминием. Для выполнения сваривания необходимы специальные электроды. Они изготовлены из меди и являются наплавляемыми.
Для работы подойдут следующие марки электродов: ESAB ОК 94. 25, ОЗБ-2М, ESAB OK NiCu-7 (OK 92.86), ESAB OK Ni-1 (OK 92.05), ОЗБ-3, ESAB OK 94.35, ESAB OK 94.55, ZELLER 390. Учитывая то, что каждый из них имеет свой химический состав, то и сваривать рекомендуется определенные сплавы латуни.
25, ОЗБ-2М, ESAB OK NiCu-7 (OK 92.86), ESAB OK Ni-1 (OK 92.05), ОЗБ-3, ESAB OK 94.35, ESAB OK 94.55, ZELLER 390. Учитывая то, что каждый из них имеет свой химический состав, то и сваривать рекомендуется определенные сплавы латуни.
Сила постоянного тока должна быть следующей: для 3 не более 120 А, для 4 не более 160 А. При работе с толстыми металлами, например, более 6 мм, соединяемые кромки необходимо подогреть до температуры порядка 300 градусов.
Выбрав электроды и присадочный материал, можно приступать к сварке. При работе со всеми цветными металлами необходимо держать электрод перпендикулярно к плоскости сваривания. Это необходимо для того, чтобы ток равномерно распространялся по всей ширине и охватывал равные участки обеих деталей.
Дуга должна гореть в газовой среде – аргоне. Соответственно, для работы потребуется баллон с газом и специальный держатель с соплом.
| Марка латуни, присадки и флюса (слева направо) | Толщина металла, мм | Прочность сварного соединения, МПа | Прочность шва металла, МПа | Прочность угла загиба, град |
| Л62; ЛКБО 62-0,2-0,04-0,5; нет | 10 | 355. 9 9 | 409.9 | 180 |
| Л62; ЛК 62-0,5; Бура (Na2B4O7) — 100% | 1,0 – 10 | 388.3 | 423.6 | 180 |
| Л62; Л62; Бура (Na2B4O7) — 50% и борная кислота h4BO3 — 50% | 3 – 6 | 332.4 | — | 180 |
| Л62; Л62; БМ1 | 3 – 4 | 313.8 | 343.2 | 180 |
| Л62; ЛОК 62-04-05; нет | 4 | 313.8 | 372.6 | 180 |
| ЛО 62-1; ЛОК 59-1-03; БМ1 | 4 | 411.9 | 402.1 | 180 |
| ЛЖМц 59-1-1; ЛК 62-05 | 40 | 383.4 | 416.8 | 180 |
Технологии сварки изделий из латуни
Как известно, латунь – это сплав меди и цинка. В отдельных случаях, когда необходимо получить металл со специальными характеристиками, в него могут добавляться и другие химические элементы – олово, никель, свинец.
Цинк, содержащийся в латуни в значительном количестве, при сильном нагреве начинает испаряться, что приводит к пористости в сварном соединении. Кроме того, вступая в реакцию с кислородом, содержащимся в окружающем воздухе, пары цинка преобразуются в оксид данного металла, формирующий на поверхности соединяемых деталей белый налет. Обладая тугоплавкостью и тем самым затрудняя процесс выполнения сварки, данный налет представляет большую опасность для человеческого здоровья, так как является очень ядовитым.
Кроме того, вступая в реакцию с кислородом, содержащимся в окружающем воздухе, пары цинка преобразуются в оксид данного металла, формирующий на поверхности соединяемых деталей белый налет. Обладая тугоплавкостью и тем самым затрудняя процесс выполнения сварки, данный налет представляет большую опасность для человеческого здоровья, так как является очень ядовитым.
Механические свойства и химический состав латуни
С учетом всех вышеперечисленных факторов специалисты разработали несколько технологий, по которым может эффективно выполняться сварка латуни. Сюда относятся:
- газовая и электродуговая сварка;
- соединение деталей из латуни под слоем флюса;
- сварка, выполняемая в среде защитного газа, в качестве которого чаще всего используется аргон.
Из всех перечисленных технологий именно сварка латуни аргоном получила наибольшее распространение благодаря своей высокой эффективности и возможности получать качественные сварные соединения в любых условиях.

Технология сварки латуни полуавтоматом
Это что касается дуговой сварки, если работы выполняются при помощи полуавтомата, потребуется специальная проволока. Для этих работ подойдут следующие виды проволоки:
- EWC CuNi – обладает высокой коррозионной стойкостью;
- EWC CuNi7 – применяется для сваривания стали и плакирующего никельмедного листа;
- ESAB OK Autrod 19.12 – используется для работы с чистой медью и низколигированными сплавами.
- ESAB OK Autrod 19.30 – широкопрофильная проволока для работы с любыми сплавами их меди.
В продаже имеется много разновидностей проволоки для работы со сплавами. Для более эффективной работы рекомендуется изучить особенности каждого вида.
Главной особенностью процесса сваривания бронзы и латуни, независимо от выбранного метода, является высокая вероятность образования пор. Чтобы их не было или как минимизировать появление, сварку необходимо производить быстро, то есть проходить за 1 минуту не менее 15 см шва.
При расположении деталей вертикально, начинать сваривать детали следует снизу и двигаться в верх. Это связано с тем, что металл легкоплавкий и сильно текучий. Выполнять сварку рекомендуется точечно с перекрытием предыдущей точки, делая поджиг, как можно короче по времени.
Сварка латуни аргоном: особенности технологии и практические советы
Среди всех видов сварки сварка латуни является одним из наиболее сложных технологических процессов. Объясняется это тем, что цинк, который входит в состав этого медного сплава, при нагревании начинает активно испаряться, что приводит к образованию пор в сварном шве и, соответственно, к значительному ухудшению качества и надежности формируемого соединения. Осложняется сварка латунных деталей еще и тем, что при ее выполнении происходит выделение паров цинка, которые очень вредны для человеческого здоровья.
Аргонная сварка медного сплава
Технологии сварки изделий из латуни
Как известно, латунь – это сплав меди и цинка. В отдельных случаях, когда необходимо получить металл со специальными характеристиками, в него могут добавляться и другие химические элементы – олово, никель, свинец.
В отдельных случаях, когда необходимо получить металл со специальными характеристиками, в него могут добавляться и другие химические элементы – олово, никель, свинец.
Цинк, содержащийся в латуни в значительном количестве, при сильном нагреве начинает испаряться, что приводит к пористости в сварном соединении. Кроме того, вступая в реакцию с кислородом, содержащимся в окружающем воздухе, пары цинка преобразуются в оксид данного металла, формирующий на поверхности соединяемых деталей белый налет. Обладая тугоплавкостью и тем самым затрудняя процесс выполнения сварки, данный налет представляет большую опасность для человеческого здоровья, так как является очень ядовитым.
Механические свойства и химический состав латуни
С учетом всех вышеперечисленных факторов специалисты разработали несколько технологий, по которым может эффективно выполняться сварка латуни. Сюда относятся:
- газовая и электродуговая сварка;
- соединение деталей из латуни под слоем флюса;
- сварка, выполняемая в среде защитного газа, в качестве которого чаще всего используется аргон.

Из всех перечисленных технологий именно сварка латуни аргоном получила наибольшее распространение благодаря своей высокой эффективности и возможности получать качественные сварные соединения в любых условиях.
Особенности сварки латунных изделий в среде аргона
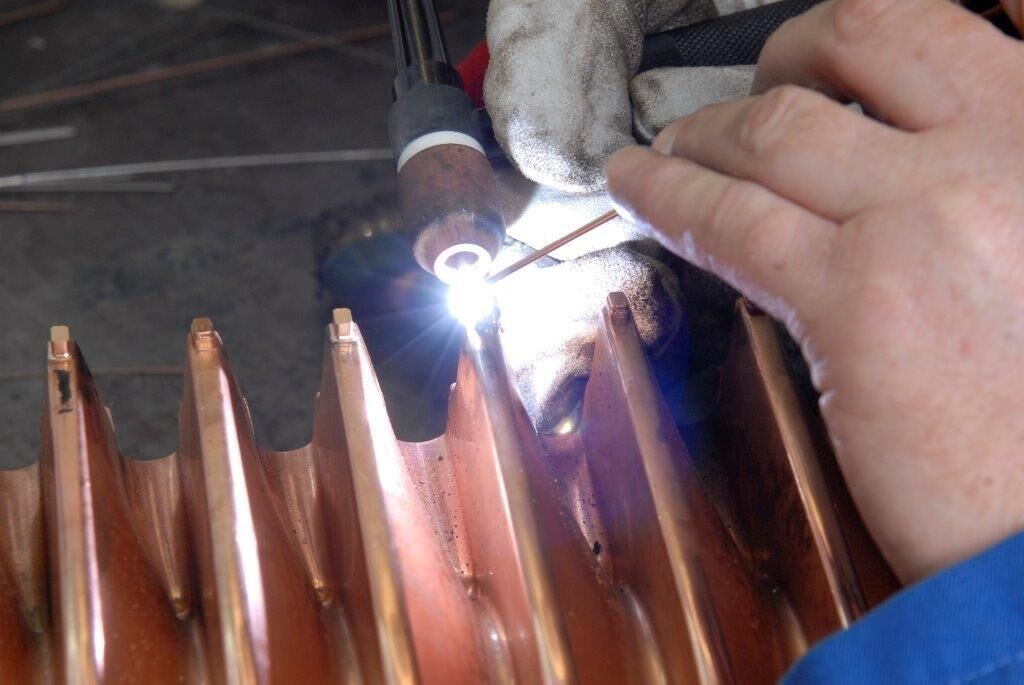
Сварка латуни, которая осуществляется в среде инертного газа аргона, используется в основном в тех случаях, когда необходимо соединить детали, толщина которых превышает 5 мм. Источником тепла при использовании данной технологии является электрическая дуга, горящая между электродом и поверхностью соединяемых деталей. Электрод фиксируется в токопроводящем зажиме горелки, через сопло которой в зону сварки подается защитный газ. Сам сварной шов формируется за счет использования присадочного материала, состав которого должен максимально соответствовать составу соединяемых изделий.
Медно-фосфорный пруток для сварки латуни
Плавление присадочного материала, подаваемого в зону выполнения сварки вручную, также обеспечивает электрическая дуга, горящая между электродом и деталями.
Прежде чем приступать к сварке латуни, необходимо тщательно очистить поверхности соединяемых деталей от загрязнений и оксидной пленки. Показателем качества такой очистки служит металлический блеск, который должен появиться на поверхности латунных изделий. Оксидная пленка с заготовок из латуни легко удаляется при помощи азотной кислоты. После такой обработки необходимо промыть поверхности горячей водой.
При сварке изделий из латуни можно услышать необычный треск: он вызывается активным выделением паров цинка. Пары цинка, кроме того, окрашивают сварочную дугу в непривычный цвет, который хорошо заметен даже на видео этого процесса.
Ориентировочные режимы сварки латуни вольфрамовым электродом
Технология сварки изделий из латуни отличается еще и тем, что соединение выполняют не сплошным швом, а отдельными валиками, аккуратно заполняя расплавленным присадочным материалом зазор между деталями на всю его глубину. Соблюдать данное требование необходимо потому, что при выполнении сплошного шва очень велик риск прожига соединяемых деталей.
Есть еще одно правило, которому необходимо следовать при сварке изделий из латуни. При заполнении присадочным материалом кратера шва надо постепенно уменьшать напряжение дуги и увеличивать ее длину, а затем просто отвести электрод в сторону. Посмотреть, как это выполняется практически, можно на обучающем видео.
Производить сварку изделий из латуни в домашних условиях можно, однако следует принимать во внимание высокую опасность паров цинка для здоровья. Именно поэтому выполнять такой процесс, если в ваших домашних условиях нет рабочего места с вытяжной вентиляцией, лучше всего на открытом воздухе. В любом случае, где бы ни проводилась сварка деталей из данного сплава, сварщику следует использовать респиратор.
Преимущества аргонодуговой сварки деталей из латуни
Аргонодуговая сварка изделий из латуни, осуществляемая неплавящимися электродами, совершенно не случайно пользуется такой высокой популярностью. Преимущества данного технологического процесса заключаются в следующем.
- Для сварки латуни в среде аргона не требуются ни электроды со специальным покрытием, которые отличаются достаточно высокой стоимостью, ни флюс.
- Данная технология соединения деталей, выполненных из латуни, является одной из самых чистых с экологической точки зрения.
- Аргонная сварка отличается высокой скоростью выполнения.
- Сварные швы, полученные при сварке аргоном, отличаются высокими эстетическими характеристиками.
- На сварных швах, выполненных по данной методике, отсутствует шлаковая корка, которую необходимо очищать.
- Кромки соединяемых латунных деталей за счет использования инертного газа надежно защищены от образования оксидных и нитридных корок.
- Струя аргона, подаваемая в зону выполнения сварки, выдувает все отходы технологического процесса.
- Данный способ сварки является универсальным: его можно использовать для соединения как мелких, так и габаритных изделий из латуни, выполнять их восстановление методом наплавки.
met-all. org
org
Подготовка материалов перед сваркой
Учитывая массу нюансов, с которыми мастер встретиться при сваривании деталей из латуни, в домашних условиях выполнить сварку будет сложно. Все же находятся умельцы, которые соединяют бронзу точно так же качественно, как и медь. Технология процесса заключается в следующем:
- Для сваривания деталей небольших толщин из латуни подогрев поверхностей не требуется, как в случае с алюминием. Это может пригодиться при работе с толстыми изделиями. Металл является менее теплопроводным, чем алюминий и медь.
- Чтобы шов был прочной по всей длине соединения, рекомендуется на листах толщиной до 1,5 мм выполнять отбортовку, чтобы присадочный материал покрывал стыкуемые части с наибольшей площадью. Если используются детали из листа более 1.5, но до 6 мм, то за счет расплавления кромок отбортовку проводить не потребуется. Для обеспечения качественного сварного соединения необходимо предусмотреть зазор не менее 1,5 мм в зависимости от толщины. При этом для достижения требуемого качества сваривания деталей проварка должна выполняться с обеих сторон.
- Работая с листами толщиной от 6 до 25 мм, потребуется в обязательном порядке выполнить предварительную подготовку торцов для сваривания. Обработка выполняется по V-образной технологии, то есть снимается кромка с каждой стороны листа, острая кромка остается тупой и составляет 3-4 мм. В таком случае делать зазоры следует аккуратно, так как при их слишком большой величине прочность соединения ухудшается, а при полном контакте детали могут деформироваться.
 При этом для достижения требуемого качества сваривания деталей проварка должна выполняться с обеих сторон.
При этом для достижения требуемого качества сваривания деталей проварка должна выполняться с обеих сторон.На этом подготовительные работы заканчиваются, можно приступать к самому процессу сварки.
Подготовка к сварке
Подготовка латунных деталей имеет много общего с подготовкой меди. Главное отличие в том, что небольшие заготовки из латуни не подвергаются предварительному нагреву. Толстые детали можно подогреть только в месте будущего шва. Такая обработка позволяет повысить качество работы и прочность всей конструкции.
Необходимо провести правильную подготовку кромок. Если толщина используемой заготовки не превышает 1,5 мм, то проводится отбортовка. Благодаря этому, в два раза возрастает толщина заготовки, из-за чего возрастает и прочность сварочного шва.
Если толщина кромок находится в диапазоне от 1,5 до 6 мм, тогда нет необходимости проводить их обработку. Но в этом случае необходимо использовать подкладки и установить зазор шириной в 2 мм.
Для металла толщиной более 6 мм применяется метод двусторонней проварки. Также в этом случае рекомендуется придать кромкам Х-образную форму, но это не всегда получается.
Оборудование для сварки латуни
Наиболее предпочтительным оборудованием для сваривания изделий из латуни являются дуговые инверторы и электроды к ним. Если у вас в наличии имеется полуавтомат, то с его помощью также можно произвести качественную работу, предварительно вооружившись подходящей проволокой.
Также потребуется баллон с инертным газом. Для выполнения подготовки свариваемых деталей потребуется механический инструмент. С его помощью снимаются фаски и притупляется кромка. Также может потребоваться газовая горелка для подогрева толстых деталей.
Для выполнения подготовки свариваемых деталей потребуется механический инструмент. С его помощью снимаются фаски и притупляется кромка. Также может потребоваться газовая горелка для подогрева толстых деталей.
Какими электродами варить латунь
- Классификация электродов
- Для цветных металлов
- Для разнородных сталей
Сварка цветных металлов имеет свои особенности, и в частности сплавы следует рассматривать порой обособленно. Так и латунь, сплав меди и цинка в условиях воздействия высоких температур в расплавленном состоянии имеет некоторые особенности как самого сплава, который из-за высокого содержания меди подвержен высокой жидкотекучести, так и соединений цинка, которые приводят к нарушению монолитной структуры сварного шва, и как следствие, его разупрочнению. Расплав латуни также весьма активно поглощает газы, в частности кислород и водород, что приводит к образованию трещин и полостей в металле сварного шва.
Электроды для сварки латуни, как правило, используются двух видов – это графитированые электроды и толстопокрытые электроды, преимущественно с покрытием ЗТ.
Выполнение сварочных работ графитовым стержнем по изделиям из латуни небольшой толщины проводится без применения присадочной проволоки на постоянном токе прямой полярности. Для изделий больших толщин сварка выполняется под флюсом. На присадочную проволоку 6-8 мм из сплава латуни (самый распространенный ЛК-80-3), наносится флюс. Как правило его состав включает 35% криолита, 50% фтористого калия, 12.5% хлоритого натрия, 2.5% древесного угля. Следует отметить, что применение угольных электродов находит более широкое применение при наплавке.
При сварке латуни металлическим толстопокрытым электродом, его стержень как правило изготовлен из латунного сплава ЛК-80-3 или сплава бронзы КМц-3-1. Типовым покрытием считается состав из 50% ферромарганца, 20% жидкого стекла, 12% полевого шпата, 10% плавикового шпата, и 8% ферросилиция. При сварке применяется постоянный ток. Объемные детали следует предварительно прокаливать до температуры 200-300°С. Также на толщинах более 5 мм, рекомендуется применять V-образную разделку кромок. При этом шов можно после остывания проковать. Для сплавов с пониженным содержанием меди проковка шва выполняется нагорячо. Если появляется вопрос, какими электродами варить латунь из отечественных можно выделить ММЗ-2, ЦБ-1, МН-4. Из зарубежных UTP-32, UTP-34, ZELLER 340M.
При этом шов можно после остывания проковать. Для сплавов с пониженным содержанием меди проковка шва выполняется нагорячо. Если появляется вопрос, какими электродами варить латунь из отечественных можно выделить ММЗ-2, ЦБ-1, МН-4. Из зарубежных UTP-32, UTP-34, ZELLER 340M.
Обязательным условием при сварке латуни является правильное предварительное прокаливание электродов. Причем, рекомендуется изначально электроды просушить около 2- часов при температуре 30°С, а затем уже прокаливать при температуре 150-250 °С в течении получаса.
В целом не зависимо от того, какие электроды использовать для сварки латуни, этот процесс является достаточно сложным и требует определенного опыта и высокой квалификации. Поэтому во многих случаях используется газовая сварка. При этом нужно избегать наличия водорода в струе горелки, и использовать пламя с избытком кислорода. Возможно также применение аргонодуговой сварки вольфрамовым электродом, при этом стоит использовать присадку в виде бронзового прутка для простых латунных сплавов, а для более сложных сплавов следует использовать присадочную проволоку из сплава, идентичному свариваемым деталям.
Электроды для сварки кузова автомобиля Сварочные электроды цт-15 Электроды для бронзы Сварка меди
Пошаговое описание процесса сварки
- Сначала необходимо подготовить свариваемые детали: снять фаску, отбортовать.
- Для более качественного схватывания металла поверхности можно обезжирить.
- Толстые детали рекомендуется прогреть до температуры порядка 300 градусов.
- Начинается сам процесс сваривания. Двигаться необходимо снизу вверх небольшим точками, прерывисто.
- Необходимо следить за тем, чтобы проволока подавалась равномерно и с достаточной скоростью, что определяется опытным путем.
- Сварка выполняется в один проход с двух сторон соединяемых деталей.
- После каждого прогона при помощи щетки удаляется шлам, контролируется место стыка на предмет пористости.
При соблюдении технологии, качество сварного соединения существенно увеличивается.
Как сварить латунь – Сварочный штаб
Латунь — это общий термин для сплавов меди и цинка. Сварка латуни может быть немного сложной, так как количество цинка в составе значительно влияет на температуру плавления. Латунь часто используется в изделиях с низким коэффициентом трения, таких как украшения и музыкальные инструменты. Продолжайте читать, чтобы узнать
Сварка латуни может быть немного сложной, так как количество цинка в составе значительно влияет на температуру плавления. Латунь часто используется в изделиях с низким коэффициентом трения, таких как украшения и музыкальные инструменты. Продолжайте читать, чтобы узнать
Латунь обычно имеет температуру плавления в диапазоне от 900 до 940 градусов по Фаренгейту, что облегчает литье несколькими способами. Вы можете успешно паять серебряным припоем, а также успешно сваривать MIG и TIG латунь, предоставляя вам множество вариантов. Однако вам нужно позаботиться о том, чтобы выбрать правильный защитный газ, поскольку материал может стать пористым и растрескиваться при разделении сплавов.
Использование латуни
Латунь обладает такими свойствами, как электропроводность, твердость, коррозионная стойкость, теплопроводность и обрабатываемость, которые делают ее очень востребованной. Поскольку это материал с низким коэффициентом трения, он часто используется в фитингах и инструментах для размещения рядом с легковоспламеняющимися или взрывоопасными материалами. Он также используется в различных электрических и сантехнических устройствах, а также в гильзах и клапанах боеприпасов.
Он также используется в различных электрических и сантехнических устройствах, а также в гильзах и клапанах боеприпасов.
Его яркий золотистый цвет делает его популярным вариантом для декоративного использования. Он широко используется в музыкальных инструментах, которые требуют высокой работоспособности и долговечности.
Как приварить латунь к латуни?
Латунь — не самый простой материал для сварки. Тем не менее, мы можем помочь вам сделать это легко, если вы выполните несколько простых шагов.
Перед тем, как приступить к сварке, обязательно узнайте процентное содержание цинка в материале, с которым вы имеете дело. Это особенно важно для создания успешных сварных швов, поскольку цинк имеет более низкую температуру плавления, чем медь. Перегрев сплава может привести к пористому сварному шву и растрескиванию.
Используйте оксиацетилен для эффективной защиты материала от атмосферы. Цинк, в частности, агрессивно реагирует с окружающей средой и выделяет токсичные пары. Неэффективное экранирование также может привести к образованию пористых сварных швов, что становится основной причиной брака.
Неэффективное экранирование также может привести к образованию пористых сварных швов, что становится основной причиной брака.
При работе с латунью вам понадобится флюс, чтобы улучшить сплавление металлов. Для этого вы смешаете флюс с водой, чтобы получилась паста. Затем вам нужно покрыть латунные поверхности, которые вы свариваете, флюсовой пастой. Убедитесь, что вы используете флюс для пайки, специально разработанный для работы с газообразным оксиацетиленом.
Создайте барьер, поддерживая низкий уровень ацетилена и увеличивая подачу кислорода. Это обеспечит достаточное количество кислорода для образования покрытия на латуни. Покрытие предотвращает утечку вредных паров во время сварки.
При сварке латуни к латуни убедитесь, что вы выбрали сварочный наконечник большего размера, чем при сварке латуни со сталью. Для первой процедуры вам понадобится более высокая теплопроводность.
Сварка латуни MIG
При использовании процедуры сварки латуни в среде инертного газа с особым вниманием к выбору правильной присадочной проволоки. Использование неправильного присадочного металла может привести к обесцвечиванию сварного шва, что недопустимо по отраслевым стандартам.
Использование неправильного присадочного металла может привести к обесцвечиванию сварного шва, что недопустимо по отраслевым стандартам.
Медь и цинк являются двумя основными компонентами всех латунных материалов. Идеальной присадочной проволокой для подбора цвета является CuAI8 для большинства процессов MIG. Он состоит из меди и содержит 8% алюминия. Это не обеспечит идеального совпадения цветов, но считается приемлемым.
Невозможно найти идеально подходящую присадочную проволоку для сварки MIG. Для этого присадочный металл должен состоять из значительного количества цинка. Из-за высоких температур дуги цинк выгорает, нарушая весь процесс сварки.
При сварке латуни методом MIG соблюдаются в основном те же правила, которые типичны для процедуры сварки. Вам нужно будет использовать защитный газ, который состоит из аргона и CO2 или чистого аргона. Использование смеси аргона и углекислого газа в соотношении 75/25 дает идеальные результаты.
Отсутствие достаточного количества защитного газа приведет к испарению цинка с образованием оксида цинка при нагревании. Вновь образовавшийся газ будет выделяться в виде токсичных паров, не подходящих для сварщика.
Вновь образовавшийся газ будет выделяться в виде токсичных паров, не подходящих для сварщика.
Чтобы уменьшить образование оксида цинка, сварщики рекомендуют делать площадь сварного шва короткой. Вы можете сделать это, выбрав технику стыковой сварки вместо одного непрерывного соединения. Это дает расплавленной сварочной ванне некоторое время для охлаждения, гарантируя, что материал не подвергается постоянному воздействию тепла в течение длительного времени.
Сварка TIG латуни
Латунь как материал имеет высокий уровень теплопроводности. Цинк в материале имеет очень низкую температуру плавления. Часто во время сварки TIG расплавленный цинк вскипает и перескакивает на электрод, что может остановить весь процесс.
Для эффективной сварки латуни методом TIG рекомендуется использовать инвертор переменного тока с частотой импульсов 30 секунд в секунду. Мы рекомендуем использовать минимальное количество тепла, необходимое для запуска сварочной ванны. Вы должны снимать тепло с материала каждые несколько секунд, чтобы наблюдать за бассейном. Это гарантирует, что вы не перегреете основной металл.
Это гарантирует, что вы не перегреете основной металл.
При сварке TIG сварка получается не очень красивой. Вам нужно будет обработать его, чтобы конечный продукт не выглядел так уродливо. После завершения сварки убедитесь, что нагретая область защищена аргоном. Это позволит металлу полностью остыть. Если вы подвергаете нагретый материал воздействию атмосферы, это может вызвать пористость, разрушающую соединение.
Используйте сварочные прутки CuSn6 для получения наилучших результатов с точки зрения цветового соответствия при сварке TIG медных и цинковых сплавов. Результат не будет точным совпадением. Тем не менее, это самое близкое, что вы можете получить.
При сварке латуни MIG и TIG почти невозможно добиться идеального совпадения цветов. Если цвет имеет важное значение, мы предлагаем вам вместо этого выбрать метод сварки пламенем.
Пламенная сварка латуни
При пламенной сварке латуни с использованием присадочной проволоки CuZn39Sn вы получите наилучший результат с точки зрения цвета. Есть три основных пламени, которые вы можете использовать при сварке пламенем.
Есть три основных пламени, которые вы можете использовать при сварке пламенем.
Нейтральное
Нейтральное пламя не оказывает химического воздействия на заготовку.
Науглероживание
Пламя науглероживания не подходит для металлов, поглощающих углерод, так как при этом образуется карбид железа. Такое пламя вызовет химическое изменение стали и железа.
Окислительное
Окислительное пламя несет больше тепла, чем два других. Он идеально подходит для сварки меди и цинка, что делает его идеальным выбором для сварки латуни.
Сварка латуни пламенем сложнее, так как требует постоянного наблюдения за расплавленной лужей. Вы будете постоянно контролировать воздействие пламени на материал, чтобы определить количество избыточного кислорода, необходимого для процедуры.
Защитное оборудование
Поскольку цинк может шипеть и разбрызгиваться, вам необходимо надеть защитные сапоги и перчатки, чтобы не обжечься. С Brass вы рискуете образовать токсичный дым, поэтому вам следует использовать экстрактор дыма, чтобы защитить себя от выбросов вредных газов.
При сварке MIG или TIG убедитесь, что вы носите превосходную маску с автоматическим затемнением и надлежащей вентиляцией воздуха. Дуга, образующаяся при этих процедурах, очень яркая и может привести к необратимому повреждению глаза, если вы не будете соблюдать осторожность.
Похожие вопросы
Легко ли сваривается латунь?
Латунь нелегко плавить из-за присутствия цинка. Цинк плавится быстрее, чем медь и другие элементы, присутствующие в материале. Расплавленный цинк вступает в реакцию с атмосферой с образованием оксида цинка, который очень вреден при вдыхании.
Вы должны быть осторожны при выборе защитного газа при сварке латуни. Убедитесь, что вы выбрали тот, который обеспечивает достаточное покрытие и защиту металла. Не отключайте подачу газа до тех пор, пока сварной шов полностью не остынет для обеспечения оптимальной защиты.
Убедитесь, что вы постоянно контролируете подачу тепла. Слишком много тепла может разрушить основной металл и вызвать разделение материалов в сплаве. Все эти технические особенности делают латунь трудно свариваемым материалом.
Все эти технические особенности делают латунь трудно свариваемым материалом.
Можно ли сваривать латунь MIG?
Да, вы можете сваривать латунь MIG при условии использования смеси аргона и углекислого газа в качестве защитного газа. Вам также нужно будет использовать правильную присадочную проволоку, чтобы обеспечить максимально точное соответствие цвета. Мы рекомендуем при сварке MIG использовать технику сварки стежком, чтобы можно было регулировать подачу тепла.
Можно ли сваривать сталь с латунью?
Из-за очень разных точек сварки вы не можете сварить латунь и сталь вместе, так как это становится довольно сложно. Однако вы можете использовать технику пайки, чтобы соединить два материала вместе.
Пайка — это процесс соединения металлов, при котором два разных материала сплавляются и объединяются с помощью присадочного металла. С латунью и сталью вам нужно будет использовать присадочный стержень из кремниевой бронзы.
О Пьере Янге
Здравствуйте, я Пьер Янг, сертифицированный сварщик AWS. Сваркой я занялся в 2009 году как подработку. С тех пор я занимаюсь всевозможными сварными швами – и для работы, и для удовольствия. Погружаясь в это замечательное хобби, я на собственном опыте узнал, какие сварочные приспособления работают, а какие нет. Welding Headquarters — это сайт, на котором я делюсь всем, что узнал.
Сваркой я занялся в 2009 году как подработку. С тех пор я занимаюсь всевозможными сварными швами – и для работы, и для удовольствия. Погружаясь в это замечательное хобби, я на собственном опыте узнал, какие сварочные приспособления работают, а какие нет. Welding Headquarters — это сайт, на котором я делюсь всем, что узнал.
Как паять водопроводные краны | Главная Путеводители
Крис Дезиэль
Припаять латунные вентили к медным водопроводным трубам легко, если вы сделаете это правильно с первого раза, но могут возникнуть проблемы, если вам придется переделывать. Когда металл достигает надлежащей температуры, сантехнический припой проникает в соединение между трубой и клапаном под действием капиллярных сил и образует водонепроницаемое уплотнение при охлаждении. Однако, если труба недостаточно горячая, когда вы наносите припой, соединение, вероятно, будет протекать, и для устранения проблемы обычно требуется разборка и повторная пайка соединения. Чтобы избежать этого, убедитесь, что влага внутри трубы может выйти, когда она превратится в пар.
Выключите и убедитесь, что вода не течет внутри какой-либо трубы, прежде чем пытаться припаять к ней вентиль. Если вы устанавливаете клапан на существующую линию подачи, перекройте подачу воды в эту линию. Если на линии еще нет специального клапана, перекройте главный водяной клапан в доме.
Врежьте труборезом существующую подводящую трубу. Поставьте под ним ведро, чтобы собирать воду, которая будет вытекать после того, как вы сделаете надрез. Откройте любые другие краны или клапаны, подсоединенные к трубе, и подождите, пока вся вода не стечет из разрезанных труб. Оставьте краны и клапаны открытыми, пока будете припаивать новый клапан.
Зачистите концы труб проволочной щеткой. Некоторые труборезы имеют для этой цели прикрепленную щетку. Если медь окислилась и почернела или позеленела, счистите щеткой окисление с концов труб и восстановите естественный блестящий цвет.
Обильно нанесите флюс на концы труб и входы латунного клапана с помощью кисточки, которая входит в комплект поставки флюса.
Если вы устанавливаете встроенный клапан, а не латунный кран, вам, возможно, придется отрезать небольшой участок от одной из труб, чтобы вы могли соединить трубы вместе с клапаном между ними. Если это так, не забудьте удалить заусенцы с только что разрезанной трубы и смахнуть окисление с ее поверхности перед нанесением флюса.Соберите клапан на трубы, убедившись, что не менее 1/2 дюйма трубы входит внутрь каждого входного отверстия клапана. Перед началом пайки убедитесь, что клапан открыт.
Зажгите пропановую горелку и отрегулируйте пламя, пока оно не станет синим, тонким как карандаш и длиной около 6 дюймов. Держите кончик горелки примерно в 2 дюймах от сустава и держите его там. Когда металл достигает нужной температуры, флюс становится черным, начинает пузыриться и дымить. В этот момент уберите пламя и прикоснитесь наконечником катушки бессвинцового припоя к соединению.
Проведите кончиком припоя по всему периметру трубы, пока припой не расплавится и не исчезнет внутри соединения.
Работайте быстро, чтобы металл не остыл ниже температуры, необходимой для расплавления припоя, прежде чем вы закончите. Если вы припаиваете встроенный клапан, нагрейте другое соединение и нанесите припой таким же образом.Дайте трубе остыть, затем включите воду и осмотрите соединения на наличие утечек с клапаном в открытом и закрытом положениях.
 Если вы устанавливаете встроенный клапан, а не латунный кран, вам, возможно, придется отрезать небольшой участок от одной из труб, чтобы вы могли соединить трубы вместе с клапаном между ними. Если это так, не забудьте удалить заусенцы с только что разрезанной трубы и смахнуть окисление с ее поверхности перед нанесением флюса.
Если вы устанавливаете встроенный клапан, а не латунный кран, вам, возможно, придется отрезать небольшой участок от одной из труб, чтобы вы могли соединить трубы вместе с клапаном между ними. Если это так, не забудьте удалить заусенцы с только что разрезанной трубы и смахнуть окисление с ее поверхности перед нанесением флюса. Работайте быстро, чтобы металл не остыл ниже температуры, необходимой для расплавления припоя, прежде чем вы закончите. Если вы припаиваете встроенный клапан, нагрейте другое соединение и нанесите припой таким же образом.
Работайте быстро, чтобы металл не остыл ниже температуры, необходимой для расплавления припоя, прежде чем вы закончите. Если вы припаиваете встроенный клапан, нагрейте другое соединение и нанесите припой таким же образом.Каталожные номера
- Мелкое домостроение: паяльная медная труба
- Домашний склад: флюс и припой
Советы
- Некоторые сантехники любят очищать паяные соединения, обмакивая каждый шов тряпкой во флюс и протирку. горячий. В этом случае наденьте кожаные перчатки, чтобы защитить руки.
- Если внутри труб есть влага, набейте их белым хлебом перед пайкой. Он впитает влагу и растворится, когда работа будет сделана и трубы будут заполнены водой.
Предупреждения
- Защитите деревянный каркас, гипсокартон или любой другой легковоспламеняющийся материал вблизи стыка теплозащитным экраном.
