Как указывается на чертеже резьба: Как обозначается на чертеже резьба различного назначения
alexxlab | 29.09.1984 | 0 | Разное
Обозначение резьбы на чертежах по ГОСТу – основные виды и маркировка
Согласно ГОСТу, обозначения резьбы на чертежах и непосредственно на изделиях могут быть нанесены в метрической и дюймовой системе. В основном разница зависит от назначения того или иного элемента. Также в зависимости от направления витков соединительные детали могут быть левые или правые. Отдельной категорией является червячная передача.
Содержание
- Основная информация и сферы применения
- Геометрические параметры
- Метрическая и дюймовая
- Коническая, круглая и трапецеидальная резьба
- Инструменты для нарезания
Чаще всего резьбовое соединение изготавливается в метрической системе. Размеры резьбы могут быть абсолютно разными. Витки наносятся на наружные или внутренние поверхности какого-либо элемента цилиндрической формы. Именно такой вид имеют наиболее распространённые крепёжные детали:

Любая из этих деталей имеет сбег резьбы. На многих технических специальностях обучение черчению начинается с изображения разреза и профиля болта. Такие эскизы присутствуют и в документации по технической эксплуатации приборов.
Изделия с конической формой с метрическим типом резьбы нужны в тех случаях, когда соединению требуется высокая герметичность. Профиль под углом позволяет не использовать дополнительные уплотнители. Такой вид с успехом себя зарекомендовал во время монтажа трубопроводов, по которым движутся жидкости и газы. Трубная резьба при невысоком давлении среды отлично справляется с задачей без прокладок. Также конический тип применяется при создании крышек для различных ёмкостей для герметизации отверстия.
Существует и менее распространённый тип резьбы. Он называется ленточным (прямоугольным). Такой вид применяется в основном в машиностроении.
Метрический тип соединений имеет ряд таких параметров:

Чтобы понять, что такое шаг резьбы, достаточно взглянуть на обычный болт (неважно, шестигранная головка или стандартная). Это расстояние между отдельными витками. Есть и другие параметры, благодаря которым метрические соединения подразделяются на виды, имеющие свои условные обозначения из букв и цифр.
Резьбовые соединения получили огромную популярность из-за большого количества преимуществ, среди которых:
Из недостатков можно выделить неравномерность распределения номинальной нагрузки по всей ширине и длине витков. Если часто разбирать и собирать конструкцию, то это ускоряет износ элементов. Чтобы продлить срок службы, желательно каждый раз снимать фаску на глубину повреждения, но это применимо не во всех случаях.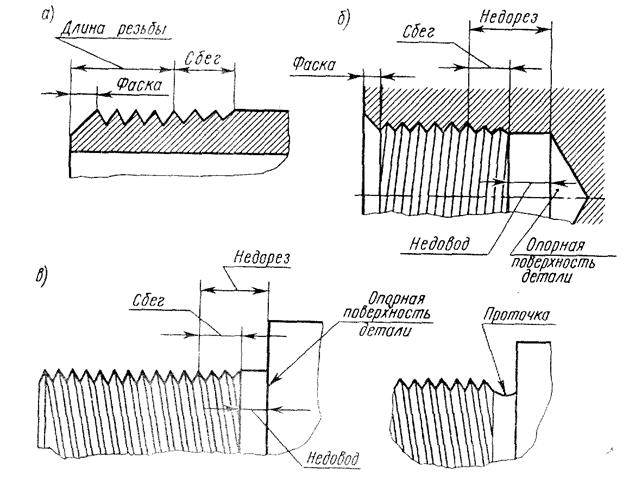 Также детали с разным шагом не подойдут друг к другу.
Также детали с разным шагом не подойдут друг к другу.
Геометрические параметры
У резьбовых деталей есть большое количество различных геометрических параметров, которые полностью характеризуют изделие. В упрощённом виде они выглядят следующим образом:
 Во втором случае для обозначения используется буква P.
Во втором случае для обозначения используется буква P.Все виды резьбовых креплений стандартизованы. ГОСТы определяют шаг, угол, размеры и так далее. Всего этих стандартов насчитывается 15.
Также есть классификация резьбовых стыков. Она основана на геометрических параметрах, расположении значимых элементов на изделии и сфере применения.
Типы конструкций и их обозначения:
Каждый из этих элементов используется в различных областях промышленности.
Все типы соединений необходимы в современном мире.
 Все типы соединений необходимы в современном мире.
Все типы соединений необходимы в современном мире.Метрическая и дюймовая
Метрическая резьба изготавливается на основании нормативов, прописанных в ГОСТ 8724–2002 . Зачастую такой тип используется для создания крепежей. Этот вид может применяться в качестве ходовой, если были соблюдены определённые условия.
Основой для метрического типа служит равносторонний треугольник, угол которого у основания составляет 60 градусов. Изготовленная резьба может иметь от одного до нескольких заходов. Второй вариант используется тогда, когда нужно увеличить прочность сочленения.
Сейчас производят изделия с сечением до 600 мм и шагом витков до 6 мм. Небольшие используются в тех случаях, когда нужно сделать разъёмное крепление на тонких стенках устройства. Этот вид очень распространён в автомобилестроении.
Резьба может быть левой или правой. Сначала указывается буква М, которая обозначает, что изделие выполнено в соответствии с метрической системой. После этого указывается размер и шаг в миллиметрах.
Сначала указывается буква М, которая обозначает, что изделие выполнено в соответствии с метрической системой. После этого указывается размер и шаг в миллиметрах.
Дюймовая система в основном используется при изготовлении трубопроводных фитингов и арматур. Маркировка наносится как на пластиковые, так и на металлические изделия. Все требования прописаны в ГОСТ 6111–52 . В этом нормативном документе есть таблицы с размерами и шагом для конкретного вида. Все обозначения в дюймах.
Коническая, круглая и трапецеидальная резьба
Конические детали отличаются от обычных тем, что на их поверхность наносится конусная резьба. Угол равняется 1/16. Такие изделия применяются при необходимости герметизации соединений. Производители должны соблюдать требования, прописанные в ГОСТ 25229–85 . Для обозначения деталей применяется буквенная маркировка МК. После этого уже идут числовые параметры, которые соответствуют геометрическим показателям.
Круглый профиль используется при изготовлении различных трубопроводных кранов и другой запорной арматуры. Все нормативы для этого вида можно узнать из ГОСТ 13536–68 . В документации, на чертежах и схемах применяется обозначение из букв Кр. Угол возле вершины витков равняется 30 градусам.
Все нормативы для этого вида можно узнать из ГОСТ 13536–68 . В документации, на чертежах и схемах применяется обозначение из букв Кр. Угол возле вершины витков равняется 30 градусам.
Особенность трапецеидальных резьб заключается в том, что они являются самонарезающими. Во время перемещения гайки создаётся очень высокая сила трения. Благодаря этому не требуется дополнительная фиксация. Изделия такого типа производятся в размерах 8−640 мм. Шаг нанесения витков варьируется от 1,5 до 12 мм. Все требования к готовым деталям прописаны в ГОСТе 24738−81.
Инструменты для нарезания
Для нарезания внутренней резьбы используется метчик. Это специальный винт, который имеет твёрдые режущие кромки. Состоит этот инструмент из рабочей части и хвостовика, предназначенного для фиксации в воротке. Устройство бывает ручным и машинным.
Комплектация слесарного набора:

Маркируется изделие точно так же, как и болты. То есть имеет буквенное и циферное обозначение. Но также он имеет и риски, показывающие его тип (черновой, средний, чистовой).
Перед началом нарезания нужно обязательно сначала сделать отверстие, которое будет иметь немного меньший диаметр. Во время работы инструмент необходимо держать перпендикулярно и добавлять смазку в зону нарезания. Через каждые несколько витков метчик следует выкручивать, чтобы убрать накопившуюся металлическую стружку. Это очень удобно делать при помощи небольшого специального ёршика.
В промышленных масштабах наружная резьба делается на станке. Для домашних потребностей применяются плашки, которые бывают:

Сама плашка внешне очень похожа на обычную гайку, внутри которой находятся режущие кромки. Инструмент может быть предназначен для нарезания метрической или дюймовой резьбы.
Предыдущая
ЧерчениеИнженерная графика для чайников – основы теории и требования к чертежам
Следующая
ЧерчениеТеодолитный ход – виды, назначение и вычисление
|
Навигация: Главная Случайная страница Обратная связь ТОП Интересно знать Избранные Топ: Динамика и детерминанты показателей газоанализа юных спортсменов в восстановительном периоде после лабораторных нагрузок до отказа. Выпускная квалификационная работа: Основная часть ВКР, как правило, состоит из двух-трех глав, каждая из которых, в свою очередь… Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы… Интересное: Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом… Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны… Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными… Дисциплины: Автоматизация Антропология Археология Архитектура Аудит Биология Бухгалтерия Военная наука Генетика География Геология Демография Журналистика Зоология Иностранные языки Информатика Искусство История Кинематография Компьютеризация Кораблестроение Кулинария Культура Лексикология Лингвистика Литература Логика Маркетинг Математика Машиностроение Медицина Менеджмент Металлургия Метрология Механика Музыкология Науковедение Образование Охрана Труда Педагогика Политология Правоотношение Предпринимательство Приборостроение Программирование Производство Промышленность Психология Радиосвязь Религия Риторика Социология Спорт Стандартизация Статистика Строительство Теология Технологии Торговля Транспорт Фармакология Физика Физиология Философия Финансы Химия Хозяйство Черчение Экология Экономика Электроника Энергетика Юриспруденция |
⇐ ПредыдущаяСтр 2 из 2 Стандарты, устанавливающие параметры резьбы, предусматривают также ее условное обозначение на чертеже, которое, как правило, включает указываемую в определенной последовательности информацию (буквенную и цифровую), содержащую следующие сведения. 1)Тип резьбы,например: М –метрическая цилиндрическая; Tr –трапецеидальная; S – упорная; G – трубная цилиндрическая; R – трубная коническая наружная; RC – 2)Номинальный диаметр резьбыd В обозначении метрической, трапецеидальной, упорной и специальных резьб число, стоящее за ее буквенным обозначением, показывает величину наружного диаметра резьбы в миллиметрах, например, Ml6, Тr24. Исключением является дюймовая резьба, обозначаемая величиной наружного диаметра в дюймах, например, 1 1∕2” (1 “=25,4мм). При обозначении на чертежах трубной цилиндрической и трубной конической резьб диаметр резьбы указывают также в дюймах, но без надстрочных индексов, например, G 1 1∕2 R 3∕4, при этом размер трубной резьбы в дюймах указывает внутренний диаметр трубы (величину условного прохода Dy). кой на сплошной основной линии резьбы, как показано в табл.2, п.3. 3)Шаг резьбы Мелкий шаг метрической резьбы, а также мелкий шаг трапециидальной, упорной и специальных резьб указывают через знак «х», так как такой шаг может быть различным при одном и том же наружном диаметре резьбы, или нестандартным в случае специальных резьб. Величина шага не входит в обозначение метрической резьбы с крупным шагом, так как каждому наружному диаметру резьбы соответствует только одно значение крупного шага. Так, для метрической резьбы с наружным диаметром 20мм, существует только один крупный шаг, равный 2,5мм. Например: М20 – резьба метрическая с номинальным (наружным) диаметром 20мм и крупным шагом; М20х1,5 – резьба метрическая с номинальным диаметром 20мм и мелким шагом 1,5мм; М20х1, М20х0,75 и др. 4)Число заходов резьбы Многозаходную резьбу обозначают буквой, показывающей тип резьбы, номинальным диаметром, величиной хода и буквой Р с числовым значением шага (в скобках), например: Тr32х12(Р6) – резьба трапецеидальная с номинальным диаметром 32мм, двухзаходная с величиной хода 12мм при шаге 6мм (число заходов равно величине хода, поделенной на шаг). 5)Направление резьбы Правая резьба на чертежах не указывается. Левая резьба обозначается буквами LH, например: S20xl,5 LH – резьба упорная с наружным (номинальным) диаметром 20мм, шагом 1,5мм, левая. 6)Специальные резьбы При обозначении специальных резьб перед указанием типа резьбы ставят буквы Сп , например: Сп Тr 50×5 – резьба специальная, трапецеидальная, однозаходная, наружный диаметр резьбы – 50мм, шаг – 5мм. В данном случае резьба является специальной, так как при стандартных профиле и наружном диаметре имеет нестандартный шаг (стандартные шаги для диаметра 50 – 3, 8, 12). Примеры условного изображение и обозначения резьбы на чертежах представлены в табл. 2 и на рис. 6,7.
Рис.6 Условное изображение цилиндрической резьбы
Рис. 7 Изображение конической резьбы и резьбового соединения Классификация резьб Таблица 1
Типы резьб Таблица 2
⇐ Предыдущая12 Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства… Папиллярные узоры пальцев рук – маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни… Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим… Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰). |
 ..
..
 Поэтому размер трубной резьбы указывают не размерными линиями и числами, как это принято для остальных типов резьб, а размерными числами на полке линии – выноски, заканчивающейся стрел-
Поэтому размер трубной резьбы указывают не размерными линиями и числами, как это принято для остальных типов резьб, а размерными числами на полке линии – выноски, заканчивающейся стрел-

 ..
..Инженерная графика
2.3 Соединения деталей
Соединения деталей могут быть разъемными и неразъемными.
Разъемные : резьбовые, шпоночные, шплинтовые и другие.
Неразъемные : сварные, паяные, клееные, сшивные и другие.
Соединения на чертежах изображают в соответствии с требованиями ГОСТ 2.311 – 68, 2.312 – 72, 2..313 – 82…
2.4 Изображение резьбы и резьбовых соединений
2.4.1 Общие сведения о резьбе
Резьба образуется при винтовом
перемещении некоторой плоской фигуры, задающей профиль резьбы . Фигура находится
в одной плоскости с осью цилиндрической или конической поверхности, по которой
профиль совершает свое движение.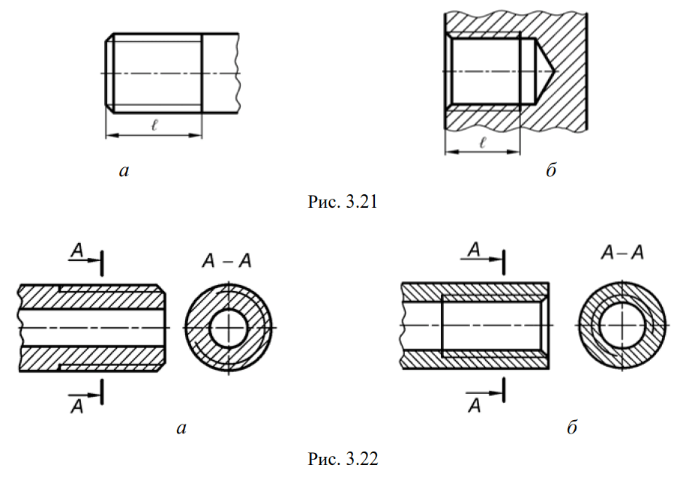 Ось поверхности называется осью резьбы.
Профили некоторых резьб приведены в (таблице1).
Ось поверхности называется осью резьбы.
Профили некоторых резьб приведены в (таблице1).
Часть резьбы, образованную при одном повороте профиля вокруг оси, называют витком. При этом все точки производящего профиля перемещаются параллельно оси на одну и ту же величину, называемую ходом резьбы.
Резьбу, образованную движением одного профиля , называют однозаходной, образованную движением двух, трех одинаковых профилей или более – многозаходной.
Шагом резьбы Р называют расстояние между соседними одноименными боковыми сторонами профиля резьбы , измеренное в направлении, параллельном оси резьбы .Очевидно, у однозаходной резьбы ход равен шагу – (рисунок 2.7,а), у многозаходной – ход равен шагу, умноженному на число заходов — – (рисунок 2.7 ,б) .
Винтовая линия бывает правой
и левой, поэтому и резьба образуется правой и левой. Так как применяется
преимущественно правая резьба , то на чертеже оговаривают только левую ,
добавляя к обозначению резьбы надпись “ LH “.
Так как применяется
преимущественно правая резьба , то на чертеже оговаривают только левую ,
добавляя к обозначению резьбы надпись “ LH “.
Резьбу изготавливают или режущим инструментом с удалением слоя материала, или накаткой путем выдавливания. При выводе инструмента из металла резьба как бы сходит на нет , образуя сбег резьбы.
Длиной резьбы называют длину участка поверхности, на котором образована резьба, включая сбег резьбы и фаску.
Как правило , на чертежах указывается только длина резьбы с полным профилем – (рисунок 2.8, а) .
Если резьбу выполняют до некоторой поверхности, не позволяющей премещать инструмент до упора к ней, то образуется недовод резьбы – (рисунок 2.8 б,в) .
Сбег плюс недовод образуют недорез резьбы.
Если требуется изготовить
резьбу полного профиля, без сбега , то для вывода резьбообразующего инструмента
делается проточка. Размеры проточек стандартизованы ( ГОСТ 10549-80 ).
Размеры проточек стандартизованы ( ГОСТ 10549-80 ).
На (рисунке 2.8,г) изображена проточка для наружной резьбы.
Линии проточки не должны совпадать с линиями резьбы.
2.4.2 Изображение резьбы на чертежах
Построение точного изображения витков резьбы требует большой затраты времени, поэтому оно применяется в редких случаях. Как правило , на чертеже резьбу изображают условно, независимо от профиля резьбы , а именно : резьбу на стержне – сплошными основными линиями по наружному диаметру резьбы и сплошными тонкими по внутреннему на всю длину резьбы, включая фаску в соответствии с (рисунком 2.9 , а) .
На видах , полученных проецированием
на плоскость, перпендикулярную оси стержня, по внутреннему диаметру резьбы
проводят дугу сплошной тонкой линией , приблизительно равную ¾ окружности
и разомкнутую в любом месте.
На изображениях резьбы в отверстии сплошные основные и сплошные тонкие линии меняются местами – (рисунок 2.9, б) .
Фаски на стержне с резьбой и в отверстии с резьбой, не имеющие специального конструктивного назначения, в проекции на плоскость, перпендикулярную оси стержня или отверстия, не изображают.
Границу резьбы на стержне и в отверстии проводят в конце полного профиля резьбы, до сбега, основной линией ( или штриховой, если резьба изображена как невидимая ), которую проводят до линий наружного диаметра резьбы в соответствии с (рисунком 2.9 , в).
Расстояние между линиями, изображающими наружный и внутренний диаметры резьбы, не должно быть менее 0,8 мм ( ГОСТ 2.303 – 68 ) и не больше шага резьбы.
Сбег резьбы на производственных
чертежах показывают относительно редко.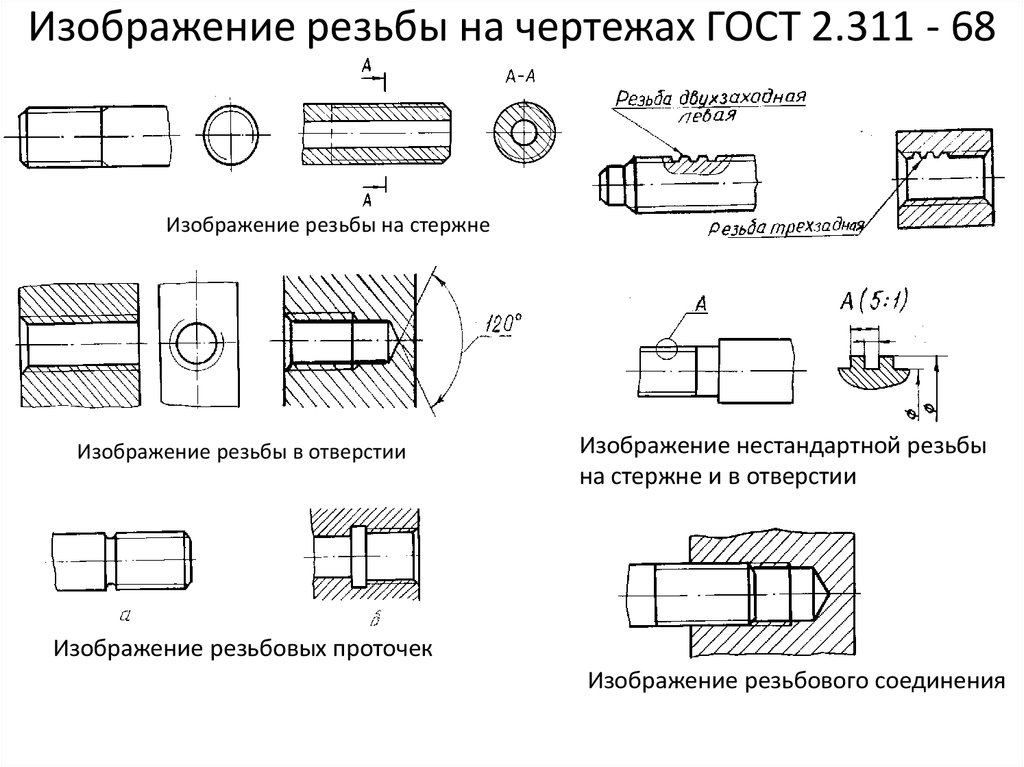 На учебных чертежах изображать сбег
не надо.
На учебных чертежах изображать сбег
не надо.
* Cледует твердо запомнить правило: в резьбовых соединениях, изображенных на разрезе, резьба стержня закрывает резьбу отверстия . Разрез резьбового соединения показан на (рисунке 2.10).
* Обратите особое внимание на то, что на разрезах штриховка доводится до сплошных основных линий.
Более подробные сведения об изображении резьбы приведены в ГОСТ 2.311-68.
2.4.3 Обозначение резьбы
Стандартные резьбы подразделяются на резьбы общего назначения и специальные.
В свою очередь резьбы общего назначения подразделяются на крепежные – (таблица 1, п.п. 1, 2), и ходовые, называемые также кинематическими – (таблица 1, п.п. 3, 4) .
В (таблице
2) приведены условные обозначения резьб общего назначения.
Прямоугольная резьба не стандартизована. При ее применении на чертеже указываются все необходимые для изготовления размеры – (рисунок 2.11) .
* Следует запомнить, что метрическую резьбу выполняют с крупным ( единственным для данного диаметра резьбы ) и мелким шагами. Значений мелкого шага для данного диаметра резьбы может быть несколько. Например, для резьбы с номинальным диаметром 20 мм крупный шаг равен 2,5 мм, а мелкий может иметь следующие значения: 2; 1,5; 1; 0,75; 0,5 мм. Поэтому в обозначении метрической резьбы крупный шаг не указывается, а мелкий указывается обязательно. Диаметр и шаги метрической резьбы установлены ГОСТ 8724-81.
В обозначениях резьб всегда
указывается наружный диаметр резьбы, его можно наносить по любому варианту
из указанных на (рисунке 2.12),
где знаком “ * “ отмечены допускаемые места нанесения обозначений.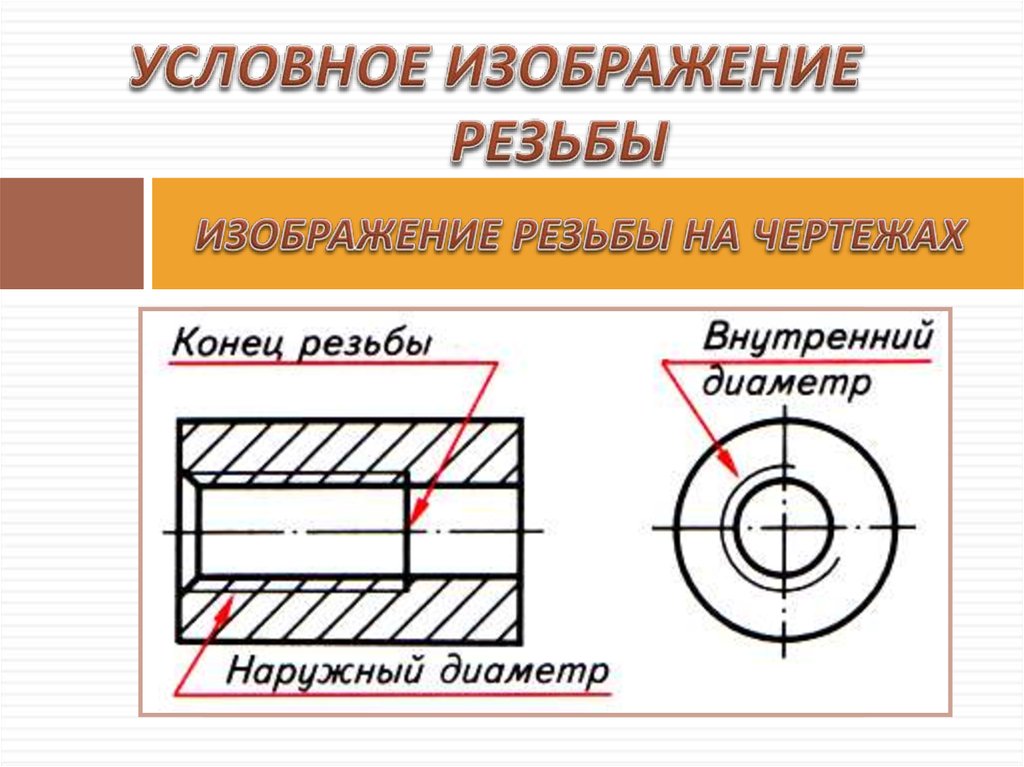
обозначение на чертеже, применение, отличия от правой
Ходовые резьбы
В некоторых случаях предназначение рассматриваемой поверхности заключается в не креплении деталей, а обеспечении плавного хода в определенном диапазоне. К особенностям подобных изделий можно отнести следующие моменты:
- Профиль имеет форму, которая обеспечивает плавный ход. Для этого создается поверхность с наименьшим количеством углов.
- Как правило, рабочая часть длинная, в начале и в конце есть ограничители хода.
- Применяемый материал при создании заготовки должен обладать высокой износостойкостью.
Встречаются подобные изделия сегодня крайне редко, так как их надежность и срок службы относительно невысокие.
Причины, по которым стоит приступать к откручиванию гайки ступицы ваз 2110
Основная причина – неисправность ходовой части автомобиля, и промедления не приветствуются. Возникшие неполадки провоцирует проблемы с гайкой ступицы. Если она повреждена, то автомобиль будет водить со стороны в сторону во время движения, а колесо будет как бы держаться слабо, расшатываться.
Представьте, что вдруг сложилась ситуация: в дороге без особых условий пришлось менять колесо, все делалось в спешке, поэтому были допущены ошибки. К чему это может привести? Срыв резьбы и расшатывание болтов, то есть крепления приходят в негодность, значит, надо думать, как затягивать гайку ступицы ваз 2110 и стоит ли покупать новую.
Отличия левой резьбы от правой
Одной из главных характеристик винтового соединения является направление резьбы при вращении деталей. От качества соединений, считающихся ответственным и важным элементом, зависит полноценная работа механизма и целостность любой конструкции.
Различают в механике два основных типа крепежа изделий. При стандартной резьбе линии витков удаляются к смотрящему по часовой стрелке. При левосторонней нарезке выступы на винте приближаются к нему слева, двигаясь против часовой стрелки.
Таким образом, направление вращения витков (спирали) на винте дает возможность отличить правую резьбу от левой. На шестиграннике болтов, шпильках, гайках и штуцерах левостороннюю резьбу отмечают буквой Л.
Типы резьбы
Для дюймовой резьбы диаметр обозначается в дюймах (дюйм равен 25,4 миллиметра) и простых дробных долях дюйма, а шаг -в числе витков, помещающихся в одном дюйме.
Есть еще один важный момент — т. н. «трубный дюйм». К дюймовому значению внутреннего диаметра трубы добавляется толщина ее стенок.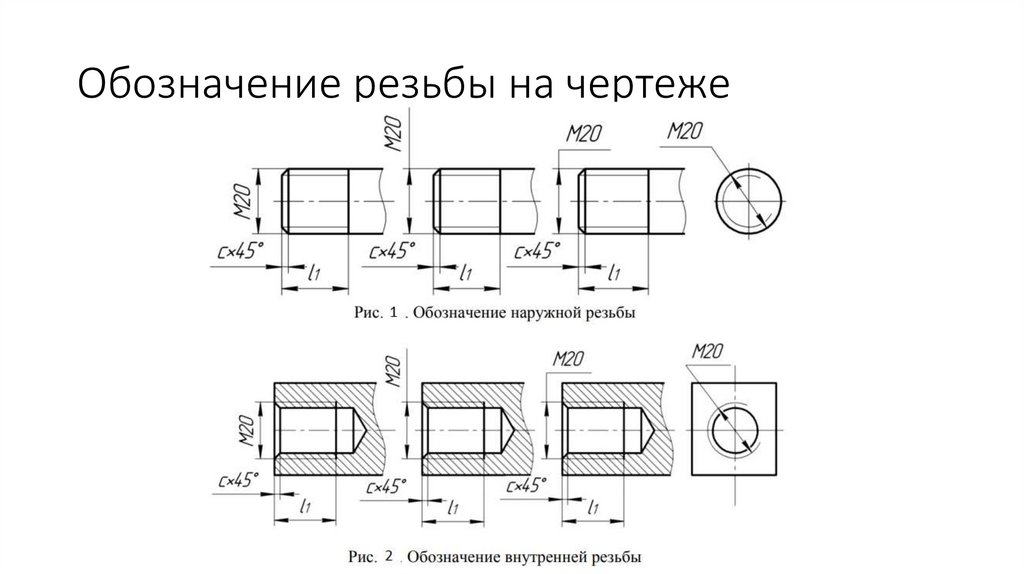 Для внутреннего диаметра в один дюйм получается 33,29 миллиметра. Труба ½ дюйма, соответственно, будет иметь наружный диаметр 21,25 миллиметра
Для внутреннего диаметра в один дюйм получается 33,29 миллиметра. Труба ½ дюйма, соответственно, будет иметь наружный диаметр 21,25 миллиметра
Трубная резьба дюймовая
Для метрической резьбы диаметр обозначается в миллиметрах, в миллиметрах обозначается и шаг — расстояние между соседними витками. Расстояние это измеряется между гребнями или между впадинами профиля.
Кроме нюансов обозначения, дюймовым профилям присущи более острые гребни и впадины и немного закругленные вершины зубцов. В основе метрического профиля лежит равносторонний треугольник с углами по 60° у дюймового профиля эти углы составляют 55°
Ввиду этого различия в профиле совместить метрическую и дюймовую резьбу в одном соединении не получится, потребуется специальный переходник.
Переходник от метрической резьбы к дюймовой
Кроме метрической и дюймовой, при соединениях труб применяется и круглая резьба, или так называемый профиль Эдисона. Профиль представляет чередование выпуклых и вогнутых дуг с одним и тем же радиусом. Круглая накатка обеспечивает большую износоустойчивость и применяется в соединениях, которые придется неоднократно свинчивать и развинчивать.
Круглая накатка обеспечивает большую износоустойчивость и применяется в соединениях, которые придется неоднократно свинчивать и развинчивать.
Наиболее популярной в сантехнике, трубах и арматуре уровня квартиры или дома является трубная цилиндрическая резьба. Самый популярный диаметр резьбы — ½ “
Схематическое изображение резьбы Эдисона
Широкое распространение получила также резьба ¼ “. Она применяется в креплениях для фото- и видеокамер, осветительной и другой вспомогательной фотоаппаратуры.
2.1.2. ОБОЗНАЧЕНИЕ РЕЗЬБЫ
В общем случае в
обозначение резьбы входят
1.буквенный
знак резьбы;
2.номинальный
размер в миллиметрах или дюймах;
3.размер
шага;
4.для многозаходной
резьбы – значение хода с указанием шага;
5.буквы LH для левой резьбы;
6.буквенно-цифровое
обозначение поля допуска или буквенное обозначение класса точности;
7.цифровое
значение или буквенное обозначение длины свинчивания, если она отличается от
нормальной.
Условное
обозначение метрической резьбы регламентирует ГОСТ 8724-81. Оно состоит из буквы М (символа
метрической резьбы), номинального диаметра резьбы, шага и направления резьбы
(если она левая). Многозаходные метрические резьбы обозначают (после
номинального диаметра) буквами Рh, значением хода резьбы, буквой Р и числовым значением шага. Пример
обозначения трехзаходной левой метрической резьбы с номинальным диаметром 24 мм, с шагом 1 мм и значением хода 3 мм:М24´Рh4Р1-LH.
Примеры обозначения
метрической резьбы и варианты его нанесения на чертеже приведены на рис. 2.14.
Варианты нанесения обозначений на рис. 2.14, а и 2.14, в
предпочтительней.
Условное обозначения
метрической конической резьбы(ГОСТ 25229-82) включает
буквенное обозначение (МК), диаметр резьбы в основной плоскости, шаг и
направление (если оно левое). Обозначение наносят, как показано на рис. 2.15,
2. 16 . Варианты нанесения обозначения на рис. 2.15, а и 2.16, а
16 . Варианты нанесения обозначения на рис. 2.15, а и 2.16, а
предпочтительней.
Условное обозначение
трубной цилиндрической резьбырегламентирует ГОСТ 6357-81. Оно состоит
из буквы G и условного размера – внутреннего диаметра трубы в дюймах.
Обозначение наносится на изображение, как показано на рис. 2.17, 2.18. Варианты
нанесения обозначения на рис. 2.17, а
и 2.18, а предпочтительней.
Условное обозначение трубной
конической резьбы (ГОСТ
6211-81) состоит из буквенного обозначения R (наружная резьба) и Rс (внутренняя резьба), диаметра резьбы в основной плоскости
в дюймах (рис. 2.19 и 2.20). Варианты нанесения обозначения на рис. 2.19, а и 2.20, а предпочтительней.
Условное обозначение
трапецеидальной резьбы.
Обозначение однозаходной трапецеидальной резьбы (ГОСТ 9484-81) состоит из букв Tr, наружного диаметра и шага (рис. 2.21 и 2.22). Варианты нанесения
Варианты нанесения
обозначения на рис. 2.21, а и 2.22, а предпочтительней.
Обозначение многозаходной трапецеидальной резьбы (ГОСТ 24739-81) состоит из
букв Tr, наружного диаметра, хода и шага (рис. 2.23 и
2.24). Варианты нанесения обозначения на рис. 2.23, а и 2.24, а
предпочтительней.
Условное обозначение упорной
резьбы(ГОСТ 10177-82) состоит из буквы S,
наружного диаметра и шага резьбы:S28×5. Для
многозаходной резьбыобозначение состоит
из буквы S, наружного диаметра, хода и шага: S28×10(Р5)LH. Варианты нанесения
обозначения на рис. 2.25, а и 2.26, а предпочтительней.
Условное обозначение круглой резьбы для электротехнической арматуры по ГОСТ
28108-89 состоит из букв Е (серия) и
наружного диаметра, например, Е27 (рис. 2.27).
Резьба прямоугольная не
стандартизованная на чертежах задается всеми конструктивными размерами:
наружным и внутренним димаметрами, шагом, шириной зуба. Варианты нанесения
Варианты нанесения
размеров резьбы с прямоугольным профилем показаны на рис. 2.28, а, б,
в. Рекомендуется показывать в масштабе увеличения профиль данной резьбы
и все ее размеры.
Подготовка к нарезанию внутренней резьбы
Для того чтобы процесс нарезания внутренней резьбы при помощи метчика не вызывал особых затруднений и завершился качественным результатом, необходимо правильно подготовиться к этой технологической операции. Все способы нарезания резьбы при помощи метчика предполагают, что в обрабатываемой детали уже выполнено отверстие с соответствующим диаметром. Если внутренняя резьба, которую необходимо нарезать, имеет стандартный размер, то для определения диаметра подготовительного отверстия может быть использована специальная таблица с данными по ГОСТу.
Таблица 1. Диаметры отверстий, высверливаемых под стандартную метрическую резьбу
В том случае, если резьба, которую надо нарезать, не относится к категории стандартных, рассчитать диаметр отверстия для ее выполнения можно по универсальной формуле. Прежде всего необходимо изучить маркировку метчика, в которой в обязательном порядке указываются тип нарезаемой резьбы, ее диаметр и шаг, измеряемые в миллиметрах (для метрических). Затем, чтобы определить размер поперечного сечения отверстия, которое надо просверлить для резьбы, достаточно от ее диаметра вычесть шаг. Например, если для нарезания нестандартной внутренней резьбы будет использоваться инструмент с маркировкой М6х0,75, то диаметр подготовительного отверстия рассчитывается следующим образом: 6 – 0,75 = 5,25 мм.
Для стандартных резьб, относящихся к категории дюймовых, также существует таблица, позволяющая правильно выбрать сверло, с помощью которого выполняют подготовительные работы.
Таблица 2. Диаметры отверстий, высверливаемых под дюймовую резьбу
Важным для получения качественного результата является вопрос не только о том, чем нарезают резьбу, но и о том, каким сверлом выполнять подготовительное отверстие
Выбирая сверло, необходимо обращать внимание на параметры и качество его заточки, а также на то, чтобы оно вращалось в патроне используемого оборудования без биения
При высверливании глухих отверстий контролируем глубину сверления
Как правильно нарезать резьбу? Для начала надо подобрать инструменты и расходные материалы:
Схема нарезки резьбы метчиком
Главное о секретных болтах
Предназначение секретного болта – защита колес от хищения. Крепежная единица имеет головку под специальный ключ. Ключ от болтов будет иметь только владелец авто. Секретки популярны среди автолюбителей, и множество автомастерских имеют в наличии похожие или аналогичные ключи, поэтому рекомендуется подбирать нераспространенные модели.
Преимущество и отличие от обычных болтов крепления
Преимущества и отличия от традиционных болтов следующие:
- Головка болта располагается с низкой посадкой.
- Элементы защищены специальными кольцами.
- Секретные болты на колеса выполнены из высококачественного сырья.
Разновидности
Отдельные конструкционные отличия следует учитывать при выборе секреток:
- Изделия имеют наружную головку в форме звездочки или многогранника. Модели пользуются большой популярностью среди потребителей.
- Болт с головкой внутренней формы в виде звездочек или специальных форм. Минусом таких секреток является склонность к накоплению грязи.
- Элемент с одним или несколькими защитными кольцами.
- Болты, которые имеют головки нестандартных размеров. Форма рисунка бывает внутренней или наружной.
- Секретные болты на колеса с несколькими отверстиями в головке. Конструкционные особенности состоят в том, что отверстия расположены не по строго установленной системе, а соответствуют определенным габаритам головки крепежа. Приспособиться и открутить данный тип метиза в случае потери секретного ключа будет затруднительно.
Как устанавливаются противоугонные болты
Особенности монтажа противоугонных болтов:
- При демонтаже гаек или болтов нужно помнить, в какую сторону откручивать болт на колесе – против часовой стрелки.
- На одно колесо устанавливают лишь один замок. Работу производят при помощи баллонного ключа. Перед установкой рекомендуется смазывать болты пластичными смазками.
- Секретка затягивается без чрезмерных усилий, лучше применить динамометрический инструмент.
- Делают проверку наличия пробела между колесным диском и гайкой либо соответствия нужной длины болта.
- Устанавливают пластиковые заглушки.
Конструктивные особенности крепежных болтов колес автомобиля
Параметры изделий должны соответствовать характеристикам автомобильного колеса. К основным параметрам болтов относятся:
- габариты и направление резьбы;
- размер под ключ;
- класс прочности.
Легковые
Гайки видов «А», «B» и «C» выпускаются с шестью разновидностями резьбы мелкого формата. У М12 шаг резьбы может составлять 1,25 мм, у М12, 14, 18, 20, 22 шаг резьбы равен 1,5 мм.
Грузовые
Гайки класса «D» предназначены для колес грузового транспорта. Это метизы М18, 20, 22 с шагом резьбы 1,5 миллиметров. Направление резьбы бывает правым и левым. Размер ключей под гайки – 17, 19, 24, 27, 30 или 32.
Левая и правая резьба. Отличая, применение
Существует два вида крепежа, разделяющегося по направлению вращения профиля: с правой резьбой и левой резьбой. Наибольшее распространение получили изделия с направлением винтов по часовой стрелке, то есть с резьбой правой. Но существует ряд элементов и деталей, которые оснащаются резьбой противоположного направления.
Как отличить правую резьбу от левой
Существует несколько способов, которые могут помочь в решении этой задачи, но наиболее простым, «бытовым», которым пользуется большинство современных умельцев, является следующий:
Положите изделие, направление резьбы которого вы желаете определить, на ладонь фаской вверх (резьбой на вас) и обратите внимание на конец спирали. Если проследить вращение резьбы от ее основания до «хвоста», и этот «хвост» будет направлен в правую сторону, значит перед вами правая резьба (по часовой стрелке)
Соответственно, если наоборот, то левая.
Правая резьба чаще всего встречается в промышленной сфере, однако, использовать ее не всегда целесообразно. Рассмотрим несколько вариантов, когда правосторонняя резьба не может удовлетворить всех требования конструкции, и рациональнее будет использовать левую резьбу.
Предотвращение самоотвинчивания и ослабления соединений
Вращающийся вал или любой иной стержень, на котором навинчены гайки и болты, определяет направление вращения используемых метизов: затягивание винтов или гаек должно производиться согласно направлению движения вала. Это делается для того, чтобы в процессе эксплуатации крепление не ослаблялось и не раскручивалось.
Стяжка
Существует ряд стягивающих устройств, типа талрепов, конструкция которых подразумевает наличие части с правой резьбой и части – с левой. Вращение корпуса элемента позволяет ослаблять стяжку или, напротив, нагружать ее в зависимости от направления вращения.
Как способ защиты от опасных операций
В некоторых наиболее ответственных операциях, некорректность проведения которых может быть чревата жертвами или принести угрозу здоровью, рекомендуется использовать левостороннюю резьбу. Таким образом, вероятность опасных действий уменьшается. Например, проведение работ с баллонным оборудованием требует тщательного контроля находящегося в емкости газа. Поэтому пропановые баллоны производят с левой резьбой, а кислородные – с правой, чтобы предотвратить нештатные ситуации неправильного применения данного баллона.
Брендирование
Некоторые производители выпускают изделия с резьбой против часовой стрелки, чтобы уникализировать свое изделие и обезопасить покупателя от покупки неоригинальной продукции.
2.1.2. ОБОЗНАЧЕНИЕ РЕЗЬБЫ
В общем случае в обозначение резьбы входят
1.буквенный знак резьбы;
2.номинальный размер в миллиметрах или дюймах;
3.размер шага;
4.для многозаходной резьбы – значение хода с указанием шага;
5.буквы LH для левой резьбы;
6.буквенно-цифровое обозначение поля допуска или буквенное обозначение класса точности;
7.цифровое значение или буквенное обозначение длины свинчивания, если она отличается от нормальной.
Условное обозначение метрической резьбы регламентирует ГОСТ 8724-81. Оно состоит из буквы М (символа метрической резьбы), номинального диаметра резьбы, шага и направления резьбы (если она левая). Многозаходные метрические резьбы обозначают (после номинального диаметра) буквами Рh, значением хода резьбы, буквой Р и числовым значением шага. Пример обозначения трехзаходной левой метрической резьбы с номинальным диаметром 24 мм, с шагом 1 мм и значением хода 3 мм:М24´Рh4Р1-LH.
Примеры обозначения метрической резьбы и варианты его нанесения на чертеже приведены на рис. 2.14. Варианты нанесения обозначений на рис. 2.14, а и 2.14, в предпочтительней.
Условное обозначения метрической конической резьбы(ГОСТ 25229-82) включает буквенное обозначение (МК), диаметр резьбы в основной плоскости, шаг и направление (если оно левое). Обозначение наносят, как показано на рис. 2.15, 2.16 . Варианты нанесения обозначения на рис. 2.15, а и 2.16, а предпочтительней.
Условное обозначение трубной цилиндрической резьбырегламентирует ГОСТ 6357-81. Оно состоит из буквы G и условного размера – внутреннего диаметра трубы в дюймах. Обозначение наносится на изображение, как показано на рис. 2.17, 2.18. Варианты нанесения обозначения на рис. 2.17, а и 2.18, а предпочтительней.
Условное обозначение трубной конической резьбы (ГОСТ 6211-81) состоит из буквенного обозначения R (наружная резьба) и Rс (внутренняя резьба), диаметра резьбы в основной плоскости в дюймах (рис. 2.19 и 2.20). Варианты нанесения обозначения на рис. 2.19, а и 2.20, а предпочтительней.
Условное обозначение трапецеидальной резьбы. Обозначение однозаходной трапецеидальной резьбы (ГОСТ 9484-81) состоит из букв Tr, наружного диаметра и шага (рис. 2.21 и 2.22). Варианты нанесения обозначения на рис. 2.21, а и 2.22, а предпочтительней.
Обозначение многозаходной трапецеидальной резьбы (ГОСТ 24739-81) состоит из букв Tr, наружного диаметра, хода и шага (рис. 2.23 и 2.24). Варианты нанесения обозначения на рис. 2.23, а и 2.24, а предпочтительней.
Условное обозначение упорной резьбы(ГОСТ 10177-82) состоит из буквы S, наружного диаметра и шага резьбы:S28×5. Для многозаходной резьбыобозначение состоит из буквы S, наружного диаметра, хода и шага: S28×10(Р5)LH. Варианты нанесения обозначения на рис. 2.25, а и 2.26, а предпочтительней.
Условное обозначение круглой резьбы для электротехнической арматуры по ГОСТ 28108-89 состоит из букв Е (серия) и наружного диаметра, например, Е27 (рис. 2.27).
Резьба прямоугольная не стандартизованная на чертежах задается всеми конструктивными размерами: наружным и внутренним димаметрами, шагом, шириной зуба. Варианты нанесения размеров резьбы с прямоугольным профилем показаны на рис. 2.28, а, б,в. Рекомендуется показывать в масштабе увеличения профиль данной резьбы и все ее размеры.
Что делать, если не откручивается колесный болт
Некоторые автолюбители не знают, что делать, если крепеж не двигается. Первым делом следует поставить транспортное средство на ручник и убедиться, что транспорт неподвижен. Прикипевший болт откручивается следующими способами:
- Метод использования рычага. Из-за недостаточной длины ручки колесного ключа не получается провернуть болт с требуемым усилием. Просто и безопасно использовать удлинитель ручки ключа или инструмент с длинной рукояткой. Такое приспособление повысит силу механического влияния. Опытные автомобилисты для удлинения рукоятки рекомендуют использовать металлическую трубу.
- Использовать силу ног. Если руками открутить болт не удается, нужно попробовать надавить на инструмент ногой. Рукоятка ключа должна быть расположена параллельно поверхности земли. Потребуется нажать ногой на ключ и провернуть его против часовой стрелки. В крайнем случае, потребуется стать на ключ двумя ногами, а руками держаться за кузов автомобиля.
- Применить молоток или киянку. Потребуется взять в руки оба инструмента, киянку расположить в нужном месте и произвести удар молотком. Вариант поможет сдвинуть резьбу застывшей гайки. В крайних случаях молоток может заменить камень. Следует избегать скользящих ударов, которые наносят повреждения болту и ключу. Удары должны быть точными.
- Использование ключа с динамометром. Если крепеж колес был зафиксирован слишком сильно, рекомендуется воспользоваться приспособлением с динамометром. Рекомендованные параметры усилия указаны в инструкции приспособления.
- Использование химических составов. В случае сильной затяжки болтов, следует применить средство Liqu >
Секретные болты и гайки, выполненные из титана или стали, способны защитить автомобильные колеса от кражи
При выборе секретных болтов следует принимать во внимание бюджетные возможности и функциональные особенности изделий
Стандартные резьбовые крепежные детали и их условные обозначения
Для соединения деталей применяются стандартные крепежные резьбовые детали: болты, винты, шпильки, гайки.
Резьбовые крепежные детали изготовляются по соответствующим стандартам и имеют, как правило, метрическую резьбу с крупным шагом, реже с мелким.
Каждая крепежная деталь имеет условное обозначение, в котором отражаются: класс точности, форма, основные размеры, материалы и покрытие.
Болты
Болт состоит из двух частей: головки и стержня с резьбой.
Условное обозначение болта: Болт ГОСТ 7798-70-2 – исполнение; М 16 – тип и размер резьбы; 1,5 – величина мелкого шага резьбы; 6g – поле допуска; 75 – длина болта ; 68 — условная запись класса прочности, указывающего, что болт выполнен из стали с определенными механическими свойствами; 09 – цинковое покрытие; ГОСТ 7798-70 – стандарт, указывающий, что болт имеет шестигранную головку и выполнен с нормальной точностью.
Гайки
Гайки навинчиваются на резьбовый конец болта, при этом соединяемые детали зажимаются между гайкой и головкой болта.
Условное обозначение гайки: Гайка М 24 -6Н. 6 ГОСТ 5915-70 -шестигранная гайка в исполнении 1 по ГОСТ 5915-70 с полем допуска 6Н, класса прочности 6, без покрытия. Чаще всего используют шестигранные гайки, конструкция и размеры которых определяются ГОСТом. Они разделяются на обычные (рисунок 16.2), прорезные (рисунок 16.3) и корончатые (рисунок 16.4).
Обычные гайки выпускаются в трех исполнениях и трех классов точности (А, В, С), нормальной высоты, низкие, высокие, очень высокие (рисунок 16.5), с нормальным или уменьшенным размером «под ключ».
Винты
Винтом называется резьбовый стержень, на одном конце которого имеется головка (рисунок 16.6). Головки бывают разных форм: цилиндрические, полукруглые, с потайной головкой и др.
Винты бывают двух видов – крепежные и установочные. Установочные винты применяются для регулировки зазоров и фиксации деталей при сборке.
Условное обозначение винта: Винт А М 8 – 6 g х 50. 48 ГОСТ Р 50404-92 -А – класс точности, М8 – диаметр резьбы, 6 g – поле допуска, 50 – длина, 48 -класс прочности.
Шпильки
Шпилька применяется в тех случаях, когда у деталей нет места для размещения головки болта, или если одна из деталей имеет значительно большую толщину, тогда применять слишком длинный болт неэкономично (рисунок 16.7).
Шпилька представляет собой цилиндрический стержень, имеющий с обоих концов резьбу. Одним нарезанным концом шпилька ввинчивается в резьбовое отверстие, выполненное в одной из деталей. На второй конец с резьбой навинчивается гайка, соединяя детали.
Условное обозначение шпильки исполнения 1: ГОСТ 22032-76 – М 24 – номинальный диаметр метрической резьбы с крупным шагом; 6g – поле допуска; 80 – длина шпильки ; 36 – класс прочности.
-длина шпильки, -длина гаечного конца, -длина завинчиваемого (посадочного) конца, с учетом сбега резьбы. Глубина завинчивания выбирается: – в деталях из стали, бронзы, латуни, титана; и – в деталях из ковкого и серого чугуна; и – в деталях из легких сплавов.
Шайбой называют деталь, устанавливаемую под гайку или головку винта (болта). Она предназначена для передачи и распределения усилий на соединяемые детали и для предохранения от самоотвинчивания гайки.
Шайбы изготавливают круглые (рисунок 16.8), квадратные (рисунок 16.9), пружинные (рисунок 16.10), зубчатые (рисунок 16.11) и т.п.
Пример обозначения:
Шайба 10Т65Г ГОСТ 6402-70, где Т- шайба тяжелого типа, 65Г – марка стали, ГОСТ 6402-70 – шайба пружинная.
Шплинты
Шплинтом называют пруток или кусок проволоки, которые пропускают сквозь радиальное отверстие деталей для их взаимного фиксирования (рисунок 16.12).
Пример обозначения: Шплинт 5×45.3.036 ГОСТ 397-79, где 5-условный диаметр шплинта, 45-длина, 3- условное обозначение материала, 036 – покрытие
| Рекомендую подробно изучить предметы: |
|
| Ещё лекции с примерами решения и объяснением: |
- Соединения разъемные и неразъемные в инженерной графике
- Виды конструкторских документов
- Обозначение уклона и конусности на чертежах
- Сопряжение линий и лекальные кривые
- Сечения в инженерной графике
- Выносные элементы в инженерной графике
- Сопряжения в инженерной графике
- Нанесение размеров на чертежах
Шероховатость резьбы на чертеже
Главная » Разное » Шероховатость резьбы на чертеже
Обозначение на чертежах шероховатости поверхностей деталей
Для обозначения на чертежах шероховатости поверхностей деталей ГОСТом 2940-63 установлены специальные знаки.
[c.113]
Так, указанные на чертеже обозначения шероховатости поверхности деталей, подвергающихся покрытию, за исключением поверхностей резьбы, относятся к поверхности до их покрытия. Но если необходимо указать шероховатость поверхности после покрытия, то на изображении или в технических требованиях делают соответствующую оговорку После покрытия (рис. 96, в). Допускается указывать шероховатость поверхностей отдельно до и после покрытия. [c.110]
Нанесение обозначений шероховатостей поверхностей деталей на чертежах. Обозначается шероховатость поверхности по ГОСТ 2.309—73 (СТ СЭВ 1632—79) знаками, приведенными на черт. 154 и в табл. 19. [c.60]
Числовые величины Ra и Rz, выраженные в микрометрах, стандартизированы и сведены в таблицах ГОСТ 2789—73, их проставляют на чертежах, обозначая величину шероховатости поверхностей деталей и изделий. Цифры, характеризующие величину шероховатости, наносят вместе со знаками (рис. 24). Если перед цифрами нет буквенного обозначения, то нужно понимать при чтении чертежа, что шероховатость задана величиной Ra (рис. 24, а). Цифры, выражающие величину Rz, проставляют на чертежах справа от буквенного обозначения (рис. 24, б).
[c.15]
Нанесение на чертежах обозначений шероховатости поверхностей производится в соответствии с ГОСТ 2309-1Ъ (СТ СЭВ 1632-79). Один из примеров обозначения шероховатостей поверхностей деталей машин показан на рис. 1.4. Для перехода от применявшегося ранее нормирования по классам шероховатости к нормированию по ГОСТ 2789 — 73 (СТ СЭВ 638 — 77) может быть использована табл. 1.1. [c.22]
Обозначения шероховатости поверхности на чертежах. На чертеже шероховатость обозначается только на тех поверхностях детали, которые соответствуют функциональным требованиям по обеспечению точности исполнительного размера и качества сопряжения с другой деталью или требованиям эргономического и декоративного характера. Шероховатость остальных поверхностей детали указывается в правом верхнем углу чертежа.
[c.621]
Обозначение шероховатости поверхностей деталей наносят знаком V (ГОСТ 2.309—68), рядом с которым указывают класс шероховатости поверхности по ГОСТ 2789—59. Поверхности деталей, сохраняющиеся в состоянии поставки и не подвергающиеся дополнительной механической обработке, обозначают знаком оо. Высота этих двух знаков должна быть примерно равной высоте размерных чисел на этом же чертеже. [c.22]
Шероховатость поверхностей деталей на сборочных чертежах обычно не наносят. Детали на сборку поступают, как правило, готовыми. В процессе сборки их обрабатывают редко, поэтому обозначения шероховатости поверхностей, как и все их размеры, слесарю-сбор-щику не нужны. [c.228]
Текстовыми надписями и обозначениями указывают величины уклонов, литейных радиусов, обозначения шероховатости поверхностей после литья и т. д. по типу записей на чертежах штампованных деталей.
[c.196]
Форматы (301) Масштабы (302) Линии (303) Шрифты чертежные (304) Изображения — виды, разрезы, сечения (305) Обозначения (графические) материалов и правила их нанесения на чертежах (306) Нанесение размеров и предельных отклонений (307) Указание на чертежах предельных отклонений формы и расположения поверхностей (308) Нанесение на чертежах обозначений шероховатости поверхностей (309). Нанесение на чертежах обозначений покрытий термической и других видов обработки (310) Изображение резьбы (3 1) Условные изображения и обозначения швов сварных соединений (312) —швов неразъемных соединений (313) Указания на чертежах о маркировании и клеймении изделий (314) Изображения упрощенные и условные крепежных деталей (315) Правила нанесения на чертежах надписей технических требований и таблиц (316) Аксонометрические проекции (317). [c.363]
Необходимо особо выделить сопрягаемые поверхности, уяснить шероховатость, размеры, проставленные с предельными отклонениями и обозначениями посадок. Несмотря на то что отдельная деталь на чертеже изображается без взаимной связи с другими деталями, фактически ее связь с ними находит отражение в размерах, значениях параметров, шероховатости поверхностей ее элементов, технических требованиях.
[c.30]
Обозначение шероховатости поверхности одинаковых элементов деталей (отверстий, пазов, зубьев, ребер и т. п.), количество которых указано на чертеже, наносится один раз независимо от числа изображений (рис. 338,а). [c.185]
Правила нанесения обозначений шероховатости поверхностей на чертежах деталей, подвергаемых покрытию, равно как и размеров, приведены в ГОСТ 2.107—68 Единая система конструкторской документации. Основные требования к рабочим чертежам . Указанные на чертеже обозначения шероховатости поверхности, подвергающейся покрытию, относятся к ней до покрытия. В отличие от ГОСТ 2940—63 это правило распространяется на все поверхности, не исключая [c.74]
Деталь изображают с теми размерами, обозначениями шероховатости поверхности и другими параметрами, какие она должна иметь перед сборкой. Форма, размеры и шероховатости поверхности элементов деталей, получаемые в результате обработки при сборке, указывают на сборочном чертеже.
[c.162]
При необходимости указания на чертежах деталей допустимой волнистости рекомендуется использовать обозначения шероховатости поверхности, например как указано на рис. 11. В числителе указывается максимально допустимая высота волны, а в знаменателе — номинальный шаг. [c.134]
НАНЕСЕНИЕ НА ЧЕРТЕЖАХ ДЕТАЛЕЙ ОБОЗНАЧЕНИЙ ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ, ОБОЗНАЧЕНИЙ ПОКРЫТИЙ, ТЕРМИЧЕСКОЙ И ДРУГИХ ВИДОВ ОБРАБОТКИ [c.210]
Примечания 1. На чертежах [и в таблицах D — наименьший поперечный размер концевой части обрабатываемой детали а, — размеры отрезаемой части детали, если деталь ие должна иметь центрового отверстия. Размеры, заключенные в таблицах в скобки, применять не рекомендуется. 2. Конусная (центрирующая) поверхность не грубее, (чем по классу шероховатости 6, другие поверхности центрового отверстия не грубее, чем по классу шероховатости 3 по ГОСТ 2789 — 73 (см. табл. 54). 3. Центровые отверстия должны быть обработаны, зачищены и не должны иметь забоин. Предельные отклонения размеров, не ограниченных допусками, назначаются по — ОСТ 1010 (см. табл. 5), отклонения углов конуса не более 30 . 4. Резьба по ГОСТ 9150—59. Допуски на резьбу по ГОСТ 16093—70 — посадка 7H/Sg (3-й кл. точности по ГОСТ 9253 — 59). 5. Формы, размеры и применение центровых отверстий для инструмента (оправки, калибры, вспомогательный инструмент и др.) см. в ГОСТ 14034 — 68. 6. Пример условного обозначения центрового отверстия формы А (без резьбы) с диаметром d = мм Отверстие центровое А I ГОСТ 14034 — 68 Для других форм без резьбы обозначения аналогичны. Пример условного обозначения центрового отверстия формы F с метрической резьбой диаметром й = М3 Отверстие центровое с резьбой F М3 ГОСТ 14034 —6S Для других форм с резьбой обозначения аналогичны. [c.464]
Обозначение чистоты поверхности на чертежах производят в соответствии с ГОСТ 2940-63. По этому ГОСТу допускается применение знака на чертежах, на которых нет необходимости специально назначать и определять шероховатость отдельных участков поверхности, например, в случаях, когда поверхности деталей и заготовок, полученные прокаткой, отливкой, штамповкой, ковкой и т. п., должны быть оставлены без дополнительной обработки.
[c.144]
Обозначения шероховатости поверхности и правила нанесения их на чертежах изделий регламентированы ГОСТ 2.309—73 (СТ СЭВ 368—76) Обозначения шероховатости поверхностей . Контролю шероховатости подлежат только те поверхности деталей, на которые установлены требования к шероховатости. [c.344]
Допустимое значение шероховатости обработанных поверхностей деталей машин указывается на чертежах условными обозначениями по ГОСТ 2789-73. Предпочтительные значения параметра Ra для разных технологических методов обработки лежат в следующих пределах, мкм для предварительной, черновой, обработки 100. .. 22,5 для чистовой обработки 6,3. .. 0,4 для отделочной и доводочной обработки 0,2. .. 0,012. [c.300]
Нанося размеры элементов деталей, или после нанесения их констру тор указывает на чертеже параметры и характеристики шероховатое поверхностей, установленные ГОСТ 2789-73 обозначения покрытий
[c. 142]
Рабочие чертежи деталей, как правило, разрабатываются на каждую деталь. На рабочем чертеже деталь следует изображать с теми размерами, обозначениями шероховатости поверхности и другими параметрами, подлежащими выполнению по данному чертежу, которые деталь должна иметь перед сборкой. [c.240]
В табл. 30 приведены максимальные числовые значения шероховатости R2 и Ra при базовых длинах I и условные обозначения классов чистоты поверхности на чертежах деталей. [c.107]
НАНЕСЕНИЕ НА ЧЕРТЕЖАХ ДЕТАЛЕЙ ОБОЗНАЧЕНИЙ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ И НАДПИСЕЙ, ОПРЕДЕЛЯЮЩИХ ОТДЕЛКУ И ТЕРМИЧЕСКУЮ ОБРАБОТКУ [c.139]
Указания. Перед выполнением задания следует изучить материал темы 3 специальной части программы, уделив особое внимание тем вопросам, которые недостаточно изучались в средней школе (литейные уклоны, центровые отверстия, галтели, нанесение на чертежах обозначений шероховатости поверхностей, обозначение материалов, применяемых для изготовления деталей, технические требования к рабочим чертежам, нанесение размеров по ГОСТ 2. 307—68).
[c.173]
Для обозначения преобладающей шероховатости поверхностей детали отводится место в правом верхнем углу, а ниже помещают таблицы параметров. Эти таблицы составляют по формам, установленным стандартами для чертежей таких деталей, как зубчатые колеса, звездочки, зубчатые рейки, зубчатые (шлицевые) валы, детали, имеющие отверстия для сопряжения с зубчатым валом. Таблицы параметров помещают также и на чертежах деталей. имеющих зубчатые элементы, например, шпиндель сверлильного станка с зубчатой рейкой, вал с коническим зубчатым венцом и т. п. [c.99]
При деталировании на рабочих чертежах деталей необходимо проставить обозначения шероховатости поверхностей. [c.175]
Процесс выполнения чертежа детали можно разделить на четыре основных этапа а) подготовка к выполнению чертежа детали б) выполнение изображений деталей в) нанесение размеров и обозначений шероховатости поверхностей г) оформление чертежа.
[c.288]
После того как чертеж прочтен (см. 84), можно приступать к его деталированию. Рекомендуется начинать деталирование с изображения простых деталей. Необходимо помнить, что на рабочем чертеже детали нужно иметь не только изображение детали, но и все данные для ее изготовления и контроля, т. е. размеры, обозначения шероховатости поверхностей, марки материала, покрытия, термической обработки и т. п. [c.382]
При выполнении рабочих чертежей деталей следует определить необходимость подготовки кромок под сварку размеры припусков на обработку, если детали обрабатываются после сварки необходимость выполнения отверстий и др. Следует выбрать рациональный профиль материала (лист, полоса, уголок, круг и т. п.) правильно обозначить и записать обозначения материала согласно стандарту определить теоретическую или фактическую массу деталей обозначить шероховатость поверхности записать необходимые технические требования на изготовление деталей.
[c.404]
Обозначение шероховатости поверхности на изображении детали располагают на линиях контура, выносных линиях (по возможности ближе к размерной линии) или на полках (рис. 32). Шероховатость поверхностей повторяющихся элементов деталей (отверстий, пазов и т. п.) наносят на чертеже один раз (см. рис. 31 и 32). [c.23]
Нанесение на чертежах обозначений шероховатости (чистоты) поверхностей и надписей, определяющих отделку и термическую обработку деталей машин, производится в соответствии с ГОСТ 2940—63. [c.32]
В стандарты ЕСКД систематически-вносят необходимые изменения, вызванные, например, изменением системы допусков или дру-П1х точностных параметров. Так, при изменении параметров шероховатости поверхностей деталей (FO T 2789—73) в том же году был утвержден ЕОСТ 2.309—73 на обозначение шероховатости срок действия обоих стандартов был установлен с 01.01.1975 г. При изменении системы допусков на отклонения формы и расположения поверхностей детали был введен новый стандарт на обозначение на чертежах допусков формы и расположения поверхностей (ГОСТ 2. 308—79).
[c.68]
Вышнепольский И. С. Выполнение чертежей в прямоугольных проекциях Стечение и разрезы Чертежи для чтения Построение наглядных изображений (аксонометрических проекций) Простановка размеров на чертежах Выполнение эскизов деталей 1 1зображение зубчатых колес и з/бчатых зацеплений Сборочные чертежи Изображение и обозначение резьбы на чертежах Обозначени шероховатости поверхностей . Ленинградская фабрика экранных пособий. [c.190]
Примечания 1. Для обозначения на чертежах поверхности с шероховатостью, превышающей 320 мк, приыеняется знак V 2. Знак со применяется на чертежах, на которых нет необходи мости специально определять шероховатость отдельных участков поверхностей, в случаях, когда поверхности деталей и заготовок, полученные прокаткой, отливкой, штамповкой, ковкой и т. п., должны быть оставлены без дополнительной обработки. [c.176]
Текстовыми надписями в технических требованиях или обозначениями на изображениях указьшают величины уклонов, радиусов, шероховатость поверхностей по типу записей на чертежах штампованных деталей.
[c.177]
Если все поверхности детали имеют одинаковую шероховатость, ее обозначение на изображении не наносят, а указывают в правом верхнем углу чертежа. Аналогично поступают и в том случае, когда деталь имеет несколько групп поверхностей с одинаковой шероховатостью. При этом в правый верхний угол выносят обозначение шероховатости либо преобладаюш,нх по числу поверхностей, либо наиболее грубых. Рядом с обозначением преобладаюш,ей шероховатости вместо слова [c.72]
На чертеже детали указывают размеры, предельные отклонения, обозначение шероховатости поверхности и другие данные, которым она должна соответствовать перед сборкой (рис. 14.1, а). Если деталь будет обрабатываться в процессе сборки и изготовляется с, припуском, то на изображении наносят размеры, предельные отклонения, июроховатость п т. д., которым она должна соответствовать после сборки. [c.217]
Чертежи деталей. Проверяются а) данные указанные в пп. 1 и 5 б) соблюдение требований стандартов ЕСКД на условные изображения деталей (крепежных, арматуры, деталей зубчатых передач, пружин и т. п.), а также на обозначения шероховатости поверхностей, термообработки, покрытий, простановки предельных отклонений размеров, отклонений формы и расположение поверхностей и т. п. в) возможность замены оригинального конструктивного исполнения деталей стандартизованными или типовыми г) возможность использования ранее спроектированных и освоенных производством деталей сходной
[c.300]
В справочнике кроме литературных и других источников широко использованы данные отечественных стандартов. Например, толькЬ в соответствии со стандартами ЕСКД разработаны правила нанесения предельных отклонений размеров на чертежах деталей и сборочных единиц правила указания на чертежах предельных отклонений формы и расположения поверхностей правила нанесения на чертежах деталей обозначений шероховатости поверхности, обозначений покрытий, термической и других видов обработки способы простановки размеров, оформления основных элементов в чертежах зубчатых колес, червяков и червячных колес данные о номенклатуре конструкторских документов, формах основных надписей и спецификаций указания по выбору масштабов, форматов чертежей, линий, а также упрощенные и условные изображения крепежных деталей.
[c.7]
Изготовление рабочих чертежей деталей по эскизам обычно не вызывает затруднений, так как эта работа сводится лишь к тому, чтобы при помощи чертежных инструментов точно построить по размерам изображения детали и все то, что показано на эскизном чер.теже (разрезы, сече- ния, местные и дополнительные виды, обозначения шероховатости поверхности, размеры и т. п.). [c.249]
Примечания При необходимости указания полировки на сукне около знака обозначения шероховатости писать на сукне , например V 14 на сукне . 2. Для некоторых полированных поверхностей нет необходимости определять шероховатость, допускается обозначение ( -) полировать например фаски очковых стекол лентикулярной формы. 3. На чертежах оптических деталей следует применять условные графические обозначения покрытий, указанные в гл. XVII. [c.229]
Шероховатость поверхности, параметры шероховатости Ra, Rz, Rmax
Шероховатость поверхности – совокупность неровностей поверхности с относительно малыми шагами.
Для отделения шероховатости поверхности от других неровностей с относительно большими шагами (отклонения формы и волнистости) её рассматривают в пределах ограниченного участка, длина которого называется базовой длиной.
Шероховатость поверхности оценивается по неровностям профиля, получаемого путем сечения реальной поверхности плоскостью.
Числовые значения параметров шероховатости поверхности определяют от единой базы, за которую принята средняя линия профиля, т.е. базовая линия.
Для количественной оценки шероховатости наиболее часто используют три основных параметра:
Ra – среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины.
Rz – высота неровностей по десяти точкам (сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины).
Rmax – наибольшая высота неровностей профиля в пределах базовой длины.
Предпочтительным является параметр Ra, поскольку определяется по большему количеству точек профиля. В связи с этим параметром Ra нормируется шероховатость образцов сравнения, используемых для оценки шероховатости в промышленности.
Параметры Rmax и Rz используют в тех случаях, когда по функциональным требованиям необходимо ограничить полную высоту неровности профиля, а также когда прямой контроль Ra с помощью профилометров или образцов сравнения не представляется возможным (поверхности, имеющие малые размеры или сложную конфигурацию, например режущий инструмент).
Требования к шероховатости поверхности устанавливают исходя из функционального назначения поверхности для обеспечения заданного качества изделий. Если в этом нет необходимости, то требования к шероховатости не устанавливают и шероховатость поверхности не контролируют.
Обозначение шероховатости поверхности
Шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
Структура обозначения шероховатости поверхности включает знак шероховатости, полку знака и другие дополнительные указания. При применении знака без указания параметра и способа обработки его изображают без полки.
Высота h должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота H равна (1.5…5) h. Толщина линий знаков должна быть приблизительно равна половине толщины сплошной основной линии, применяемой на чертеже.
Знаки для обозначения шероховатости поверхности в зависимости от вида ее обработки
Основной знак, соответствующий обычному условию нормирования шероховатости, когда метод образования поверхности чертежом не регламентируется.
Знак, соответствующий, конструкторскому требованию, чтобы поверхность была образована удалением слоя материала, например, точением, шлифованием, полированием, травлением и т. п. (конкретный вид обработки может и не указываться).
Знак, соответствующий конструкторскому требованию, чтобы поверхность была образована без удаления поверхностного слоя материала, например, литьем, штамповкой, прессованием (конкретный вид образования поверхности может и не указываться).
Примеры обозначения шероховатости поверхности
| Графическое изображение шероховатости | Пояснение |
|---|---|
| Указано числовое значение параметра, соответствующие наиболее грубой допускаемой шероховатости, т.е. наибольшему предельному значению для параметра Ra, Rz и Rmax. Значения параметров Ra, Rz и Rmax указывают в мкм. | |
| Указано наименьшее значение параметра шероховатости. Способ применяется в отдельных случаях, когда для правильного функционирования недопустима слишком гладкая поверхность. | |
| Указаны числовые значения, соответствующие наибольшему и наименьшему предельным значениям нормируемого параметра. Значение, указываемое сверху, соответствует наиболее грубой допускаемой шероховатости. | |
| Указано номинальное значение параметра с предельными отклонениями от него в % от номинального значения. Способ применяют в основном для образцов сравнения шероховатости поверхности или для образцовых деталей, служащих тем же целям. | |
| Указана шероховатость поверхностей образующих контур. | |
| Указан вид обработки поверхности. Указывается только в тех случаях, когда данный вид обработки является единственным, обеспечивающим требуемое качество поверхности. |
Допускается применять упрощенное обозначение шероховатости поверхности с разъяснением его в технических требованиях чертежа. В упрощенном обозначении используют строчные буквы русского алфавита в алфавитном порядке, без повторений.
Условные обозначения направлений неровностей поверхности
Высота знака условного обозначения направления неровностей должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел.
Обозначение шероховатости на чертежах гост. Шероховатость поверхностей и ее обозначение
Знак наносится на поверхность, вид обработки которой конструктором не устанавливается.
Знак указывает, что шероховатость поверхности должна быть образована удалением слоя материала (точением, фрезерованием, шлифованием, полированием).
Знак указывает шероховатость поверхности, подлежащей образованию без удаления слоя материала (литьем, ковкой, прокатом, штамповкой и т. п.). Поверхности, не обрабатываемые по данному чертежу, обозначаются этим же знаком.
Если шероховатость всех поверхностей должна быть одинаковой, то знак, обозначающий шероховатость, помещают в правом верхнем углу чертежа (на расстоянии 5 – 10 мм от рамки) и на изображении не наносят – рис. 11.108, б. Размеры и толщина линий знака в 1,5 раза больше, чем знаков, наносимых на изображении.
При указании шероховатости поверхности, преобладающей на данном чертеже, в правом верхнем углу помещают обозначение этой поверхности и условное обозначение . Это означает, что все поверхности, у которых на изображении не нанесены обозначения шероховатости или знак , должны иметь шероховатость, указанную перед обозначением ) – рис. 11.108, в. Размеры знака , взятого в скобки, должны быть одинаковыми с размерами знаков, нанесенных на изображении.
Значение параметра шероховатости по ГОСТ 2789 – 73 указывают в обозначении шероховатости: для параметра Ra – без символа, например 0,5; для остальных параметров – после соответствующего символа, например: .
Знак указывает шероховатость, нормируемую номинальным значением Sm = 0,2 мм с предельным отклонением + 20 % на базовой длине 2,5 мм. Поверхность должна быть образована удалением слоя материала.
Знак предъявляет требования к шероховатости поверхности и нормируется значением Rz не более 20 мкм.
Знаком обозначена шероховатость поверхности, ограниченная значением Ra не более 0,63 мкм на базовой длине 0,25 мм. Метод образования поверхности не установлен.
При указании диапазона значений параметра шероховатости поверхности в обозначении шероховатости приводят пределы значений параметра, размещая их в две строки, например: – шероховатость, ограниченная значениями Rz в пределах 20 – 32 мкм на базовой длине 0,8 мм.
При нормировании требований к шероховатости поверхности указанием двух и более параметров значения параметров записывают в обозначении шероховатости сверху вниз в следующем порядке: параметр высоты неровностей профиля, параметр шага неровностей профиля, относительная опорная длина профиля, например: – шероховатость данной поверхности ограничивается значениями Ra в пределах 0,32 – 0,63 мкм на базовой длине 2,5 мм и значением Sm не более 0,12 мм на базовой длине 8 мм.
Способ обработки поверхности указывают в обозначении шероховатости только в случаях, когда он является единственным для получения требуемой шероховатости:
Допускается применять упрощенное обозначение шероховатости поверхности с разъяснением его в технических требованиях чертежа, например:
Обозначение шероховатости следует ставить на тех видах и разрезах, на которых проставлены размеры, относящиеся к соответствующим частям детали. Обозначение шероховатости располагают на линиях контура, выносных линиях или на полках линий – выносок. При недостатке места обозначение шероховатости допускается располагать на размерных линиях или на их продолжениях.
Если шероховатость одной и той же поверхности детали на отдельных участках должна быть различной, то эти участки разграничивают сплошной тонкой линией с нанесением соответствующего размера и обозначений шероховатости (рис. 11.108, д).
Примеры нанесения знаков шероховатости на различных поверхностях приведены на рис. 11.108, к.
ГОСТ 2.309-73
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЕДИНАЯ СИСТЕМА КОНСТРУКТОРСКОЙ ДОКУМЕНТАЦИИ
ОБОЗНАЧЕНИЯ ШЕРОХОВАТОСТИ
ПОВЕРХНОСТЕЙ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Единая система конструкторской документации ОБОЗНАЧЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ Unified system for design documentation. | ГОСТ Взамен |
Постановлением Государственного комитета стандартов Совета Министров СССР от 9 ноября 1973 г. № 2604 срок введения установлен
с 01.01.75
* Издание (апрель 2000 г.) с Изменениями № 1, 2, утвержденными в июне 1980 г., августе 1984 г.
(ИУС 11-80, 12-84)
Настоящий стандарт устанавливает обозначения шероховатости поверхностей и правила нанесения их на чертежах изделий всех отраслей промышленности. Стандарт полностью соответствует стандарту ИСО 1302. (Измененная редакция, Изм. № 1, 3).
1.1. Шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции. 1.2. Структура обозначения шероховатости поверхности приведена на черт. 1 . При применении знака без указания параметра и способа обработки его изображают без полки.
(Измененная редакция, Изм. № 3). 1.3. В обозначении шероховатости поверхности применяют один из знаков, изображенных на черт. 2 .
Высота h должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота H равна (1,5 … 5) h. Толщина линий знаков должна быть приблизительно равна половине толщины сплошной основной линии, применяемой на чертеже. В обозначении шероховатости поверхности, способ обработки которой конструктором не устанавливается, применяют знак (черт. 2 a). В обозначении шероховатости поверхности, которая должна быть образована только удалением слоя материала, применяют знак (черт. 2б). В обозначении шероховатости поверхности, которая должна быть образована без удаления слоя материала, применяют знак (черт. 1в) с указанием значения параметра шероховатости. (Измененная редакция, Изм. № 3). 1.4. Поверхности детали, изготовляемой из материала определенного профиля и размера, не подлежащие по данному чертежу дополнительной обработке, должны быть отмечены знаком без указания параметра шероховатости. Состояние поверхности, обозначенной знаком , должно соответствовать требованиям, установленным соответствующим стандартом или техническими условиями, или другим документом, причем на этот документ должна быть приведена ссылка, например, в виде указания сортамента материала в графе 3 основной надписи чертежа по ГОСТ 2.104-68. 1.5. Значение параметра шероховатости по ГОСТ 2789-73 указывают в обозначении шероховатости: после соответствующего символа, например: Ra 0,4; Rmax 6,3; Sm 0,63; t 50 70; S 0,032; Rz 50. Примечание. В примере t 50 70 указана относительная опорная длина профиля t p = 70 % при уровне сечения профиля р = 50 %, (Измененная редакция, Изм. № 3). 1.2-1.5. (Измененная редакция, Изм. № 2). 1.5а. При указании наибольшего значения параметра шероховатости в обозначении приводят параметр шероховатости без предельных отклонений, например: . 1.5б. При указании наименьшего значения параметра шероховатости после обозначения параметра следует указывать « min », например: ; . (Измененная редакция, Изм. № 3). 1.5а, 1.56. (Введены дополнительно, Изм. № 2) . 1.6. При указании диапазона значений параметра шероховатости поверхности в обозначении шероховатости приводят пределы значений параметра, размещая их в две строки, например:
| 0,8 0,4 | t 50 70 50 и т. п. |
В верхней строке приводят значение параметра, соответствующее более грубой шероховатости. 1.7. При указании номинального значения параметра шероховатости поверхности в обозначении приводят это значение с предельными отклонениями по ГОСТ 2789-73, например:
Ra 1 + 20 %; Rz 100 –10 % ; Sm 0,63 +20 % ; t 50 70 ± 40 % и т. п.
1.6, 1.7. (Измененная редакция, Изм. № 2, 3). 1.8. При указании двух и более параметров шероховатости поверхности в обозначении шероховатости значения параметров записывают сверху вниз в следующем порядке (см. черт. 3): параметр высоты неровностей профиля, параметр шага неровностей профиля, относительная опорная длина профиля.
(Измененная редакция, Изм. № 3). 1.9. При нормировании требований к шероховатости поверхности параметрами Ra , Rz , Rmax базовую длину в обозначении шероховатости не приводят, если она соответствует указанной в приложении 1 ГОСТ 2789-73 для выбранного значения параметра шероховатости. (Измененная редакция, Изм. № 2). 1.10. Условные обозначения направления неровностей должны соответствовать приведенным в таблице. Условные обозначения направления неровностей приводят на чертеже при необходимости.
Типы направления неровностей | Обозначение | Типы направления неровностей | Обозначение |
Высота знака условного обозначения направления неровностей должна быть приблизительно равна h . Толщина линий знака должна быть приблизительно равна половине толщины сплошной основной линии. (Измененная редакция, Изм. № 3). 1.11. Вид обработки поверхности указывают в обозначении шероховатости только в случаях, когда он является единственным, применимым для получения требуемого качества поверхности (черт. 4).
(Измененная редакция, Изм. № 3). 1.12. Допускается применять упрощенное обозначение шероховатости поверхностей с разъяснением его в технических требованиях чертежа по примеру, указанному на черт. 5 .
В упрощенном обозначении используют знак и строчные буквы русского алфавита в алфавитном порядке, без повторений и, как правило, без пропусков. (Измененная редакция, Изм. № 2, 3). 1.13. Если направление измерения шероховатости должно отличаться от предусмотренного ГОСТ 2789-73, его указывают на чертеже по примеру, приведенному на черт. 6 .
2.1. Обозначения шероховатости поверхностей на изображении изделия располагают на линиях контура, выносных линиях (по возможности ближе к размерной линии) или на полках линий-выносок. Допускается при недостатке места располагать обозначения шероховатости на размерных линиях или на их продолжениях, на рамке допуска формы, а также разрывать выносную линию (черт. 7).
(Измененная редакция, Изм. № 3). 2.2. На линии невидимого контура допускается наносить обозначение шероховатости только в случаях, когда от этой линии нанесен размер. 2.3. Обозначения шероховатости поверхности, в которых знак имеет полку, располагают относительно основной надписи чертежа так, как показано на черт. 8 и 9 . 2.4. Обозначения шероховатости поверхности, в которых знак не имеет полки, располагают относительно основной надписи чертежа так, как показано на черт. 10 . 2.5. При изображении изделия с разрывом обозначение шероховатости наносят только на одной части изображения, по возможности ближе к. месту указания размеров (черт. 11).
(Измененная редакция, Изм. № 3).
(Измененная редакция, Изм. № 3).
(Измененная редакция. Изм. № 3). 2.6. При указании одинаковой шероховатости для всех поверхностей изделия обозначение шероховатости помещают в правом верхнем углу чертежа и на изображении не наносят (черт. 12). Размеры и толщина линий знака в обозначении шероховатости, вынесенном в правый верхний угол чертежа, должны быть приблизительно в 1,5 раза больше, чем в обозначениях, нанесенных на изображении. Примечание. При расположении поверхности в заштрихованной зоне обозначение наносят только на полке линии-выноски. 2.7. Обозначение шероховатости. одинаковой для части поверхностей изделия, может быть помещено в правом верхнем углу чертежа (черт. 13 , 14) вместе с условным обозначением . Это означает, что все поверхности, на которых на изображении не нанесены обозначения шероховатости или знак , должны иметь шероховатость, указанную перед условным обозначением . Размеры знака, взятого в скобки, должны быть одинаковыми с размерами знаков, нанесенных на изображении. Примечание. Не допускается обозначение шероховатости или знак выносить в правый верхний угол чертежа при наличии в изделии поверхностей, шероховатость которых не нормируется.
(Измененная редакция. Изм. № 3). 2.8. Обозначение шероховатости поверхностей повторяющихся элементов изделия (отверстий, пазов, зубьев и т. п.), количество которых указано на чертеже, а также обозначение шероховатости одной и той же поверхности наносят один раз, независимо от числа изображений. Обозначения шероховатости симметрично расположенных элементов симметричных изделий наносят один раз. 2.9. Если шероховатость одной и той же поверхности различна на отдельных участках, то эти участки разграничивают сплошной тонкой линией с нанесением соответствующих размеров и обозначений шероховатости (черт. 15 а). Через заштрихованную зону линию границы между участками не проводят (черт. 15 б).
(Измененная редакция. Изм. № 3). 2.10. Обозначение шероховатости рабочих поверхностей зубьев зубчатых колес, эвольвентных шлицев и т. п., если на чертеже не приведен их профиль, условно наносят на линии делительной поверхности (черт. 16а, б, в) , а для глобоидных червяков и сопряженных с ними колес – на линии расчетной окружности (черт. 16г).
(Измененная редакция. Изм. № 3). 2.11. Обозначение шероховатости поверхности профиля резьбы наносят по общим правилам при изображении профиля (черт. 17 а) или условно на выносной линии для указания размера резьбы (черт. 17б, в, г, д), на размерной линии или на ее продолжении (черт. 17 е).
(Измененная редакция. Изм. № 3). 2.4-2.11. (Измененная редакция, Изм. № 2). 2.12. Если шероховатость поверхностей, образующих контур, должна быть одинаковой, обозначение шероховатости наносят один раз в соответствии с черт. 18 а, б. Диаметр вспомогательного знака О – 4 … 5 мм. В обозначении одинаковой шероховатости поверхностей, плавно переходящих одна в другую, знак О не приводят (черт. 19).
(Измененная редакция, Изм. № 1, 2, 3). 2.13. Обозначение одинаковой шероховатости поверхности сложной конфигурации допускается приводить в технических требованиях чертежа со ссылкой на буквенное обозначение поверхности, например: «шероховатость поверхности А – ». При этом буквенное обозначение поверхности наносят на полке линии-выноски, проведенной от утолщенной штрихпунктирной линии, которой обводят поверхность на расстоянии 0,8 … 1 мм от линии контура (черт. 20).
(Измененная редакция, Изм. № 2, 3).
ГОСТ 2.309-73
МЕЖГОСУДАРСТВЕННЫЙСТАНДАРТ
ЕДИНАЯ СИСТЕМА КОНСТРУКТОРСКОЙ ДОКУМЕНТАЦИИ
ОБОЗНАЧЕНИЯ ШЕРОХОВАТОСТИ
ПОВЕРХНОСТЕЙ
ИПКИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
после соответствующегосимвола, например: Ra 0,4; Rmax 6,3; Sm 0,63; t 50 70; S 0,032; Rz 50. Примечание . В примере t 50 70 указанаотносительная опорная длина профиля t p = 70 % при уровне сечения профиля р = 50 %, 1.2-1.5. (Измененнаяредакция, Изм. № 2). (Измененная редакция, Изм. №3). В верхней строке приводят значение параметра, соответствующее болеегрубой шероховатости. Высота знака условногообозначения направления неровностей должна быть приблизительно равна h . Толщина линий знака должна быть приблизительно равна половине толщины сплошнойосновной линии. 1.11.Вид обработки поверхности указывают в обозначении шероховатости только вслучаях, когда он является единственным, применимым для получения требуемогокачества поверхности ( ). Черт. 4 (Измененная редакция, Изм. № 3). 1.12. Допускается применять упрощенное обозначение шероховатостиповерхностей с разъяснением его в технических требованиях чертежа по примеру,указанному на . Черт. 5 В упрощенном обозначении используютзнак и строчные буквы русского алфавита в алфавитном порядке, без повторенийи, как правило, без пропусков. (Измененная редакция, Изм. № 2, 3). 1.13.Если направление измерения шероховатости должно отличаться от предусмотренногоГОСТ 2789-73, его указывают на чертеже по примеру, приведенному на . Черт. 6 (Измененнаяредакция. Изм. № 3). 2.1.Обозначения шероховатости поверхностей на изображении изделия располагают налиниях контура, выносных линиях (по возможности ближе к размерной линии) или наполках линий-выносок. |
Шероховатость поверхности – совокупность неровностей с относительно мелким шагом, образующих рельеф поверхности и рассматриваемых в пределах участка, длина которого выбирается в зависимости от характера поверхности и равна базовой длине.
Шероховатость может быль следом от резца или другого режущего инструмента, копией неровностей форм и штампов, может появляться вследствие вибраций, возникающих при резании, а также в результате действия других факторов.
Номенклатура параметров, типы направлений неровностей поверхности и числовые значения параметров для оценки шероховатости поверхностей устанавливаются ГОСТ 2789 – 73.
Шероховатость поверхности оценивается по неровностям профиля, получаемого путём сечения поверхности плоскостью, перпендикулярной к ней (рис. 7.1).
Для оценки шероховатости поверхности её рассматривают в пределах ограниченного участка, длина которого называется базовой длиной – l .
Параметры шероховатости, установленные ГОСТ 2789 – 73, условно делятся на три основные группы: высотные (Ra , R z, Rmax ), шаговые (Sm, S ) и параметр формы t р .
Основными параметрами шероховатости считаются Ra и Rz , при этом параметр Ra является предпочтительным.
Ra – среднее арифметическое отклонение профиля в пределах базовой длины, мкм.
Базой для отсчёта отклонений профиля является средняя линия профиля m – линия, имеющая форму номинального профиля и проведенная так, что в пределах базовой длины среднее квадратичное отклонение профиля до этой линии минимально.
R z – высота неровностей профиля по десяти точкам – сумма средних абсолютных значений высот пяти наибольших выступов (Н i max ) и глубин пяти наибольших впадин (Н i min ) профиля в пределах базовой длины, мкм (рис. 7.1).
Обозначения шероховатости поверхностей и правила нанесения их на чертежах изделий всех отраслей промышленности устанавливает ГОСТ 2789 – 73*. Структура обозначения шероховатости поверхности приведена на рис. 7.2 (новое обозначение шероховатости, введённое с 2003 г. ).
Высота h знаков должна быть равна высоте цифр размерных чисел чертежа. Высота Н составляет 1,5…3 h . Толщина линий знаков должна быть равна 1/2 толщины линии видимого контура. Размеры и толщина линий у знака в правом верхнем углу (рис. 7.7), взятого в скобки, должны быть такими же, как у знаков, расположенных на чертеже, а у знака перед скобкой – в 1,5 раза больше. Знаки шероховатости, представленные на рис. 7.3, указывают на вид обработки.
В обозначении шероховатости поверхности, способ обработки которой конструктором не устанавливается, применяют знак, изображённый на рис. 7.3а.
В обозначении шероховатости поверхности, которая должна быть образована только удалением слоя материала, применяют знак, показанный на рис. 7.3б.
В обозначении шероховатости поверхности, которая должна быть образована без удаления слоя материала, применяют знак, изображённый на рис. 7.3в (без указания или с указанием значения параметра шероховатости).
Отсутствие знака означает, что поверхность не нормируется данным чертежом, т. е. к ней не предъявляется никаких требований.
Правила нанесения обозначений шероховатости поверхностей на чертежах. Знаки шероховатости поверхностей располагают на линиях видимого контура, выносных линиях или полках линий-выносок на тех изображениях, на которых проставлены соответствующие размеры, по возможности ближе к размерной линии (рис. 7.4). При недостатке места допускается располагать знаки на размерных линиях или их продолжениях и на месте разрыва выносной линии.
Острие знака направляется к обрабатываемой поверхности. Знаки располагают относительно основной надписи чертежа так, как показано на рис. 7.5.
Не допускается ставить обозначение шероховатости в правом верхнем углу чертежа при наличии в детали поверхностей, шероховатость которых не нормируется.
Рис. 7.6 Рис. 7.7
Если изображена деталь с разрывом, шероховатость проставляется один раз – как можно ближе к месту указания размера (рис. 7.8).
Если шероховатость одной и той же поверхности различна на отдельных участках, то между ними проводят сплошную тонкую линию с нанесением соответствующего размера и ставят знак шероховатости (рис. 7.8). Через зону штриховки границу между поверхностями с различной шероховатостью не проводят.
На чертежах зубчатых колес обозначение шероховатости рабочей поверхности зуба, если не указан его профиль, условно наносят на линию делительной поверхности (см. рис. 8.2).
Обозначение шероховатости повторяющихся поверхностей (отверстий, зубьев, пазов и т.п.), количество которых указано на чертеже, дается только один раз.
Обозначение шероховатости поверхности профиля резьбы наносят по общим правилам при изображении профиля. При условном изображении шероховатость поверхности резьбы проставляют, как показано на рис. 7.9.
Если шероховатость поверхностей, образующих контур, должна быть одинаковой, обозначение шероховатости наносят один раз (рис. 7.10). Диаметр вспомогательного знака – 4…5мм. В обозначении одинаковой шероховатости поверхностей, плавно переходящих одна в другую, знак не приводят (рис. 7.11).
Рис. 7.10 Рис. 7.11
Числовые значения параметров в обозначении шероховатости означают наибольшее или наименьшее допускаемые значения, отнесённые к стандартной базовой длине. Нормальные числовые значения, соответствующие наибольшим допустимым параметрам шероховатости, записываются, как показано на рис. 7.7. Наименьшее значение параметра сопровождают надписью min после числового знака, например: Ra 3,2 min .
Детали могут иметь различную шероховатость поверхностей, зависящую от способов их изготовления.
Под шероховатостью поверхности подразумевают числовую характеристику величины микронеровностей реальной поверхности, определяющую ее отклонение от идеально гладкой поверхности (рис. 1). Номенклатура параметров, типы направлений неровностей поверхности и числовые значения параметров для оценки шероховатости поверхностей устанавливаются ГОСТ 2789 – 73.
Рис. 1. Параметры шероховатости.
Основные параметры:
R a – среднеарифметическое отклонение профиля, мкм (1 мкм = 1 м/1000000),
R z – высота неровностей профиля по десяти точкам, мкм.
Числовые значения R a или R z выбираются из таблицы (рис. 2).
Рис. 2. Отклонения профиля.
При обозначении шероховатости параметр R a пишется без символа (например, 0,5), остальные параметры наносят с символами. Стандартом установлено 14 классов шероховатостей деталей. Чем выше класс шероховатости, тем меньше высота неровностей, а следовательно, чище поверхность.
Определение шероховатости поверхности производят сравнением поверхности с соответствующим эталоном или специальными приборами (профилографом, профилометром, двойным микроскопом).
ГОСТ 2.309 – 73 устанавливает обозначения шероховатости поверхностей и правила нанесения их на чертежах изделий всех отраслей промышленности. На рис. 4 даны формы и размеры знаков для обозначения на чертежах шероховатости поверхности.
Рис. 3. Таблица оценки шероховатости.
Высота h знаков должна быть равна высоте цифр размерных чисел чертежа. Высота H составляет 1,5…3 h. Толщина линий знаков должна быть равна 1/2 толщины линии видимого контура. Размеры и толщина линий у знака в правом верхнем углу, взятого в скобки, должны быть такими же, как у знаков, расположенных на чертеже, а у знака перед скобкой – в 1,5 раза больше.
Знаки шероховатости, представленные на рис. 4, указывают на вид обработки.
Рис. 4. Простановка знаков шероховатости.
Первый знак – поверхность образована удалением слоя материала (например, точением, сверлением, травлением и т.п.).
Второй знак – поверхность образована без удаления слоя материала (например, литьем, ковкой, прокаткой и т.п.).
Третий знак – поверхность, вид обработки которой конструктором не устанавливается, но указываются параметры R a или R z и другие требования к поверхности.
Отсутствие знака означает, что поверхность не нормируется данным чертежом, т.е. к поверхности не предъявляется никаких требований.
Правила нанесения обозначений шероховатости поверхностей на чертежах:
1. Знаки шероховатости поверхностей располагают на линиях видимого контура, на выносных линиях (ближе к размерной линии) или на полках линий-выносок. При недостатке места допускается располагать знаки на размерных линиях или на их продолжениях и на месте разрыва выносной линии – рис. 4.
2. Знаки шероховатости поверхности располагают на тех изображениях, на которых проставлены размеры данных поверхностей.
3. Острие знака направляется к обрабатываемой поверхности. Знаки располагают относительно основной надписи чертежа так, как показано на рис. 6.
4. Если все поверхности детали должны иметь одинаковую шероховатость, обозначение ее проставляют в правом верхнем углу чертежа, а на изображении не проставляют (рис. 4).
Рис. 5. Шероховатость зубчатых колес.
5. Если часть поверхностей детали имеет одинаковую шероховатость, тогда в правом верхнем углу чертежа проставляют обозначение одинаковой шероховатости и условное обозначение (см. рис. 4). Это значит, что все поверхности, на изображении которых не нанесены обозначения шероховатости, должны иметь шероховатость, указанную перед условным обозначением.
6. Если изображена деталь с разрывом, шероховатость проставляется один раз и по возможности ближе к месту указания размера (рис. 4).
7. При наличии в детали поверхностей, шероховатость которых не нормируется, в правом верхнем углу чертежа никаких знаков не ставится (рис. 4).
8. Если шероховатость поверхности детали на смежных участках одного и того же профиля должна быть разной, то между ними проводят сплошную тонкую линию с нанесением соответствующего размера и ставят знак шероховатости
(рис. 4). Через зону штриховки границу между поверхностями с различной шероховатостью не проводят.
9. На чертежах зубчатых колес обозначение шероховатости рабочей поверхности зуба, если не указан его профиль, условно наносят на линию делительной поверхности (рис. 5).
10. Обозначение шероховатости повторяющихся поверхностей (отверстий, зубьев, пазов и т.п.) дается только один раз.
11. Обозначение шероховатости поверхности профиля резьбы наносят по общим правилам при изображении профиля (рис. 5). На рис. 5 показаны примеры простановки шероховатости поверхности резьбы при ее условном изображении.
Для приближенной оценки шероховатости поверхности можно пользоваться таблицей рис. 3 и рис. 6.
Все классы шероховатости и другие параметры, приведенные в таблице (рис. 3), условно разделены на 5 групп:
I (классы 1…3) – торцовые поверхности труб, профилей и другого сортового материала, поверхности шкивов, фланцев и т.п.
II (классы 4…6) – втулки, гладкие части болтов 3 и 4-го классов точности, кронштейны, различные привалочные поверхности.
III (классы 7…9) – несущие поверхности подшипников, поверхности зубьев и т.п.
IV (классы 10…13) – поверхности, работающие на трение, поверхности поршневых пальцев и колец, шейки коленчатых валов, кулачков.
V (класс 14) – поверхности оптических стекол.
Правила нанесения шероховатости поверхности на чертежах
Правило 1. Обозначение шероховатости поверхности располагают относительно основной надписи чертежа так, как показано на рис.9. При расположении поверхности в заштрихованной зоне обозначения наносят только на полке линии выноски. Острие знака шероховатости должно прикасаться к обрабатываемой поверхности с той стороны, откуда возможен подвод режущего инструмента.
Рисунок 9. Обозначение шероховатости поверхности знаком с полкой относительно основной надписи.
| Рисунок 10. Пример расположения обозначения шероховатости поверхности. |
Правило 2. Обозначения шероховатостей на изображении изделия располагают на линиях (по возможности ближе к размерной линии) или на полках линий-выносок.
Допускается при недостатке места располагать обозначения шероховатости на размерных линиях или на их продолжениях, а также разрывать выносную линию (рис.10), на рамке допуска формы.
Правило 3. При указании одинаковой шероховатости для всех поверхностей изделия обозначение шероховатости помещают в правом верхнем углу чертежа и на изображении не наносят (рис.11).
Рисунок 11. Указание шероховатости одинаковой для всех поверхностей изделия.
Размеры и толщина линий знака в обозначения шероховатости, вынесенном в правый верхний угол чертежа, должны быть приблизительно в 1. 5 раза больше, чем на обозначениях, нанесенных на изображении. Расстояние от знака до верхней и до правой вертикальной лини рамки чертежа должно составлять 5…10 мм.
Правило 4. Обозначение шероховатости, одинаковой для части поверхностей изделия, должна быть помещено в правом верхнем углу чертежа (рис.12) вместе с условным обозначением . Это означает, что все поверхности, на которых на изображении не нанесены обозначения шероховатости, должны иметь шероховатость, указанную перед условным обозначением .
Размеры знака, взятого в скобки, должны быть одинаковыми с размерами знаков, нанесенных на изображении.
Рисунок 12. Указание шероховатости одинаковой для части поверхности изделия.
Правило 5. Для деталей, изготовленных литьем, ковкой, штамповкой или другими способами формообразования, ᴛ.ᴇ. без механического удаления слоя металла, на рабочем чертеже целесообразно в правом верхнем углу проставить шероховатость поверхностей, необработанных по данному чертежу. Для этого используют знак с указанием численного значения параметра шероховатости (рис.13).
Рисунок 13. Указание шероховатости, когда часть поверхности не обрабатывается по данному чертежу.
Примечание: Не допускается обозначение шероховатости или знак выносить в правый верхний угол чертежа при наличии в изделии поверхностей, шероховатость которых не нормируется.
Правило 6. Обозначение шероховатости поверхностей повторяющихся элементов изделия (отверстий, пазов, зубьев и т. п.), количество которых указанно на чертеже, а также обозначение шероховатости одной и той же поверхности наносят один раз, независимо от числа изображений.
Правило 7. Обозначение шероховатости рабочих поверхностей зубьев зубчатых колес, эвольвентных шлицев и т. п., в случае если на чертеже не приведен их профиль, условно наносят на линии делительной поверхности, а для глобоидных червяков и сопряженных для них колес – на линии расчетной окружности (рис. 14).
| а) | б) |
| в) | г) |
| Рисунок 14. Примеры обозначения шероховатости рабочих поверхностей зубьев |
Правило 8. Обозначение шероховатости рабочих поверхностей профиля резьбы наносят условно на выносной линии для указания размера резьбы или на размерной линии. (рис.15).
Рисунок 15.1. Пример обозначения шероховатости наружной резьбы.
Рисунок 15.2. Пример обозначения шероховатости внутренней резьбы
Рисунок 15.3. Пример обозначения шероховатости внутренней конической резьбы
Рисунок 15.4. Пример обозначения шероховатости внутренней резьбы
Обозначение на чертежах шероховатости поверхностей
Обозначение на чертежах шероховатости поверхностей
Категория:
Технические чертежи
Обозначение на чертежах шероховатости поверхностей
При любом способе изготовления деталей их поверхности не могут быть абсолютно гладкими, так как на них остаются следы литейной формы, ковочного молота, прокатных вальцов, режущих инструментов, т. е. шероховатости, состоящие из чередующихся впадин и выступов различной формы и величины.
Под шероховатостью поверхности подразумевают размерную характеристику микронеровностей, обуславливающих шероховатость поверхности, независимо от способов ее получения. Величину неровностей выражают в микронах (микрон — тысячная доля миллиметра).
Для каждого класса указаны пределы значений средней высоты неровностей в микронах и условные знаки их графического обозначения на чертежах. Из табл. 8 видно, что чем выше класс чистоты, тем меньше высота неровностей, и, следовательно, тем глаже поверхность.
В случае необходимости более мелкого подразделения степеней чистоты по ГОСТ предусмотрено разделение классов с 6-го по 14-й на разряды, причем каждый из указанных классов подразделяют на три разряда (а, б, в).
На рабочем чертеже детали все поверхности, шероховатость которых устанавливается данным чертежом, должны быть обозначены знаком V, рядом с ним указывают класс или класс и разряд чистоты поверхности по ГОСТ 2789—59 (для металлов, пластмасс и других материалов, для которых целесообразно производить измерение шероховатости поверхности) и ГОСТ 7016—54 (для древесины).
Поверхности, не определяемые данным чертежом, т. е. сохраняющиеся в состоянии поставки и не подвергающиеся дополнительной обработке, обозначают знаком со. Эти поверхности должны удовлетворять требованиям, установленным соответствующими стандартами или техническими условиями.
Способы обработки поверхностей на чертеже не указывают, за исключением случаев, когда способ обработки является единственным, гарантирующим требуемую шероховатость. При этом указания о способе обработки поверхностей помещают на полке знака V (рис. 1, а). Треугольник в обозначении шероховатости поверхности должен быть равносторонним и выполнен в соответствии с рис. 1, б. Цифры и буквы, указывающие класс (или класс и разряд) чистоты поверхности, должны быть одинаковой высоты со следует выполнять в соответствии с требованиями рис. 1, д. Высота h знака Н должна быть приблизительно равна 1,5 высоты цифр размерных чисел на чертеже. Высота цифр числа, характеризующего неровность, должна быть приблизительно равна 2/3/г, цифры следует наносить на расстоянии а =0,6—0,8 мм.
Рис. 1. Знаки обозначения шероховатости поверхности на чертежах.
Толщина линий знаков V, V и оо должна быть приблизительно равна половине толщины сплошной основной линии, применяемой на этом чертеже.
Размеры знаков V, V и со на изображении должны быть одинаковыми.
Размеры и толщина линий знаков, вынесенных в правый верхний угол чертежа, должны быть приблизительно в 1,5 раза больше знаков, нанесенных на изображении.
Размеры знака в правом верхнем углу, взятого в скобки, должны быть такие же, как и знаков, нанесенных на изображении.
Числовое значение шероховатости ограничивает только небольшую величину параметров Rq или Rz для всех материалов, кроме древесины, и параметра Rzmax — для древесины.
По ГОСТ 2.309—68 шероховатость поверхности на изображении детали располагают на линиях контура, выносных линиях (по возможности ближе к размерной линии) или на полках линий-выносок.
При недостатке места допускается знаки шероховатости располагать на размерных линиях или разрывать выносную линию. Цифры, обозначающие класс чистоты поверхности, наносят так, чтобы они не касались выносных или контурных линий. На линиях невидимого контура допускается наносить обозначение шероховатости поверхности только в случаях, когда от этих линий указывают размер.
Если шероховатость поверхностей всей детали должна быть одинаковой, то в правом верхнем углу чертежа наносят общее обозначение шероховатости.
Если знак V взят в скобки (V), значит, все остальные поверхности детали, кроме обозначенных знаками шероховатости или знаком со , имеют шероховатость, указанную перед скобкой. Когда преобладающее количество поверхностей сохраняют в состоянии поставки, знак со ставят в правом верхнем углу.
Шероховатость поверхностей повторяющихся элементов детали (отверстий, пазов, зубьев и т. п.), а также шероховатость одной и той же поверхности, независимо от количества изображений, наносят один раз.
Рис. 2. Расположение знаков шероховатости на чертежах.
Рис. 3. Обозначение шероховатости, одинаковой для всей поверхности детали
Рис. 4. Обозначение поверхности, сохраняющей состояние поставки.
Если на отдельных участках детали шероховатость одной и той же поверхности должна быть различной, то эти участки разграничивают сплошной тонкой линией с нанесением соответствующего размера и обозначений шероховатости. Через зону штриховки границу между поверхностями с различной шероховатостью не проводят.
Обозначение шероховатости рабочих поверхностей зубьев зубчатых колес, эвольвентных шлиц и т. п., если на чертеже не дается их профиль, условно наносят на линии делительной окружности, а глобоидных червяков и сопряженных с ними колес — на линии расчетной окружности; обозначение шероховатости впадин и выступов наносят соответственно на линиях впадин и выступов.
Рис. 6. Разграничение участков с разной шероховатостью одной поверхности.
Рис. 7. Обозначение шероховатости поверхности различных деталей.
Обозначение шероховатости поверхности профиля резьбы наносят по общим правилам, если дается изображение профиля (рис. 8, а), или условно на выносной или размерной линии обозначения размера резьбы (рис. 8, б—ж).
Рис. 8. Обозначение шероховатости профиля резьбы.
Реклама:
Читать далее:
Изображение и обозначение резьб, крепежных деталей и пружин на чертежах
Статьи по теме:
Шероховатость и точность поверхностей в зависимости от условий
Шероховатость поверхности, обработанной на токарном станке, и причины ее образования. Наповерхности, обработанной токарным резцом, образуются неровности в виде винтовых выступов и винтовых канавок (рис. 67, а), подобные резьбе, вполне отчетливо заметные при крупной подаче s и обнаруживаемые лишь при помощи специальных приборов, если подача невелика.
Такие неровности расположены в направлении подачи и образуют поперечную шероховатость в отличие от продольной шероховатости (рис. 67, б), образуемой неровностями в направлении скорости резания v. О происхождении последних неровностей будет сказано ниже.
При токарной обработке наибольшее значение имеет поперечная шероховатость, характеризуемая формой и размерами винтовых выступов, образующих неровности. Высота таких неровностей зависит от очень многих факторов, участвующих в процессе резания и действующих в разных случаях различно, и поэтому не может, быть определена расчетом, а находится лишь опытным путем. При обтачивании более вязких металлов, например малоуглеродистых сталей, высота неровностей получается большей, чем при обработке хрупких металлов, например чугуна. При обработке хрупких металлов (при стружке надлома) на обработанной поверхности получаются иногда очень заметные углубления, образующие продольную шероховатость.
Шероховатость поверхности уменьшается, если материал (сталь) подвергнут термической обработке, что повышает однородность его структуры шероховатости, получающиеся при токарной обработке.
Высота неровностей зависит в наибольшей степени от величины подачи. При крупных подачах эта высота значительно отличается от расчетной и превышает ее в несколько раз.
Влияние глубины резания на шероховатость поверхности незначительно и не имеет практического значения.
Скорость резания существенно влияет на образование шероховатости поверхности. При скорости резания до 3—5 м/мин размеры неровностей незначительны; с увеличением скорости резания неровности возрастают; при повышении скорости резания до 60— 70 м/мин высота неровностей уменьшается, и при скорости около 70 м/мин шероховатость поверхности получается наименьшей. Дальнейшее повышение скорости резания незначительно влияет на шероховатость обработанной поверхности. Наличие нароста на резце увеличивает шероховатость поверхности, обработанной данным резцом.
Значительное влияние на шероховатость поверхности оказывает применяемый при обработке состав смазочно-охлаждающей жидкости. Наилучшие результаты получаются, если жидкость содержит минеральные масла, мыльные растворы и другие вещества, повышающие ее смазочные свойства.
Опыты ряда исследователей показали, что неровности режущей кромки резца, получившиеся вследствие некачественности доводки его, переносятся на обработанную поверхность в увеличенных размерах.
Степень затупления резца также влияет на шероховатость поверхности. При небольшом затуплении резца обработанная поверхность часто получается даже несколько чище, чем при остром резце. При дальнейшем затуплении резца шероховатость поверхности увеличивается.
Материал режущего инструмента в рассматриваемом случае также имеет значение. Так, например, резцами из твердых сплавов В Кб, ВК8 очень трудно получить хорошую поверхность при обработке вязких материалов, что объясняется склонностью этих сплавов к выкрашиванию при указанных условиях работы. Применение при этих же условиях твердых сплавов, например марок Т5К6, Т15К6 и др., а также быстрорежущих резцов позволяет уменьшить шероховатость поверхности.
На шероховатость обработанной поверхности влияют и вибрации, возникающие в процессе резания. Особое значение в этом случае приобретают чрезмерные зазоры в направляющих суппорта и в подшипниках, неточности зубчатых передач станка, плохая балансировка вращающихся частей станка, недостаточная жесткость обрабатываемой детали, углы резца, его вылет и многие причины, отмеченные в разных главах книги. Все эти вредные явления при токарной обработке вызывают продольную шероховатость поверхности.
Классификация и обозначения шероховатости поверхностей. ГОСТ 2789—59 устанавливает 14 классов чистоты (шероховатости) поверхности. Обозначения этих классов, указываемые на чертеже детали, приведены в табл. 5.
При необходимости в особо мелкой градации степеней шероховатости ГОСТ 2789—59 допускает разделение классов 6—14 на разряды. В каждом из классов введены три разряда, обозначаемые буквами а, б и в. Соответствующая буква проставляется после цифры, указывающей класс чистоты данной поверхности. Например, обозначение \/8а указывает, что данная поверхность должна иметь шероховатость, соответствующую разряду а 8-го класса чистоты по ГОСТ 2789—59.
Шероховатость поверхностей деталей машин определяется путем сопоставления данной поверхности с эталонами шероховатости (рис. 68), или более точно — посредством специальных приборов. Оценка шероховатости обработанной поверхности по эталонам (образцам) производится на рабочих местах методом сравнения. Образцы выпускаются для разных видов обработки (точения, фрезерования и т. п.) и для различных металлов (стали, чугуна и т. п.), для классов чистоты от V4 до V13.
Приборы оптические (профилометры, двойной микроскоп Линника, микроинтерферометры), а также щуповые (профилографы, профилометры и др.) используются главным образом в измерительных лабораториях. С помощью таких приборов измеряется величина высоты неровностей Rzили другой параметр определения шероховатости — среднее арифметическое отклонение профиля Ra. Среднее значение высоты неровностей для некоторых классов чистоты, обеспечиваемых токарной обработкой, составляет в мкм:
Δ7………………… 3,2—6,3
Δ6………………… 6,3—10
Δ5………………… 10—20
Δ4…………………….. 20—40
Δ3…………………….. 40—80
Шероховатости поверхностей грубее 1-го класса обозначаются в чертежах знаком \J , над которым указывается высота неровностейRzв микрометрах, например, Яz500У . Поверхности, не подвергаемые обработке, обозначаются в чертежах знаком ∞.
С 1 января 1975 г. ГОСТ 2789—59 заменяется новым ГОСТ 2789—73, который вводит дополнительные параметры шероховатости поверхности (шесть вместо двух), новые обозначения классов шероховатости и др.
Условия, от которых зависит точность обработки деталей на токарных станках. Несмотря на высокие качества современных токарных станков, совершенство методов обработки, точность применяемых измерительных инструментов и наличие других благоприятных условий, влияющих на точность обработки детали, достигнуть совершенства точных размеров и правильной формы ее невозможно.
Основные причины образования погрешностей, возникающих при токарной обработке, рассматриваются ниже.
Погрешности, вызываемые неточностью станка и зажимного приспособления. Допускаемые отклонения от заданной точности при сборке станка, а также в результате износа его частей отражаются на правильности формы обрабатываемых деталей. Так, например, при обтачивании детали на станке, шейки шпинделя которого овальны, поверхность детали получается также овальной, (эллиптичной), а не цилиндрической, так что при измерении двух взаимно перпендикулярных диаметров детали в одном и том же поперечном сечении получаются разные результаты.
Другим видом отклонения от правильной формы цилиндрических деталей, обрабатываемых на токарных станках, является их конусность, получающаяся вследствие неправильно установленной передней (если обрабатываемая деталь закреплена в патроне) или задней бабки (при установке детали в центрах).
Погрешности при обработке детали во многих случаях вызываются недостаточной точностью или неисправностью зажимных приспособлений. Очевидно, например, что при обработке наружной поверхности втулки, насаженной на оправку с сильно изношенными центровыми отверстиями, требуемой концентричности наружной поверхности с поверхностью отверстия не получится. Неточность формы детали обусловливает и неточность ее размеров.
Погрешности, вызываемые неточностью формы, размеров и установки режущего инструмента, а также в результате его износа. Во многих случаях точность размеров и формы обрабатываемой детали или отдельных участков ее зависит прежде всего от точности размеров и формы применяемого режущего инструмента. Ширина канавки, обрабатываемой мерным резцом, получится равной требуемой лишь при условии, что длина режущей кромки резца соответствует ширине канавки. Точность формы фасонной поверхности зависит, очевидно, от точности формы фасонного резца, использованного для обработки этой поверхности .
Если точный по ширине прорезной резец при обработке канавки, о которой говорилось выше, установлен так, что главная режущая кромка его не параллельна оси детали, то ширина канавки получится больше ширины резца и форма ее будет неправильна.
Очевидна также и зависимость точности размера детали от точности установки резца в рабочее положение, например на требуемый диаметр детали по лимбу.
Существенное значение имеет износ режущего инструмента в процессе работы, который иногда настолько велик, что диаметр детали у конца, расположенного у передней бабки, получается несколько больше диаметра конца детали, с которого начато обтачивание (у задней бабки).
Погрешности, вызываемые неточностью измерительного инструмента и неправильным пользованием им. Такие погрешности могут быть результатом некачественного изготовления измерительного инструмента или неудовлетворительного состояния вследствие естественного износа или небрежного обращения. Погрешности, вызванные первой из указанных причин, редко встречаются при надлежащей организации производства, так как все измерительные инструменты тщательно контролируются перед выпуском в продажу и выдачей на рабочее место. Более точные измерительные инструменты (штангенциркули, микрометры и т. д.) снабжаются специальными паспортами, в которых указываются погрешности данного инструмента.
Естественный износ измерительных инструментов не должен являться причиной неточности измерений, если в данной мастерской хорошо организован и действует периодический контроль инструментов, осуществляемый специальными лицами.
Величина погрешностей измерений может быть весьма существенной, если для данного измерения применяется инструмент несоответствующей точности. Например, наибольшая точность измерения, которая может быть достигнута (опытным рабочим) при помощи кронциркуля и линейки с делениями, составляет около 0,3 мм. Использование этих инструментов для более точных размеров является источником погрешностей измерений. Неправильная установка инструмента относительно измеряемой поверхности может привести к значительной ошибке измерения. Например, при измерении диаметра отверстия не в плоскости, перпендикулярной к оси детали, а в плоскости, расположенной наклонно по отношению к этой оси, погрешность в измерении неизбежна. При надвигании измерительного инструмента или калибра на проверяемую деталь неопытный рабочий может допустить неточность измерения в несколько сотых долей миллиметра, если применит значительное усилие (нажим). Погрешность измерений получается и в том случае, когда во время измерения не учитывается температура детали. Очевидно, что если измерять нагревающуюся в процессе резания и еще не остывшую деталь, то размер ее будет больше соответственного размера охлажденной детали.
2.309-73
Изменением N 3, принятым Межгосударственным советом по стандартизации, метрологии и сертификации протокол N 21 от 28 мая 2002 г. , в настоящий ГОСТ внесены изменения
См. текст ГОСТа в предыдущей редакции
Межгосударственный стандарт ГОСТ 2.309-73
“Единая система конструкторской документации. Обозначения шероховатости поверхностей”
(утв. постановлением Госстандарта СССР от 9 ноября 1973 г. N 2604)
(с изменениями от 28 мая 2002 г.)
Designations system for design documentation. Designations of surface finish
Срок введения с 1 января 1975 г.
Взамен ГОСТ 2.309-68
1. Обозначение шероховатости поверхностей
2. Правила нанесения обозначений шероховатости поверхностей на
чертежах
Настоящий стандарт устанавливает обозначения шероховатости поверхностей и правила нанесения их на чертежах изделий всех отраслей промышленности.
Стандарт полностью соответствует стандарту ИСО 1302.
1. Обозначение шероховатости поверхностей
1.1. Шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
1.2. Структура обозначения шероховатости поверхности приведена на черт.1.
При применении знака без указания параметра и способа обработки его изображают без полки.
“Черт. 1 Структура обозначения шероховатости поверхности”
1.3. В обозначении шероховатости поверхности применяют один из знаков, изображенных на черт.2.
“Черт. 2. Знаки для обозначения шероховатости поверхности”
Высота h должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота H равна (1,5…5) h. Толщина линий знаков должна быть приблизительно равна половине толщины сплошной основной линии, применяемой на чертеже.
В обозначении шероховатости поверхности, способ обработки которой конструктором не устанавливается, применяют знак \/ (черт.2а).
В обозначении шероховатости поверхности, которая должна быть образована только удалением слоя материала, применяют знак \-/ (черт.2б).
В обозначении шероховатости поверхности, которая должна быть образована без удаления слоя материала, применяют знак \о/ (черт.2в) с указанием значения параметра шероховатости.
1.4. Поверхности детали, изготовляемой из материала определенного профиля и размера, не подлежащие по данному чертежу дополнительной обработке, должны быть отмечены знаком \о/ без указания параметра шероховатости.
Состояние поверхности, обозначенной знаком \о/, должно соответствовать требованиям, установленным соответствующим стандартом или техническими условиями, или другим документом, причем на этот документ должна быть приведена ссылка, например, в виде указания сортамента материала в графе 3 основной надписи чертежа по ГОСТ 2. 104-68.
1.5. Значение параметра шероховатости по ГОСТ 2789-73 указывают в обозначении шероховатости:
после соответствующего символа, например: Ra 0,4; Rmax 6,3; Sm 0,63; t 50 70; S 0,032; Rz 50.
Примечание. В примере t_50 70 указана относительная опорная длина профиля t_p = 70 % при уровне сечения профиля р=50 %.
1.2-1.5. Измененная редакция, Изм. N 2
Пункты 1.5а, 1.5б введены дополнительно, Изм. N 2
1.5а. При указании наибольшего значения параметра шероховатости в обозначении приводят параметр шероховатости без предельных отклонений, например:
______ _____
\/Ra 0,4; \/Rz 50 .
1.5б. При указании наименьшего значения параметра шероховатости после обозначения параметра следует указывать “min”,например:
_________ ________
\/Ra 3,2min; \/Rz 50min .
1.6. При указании диапазона значений параметра шероховатости поверхности в обозначении шероховатости приводят пределы значений параметра, размещая их в две строки, например:
0,8
Ra 0,4.
В верхней строке приводят значение параметра, соответствующее более грубой шероховатости.
1.7. При указании номинального значения параметра шероховатости поверхности в обозначении приводят это значение с предельными отклонениями по ГОСТ 2789-73, например:
+20%
Ra 1 + 20%; Rz 100 ; Sm 0,63 ; t 70+-40 % и т.п.
-10% 50
1.6, 1.7. (Измененная редакция, Изм. N 2)
1.8. При указании двух и более параметров шероховатости поверхности в обозначении шероховатости значения параметров записывают сверху вниз в следующем порядке (см. черт.3):
параметр высоты неровностей профиля,
параметр шага неровностей профиля,
относительная опорная длина профиля.
1.9. При нормировании требований к шероховатости поверхности параметрами Ra, Rz, Rmax базовую длину в обозначении шероховатости не приводят, если она соответствует указанной в приложении 1 ГОСТ 2789-73 для выбранного значения параметра шероховатости.
(Измененная редакция, Изм. N 2)
“Черт. 3 Запись значений параметров при указании двух и более параметров шероховатости поверхности в обозначении шероховатости”
1.10. Условные обозначения направления неровностей должны соответствовать приведенным в таблице. Условные обозначения направления неровностей приводят на чертеже при необходимости.
“Рис. Условные обозначения направления неровностей”
“Рис. Условные обозначения направления неровностей (дополнения)”
Высота знака условного обозначения направления неровностей должна быть приблизительно равна h. Толщина линий знака должна быть приблизительно равна половине толщины сплошной основной линии.
1.11. Вид обработки поверхности указывают в обозначении шероховатости только в случаях, когда он является единственным, применимым для получения требуемого качества поверхности (черт.4).
“Черт. 4 Обозначение вида обработки поверхности”
1. 12. Допускается применять упрощенное обозначение шероховатости поверхностей с разъяснением его в технических требованиях чертежа по примеру, указанному на черт.5.
“Черт. 5 Упрощенное обозначение шероховатости поверхностей с его разъяснением”
В упрощенном обозначении используют знак \/ и строчные буквы русского алфавита в алфавитном порядке, без повторений и, как правило, без пропусков. (Измененная редакция, Изм, N 2)
1.13. Если направление измерения шероховатости должно отличаться от предусмотренного ГОСТ 2789-73, его указывают на чертеже по примеру, приведенному на черт.6.
“Черт. 6. Случай отличия направления измерения шероховатости от предусмотренного ГОСТ 2789-73”
2. Правила нанесения обозначений шероховатости поверхностей на чертежах
2.1. Обозначения шероховатости поверхностей на изображении изделия располагают на линиях контура, выносных линиях (по возможности ближе к размерной линии) или на полках линий-выносок.
Допускается при недостатке места располагать обозначение шероховатости на размерных линиях или на их продолжениях, на рамке допуска формы, а также разрывать выносную линию (черт.7)
“Черт. 7 Расположение обозначений шероховатости поверхностей на изображении изделия”
2.2. На линии невидимого контура допускается наносить обозначение шероховатости только в случаях, когда от этой линии нанесен размер.
2.3. Обозначения шероховатости поверхности, в которых знак имеет полку, располагают относительно основной надписи чертежа так, как показано на черт.8 и 9.
“Черт. 8. Обозначения шероховатости поверхности, в которых знак имеет полку”
“Черт. 9. Обозначения шероховатости поверхности, в которых знак имеет полку”
2.4. Обозначения шероховатости поверхности, в которых знак не имеет полки, располагают относительно основной надписи чертежа так, как показано на черт.10.
“Черт. 10 Обозначения шероховатости поверхности, в которых знак не имеет полки”
2. 5. При изображении изделия с разрывом обозначение шероховатости наносят только на одной части изображения, по возможности ближе к месту указания размеров (черт.11).
“Черт. 11. Обозначение шероховатости при изображении изделия с разрывом”
2.6. При указании одинаковой шероховатости для всех поверхностей изделия обозначение шероховатости помещают в правом верхнем углу чертежа и на изображении не наносят (черт.12).
“Черт. 12 Обозначение шероховатости при указании одинаковой шероховатости для всех поверхностей изделия”
Размеры и толщина линий знака в обозначении шероховатости, вынесенном в правый верхний угол чертежа, должны быть приблизительно в 1,5 раза больше, чем в обозначениях, нанесенных на изображении.
Примечание. При расположении поверхности в заштрихованной зоне обозначение наносят только на полке линии-выноски.
2.7. Обозначение шероховатости, одинаковой для части поверхностей изделия, может быть помещено в правом верхнем углу чертежа (черт. 13, 14) вместе с условным обозначением (\/). Это означает, что все поверхности, на которых на изображении не нанесены обозначения шероховатости или знак \о/ , должны иметь шероховатость, указанную перед условным обозначением (\/) .
Размеры знака, взятого в скобки, должны быть одинаковыми с размерами знаков, нанесенных на изображении.
Примечание. Не допускается обозначение шероховатости или знак \о/ выносить в правый верхний угол чертежа при наличии в изделии поверхностей, шероховатость которых не нормируется.
“Черт. 13. Обозначение шероховатости, одинаковой для части поверхностей изделия”
“Черт. 14 Обозначение шероховатости, одинаковой для части поверхностей изделия”
2.8. Обозначение шероховатости поверхностей повторяющихся элементов изделия (отверстий, пазов, зубьев и т.п.), количество которых указано на чертеже, а также обозначение шероховатости одной и той же поверхности наносят один раз, независимо от числа изображений.
Обозначения шероховатости симметрично расположенных элементов симметричных изделий наносят один раз.
2.9. Если шероховатость одной и той же поверхности различна на отдельных участках, то эти участки разграничивают сплошной тонкой линией с нанесением соответствующих размеров и обозначений шероховатости (черт.15а). Через заштрихованную зону линию границы между участками не проводят (черт.15б).
“Черт. 15. Обозначение шероховатости одной и той же поверхности, различной на отдельных участках”
2.10. Обозначение шероховатости рабочих поверхностей зубьев зубчатых колес, эвольвентных шлицев и т.п., если на чертеже не приведен их профиль, условно наносят на линии делительной поверхности (черт.16а, б, в), а для глобоидных червяков и сопряженных с ними колес – на линии расчетной окружности (черт.16г).
“Черт. 16. Обозначение шероховатости рабочих поверхностей зубьев зубчатых колес, эвольвентных шлицев”
2.11. Обозначение шероховатости поверхности профиля резьбы наносят по общим правилам при изображении профиля (черт.17а) или условно на выносной линии для указания размера резьбы (черт. 17б, в, г, д), на размерной линии или на ее продолжении (черт.17е).
“Черт. 17. Нанесение обозначения шероховатости поверхности профиля резьбы”
2.4-2.11. (Измененная редакция, Изм. N 2)
2.12. Если шероховатость поверхностей, образующих контур, должна быть одинаковой, обозначение шероховатости наносят один раз в соответствии с черт.18а, б. Диаметр вспомогательного знака О – 4 … 5 мм.
В обозначении одинаковой шероховатости поверхностей, плавно переходящих одна в другую, знак О не приводят (черт.19). (Измененная редакция, Изм. N 1, 2)
“Черт. 18 Обозначение одинаковой шероховатости поверхностей, образующих контур”
“Черт. 19. Обозначение одинаковой шероховатости поверхностей, плавно переходящих одна в другую”
2.13. Обозначение одинаковой шероховатости поверхности сложной
конфигурации допускается приводить в технических требованиях чертежа со
ссылкой на буквенное обозначение поверхности, например: “шероховатость
_______
поверхности А – \/Ra 1,6 . При этом буквенное обозначение поверхности
наносят на полке линии-выноски, проведенной от утолщенной
штрихпунктирной линии, которой обводят поверхность на расстоянии
0,8 … 1 мм от линии контура (черт.20).
(Измененная редакция, Изм. N 1, 2)
“Черт. 20. Обозначение одинаковой шероховатости поверхности сложной конфигурации”
Шероховатость поверхности – Блог об инструментах
Шероховатость поверхности – это несоответствие или отклонение от профиля, принятого на чертеже. В отличие от волнистости поверхности, шероховатость поверхности измеряется на небольших участках. Он описывается двумя основными параметрами: Ra и Rz.
- Ra – это среднее арифметическое отклонение от средней линии. Это привилегированный параметр в Польше, и мы чаще всего можем найти его на технических чертежах.
Рекомендуемая длина измерительных участков для параметра Ra
| Ra [мкм] | Длина [мм] |
| 0,08 | |
| (0,025; 0,4) | 0,25 |
| (0,4; 3,2) | 0,8 |
| (3. 2; 12.5) | 2,5 |
| (12,5; 100) | 8 |
| > 100 | 25 |
2.Rz – это самая высокая высота шероховатости по. измерено 10 лучших профилей. Привилегированный параметр в такой стране, как Германия.
Где:
Rt – общая высота профиля,
Rz1 max – максимальная высота шероховатости – параметр, который используется особенно в вопросах герметичности,
лр – начальная секция,
ln – измерительный участок.
Rz выражается формулой:
Существует зависимость между Ra и Rz, которую можно выразить формулой
Rz≈4 * RaПравило 16%
Это правило указывает, что если менее 16% измеренных значений превышают желаемое значение, поверхность считается соответствующей.Это правило действует при отсутствии максимальной маркировки качества поверхности.
Rm – максимальная высота шероховатости
3. Определение качества поверхности
Для согласования инженерами качества изготавливаемых элементов в технический чертеж вводятся унифицированные знаки, определяющие величину допускаемой шероховатости поверхности и способ обработки.
Обозначение на чертеже, качество поверхности согласно PN-EN ISO 1302: 2004).Все значения даны в мкм (10 90 113 -6 90 114 м)
Где:
– а – шероховатость поверхности,
– б – другие требования к поверхности,
– c – особые требования к поверхности
– д – направление обработки,
– e – припуск на обработку в [мм],
– x – вводится при ограничении места,
– d- символы и направления обработки
| Основной символ | |
| Символ удаления материала | |
| Символ, запрещающий удаление материала | |
| Символ применим ко всем поверхностям |
В зависимости от выбранного нами типа обработки мы можем получить различное качество поверхности. Хорошо знать, какую поверхность мы можем получить в соответствии с высочайшим качеством. индивидуальные методы обработки.
| Класс шероховатости | Ra [мкм] | Rz [мкм] | Тип обработки |
| 1 | 90 019 80 90 024320 | черновая обработка | |
| 2 | 40 | 160 | черновая обработка |
| 3 | 20 | 90 019 80 90 024чистовая обработка | |
| 4 | 10 | 40 | чистовая обработка |
| 5 | 5 | 20 | чистовая обработка |
| 6 | 2,5 | 10 | чистовая обработка |
| 7 | 1,25 | 6,3 | грубое шлифование |
| 8 | 0,63 | 3,2 | тонкое шлифование |
| 9 | 0,32 | 1,6 | отделка |
| 10 | 0,16 | 0,8 | работает в |
| 11 | 0,08 | 0,4 | притирка алмазной пастой |
| 12 | 0,04 | 0,2 | хонингование |
| 13 | 0,02 | 0,1 | полировка |
| 14 | 0,01 | 0,05 | полировка |
4. Измерение шероховатости поверхности
Происходит с помощью специально разработанных портативных или стационарных устройств. Крупнейшим производителем таких устройств является японская компания Mitutoyo.
Это происходит, когда прибор помещается на измеряемую поверхность, измерительный наконечник выдвигается и, медленно продвигаясь внутрь, измеряет амплитуду высоты. Показания отображаются на дисплее устройства.
Последнее изменение шероховатости поверхности
: 14 января 2020 г., автор Tomek
.
Знаки на чертеже
Марки шероховатости поверхности, как и размеры, являются неотъемлемым элементом технического чертежа, информирующим о требуемой шероховатости поверхности, обусловленной функциональными свойствами объекта. Так как они тесно связаны с видом обработки, а это, в свою очередь, с затратами, необходимо тщательно продумать, какие поверхности требуют обработки (и насколько точной), а какие могут быть ее лишены.
Обозначение допускаемой шероховатости поверхности состоит из одного из знаков шероховатости и добавленного над ним числового значения допускаемой шероховатости, приведенного в микрометрах, – параметров Ra и Rz.Параметр Ra является привилегированным и предназначен для использования в первую очередь.
5.1. СОЗДАНИЕ ЭТИКЕТКИ ДЛЯ 9000 7 ОБЫЧНЫХ ЭТИКЕТОК
Чтобы вставить метку текстуры поверхности, сначала необходимо ее создать. Это можно сделать двумя способами.
Первый способ — создать метку шероховатости поверхности непосредственно в файле, над которым вы сейчас работаете. Этот способ кажется самым простым и быстрым, но это только представления, потому что один и тот же символ нужно создавать с самого начала в каждом последующем файле или копировать для этого путем поиска и открытия файла, в котором он уже появляется.
Второй способ — создать метку шероховатости поверхности в отдельном файле, не связанном с тем, над которым вы сейчас работаете. Затем этот файл сохраняется под любым именем в любом месте на диске или сервере, а затем втягивается в рабочий файл как блок. Таким образом, сохраняя в виде отдельных файлов черновые метки с разным знаком и/или значением, можно создать их библиотеку, расположенную в определенном месте и имеющую атрибут «только для чтения».И именно этот способ будет представлен ниже.
- Создайте новый файл с именем, например, Ra5 и сохраните его в любом месте;
- Создайте слой с именем Roughness и параметрами, как показано на рисунке ниже, и сделайте его текущим;
- Нарисуйте знак шероховатости поверхности с базовой точкой в начале системы координат и размерами, как показано на рисунке ниже;
- Нажмите кнопку Масштаб диапазона и сохраните файл;
5.2. ВСТАВКА ЭТИКЕТКИ
ДЛЯ РЕГИСТРАЦИИ
Возврат к исходному файлу…
- В панели инструментов Рисование нажмите кнопку Вставить блок – рисунок ниже;
- В показанном окне Вставить блок выберите опцию Из файла: , затем нажмите кнопку Обзор и найдите файл Ra5 , созданный в предыдущей главе – см. рисунок ниже;
- Выберите два варианта Выберите курсор , затем нажмите кнопку Вставить – рисунок выше;
- Следуя указаниям в строке Точка вставки блока укажите точку на месте образования зуба на детали В – рисунок ниже;
- Нажмите на точку, отмеченную красной точкой, установив тем самым курсор в соответствующее угловое положение отметки шероховатости – см. рисунок выше;
Обратите внимание, хотя в вашем файле Ra5 маркировка шероховатости состоит из трех строк и текста, после вставки она создает блок – все эти элементы составляют одно целое.Чтобы узнать об этом, достаточно щелкнуть в любом месте знака — весь знак будет выделен только одной характерной точкой — базовой точкой — см. рисунок ниже.
- Действуя, как описано выше, вставьте дополнительные метки шероховатости, где красная метка должна быть создана самостоятельно, назвав ее, например, Ra5_inverted – рисунок ниже;
Обратите внимание, что при импорте меток шероховатости появился слой Шероховатость , на котором они были созданы отдельными файлами. Причем, хотя символы и были вставлены с активным слоем Размеры , они сохранили свою первоначальную слойную принадлежность – после отключения активного слоя все размеры исчезают, а следы шероховатости остаются.
Теперь осталось разобраться с коллективной индикацией шероховатости, которая будет нарисована исходя из того, что все поверхности, кроме отмеченных выше, имеют шероховатость 10. Конечно, лучше всего, как и раньше, выбрать такую маркировку из библиотеки и вставьте его как блок, но поскольку это вводное руководство по 2D-рисованию, мы сделаем немного по-другому.
- Нажмите кнопку Вставить блок и вставьте файл Ra5 в любое место с выбранной опцией , Разнести блок после вставки – рисунок ниже;
Обратите внимание, что теперь вставленная метка шероховатости больше не представляет собой блок, т.е. ее элементы больше не образуют единое целое. Чтобы узнать об этом, достаточно щелкнуть в любом месте знака — будет выделен только выделенный элемент со всеми его характерными точками — см. рисунок ниже.
- Двойной щелчок по цифре 5 в показанном окне Форматирование текста изменение текста с 5 на 10 – изменится значение параметра шероховатости – см. рисунок ниже;
- В рамках самостоятельного упражнения уже известными инструментами создать сводные отметки шероховатости, увеличить их в 1,5 раза и (локально – см. раздел 2.3) изменить толщину линии от 0,25 до 0,5 – рисунок ниже;
- Нажмите кнопку Масштаб диапазона и сохраните файл;
.
Техническая информация
Техническая информация
.: Пластические методы формирования резьбы |
Хвостовик или стержень должен иметь диаметр накатываемой резьбы. Из-за тесноты связи между шагом и номинальным диаметром резьбы важна точность изготовления стержня или оправки. Количество материала, вытекающего при прокатке, строго связано с диаметром перегородок.
Точность шага и внутреннего диаметра формируемой резьбы обеспечивается настройкой инструмента или величиной радиальной подачи. Внешний диаметр зависит от диаметра изделия, так как кончик резьбы образован пластичным ворсом материала, продавливаемым через кончики контура инструмента в области между ними. Если диаметр изделия слишком мал, гребень резьбы не будет полностью сформирован. В противном случае инструмент может быть поврежден или резьба может быть нарезана с размерами, выходящими за поле допуска.Диаметр изделия и допуск выбирают исходя из условия неизменности объема материала или экспериментальным методом проб и ошибок.
Соответствующий диаметр изделия получают токарной обработкой, шлифовкой или волочением (изделия для резьбовых стержней). При массовом производстве винтовых изделий при автоматической ковке соответствующий диаметр получают продавливанием конца резьбовой забывчивости через плашку.
Вообще говоря, материалы, которые хорошо раскатываются, труднее резать, и наоборот.Прокатка заключается в постоянной пластической деформации материала путем имитации контура инструмента. В связи с тем, что материал подвержен остаточным деформациям, он должен иметь относительное удлинение не менее 5 %, а предел прочности при растяжении должен составлять 1700 МПа. Значения этих параметров различны для разных видов материала. Номинальный диаметр резьбы, величина шага и контур также оказывают существенное влияние на возможность накатки резьбы.
Пластическая деформация материала после накатки резьбы. Как видите, в верхней части винтовой линии наблюдается сильная деформация материала.
Преимущества накатывания резьбы
После накатки материал нитей упрочняется. Зерна сильно вытянуты (см. рисунок выше), наибольшее упрочнение происходит на боковых поверхностях вершин и вблизи нижнего диаметра насечек. Как показано на приведенном выше рисунке, ржавчина материала не усиливается (нет дробления).
Наружный слой имеет повышенную твердость и характеризуется наличием остаточных сжимающих напряжений. Параметр Ra, характеризующий шероховатость поверхности, находится в пределах 0,08 – 0,6 мкм.Такую малую шероховатость очень трудно получить механической обработкой (особенно для материалов с хорошими пластическими свойствами).
Достигаемая точность размеров и формы зависит от используемого метода формообразования, точности инструментов и диаметра изделия. Большинство методов обеспечивают получение резьбы среднего и мелкого размера. В частности, при методах глубокой и многократной прокатки обеспечивается высокая точность.
Резьбовые соединения пластические штампованные отличаются повышенной прочностью витков на сдвиг, изгиб и поверхностное давление витков по сравнению с нарезными.Обратите внимание, что прочность соединения не меняется (нет усиления сердечника винта). С другой стороны, увеличивается усталостная прочность и износостойкость.
Пластические способы накатки резьбы:
– глубокая и сквозная накатка
– накатка с тангенциальной подачей
– многократная накатка
– накатка плоскими губками
– накатка сегментными роликами
– планетарная накатка
Pow
.
Методы формирования резьбы
Существует два различных метода формирования резьбы:
- Нарезка – метчиком (внутренняя резьба), плашкой (наружная резьба), токарным ножом, резьбофрезером (станки с ЧПУ).
- Формовка (без стружки) – Существует множество кинематических вариаций процесса прокатки и различных инструментов для накатки резьбы.
Различают следующие методы накатки наружной резьбы:
- Прокатка:
– двух- и трехвалковая (врезная/поперечная и сквозная),
– с тангенциальной заготовкой,
– многократная. - Прокат с сегментными валками
- Прокат с плоскими губками
- Планетарная прокатка (между сегментными инструментами: вогнутой и выпуклой).
ВЫРЕЗКА
При нарезании резьбы любым способом диаметр штифта/стержня должен быть равен номинальному диаметру резьбы D. Для гаек диаметр отверстия должен быть равен диаметру основания резьбы. Для нарезания резьбы на токарном станке подача должна быть равна величине шага Р на один оборот.Нарезание резьбы плашкой и метчиком — наиболее распространенная мастерская техника, идеальная для штучного и мелкосерийного производства. Метчики обычно используются для калибровки гаек с цинковым покрытием. При этом толщина слоя цинка составляет 35 – 100 микрометров и в случае использования винта номинального размера гайку следует калибровать специально изготовленным метчиком. Форма этих инструментов позволяет свободно снимать стружку при нарезании резьбы.
МЕТОДЫ ФОРМИРОВАНИЯ ПЛАСТИКОВОЙ РЕЗЬБЫ
Хвостовик или пруток, подлежащий прокатке, должны иметь средний диаметр резьбы d2. Из-за тесной взаимосвязи между делительным диаметром и номинальным диаметром резьбы важна точность стержня или штифта. Количество материала, вытекающего во время прокатки, тесно связано с делительным диаметром.
Точность шага и внутреннего диаметра формируемой резьбы обеспечивается настройкой инструмента или величиной радиальной подачи.Внешний диаметр зависит от диаметра заготовки, так как гребень резьбы образуется за счет пластического течения материала, продавливаемого через вершины профиля инструмента в области между ними. Если диаметр заготовки слишком мал, вершина резьбы не будет полностью сформирована. В противном случае инструмент может быть поврежден или резьба может быть изготовлена за пределами допустимого диапазона. Диаметр заготовки и допуск выбирают из условия постоянного объема материала или экспериментально методом проб и ошибок.
Заготовка соответствующего диаметра получается точением, шлифованием или волочением (заготовки для резьбовых стержней). При массовом производстве винтовых изделий при ковке на кузнечно-автоматических станках соответствующий размер диаметра получают продавливанием конца винтовой поковки через матрицу.
Вообще говоря, материалы, которые хорошо раскатываются, труднее резать, и наоборот. Прокатка заключается в остаточном пластическом деформировании материала путем нанесения на него контура инструмента.В связи с тем, что материал подвержен остаточным деформациям, он должен иметь относительное удлинение не менее 5 % и предел прочности при растяжении 1700 МПа. Значения этих параметров различны для разных видов материалов. Размер номинального диаметра резьбы и величина шага, а также профиль также оказывают существенное влияние на возможность накатки резьбы.
Пластическая деформация материала после накатки резьбы. Как видно, вблизи вершины спирали наблюдается сильная деформация материала.
- Преимущества накатывания резьбы
После прокатки материал витков резьбы упрочняется. Зерна сильно вытянуты (см. рисунок выше), наибольшее упрочнение происходит на боковых поверхностях вершин и вблизи диаметра дна насечек. Как показано на картинке выше, сердцевина из материала не укреплена (нет сжатия).
Наружный слой имеет повышенную твердость и характеризуется наличием остаточных сжимающих напряжений.Параметр Ra, характеризующий шероховатость поверхности, находится в пределах 0,08 – 0,6 мкм. Такую низкую шероховатость очень трудно получить механической обработкой (особенно для материалов с хорошими пластическими свойствами).
Достигаемая точность размеров и формы зависит от используемого метода формообразования, точности инструментов и диаметра заготовки. Большинство методов обеспечивают получение резьбы среднего и тонкого класса. В частности, методы погружения и многократной прокатки обеспечивают высокую точность.
По сравнению с механически обработанными резьбовыми соединениями, резьбовые соединения пластичной формы имеют повышенную прочность витков на сдвиг, изгиб и поверхностное давление. Следует отметить, что непосредственная прочность соединения не изменяется (нет усиления сердечника болта). С другой стороны, увеличивается усталостная прочность и сопротивление абразивному износу.
Глубокая и непрерывная прокатка
В процессе врезной прокатки, также известной как поперечная прокатка, валки приводятся в движение и вращаются в одном направлении.Заготовка опирается на упор и вращается под действием сил трения. Один из валков (чаще всего) перемещается в направлении, перпендикулярном оси шнека (подача). На валках нарезают многозаходную резьбу так, чтобы углы подъема валков и шнека были одинаковыми.
Схема поперечной прокатки двумя валками: 1 – валки, 2 – люнет, 3 – заготовка,
е – смещение оси заготовки, р – подача
D2 – диаметр шага ролика
d2 – диаметр шага винта
H – шаг резьбы ролика
h – шаг резьбы винта
В результате соответствующей геометрии кольцевых валков не образуется составляющая недостатка осевой составляющей усилия прокатки, заготовка совершает только вращательное движение. Ширина цилиндра В больше длины накатанной нити. Плунжерная накатка используется для формирования точной резьбы с большим шагом и глубоким контуром.
Эволюция спиральной резьбы винтового ролика и винта
При сквозной прокатке валки придают заготовке вращательное и скользящее движение. Угол кручения осей валков создает осевое перемещение заготовки. Иногда валик имеет входную часть постепенно увеличивающегося диаметра, что облегчает захват заготовки.Поперечное перемещение валков происходит только на начальном этапе процесса обработки. Сквозная прокатка применяется для прокатки длинных стержней со средней и мелкой резьбой.
Схема сквозной прокатки двумя валками: 1 – кольцевые валки, 2 – люнет, 3 – заготовка,
е – смещение оси заготовки, р – осевая подача
Прокатка с тангенциальной подачей
В этом случае два ролика разного диаметра имеют разную окружную скорость.Первый валик обеспечивает захват, второй наматывает нить по всему периметру. Заготовка подается автоматически в тангенциальном направлении. Оба валка имеют витки разной кратности и ширина валков больше длины накатанной нити. Этот метод обеспечивает высокую производительность и среднюю точность резьбы.
Прокатка с тангенциальной подачей: 1 – валки, 2 – заготовка, 3 – питатель, р – тангенциальное направление подачи
Многократная прокатка
Способ представляет собой сочетание поперечной и сквозной прокатки.В этом случае помимо роликов приводится в движение и заготовка. Движение роликов связано с перемещением заготовки с помощью зубчатой передачи с соответствующим передаточным числом. Осевая подача заготовки достигается ее вращением.
Резьба на валках соответствует тем же условиям, что и для врезного метода. Окружные скорости на делительных диаметрах цилиндра и заготовки не равны. Это вызывает винтовое движение заготовки. После смещения на длину накатанной резьбы меняется направление вращения цилиндра и заготовки, осевая подача в следующем проходе имеет противоположное направление.
Последний рез выполнен без радиальной подачи, что обеспечивает равномерную глубину резьбы по всей длине. За счет наличия осевой подачи и изменения ее направления валки с обеих сторон симметричны.
Способ позволяет накатывать мелкие резьбы с большим шагом, глубокими контурами и различной длины, а также другие виды навивки (например, шлицевые, прямые и косозубые).
Схема многократной прокатки: 1 – валки, 2 – заготовка, 3 – направляющие, 4 – ручка, 5 – шестерня, меняющая направление вращения после каждого прохода, р – направление подачи ручки с деталью
- Катаные с плоскими губками
Инструменты состоят из трех частей: входной (1), калибровочной (2) и выходной (3).Одна челюсть неподвижна, другая совершает возвратно-поступательные движения. Заготовка захватывается и прокатывается по входной части. Угол γ меньше угла трения. Автоматическое удаление продукта происходит на выходе. На поверхностях губок имеются канавки, по форме соответствующие контуру накатанной резьбы, отклоняющиеся от направления движения на угол, равный углу винтовой линии. Метод обеспечивает среднюю точность и высокую эффективность.
Схема прокатки плоскими губками: 1 – неподвижная губка, 2 – подвижная губка, 3 – заготовка, л1 – входная часть, л2 – калибрующая часть, л3 – выходная часть
- Прокат с сегментированными валками
Инструмент изготавливается путем намотки плоского профиля губок на поверхность цилиндра.Сегментированный ролик имеет переменный радиус кривизны на участках окружности. Он увеличивается на дуге 1 до значения R, которое постоянно на дуге 2. На дуге 3 радиус уменьшается. Часть 4 используется для выпуска продукта. Длина накатанной нити ограничена шириной рулона. Метод применяется на автоматических мельницах, обеспечивает среднюю точность и высокую производительность за счет отсутствия холостых движений. К сожалению, стоимость изготовления таких инструментов очень высока.
Схема прокатки сегментными роликами: 1 – валки, 2 – заготовка, 3 – обойма
Прокатка происходит между вогнутым (неподвижным) сегментом и выпуклым (ведомым) сегментом. Заготовка совершает планетарное движение под действием сил трения. Количество нитей на вогнутом участке в 2 раза больше, чем на выпуклом.
Метод применяется на автоматических мельницах в различных кинематических вариантах; три из них показаны на рисунке ниже. Обеспечивает высокую производительность и среднюю точность резьбы.
Различные кинематические схемы планетарного качения
.
2D-документация – Alibre Design
Главная »Alibre Design» Возможности »2D
Документация
Техническая документация 2D
Модуль технической 2D-документации предоставляет все инструменты, необходимые для простого создания полной, всегда актуальной 2D-документации, включая закрашенные виды и динамическую спецификацию.
Alibre Design также позволяет импортировать файлы DWG/DXF для их свободного редактирования, удобно работая как в программах 2D CAD, так и на их основе для создания 3D модели.
Всегда актуальная документация
2D-документация, включая виды и размеры, обновляется с учетом изменений в 3D-модели деталей и сборок. Таким образом, вы можете быть уверены, что ваша документация всегда актуальна.
Мастер просмотра
Создание чертежа начинается в «Мастере чертежных видов». Мастер проведет вас через выбор шаблона, создание начального вида и позволит вам выбрать между видом с разнесенными частями, всей сборкой, отдельной деталью или разверткой из листового металла.Пользователю доступны десять типов видов, включая вид в разрезе, вид слоя, вид с отрывом и подробный вид.
Документация в разобранном виде
Alibre позволяет создавать документацию в разобранном виде вместе с таблицей деталей спецификации. Отображение в режиме затенения позволяет коллегам, незнакомым с техническим чертежом, эффективно читать чертеж.
Элементы быстрого редактирования
Щелчок по большинству элементов в 2D-документации открывает контекстное окно, позволяющее быстро настроить элемент в соответствии с нашими потребностями. Благодаря этому можно быстро добавить к размеру его допуск или, например, изменить способ простановки размеров дуги. Все изменения вносятся в режиме реального времени.
2D-просмотров
- Стандартный вид
- Раздел
- Раздел
- Line
- Line
- Breakout
- Вспомогательный вид
- Подробнее Вид
- Подробнее Вид
- Partial View
- Разрисованный вид
2D Просмотр стилей
- Тонкая
- Рабочая
- Затененная
Инструмент для детализации
- Стандартное измерение
- координат dimensioning
- определение определения фазы
- ,
- Умеренное измерение
- ПРИМЕЧАНИЕ
- Note
- Целевой элемент
- Назначение целевого элемента
- Обозначение поверхности
- Обозначение толерации
- Теоретическая точка пересечения
- Обозначение толерантности Edge
- Обозначение сварки
- Ось симметрии
- Вылупитель
- Символ положения
- Таблица
- Бесплатная выделение
- масштаба
- Узоры
- Image Import
Персонализация
- слои
- размерные стили
- внутренняя/наружная резьба
Удобство обслуживания:
- Интеллектуальное определение размеров
- Интерактивные диалоги
- Предварительный просмотр в реальном времени
- Привлечение
- Мастер текстовых блоков
- Автоматическое обновление после изменения 3D-модели
. 90 000 вопросов из теста для подтверждения квалификации по профессии ✍️ КВАЛИФИКАЦИЯ MG19
ЛОГИН
РЕШИТЬ ТЕСТ СЕЙЧАС
- Вопрос № 56871 – Лучше всего использовать
- для изготовления цилиндрического червяка в условиях штучного производства На чертеже заготовка закреплена и закреплена
- Вопрос № 56874 – Показанный графический символ является обозначением опоры
- Вопрос № 56875 – Передний угол лезвия режущего инструмента обозначен на чертеже буквой
- Вопрос № 56876 – Какой из перечисленных материалов режущего инструмента лезвие позволяет точить сталь от самого крупного…
- Вопрос № 56877 – Инструмент, изображенный на рисунке, используется для
- Вопрос № 56878 – По графику определить шероховатость поверхности после точения лезвием с радиусом при вершине re = …
- Вопрос № 56879 – Какой должна быть величина подачи в минуту (вф) при фрезеровании резцовой головкой с 6 лезвиями (…
- Вопрос № 56880 – В цеховых условиях лучше всего определяется шероховатость фрезеруемой поверхности с использованием
- Вопрос № 56881 – Делительная головка применяется при фрезеровании
- Вопрос № 56882 – При обработке детали, изображенной на чертеже, станок должен быть оснащен
- . Вопрос № 56883 – По фрагменту технической и эксплуатационной документации токарного станка с питанием от сети с известным мне напряжением…
- Вопрос № 56884 – Зажимы инструментов используются для зажима режущих инструментов на
- Вопрос № 56885 – При токарной обработке используется поперечное смещение оси задней бабки
- Вопрос № 56886 – Для фиксации и зажима обычно используется магнитная призма
- Вопрос № 56887 – Пользуясь таблицей основных размеров резьбы, определите, какую подачу следует устанавливать после …
- Вопрос № 56888 – Укажите скорость резания, если скорость вращения шпинделя токарного станка составляет 800 об/мин, а диам…
- Вопрос № 56889 – Причина остановки сверла рукояткой (несмотря на работающий двигатель), при сверлении…
- Вопрос № 56890 – Задача СОЖ при механической обработке не
- Вопрос № 56891 – Контрольный замер диаметра обрабатываемого вала, показанного на чертеже после точения из…
- Вопрос № 56892 – На чертеже внутренней микрометрической шкалы результат измерения
- Вопрос № 56893 – На рисунке представлен дисплей электронного устройства для измерения величины
- Вопрос № 56894 – Точка референса станка, изображенного на чертеже, была отмечена номером
- . Вопрос № 56895 – Какая из следующих характерных точек является определяется программистом в программе o…
- Вопрос № 56896 – Программирование цикла фрезерования прямоугольного кармана требует ввода абсолютных координат w …
- Вопрос № 56897 – Какое значение шага К следует вводить в программу обработки при точении наружной резьбы pr …
- Вопрос № 56898 – Функция M04 в программе управления означает
- Вопрос № 56899 – Какая функция управления отменяет компенсацию радиуса инструмента?
- Вопрос №56900 – В каком блоке реализована функция временной остановки подачи инструмента?
- Вопрос № 56901 – Для быстрого контроля размеров обрабатываемых отверстий ϕ50G7 в серийном производстве лучше всего использовать
- Вопрос № 56902 – Наибольшее преимущество координатно-измерительной машины
- Вопрос № 56903 – Для фрез используется для обработки с ЧПУ, укажите
- Вопрос № 56904 – При вводе программы обработки в представленном окне введите
- Вопрос № 56905 – Ручка на панели управления токарного станка с ЧПУ используется для изменения
- Вопрос № 56906 – С точки зрения программиста, начало системы отсчета для поворота показанного объекта. ..
- Вопрос № 56907 – Точение цилиндрической поверхности наружной втулки с учетом ранее выполненного отверстия относится к…
- Вопрос № 56908 – Работа на станке с ЧПУ в ручном режиме выгодна при механообработке
- Вопрос № 56909 – Для методов прямой оценки Износ лезвия токарного ножа включает измерение
- Вопрос № 56910 – После механической обработки вала ошибки контура были обнаружены только на поверхностях, полученных точением …
РЕШИТЬ ПРОВЕРКУ
.
Накатка против фрезерования резьбы. Краткий обзор производства ходового винта — блог igus® india
Как на самом деле происходит изготовление ходового винта? Какие процессы доступны? В чем разница между накаткой и резьбофрезерованием? Чтобы ответить на последний вопрос, сначала необходимо сравнить два метода производства.
Но прежде чем мы перейдем к сравнению резьбонарезания и резьбофрезерования, небольшое напоминание…
Зачем нужны нити?
По основной классификации резьб по назначению резьбы подразделяются на ходовые и соединительные.
Сам термин «резьба», с другой стороны, обозначает спиральный вырез на внешней или внутренней поверхности цилиндра. Наклонная плоскость создает высокие продольные усилия при умеренных окружных усилиях. Резьба предназначена для создания зажимной силы или других сил, необходимых для перемещения грузов или толкания и вытягивания.
Компоненты с внешней резьбой и компоненты с внутренней резьбой, из которых состоит система, должны иметь форму, подходящую друг к другу.Стандарты гарантируют работу элементов с одинаковыми номинальными размерами, несмотря на отдельные производственные процессы.
Типы резьбы
Мы уже знаем, что резьба может быть натяжной или муфтовой, как наружной, так и внутренней. Однако это еще не конец. Существует много типов нитей. Однако некоторые из них стандартизированы и поэтому являются наиболее важными для промышленности.
Однако основные типы резьбы можно классифицировать по следующей классификации:
1.Благодаря системе измерения
- метрическая резьба – угол профиля резьбы 60 o , а шаг указан в мм,
- дюймовая резьба – угол профиля резьбы 60 o или 55 o , а шаг приведен в количество витков на 1 дюйм.
2. Из-за наклона
- параллельная резьба, образованная на поверхности цилиндра,
- коническая резьба, образованная на поверхности конуса.
3.В связи с расположением
- внутренняя резьба – внутри отверстия,
- наружная резьба – на валу.
4. Из-за формы
- метрическая резьба M,
- симметричная трапециевидная резьба Tr,
- асимметричная трапецеидальная резьба S,
- дюймовая резьба UN, UNC, UNEF, UNS,
- дюймовая трапецеидальная трубная резьба,
- круглая резьба 900 Rd,
- 900 Rd,
- круглая резьба 902 Rd,
- параллельная трубная резьба G,
- резьба Эдисона E.
5. В связи с прыжком
- мелкая резьба,
- крупная резьба,
- нормальная резьба.
6. По способу скручивания
- левая резьба – против часовой стрелки,
- правая резьба – по часовой стрелке.
Для чего нужен ходовой винт?
Ходовой винт представляет собой тип резьбы гайки, который используется для преобразования вращательного движения в поступательное.Его задача — перемещать элементы машин или поддерживать их работу. Их можно найти в машинах, используемых во многих отраслях промышленности. Примеры могут быть очень экстремальными, например, горнодобывающие и упаковочные машины или. Они также используются в машинах для текстильной и полиграфической промышленности, а также в обрабатывающих центрах (фрезерные станки, токарные станки, шлифовальные станки, лазерные резаки) и в медицинских машинах …
В основе систем ходового винта drylin® всегда лежат самосмазывающиеся пластиковые гайки, которые позволяют им работать в течение всего срока службы без дополнительной смазки.
Технология ходового винта drylin®
, а также технология гайки dryspin® основаны на принципе безмасляной поточной технологии. Благодаря характеристикам и формам, соответствующим пластиковой гайке и ходовому винту, технология ходового винта drylin® и технология dryspin® гарантируют еще более длительный срок службы и производительность.
См. примеры применения ходовых винтов drylin®.
Производство ходового винта методом накатывания резьбы
Согласно DIN 8580, производственный процесс накатки резьбы является одним из видов обработки пластмасс.В отличие от резьбофрезерования, он полностью обрабатывается, так что структура обрабатываемого материала не нарушается.
Саму конструкцию ходового винта можно объяснить очень просто. Заготовка помещается по центру между двумя инструментами с профилем. Инструменты вращаются одновременно, и нить накатывается на поверхность сырья методом холодной штамповки. Профиль резьбы переносится на заготовку сжимающим напряжением и вращением.Так создается поток.
Рис. Изготовление ходового винта резьбонакаткой
Замечательным преимуществом является то, что для больших объемов этот производственный процесс быстрее и экономичнее, чем циркуляционное фрезерование резьбы. Причиной этого является, среди прочего, меньшая потребность в материалах. Кроме того, процесс холодной обработки приводит к упрочнению поверхности и повышению прочности. Угол наклона, высокое качество поверхности накатанной резьбы и низкий коэффициент трения пластмасс обеспечивают высокую производительность и длительный срок службы ходового винта.
Наши ходовые винты легко проектировать онлайн. Вы можете бесплатно скачать данные САПР вместе с производственным чертежом, выполнив всего несколько шагов.
Перейти к конфигуратору ходового винта .
В дополнение к инструменту конфигурации мы также предлагаем широкий ассортимент товаров в нашем интернет-магазине. Мы с нетерпением ждем вашего визита.
Посетите интернет-магазин igus® .
Производство ходового винта фрезерованием резьбы
Теперь давайте посмотрим на вторую производственную возможность.Как упоминалось ранее, циркуляционное фрезерование резьбы — это производственный процесс в области механической обработки.
Сам производственный процесс можно объяснить так же быстро, как и прокатку. В отличие от предыдущего метода, для изготовления резьбы необходим только один инструмент. Он имеет форму кольца, которое зажимает заготовку. Заготовка вращается очень медленно, а вращающийся инструмент вращается наружу с очень высокой скоростью.Резьба изготавливается путем нарезания долот, направленных внутрь.
Рис. Изготовление ходового винта фрезерованием круговой резьбы
Этот процесс идеально подходит для производства высокоточной резьбы, требующей особо качественной поверхности. Это означает, что поверхность более шероховатая, а края более острые, чем при прокатке.
Гибкость процесса делает его пригодным для широкого диапазона геометрий резьбы. Этот процесс часто используется с материалами, которые не подходят или плохо подходят для накатывания резьбы.
Заключение: изготовление ходового винта в igus®
Два описанных выше процесса изготовления ходового винта имеют свои особые характеристики. Igus использует метод накатки резьбы в качестве стандартного процесса из-за его экономии средств, лучшего качества поверхности и более длительного срока службы. Напротив, орбитальное фрезерование является более подходящим процессом для небольших количеств и очень точных резьб с жесткими допусками.
Таким образом, выбор метода зависит от индивидуальных требований.
Если вам нужна помощь в выборе правильного ходового винта, обратитесь к нашим специалистам. Камиль Немыйски [email protected] и Радослав Собоцински [email protected] ждут ваших вопросов.
.
Обозначение резьбы на чертеже согласно ГОСТ
Классификация резьбы
Резьбовая поверхность может классифицироваться по достаточно большому количеству различных признаков. Применяемые обозначения позволяют определить основные параметры, за счет чего упрощается выбор подходящих крепежных элементов. В зависимости от того, какая поверхность обрабатывается, выделяют наружную и внутреннюю резьбу. Для внутренней и наружной резьбы свойственны свои одинаковые характеристики. Кроме этого, выделяют следующие типы соединений:
- Метрические.
- Метрические конического типа.
- Трубные цилиндрического типа.
- Конические трубные.
- Конические двойные.
- Упорная резьба.
- Круглая.
- Трапецеидальная.
Классификация резьбы
Витки могут быть левыми и правыми. Распространение левой резьбы довольно большое, она служит для крепления обычных и ответственных деталей.
Профили и параметры резьбы
Наибольшее распространение получил метрический профиль. Для регламентирования основных параметров был принят ГОСТ 9150-81, который затем сменился ГОСТ 9150-2002 . Среди особенностей подобной поверхности можно отметить следующие моменты:
- Витки напоминают равносторонний треугольник, угол профиля 60 градусов. Наружные витки обладают несколько иным углом притупления витков и впадин Основными параметрами считаются номинальный диаметр и шаг расположения витков.
- Варианты исполнения с мелким шагом применяются в случае, когда нужно обеспечить высокую герметичность получаемого соединения.
- При обозначении применяется буква «М», после которой указывается диаметр. Допуски и другая информация отображается на чертеже только в случае, когда он используется для получения высокоточных и качественных изделий.
Профили резьбы
Профили и обозначения резьбы с примерами
Меньшее распространение получил дюймовый тип крепежных изделий. Сегодня на территории СНГ практически отсутствуют стандарты, регламентирующие основные параметры подобной поверхности. Дюймовые варианты исполнения, как правило, применяются при проведении ремонта. Особенность подобного варианта исполнения заключается в выражении основных размеров в дюймах.
Скачать ГОСТ 9150-2002
Трубная цилиндрическая резьба характеризуется профилем, который свойственен метрической. Поверхность образуется за счет треугольников с равными сторонами и углом при вершине 55 градусов. В качестве стандартов был принят ГОСТ 6367-81. Применяется она для соединения труб и тонкостенных цилиндрических изделий. Для конической был разработан собственный ГОСТ 6211-81, профиль в этом случае соответствует дюймовой. Трубные варианты исполнения встречаются сегодня крайне часто. Процесс их нарезания был существенно упрощен за счет появления специальных инструментов и оборудования.
Трубная цилиндрическая резьба
Встречается крепежный элемент в виде трапеции. В этом случае профиль напоминает равнобокую трапецию, угол между отдельными сторонами составляет 30 градусов. Применяется подобная форма в случае, если заготовка имеет диаметр от 10 до 640 мм. Обозначения и многие другие моменты указываются в ГОСТ 9481-81. Область применения – передача вращения.
Упорная стандартизирована ГОСТ 24737-81. Форма в этом случае напоминает неравнобокую трапецию, одна из сторон накланяется на угол 3 градуса. Область применения – передача одностороннего усилия, которое оказывает воздействие в осевом направлении
Каждый крепежный элемент характеризуется своими определенными особенностями, от которых зависит и их предназначение.
Параметры резьбы
В нормативной документации можно встретить все распространенные обозначения и размеры, требующиеся для определения размеров и других качеств резьбовой поверхности.
Обозначение упорной усиленной резьбы (ГОСТ 13535-87)
Определение упорной усиленной нарезки содержит литеры S, а также угол 45, калибр и шаг. Пример: S45200-13. В случае если резьба левосторонняя, дополнительно указываются буквы LH. Если необходимо определить многозаходную резь, то указывают букву S, величину угла 45, поперечник, ход и символ Р вместе со значением шага, выделенные скобками. Пример: S4520024(P12) — двузаходная, значение хода 24 мм, шаг — 12 мм. Для левосторонней рези указывается дополнительно LH.
Это интересно: Какие электроды лучше использовать для инверторной сварки? Какие существуют виды электродов?
Упорная усиленная резьба (ГОСТ 13535-87).
Назначение резьбы и ее элементы
Назначение рассматриваемого крепежного элемента заключается в соединении и фиксации отдельных элементов. Рассматриваемые изделия могут быть предназначены для передачи вращения или некоторых усилий. Основными элементами можно назвать:
- Профиль рассматривается в сечении, которое образуется при прохождении через ось. Другими словами, создаваемая ось рассекает изделие по полам, в результате чего отображается определенная форма. На основе полученного изображения можно определить некоторые другие наиболее важные параметры.
- Витком называют часть поверхности, которая образуется при полном обороте. В некоторых случаях указывается число витков рабочей части. Определить этот показатель можно при делении протяженности рабочей части на показатель шага.
- Угол профиля образуется между боковыми сторонами. В некоторых случаях этот параметр указывается на чертежах. Для обозначения угла применяется плоскость, проходящая через ось изделия.
- Шаг резьбы считается наиболее важным параметром, который указывается в технической документации и на чертежах. Подобный параметр определяет расстояние между параллельными точками двух рядом лежащих впадин. В метрических указанное расстояние обозначается в миллиметрах.
- Высота профиля считается также важным параметром. Он учитывается при проектировании различных изделий. Высота профиля – расстояние, которое образуется между вершиной витков и основанием. С увеличением этого параметра существенно повышается прочность получаемого соединения, но усложняется процесс свинчивания.
- Наружный, средний и внутренний диаметр. На чертежах и в другой технической документации, как правило, указывается наружный диаметр – диаметральный размер, который описывает около резьбовую поверхность. Другие показатели учитываются крайне редко, но также заносятся в специальные таблицы.
Элементы резьбы
Схематическое изображение элементов резьбы
Некоторые из приведенных выше параметров указываются на чертежа специальными обозначениями, другие можно найти в специальной технической документации. При нарезании витков уделяется информация наружному диаметру и шагу их расположения.
Изображение и обозначение резьбы на чертежах
Резьбовая поверхность представлена сложной формой, которая образуется при винтовом движении плоского контура. Подобное соединение сегодня применяется крайне часто. Именно поэтому были приняты определенные стандарты по их обозначению на чертеже. Для упрощения задачи по созданию проектной документации сложный профиль обозначается условно. Обозначение резьбы можно охарактеризовать следующим образом:
- Зачастую при отображении разреза применяется тонкая линия, которая немного заходят на штриховку. Для обозначения подобного соединения на выносных размерных линиях указывается тип соединения (к примеру, «М» указывает на метрическую). Следующая цифра отображает диаметральный размер.
- В некоторых случаях применяется условное обозначение резьбы, связанное с отображением профиля. Подобная выноска требуется для обозначения угла между отдельными витками.
- При создании ответственных и высокоточных изделий указывается допуск размеров. Как правило, для этого отображается выносная полка или обычные размерные линии.
- Шероховатость образующейся поверхности также имеет важное значение при создании качественных и ответственных крепежных элементов.
Изображение метрической резьбы
Изображение ходовой резьбы
Изображение крепежной резьбы
Изображение упорной и трапецеидальной резьб
Схематическое обозначение конической резьбы практически не отличается от метрической. В некоторых случаях витки изображаются в оригинальном виде. Однако, изобразить ее довольно сложно, поэтому чаще всего применяется условное обозначение.
Условное обозначение метрической резьбы (ГОСТ 8724-2002)
Определение резьбы включает литеру М (от англ. metric system), размер калибра и шаг рези, разграниченных знаком «х». Пример: M8х1.25. Допускается не указывать большой шаг. Пример: М8. Если резь является левой, то добавляются буквы LH. Пример: М8х1-LH. Определение многозаходной рези состоит из символа М, поперечника, знака «х», сочетания Ph, хода, символа P и шага. Для определенности можно указать число заходов.
Это интересно: Как различать латунь и бронзу — проверенные способы
Метрическая резьба (ГОСТ 8724-2002).
Крепежные резьбы
Наибольшее распространение получили крепежные изделия. Их предназначение заключается в свинчивании и закреплении отдельных деталей. Среди особенностей отметим следующие моменты:
- Витки должны быть рассчитаны на большое усилие. Для этого уменьшается шаг или увеличивается высота профиля.
- Если получаемое изделие должно обладать высокой герметичностью, то уделяется внимание форме вершин витков и впадин. Они должны идеально подходит друг к другу.
- Уделяется внимание твердости применяемого материала при изготовлении, так как при воздействии осевой нагрузки часто происходит срезание рабочей части.
Крепежные элементы рассматриваемого типа характеризуются надежностью и практичностью в применении.
Крепежные и ходовые резьбы
Государственные стандарты
Изготовление такого сложного элемента металлообработки как многозаходная резьба выполняется на основании установленных государственных и международных стандартов. Они дополняют друг друга и позволяют привести в соответствие системы маркировки, которые применяются в Российской Федерации и производителями других стран. Это справедливо для метрической и дюймовой систем измерений.
К таким стандартам относятся:
Ходовые резьбы
В некоторых случаях предназначение рассматриваемой поверхности заключается в не креплении деталей, а обеспечении плавного хода в определенном диапазоне. К особенностям подобных изделий можно отнести следующие моменты:
- Профиль имеет форму, которая обеспечивает плавный ход. Для этого создается поверхность с наименьшим количеством углов.
- Как правило, рабочая часть длинная, в начале и в конце есть ограничители хода.
- Применяемый материал при создании заготовки должен обладать высокой износостойкостью.
Встречаются подобные изделия сегодня крайне редко, так как их надежность и срок службы относительно невысокие.
Расчет резьбовых соединений | Технический проект
Резьбовые крепежные детали
Крепление — это метод соединения или соединения двух или более частей вместе с использованием процессов или устройств.
- Процессы: сварка, склейка, пайка;
- Устройства: болты, винты, анкеры и т.п.
Одним из наиболее распространенных методов крепления является механическое крепление , процесс, в котором используются промышленные устройства, такие как винты, штифты или заклепки, для скрепления частей сборки. А 9Резьбовая застежка 0005 представляет собой механическую застежку, используемую для соединения двух или более деталей.
Спецификации резьбы: английская система
Чтобы указать резьбу по английской системе, необходимо предоставить минимум пять сведений:
- Форма резьбы
- Резьба серии
- Главный диаметр
- Класс посадки
- Резьба на дюйм
Резьба форма форма или профиль резьбы. Было разработано много типов форм резьбы.
- Резьба остроконечная V была первоначально разработана Уильямом Селлерсом (19 сентября 1824 г. – 24 января 1905 г.), инженером-механиком, производителем, бизнесменом и изобретателем, который подал более 90 патентов.
- Резьба American National заменила остроконечную V-образную резьбу и прочнее остроконечной V-образной резьбы.
- Резьба Unified является текущим стандартом, используемым в США, Канаде и Англии.
- Разновидностью унифицированной нити является Резьба унифицированная круглая , сокращенно УНР.
- Метрическая резьба является международной стандартной резьбой, аналогичной по форме американской национальной резьбе.
- Квадратная резьба , Acme, и контрфорс используются для передачи мощности в зубчатых передачах и других типах машин.
- Резьба поворотного кулака обычно накатывается из листового металла или отливается и используется для изготовления цоколей лампочек, крышек от бутылок и стеклянных банок.
Резьба серии относится к стандартному количеству витков на дюйм, и существует четыре класса: грубая (C), тонкая (F), дополнительная тонкая , и константа шаг . При использовании с унифицированным потоком они обозначаются аббревиатурой UNC, UNF и UNEF. Серия с постоянным шагом задается записью числа перед обозначением формы (4, 6, 8, 12, 16, 20, 28, 32).
- Крупные крепежные детали серии используются для быстрого монтажа или демонтажа чугуна, мягких металлов и пластика и обозначаются как NC или UNC.
- Крепеж Fine серии используется, когда для сборки требуется большое усилие, и обозначается как NF или UNF. Эти крепежные детали широко используются в аэрокосмической и автомобильной промышленности.
- Сверхтонкие крепежные детали серии используются, когда длина зацепления короткая, а приложение требует высоких степеней нагрузки.
- C Резьба с постоянным шагом серии предназначена для специальных целей, например, для работы в условиях большого диаметра или высокого давления. Он используется, когда серии Coarse, Fine, Extra-Fine не соответствуют конструктивным требованиям, и внутри этих серий предпочтение следует отдавать сериям с 8, 12 и 16 нитями.
Существует три класса посадки , установленных ANSI для общего использования.
- Класс 1 – свободная посадка, когда требуется быстрая сборка и допустимы люфты или люфты между деталями.
- Класс 2 – высококачественный, общего назначения, товарного класса годности для болтов, гаек и винтов, широко используемых в массовом производстве.
- Класс 3 – очень высококачественный резьбовой соединитель с плотной посадкой, используемый для прецизионных инструментов, а также в условиях высоких нагрузок и вибраций.
Резьба представлена на чертежах только символически; поэтому для предоставления требуемой информации необходимы примечания к теме . Примечание о резьбе должно быть включено на все детали с резьбой с линией выноски к внешней резьбе или к внутренней резьбе в круговом виде.
Примечания по наружной резьбе даны в продольном виде. Примечания по внутренней резьбе даны на виде с торца с указателем на сплошной круг.
Примечания к резьбе должны содержать следующую информацию:
- Наибольший диаметр в дробной или трехзначной десятичной форме.
- Количество витков на дюйм, за которым следует пробел.
- Обозначение формы резьбы .
- Серия резьбы обозначение.
- Обозначение класса резьбы (1,2 или 3).
- Внутренняя или внешняя l символ (A для наружной резьбы, B для внутренней резьбы), за которым следует пробел.
- Уточняющая информация , такая как:
- LH для левой резьбы. Если резьба правая, правая не указывается.
- DOUBLE или TRIPLE для нескольких потоков.
- Длина резьбы.
- Материал.
Характеристики резьбы: метрическая система
Характеристики метрической резьбы основаны на рекомендациях ISO и аналогичны Единому стандарту. Базовое обозначение метрической резьбы:
Здесь в примечании указано, что резьба метрическая (М), диаметр резьбы 16 миллиметров, за которым следует знак умножения «х», шаг 1,5. миллиметры.
Как правило, полное примечание к метрической резьбе должно содержать следующую информацию:
- Символ формы резьбы . Буква М используется для обозначения метрического профиля. Класс профиля J представляет собой модифицированный профиль М.
- Номинальный размер (основной большой диаметр) в миллиметрах, за которым следует «х».
- Шаг в миллиметрах, за которым следует тире. Шаг можно исключить для крупной резьбы, но в американских стандартах он предпочтительнее.
- Допуск общего назначения . Обозначение класса допуска включает:
- Допуск на средний диаметр: класс, позиция
- Допуск малого диаметра: класс, положение.
Для допусков наружной резьбы используются строчные буквы, для внутренней резьбы – прописные.
Изображение резьбы
Обычно используются два типа условных обозначений для изображения резьбы , традиционное и альтернативное (графическое) изображение.
Обычное представление следует использовать всякий раз, когда оно передает требуемую информацию без путаницы, поскольку оно требует наименьших усилий по составлению.
Этот метод не зависит от типа резьбы. Должны быть указаны тип резьбы и ее размеры.
Альтернатива Представление требует больше времени на набросок, но иногда необходимо, чтобы избежать путаницы с другими параллельными линиями или более четко изобразить отдельные аспекты резьбы. Это близкое приближение к реальному виду винтовой резьбы:
Он упрощен, так что гребень и основание для полной резьбы показаны острыми , с одинарными прямыми линиями вместо двойных изогнутых линий, которые требуются для плоских гребней и оснований.
Альтернативное представление следует использовать только для увеличенных деталей и других специальных применений.
Резьбовые сборки
Для общего использования рекомендуется обычное представление сборок резьбовых деталей.
На видах в разрезе часть с наружной резьбой всегда показывается, закрывая часть с внутренней резьбой (показана болтовая резьба, не показана резьба отверстия).
Оба метода можно использовать одновременно на одном и том же чертеже.
Накатанная резьба
Внешняя резьба может быть нарезана с помощью матрицы.
Метчик используется для нарезания внутренней резьбы меньшего диаметра.
Однако существует также тип резьбы, которая не нарезается, а накатывается.
Катаные резьбовые изделия часто изготавливают с уменьшенным диаметром корпуса, примерно равным делительному диаметру. Когда это необходимо показать, элемент можно изобразить, как показано на рисунке:
Здесь резьба изображается больше диаметра детали (как в традиционном, так и в альтернативном представлении).
Правильная маркировка резьбы на механических чертежах
При проектировании механического оборудования на чертеже детали часто присутствуют элементы резьбы. Кроме того, что резьбу начертить стандартизированным способом, нужно еще и правильно ее разметить, чтобы обрабатываемые детали были именно такими, какие вы хотите, и чтобы не было ошибки при сборке. Кроме того, на сборочных чертежах часто используются стандартные детали с резьбой, и их также необходимо правильно отметить в спецификации, чтобы отдел закупок мог их правильно закупить. Когда другие сотрудники читают механические чертежи, им также необходимо понимать маркировку резьбы.
Таким образом, знание маркировки резьбы является необходимым навыком для тех, кто занимается производством крепежных изделий. В этой статье в основном будет представлена маркировка различных резьб.
1 . Обыкновенная нить Обыкновенная нить является наиболее широко используемой нитью в жизни и работе. Большинство резьб на резьбовых крепежных изделиях (болты, шпильки, винты, гайки и другие детали) представляют собой обычные резьбы.
Обычная резьба делится на грубую и мелкую. Обычная резьба с мелкой резьбой в основном используется на прецизионных деталях и тонкостенных деталях (например, обычная резьба, используемая в соединениях гидравлических труб, представляет собой мелкую резьбу).
В маркировке резьбы шаг обыкновенной резьбы с мелким зубом должен указываться, а шаг обыкновенной резьбы с крупным зубом, как правило, не маркируется (поскольку обычная резьба с мелким зубом одного диаметра может иметь разный шаг, а шаг грубых зубьев определен). Шаг обыкновенной резьбы подробно описан в национальном стандарте (диаметр обыкновенной резьбы gb/t 193 и серия шагов).
Полная маркировка рядовых резьб состоит из пяти частей:
Например: M10 × 1 ― 7H ― L ― LH
(1) Код характеристики и код размера обычной резьбы Код характеристики: M (для обычной резьбы).
Код размера: номинальный диаметр × шаг (шаг и шаг многозаходной резьбы указываются, а шаг однозаходной крупной резьбы обычной резьбы не указывается).
«M10» относится к крупной однозаходной резьбе с номинальным диаметром 10 мм и шагом 1,5 мм.
«M10 × 1» относится к однозаходной мелкозубчатой обыкновенной резьбе с номинальным диаметром 10 мм и шагом 1 мм.
(2) Код поля допуска для обыкновенной резьбыКод поля допуска для обыкновенной резьбы состоит из класса допуска (числа) и основного отклонения (наружная резьба представлена строчными буквами, а внутренняя резьба представлена заглавными буквами). ), например 5g6g, 6G, 6h, 7h.
При различии кодов поля допуска делительного диаметра и поля допуска верхнего диаметра резьбы их необходимо указывать отдельно, например М10 – 5г6г (5г – код поля допуска делительного диаметра, 6Г – код поля допуска делительного диаметра, код зоны допуска верхнего диаметра).
Когда коды зоны допуска среднего и верхнего диаметра совпадают, указывается только один код, например M10 × 1—7H. Когда код зоны допуска 6G или 6h (номинальный диаметр ≥ 1,6 мм), это не отмечен (когда зона допуска обычной резьбы не отмечена, зона допуска по умолчанию составляет 6G или 6h). Содержание класса допуска и основного отклонения будет представлено в последующих статьях.
Существует три типа длины завинчивания обычной резьбы: длинная, средняя и короткая, которые обозначаются кодами L, N и s соответственно.
Например, m10-5g6g-s — это резьба с короткой длиной резьбы, а m10-7h-l — резьба с длинной резьбой. Если резьба имеет среднюю длину завинчивания, код n не маркируется.
В случае особых потребностей может быть указано значение длины свинчивания. Например: M20 × 2―5g6g―40。
(4) Код направления вращенияОтметьте LH для левого вращения, а не для правого. Например, m10-7h-l-lh — левая резьба, а m10-7h-l — правая.
2. Трубная резьба Трубная резьба обычно используется при соединении трубопроводов (водопроводных, нефтепроводных, газопроводных и т. д.). Маркировка трубной резьбы должна быть нанесена направляющим методом, а выноска должна указывать на наибольший диаметр резьбы.
Маркировка трубной резьбы: состоит из кода характеристики резьбы, кода размера и направления вращения. Код размера (номинальный диаметр) трубной резьбы – это не размер наибольшего диаметра резьбы, а размер проходного диаметра (дюймовая система) трубы. Направление вращения, не указанное на маркировке, является правосторонним вращением.
(1) Обозначение негерметизированной трубной резьбы 55°G — код характеристики негерметизированной трубной резьбы, примеры маркировки следующие:
G3/4: однорядная правосторонняя цилиндрическая внутренняя резьба с код размера 3/4;
G3/4a или g3/4b: однорядная правая цилиндрическая наружная резьба с кодом размера 3/4. А и В в маркировке — класс допуска среднего диаметра резьбы;
G3/4lh и g3/4a-lh: LH относится к левой резьбе, а пара резьб, образованная двумя резьбами, маркируется только кодом маркировки внешней резьбы.
Код характеристики уплотняемой трубной резьбы 55°: герметичная цилиндрическая внутренняя резьба RP, герметичная коническая внутренняя резьба RC, коническая наружная резьба R1, совмещенная с цилиндрической внутренней резьбой, и коническая наружная резьба R2 соответствует конической внутренней резьбе. Примеры маркировки:
Rp3/4lh: однострочная левая цилиндрическая внутренняя резьба с кодом размера 3/4;
Rc3/4: однорядная правая коническая внутренняя резьба с кодом размера 3/4;
Rp/r1 3/4 LH и rc/r2 3/4: внутренняя и наружная резьбы свинчены вместе, образуя резьбовую пару.
3 . трапециевидная резьба и зубчатая резьба Трапециевидная резьба и зубчатая резьба часто используются в ходовом винте, передающем движение и мощность. При работе трапециевидной резьбы нагружены обе стороны зуба, а при зубчатой резьбе — с одной стороны. Маркировка трапециевидной и зубчатой резьбы аналогична маркировке обычной резьбы. Ниже приведен пример маркировки трапециевидной резьбы:
Tr40 × 7lh - 7e: трапециевидная резьба (код характеристики резьбы: TR), номинальный диаметр φ 40, однорядная, шаг 7, левое вращение, код зоны допуска делительного диаметра 7e, средняя длина завинчивания.
Примечание: маркируется только код зоны допуска делительного диаметра, а по длине винты бывают только двух видов (код n и L). При одинаковой длине винта n опускается и не указывается.
При многозаходной резьбе маркируется как: tr40×14 (P7) – 7e, где «14» – шаг, «7» – шаг, двойная резьба.
Пара резьб трапециевидной резьбы выражается как: tr40 × 7-7h/7c, зона допуска внутренней резьбы находится спереди, а зона допуска наружной резьбы находится сзади, и они разделены « /».
Как читать обозначение резьбы?
Задумывались ли вы когда-нибудь, как читать обозначение резьбы на технических чертежах? Иногда довольно сложно прочитать обозначение резьбы отверстия на чертежах. Давайте обсудим, как читать обозначение резьбы по обозначению резьбы отверстия или вала на технических чертежах.
Значение обозначения: Действие по указанию или идентификации цели
В соответствии с индийским стандартом IS: 4218 (часть IV) 1976 (подтверждено в 1996 г.) обозначение резьбы должно состоять из двух частей. Один – это обозначение размера, а другой – обозначение допуска.
Обозначение размера
Размер резьбы обозначается буквой «M», за которой следуют диаметр и шаг, разделенные знаком ×. Если нет указания шага, это должно означать, что подразумевается грубый шаг.
Обозначение допуска
Это обозначение допуска включает следующую информацию в примечании к выноске резьбы на инженерном чертеже.
- Цифра, обозначающая класс допуска, как указано ниже: «7» для тонкого класса, «8» для нормального (среднего) класса и «9» для грубого класса.
- Буква, обозначающая положение допуска, как указано ниже: ‘ H ’ для единичной резьбы, ‘ d ’ для резьбы болта с припуском и ‘ h ’ для резьбы болта без припуска.
Например, Болтовая резьба размером 6 мм крупного шага и с припуском на резьбу и нормальным (средним) классом допуска обозначается как М 6-8 д .
Резьба Обозначение отверстия под летку на примере чертежа
Давайте более подробно рассмотрим обозначение отверстия под летку на техническом чертеже, чтобы более подробно понять обозначение резьбы. Ниже приведен снимок экрана с обозначением летки. Рис. Обозначение дюймовой и метрической резьбы на техническом чертеже
Как использовать шагомер винта? | Thr…
Включите JavaScript
В вышеприведенной выноске для летки мы дали две выноски, чтобы понять ее как в метрической, так и в дюймовой системах.
Каждая выноска состоит из 3 частей.
- Первая часть представляет количество отверстий. Что составляет 3 в случае дюймовой резьбы и 2 в случае метрической резьбы из приведенных выше обозначений летки.
- Вторая часть – это обозначение резьбы для летки. (Обсуждается отдельно для каждой системы единиц ниже)
- Третья часть – диаметр окружности болта, в котором должно быть расположено отверстие.
Обозначение метрической резьбы
Из вышеприведенного обозначения метрической резьбы для обозначения отверстия для летки M8x1,7 представляет размер резьбы, а 8d представляет детали допуска резьбы.
M8x1,7 = 8 мм диаметра и 1,75 мм шага каждой резьбы.
8d = 8 означает нормальную степень допуска и d означает, что на резьбе должен быть припуск.
M8x1,75-8d = диаметр резьбы 8 мм с шагом каждой резьбы 1,75 мм с припуском на резьбу нормального класса допуска.
Обозначение дюймовой резьбы
Из вышеприведенного обозначения дюймовой резьбы 5/8-11 представляет собой размер резьбы, а UNC/UNF представляет детали допуска.
5/8-11 = диаметр 0,625 дюйма с 11 витками резьбы на дюйм
UNC/UNF = Унифицированная национальная крупная резьба / Унифицированная национальная мелкая резьба
Унифицированная национальная крупная резьба сопоставима с метрической резьбой ISO.
5/8-11 UNC = винтовая резьба диаметром 0,625 дюйма с крупной резьбой 11 витков на дюйм.
UNC – Унифицированная национальная крупная резьба в соответствии с ANSI B1.1
| Основной диаметр | Количество витков на дюйм | Основной диаметр0304 | Major Diameter | Tap Drill Size | Pitch |
| (in) | (tpi) | (inch) | (mm) | (mm) | (mm) |
| #1 – 64 | 64 | 0.073 | 1.854 | 1.5 | 0.397 |
| #2 – 56 | 56 | 0.086 | 2.184 | 1.8 | 0. 453 |
| #3 – 48 | 48 | 0.099 | 2.515 | 2.1 | 0.529 |
| #4 – 40 | 40 | 0.112 | 2.845 | 2.35 | 0.635 |
| #5 – 40 | 40 | 0.125 | 3.175 | 2.65 | 0.635 |
| #6 – 32 | 32 | 0.138 | 3.505 | 2.85 | 0.794 |
| #8 – 32 | 32 | 0.164 | 4.166 | 3.5 | 0.794 |
| #10 – 24 | 24 | 0.19 | 4.826 | 4 | 1.058 |
| #12 – 24 | 24 | 0.216 | 5.486 | 4.65 | 1.058 |
| 1/4″ – 20 | 20 | 0.25 | 6.35 | 5.35 | 1.27 |
| 5/16″ – 18 | 18 | 0. 313 | 7.938 | 6.8 | 1.411 |
| 3/8″ – 16 | 16 | 0.375 | 9.525 | 8.25 | 1.587 |
| 7/16″ – 14 | 14 | 0.438 | 11.112 | 9.65 | 1.814 |
| 1/2″ – 13 | 13 | 0.5 | 12.7 | 11.15 | 1.954 |
| 9/16″ – 12 | 12 | 0.563 | 14.288 | 12.6 | 2.117 |
| 5/8″ – 11 | 11 | 0.625 | 15.875 | 14.05 | 2.309 |
| 3/4″ – 10 | 10 | 0.75 | 19.05 | 17 | 2.54 |
| 7/8″ – 9 | 9 | 0.875 | 22.225 | 20 | 2.822 |
| 1″ – 8 | 8 | 1 | 25.4 | 22.85 | 3. 175 |
| 1 1/8″ – 7 | 7 | 1.125 | 28.575 | 25.65 | 3.628 |
| 1 1/4″ – 7 | 7 | 1.25 | 31.75 | 28.85 | 3.628 |
| 1 3/8″ – 6 | 6 | 1.375 | 34.925 | 31.55 | 4.233 |
| 1 1/2″ – 6 | 6 | 1.5 | 38.1 | 34.7 | 4.233 |
| 1 3/4″ – 5 | 5 | 1.75 | 44.45 | 40.4 | 5.08 |
| 2″ – 4 1/2 | 4 1/2 | 2 | 50.8 | 46.3 | 5.644 |
| 2 1/4″ – 4 1/2 | 4 1/2 | 2.25 | 57.15 | 52.65 | 5.644 |
| 2 1/2″ – 4 | 4 | 2.5 | 63.5 | 58.5 | 6.35 |
| 2 3 /4″ – 4 | 4 | 2. 75 | 69.85 | 64.75 | 6.35 |
| 3″ – 4 | 4 | 3 | 76.2 | 71.1 | 6.35 |
| 3 1/ 4″ – 4 | 4 | 3.25 | 82.55 | 77.45 | 6.35 |
| 3 1/2″ – 4 | 4 | 3.5 | 88.9 | 83.8 | 6.35 |
| 3 3/4″ – 4 | 4 | 3.75 | 95.25 | 90.15 | 6.35 |
| 4″ – 4 | 4 | 4 | 101.6 | 96.5 | 6.35 |
UNF – Unified National Fine Резьба согласно ANSI B1.1
| Major Diameter | Threads per inch | Major Diameter | Major Diameter | Tap Drill Size | Pitch |
| (in) | (tpi) | (inch) | (mm) | (mm) | (mm) |
| #0 – 80 | 80 | 0. 06 | 1.524 | 1.25 | 0.317 |
| #1 – 72 | 72 | 0.073 | 1.854 | 1.55 | 0.353 |
| #2 – 64 | 64 | 0.086 | 2.184 | 1.9 | 0.397 |
| #3 – 56 | 56 | 0.099 | 2.515 | 2.15 | 0.453 |
| #4 – 48 | 48 | 0.112 | 2.845 | 2.4 | 0.529 |
| #5 – 44 | 44 | 0.125 | 3.175 | 2.7 | 0.577 |
| #6 – 40 | 40 | 0.138 | 3.505 | 2.95 | 0.635 |
| #8 – 36 | 36 | 0.164 | 4.166 | 3.5 | 0.705 |
| #10 – 32 | 32 | 0.19 | 4.826 | 4.1 | 0.794 |
| #12 – 28 | 28 | 0. 216 | 5.486 | 4.7 | 0.907 |
| 1/4″ – 28 | 28 | 0.25 | 6.35 | 5.5 | 0.907 |
| 5/16″ – 24 | 24 | 0.313 | 7.938 | 6.9 | 1.058 |
| 3/8″ – 24 | 24 | 0.375 | 9.525 | 8.5 | 1.058 |
| 7/16″ – 20 | 20 | 0.438 | 11.112 | 9.9 | 1.27 |
| 1/2″ – 20 | 20 | 0.5 | 12.7 | 11.5 | 1.27 |
| 9/16″ – 18 | 18 | 0.563 | 14.288 | 12.9 | 1.411 |
| 5/8″ – 18 | 18 | 0.625 | 15.875 | 14.5 | 1.411 |
| 3/4″ – 16 | 16 | 0.75 | 19.05 | 17.5 | 1. 587 |
| 7/8″ – 14 | 14 | 0.875 | 22.225 | 20.4 | 1.814 |
| 1″ – 12 | 12 | 1 | 25.4 | 23.25 | 2.117 |
| 1 1/8″ – 12 | 12 | 1.125 | 28.575 | 26.5 | 2.117 |
| 1 1/4″ – 12 | 12 | 1.25 | 31.75 | 29.5 | 2.117 |
| 1 3/8″ – 12 | 12 | 1.375 | 34.925 | 32.75 | 2.117 |
| 1 1/2″ – 12 | 12 | 1.5 | 38.1 | 36 | 2.117 |
Стандартные размеры винтовых резьбов для болта и гайков
Согласно IS: 4218 (часть III) 1976 (подтвержденный 1996)
Метрические нити. Наибольший или номинальный диаметр
для гайки и болта (d = D) мм
для гайки и болта (d p ) мм
для болта в мм
для гайки в MM
для Bolt -ММ
600 78 5 294 5Метрические нити из мелкой нити
| 0304 | ПИТАНИЕ ММ | Основной или номинальный диаметр для гайки и болта (D = D) MM | Эффективный диаметр или диаметр шага для гай или диаметр сердечника (D C ) для болта в мм | Меньший диаметр или диаметр ядра (D C ) для гайки в MM | Глубина ветки для Bolt -Мм -ММ | 9033 площадь мм 2 | |
| M 0. 4 | 0.1 | 0.400 | 0.335 | 0.277 | 0.292 | 0.061 | 0.074 |
| M 0.6 | 0.15 | 0.600 | 0.503 | 0.416 | 0.438 | 0.092 | 0.166 |
| M 0.8 | 0.2 | 0.800 | 0.670 | 0.555 | 0.584 | 0.123 | 0.295 |
| M1 | 0.25 | 1.000 | 0.838 | 0.693 | 0.729 | 0.153 | 0.460 |
| M 1.2 | 0.25 | 1.200 | 1.038 | 0.893 | 0.929 | 0,158 | 0,732 |
| M 1,4 | 0,3 | 1,400 | 1,205 | 1,032 | 1,075 | 84444444444444444444444444444444444444444444444444444444444444444444444444444444444449н0504||
| M 1.6 | 0.35 | 1. 600 | 1.373 | 1.171 | 1.221 | 0.215 | 1.27 |
| M 1.8 | 0.35 | 1.800 | 1.573 | 1.371 | 1.421 | 0.215 | 1.70 |
| M2 | 0.4 | 2.000 | 1.740 | 1.509 | 1.567 | 0.245 | 2.07 |
| M 2.2 | 0.45 | 2.200 | 1.908 | 1.648 | 1.713 | 0.276 | 2.48 |
| M 2.5 | 0.45 | 2.500 | 2.208 | 1.948 | 2.013 | 0.276 | 3.39 |
| M3 | 0.5 | 3.000 | 2.675 | 2.387 | 2.459 | 0.307 | 5.03 |
| M 3.5 | 0.6 | 3.500 | 3.110 | 2.764 | 2.850 | 0.368 | 6. 78 |
| M4 | 0.7 | 4.000 | 3.545 | 3.141 | 3.242 | 0.429 | 8.78 |
| M 4.5 | 0.75 | 4.500 | 4.013 | 3.580 | 3.688 | 0.460 | 11.3 |
| MS | 0.8 | 5.000 | 4.480 | 4.019 | 4.134 | 0.491 | 14.2 |
| M6 | 1 | 6.000 | 5.350 | 4.773 | 4.918 | 0.613 | 20.1 |
Metric Резьба – крупная резьба по ISO 724
| Размер – номинальный диаметр | Шаг | Зазор сверления | Tap Drill | Tensile Stress Area |
| (mm) | (mm) | (mm) | (mm) | (mm 2 ) |
| M 1. 6 | 0.35 | 1.8 | 1.25 | |
| M 2 | 0.4 | 2.4 | 1.6 | |
| M 2.5 | 0.45 | 2.9 | 2 | |
| M 3 | 0.5 | 3.4 | 2.5 | |
| M 3.5 | 0.6 | 3.9 | 2.9 | |
| M 4 | 0.7 | 4.5 | 3.3 | 8.78 |
| M 5 | 0.8 | 5.5 | 4.2 | 14.2 |
| M 6 | 1 | 6.6 | 5 | 20.1 |
| M 8 | 1.25 | 9 | 6.8 | 36.6 |
| M 10 | 1.5 | 12 | 8.5 | 58 |
| M 12 | 1.75 | 14 | 10.2 | 84.3 |
| M 14 | 2 | 16 | 12 | |
| M 16 | 2 | 18 | 14 | 157 |
| M 20 | 2. 5 | 22 | 17.5 | 245 |
| M 22 | 2.5 | 25 | 19.5 | |
| M 24 | 3 | 27 | 21 | 353 |
| M 27 | 3 | 30 | 24 | |
| M 30 | 3.5 | 33 | 26.5 | 561 |
| M 36 | 4 | 40 | 32 | 817 |
| M 42 | 4.5 | 46 | 37.5 | 1120 |
| M 48 | 5 | 53 | 43 | 1470 |
| M 56 | 5.5 | 62 | 50.5 | 2030 |
| M 64 | 6 | 70 | 58 | 2680 |
| M 68 | 6 | 74 | 62 |
Metric Screw Threads – Fine Threads according ISO 724
| Size – Nominal Diameter | PINGE | Tap Dlill | Растяжение Площадь напряжения |
| (ММ) | 015019 | ||
| 04 | (mm) | (mm 2 ) | |
| M 1. 0 x 0.2 | 0.2 | 0.8 | |
| M 1.1 x 0.2 | 0.2 | 0.9 | |
| M 1.2 x 0.2 | 0.2 | 1 | |
| M 1.4 x 0.2 | 0.2 | 1.2 | |
| M 1.6 x 0.2 | 0.2 | 1.4 | |
| M 1.8 x 0.2 | 0.2 | 1.6 | |
| M 2 x 0.25 | 0.25 | 1.75 | |
| M 2.2 x 0.25 | 0.25 | 1.95 | |
| M 2.5 x 0.35 | 0.35 | 2.1 | |
| M 3 x 0.35 | 0.35 | 2.6 | |
| M 3.5 x 0.35 | 0.35 | 3.1 | |
| M 4 x 0.5 | 0.5 | 3.5 | |
| M 4.5 x 0. 5 | 0.5 | 4 | |
| M 5 x 0.5 | 0.5 | 4.5 | |
| M 5.5 x 0.5 | 0.5 | 5 | |
| M 6 x 0.75 | 0.75 | 5.2 | 20.1 |
| M 7 x 0.75 | 0.75 | 6.2 | |
| M 8 x 0.75 | 0.75 | 7.2 | |
| M 8 x 1.0 | 1 | 7 | 39.2 |
| M 9 x 0.75 | 0.75 | 8.2 | |
| M 9 x 1 | 1 | 8 | |
| M 10 x 0.75 | 0.75 | 9.2 | |
| M 10 x 1 | 1 | 9 | 64.5 |
| M 10 x 1.25 | 1.25 | 8.8 | 61.2 |
| M 11 x 0.75 | 0.75 | 10. 2 | |
| M 11 x 1 | 1 | 10 | |
| M 12 x 1 | 1 | 11 | |
| M 12 x 1.25 | 1.25 | 10.8 | 92.1 |
| M 12 x 1.5 | 1.5 | 10.5 | 88.1 |
| M 14 x 1.0 | 1 | 13 | |
| M 14 x 1.25 | 1.25 | 12.8 | |
| M 14 x 1.5 | 1.5 | 12.5 | |
| M 15 x 1 | 1 | 14 | |
| M 15 x 1.5 | 1.5 | 13.5 | |
| M 16 x 1 | 1 | 15 | 178 |
| M 16 x 1.5 | 1.5 | 14.5 | 167 |
| M 17 x 1.0 | 1 | 16 | |
| M 17 x 1. 5 | 1.5 | 15.5 | |
| M 18 x 1.0 | 1 | 17 | |
| M 18 x 1.5 | 1.5 | 16.5 | |
| M 18 x 2.0 | 2 | 16 | |
| M 20 x 1.0 | 1 | 19 | |
| M 20 x 1.5 | 1.5 | 18.5 | 272 |
| M 20 x 2.0 | 2 | 18 | 258 |
| M 22 x 1.0 | 1 | 21 | |
| M 22 x 1.5 | 1.5 | 20.5 | |
| M 22 x 2.0 | 2 | 20 | |
| M 24 x 1.0 | 1 | 23 | |
| M 24 x 1.5 | 1.5 | 22.5 | 401 |
| M 24 x 2.0 | 2 | 22 | 384 |
| M 25 x 1. 0 | 1 | 24 | |
| M 25 x 1.5 | 1.5 | 23.5 | |
| M 25 x 2.0 | 2 | 23 | |
| M 27 x 1.0 | 1 | 26 | |
| M 27 x 1.5 | 1.5 | 25.5 | |
| M 27 x 2.0 | 2 | 25 | |
| M 28 x 1.0 | 1 | 27 | |
| M 28 x 1.5 | 1.5 | 26.5 | |
| M 28 x 2.0 | 2 | 26 | |
| M 30 x 1.0 | 1 | 29 | |
| M 30 x 1.5 | 1.5 | 28.5 | |
| M 30 x 2.0 | 2 | 28 | 621 |
| M 30 x 3.0 | 3 | 27 | 581 |
| M 32 x 1. 5 | 1.5 | 30.5 | |
| M 32 x 2.0 | 2 | 30 | |
| M 33 x 1.5 | 1.5 | 31.5 | |
| M 33 x 2.0 | 2 | 31 | |
| M 33 x 3.0 | 3 | 30 | |
| M 35 x 1.5 | 1.5 | 33.5 | |
| M 35 x 2.0 | 2 | 33 | |
| M 36 x 1.5 | 1.5 | 34.5 | |
| M 36 x 2.0 | 2 | 34 | 915 |
| M 36 x 3.0 | 3 | 33 | 865 |
| M 39 x 1.5 | 1.5 | 37.5 | |
| M 39 x 2.0 | 2 | 37 | |
| M 39x 3.0 | 3 | 36 | |
| M 40 x 1. 5 | 1.5 | 38.5 | |
| M 40 x 2.0 | 2 | 38 | |
| M 40 x 3.0 | 3 | 37 | |
| M 42 x 1.5 | 1.5 | 40.5 | |
| M 42 x 2.0 | 2 | 40 | |
| M 42 x 3.0 | 3 | 39 | 1210 |
| M 42 x 4.0 | 4 | 38 | 1150 |
| M 45 x 1.5 | 1.5 | 43.5 | |
| M 45 x 2.0 | 2 | 43 | |
| M 45 x 3.0 | 3 | 42 | |
| M 45 x 4.0 | 4 | 41 | |
| M 48 x 1.5 | 1.5 | 46.5 | |
| M 48 x 2.0 | 2 | 46 | |
| M 48 x 3. 0 | 3 | 45 | 1600 |
| M 48 x 4.0 | 4 | 44 | 1540 |
| M 50 x 1.5 | 1.5 | 48.5 | |
| M 50 x 2.0 | 2 | 48 | |
| M 50 x 3.0 | 3 | 47 | |
| M 52 x 1.5 | 1.5 | 50.5 | |
| M 52 x 2.0 | 2 | 50 | |
| M 52 x 3.0 | 3 | 49 | |
| M 52 x 4.0 | 4 | 48 | |
| M 55 x 1.5 | 1.5 | 53.5 | |
| M 55 x 2.0 | 2 | 53 | |
| M 55 x 3.0 | 3 | 52 | |
| M 55 x 4.0 | 4 | 51 | |
| M 56 x 1. 5 | 1.5 | 54.5 | |
| M 56 x 2.0 | 2 | 54 | |
| M 56 x 3.0 | 3 | 53 | |
| M 56 x 4.0 | 4 | 52 | |
| M 58 x 1.5 | 1.5 | 56.5 | |
| M 58 x 2.0 | 2 | 56 | |
| M 58 x 3.0 | 3 | 55 | |
| M 58 x 4.0 | 4 | 54 | |
| M 60 x 1.5 | 1.5 | 58.5 | |
| M 60 x 2.0 | 2 | 58 | |
| M 60 x 3.0 | 3 | 57 | |
| M 60 x 4.0 | 4 | 56 | |
| M 62 x 1.5 | 1.5 | 60.5 | |
| M 62 x 2. 0 | 2 | 60 | |
| M 62 x 3.0 | 3 | 59 | |
| M 62 x 4.0 | 4 | 58 | |
| M 64 x 1.5 | 1.5 | 62.5 | |
| M 64 x 2.0 | 2 | 62 | |
| M 64 x 3.0 | 3 | 61 | |
| M 64 x 4.0 | 4 | 60 | |
| M 65 x 1.5 | 1.5 | 63.5 | |
| M 65 x 2.0 | 2 | 63 | |
| M 65 x 3.0 | 3 | 62 | |
| M 65 x 4.0 | 4 | 61 | |
| M 68 x 1.5 | 1.5 | 66.5 | |
| M 68 x 2.0 | 2 | 66 | |
| M 68 x 3. 0 | 3 | 65 | |
| M 68 x 4.0 | 4 | 64 | |
| M 70 x 1.5 | 1.5 | 68.5 | |
| M 70 x 2.0 | 2 | 68 | |
| M 70 x 3.0 | 3 | 67 | |
| M 70 x 4.0 | 4 | 66 | |
| M 70 x 6.0 | 6 | 64 | |
| M 72 x 1.5 | 1.5 | 70.5 | |
| M 72 x 2.0 | 2 | 70 | |
| M 72 x 3.0 | 3 | 69 | |
| M 72 x 4.0 | 4 | 68 | |
| M 72 x 6.0 | 6 | 66 | |
| M 75 x 1.5 | 1.5 | 73.5 | |
| M 75 x 2. 0 | 2 | 73 | |
| M 75 x 3.0 | 3 | 72 | |
| M 75 x 4.0 | 4 | 71 | |
| M 75 x 6.0 | 6 | 69 | |
| M 76 x 1.5 | 1.5 | 74.5 | |
| M 76 x 2.0 | 2 | 74 | |
| M 76 x 3.0 | 3 | 73 | |
| M 76 x 4.0 | 4 | 72 | |
| M 76 x 6.0 | 6 | 70 | |
| M 80 x 1.5 | 1.5 | 78.5 | |
| M 80 x 2.0 | 2 | 78 | |
| M 80 x 3.0 | 3 | 77 | |
| M 80 x 4.0 | 4 | 76 | |
| M 80 x 6. 0 | 6 | 74 | |
| M 85 x 2.0 | 2 | 83 | |
| M 85 x 3.0 | 3 | 82 | |
| M 85 x 4.0 | 4 | 81 | |
| M 85 x 6.0 | 6 | 79 | |
| M 90 x 2.0 | 2 | 88 | |
| M 90 x 3.0 | 3 | 87 | |
| M 90 x 4.0 | 4 | 86 | |
| M 90 x 6.0 | 6 | 84 | |
| M 95 x 2.0 | 2 | 93 | |
| M 95 x 3.0 | 3 | 92 | |
| M 95 x 4.0 | 4 | 91 | |
| M 95 x 6.0 | 6 | 89 | |
| M 100 x 2. 0 | 2 | 98 | |
| M 100 x 3.0 | 3 | 97 | |
| M 100 x 4.0 | 4 | 96 | |
| M 100 x 6.0 | 6 | 94 |
Вывод: Вышеприведенный список нитей не является полным списком. ISO 724 предоставляет размеры резьбы до 300. Сообщите нам в разделе комментариев ниже, если вы поняли, как правильно читать резьбу ваших винтов на чертежах.
Извлечение резьбы из технических чертежей — Werk24
Элементы резьбы позволяют получить доступ к информации о резьбе в контексте технического чертежа. Вместо «просто» получения метки резьбы (например, M5) вы также получаете дополнительную информацию, такую как длина нити или ее пол. Эта информация извлекается непосредственно из самого чертежа и предоставляется вам в виде документа JSON.
Элементы потока содержат много информации, которая позволяет вам принимать обоснованные решения о целесообразности или стоимости конкретного потока.
Количество (
int ) Когда метка потока указывает на несколько потоков, атрибут количества устанавливается соответствующим образом. Например, 3xM5 приведет к установке количества 3 . По умолчанию установлено количество 1 .
Примечание
Имейте в виду, что резьба, указанная несколько раз (например, один раз на главном виде и второй раз на чертеже детали), приведет к созданию двух меток резьбы. Это может быть решено в будущем, когда будет завершена полная 3D-сборка.
Пол (
W24Gender ) Наш API определяет, находится ли резьба снаружи (наружная резьба) или внутри (внутренняя резьба) заготовки. Если пол невозможно определить, возвращается значение null .
Примечание
В настоящее время род нитей, указанных на выноске, не определяется. Это изменится в следующих выпусках.
Длина (
Десятичное число ) Длина резьбы доступна в виде десятичного значения. Длина здесь указывает длину нити. Информация извлекается непосредственно из чертежа и соотносится с длиной резьбы, указанной на этикетке резьбы.
Примечание
Метка резьбы также может указывать длину как резьбы, так и отверстия для колонкового бурения. В этом случае атрибут length устанавливается равным длине потока. Длина скважины для колонкового бурения в настоящее время недоступна.
Примечание
Параметр длины является приблизительным, и смежные функции, такие как подрезы, могут повлиять на длину резьбы, связанные с определенным положением заготовки. Возвращаемые сведения зависят от используемого типа отдельного потока. Однако для всех типов резьбы гарантируются следующие атрибуты:
- Blurb
- Diameter
- Блок
- Pitch
- Нитки на дюйм
- Handledness
- Multi-Start
- Длина
BLUB для потребления человеком. Примеры включают: "M5, #1-64 UNC, G0.
25"Диаметр (
Десятичное число ) Диаметр указывает основной диаметр (т. е. не диаметр шага) резьбы в миллиметрах. Для систем с дюймовой резьбой это значение преобразуется автоматически.
Блок
Блок диаметр . В настоящее время это всегда Миллиметр. В будущих версиях пользователь сможет указать желаемую систему единиц при создании запроса. Для метрической резьбы ISO шаг либо явно указывается на этикетке, либо неявно указывается в стандарте ISO. Когда шаг указывается только неявно, мы автоматически получаем значение, указанное в стандарте. Однако есть случаи, когда поиск явно невозможен (например, когда в норме указан диапазон возможных шагов, и разработчик должен был бы явно указать один из них). В этих случаях возвращается пустое значение .
Для резьб UTS и Whitworth шаг автоматически рассчитывается из значения threads_per_inch.
Threads Per Inch (
Необязательный [десятичный] ) Соответствует количеству Threads Per Inch в стандартах ISO, ANSI/ASME использует концепцию threads_per_inch . Это значение либо напрямую получено из этикетки резьбы, либо для метрической резьбы ISO преобразовано из шага
Ручность (
W24ThreadHandedness ) Если не указано иное, резьба правая. Когда поток указан как левый (например, путем добавления суффикса LH), Handedness устанавливается равным LEFT .
Обзор систем потоков
Следующие системы потоков в настоящее время интерпретируются и возвращаются соответствующим образом.
| Тип резьбы | Пример этикетки | Пример ответа |
|---|---|---|
W24ThreadISOMetric | M5, 4xM10x1.5x50 | Example |
W24ThreadUTS | #0-24 UNC | Example |
W24ThreadWhitworth | G1/4, Rp3 | Пример |
W24ThreadISOMetric
При работе с метрической резьбой ISO доступны следующие дополнительные атрибуты:
- Внутренняя/наружная резьба Основной Допуск по диаметру
- Внутренняя/наружная резьба Шаг Допуск по диаметру
Внутренняя/наружная погрешность большого диаметра
Класс допуска для основного диаметра в соответствии с ISO 965-1. Нет, если класс допуска по основному диаметру не определен в стандарте и не указан явно.
Допуск на внутренний/шаговый диаметр
Класс допуска по делительному диаметру в соответствии с ISO 965-1. Нет, если класс допуска делительного диаметра не определен в стандарте и не указан явно.
Пример ответа
Пример ответа для метки "M8"
JSON
{
"variant_id": "80ee3aea-d6d1-40e9-8cf5-f6853c312919",
"sectional_id": "96977463-d54c-4a7b-8b51-b62c2332f7a6",
"thread_elements": [{
"количество": 1,
"пол": ноль,
"длина": ноль,
"потоки": [{
"реклама": "M8=71.25\u20146g/6H",
"диаметр": 8,
"единица": "МИЛЛИМЕТР",
"thread_type": "ISO_METRIC",
«шаг»: 1,25,
"нити_на_дюйм": 20,32,
"рукоять": "ПРАВО",
"мультистарт": {
"thread_lead": ноль,
"количество_запусков": 1
},
"длина": ноль,
"female_major_diameter_tolerance": {
"допуск_тип": "FIT_SIZE_ISO",
«реклама»: «6H»
},
"female_pitch_diameter_tolerance": {
"допуск_тип": "FIT_SIZE_ISO",
«реклама»: «6H»
},
"male_major_diameter_tolerance": {
"допуск_тип": "FIT_SIZE_ISO",
"реклама": "6g"
},
"male_pitch_diameter_tolerance": {
"допуск_тип": "FIT_SIZE_ISO",
"реклама": "6g"
}
}]
}]
}
W24ThreadUTS
При работе с резьбой UTS доступны следующие дополнительные атрибуты:
- Размер UTS
- Серия UTS
Размер UTS (
str ) 9 Размер строки UTS 90.Резьба диаметром < 0,25 дюйма обозначается знаком «#». Резьба диаметром >= 0,25 дюйма представлена дробью с хвостиком '"'
Примеры: #0, 1 3/4"
UTS Series
Серия форматов UTS в соответствии с ASME B1.1 2003. Допустимые значения включают UNC UNF, UNRF, UNF, UN
Пример ответа
Пример ответа для метки #0-24 UNC
JSON
{
"variant_id": "80ee3aea-d6d1-40e9-8cf5-f6853c312919",
"sectional_id": "96977463-d54c-4a7b-8b51-b62c2332f7a6",
"thread_elements": [{
"количество": 1,
"пол": ноль,
"длина": ноль,
"потоки": [{
"реклама": "#1-64 UNC",
"диаметр": 8,
"единица": "МИЛЛИМЕТР",
"uts_size": 1,854,
"uts_series": "UNC",
"thread_type": "УТС",
«шаг»: 0,396875,
"нити_на_дюйм": 64,
"рукоять": "ПРАВО",
"мультистарт": {
"thread_lead": ноль,
"количество_запусков": 1
},
"длина": ноль,
}]
}]
}
W24ThreadWhitworth
При работе с резьбами Whitworth доступны следующие дополнительные атрибуты:
- Размер Whitworth
Размер Whitworth (
Десятичный размер )Размер не пропорционален числу (по историческим причинам)0007
Пример ответа
Пример ответа для метки G1⅛
JSON
{
"variant_id": "80ee3aea-d6d1-40e9-8cf5-f6853c312919",
"sectional_id": "96977463-d54c-4a7b-8b51-b62c2332f7a6",
"thread_elements": [{
"количество": 1,
"пол": ноль,
"длина": ноль,
"потоки": [{
"реклама": "G1. 125",
"диаметр": 28,575,
"единица": "МИЛЛИМЕТР",
"thread_type": "БЕСПЛАТНО",
«шаг»: 0,976692,
"нити_на_дюйм": 26,
"рукоять": "ПРАВО",
"мультистарт": {
"thread_lead": ноль,
"количество_запусков": 1
},
"длина": ноль,
"whitworth_size": 1,125,
}]
}]
}
Python
из werk24 import Hook, W24AskVariantThreadElements
из werk24.models.techread импорт W24TechreadMessage
из werk24.utils импортировать w24_read_sync
из . импортировать get_drawing_bytes
def recv_thread_elements (сообщение: W24TechreadMessage) -> Нет:
""" распечатать элементы потока, когда мы их получили
"""
если message.is_successful:
печать (сообщение.payload_dict)
еще:
print("Произошли исключения: {message.exceptions}")
если __name__ == "__main__":
# получить байты отрисовки из файла или буфера
Drawing_bytes = get_drawing_bytes()
# определите, какую информацию вы хотите получать от API
# и что делать, когда информация станет доступной.
крючки = [Крючок (ask = W24AskVariantThreadElements(),
функция = recv_thread_elements)]
# отправить запрос в API Werk24
w24_read_sync (drawing_bytes, крючки)
Электронная книга Проекта Гутенберга из Энциклопедии рукоделия Треса Де Дилмонта.
Электронная книга Проекта Гутенберга Энциклопедии рукоделия Треса Де Диллмонта.
Полоса разреза ажурная на белом полотне.
Вышеуказанная товарная позиция включает все виды рукоделия, вплоть до
что вытягивание нитей является предварительным. По шитью
над отдельными нитями, которые остались, и стягивая их вместе
разными способами можно создать бесконечное множество узоров.
Много красивых комбинаций тоже можно составить из ажурных,
вышивка крестиком и другие виды вышивки.
Материалы, подходящие для ажурных работ. —Для всех грубее
материалы, такие как гольбейн-лен, ява и лен-холст и
вроде, сейчас в таком фаворе для имитации старинного рукоделия,
лучше всего использовать: Fil à pointer D. M.C, № 30[A] и Cordonnet
6 fils D.M.C, №№ 10–20, [A] и для более тонких материалов,
такие как антикварно-льняные и льняно-марлевые; Cordonnet 6 fils D.M.C.
№№ 50–150, [A] Fil d'Alsace DMC, №№ 20–100 и Fil à
dentelle DMC, №№ 25–80.
Цветные узоры также могут быть выполнены ажурно, с
Coton à broder DMC №№ 16–35 и Coton à repriser
D.M.C., №№ 25-50[A].
Два разных вида ажурных изделий. — Тот,
называется, одинарная ажурная, итальянская Punto tirato, в которой
первый шаг – вытянуть один слой ниток; другой,
вырезанный ажур, итальянское пунто тальято, для которого оба
нити основы и утка должны быть вытянуты.
Одиночный ажур (Punto tirato) .— Это в самом простом
форма, это орнаментальная решетчатая кромка, широко используемая там, где
нечто более декоративное, чем обычный подол (рис.
8) требуется, и заключается в вытягивании одного слоя нитей,
либо основа, либо утка.
Кромочная строчка одинарная (рис. 55).
грубость материала, две-четыре нити, ниже
краю вытачки и приметайте подол к линии, таким образом
нарисовано. Закрепите нить в
влево и обработайте край
справа налево, поднимая
три-четыре поперечные резьбы в
время и вставив иглу,
непосредственно выше, в
подогнутого края, три-четыре нити от края, а затем
рисуя его.
Рис. 55. Кромочная одинарная.
Тот же стежок используется для предотвращения бахромы, что
служат отделкой стольких предметов домашнего белья, от
бред.
Второй подшивочный шов (рис. 56).— Подготовьте подгибку, как показано на рис. 55, и работать слева направо; с той разницей, что после
протягивание двух-трех поперечных нитей
вместе, справа на
влево, вы пропускаете тот же номер
из перпендикулярных нитей вы
заняли ниже, и вставьте свой
игла сверху вниз,
выводя его на нижний край подола.
Рис. 56. Вторая мережка.
Эти стежки, которые можно
использоваться также для правой стороны,
образуют своего рода небольшую косу, вдоль
край подола.
Кромочный шов лесенкой (рис. 57).
Выполните подол, как уже
направлен на рис. 55, затем вытяните еще три-пять нитей,
поверните работу и повторите процесс, взяв на себя
те же группы нитей, которые вы подняли в первом ряду
стежки, образуя таким образом маленькие перпендикулярные полосы.
Рис. 57. Подгибка лесеночным швом.
Кромочная двойная (рис. 58).
Начните, как на рис. 55, формируя свой
кластеры из четного числа
потоки; а потом, при изготовлении
ваш второй ряд стежков,
протянуть половину нити одной
кластер, а половина следующего
вместе, что делает их
наклонно, сначала в одну сторону, а затем
другой.
Рис. 58. Двойная мережка.
Старинная мережка (рис. 59, 60, 61 и 62).
В старинном, вычурном, полотняном рукоделии мы часто встречаем
два вида строчки
редко встречается в современных
книги по рукоделию. Рис. 59
до 62 являются увеличенными изображениями
того же самого. В
необходимая глубина для формирования
узкий подол, протянута нить,
в случае очень хорошо
текстуры, где край
прокатанный, не уложенный; затем закрепите
рабочая нить слева,
и провяжите стежки из
слева направо. Прохождение вашего
игла, справа налево, под
три-четыре нити, протяните
нить вокруг кластера и
нести свою иглу, через
столько нитей верхней
слой вещей, как вы взялись
ниже, чтобы стежок мог
всегда выходит из середины
кластера.
Рис. 59. Старинная мережка.
Не та сторона.
Рис. 60. Старинная мережка.
Правая сторона.
Строчка античная (рис. 61)
и 62).
и изнаночные стороны подола;
здесь подвернутый край подготовлен
как выше, но швы
работал справа налево и
нить проводится вокруг
небольшой валик, чтобы, как показано на
инжир. 62, видно на обоих
стороны подола. Игла
не входит в материал, но
тотчас унесло назад, из
снаружи, и снова положить между
два кластера нитей.
Рис. 61. Старинная мережка.
Не та сторона.
Рис. 62. Старинная мережка.
Правая сторона.
Косая строчка (рис. 63 и 64).
игла и нитка, две или три
нитки выше края
поворот, между первым и
вторая из трех поперечных нитей
которые составляют кластер, и
затем просуньте его под кластер,
справа налево. Петля
должен лежать перед иглой.
Когда вы составили
стежок, вставьте иглу, один
нить дальше, и принять
две нити. Рис. 64 показывает
шов с правой стороны.
Рис. 63.
Косая строчка.
Не та сторона.
Рис. 64.
Косая строчка.
Правая сторона.
двухрядные декоративные
шов (рис. 65, 66, 67).—Нач.
с любым из
рубцы уже описаны, то
подсчет количества потоков
вниз, так как сгруппированы
вместе в первом ряду нарисуйте
из второго потока и кластера
перпендикулярные нити в
эту вторую линию вместе, как показано на рис. 65 и 66. На
с правой стороны стежок прямой (рис. 67). Цветной хлопок
следует использовать для всех вышеперечисленных рисунков кромочной строчки, когда
они должны быть введены в цветные вышивки.
Рис. 65.
Двухрядный орнаментальный шов.
Не та сторона.
Рис. 66.
Двухрядный орнаментальный шов.
Не та сторона.
Рис. 67.
Двухрядный орнаментальный шов.
Правая сторона.
Одинарная трехрядная ажурная (рис. 68).— Эта, и
следующие узоры, подходят для выкройки подгибов,
и для соединения полос вышивки, а также часто
используется вместо кружева и кружевной вставки.
Рис. 68. Одинарный трехрядный ажур.
Рис. 68 окажется особенно полезным в тех случаях, когда
цель состоит в том, чтобы произвести хороший эффект за счет
как можно меньше труда. Сделайте шесть рядов кромочной строчки, как
на рис. 55; первый и шестой ряды служить отделкой, сверху
и ниже.
Вторая и третья, после вытягивания шести нитей, третья
и четвертый после вытягивания восьми. Все кластеры должны состоять
из четного числа нитей. Верхний и нижний
полоса ажурности копируется с рис. 58, центр
один, с рис. 57. Разделить нити перпендикулярно
кластеры по два; введите иглу слева направо под
половину второго кластера, поверните игольное ушко на
второе движение, слева направо, и взяться за второе
часть первого кластера, подтягивая его под себя, и одновременно
время, перед первой половиной второго кластера. Будь осторожен
чтобы не затягивать нить слишком туго.
Ажур с двумя нитями, протянутыми через (рис. 69).— Одна
такая широкая ажурная полоса, между двумя отделочными рядами
стежков, через него можно провести две нити.
Рис. 69. Ажур с двумя протянутыми нитями.
Ажур с тремя нитями, протянутыми через (рис. 70).
Оба края обметать одинарными стежками; рисовать кластеры
вместе посередине, как на рис. 68; потом выше и ниже
среднюю нить, протяните сначала одну нить, а затем вторую,
прямо над ним, закрепив последний обратными стежками
заключать кластеры между двумя потоками.
Рис. 70. Ажур с тремя протянутыми нитями.
Ажурная сборка (рис. 71).—Вытягивание из шестнадцати
до восемнадцати нитей, между двумя подшивочными краями. Закрепить
ваша нить, 3 м/м. над краем шва, и намотайте его на три
раз вокруг каждых двух гроздей, минуя иглу, третью
время под двумя первыми рядами закрепить нить.
нить, протянутая таким образом, должна быть оставлена довольно слабой. Второй
ряда стежков, аналогично первому, и при этом
расстояние от нижнего края, завершает этот узор. К
придайте ему большую силу, вы можете, если хотите, вернуться к
первую нить, а вторую, стараясь пропустить ее под
узел, который образовался первым.
Рис. 71. Грозничный ажур.
Гнездо двухрядно-ажурное (рис. 72).— Очень хорошо
эффект можно получить, сделав вышеуказанный стежок в такой
таким образом, чтобы сформировать группы по три кластера в каждом, между подшитыми краями
группы вещей.
Рис. 72. Двухрядная гроздь-ажур.
Турецкий кластер ажурный (рис. 73).—После порционирования
прочь и сшивая грозди с одной стороны, вытянуть двенадцать или
четырнадцать нитей, и сделайте соединительный стежок и подгибку, все
в одном следующим образом: вывести нить перед кластером, а
обведите его вокруг него, затем справа налево по трем горизонтальным
и под четырьмя перпендикулярными нитями, снова слева направо,
по четырем только что пройденным нитям и вышел на второй
кластер; кладя его поверх этого, ты выносишь его за первым
пучка, обмотайте его вокруг середины обоих и передайте
через, между обметочными стежками назад к подгибке;
обвяжите вторую группу петлевым швом и носите
снова продеть три горизонтальных и четыре перпендикулярных
нити, и вверх, под наклоном под материал, наружу в
впереди следующего кластера.
Рис. 73. Турецкий кустовой ажур.
Ажур с штопальной строчкой (рис. 74).—Вытянуть
от восьми до двенадцати нитей, в зависимости от качества
вещи. Вставьте иглу с ниткой между двумя пучками и
пройти его, как если бы вы штопали, взад и вперед
над ними, пока они не будут наполовину закрыты
швы. При этом работать ушком иглы вперед,
и точка в сторону вашего наперстка. Чтобы перейти к
следующий кластер, откиньте один стежок назад, под только что заштопанный,
и проведите свою нить под нитями материала, чтобы
второй кластер.
Рис. 74. Ажур штопальной гладью.
Ажур трех цветов (рис. 75).— Этот узор
что должно быть сделано так же, как на рис. 74, требуется
вытягивание, по крайней мере, восемнадцати нитей. Каждая поперечная линия
из трех пучков нужно вязать одним цветом.
цвета могут быть все разные, или вы можете, если хотите, взять
оттенки одного цвета.
Рис. 75. Ажур в трех цветах.
Цвета: Bleu-Indigo 311, 322, 334, Brun-Caroubier 354, 303, 357 или
Руж-Гераниум 349, 351, 352. [A]
Ажурная вставка (рис. 76 и 77).
края должны быть обметаны, а штопальные стежки набиты
достаточно близко друг к другу, чтобы нити материала были
полностью покрыта.
Рис. 76. Ажурная вставка.
Рис. 77. Ажурная вставка.
Рис. 76 требует вытягивания восемнадцати нитей,
инжир. 77, из тридцати. Оба допускают использование нескольких цветов.
Ажурная вставка (рис. 78).— После вытягивания шестнадцати
или восемнадцать нитей, обвяжите обе стороны стежками, сделанными над
четыре горизонтальные и четыре перпендикулярные нити следующим образом;
сделайте один обратный стежок над четырьмя свободными нитями, затем
поднимите нить справа налево, над четырьмя горизонтальными
и под четырьмя перпендикулярными нитями, сзади над четырьмя последними
нити, и вытяните его рядом со следующим кластером. Кластеры,
как они сейчас стоят, связаны вместе посередине, три
на три, со штопкой. Нить необходимо закрепить
в и отрезать, после того, как каждая группа закончена.
Рис. 78. Ажурная вставка.
Ажурная вставка (рис. 79).—Сначала свяжите два края
со швами, обычным способом. На последнем стежке ввести
нить косую, по пунктиру, пропустить
под четыре горизонтальные и три перпендикулярные нити
набить и вытянуть; затем по трем нитям справа на
влево и обратно под таким же, слева направо и наружу
опять таки; над четырьмя горизонтальными нитями, а под и снова
над тремя перпендикулярными; для следующего стежка, вы снова
следуйте пунктирной наклонной линии.
Рис. 79. Ажурная вставка.
Затем сделайте штопальную строчку в девять или три нити.
кластеры. На половине их длины вы пропускаете три нити, сначала
то справа, то слева, а на другой половине ты,
таким же образом втяните три; чтобы у тебя было два
штопаные и две незаштопанные гроздья, стоящие друг против друга
Другой. Наконец, вы закрываете отдельные кластеры и подключаете
каждые два стежком, как показано на прилагаемом
иллюстрация.
Ажурная вставка (рис. 80).— Вытянуть двадцать нитей,
оба края обметать стежками, выполненными в три нити.
Затем сделайте косые стежки, исходя из них, над
три, шесть и девять потоков соответственно, все три заканчиваются
в перпендикулярной линии, один под другим.
Рис. 80. Ажурная вставка.
Для ажурного плетения скрутите нить пять раз достаточно туго.
круглые и круглые один кластер, подведите его к краю, между
второй и третий кластеры и соедините их с помощью
из шести штопальных стежков туда и сюда: соедините первый и второй
кластеры таким же образом на двенадцать стежков, и закончить, на
пять раз перекрутить нить вокруг оставшейся длины
первого кластера. Вторая половина ажурной фигуры
аналогичным образом на третьем и четвертом
кластеры.
Ажурная вставка четырех цветов (рис. 81).—Нарисовать
из, от двадцати пяти до тридцати потоков. Внешние фигуры это
выполняется в шести кластерах, по три потока в каждом, в темноте
и светлый оттенок попеременно одного и того же цвета. Каждый из
средние цифры объединяют три кластера двух фигур выше
его, и может быть выполнен, либо вообще в другом цвете,
или в более светлом оттенке того, что используется в верхнем ряду.
Маленькая звездочка в центре должна быть выполнена темно-красным цветом.
или черный.
Рис. 81. Ажурная вставка в четырех цветах.
Материалы: Coton à broder DMC № 20 или Cordonnet 6 fils DMC № 15–30. [A]
Цвета: Rouge-Turc 321, Bleu-Indigo 312, 334, Noir grand Teint 310.[A]
Ажурные вставки (рис. 82, 83, 84).
они вытягивают сорок нитей. Рис. 82 работал в белом цвете, а
Rouge-Grenat clair 309, состоит из четырнадцати кластеров из четырех
нити каждая. Начните с вершины большой пирамиды, чтобы
потоки, в которых вы работаете, могут быть более тесно переполнены
вместе.
Рис. 82. Ажурная вставка.
На рис. 83, два ряда коротких пучков вяжутся в
Gris-Tilleul moyen и Gris-Tilleul clair, 392 и 330; [А]
ступенчатая пирамида в Brun-Chamois moyen, 324;[A]
три внутренних кластера из Brim-Chamois tres clair, 418. Одна фигура
состоит из четырнадцати кластеров по три потока в каждом.
Рис. 83. Ажурная вставка.
Рис. 84 также должен быть обработан тремя красками; свет
квадраты из небеленого хлопка, средний рисунок из Bleu-Indigo
tres clair, 334, большие квадраты по обеим сторонам
Brun-Cuir clair 432. Каждая фигура содержит восемнадцать кластеров,
по три нити в каждой.
Рис. 84. Ажурная вставка.
Ажурная вставка с крестовиной (рис. 85).— Кромки
должны быть расположены елочкой, как показано на рис. 39. В середине,
так называемые пауки сделаны над каждой группой из четырех
кластеры. Нить, выходящая из паука, проходит
над двумя кластерами и под одним, а затем и над тремя-четырьмя
раз, над и под гроздьями, как при штопке, и т.д.
сзади, под пауком, в том месте, куда его втянули,
а затем к следующим четырем нитям.
Рис. 85. Ажурная вставка с крестовиной.
Трехрядная ажурная (рис. 86).—Вытянуть пять нитей
для узкой полосы и от четырнадцати до шестнадцати для
широкий. Каждый кластер должен состоять из четырех потоков.
Узкие полосы между ними должны быть собраны в елочку.
любая сторона. Пунктирная линия показывает ход нити,
на неправильной стороне. Затем объедините каждый отдельный кластер в
посередине обратным стежком, как показано на рисунке, и
наконец, соедините каждую группу из четырех кластеров вместе с тремя
стежками, а в середине ажурной работы сделайте паука,
в точке, где нити пересекаются друг с другом.
Рис. 86. Трехрядный ажур.
Ажурная вставка с кольцами (рис. 87).—Связать
края с двух сторон, прямыми, двусторонними, стежками. Брать,
для этого Coton à broder D.M.C, № 30, (хлопок для вышивания),
используя его вдвойне. Вытяните от двадцати четырех до тридцати нитей.
Обмотайте нить шесть или семь раз вокруг середины каждой
пучок из девяти нитей, а затем сделайте штопальные стежки выше
и ниже, до длины 3 м/м. Когда вы закончите
две группы, соедините их вместе четырьмя переплетенными стежками;
обмотайте нить три раза вокруг единственной нити и прошейте
это закончено с близкими стежками.
Рис. 87. Ажурная вставка с кольцами.
Ажурная вставка с крестовиной (рис. 88).— Вынуть
двадцать четыре нити. Украсьте два края полупауками.
Вы начинаете их с двух потоков и продолжаете втягивать в себя другие,
до числа восемь. Весь паук посередине,
сделал как описано выше.
Рис. 88. Ажурная вставка с крестовиной.
Ажурная вставка (рис. 89 и 90). Красота этого
в остальном простой узор, заключается в своеобразном узле, с помощью которого
края материала орнаментированы.
Рис. 89. Ажурная вставка.
Проведите рабочую нить, как показано на рис. 90, справа
влево, (см. описание правой стороны) сверху и снизу
четыре нити; затем заведите иглу обратно под нить
который лежит наискось, образуют петлю указательным пальцем
левой рукой, наденьте ее на иглу и подтяните близко к
первый стежок; протяните иглу через узел и продолжайте
к следующему стежку.
На иллюстрации показано, как ажур в середине
должно быть выполнено.
Рис. 90. Пояснение стежка к рис. 89.
Ажур с обвивным швом (рис. 91).—Для этого
выкройка, очень трудоемкая в работе, вытягивании
двадцать восемь потоков. Обметайте края двусторонними стежками,
на два, три, четыре и пять потоков соответственно. Для
средние цифры, вы должны считать четыре нити для кластеров,
вокруг которого туго обвита рабочая нить, восемь для
штопаные гроздья, украшенные пико (см. рис. 165), и
шестнадцать для прямоугольных розеток двух цветов.
Сделать свободную паутинку поверх ниток, как фон для
розетка. Вяжите пико другим цветом.
кластер, и розетки, также, в два цвета. Соединительный
петли между фигурами делать по мере продвижения,
нить всегда уносится обратно в только что сделанную петлю.
Рис. 91. Ажур обвивным швом.
Вырезание резьбы на углах (рис. 92, 93, 94, 95).
Если вы хотите носить решетчатую рубашку или простую ажурную
узор, закруглить уголок, надо обрезать и ослабить нитки,
с обеих сторон, примерно по одному в/м. от края подола, как
видно на рис. 92. Свободные нитки можно засунуть в
выворачивание, а край с прорезью, как на рис. 93.
Если же, с другой стороны, сшивка будет продолжена
без перерыва, как указано в верхней части рис. 94,
свободные нити необходимо вывести на изнаночную сторону, а
как показано в нижней части рис. 94, застегивается на
несколько швов.
Рис. 92.
Резка и рыхление
нити на
углы.
Рис. 93.
Чрезмерный кастинг отключенных
край в углу, нити
завернутый внутрь подола.
Рис. 94.
Граничащий с незацепленным краем
подшивочная строчка, нитки
перевернулся
Рис. 95.
Заполнив угол пауком,
и продолжение решетчатой работы
оттуда.
Вырез ажурный (Punto tagliato). — для вырезания ажурных изделий,
нити должны быть вытянуты в обе стороны, количество
Конечно, в зависимости от шаблона. Темы, оставленные между другими
вырезанные, служат фундаментом, на котором
можно выполнять различные швы. Вещи, одинаково грубые в
основы и утка следует выбирать для всех резаных ажурных изделий, для
то пустые места, которые остались, где нити были
вытянутый в обе стороны, будет идеально квадратным.
Вытягивание резьбы в обе стороны (рис. 96).— То же
количество нитей необходимо вытянуть в каждую сторону; большинство узоров
требуют, чтобы осталось столько же нитей, сколько было вытянуто.
На рис. 96 три нити вытянуты и три оставлены.
Рис. 96. Вытягивание резьбы в обе стороны,
без учета краев.
Нарезание резьбы (рис. 97).— Часто встречаемся с
вырезать ажурные узоры, установить другой вид вышивки.
В таких случаях нити, которые должны быть обрезаны, должны быть обрезаны.
несколько миллиметров в пределах края, а затем вытягивается, так что
что снаружи может остаться нетронутым каркас.
Рис. 97. Вырезание резьбы,
в середине вещей.
Петли для необработанных краев (рис. 98).—Очень тонкие
льняные фактуры, нитки можно просто обрезать, но в
случае более грубых материалов, и когда рисунок заканчивается ступенями, как в
инжир 103, 104, 105 необработанные края должны быть с прорезями для пуговиц. на рис. 98 или 99.
Рис. 98. Вытачивание необработанных краев пуговицами
вырез ажурный.
Обметка необработанных кромок (рис. 99).— Обвязка необработанных кромок
края, это даже лучше, чем застегивать их на пуговицы. Подсчитайте
количество нитей, которые нужно аккуратно отрезать, запустить в
нить, чтобы отметить узор, и только потом, нитки обрезать
через, по крайней мере, две нити внутри строки.
Рис. 99. Обметка необработанных кромок
вырез ажурный.
Обметка решетчатого грунта (рис. 100).—Если вы
есть только небольшая поверхность для вышивки, вы можете вытянуть все
нитки сразу. Но в случае
большой объем работы лучше
начните с удаления потоков в одном
только направление и выполнение всех
маленькие бруски, сначала в одну сторону; после чего
ты вытягиваешь нити другой
путь и вышить те, которые вы оставляете.
Таким образом, вы обеспечите большую
равенство и закончить в своей работе.
Рис. 100. Обметка решетчатого
земля.
Основание для квадрата, рис. 105 (рис.
101 и 102).— Закончите первый ряд
полосы по краю полностью, чтобы
начинать с. Во втором ряду пасмурно
стержень, до половины его длины, затем несите нить
над двумя пустыми местами, см. букву a , возвращайся в бар,
обметав нить, которую вы перекинули первой, и пропустив
игла под полосками материала. Во вторых рядах
которые пересекают первый, отмеченный буквой б , нитки сходятся
посреди пустого пространства.
На рис. 102, закончите столбики, сначала обметайте в обе стороны, а
затем засыпать землю переплетенными нитками, проработанный ряд
по ряду, перебрасывая нить с одного квадрата на другой, как
вы идете, и удваивая его, как вы возвращаетесь. Для баров см.
главы о сетчатой вышивке и ирландском кружеве.
Рис. 101. Решетка-площадка для квадрата
на рис. 105, показывающий курс
швов.
Рис. 102. Решетка-площадка для квадрата
на рис. 105.
Решетчато-шлифовальный и дамасский шов для квадрата, рис. 105 (рис. 103). — На нашем рисунке показан третий вид ажурной пряжи.
шлифованная с одним углом гладью, квадратная
представлен на рис. 105. Маленькие стержни, пересекающие каждый
квадратные крестовины, сделаны в два деления, неся
нить к противоположному
бар и обратно. в
так же, второй
нить переносится
первый. Дамаск
швы описаны в
следующую главу, на рис.
143 и 144.
Рис. 103. Решетка-площадка с участком квадрата, рис. 105.
Решетчато-шлифованные и
дамасские стежки для
квадрат, рис. 105 (рис. 104).— Булат,
или гобелен
швов, даны на рис.
152, 153, 154. Земля
этой части площади
(рис. 104) украшен
узкие брусья, работали в
штопальный шов. От
центр одного бара, продолжайте
три бара, сделанные на
три основы-нити,
и четвертый, сделанный на
два, из-за
переход к следующему бару.
Рис. 104.
Решетчато-шлифовальный и дамасский стежок для
квадрат, рис. 105.
Четверть квадрата в одинарном и ажурном разрезе,
и дамасской строчкой (рис. 105). — Исходный размер 48 ц/м. площадь.
Этот красивый квадрат связан из небеленого хлопка на
белая земля; это также может быть обработано в цветах. очень
хороший эффект дает использование красного цвета Chiné d'or D.M.C[A],
синий или зеленый для гобеленовой строчки и равномерный бледный оттенок
для выреза-ажур.
Рис. 101, 102, 103, 104 подробно иллюстрируют одну четверть
квадрат, который здесь представлен, составляет одну треть от оригинала
размер. Центральная часть (рис. 104) окаймлена четырьмя полосами,
два длинных и два коротких; первый содержит два ромбовидных
ажурные фигуры разделены и отделаны штофом
швы; последний, только один такой рисунок. Для вставки в
один ажур, который повторяется трижды, вы найдете
разнообразие рисунков на рис. 81, 82, 83, 84, 87, 88.
Рис. 105. Четверть квадрата в одинарном и разрезном ажуре,
и дамасский шов.
Исходный размер 48 ц/м. площадь.
Материалы, подходящие для белья Holbein: Fil à pointer D.M.C № 15 или 20 и Coton
à repriser D.M.C № 25. [A]
Для антикварного белья: Fil à dentelle D.M.C № 25 или 30 или Cordonnet 6 fils D.M.C
№ 50, 60 или 70 и Coton à repriser D.M.C № 50 или, вместо последнего,
Coton à broder Surfin D.M.C № 190.[A]
Вычерчивание по схеме (рис. 106).—Штопка ниток,
как вы делаете в чистый фундамент, это более медленный процесс и один
это требует большего мастерства, чем их рисование.
На рисунке показан правильный порядок и
Направление
швы для рис.
108. В этом случае
так же и маленький
бары должны быть
закончено, до
фактический образец
заполнен.
Рис. 106. Рисунок по выкройке.
(Пояснение к рис. 108)
Штопка ниток (рис. 107)—В
старый
рукоделие
мы часто находим
шаблон зарезервирован,
то есть оставить пустым
и изложено
заземление.
Как это трудно,
особенно при выполнении
минута,
и изящные фигуры,
отозвать
нити частично,
не травмируя
белье
фундамент, они
удаляются повсюду, а новые втягиваются, чтобы сформировать
шаблон. Чтобы объяснить это более ясно, исходные темы
материала представлены более светлым оттенком, чем новые
втянутые; указан ход швов
в более темном оттенке.
Рис. 107. Штопка в нитях.
(Пояснение к рис. 109).
Широкая вставка в ажурный вырез с узором
нарисовано в (рис. 108).
основа, на которой он работает, для украшения любой из штор,
скатерти, постельное белье или нательное белье изготавливается, как показано на рисунке
на рис. 106. Если предназначено для украшения какого-либо изделия, изготовленного
из белого льна, рекомендуем
неотбеленные материалы для
решетчатые и отбеленные
для образца, чтобы принести его
вышел с сильным облегчением.
Рис. 108. Широкая вставка в разрезе ажурная, с прорисованным узором.
Вставка в ажурный разрез,
с узором штопаным
в (рис. 109). — Эта вставка
может быть введен в
любой льняной материал,
и используется для украшения
полотенца, фартуки, постельное белье
и столовое белье. Когда он является
используется для соединения полос
вышивка крестиком, т.
ажур должен быть
того же цвета, что и вышивка,
и схема сработала
из белого или неотбеленного хлопка,
вести переписку с
Фонд. На рис. 109,
шаблон снова вдвое меньше
как в оригинале.
Рис. 109. Вставка в разрез ажурная, с заштопанным узором.
Материалы – Для полотна Гольбейн: Fil à pointer D.M.C № 15 или 20, Cordonnet 6 fils
DMC № 8, 10 или 15 для стержней. — Coton à tricoter DMC № 16 или Coton à
репризёр D.M.C № 12 или 25 для штопки или прорисовки выкройки.
Для тонкого льна: Fil à dentelle D.M.C №№ 25–30 или Cordonnet 6 fils D. M.C.
№№ 25–40 для стержней и Coton à repriser D.M.C № 50 для штопки или
рисунок в узоре.
Вырежьте ажурный узор (рис. 110 и 111).
больше природы кружева, чем любой из предыдущих, хорошо
приспособлен для отделки не только предметов домашнего обихода, но и
церковная мебель, алтарные покровы и тому подобное, которые требуются
стирать, так как с ним можно работать любой ширины.
Рис. 110, увеличенное изображение незавершенного производства
исполнения, показывает попеременно, по десять нитей снято каждая
путь и шесть слева, с открытыми пространствами между ними. Дуги
работал над тремя тщательно уложенными нитями, протянутыми через
середины одного стержня к середине стержня под прямым углом
к нему, колеса, с другой стороны, начинаются и заканчиваются в
тот самый уголок. Обметайте срезы и подшейте
наружный слой материала (рис. 61 и 62).
Рис. 110.
Вырежьте ажурный узор.
Рис. 111 в процессе выполнения.
Рис. 111. Вырезать ажурный узор.
Материалы: Fil à pointer D.M.C № 20 или 30, Cordonnet 6 fils D.M.C № 15 до
50 или Fil à dentelle D.M.C №№ 25–50.
Ажурный греческий узор (рис. 112).— После вышеизложенного
объяснения, не составит труда скопировать
красивый ажурный узор греческого кроя, показанный на рис. 112.
Здесь мы имеем в оригинале 48 нитей, вытянутых в
посередине, в обе стороны, от одного прямого стержня к другому,
(эти полосы заштопаны) с открытыми промежутками между ними; а также
в нижнем и узком отделе вытянута 21 нить
каждый путь. Обрезные края, от планки до планки, прострочены.
с обеих сторон, оставив между ними четыре нити материала.
Длинные планки на втором рисунке имеют отверстия для пуговиц.
с обеих сторон, те, что с пико, только с одной стороны.
Рис. 112. Ажурный узор греческого выреза.
Материалы: Cordonnet 6 fils D.M.C № от 25 до 50, Fil d'Alsace D. M.C № от 20 до
100 или Fil à dentelle DMC №№ 25–50.
Следующая глава.
Вернуться к оглавлению
СНОСКИ:
[A] См. в конце заключительной главы таблицу номеров и размеров
и перечень цветов ниток и хлопка D.M.C.
Учебное пособие по переплетению краев – NeedlenThread.com
Вышивка нитками включает в себя удаление нитей из основной ткани (вытягивание их – отсюда и название) и сшивание оставшихся нитей бесконечным разнообразием декоративных способов для создания своего рода кружева. -подобный эффект. Вытянутая нить не обязательно относится к категории soley whitework , но обычно ее можно увидеть в белых работах, и многие типы белых работ включают технику вытянутой нити. Свой сэмплер для белой работы я начал очень просто, потом с вытягивания ниток…
Немного информации об этом пробоотборнике белых работ: это не «запланированный» пробоотборник. У меня в голове есть некоторые идеи относительно того, куда я хочу пойти с этим, но я не придерживаюсь сетки или дизайна. Моя цель состоит в том, чтобы отработать различные техники белой работы и фотографировать их по ходу дела. Различные техники белой вышивки могут показаться довольно сложными, но я хочу развеять эту идею и, надеюсь, заинтересовать людей в опробовании новых техник вышивки.
Для пробоотборника я использую льняное полотно Belfast 32 каунта натурального цвета размером 18″ x 20″, закрепленное на раме подрамника Evertite.
Что касается количества белья, для новичков в определенных техниках может быть лучше начать с меньшего количества, например, 28 или даже меньше. Для большинства из этих техник ткань Aida (обычно используемая для счетной вышивки крестом) на самом деле не подходит. Лен является предпочтительной тканью для большинства белых работ, хотя есть несколько приличных смесей льна или хлопка, которые также можно использовать.
Для ниток у меня есть целый ряд белых ниток разных типов и размеров: хлопок а бродер, перле хлопок, кордоннет, цебелия, флош, немного шелка (суе 100/3, соие перле, соие гобелен , soie d'alger), нитки Mountmellick и обычный белый DMC-хлопок… и я, наверное, что-то забыл. Кажется, что это какая-то мешанина, и это так! Вам не нужно это разнообразие, чтобы использовать любую из этих техник! Немного перлового хлопка № 8 и № 12 вместе с белой нитью подойдут для начала.
В качестве инструментов у меня есть мои крошечные ножницы Dovo (кстати, они 3,5 дюйма, для тех из вас, кто спрашивал), пинцет, крошечный крючок (#12 — мне удобно, когда вытаскиваешь нити) , нитевдеватель и несколько размеров гобеленовых игл.
Работа с вытянутой нитью – повторное плетение края
Первый шаг в этом сэмплере – работа с некоторыми приемами вытянутой нити, поэтому я начал с вытягивания некоторых нитей и повторного вплетения вытянутых нитей обратно в ткань, чтобы получить чистый край. Этот процесс немного сложнее, чем другие способы отделки края нарисованной нитью, но я решил сделать это хотя бы один раз, чтобы показать вам.
Чтобы упростить весь процесс рисования нитей, подумайте заранее. Для простоты я начал с четного количества вертикальных потоков для работы, так как я буду объединять свои потоки в группы по два или по четыре. Поэтому я хотел, чтобы моя первая вытянутая полоска нити была над четным числом вертикальных нитей, кратным 4. Я выбрала 80.
Я наметала синим цветом полоску на моей ткани шириной 80 нитей и высотой 8 нитей — или 2,5 дюйма. в длину и четверть дюйма в высоту.
Ни в коем случае нельзя недооценивать наметку при работе с вытянутой нитью – она может уберечь вас от случайного обрезания нити, ремонт которой займет у вас десять вечностей. Так что лепите!
Как только моя первая полоска была наметана, я начинаю обрезать и вытягивать нитки. Вот так:
Вы можете видеть, где я наметал полоску для отвода нитей.
Сначала отрежьте две верхние горизонтальные нити внутри области нарисованной нити примерно посередине полоски. Вторую нить переплетаю в отверстия, оставленные первой за краем наметки, поэтому проще работать парой нитей за раз, а не обрезать сразу все горизонтальные нити.
Во-вторых, отведите первую нить примерно на дюйм от линии наметки.
В-третьих, вытяните вторую нить до наметочной линии.
Чтобы снять нити, вы обрезаете горизонтальные нити посередине полосы или области, из которой вы снимаете. Затем с помощью гобеленовой иглы (у них тупой кончик) проведите ее под нитью, которую вытягиваете, и вытяните нить из переплетения. Постарайтесь быть осторожными с нитками — вы не хотите их слишком сильно растрепать — но имейте в виду, что они станут мягче, когда вы вытащите их из плетения.
Вот вам первые две нити, выведенные на место, где они должны быть. Теперь переплетать…
Возьмите гобеленовую иглу и вплетите ее в места, откуда была выведена первая нить. Убедитесь, что вы следуете тому же пути, что и первый поток, чередуя потоки вверх и вниз. После того, как гобеленовая игла правильно войдет в ткань, используйте нитевдеватель, чтобы протянуть вторую вытянутую нить в ушко гобеленовой иглы.
Теперь протяните гобеленовую иглу так, чтобы вторая нить заполнила пустой путь первой извлеченной нити.
Вденьте первую вынутую нить в гобеленовую иглу, затем заведите ее сзади так, чтобы переплетение совпадало.
Продолжайте работать с нитями, по две за раз, таким образом, пока все вытянутые нити не будут переплетены и утоплены на изнаночную сторону.
Затем... перейдите на другую сторону области нарисованной нити и проделайте там то же самое!
Закрепление и отделка переплетенных нитей
Методы повторного переплетения вытянутых нитей варьируются от книги к книге. Например, в старом «Ридерз Дайджест Полное руководство по рукоделию» (у меня есть издание 1979 года, которое я купил на распродаже подержанных книг много лет назад, и оно мне нравится!), они показывают каждую переплетенную нить (а не каждую другую нить, как я показал вам выше). Это создает довольно тесный вид на краю области вытянутой нити. Из-за этого я предпочитаю переплетать каждую вторую нить. В «Руководстве для начинающих по вышивке нарисованными нитками» Патрисии Бейдж автор демонстрирует метод «каждая вторая нить». Но ни в одной из книг не подробно рассказывается о том, как закрепить нити после повторного плетения. Они в основном просто говорят «обрезать нити на спине».
Ну, я закрепляю свои нитки, прежде чем обрезать их сзади. Это то, что я делаю.
Чтобы продемонстрировать здесь, я снова выбрал первый поток (как-то беспорядочно!). Вы можете видеть первую нить на фотографии выше (у меня есть магнит, удерживающий ее для фотографирования), и вы можете видеть, где заканчивается вторая нить (уже переплетенная). Там есть небольшой зазор с вертикальной нитью. Первая вытянутая нить должна пройти над этой вертикальной нитью, а затем вернуться в ткань, чтобы она выглядела законченной.
Возьмите гобеленовую иглу и, двигаясь слева направо (от первой нити ко второй переплетенной нити), проведите иглой над одной видимой вертикальной нитью, под следующей вертикальной нитью, а затем над следующую нить (теперь вы работаете с концом второй снятой нити) и с изнаночной стороны ткани. У вас получится одно пересечение нитей ткани, в котором есть две горизонтальные нити, но оно не будет заметно.
Полагаю, это не самое лучшее фото в мире, но стрелка указывает на готовую область для этой нити. Это очень нечетко, потому что я перестарался с первой отозванной веткой, чтобы получить фотографии! Но обратите внимание на область, обведенную красным, под стрелкой. Здесь были переплетены другие нити, и это выглядит нормально.
На фото выше работа с обратной стороны. Переверните свою работу, и вы обнаружите длинную ворсистую массу ниток на изнаночной стороне ткани, где все нити утоплены. Обрежьте их.
…. И так вы закрепляете и заканчиваете нити на спине.
Вот полоска, на которой остались только вертикальные нити. Выглядит не слишком впечатляюще, не так ли? Но если вы терпеливо работали так далеко, вы хорошо поработали! Стороны немного размыты из-за работы с выведенными нитками, но это значительно очищается после начала шитья.