Как заварить вертикальный шов видео: Как варить вертикальные швы. смотреть онлайн видео от FUBAG RUSSIA в хорошем качестве.
alexxlab | 28.11.2022 | 0 | Разное
Как начинающему сварщику заварить вертикальный угловой шов легко и качественно?
содержание видео
Рейтинг: 4.0; Голоса: 1
Вот оно, наконец-то, кто сильно этого ждал, вышло старое доброе видео про обучение! В нём я покажу вам как научиться сваривать угловые вертикальные швы легко и качественно!
Дата: 2020-11-18
← Практикант нарисовался первое впечатление как зажечь электрод?
Как заварить, если мало или, наоборот, много тока! →
Похожие видео
Победить рак плодовых деревьев – самое для этого время! Простой способ – применяйте с весны до зимы!
• Иван Русских
Готовлю землю под посадки на следующий сезон. Тяжелая почва станет рыхлой и плодородной!
• Супер – Отпуск на Даче
Мульчировать или нет на зиму? Чем нельзя мульчировать на зиму. Листья, слизни и болезни.
• Иван Русских
Сад и огород для новичков! Как поднять целину без вспашки и перекопки? Меньше труда – больше урожая!
• Иван Русских
Что делать, если чеснок и лук перерастает? Лучшая перезимовка лука и чеснока – именно так!
• Иван Русских
Так как? Открываем или закрываем двери в теплицу? Мнение, основанное на практике и опыте.
• Иван Русских
Комментарии и отзывы: 10
Dmitry
Я как эти электроды попробовал – рутил использую в основном для прихваток, для длинных швов сверху вниз и для сварки в очень неудобном положении, а в остальных случаях – УОНИИ 13/55, ничего не прокаливаю, но электроды храню дома. Бывают стартовые поры, а в основном результат получается гораздо лучше, чем при сварке рутилом. И этими электродами отлично получается варить в! отрыв! (варю в основном профильные трубы с толщиной стенки 2мм.
Дмитрий
Привет Роман, очень помог твой ролик. Никак не получалось заварить вертикальный шов, после твоего видео ролика наконец таки догнал что я делаю не так. Конечно ещё не идеально, но уже хотя бы похож на шов и без подрезов, но надо ещё тренироваться чтобы чешуйки к чешуйки были. Пока что широко развожу электродом. Спасибо огромное что ведёшь свой канал и обучаешь людей на расстоянии.
ЕВГЕНИЙ
Роман Приветствую, можешь пожалуйста подсказать? Я сегодня сваривал угол 10мм и корень ёлочкой частично не очень хорошо получается. тоесть при разрезе видно поры, короче нет плотности, что же делать к стати сваривал на 100 или 105 даже делал то ниже то выше короче злой сегодня сам на себя, помоги пожалуйста, очень надо. Спасибо. удачи и здоровья.
тоесть при разрезе видно поры, короче нет плотности, что же делать к стати сваривал на 100 или 105 даже делал то ниже то выше короче злой сегодня сам на себя, помоги пожалуйста, очень надо. Спасибо. удачи и здоровья.
БАРМАЛЕЙ
У меня с таким током 15 швеллер вообще не выйдет. даю 120 средина стекает, делаю меньше выходит коряво с непроваром. варю монолитом Белорусским. Но мне надо чтобы наклон был вверх, места нет. А ещё лучше бы сверху идти вниз, но как не знаю, научи?
Роман
Спасибо за ролики! Нехватает видел по прокалке электродов с основным покрытием. У меня аппарат отказывается сваривать электродами УОНИИ, вот думаю как их прокалить, заварил в трубу, засуну в печь в бане попробую там.
Артем
Здравствуйте. Смотрю ваши уроки, спасибо.
Расскажите пожалуйста, какие швы работают, а какие нет.
Например приварил уголок, который крепит свисающую трубу (навес) его по кругу обваривать или нет смысла? спасибо
ЕВГЕНИЙ
Электродом начал только неделю назад а так в основном Аргончик ну или полуавтомат поэтому немного не тот метод варки электродами как мне привычно и ещё нужно ли давить на электрод?
Дим
Здравствуйте всем! Подскажите мне люди добрые. Можно ли точечно ворить? Ну тойсть типа прихваткоми типа налаживать как чишуей? А то у меня почему-то по другому не получается
Можно ли точечно ворить? Ну тойсть типа прихваткоми типа налаживать как чишуей? А то у меня почему-то по другому не получается
Avinir
Здорово, что вы нашли возможным в ролике показать и объяснить результаты сварки при недостаточном и избыточном токе. Разбор ошибок это очень познавательно.
кузница
Ни одного нормального шва. Это как? Самоучка учит самоучек по какой-то своей дерьмовой технике. Ты говоришь набивать руку всем а сам что не набил?
Как Правильно Варить Горизонтальные Швы На Трубе Видео
Содержание
- 1 Общие определения сварных швов
- 2 Как варить вертикальный шов
- 3 Технология сварки горизонтального шва
- 4 Контроль длины электрической дуги
- 5 Управление электродом
- 6 Перемещение электрода и сила тока
- 7 Инструкция начинающего сварщика
- 8 Выводы
Электросварка является одним из технологических решений по объединению различных частей металлов. Предусматривается нагрев заготовок до температуры плавления при помощи электрической дуги. Аппараты электрической дуговой сварки нашли свое применение в самых разных областях производства и в частном секторе.
Аппараты электрической дуговой сварки нашли свое применение в самых разных областях производства и в частном секторе.
Изменяя температуру электрической дуги, пользователь может сваривать между собой практически любые идентичные металлы. Но перед тем, как начать воплощать свои идеи в реальность, будущий сварщик должен внимательно изучить технику формирования сварочных швов. Ниже детально рассматриваются вопросы, как правильно варить вертикальный шов электросваркой и приемы, позволяющие правильно положить горизонтальный шов.
Общие определения сварных швов
Технологические операции по соединению металлов посредством электрической сварки тесно связаны с понятием сварного шва. Он образуется по завершению плавления металла электродуговой сваркой в процессе остывания. В зависимости от того, где выполняется соединение металлов, шов может располагаться вертикально или горизонтально. Помимо этого, различают боковое, верхнее или нижнее пространственное расположение стыков.
Самой простой в исполнении справедливо считается нижнее горизонтальное расположение сварного соединения. Именно в этом положении сварщику проще всего контролировать расплав. Остальные варианты, а именно – боковой и верхний, расположения сварного шва являются сложными. Чтобы выполнить их сварщику требуется потратить немало времени на изучение техники и основных приемов сварки. Потребуется немало времени, чтобы наработать практические навыки.
Именно в этом положении сварщику проще всего контролировать расплав. Остальные варианты, а именно – боковой и верхний, расположения сварного шва являются сложными. Чтобы выполнить их сварщику требуется потратить немало времени на изучение техники и основных приемов сварки. Потребуется немало времени, чтобы наработать практические навыки.
Как варить вертикальный шов
Из-за того, что шов располагается вертикально, а сила тяжести действует постоянно, расплавленный металл устремляется вниз. Это основная сложность, которая не дает начинающему сварщику выполнить работу с более-менее приемлемым качеством.
Все действия специалиста в этом случае (помимо основной работы) направлены на удержании расплавленной массы в пределах рабочей области стыка. Решить задачу помогает стабильность в работе: электрическая дуга должна быть постоянной. Ее следует удерживать на минимально возможном расстоянии между сварочной ванной и электродом.
Техника сварки снизу вверх
Самый распространенный способ – сваривание по направлению от самой нижней точки стыка к верхней. Благодаря такому направлению перемещения обеспечивается стабильный контроль над расплавом, который проще удержать в пределах ванночки. Именно при таком способе сварки удается положить качественный шов и создать надежное соединение.
Благодаря такому направлению перемещения обеспечивается стабильный контроль над расплавом, который проще удержать в пределах ванночки. Именно при таком способе сварки удается положить качественный шов и создать надежное соединение.
Естественно, перед началом процесса сварки, нужно подготовить кромки свариваемых деталей. Они обрабатываются абразивными материалами в точном соответствии с требованиями. Отдельно настраивается аппарат, выставляется нужное сопротивление, сила тока и выбирается наиболее подходящий электрод.
На первом этапе сварщик делает насколько прихватов длиной 1-2 см, которые равномерно располагаются по всей длине стыка. Это необходимо, чтобы избежать деформации поверхности соединяемых деталей в результате резкого повышения температуры. При вертикальном сваривании угол между электродом и рабочей поверхностью выдерживается в диапазоне 45-90 градусов.
Согласно разработанной инструкции действия сварщика состоят из четырех пунктов:
- Законтачить электрод к металлу, чтобы разжечь дугу.

- Сделать несколько прихваток по направлению от середины к краям. Они располагаются на приблизительно одинаковом расстоянии, а количество зависит от длины стыка.
- Формировать шов по направлению от нижней точки к верхней.
- Следить за тем, чтобы расплав не вытекал из рабочей ванночки.

Не нужно слишком быстро перемещать электрод. В этом случае невозможно добиться хорошего прогрева заготовок. Но не стоит и медлить, поскольку большое количество расплава станет причиной его стекания вниз. Скорость перемещения электрода должна обеспечивать оптимальное количество расплава в ванночке.
Вместе с поступательным движением снизу-вверх сварщик должен позаботиться и о поперечных движениях электрода полумесяцем, елочкой либо иным приемом. Стоит учесть, что техника поперечного перемещения расходников актуальна только в том случае, когда толщина соединяемых заготовок больше 4 мм.
При вертикальной сварке важно проходить стык в один заход без остановок. Именно это является основной сложностью для начинающих сварщиков. С опытом приобретаются нужные навыки, и вертикальная сварка перестает быть проблемой.
Именно это является основной сложностью для начинающих сварщиков. С опытом приобретаются нужные навыки, и вертикальная сварка перестает быть проблемой.
Техника сварки сверху вниз
Со временем сварщики так само без труда формируют вертикальные швы с перемещением электрода по направлению сверху-вниз. Здесь нужно знать о небольшой хитрости, без которой выполнение работы было бы очень проблематичным. При поджиге электрической дуги электрод нужно ставить под прямым углом относительно рабочей поверхности. После старта процесса держатель немножко следует опустить. До того момента, когда угол между электродом и металлом будет примерно 15-20 градусов.
Проводка электрода по стыку выполняется с поперечными движениями. Они могут быть прямыми (прямоугольными), пилообразными или волнообразными. Выбор способа – на усмотрение сварщика. Важно, чтобы расплат равномерно распределялся в ванночке и не вытекал из нее. Такой метод вертикальной сварки сложнее, чем при движении снизу-вверх. Но он пользуется популярностью у опытных специалистов, поскольку в результате получается более качественный и прочный шов.
Технология сварки горизонтального шва
Техника формирования горизонтального шва мало чем отличается от укладки вертикального. Особенности заключаются в изменении угла постановки расходных материалов. Направление перемещения электрода не имеет принципиального значения. Можно двигаться слева-направо или наоборот, справа-налево. Выбор зависит от предпочтений сварщика и условий выполнения операции.
Тем не менее, и здесь нужно придерживаться определенных правил. В противном случае, вытекание расплава из ванночки тоже вероятно. Необходимо выбрать такое расположение электрода, при котором сила горения электрической дуги была бы равна силе тяжести капель металла и направлена в другую сторону. Вполне вероятно, что потребуется опытным путем выбрать наиболее подходящую силу тока и скорость движения по стыку.
Как правило, горизонтальный шов проваривается непрерывным способом. Но в случаях, когда удержать расплав в ванночке сложно, рационально прибегнуть к другой методике. К примеру, в некоторых случаях периодическое гашение сварной дуги помогает получить более качественный результат. Все тонкости становятся более понятными с опытом. Не стоит отчаиваться, если на первых порах сварочный шов таковым можно назвать с большой натяжкой.
К примеру, в некоторых случаях периодическое гашение сварной дуги помогает получить более качественный результат. Все тонкости становятся более понятными с опытом. Не стоит отчаиваться, если на первых порах сварочный шов таковым можно назвать с большой натяжкой.
Формирование сварочного шва с нужной глубиной проварки и шириной достигается, благодаря аккуратному перемещению электрода от кромки одной заготовки к другой в поперечном направлении. При сваривании деталей с толщиной стенок до 4 мм используются различные приемы поперечного хода: форма рисунков сильно варьируется. Каких-то рекомендаций нет, и сварщик сам определяется с методом. Основное требование – добиться нужной глубины провара и оптимальной ширины шва.
Контроль длины электрической дуги
Под длиной дуги подразумевается величина зазора между поверхностью заготовки и горящим концом электрода, между которыми держится устойчивый электрический разряд. Один из основных постулатов грамотной работы электросварщика – удержание дуги оптимальной длины.
Один из основных постулатов грамотной работы электросварщика – удержание дуги оптимальной длины.
Руководство говорит о том, что в режиме сварки существует три дуговых промежутка:
- 1-1,5 мм – короткий;
- 2-3 мм – нормальной длины;
- 3,5-6 мм – длинный.
О том, что шов был проварен короткой дугой, свидетельствует так называемый «подрез» по краям. Он представляет собой небольшое углубление и свидетельствует о невысоком качестве сварного соединения в целом. Образуется дефект из-за слабого прогрева из-за слабого прогрева рабочей области в ширину.
Когда работы выполнялись длинной дугой, то плохо прогревался металл в глубину. Возникает это потому, что длинную дугу сложно удержать. Ее периодическое затухание неизбежно. Как результат – дефект прогрева и плохое качество сварного соединения.
Единственный вариант, который поможет сформировать качественный сварной шов – это нормальная дуга. Ее длину можно вычислить по формуле:
Ld = 0.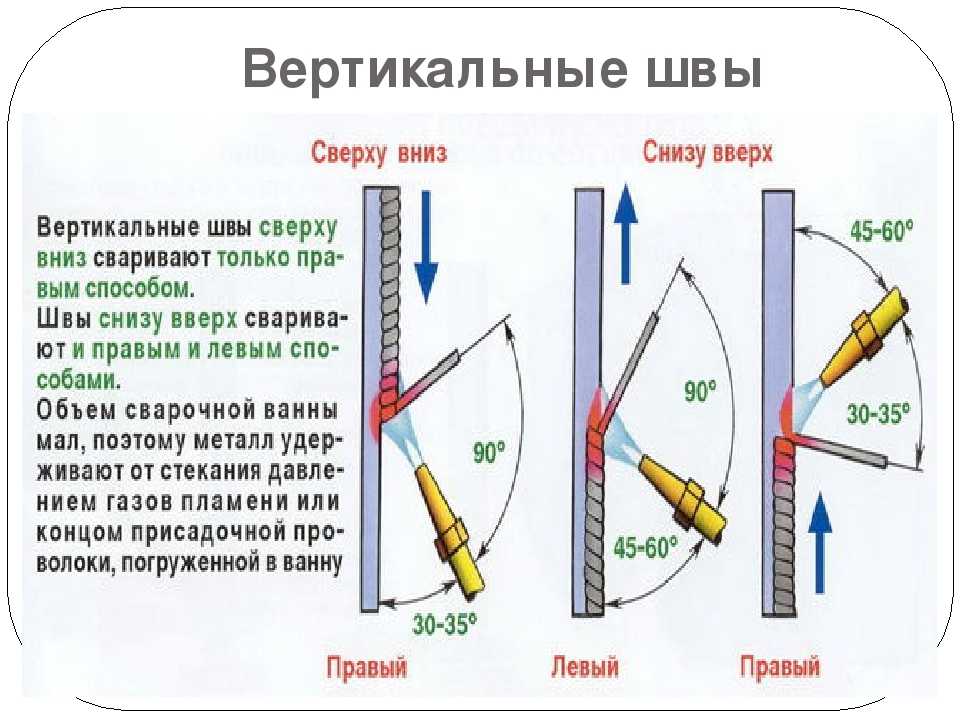 5*1,1 Dэ, где:
5*1,1 Dэ, где:
- Ld – длина сварной дуги;
- Dэ – диаметр используемого электрода.
Управление электродом
При выполнении сварочных работ угол наклона электрода определяется сварщиком и может быть прямым, вперед или назад по отношению к поверхности металла. Эти технологические приемы являются базовыми для того, чтобы позволить сварщику сформировать сварочный шов в различных производственных условиях.
К примеру, метод «углом вперед» часто применяется при потолочной сварке и для формирования вертикального шва. Помимо этого, техника успешно применяется при сваривании стыков труб, которые невозможно провернуть. Под прямым углом выполняются работы в труднодоступных для сварки местах. А вот техника с «углом назад» незаменима при соединении угловых стыков.
Передний угол расположения электрода востребован при работе с тонкостенными металлами. В этом случае формируется широкий прочный шов с малой глубиной проваривания. Когда же заготовки имеют толстые стенки, то целесообразней прибегнуть к методике «угла назад». Это обеспечивает глубокий прогрев металла.
Когда же заготовки имеют толстые стенки, то целесообразней прибегнуть к методике «угла назад». Это обеспечивает глубокий прогрев металла.
Перемещение электрода и сила тока
Большое влияние на качество сварного шва оказывают два значимых фактора – сила тока и скорость перемещения электрода. Подача большого тока позволяет прогреть металл на большую глубину. В свою очередь, это дает возможность сварщику быстрее перемещать электрод, сохранив хорошее качество выполнения работы. Именно оптимальное соотношение силы тока и скорости подачи расходника обеспечивает качественное сварное соединение.
Таблица соответствия тока, электрода, толщины металла
| Сила тока, А | Диаметр электрода, мм | Толщина металла, мм |
|---|---|---|
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Выбирая скорость для перемещения дуги, следует учитывать ее мощность. Чрезмерно быстрая подача при сравнительно небольшой мощности электрической дуги не позволяет достаточно хорошо прогреть металл на всю глубину. Получается, что шов просто «ляжет» на поверхность стыка, едва прихватив кромки. И, наоборот, при медленном перемещении в сочетании с достаточно мощным электрическим разрядом высока вероятность перегрева и деформации металла по линии сваривания. Если заготовки имеют тонкие стенки, то они могут прогореть насквозь.
Чрезмерно быстрая подача при сравнительно небольшой мощности электрической дуги не позволяет достаточно хорошо прогреть металл на всю глубину. Получается, что шов просто «ляжет» на поверхность стыка, едва прихватив кромки. И, наоборот, при медленном перемещении в сочетании с достаточно мощным электрическим разрядом высока вероятность перегрева и деформации металла по линии сваривания. Если заготовки имеют тонкие стенки, то они могут прогореть насквозь.
Инструкция начинающего сварщика
Для выполнения сварочных работ помимо соответствующего оборудования необходимо иметь и защитную экипировку. Стандартный набор состоит из таких элементов:
- Обувь, брюки, куртка и перчатки из прочного несгораемого материала.
- Головной убор из плотной ткани.
- Профессиональную защитную маску.
В работе следует использовать только исправный инвертор с надежно защищенной электрической частью. Кабель, который идет от сварочного аппарата к сети и рабочему месту, долен быть надежно изолирован с большим запасом мощности, чтобы выдерживать рабочие нагрузки.
Рабочее место сварщика в обязательном порядке комплектуется специальным столом, заземлением, противопожарными средствами и мощными осветительными приборами. Перед началом работ нужно детально ознакомиться с приемами выполнения электрических соединений.
Выводы
Чтобы приступить к выполнению сварочных работ вовсе не обязательно иметь соответствующее образование, но без соответствующих навыков и, хотя бы, минимального опыта не стоит рассчитывать на приемлемый результат. Со временем навыки будут совершенствоваться и появится реальная возможность выполнения более сложных задач. Теоретическую часть изучать никогда не поздно, а практика поможет лучше понять суть определенных производственных процессов.
]]>
Видео сварки – Видимая сварка
↓ Перейти к основному содержанию
Не можете смотреть видео на Youtube? Нажмите на вкладку «Загрузка видео» ниже, чтобы загрузить видео.
Выберите миниатюру в любой из категорий ниже, чтобы просмотреть видео с камер Visible Welding, работающих в различных сварочных процессах.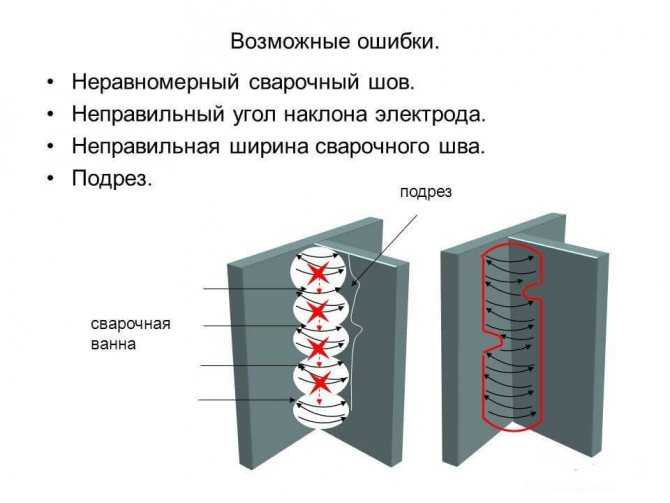
Сварка TIG
Сварка TIG Cu-Ni компанией Copper Dev. Assoc.TIG Стальная труба V-SeamTIG Нержавеющая труба SeamTIG на меди NickelTIG на нержавеющей стали TIG Steel Pipe SeamTIG Алюминий Ручная сваркаTIG Нержавеющая сталь Непрерывная мельница Шов
MIG Welds
Pulse MIG Pladding SteelPulse MIG на сталиMIG на сталиMIG на меди NickelVertical Aluminium MIGVertical Steel MIG
STICK Welds
Наклейка Cu-Ni (Copper Dev Assoc.) Наклейка Медно-никелевый сплав (Cu-Ni)
Демонстрации и видеоролики пользователей
EDU-Station: Распаковка и настройкаEDU-Station: Демонстрация и обзорEDU-Station: С точки зрения инструктораEDU-Station: Сеанс быстрой записиEDU-Station: ОбзорEDU-Station: Пример тренировочного сеансаEDU-Station: Краткий обзор программного обеспеченияEDU-Station: идеи для уроковEDU-Station: программное обеспечение и настройкиСоветы по улучшению качества видеоEDU-Station: расширенные функцииОбзор камеры для обучения сваркеИнструктор смотрит видео обучаемого в прямом эфире на экранеСтудент наблюдает за демонстрацией сварки инструктором на экранеДжим Боллинджер отзывается о V2016-Z CameraTIG Welding Cu- Ni от Copper Dev.
Загрузка видео
ВСЕ видео
Оператор использует камеру/очки для управления сварочным роботом. С точки зрения инструктораEDU-Station: идеи для урокаEDU-Station: сеанс быстрой записиEDU-Station: быстрый тур по программному обеспечениюEDU-Station: прогулкаЭлектронный луч накладывает бусину на титанИнструктор смотрит видео обучаемого в прямом эфире на экранеДжим Боллинджер делает обзор камеры V2016-ZMIG на медном никелеMIG на SteelVertical Сталь MIGPulse MIG Плакировка SteelPulse MIG на сталиОбзор камеры для обучения сваркеStick на медно-никелевой (Cu-Ni)сварке электродом Cu-Ni от компании Copper Dev.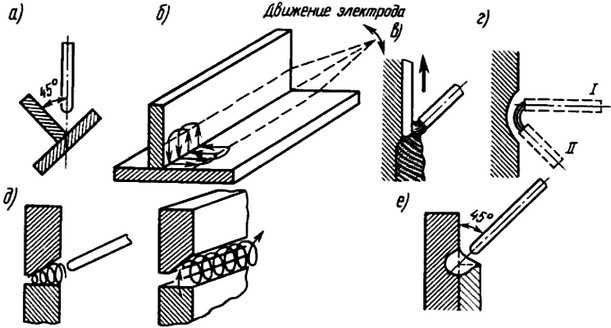
Сварочные тракторы ABICAR | ABICOR BINZEL
Каждый ручной сварщик знает, что при сварке длинных швов в конечном итоге страдает весь опорно-двигательный аппарат, а также качество сварного шва. Ручная сварка продольного шва на длинном компоненте с помощью процессов MIG или MAG означает, что приходится принимать вынужденную позу, которая физически очень напряжена и утомительна. Со сварочными тракторами ABICAR от ABICOR BINZEL сварщики получают ценную поддержку при сварке длинных прямых швов, поскольку сварочный трактор берет на себя непрерывное ведение горелки — с постоянным качеством до последнего метра. Сварочные тракторы ABICAR от ABICOR BINZEL выполняют это обещание — даже при сварке снизу вверх.
Сварочные тракторы ABICAR от ABICOR BINZEL выполняют это обещание — даже при сварке снизу вверх.
Сварка 5 м без портала или робота — это не проблема со сварочными тракторами ABICAR. При использовании этих сварочных систем продольные швы могут выполняться быстрее, а затраты на доработку могут быть значительно снижены. Сварочный трактор ABICAR позволяет экономить до 60 % в год. Таким образом, компании получают выгоду от увеличения прибыльности.
Есть вопросы по товару? Пожалуйста свяжитесь с нами.
Вся информация с одного взгляда
- Почему механизированная сварка?
- Инвестиции и преимущества сварочных систем ABICAR
- Преимущества сварочных тракторов ABICAR
- Какой сварочный трактор ABICAR подходит?
- Технические характеристики
- Документация
Почему механизированная сварка?
Ручная сварка или роботизированная сварка? Быстрый переход к автоматизации означает большие инвестиции — не только для покупки оборудования, персонал также должен быть соответствующим образом обучен работе с ним. Тем не менее, это не должно быть дорогостоящее, полностью автоматизированное решение, чтобы разгрузить ручных сварщиков. Сварка продольных швов на большие расстояния с помощью сварочного трактора, а также сварка снизу вверх, значительно разгружает сварщиков и гарантирует стабильное качество вплоть до последнего метра. Это частично автоматизированное решение значительно повышает рентабельность и в то же время обеспечивает достаточную гибкость.
Тем не менее, это не должно быть дорогостоящее, полностью автоматизированное решение, чтобы разгрузить ручных сварщиков. Сварка продольных швов на большие расстояния с помощью сварочного трактора, а также сварка снизу вверх, значительно разгружает сварщиков и гарантирует стабильное качество вплоть до последнего метра. Это частично автоматизированное решение значительно повышает рентабельность и в то же время обеспечивает достаточную гибкость.
Одним из преимуществ механизированной сварки длинных деталей сварочным трактором является то, что сварщик сопровождает весь процесс и может вмешаться в любой момент.
ABICAR ADVANCED
ABICAR 1200 PRO
Инвестиции и преимущества сварочных систем ABICAR ручная сварка. Этот результат основан на примере расчета углового шва общей длиной 10 000 м за период в один год. Точные даты этого расчета можно найти в документации на этом сайте.
Преимущества сварочных тракторов ABICAR по сравнению с ручной сваркой:- Рабочий цикл 60 % вместо 25 % при ручной сварке
- Сварной шов длиной один метр выполняется более чем в два раза быстрее
- Меньше времени простоя, связанного со здоровьем
- Ручные сварочные горелки можно без проблем закрепить
Преимущества сварочных тракторов ABICAR
- Высокая рентабельность
Больше проектов можно выполнить быстрее, с меньшими затратами и в срок - Оптимальное качество шва
Стабильно высокое качество сварки даже с длинными деталями и рабочим циклом >60 % - Гарантия безопасности труда
Снижает физическую нагрузку и, соответственно, больничный лист сварщиков - Повышенная производительность
Постоянная высокая скорость сварки и бесперебойная сварка - Простое обращение
Просто зажмите сварочную горелку и начните сварку - Простая интеграция
Простое и недорогое подключение ко всем стандартным ручным сварочным аппаратам
Какой сварочный трактор ABICAR подходит?
| Особенности | АБИКАР РАСШИРЕННЫЙ | АБИКАР 1200 PRO |
Макс. скорость привода скорость привода | 110 см/мин | 120 см/мин |
| Сварка вверх | ✓ | ✓ |
| Потолочная сварка | х | ✓ (с аксессуарами) |
| Шовная сварка | х | ✓ |
| Осциллирующий | х | ✓ (с аксессуарами) |
| Сварка двумя горелками | ✓ (с аксессуарами) | ✓ (с аксессуарами) |
| Программируемая длина сварного шва | х | ✓ |
| Память программ | х | ✓ |
| Направляющая в наличии | ✓ | ✓ |
Есть вопросы по товару? Пожалуйста свяжитесь с нами.
Технические характеристики
| АБИКАР РАСШИРЕННЫЙ | АБИКАР 1200 PRO | |
| Напряжение | 1~ 115–230 В, 50–60 Гц | 1~ 115–230 В, 50–60 Гц |
| Выход | 20 Вт | 25 Вт |
| Место сварки в соотв.  |