Какое нужно сверло чтобы нарезать резьбу м5: Диаметр сверла под резьбу: таблица размеров по ГОСТ
alexxlab | 03.08.1985 | 0 | Разное
Метчик на 10 какое сверло нужно
- Автор: Sereg985
- Прокоментировать
- Рубрика: Строительство
- Ссылка на пост
- https://firmmy.ru/
Содержание
- 1 Параметры отверстия
- 2 Таблица размеров сверла и отверстий под метрическую и дюймовую резьбу
- 3 Формула подбора сверлильного инструмента
- 4 Какое сверло лучше использовать
Многие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10. Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался. Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая. А бывает еще трубная(читать про трубные плашки). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.
Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая. А бывает еще трубная(читать про трубные плашки). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.
Значит, как я уже говорил, в основу расчетов берем диаметр и шаг. Просто вычитаем из диаметра шаг резьбы и полученная цифра будет диаметром требуемого сверла. Давайте посчитаем диаметр сверла под резьбу М8(стандартная).
8 минус 1.25(стандартный шаг) получаем 6.75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм. Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них.
Помимо стандартной резьбы встречаются шаги 0.75(для мелких резьб до М10), 1 мм, 1.25 мм, 2 мм(у крупных метчиков и плашек).
Надеюсь, данная статья помогла вам самостоятельно рассчитать требуемый диаметр сверла под нарезаемую резьбу. Кстати, резьбу нарезайте не «на сухую», а подливайте машинного или бытового масла. Это снизит нагрузку на метчик-плашку, да и резать так гораздо легче.
Источник
Там же про плашки и другое по теме.
Сверло под резьбу – металлорежущий инструмент, который используют перед применением метчика или аналогичного приспособления. Необходимо, чтобы все параметры соответствовали действующим требованиям и стандартам. В противном случае крепление будет ненадежным.
Для выбора оптимального диаметра сверла под резьбу были разработаны специальные таблицы. Значение зависит от типа нарезки. Требования к размеру сверла и параметрам метрических отверстий регулируется межгосударственным стандартом ГОСТ 19257-73. В качестве вспомогательного инструмента необходимо использовать штангенциркуль или другое приспособление для вычисления размера и шага резьбы.
Параметры отверстия
Резьбу различают по следующим характеристикам:
- Единица измерения. На территории страны используют преимущественно метрическую систему исчисления. Дюймовыми значениями пользовались в трубной промышленности.
За рубежом дюймовая система считается основной. Владельцы автомобилей, которые собирались для американского рынка, знают, что в них нет ни одного элемента с метрической нарезкой.
- Шаг резьбы и количество заходов ниток. Нестандартные параметры используются в автомобильной и станкостроительной промышленности.
- Форма профиля. Фигуры отличаются по типу нарезки. Существуют элементы треугольной, прямоугольной, трапециевидной и круглой формы.
- Направление витков. Различают право- и левосторонние нарезки.
- Вид. Наружная или внутренняя.
- Тип поверхности. Он может быть цилиндрическим или коническим.
Основным условием качественного соединения является соответствие показателей внешней и внутренней резьбы. Если один из параметров не совпадает, крепление будет ненадежным.
Если один из параметров не совпадает, крепление будет ненадежным.
Наиболее распространенными методами резьбового соединения являются болтовой и шпилечный крепежи. В последнем случае помимо основного приспособления в качестве вспомогательных элементов используют гайки и шайбы.
Предварительное сверление отверстий – непременная процедура, предшествующая нарезке. При этом диаметр буравчика должен быть несколько меньше размера болта или шпильки.
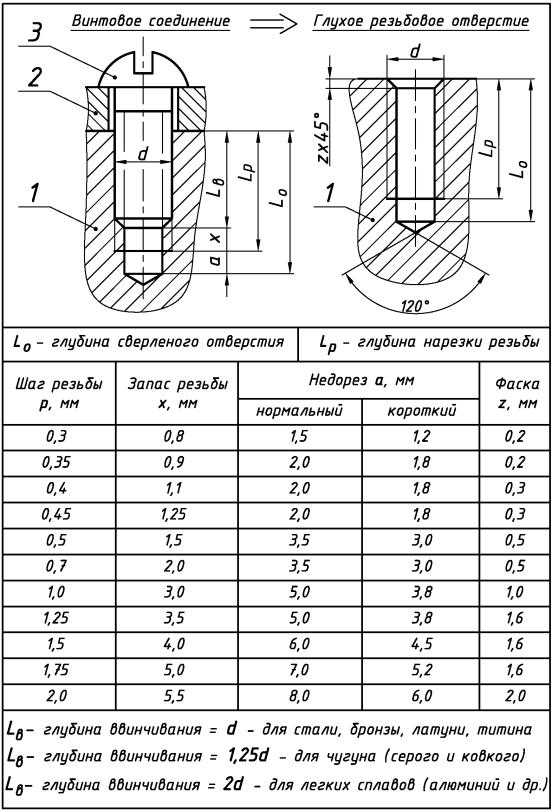
Глубина сверления – один из самых важных показателей. При расчете необходимо учитывать следующие факторы:
- глубину ввинчивания резьбового элемента;
- величину наружной нарезки;
- наличие и параметры фаски.
Для расчета глубины ввинчивания необходимо учитывать тип обрабатываемого материала. Для стали, титана, бронзы и латуни никакие поправки не нужны, а вот для серого и ковкого чугуна применяют повышающий коэффициент 1,25. Для легких сплавов этот показатель еще выше – его увеличивают в два раза.
Таблица размеров сверла и отверстий под метрическую и дюймовую резьбу
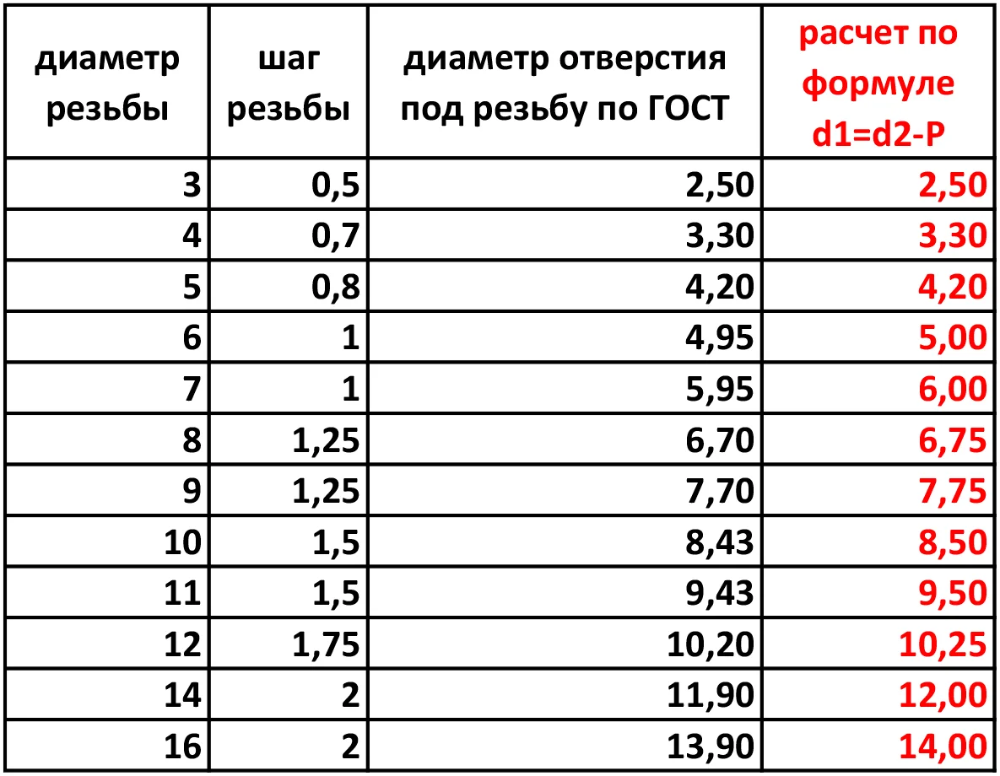
Рассмотрим результаты расчетов из ГОСТ 19257-73:
- Под резьбу М3 необходим метчик, для которого стандартный шаг – 0,5, сверла – 2,5 мм.
- Под резьбу М4 необходим метчик, для которого стандартный шаг – 0,7, сверла – 3,3 мм.
- Под резьбу М5 необходим метчик, для которого стандартный шаг – 0,8, сверла – 4,2 мм.
- Под резьбу М6 необходим метчик, для которого стандартный шаг – 1,0, сверла – 5,0 мм.
- Под резьбу М8 необходим метчик, для которого стандартный шаг – 1,25, сверла – 6,75 мм.
- Под резьбу М10 необходим метчик, для которого стандартный шаг – 1,5, сверла – 8,5 мм.
- Под резьбу М12 необходим метчик, для которого стандартный шаг – 1,75, сверла – 10,25 мм.
- Под резьбу М16 необходим метчик, для которого стандартный шаг – 2,0, сверла – 13,5 мм.
Несмотря на то что метрическая система исчислений является наиболее популярной, рекомендуем ознакомиться с таблицей диаметров сверл под резьбу:
Формула подбора сверлильного инструмента
Подбор оптимального размера сверла под резьбу – залог качественной работы нарезного приспособления.
Для расчета проще всего использовать известную формулу: от значения номинального диаметра отнимают величину шага. Например, для М8 необходимо приспособление сечением 8-1,25 (стандартный шаг) = 6,75 мм.
Следует помнить, что при работе с пластичными материалами расчетное количество витков увеличивается. Таким образом, для сверления латуни необходимо подготовить буравчик большего диаметра, чем необходимо для хрупких металлов и сплавов, таких как чугун или бронза.
Как показывает практика, диаметр отверстия должен быть меньше, чем номинальная величина нарезки. При этом существуют предельные показатели, превышение которых считают нарушением технологического процесса. Например, для М6 максимальный диаметр отверстия не должен превышать 5,153 мм.
Какое сверло лучше использовать
Современная промышленность предлагает потребителям широкий выбор приспособлений для обработки различных поверхностей. Встречаются следующие сверла по металлу:
- Спиральные.
 Наиболее распространенный вид. Представляет собой инструмент цилиндрической формы, изготовленный из высококачественных материалов. Чаще всего используют быстрорежущую сталь. Максимальный диаметр буравчика может достигать 80 мм. Их используют на крупных металлообрабатывающих предприятиях.
Наиболее распространенный вид. Представляет собой инструмент цилиндрической формы, изготовленный из высококачественных материалов. Чаще всего используют быстрорежущую сталь. Максимальный диаметр буравчика может достигать 80 мм. Их используют на крупных металлообрабатывающих предприятиях. - Ступенчатые. Имеют форму расширяющегося бура. Их нельзя использовать в качестве подготовительного инструмента перед применением метчика. Основная область использования – обработка тонколистового металла.
- Перовые. Универсальный инструмент. Особенность – наличие съемных режущих пластин. С их помощью можно получить отверстие идеальной формы. Перовые сверла – относительно недорогой инструмент. Их редко используют для сверления отверстий под нарезку. Основная сфера применения – исправление дефектов и перекосов.
- Удлиненные. Такая конструкция позволяет выполнить глухие или сквозные отверстия на значительной глубине. Эксплуатация таких приспособлений предусматривает использование смазочно-охлаждающей жидкости, которую подают по специальным каналам. На промышленных предприятиях используют буравчики для обработки сверхтвердых материалов.
- Центровочные. Относятся к токарным приспособлениям. Используются для сверления отверстий с целью дальнейшего закрепления заготовки в центрах.
 Наиболее распространенный вид. Представляет собой инструмент цилиндрической формы, изготовленный из высококачественных материалов. Чаще всего используют быстрорежущую сталь. Максимальный диаметр буравчика может достигать 80 мм. Их используют на крупных металлообрабатывающих предприятиях.
Наиболее распространенный вид. Представляет собой инструмент цилиндрической формы, изготовленный из высококачественных материалов. Чаще всего используют быстрорежущую сталь. Максимальный диаметр буравчика может достигать 80 мм. Их используют на крупных металлообрабатывающих предприятиях. На промышленных предприятиях используют буравчики для обработки сверхтвердых материалов.
На промышленных предприятиях используют буравчики для обработки сверхтвердых материалов.Необходимо обращать внимание на класс точности. От этого параметра зависит чистота готового отверстия. Существует три класса точности:
- «В». Самый низкий класс. Позволяет оформлять отверстия с точностью до 15 квалитета.
- «В1». Инструмент повышенной чистоты. Показатель точности – до 14 квалитета.
- «А». Приспособление повышенной точности. Позволяет выполнять отверстия в диапазоне 10–13 квалитета. Отличаются высокой стоимостью.
Выбор правильного размера сверла для оформления отверстия перед нарезкой резьбы – важная процедура, от качества выполнения который зависит надежность будущего соединения.
А вы пользуетесь формулой подбора или предпочитаете руководствоваться вспомогательными таблицами? Напишите о вашем методе в блоке комментариев.
Как правильно подобрать сверло под метчик?
Как правильно подобрать сверло под метчик?
Метчик используется для нарезания внутренних резьб и представляет собой винт с режущими кромками. Однако перед тем как нарезать внутреннюю резьбу метчиком, необходимо подготовить черновое отверстие. Для этого используют сверла, что рождает новую проблему, суть которой состоит в подборе правильного диаметра сверла. Дело в том, что отверстие большего диаметра приведет к скашиванию резьбы, а меньшего — испортит метчик. Шаг резьбы у метчиков может быть разным, и каждому шагу соответствует подходящий диаметр сверла.
Особенности выбора сверла под метчик.
При выборе сверла под метчик необходимо учитывать следующие рекомендации:
- Следите, чтобы сверло подходило под обрабатываемый материал. Для большинства резьбонарезных операций хватает инструмента из быстрорежущей стали с содержанием кобальта. Однако если материал тверже, используйте твердосплавное сверло.
- Черновое отверстие требуется обработать зенковкой и сделать фаску. Это позволит лучше центрировать метчик, а также обеспечит лучший заход в резьбу болтов, шпилек и т.п.
- Принимайте во внимание свойства материала. У хрупких твердых и мягких вязких металлов диаметр отверстия будет отличаться. Так, диаметр сверла под резьбу М 8 в мягком материале составит 6,8 мм, а в твердом — 6,7 мм.
На практике мастера постоянно пользуются простой формулой, когда нет возможности обратиться к таблице:
Диаметр сверла = Нормальный диаметр резьбы – Шаг резьбы
(Пример: М 10-1,5=8,5 мм)
Разрешено округлять полученный результат в большую сторону. Например, 9,75 округлить до 9,8 мм. Однако такой способ позволяет узнать только приблизительное значение и больше подходит для бытовых нужд. На производстве специалисты опираются на таблицы, указанные в ГОСТах, и учитывают допуски и особенности обрабатываемого материала.
Диаметр предварительного отверстия
для метрических метчиков под основной шаг (DIN 13/ГОСТ 24705)| Нормальный диаметр резьбы | Шаг резьбы, мм | Диаметр сверла, мм |
| М 1,0 | 0,25 | 0,75 |
| М 1,1 | 0,25 | 0,85 |
| М 1,2 | 0,25 | 0,95 |
| М 1,4 | 0,3 | 1,1 |
| М 1,6 | 0,35 | 1,25 |
| М 1,8 | 0,35 | 1,45 |
| М 2,0 | 0,4 | 1,6 |
| М 2,2 | 0,45 | 1,75 |
| М 2,5 | 0,45 | 2,05 |
| М 3,0 | 0,5 | 2,5 |
| М 3,5 | 0,6 | 2,9 |
| М 4,0 | 0,7 | 3,3 |
| 0,75 | 3,7 | |
| М 5,0 | 0,8 | 4,2 |
| М 6,0 | 1,0 | 5,0 |
| М 7,0 | 1,0 | 6,0 |
| М 8,0 | 1,25 | 6,8 |
| М 9,0 | 1,25 | 7,8 |
| М 10,0 | 1,5 | 8,5 |
| М 11,0 | 1,5 | 9,5 |
| М 12,0 | 1,75 | 10,2 |
| М 14,00 | 2,0 | 12,0 |
| М 16,00 | 2,0 | 14,0 |
| М 18,00 | 2,5 | 15,5 |
| М 20,00 | 2,5 | 17,5 |
| М 22,00 | 2,5 | 19,5 |
| М 24,00 | 3,0 | 21,0 |
| М 27,00 | 3,0 | 24,0 |
| М 30,00 | 3,5 | 26,5 |
| М 33,00 | 3,5 | 29,5 |
| М 36,00 | 4,0 | 32,0 |
| М 39,00 | 4,0 | 35,0 |
| М 42,00 | 4,5 | 37,5 |
| М 45,00 | 4,5 | 40,5 |
| М 48,00 | 5,0 | 43,0 |
| М 52,00 | 5,0 | 47,0 |
| М 56,00 | 5,5 | 50,5 |
| М 60,00 | 5,5 | 54,5 |
| М 64,00 | 6,0 | 58,0 |
| М 68,00 | 6,0 | 62,0 |
Диаметры сверл для
метчиков с крупной дюймовой цилиндрической резьбой UNC| Нормальный диаметр резьбы | Число ниток на 1 дюйм | Диаметр сверла под резьбу, мм |
| UNC 1/4” | 20 | 5,1 |
| UNC 5/16” | 18 | 6,5 |
| UNC 3/8” | 16 | 8,0 |
| UNC 7/16” | 14 | 9,4 |
| UNC 1/2” | 13 | 10,8 |
| UNC 9/16” | 12,2 | |
| UNC 5/8” | 11 | 13,6 |
| UNC 3/4” | 10 | 16,5 |
| UNC 7/8” | 9 | 19,5 |
| UNC 1” | 8 | 22,25 |
| UNC 1-1/8” | 7 | 25,0 |
| UNC 1-1/4” | 7 | 28,25 |
| UNC 1-3/8” | 6 | 30,75 |
| UNC 1-1/2” | 6 | 34 |
| UNC 1-3/4” | 5 | 39,5 |
| UNC 2” | 4 | 45 |
Диаметры сверл для
метчиков с мелкой дюймовой цилиндрической резьбой UNF| Нормальный диаметр резьбы | Число ниток на 1 дюйм | Диаметр сверла под резьбу, мм |
| UNF 1/4” | 28 | 5,5 |
| UNF 5/16” | 24 | 6,9 |
| UNF 3/8” | 24 | 8,5 |
| UNF 7/16” | 20 | 9,9 |
| UNF 1/2” | 20 | |
| UNF 9/16” | 18 | 12,9 |
| UNF 5/8” | 18 | 14,5 |
| UNF 3/4” | 16 | 17,5 |
| UNF 7/8” | 14 | 20,5 |
| UNF 1” | 12 | 23,25 |
| UNF 1-1/8” | 12 | 26,5 |
| UNF 1-1/4” | 12 | 29,75 |
| UNF 1-3/8” | 12 | 33 |
| UNF 1-1/2” | 12 | 36 |
| Нормальный диаметр резьбы | Шаг резьбы, мм | Число ниток на 1 дюйм | Диаметр сверла под резьбу, мм |
| G 1/8” | 0,907 | 28 | 8,7 |
| G 1/4” | 1,337 | 19 | 11,5 |
| G 3/8” | 1,337 | 19 | 15,0 |
| G 1/2” | 1,814 | 14 | 18,75 |
| G 5/8” | 14 | 20,75 | |
| G 3/4” | 1,814 | 14 | 24,25 |
| G 7/8” | 1,814 | 14 | 28,0 |
| G 1” | 2,309 | 11 | 30,5 |
| G 1-1/8” | 2,309 | 11 | 35 |
| G 1-1/4” | 2,309 | 11 | 39 |
| G 1-3/8” | 2,309 | 11 | 41,5 |
| G 1-1/2” | 2,309 | 11 | 45 |
| G 1-3/4” | 2,309 | 11 | 51 |
| G 2” | 2,309 | 11 | 56,7 |
Метчик метрический комплектный
Метчик ЛЕВЫЙ метрический комплектный
Метчик метрический для глухих отверстий
Метчик ЛЕВЫЙ метрический для глухих отверстий
Метчик метрический для сквозных отверстий
Метчик метрический комбинированный
Метчик метрический гаечный
Метчик метрический шахматный
Метчики дюймовые UNC и UNF
Метчики дюймовые BSW и BSF
Метчики трубные G
Метчики конические K и Rc
Сверло по металлу Р6М5 / Р6АМ5 / HSS
Сверло по металлу Р6М5К5 (кобальт)
Сверло по металлу ВК8
Сверло для м6
Главная » Разное » Сверло для м6
Полезная таблица — диаметр резьбы и шаг.
 — Bezhelme.ru
— Bezhelme.ruМногие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10. Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался. Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая. А бывает еще трубная(читать про трубные плашки). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.
Значит, как я уже говорил, в основу расчетов берем диаметр и шаг. Просто вычитаем из диаметра шаг резьбы и полученная цифра будет диаметром требуемого сверла. Давайте посчитаем диаметр сверла под резьбу М8(стандартная).
8 минус 1.25(стандартный шаг) получаем 6.75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм. Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них.
Таблица стандартной резьбы и диаметр сверла для них.
| диаметр резьбы | шаг резьбы | сверло под резьбу |
| М2 | 0.45 | 1.5 мм |
| М3 | 0.5 | 2.5 мм |
| М4 | 0.7 | 3.3 мм |
| М5 | 0.8 | 4.2 мм |
| М6 | 1 | 5 мм |
| М7 | 1 | 6 мм |
| М8 | 1. 25 25 | 6.7-6.8 |
| М9 | 1.25 | 7.7-7.8 |
| М10 | 1.5 | 8.5 |
| М11 | 1.5 | 9.5 |
| М12 | 1.75 | 10.2-10.3 |
| М14 | 2 | 12 мм |
| М16 | 2 | 14 мм |
| М18 | 2.5 | 15.5 |
| М20 | 2.5 | 17.5 |
| М22 | 2.5 | 19.5 |
| М24 | 3 | 21 |
| М27 | 3 | 24 мм |
| М30 | 3.5 | 26.5 |
| М33 | 3.5 | 29.5 |
| М36 | 4 | 32 мм |
Помимо стандартной резьбы встречаются шаги 0.75(для мелких резьб до М10), 1 мм, 1.25 мм, 2 мм(у крупных метчиков и плашек).
Надеюсь, данная статья помогла вам самостоятельно рассчитать требуемый диаметр сверла под нарезаемую резьбу. Кстати, резьбу нарезайте не «на сухую», а подливайте машинного или бытового масла. Это снизит нагрузку на метчик-плашку, да и резать так гораздо легче.
Кстати, резьбу нарезайте не «на сухую», а подливайте машинного или бытового масла. Это снизит нагрузку на метчик-плашку, да и резать так гораздо легче.
Выбор сверл под резьбу (какие сверла нужны чтобы нарезать резьбу)
Для создания внутренней резьбы необходимо в материале сделать отверстие, диаметр которого соответствует инструменту для последующего нарезания. Такое отверстие должно точно соответствовать размерам режущего инструмента.
Внутренняя нарезка резьбы:
-
Чтобы произвести в заготовке отверстие под резьбу внутреннего типа, сначала следует подобрать размер сверла.
-
Когда сверло выбрано, можно приступать к выполнению отверстия под резьбу.
-
При помощи специального метчика для нарезки, необходимо выполненное отверстие обработать зенкером. Это позволяет добиться нужной чистоты отверстия и легче метчику войти в деталь.
-
В процессе нарезания резьбы, формируются канавки в металлической заготовке.
При этом часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы . По этой причине очень важно правильно подобрать размер сверла. Сверло должно быть несколько меньше номинального диаметра резьбы.
 При этом часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы . По этой причине очень важно правильно подобрать размер сверла. Сверло должно быть несколько меньше номинального диаметра резьбы.
При этом часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы . По этой причине очень важно правильно подобрать размер сверла. Сверло должно быть несколько меньше номинального диаметра резьбы.
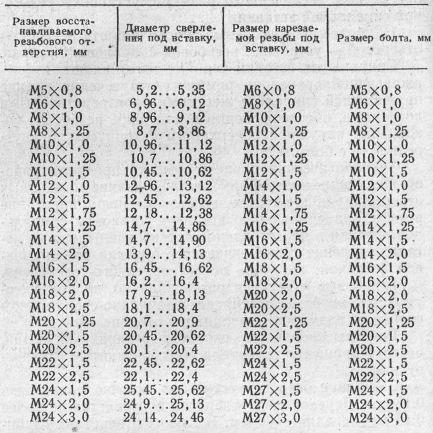
Чтобы было легче определить, какого диаметра нужно просверлить отверстие, используется специальная таблица, составленная по ГОСТ. Ориентируясь по данной таблице и придерживаясь ее параметров, вы сможете без проблем выполнить своими руками внутреннюю нарезку нужного диаметра. При этом такое соединение окажется точно подобранным.
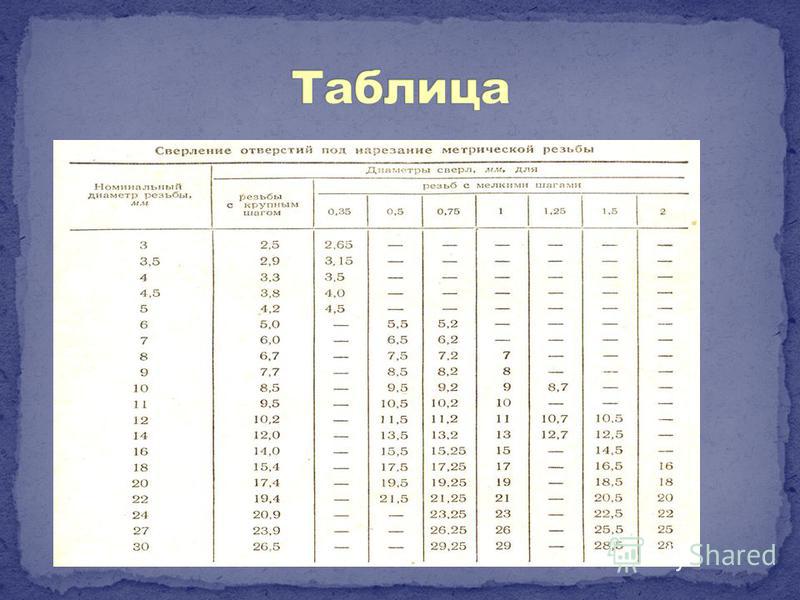
Таблица соответствия нарезки резьбы метчиком сверлу
|
D резьбы |
Шаг резьбы |
d сверла, мм |
Шаг резьбы |
d сверла, мм |
Шаг резьбы |
d сверла, мм |
Шаг резьбы |
d сверла, мм |
Шаг резьбы |
d сверла, мм |
Шаг резьбы |
d сверла, мм |
|
2 |
0. |
1.6 |
0.25 |
1.75 |
- |
- |
- |
- |
- |
- |
- |
- |
|
3 |
0.5 |
2.5 |
0.35 |
2.65 |
- |
- |
- |
- |
- |
- |
- |
- |
|
4 |
0. |
3.3 |
0.5 |
3.5 |
- |
- |
- |
- |
- |
- |
- |
- |
|
5 |
0.8 |
4.2 |
0.5 |
4.5 |
- |
- |
- |
- |
- |
- |
- |
- |
|
6 |
1 |
5 |
0. |
5.2 |
0.5 |
5.5 |
- |
- |
- |
- |
- |
- |
|
7 |
1 |
6 |
0.75 |
6.2 |
0.5 |
6.5 |
- |
- |
- |
- |
- |
- |
|
8 |
1. |
6.7 |
1 |
7 |
0.75 |
7.2 |
0.5 |
7.5 |
- |
- |
- |
- |
|
9 |
1.25 |
7.7 |
1 |
8 |
0. |
8.2 |
0.5 |
8.5 |
- |
- |
- |
- |
|
10 |
1.5 |
8.5 |
1.25 |
8.7 |
1 |
9 |
0.75 |
9.2 |
0. |
9.5 |
- |
- |
|
11 |
1.5 |
9.5 |
1 |
10 |
0.75 |
10.2 |
0.5 |
10.5 |
- |
- |
- |
- |
|
12 |
1. |
10.2 |
1.5 |
10.5 |
1.25 |
10.7 |
1 |
11 |
0.75 |
11.2 |
0.5 |
11.5 |
|
14 |
2 |
12 |
1.5 |
12. |
1.25 |
12.6 |
1 |
13 |
0.75 |
13.2 |
0.5 |
13.5 |
|
16 |
2 |
14 |
1.5 |
14.5 |
1 |
15 |
0. |
15.2 |
0.5 |
15.5 |
- |
- |
|
18 |
2.5 |
15.4 |
2 |
16 |
1.5 |
16.5 |
1 |
17 |
0.75 |
17. |
0.5 |
17.5 |
|
20 |
2.5 |
17.4 |
2 |
18 |
1.5 |
18.5 |
1 |
19 |
0.75 |
19.2 |
0.5 |
19.5 |
|
22 |
2. |
19.4 |
2 |
20 |
1.5 |
20.5 |
1 |
21 |
0.75 |
21.2 |
0.5 |
21.5 |
|
24 |
3 |
20.9 |
2 |
22 |
1. |
22.5 |
1 |
23 |
0.75 |
23.2 |
- |
- |
|
27 |
3 |
23.9 |
2 |
25 |
1.5 |
25.5 |
1 |
26 |
0. |
26.2 |
- |
- |
|
30 |
3.5 |
26.4 |
3 |
26.9 |
2 |
28 |
1.5 |
28.5 |
1 |
29 |
0.75 |
29. |
|
33 |
3.5 |
29.4 |
3 |
29.9 |
2 |
31 |
1.5 |
31.5 |
1 |
32 |
0.75 |
32.2 |
|
36 |
4 |
31. |
3 |
32.9 |
2 |
34 |
1.5 |
34.5 |
1 |
35 |
- |
- |
|
39 |
4 |
34.9 |
3 |
35.9 |
2 |
37 |
1. |
37.5 |
1 |
38 |
- |
- |
|
42 |
4.5 |
37.4 |
4 |
37.9 |
3 |
38.9 |
2 |
34 |
1.5 |
40. |
1 |
41 |
|
45 |
4.5 |
40.4 |
4 |
40.9 |
3 |
41.9 |
2 |
43 |
1.5 |
43.5 |
1 |
44 |
|
48 |
5 |
42. |
4 |
43.9 |
3 |
44.9 |
2 |
46 |
1.5 |
46.5 |
1 |
47 |
 4
4
 7
7
 75
75
 25
25
 75
75
 5
5
 75
75
 5
5
 75
75
 2
2
 5
5
 5
5
 75
75
 2
2
 9
9
 5
5
 5
5
 8
8
Диаметр сверла под резьбу для метчиков. Таблица
При изготовлении резьбовых отверстий под метрические болты, винты, шпильки сначала в материале просверливается отверстие, а затем при помощи метчика в нем нарезается резьба. Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Если размер отверстия будет больше положенного, то есть риск получить недостаточно глубокую резьбовую канавку и как следствие ослабленное соединение. Если размер отверстия слишком мал, то будут трудности при работе с метчиком, так как возникает большое сопротивление резанию, нагревание инструмента, налипание стружки на режущие кромки, заклинивание и даже поломка метчика.
Пользоваться таблицей очень просто. Для этого важно знать основные параметры метрической резьбы – это ее шаг (Р) и номинальный диаметр (d), которые измеряются в долях метра. Под шагом понимают расстояние между двумя вершинами соседних витков. За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой линии.
Таблица рекомендуемых диаметров отверстий под резьбу, мм
| ⌀ резьбы | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла |
| 2 |
0. 4 4
|
1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0.8 |
4. 2 2
|
0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 |
6. 7 7
|
1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 |
1. 5 5
|
9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 |
0. 75 75
|
13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 |
1. 5 5
|
18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.8 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 |
23. 9 9
|
2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 |
0. 75 75
|
32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 |
1. 5 5
|
40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
Из таблицы видно, что диаметр сверла меньше наружного диаметра резьбы примерно на величину шага, то есть:
Dотв = диаметр – P
На практике многие домашние мастера постоянно пользуются этой простой формулой, когда нет возможности обратиться к таблице.
Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм
Этот способ вполне приемлем, когда резьбонарезание выполняется ручным способом в условиях слесарной мастерской. Если планируемое резьбовое соединение в процессе эксплуатации не будет подвергаться серьезным нагрузкам, то можно допустить незначительное увеличение величины отверстия. На сборочном производстве, где требуется высокая точность размеров резьбового профиля, любые отклонения неприемлемы. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73.
Полезные советы Обновлено: 25.09.2020 10:46:01
Андрей
Коментарий для Юрия Баринова:сломаный в отверстии метчик можно выжечь сварочным аппаратом взяв грифельки от батарейки нагревая несколько раз и охлаждая в воде,он сам по кусочкам высыпится проверено опытно
12.03.2021 12:37:34
Юрий Баринов
Спасибо! Вроди бы простая вещь, но всегда чешешь репу, когда нужна нормальная резьба. С одной стороны хочется поплотнее, с другой стороны метчик сломал – испортил деталь. его уже не выковыряешь от туда
С одной стороны хочется поплотнее, с другой стороны метчик сломал – испортил деталь. его уже не выковыряешь от туда
26.01.2021 22:14:29
Игорь
Спасибо!
05.06.2020 07:30:38
Источник: http://krepcom.ru:443/blog/poleznye-sovety/diametry-otverstiy-dlya-narezaniya-rezby-metchikom/
Наши контакты:
E-mail: [email protected]
Телефон: 8 (800) 333-21-68
Сверло-метчик шест/х 1/4′ М6 1.0х57мм Практика в Хабаровске | Интертул
Код товара:
62624
Артикул производителя:
774-993
Вы можете приобрести этот товар в Хабаровске по розничной цене с учетом Дисконтной карты: 514,00 pуб.
Доступна доставка за 2 часа
540,00 pуб.
Добавить в корзину
Предварительная дата выдачи: Сегодня – пт. – 8 июл.
| ← | Июль 2022 | → | ||||
|---|---|---|---|---|---|---|
| Пн | Вт | Ср | Чт | Пт | Сб | Вс |
| 27 | 28 | 29 | 30 | 1 | 2 | 3 |
| 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 11 | 12 | 13 | 14 | 15 | 16 | 17 |
| 18 | 19 | 20 | 21 | 22 | 23 | 24 |
| 25 | 26 | 27 | 28 | 29 | 30 | 31 |
Цена дисконтного клуба Интертул с Логистического склада
378,00 pуб.
Предварительная дата выдачи с Логистического склада: пн. – 8 авг.
| ← | Июль 2022 | → | ||||
|---|---|---|---|---|---|---|
| Пн | Вт | Ср | Чт | Пт | Сб | Вс |
| 27 | 28 | 29 | 30 | 1 | 2 | 3 |
| 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 11 | 12 | 13 | 14 | 15 | 16 | 17 |
| 18 | 19 | 20 | 21 | 22 | 23 | 24 |
| 25 | 26 | 27 | 28 | 29 | 30 | 31 |
| ← | Август 2022 | → | ||||
|---|---|---|---|---|---|---|
| Пн | Вт | Ср | Чт | Пт | Сб | Вс |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| 15 | 16 | 17 | 18 | 19 | 20 | 21 |
| 22 | 23 | 24 | 25 | 26 | 27 | 28 |
| 29 | 30 | 31 | 1 | 2 | 3 | 4 |
Добавить к сравнениюУдалить из сравнения
Добавить в закладкиУдалить из закладок
Российская торговая марка ПРАКТИКА создана в 2003 году и за короткий срок завоевала признание, как любителей, так и профессионалов, работающих с различными видами электроинструмента.
Ассортимент продукции, будь то алмазные диски или пилки для лобзика, оптимально подобран для использования с существующими на данный момент моделями электроинструмента. Применяя современные технологии, достигнуто отличное соотношение цена/потребительские свойства. Используя продукцию торговой марки ПРАКТИКА при работе электроинструментом, Вы решаете все свои задачи по строительству и ремонту в кратчайшие сроки, с наименьшими усилиями и денежными затратами, получая при этом удовольствие от работы.
Продукция торговой марки ПРАКТИКА за 11 лет заняла лидирующие позиции на рынке принадлежностей для электроинструмента.
Приверженцами торговой марки стали как профессиональные строители, так и любители, как опытные мастера своего дела, так и начинающие пользователи. Количество мастеров использующих продукцию торговой марки ПРАКТИКА год от года растет.
ПРИМЕНИ ТЕОРИЮ НА ПРАКТИКЕ!
Внимание! Фирма-производитель может по своему усмотрению изменять комплектацию, конструкцию и дизайн товара. Поэтому, чтобы не возникло недоразумений, перед покупкой советуем уточнять у менеджера нашей компании информацию о комплектации и технических характеристиках конкретной модели.
Поэтому, чтобы не возникло недоразумений, перед покупкой советуем уточнять у менеджера нашей компании информацию о комплектации и технических характеристиках конкретной модели.
Цена на сайте действует только при оформлении заказа через интернет-магазин и может отличаться от цены в магазинах.
Диаметр сверла под резьбу м6 (рекомендации) — Немного о ремонте и строительстве
Оглавление: Виды инструмента Подбор инструментов для работы Советы по исполнению работ Внутренние метрические резьбы, каковые нарезаются метчиками ручным либо машинным способом, имеют определенные параметры.
Схема устройства сверла.
Но легко знать эти параметры не хватает, необходимо верно подобрать сверло по диаметру для будущей резьбы и мочь просверлить под нее металл. Виды инструмента Сверла как инструмент для исполнения отверстий в материалах разного состава и твердости производятся различных видов: Виды сверл: а — спиральное бесцентровое, б — спиральное с центром и подрезателями, в — спиральное с винтовым центром, г — перовое центровое, д — центровое, е — буравчик, ж — раззенковка, з — пазовое, и — пробочное.
Цилиндрические спиральные — самый популярный вид инструмента. Используются для сверления многих разных материалов, начиная от изделий из древесины и заканчивая разными марками сталей.
Инструмент, прекрасно зарекомендовавший себя еще со времен СССР, выполнен из быстрорежущей стали марки Р6М5 либо Р18. Сверло из стали Р18 (в народе — рапид) имеет большой показатель твердости и есть весьма качественным, лишь отыскать его в продаже стало проблематично.
На данный момент показались изделия с маркировкой HSS, но они существенно уступают советским по рабочим чертям и, в большинстве случаев, изготавливаются в Китае. Цилиндрические спиральные с напылением либо напайками из жёстких материалов.
В случае если инструмент желтого цвета, то он имеет напыление из титаного сплава, это не усиливает его характеристики, а просто позволяет продолжить долговечность рабочей части. С той же целью производятся сверла с воронением, они имеют черный цвет.
Для обработки жёстких материалов либо легированных и закаленных сталей используются изделия с напайками из жёсткого сплава вольфрама с кобальтом ВК-9 либо ВК-10 (в народе — победитовые).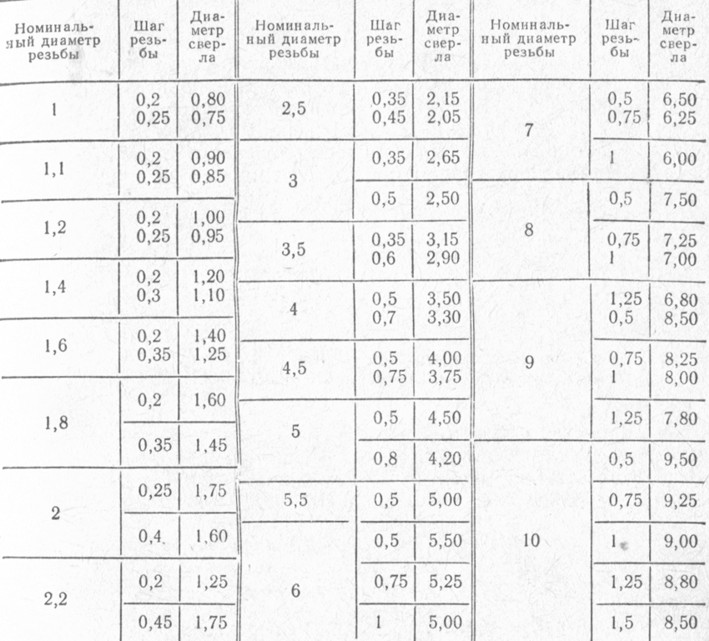 Кобальт возможно введен в качестве легирующего элемента в состав быстрорежущей стали сверла, маркировка для того чтобы изделия — Р6М5К5.
Кобальт возможно введен в качестве легирующего элемента в состав быстрорежущей стали сверла, маркировка для того чтобы изделия — Р6М5К5.
Ступенчатые инструменты предназначены для исполнения отверстий в материалах маленькой толщины, к примеру, для листового металла. Одно такое изделие может просверлить пара отверстий различных диаметров в зависимости от количества ступеней на нем.
Кольцевые сверла используются для исполнения отверстий громадного диаметра с низкими требованиями к точности. Рабочая часть для того чтобы инструмента — коронка, которая «вгрызается» в материал, в нее — пустота.
Изделия весьма распространены в строительных работах, употребляются для обработки камня либо бетона. Плоские инструменты смогут употребляться лишь для изделий и сверления древесины из нее. зенковки и Центровки.
Первые помогают для исполнения углубления в металле, которое задаст верное направление рабочей части простого сверла. Зенковка нужна для обработки краев готовых отверстий (снятия фасок, заусенцев, исполнение потайных углублений для головки винта).
Возвратиться к оглавлению Подбор инструментов для работы Рекомендуемые значения стержней и диаметров отверстий. Значительно чаще для сверления отверстий под разные резьбы берут простые цилиндрические инструменты нужного диаметра.
Дабы выяснить, какого именно диаметра необходимо забрать сверло под внутреннюю резьбу, необходимо знать ее параметры: шаг и диаметр витков. К примеру, маркировка М6 х 1 свидетельствует, что это метрическая резьба диаметром 6 мм с шагом витков 1 мм, соответственно, подбирать инструмент для исполнения отверстия и метчик для нарезания.
Формула вычисления диаметра отверстия такая: Dр — b = do В данной формуле: Dр — диаметр резьбы, мм; b — ход витков, мм; do — диаметр отверстия. Под М6 х 1 необходимо просверлить отверстие: 6 — 1 = 5 мм.
Приведенная формула настояща для метрической резьбы с любым шагом витков. Для упрощения подбора диаметров отверстий в Таблице 1 указаны их значения для стандартного последовательности метрической резьбы.
Таблица 1 Параметры метрическойрезьбы М 1 М 2 М 3 М 4 М 4,5 М 5 М 6 М 8 М 10 do, мм 0,75 1,6 2,5 3,3 3,8 4,2 5,0 6,75 8,5 Параметры метрическойрезьбы М 12 М 14 М 16 М 18 М 20 М 22 М 24 М 27 М 30 do, мм 10,2 12,0 14,0 15,4 17,4 19,4 20,9 23,9 26,4 Таблица 2 Диаметр сверла, мм 5 10 25 50 Величина разбивки, мм 0,08 0,12 0,2 0,28 Инструмент любого размера мало разворачивает отверстие, в следствии чего в действительности оно получается пара большего диаметра. Для примера кое-какие показатели повышения размера отверстий возможно заметить из Таблицы 2. Возвратиться к оглавлению Советы по исполнению работ Схема сверления металла.
Для примера кое-какие показатели повышения размера отверстий возможно заметить из Таблицы 2. Возвратиться к оглавлению Советы по исполнению работ Схема сверления металла.
В совершенном случае работы по сверлению оптимальнее делать на особом станке, тогда возможно нужное значение диаметра из Таблицы 1. Но для того чтобы рода оборудование имеется далеко не у всех, исходя из этого значительно чаще сверлить металл приходится посредством простой ручной дрели. В этом случае стоит придерживаться некоторых рекомендаций: Инструмент должен быть верно заточен и не иметь отклонений от продольной оси (биения).
Угол заточки зависит от твердости обрабатываемого материала, чем жёстче металл, что необходимо просверлить, тем больший угол режущей части необходимо соблюсти. Наряду с этим его значение не имеет возможности быть больше 140?.
Как бы вы ни старались прочно и с уверенностью держать дрель в ходе сверления, разбивка отверстия будет выше, чем если бы эти работы выполнялись на станке. Значения разбивки, приведенные в Таблице 2, точно будут превышены в случае если сверлить металл дрелью.
Значения разбивки, приведенные в Таблице 2, точно будут превышены в случае если сверлить металл дрелью.
В следствии этого резьбовые витки в профиле будут иметь вид скошенного конуса, а он должен быть остроконечным. В таком соединении будет повышенный люфт, надежность его вызывающа большие сомнения.
Чтобы не было таковой ситуации направляться для исполнения отверстия принимать сверло на 0,1 мм меньше, чем указано в Таблице 1. Эта самая десятая часть мм и уйдет на разбивку. Быть может, при нарезании метчик будет идти не весьма легко, но в случае если делать работу бережно, то резьба окажется полноценной и люфт в соединении исключается.
Перед тем как сверлить металл, необходимо произвести разметку и узнать правильное местонахождение отверстия. После этого это место нужно накернить, сделав достаточно глубокую насечку, в противном случае в начале сверления инструмент будет «гулять» по поверхности подробности.
В совершенстве оптимальнее углубить насечку центровкой, которая сделает в металле маленькое глухое отверстие, сверло из него никуда не уйдет. Обрабатываемая подробность должна быть прекрасно закреплена в эргономичном положении.
Обрабатываемая подробность должна быть прекрасно закреплена в эргономичном положении.
В случае если вам комфортно трудиться в положении стоя, держа дрель горизонтально, подробность направляться прочно зафиксировать в тисках. При в то время, когда это сделать нереально, ее лучше положить на горизонтальную поверхность невысоко над полом и закрепить посредством струбцины.
Сверлить возможно вертикально, сверху вниз, наставив сверло в намеченное место. На протяжении работы инструмент требует смазки.
оптимальнее для данной цели подойдет кусочек ветхого свиного сала, необходимо включить дрель и загрузить в него финиш сверла на ходу. В случае если сало отсутствует, возможно воспользоваться солидолом либо второй густой смазкой.
На протяжении работы с вязкими либо жаропрочными марками сталей (нержавейка, медь), в качестве смазки нужно использовать машинное масло. Обороты вращения патрона должны быть как возможно меньше.
Точно многие сталкивались с обстановкой, в то время, когда пройдя несколько мм, процесс останавливался, сверло вращалось на одном месте. Наряду с этим визуальное изучение его кромок показывало, что инструмент не затупился.
Наряду с этим визуальное изучение его кромок показывало, что инструмент не затупился.
Обстоятельство в другом: перегретая на высоких оборотах режущая кромка сверла теряет собственную твердость и не в состоянии совладать с металлом. В случае если продолжать в том же духе, рабочая часть инструмента «оближется», это исправить уже сложнее.
В любом случае потребуется перезаточка. Схема метчика. Не пробуйте просверлить с первого же раза отверстие громадного диаметра, в большинстве случаев, для ручных дрелей неудобства начинаются с размера 10 мм.
Лучше сперва выполнить отверстие малого диаметра (3-4 мм), а позже его рассверлить до нужного. Время от времени это приходится делать и в три приема. При рассверливании необходимо быть внимательным в тот момент, в то время, когда сверло выходит наружу иначе.
Появляется резкое сопротивление последнего слоя металла под режущей кромкой, необходимо прочно держать дрель двумя руками, в противном случае ее может провернуть и просто вырвать у вас из рук. Исполнение отверстий под метрическую резьбу — дело несложное, но требующее аккуратности и внимания.
Исполнение отверстий под метрическую резьбу — дело несложное, но требующее аккуратности и внимания.
В этом окажет помощь верно подобранный приспособления и инструмент.
Размеры свёрл под резьбу
Вы прочитали статью, но не прочитали журнал…
Сверлим и нарезаем резьбу в детали из нержавейки (+) – Обработка резанием
самоделкин
Что-то непонятное. 1,5 мм в час
Должно скрипеть было
Ну я же не целы день у станка стоял, иногда надо и прямыми обязанностями заниматься.
деталь желательно закрепить,чтобы не качалась на столе.
 Сверлить на минимальных оборотах, переодически поливать хотябы маслом.На выходе сверла из детали сильно не давить.Сверло нужно переточить.
Сверлить на минимальных оборотах, переодически поливать хотябы маслом.На выходе сверла из детали сильно не давить.Сверло нужно переточить.Маслом смазывал. На выходе видно все таки передавил и сверло поломал. Закреплена нормально.
А вот с резьбой, боюсь, будет много проблем.
А шо делать….
Олеиновую кислоту надо для сверления в нержавейке, вот тогда пойдет как по маслу и нарезать резьбу тоже с ней.

А где ее достать?
И с проветривание проблемки…
либо обороты большие и палит сверло
450-600 ну если верить тому что написано на станке.
А может быть китайца покормить надо!
А поподробней? Мощи ему вроде хватает.
А зачем резьба М6 в переходнике на манометр? просто интересно.
 ..
..Ну чтобы прикрутить обьект испытаний. У велонасосов (советских) есть шланги вот с одной стороны там М6…..
Всем спасибо, завтра буду пробывать снова. Благо деталек на одну больше заказали…. :clapping:
Отверстия под резьбу – как правильно подобрать размер сверла?
Вопреки видимому, проделать отверстие для ниток – задача не из легких, и даже требует большой осторожности и четко спланированного плана действий. Если вы допустите ошибку на этом этапе, у вас возникнут проблемы с посадкой винта в резьбе, и вам придется проделывать всю работу заново. Узнайте, как этого избежать. В этой статье мы расскажем, как оптимально подобрать отверстия под резьбу, чтобы само сверление прошло без лишних осложнений.
Как сделать отверстия для резьбы? Основная информация Прежде чем выбрать размер сверла, полезно понять основные понятия. Резьба — это не что иное, как винт, прорезанный в отверстии в материале. Благодаря винтовому движению такое соединение чрезвычайно прочное. Ключом к изготовлению резьбы является определение соответствующего диаметра отверстия и типа надрезов, которые будут сделаны. Они являются определяющим при подборе сверла для отверстия под размер метчика.
Благодаря винтовому движению такое соединение чрезвычайно прочное. Ключом к изготовлению резьбы является определение соответствующего диаметра отверстия и типа надрезов, которые будут сделаны. Они являются определяющим при подборе сверла для отверстия под размер метчика.
Мы различаем нити разных форм и назначений. Базовое деление потоков:
- штраф,
- грубый поворот,
- Уитворт,
- метрическая,
- прямоугольный,
- трубчатый,
- патрон.
Стоит добавить, что каждый вид резьбы сопровождается соответствующей маркировкой. Чтобы выбрать размер сверла, мы можем использовать метод расчета, о котором мы поговорим более подробно позже в руководстве.Также полезна таблица расчета резьбы. Однако следует помнить, что размер отверстия будет меняться в зависимости от погодных условий и ручных навыков бурильщика.
Выбор оборудования имеет решающее значение. Узнайте о типах дрелей и их применении, чтобы выбрать лучшее оборудование для своей работы.
Для получения правильных отверстий под резьбу диаметр отверстия должен быть меньше размера резьбы.Таблица резьбовых отверстий развеет все сомнения. Он определяет размер отверстия М8, какое оптимальное отверстие М4, какое сверло будет лучшим для резьбы М6 и многое другое. Очень важно знать, какой диаметр отверстия является правильным, без которого трудно предпринять следующие шаги. Например, отверстие М8 соответствует диаметру сверла 6,8 мм. Что касается отверстия М4, то диаметр сверла для этого размера составляет 3,3 мм. Кроме того, есть дополнительные параметры, такие как шаг резьбы, который составляет 0,7 мм для м4 и 1,25 мм для м8.В свою очередь сверло под резьбу М6 должно иметь диаметр 5 мм. С правильным сверлом даже сверление фуги проходит без проблем.
Таблица отверстий под резьбу поможет вам выбрать правильное сверло.
Диаметр отверстия под резьбу рассчитайте сами Пользоваться таблицей удобно, но если нет возможности проверить информацию в ней, можно воспользоваться собственными знаниями. Размер сверла для метчика можно легко рассчитать. Просто помните, что диаметр отверстия — это размер резьбы минус шаг резьбы . Эта легко запоминающаяся формула позволит вам произвести расчеты и точно подобрать отверстие под собственные требования. Неважно, сверло ли это под резьбу М6, отверстие под М8 или отверстие под М4, расчеты позволят без труда подобрать идеальный размер для работы. В нашем ассортименте вы найдете широкий выбор метчиков и сверл, которые облегчат работу.
Размер сверла для метчика можно легко рассчитать. Просто помните, что диаметр отверстия — это размер резьбы минус шаг резьбы . Эта легко запоминающаяся формула позволит вам произвести расчеты и точно подобрать отверстие под собственные требования. Неважно, сверло ли это под резьбу М6, отверстие под М8 или отверстие под М4, расчеты позволят без труда подобрать идеальный размер для работы. В нашем ассортименте вы найдете широкий выбор метчиков и сверл, которые облегчат работу.
Для метрических резьб шаг – это расстояние между вершинами резьбы. В ситуации, когда резьба описана как М16х1,5, то расстояния от вершин равны 1,5 мм. Иная ситуация с дюймовой резьбой. Например, описание 1/2”-13 указывает на шаг 13 витков на дюйм. Важно отметить, что шаг резьбы можно измерить даже штангенциркулем. Если результатом измерения является целое число, то это метрическая резьба.Другой результат заставляет нас перевести значения в дюймы (1 дюйм = 25,401 мм). Для измерения можно использовать гайки, шаг в которых нам известен. Такие инструменты, как гребни для резьбы и щупы для резьбы, используются для определения шага шага. К счастью, таблица резьбовых отверстий дает нам данные о шаге резьбы, но знать, как измерить этот параметр, стоит, ведь можно найти необычный размер, которого нет в таблице.
Для измерения можно использовать гайки, шаг в которых нам известен. Такие инструменты, как гребни для резьбы и щупы для резьбы, используются для определения шага шага. К счастью, таблица резьбовых отверстий дает нам данные о шаге резьбы, но знать, как измерить этот параметр, стоит, ведь можно найти необычный размер, которого нет в таблице.
Таким образом, выбор правильного сверла является ключом к началу работы.Будь то метрическая резьба, мелкая резьба, резьба Уитворта или даже резьба унифицированной системы США, все они должны быть правильно подобраны. Чрезвычайно полезной в этом случае окажется таблица резьбовых отверстий, хотя размер резьбы и ее шаг также можно рассчитать самостоятельно. Теперь вы знаете, какое отверстие с резьбой M8 подойдет?
.
Набор резьбонарезных M6 длинных Optimum 3060036
В продвижении Скидка
Скачать в формате PDF
Отсрочка платежей. Купите сейчас, платите в течение 30 дней, если не вернете. Подробнее
Купите сейчас, платите в течение 30 дней, если не вернете. Подробнее
Купи сейчас, заплати потом – 4 шага
При выборе способа оплаты выберите PayPo
PayPo оплатит ваш счет в магазине.
На веб-сайте PayPo проверьте свои данные и введите свой номер PESEL.
Получив свои покупки, вы сами решаете, что вам подходит, а что нет. Вы можете вернуть часть или весь заказ – тогда сумма, подлежащая оплате PayPo, также будет уменьшена.
В течение 30 дней с момента покупки вы платите PayPo за свои покупки без каких-либо дополнительных затрат . Если вы хотите, вы распределяете платеж в рассрочку.
Легкий возврат в течение 14 дней с момента покупки по любой причине
Комплект резьб M6, длинный Optimum
- Термодрель ФОРМА
- Для рукавов с воротником
- Подходит для алюминия, цветных металлов, стали и нержавеющей стали .
- Изготовлен из карбида вольфрама со специальной многоугольной насечкой
- Доступны другие размеры резьбы (включая метрическую мелкую и трубную резьбу)
- строитель резьбы
- с покрытием TiN и канавками для смазки
- 6HX допуск
- Форма С
- Можно использовать обычные державки
Технические характеристики:
Термическая дрель
- Термодрель Тип формы
- Термоэлектрическая дрель Толщина материала макс. 3,5 мм
- Резьба термосверл M6
- Старая резьба Размер M6 x 1,0
- Конструкция термобуров длинная
 3,5 мм
3,5 ммВ комплекте:
- Термобур FORM M6, длинный
- Формирователь резьбы M6 x 1,0
Производитель
Гарантийный срок для индивидуальных клиентов 24 месяца.
Гарантийный срок для компаний 12 месяцев.
Подробные условия гарантии доступны на сайте производителя.
Спросите о продукте
.
M5 M6 M8 M10 Т-образный сверлильный станок из нержавеющей стали Фрезерный станок с резьбовым стопорным штифтом Винт крышки для тройника Шурупы с квадратной головкой Продажа
Следующие значения измерений приведены только для справки, есть ошибки, если у вас есть какие-либо вопросы, оставьте нам сообщение
спасибо, что пришли в наш магазин, надеюсь, у вас будет счастливое путешествие по магазинам.
Время доставки Обычно заказ будет отправлен в течение 1-5 дней, в случае особых обстоятельств он также будет отправлен с максимальной скоростью. Поскольку мы можем отдохнуть в воскресенье, поэтому мы не сможем вовремя ответить на вашу информацию, мне очень жаль.
Поскольку мы можем отдохнуть в воскресенье, поэтому мы не сможем вовремя ответить на вашу информацию, мне очень жаль.
1. После размещения заказа, если вы обнаружите, что информация об отслеживании показывает «Ошибка при отправке», пожалуйста, не беспокойтесь, информация о логистике будет обновлена в течение 3-10 дней.
2. Но если выяснится, что в логистической информации указано «отправка отменена», пожалуйста, свяжитесь с нами, мы проверим это и предоставим вам новый правильный номер для отслеживания.
3. Если обнаружится, что товар был поврежден, некоторые товары отсутствуют после получения посылки, пожалуйста, свяжитесь с нами и отправьте нам фотографии, чтобы мы могли быстро исправить проблему или повторно отправить ее.
4. Если вы не получили посылку в течение 60 дней. (90 дней в Бразилию/Чили и т. д.), посылка может быть потеряна в дороге или по другим нормативным причинам.Пожалуйста, сначала свяжитесь с нами, а не открывайте спор.
5. Доставка эконом-класса ALI с выгодной стоимостью доставки, но без предоставления информации, которую можно отследить только до отъезда из Китая. Если вы не получили товар в течение 60 дней, пожалуйста, сначала свяжитесь с портом назначения.Если нет, пожалуйста, свяжитесь со службой поддержки клиентов для получения дополнительной информации.
Если вы не получили товар в течение 60 дней, пожалуйста, сначала свяжитесь с портом назначения.Если нет, пожалуйста, свяжитесь со службой поддержки клиентов для получения дополнительной информации.
6. Если вы удовлетворены нашими продуктами и услугами, пожалуйста, оставьте положительный комментарий и 5 звезд, 5 звезд для подробной оценки вашего запроса.
С Уважением!
Теги: система m10, щипцы рави, винты wii, средневековая швейная машина, комплект m8, фотографии m6, винт m5 m10, ад эска, алюминиевый винт m6, титановая прокладка m5.
.
Угловая дрель Fein WBP 10
Введите свои контактные данные, и мы сообщим вам, когда товар появится в наличии
- Угловая дрель Fein WBP 10
- Код товара: 72055160000
- Выберите размер, который мы хотим сообщить
7
5 Вы о:
- Выберите размер, который мы хотим сообщить
Угловая дрель Fein WBP 10
Угловая дрель Fein WBP 10 — чрезвычайно удобный прибор , небольшого размера, , предназначенный для работы в труднодоступных местах. Благодаря использованию двигателя , высокой мощности и стабильности скорости подача с постоянной частотой обеспечивается практически во всех приложениях.
Благодаря использованию двигателя , высокой мощности и стабильности скорости подача с постоянной частотой обеспечивается практически во всех приложениях.
Сверло Fein WBP 10 позволяет менять направление вращения вправо/влево для нарезания резьбы до M6 , а также обладает высокой точностью вращения, что делает его универсальным и гибким инструментом для любых ремонтных работ. Изделие имеет металлическую зубчатую головку и прецизионный сверлильный патрон, что обеспечивает точную работу, а использование удобной рукоятки FEIN и кабеля 5 м обеспечивают комфорт во время использования.Двигатель защищен кожухом в виде горшка, устойчивым к деформации, благодаря чему изделие обладает высокой прочностью .
Цена включает:
1 ключ для сверлильного патрона, 1 зубчатый патрон до Ø 10 мм.
Технические параметры:
| Вес в соответствии с EPTA: | 1,5 кг | |||||
. 500 W | ||||||
| Usable power: | 270 W | |||||
| Load speed: | 0-1 030 rpm | |||||
| Idle speed: | 0 – 1,830 rpm | |||||
| Крутящий момент при макс.Выходная мощность: | 8 нм | |||||
| Запуск крутящий момент: | 21 нм | |||||
| . | ||||||
| Деревянное бурение: | 25 мм | |||||
| Угол Размер: | 17 мм | |||||
| Высота Gear: | 2
User Reviews To to be able to rate продукт или добавить отзыв, вы должны быть.. |
Как нарезать резьбу, что для этого нужно
Резьба бывает внутренняя, и внешняя. Для внутренней потребуется такой инструмент, как метчик, для внешней плашка (называют иногда лерка), или клупп. Так же будет необходим, плашкодержатель или метчикодержатель.
Для внутренней потребуется такой инструмент, как метчик, для внешней плашка (называют иногда лерка), или клупп. Так же будет необходим, плашкодержатель или метчикодержатель.
Как правило, метчики продаются комплектами из 2 шт. Сначала резьбу проходят первым номером (имеет острый заход), затем вторым (чистовым), имеющим более тупой заход. Реже продаются штучные метчики, такие больше подходят для правки сбитой резьбы, для новой лучше брать комплектный метчик. Бывают как трубные метчики (обозначение «G» на метчике) для нарезания резьбы в трубе, так метрические (наиболее часто применимые).
Например, вам нужна внутренняя резьба в металлической детали М8 (8мм) для болта. Бука М обозначает, что резьба метрическая. Чтобы начать нарезать резьбу, нужно высверлить отверстие в необходимой вам детали. Какое же сверло брать? Потребуется сверло диаметром 6,8 мм. Почему именно оно? Каждый метчик имеет свой шаг (расстояние между витками резьбы). У метчика М8 он составляет 1,25. Формула проста: из диаметра нужной резьбы вычесть шаг резьбы. Т.е получается 8 — 1,25 = 6,75. Сверло 6.75 вы вряд ли найдете, поэтому возьмите 6,8 мм (допустимо). Для резьбы М10 потребуется сверло 8,5, т.к. шаг резьбы 1,5. И т.д.
Т.е получается 8 — 1,25 = 6,75. Сверло 6.75 вы вряд ли найдете, поэтому возьмите 6,8 мм (допустимо). Для резьбы М10 потребуется сверло 8,5, т.к. шаг резьбы 1,5. И т.д.
Таблица основных шагов резьбы:
М3 – 0,5
М4 – 0,7
М5 – 0,8
М6 – 1
М7 – 1
М8 – 1,25
М9 – 1,25
М10 – 1,5
М12 – 1,75
М14 – 2
М16 – 2
М18 – 2,5
М20 – 2,5
М22 – 2,5
М24 – 3
М30 – 3,5
После того как отверстие готово, нужно взять метчик, надежно закрепить его в метчикодержатель (есть с трещоткой и простой), и потихоньку вводить в отверстие, для лучшего нарезания можно добавить несколько капель бытового масла. Нарезку нужно производить по направлению часовой стрелки, потребуется определенное усилие.
Если вам необходима внешняя резьба, например, чтобы нарезать резьбу на трубе. Для этого существуют плашки и клуппы. Клуппы, в отличие от плашек, бывают только с трубной резьбой (измерение в дюймах), не метрической. Такой вид резьбы, как правило, используется в сантехнике (трубы, подводка, смесители). Им удобнее работать, нежели плашкой, сзади у клуппа есть специальный заход под трубу, т.е. взяли, надели на трубу и начали нарезать.
Такой вид резьбы, как правило, используется в сантехнике (трубы, подводка, смесители). Им удобнее работать, нежели плашкой, сзади у клуппа есть специальный заход под трубу, т.е. взяли, надели на трубу и начали нарезать.
Для клуппов есть специальный держатель-трещетка, для плашек такой не подойдет. Плашкой работать немного сложнее (у нее нет специального захода), очень важно ровно начать резьбу (первые витки). Для этого на трубе делают небольшую фаску (снимают слой металла) напильником, после чего аккуратно режут, подобрав нужный размер плашки и установив ее в плашкодержатель. Если вы не знаете точного размера, измерьте диаметр детали штангенциркулем. Какого размера будет труба, такая плашка и потребуется. Для трубы 16мм — плашка М16. Если вы нарезаете на трубе под сантехнику, то и плашка нужна трубная. Есть несколько размеров труб: 1/2, 3/4, 1, 1 1/4 — это самые ходовые размеры. Также есть 1 1/2 и 2 дюйма.
Плашкодержатели бывают с функцией трещотки и простые. С трещоткой работать намного удобнее, особенно, когда деталь располагается рядом со стеной (например труба), не нужно постоянно переставлять плашкодержатель. Но стоимость такого намного выше, раза в 2,5-3. Как правило, держатели бывают сразу под несколько размеров плашек. Например: ½ дюйма ¾ и 1 дюйм.
Но стоимость такого намного выше, раза в 2,5-3. Как правило, держатели бывают сразу под несколько размеров плашек. Например: ½ дюйма ¾ и 1 дюйм.
Помимо основных шагов резьбы, есть нестандартные. Например резьба М8 может иметь шаг 1,25 (основной) так и единицу, 0,75 0,5 (очень мелкая резьба). Нестандартный шаг может быть только меньше основного, никак не больше.
Что касается качества стали, из которой метчик изготовлен. Она бывает быстрорежущая, имеет чаще всего маркировку Р6М5, реже Р18. Такой метчик очень прочный и долго служит. Также бывает углеродистая сталь, как правило, метчик, изготовленный из такого материала, никак не маркируется. Он также твердый, но хрупкий. При нарезании резьбы в твердом металле может просто обломиться внутри заготовки. Доставать обломленный метчик очень непросто, для этого потребуется специальный инструмент (экстрактор). Также возможно достать метчиком с левой резьбой. Кроме всего придется высверливать отверстие в обломленном метчике, для чего понадобится качественное сверло (достать такое очень непросто), возможно даже твердосплавное. Так что, если предстоит нарезать в твердом металле, лучше не рисковать и купить качественный метчик. Стоимость его в 2-3 раза выше. Если же нарезать придется в не очень твердом металле, либо в цветном, тогда без проблем решит вопросы дешевый углеродистый метчик. Он так же подойдет для того, чтобы пройти сбитую резьбу, так скажем немного поправить ее. То же самое можно сказать и о качестве плашек.
Так что, если предстоит нарезать в твердом металле, лучше не рисковать и купить качественный метчик. Стоимость его в 2-3 раза выше. Если же нарезать придется в не очень твердом металле, либо в цветном, тогда без проблем решит вопросы дешевый углеродистый метчик. Он так же подойдет для того, чтобы пройти сбитую резьбу, так скажем немного поправить ее. То же самое можно сказать и о качестве плашек.
Метчики для сквозных отверстий (гаечные) заметно длиннее, примерно в 2 раза. Необходимы там, где обычной стандартной длины недостаточно. Продаются только штучно,комплектных не бывает.
Существуют и другие виды резьбы: такие как коническая (обозначение «K» латинская на плашке), трубная коническая («Rc»). Это достаточно специфические резьбы, в быту они как правило не применяются.
Приобрести резьбонарезной инструмент в наше время достаточно несложно, как в простых строительных магазинах, так и через сеть интернет.
Как правильно подобрать сверло под резьбу для метчиков − таблицы диаметров и рекомендации
Как правильно подобрать сверло под резьбу − рекомендации и возможные проблемы
В статье вы найдете таблицы с диаметрами отверстий под популярную резьбу – для метрических, трубных метчиков, UNC/UNF, трапецеидальных метчиков, а также для бесстружечных метчиков-раскатников. Информация представлена для основного шага и мелкого.
Информация представлена для основного шага и мелкого.
Также затронем основные нюансы, которые могут возникнуть при подборе подходящего инструмента для чернового отверстия.
Особенности выбора диаметра сверла под метчик:
- Выбирайте сверло, подходящее под обрабатываемый материал. Как правило, для большинства резьбонарезных операций достаточно инструмента из быстрорежущей стали с добавлением кобальта. Для твердых, сложных материалов рекомендуем использовать твердосплавные сверла.
- Предварительное отверстие нужно дополнительно обработать зенковкой, сделать фаску. Это нужно для лучшего центрирования метчика, а также для дальнейшего лучшего захода в резьбу болтов, шпилек и т.д.
- Учитывайте свойства обрабатываемого материала. У хрупких и твердых металлов и у мягких и вязких значения диаметр отверстия будет отличаться. Например, D сверла под резьбу М8 в мягких материалах будет 6.8 мм, а для твердых металлов рекомендуется уже брать инструмент D 6. 7 мм. К этой статье мы прикрепили документы с ГОСТ по отверстиям для резьбы. Там указаны размеры отверстий разной точности, а также предельные отклонения диаметров. Кроме того, приведены особенности и диаметры отверстий для резьбонарезания в мягких и вязких материалах. Если у Вас повышенные требования к получаемой резьбе, то стоит внимательно изучить прилагаемые документы. Если же не предъявляются повышенные требования по точности и качеству, то можно воспользоваться рекомендуемыми ниже таблицами.
- Для хрупких металлов (чугун) размеры черновых отверстий нужно уменьшить на одну десятую миллиметра от рекомендованных.
- Диаметры отверстий под обычные метчики и раскатники отличаются, даже если это один и тот же размер и шаг резьбы (таблицу для бесстружечных метчиков вы найдете ниже в статье).
- Все рекомендации отражены в ГОСТах, в специальных таблицах, придерживаясь которых можно получить качественную резьбу и свести к минимуму поломку метчиков.
 7 мм. К этой статье мы прикрепили документы с ГОСТ по отверстиям для резьбы. Там указаны размеры отверстий разной точности, а также предельные отклонения диаметров. Кроме того, приведены особенности и диаметры отверстий для резьбонарезания в мягких и вязких материалах. Если у Вас повышенные требования к получаемой резьбе, то стоит внимательно изучить прилагаемые документы. Если же не предъявляются повышенные требования по точности и качеству, то можно воспользоваться рекомендуемыми ниже таблицами.
7 мм. К этой статье мы прикрепили документы с ГОСТ по отверстиям для резьбы. Там указаны размеры отверстий разной точности, а также предельные отклонения диаметров. Кроме того, приведены особенности и диаметры отверстий для резьбонарезания в мягких и вязких материалах. Если у Вас повышенные требования к получаемой резьбе, то стоит внимательно изучить прилагаемые документы. Если же не предъявляются повышенные требования по точности и качеству, то можно воспользоваться рекомендуемыми ниже таблицами.Внутренняя метрическая резьба
Естественно, для того чтобы резьбовое соединение было применено, должны сочетаться две резьбы, нарезанные в соответствующих местах соединяемых деталей:
- внешняя — на болте или шпильке;
- внутренняя — в гайке или теле детали.
В детали, в которой будет применяться внутренняя резьба М10, отверстие должно быть высверлено с учетом длинны и шага. Этот диаметр зачастую легко вычислить, имея элементарные знания в математике и даже не имея под рукой таблиц со стандартными значениями, поскольку принятый в метрической системе стандарт для резьбы имеет угол вершины профиля 60 градусов.
Правила равнобедренного треугольника и теорема Пифагора позволят с легкостью определить, что высота резьбы с шагом 1 миллиметр будет равна 0,866 миллиметра. Таким образом, отверстие, в котором будет создаваться М10-резьба, должно составлять не менее 8,268 мм:
10 – 0,866 – 0,866 = 0,8268
Поскольку резьба находится с двух сторон от оси сверления, высоту резьбы отнимаем от внешнего диаметра два раза.
Диаметр предварительного отверстия для метрических метчиков
Итак, рассмотрим ГОСТы для метрической резьбы, получаемой стандартными метчиками.
Наиболее популярные размеры: М3, М4, М5, М6, М8, М10 и М12, с основным шагом.
Краткая таблица для самых популярных размеров метрической резьбы с крупным шагом:
| Метчик (резьба/основной шаг) | Диаметр отверстия (⌀ сверла), мм |
| М3х0.5 | 2.5 |
| М4х0.7 | 3.3 |
| М5х0.8 | 4.2 |
| М6х.1.0 | 5.0 |
| М8х1.25 | 6.8 |
| М10х1.5 | 8.5 |
| М12х1.75 | 10.2 |
| М14х2.0 | 12.0 |
| М16х2.0 | 14.0 |
| М18х2.5 | 15.4-15.6 |
| М20х2.5 | 17.4-17.6 |
Подробная Таблица размеров сверла под метрическую резьбу основной шаг (DIN 13/ГОСТ 24705):
| М | Шаг, мм | Внутр. диаметр резьбы гайки, мм диаметр резьбы гайки, мм(доп. по ISO2 — 6H) | D сверла, мм (по DIN336) |
| 1 | 0,25 | *0,774 | 0,75 |
| 1,1 | 0,25 | *0,874 | 0,85 |
| 1,2 | 0,25 | *0,974 | 0,95 |
| 1,4 | 0,3 | *1,128 | 1,1 |
| 1,6 | 0,35 | 1,321 | 1,25 |
| 1,8 | 0,35 | 1,521 | 1,45 |
| 2 | 0,4 | 1,679 | 1,6 |
| 2,2 | 0,45 | 1,838 | 1,75 |
| 2,5 | 0,45 | 2,138 | 2,05 |
| 3 | 0,5 | 2,599 | 2,5 |
| 3,5 | 0,6 | 3,010 | 2,9 |
| 4 | 0,7 | 3,422 | 3,3 |
| 4,5 | 0,75 | 3,878 | 3,7 |
| 5 | 0,8 | 4,334 | 4,2 |
| 6 | 1 | 5,153 | 5,0 |
| 7 | 1 | 6,153 | 6,0 |
| 8 | 1,25 | 6,912 | 6,8 |
| 9 | 1,25 | 7,912 | 7,8 |
| 10 | 1,5 | 8,676 | 8,5 |
| 11 | 1,5 | 9,676 | 9,5 |
| 12 | 1,75 | 10,441 | 10,2 |
| 14 | 2 | 12,210 | 12,0 |
| 16 | 2 | 14,210 | 14,0 |
| 18 | 2,5 | 15,744 | 15,5 |
| 20 | 2,5 | 17,744 | 17,5 |
| 22 | 2,5 | 19,744 | 19,5 |
| 24 | 3 | 21,252 | 21,0 |
| 27 | 3 | 24,252 | 24,0 |
| 30 | 3,5 | 26,771 | 26,5 |
| 33 | 3,5 | 29,771 | 29,5 |
| 36 | 4 | 32,270 | 32,0 |
| 39 | 4 | 35,270 | 35,0 |
| 42 | 4,5 | 37,799 | 37,5 |
| 45 | 4,5 | 40,799 | 40,5 |
| 48 | 5 | 43,297 | 43,0 |
| 52 | 5 | 47,297 | 47,0 |
| 56 | 5,5 | 50,796 | 50,5 |
| 60 | 5,5 | 54,796 | 54,5 |
| 64 | 6 | 58,305 | 58,0 |
| 68 | 6 | 62,305 | 62,0 |
*Поле допуска по ISO1 – 4H.
Подробная Таблица размеров сверла под метрическую резьбу мелкий шаг (DIN 13/ГОСТ 24705):
| МхШаг | Внутр. диаметр резьбы гайки, мм (доп. по ISO2 — 6H) | D сверла, мм (по DIN336) | МхШаг | Внутр. диаметр резьбы гайки, мм (доп. по ISO2 — 6H) | D сверла, мм (по DIN336) | |
| 2×0,25 | *1,774 | 1,75 | 24×1 | 23,153 | 23 | |
| 2,2×0,25 | *1,974 | 1,95 | 24×1,5 | 22,676 | 22,5 | |
| 2,3×0,25 | 2,071 | 2,05 | 24×2 | 22,210 | 22 | |
| 2,5×0,35 | *2,184 | 2,15 | 25×1 | 24,153 | 24 | |
| 2,6×0,35 | 2,252 | 2,2 | 25×1,5 | 23,676 | 23,5 | |
| 3×0,35 | *2,684 | 2,65 | 26×1,5 | 24,676 | 24,5 | |
| 3,5×0,35 | *3,184 | 3,15 | 27×1,5 | 25,676 | 25,5 | |
| 4×0,35 | *3,684 | 3,65 | 27×2 | 25,210 | 25,0 | |
| 4×0,5 | 3,599 | 3,5 | 28×1,5 | 26,676 | 26,5 | |
| 5×0,5 | 4,599 | 4,5 | 28×2 | 26,210 | 26,0 | |
| 6×0,5 | 5,599 | 5,5 | 30×1 | 29,153 | 29,0 | |
| 6×0,75 | 5,378 | 5,2 | 30×1,5 | 28,676 | 28,5 | |
| 7×0,75 | 6,378 | 6,2 | 30×2 | 28,210 | 28,0 | |
| 8×0,5 | 7,599 | 7,5 | 32×1,5 | 30,676 | 30,5 | |
| 8×0,75 | 7,378 | 7,2 | 33×1,5 | 31,676 | 31,5 | |
| 8×1 | 7,153 | 7,0 | 33×2 | 31,210 | 31,0 | |
| 9×0,75 | 8,378 | 8,2 | 34×1,5 | 32,676 | 32,5 | |
| 9×1 | 8,153 | 8,0 | 35×1,5 | 33,676 | 33,5 | |
| 10×0,5 | 9,599 | 9,5 | 36×1,5 | 34,676 | 34,5 | |
| 10×0,75 | 9,378 | 9,2 | 36×2 | 34,210 | 34,0 | |
| 10×1 | 9,153 | 9,0 | 36×3 | 33,252 | 33,0 | |
| 10×1,25 | 8,912 | 8,8 | 38×1,5 | 36,676 | 36,5 | |
| 11×1 | 10,153 | 10,0 | 39×1,5 | 37,676 | 37,5 | |
| 12×0,75 | 11,378 | 11,2 | 39×2 | 37,210 | 37,0 | |
| 12×1 | 11,153 | 11,0 | 39×3 | 36,252 | 36,0 | |
| 12×1,25 | 10,912 | 10,8 | 40×1,5 | 38,676 | 38,5 | |
| 12×1,5 | 10,676 | 10,5 | 40×2 | 38,210 | 38,0 | |
| 13×1 | 12,153 | 12,0 | 40×3 | 37,252 | 37,0 | |
| 14×1 | 13,153 | 13,0 | 42×1,5 | 40,676 | 40,5 | |
| 14×1,25 | 12,912 | 12,8 | 42×2 | 40,210 | 40,0 | |
| 14×1,5 | 12,676 | 12,5 | 42×3 | 39,252 | 39,0 | |
| 15×1 | 14,153 | 14,0 | 45×1,5 | 43,676 | 43,5 | |
| 15×1,5 | 13,676 | 13,5 | 45×2 | 43,210 | 43,0 | |
| 16×1 | 15,153 | 15,0 | 45×3 | 42,252 | 42,0 | |
| 16×1,5 | 14,676 | 14,5 | 48×1,5 | 46,676 | 46,5 | |
| 18×1 | 17,153 | 17,0 | 48×2 | 46,210 | 46,0 | |
| 18×1,5 | 16,676 | 16,5 | 48×3 | 45,252 | 45,0 | |
| 18×2 | 16,210 | 16,0 | 50×1,5 | 48,676 | 48,5 | |
| 20×1 | 19,153 | 19,0 | 50×2 | 48,210 | 48,0 | |
| 20×1,5 | 18,676 | 18,5 | 50×3 | 47,252 | 47,0 | |
| 20×2 | 18,210 | 18,0 | 52×1,5 | 50,676 | 50,5 | |
| 22×1 | 21,153 | 21,0 | 52×2 | 50,210 | 50,0 | |
| 22×1,5 | 20,676 | 20,5 | 52×3 | 49,252 | 49,0 | |
| 22×2 | 20,210 | 20,0 | 63×1,5 | 61,676 | 61,5 |
*Поле допуска по ISO1 – 4H.
Обратите внимание! Также есть еще один быстрый способ, так называемый «дедовский метод», по нему можно быстро подобрать сверло под метчик без таблиц. Для этого надо вычесть из номинального диаметра резьбы его шаг.
Рассмотрим способ на примере. Допустим, вам необходимо нарезать резьбу М10х1.5.
- Номинальный диаметр резьбы 10 мм.
- Шаг 1.5 мм.
- Вычитаем из первого значения второе: 10-1.5=8.5 мм.
- Диаметр сверла равен 8.5 мм.
Допускается округлять значение до большего. Например, 9.75 округлить до 9.8. Но это будет приблизительное значение, «дедовский» метод подойдет больше для бытовых нужд. Для производственных задач рекомендуется ориентироваться по таблицам, ГОСТам, с учетом допусков и особенностей обрабатываемого материала.
ОСНОВНЫЕ ПОЛОЖЕНИЯ СИСТЕМЫ ДОПУСКОВ
1.1. Обозначения, принятые в настоящем стандарте, приведены в табл. 1:
Таблица 1
| Обозначение | Наименование |
| d | Наружный диаметр наружной резьбы (болта) |
| d1 | Внутренний диаметр наружной резьбы |
| d2 | Средний диаметр наружной резьбы |
| D | Наружный диаметр внутренней резьбы (гайки) |
| D1 | Внутренний диаметр внутренней резьбы |
| D2 | Средний диаметр внутренней резьбы |
| P | Шаг резьбы |
| H | Высота исходного треугольника |
| R min | Наименьший радиус впадины наружной резьбы |
| S | Длины свинчивания группы короткие |
| N | Длины свинчивания группы нормальные |
| L | Длины свинчивания группы длинные |
| Td ; | Допуски диаметров d , |
| es | Верхнее отклонение диаметров наружной резьбы |
| ES | Верхнее отклонение диаметров внутренней резьбы |
| ei | Нижнее отклонение диаметров наружной резьбы |
| EI | Нижнее отклонение диаметров внутренней резьбы |
1. 2. Система допусков резьбы предусматривает:
допуски диаметров резьбы;
положения полей допусков диаметров резьбы;
классификацию длин свинчивания;
поля допусков резьбы и их выбор с учетом длин свинчивания.
1.3. Схемы полей допусков наружной и внутренней резьбы в посадках с зазором приведены на черт. 1.
Черт. 1
Отклонения отсчитываются от номинального профиля резьбы в направлении, перпендикулярном оси резьбы.
1.4. Допуски диаметров резьбы устанавливаются по степеням точности, обозначаемыми цифрами. Степени точности диаметров резьбы приведены в табл. 2.
Допуски диаметров d
и
D
не устанавливаются.
Допуски среднего диаметра резьбы являются суммарными.
Таблица 2
| Вид резьбы | Диаметр резьбы | Степень точности |
| Наружная резьба | d | 4; 6; 8 |
| d2 | 3; 4; 5; 6; 7; 8; 9; 10* | |
| Внутренняя резьба | D2 | 4; 5; 6; 7; 8; 9* |
| D1 | 4; 5; 6; 7; 8 |
* Только для резьб на деталях из пластмасс.
1.5. Положение поля допуска диаметра резьбы определяется основным отклонением (верхним es для наружной резьбы и нижним EI для внутренней) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней.
Положения полей допусков приведены на черт. 1 и в табл. 3.
Таблица 3
| Вид резьбы | Диаметр резьбы | Степень точности |
| Наружная резьба | d | d; е; f; g; h |
| d2 | d; е; f; g; h | |
| Внутренняя резьба | D2 | Е; F; G; H |
| D1 | Е; F; G; H |
Примечания:
1. Верхнее отклонение диаметра d1
должно соответствовать основному отклонению диаметра
d2.
2. Нижнее отклонение диаметра D
должно соответствовать основному отклонению диаметра
D2
.
3. Основные отклонения Е и F установлены только для специального применения при значительных толщинах слоя защитного покрытия.
1.6. Длины свинчивания подразделяются на три группы: короткие S
, нормальные
N
и длинные
L.
1.7. Поле допуска диаметра резьбы образуется сочетанием допуска и основного отклонения. Поле допуска резьбы образуется сочетанием поля допуска среднего диаметра с полем допуска диаметра выступов (диаметров d
или
D1
).
1.8. Расчетные формулы и правила округления числовых значений допусков, основных отклонений и длин свинчивания приведены в приложении 1.
Как подобрать сверло под метчики-раскатники (бесстружечные)
Выбор сверла под раскатники, которые используются для выдавливания резьбы, имеет свои особенности. Деформация металла происходит как в направлении оси отверстия, так и в противоположном. Поэтому черновое отверстие под раскатку обычно сверлится большего размера, чем под нарезку со стружкой.
Например, для нарезания М8 с шагом 1.25 нужно взять инструмент диаметром 6. 8 мм, а для получения М8х1.25 раскатыванием (выдавливанием) нужно просверлить черновое отверстие ⌀ 7.45 мм.
Сначала рассмотрим метрические бесстружечные метчики.
Таблица размеров отверстий под раскатники метрическая резьба крупный шаг (DIN 13/ГОСТ 24705):
| М | (доп. по ISO2 — 7H) | ||||
| 1 | 0,25 | *0,785 | 0,89 | 0,91 | 0,9 |
| 1,1 | 0,25 | *0,885 | 0,99 | 1,01 | 1,0 |
| 1,2 | 0,25 | *0,985 | 1,09 | 1,11 | 1,1 |
| 1,4 | 0,3 | *1,142 | 1,24 | 1,27 | 1,25 |
| 1,6 | 0,35 | *1,321 | 1,44 | 1,48 | 1,45 |
| 1,8 | 0,35 | *1,521 | 1,66 | 1,68 | 1,67 |
| 2,0 | 0,4 | *1,679 | 1,84 | 1,86 | 1,85 |
| 2,2 | 0,45 | **1,838 | 2,02 | 2,04 | 2,03 |
| 2,5 | 0,45 | *2,138 | 2,30 | 2,34 | 2,3 |
| 3 | 0,5 | 2,639 | 2,79 | 2,82 | 2,8 |
| 3,5 | 0,6 | 3,050 | 3,24 | 3,28 | 3,25 |
| 4 | 0,7 | 3,466 | 3,69 | 3,73 | 3,7 |
| 4,5 | 0,75 | 3,924 | 4,16 | 4,2 | 4,2 |
| 5 | 0,8 | 4,384 | 4,64 | 4,68 | 4,65 |
| 6 | 1 | 5,217 | 5,51 | 5,59 | 5,55 |
| 7 | 1 | 6,217 | 6,55 | 6,6 | 6,55 |
| 8 | 1,25 | 6,982 | 7,41 | 7,48 | 7,45 |
| 9 | 1,25 | 7,982 | 8,41 | 8,48 | |
| 10 | 1,5 | 8,751 | 9,28 | 9,37 | 9,35 |
| 11 | 1,5 | 9,751 | 10,28 | 10,37 | |
| 12 | 1,75 | 10,531 | 11,16 | 11,25 | 11,2 |
| 14 | 2 | 12,310 | 13,02 | 13,14 | 13,1 |
| 16 | 2 | 14,310 | 15,02 | 15,14 | 15,1 |
| 18 | 2,5 | 15,854 | 16,75 | 16,89 | 16,9 |
| 20 | 2,5 | 17,854 | 18,75 | 18,89 | 18,9 |
*Поле допуска по ISO1 – 5H. **Поле допуска по ISO2 – 6H.
Таблица диаметров отверстий под метчики-раскатники метрическая резьба мелкий шаг (DIN 13/ГОСТ 24705):
| МхШаг | (доп. по ISO2 — 7H) | |||
| 2×0,25 | *1,785 | 1,9 | 1,91 | |
| 2,2×0,25 | *1,985 | 2,1 | 2,11 | |
| 2,3×0,25 | *2,071 | 2,2 | 2,21 | |
| 2,5×0,35 | 2,201 | 2,36 | 2,38 | 2,37 |
| 2,6×0,35 | 2,252 | 2,46 | 2,48 | 2,47 |
| 3×0,35 | *2,701 | 2,87 | 2,89 | 2,88 |
| 3,5×0,35 | *3,201 | 3,37 | 3,39 | 3,38 |
| 4×0,35 | *3,701 | 3,87 | 3,89 | |
| 4×0,5 | 3,639 | 3,79 | 3,82 | 3,8 |
| 5×0,5 | 4,639 | 4,79 | 4,82 | 4,8 |
| 6×0,5 | **5,599 | 5,8 | 5,83 | 5,8 |
| 6×0,75 | 5,424 | 5,63 | 5,7 | 5,7 |
| 7×0,75 | 6,424 | 6,67 | 6,72 | 6,7 |
| 8×0,5 | **7,599 | 7,8 | 7,83 | |
| 8×0,75 | 7,424 | 7,67 | 7,72 | 7,7 |
| 8×1 | 7,217 | 7,51 | 7,6 | 7,55 |
| 9×0,75 | 8,424 | 8,67 | 8,72 | 8,7 |
| 9×1 | 8,217 | 8,55 | 8,6 | 8,6 |
| 10×0,5 | **9,599 | 9,8 | 9,83 | 9,8 |
| 10×0,75 | 9,424 | 9,67 | 9,72 | 9,7 |
| 10×1 | 9,217 | 9,51 | 9,6 | 9,55 |
| 10×1,25 | 8,982 | 9,41 | 9,48 | 9,45 |
| 11×1 | 10,217 | 10,55 | 10,6 | 10,6 |
| 12×1 | 11,217 | 11,52 | 11,61 | 11,55 |
| 12×1,25 | 10,982 | 11,43 | 11,5 | 11,45 |
| 12×1,5 | 10,751 | 11,29 | 11,38 | 11,35 |
| 14×1 | 13,217 | 13,55 | 13,61 | 13,6 |
| 14×1,25 | 12,982 | 13,43 | 13,5 | 13,45 |
| 14×1,5 | 12,751 | 13,29 | 13,38 | 13,35 |
| 15×1 | 14,217 | 14,55 | 14,61 | 14,6 |
| 15×1,5 | 13,751 | 14,26 | 14,36 | 14,35 |
| 16×1 | 15,217 | 15,55 | 15,61 | 15,6 |
| 16×1,5 | 14,751 | 15,29 | 15,38 | 15,35 |
| 18×1 | 17,217 | 17,55 | 17,61 | 17,6 |
| 18×1,5 | 16,751 | 17,29 | 17,38 | 17,35 |
| 18×2 | 16,310 | 17,02 | 17,14 | 17,1 |
| 20×1 | 19,217 | 19,55 | 19,61 | 19,6 |
| 20×1,5 | 18,751 | 19,29 | 19,38 | 19,35 |
| 20×2 | 18,310 | 19,02 | 19,14 | 19,1 |
| 22×1,5 | 20,751 | 21,26 | 21,36 | |
| 22×2 | 20,310 | 21 | 21,15 | |
| 24×1,5 | 22,751 | 23,26 | 23,38 | |
| 24×2 | 22,310 | 23,01 | 23,16 | 23,1 |
*Поле допуска по ISO1 – 5H. **Поле допуска по ISO2 – 6H.
Теперь разберем раскатники для дюймовой (трубной) резьбы.
Таблица диаметров под метчики-раскатники трубная резьба Витворта (DIN ISO 228/1):
| G | Число ниток на дюйм | |||||
| G 1/16″ | 28 | 7,723 | 6,843 | 7,24 | 7,32 | |
| G 1/8″ | 28 | 9,728 | 8,848 | 9,24 | 9,32 | 9,25 |
| G 1/4″ | 19 | 13,157 | 11,890 | 12,48 | 12,56 | 12,55 |
| G 3/8″ | 19 | 16,662 | 15,395 | 15,99 | 16,06 | 16,06 |
| G 1/2″ | 14 | 20,955 | 19,172 | 20,02 | 20,12 | 20,05 |
| G 5/8″ | 14 | 22,911 | 21,128 | 21,97 | 22,07 | |
| G 3/4″ | 14 | 26,441 | 24,658 | 25,5 | 25,6 | |
| G 7/8″ | 14 | 30,201 | 28,418 | 29,26 | 29,36 | |
| G1″ | 11 | 33,249 | 30,931 | 32,05 | 32,18 | |
| G 1 1/8″ | 11 | 37,897 | 35,579 | 36,7 | 36,83 | |
| G 1 1/4″ | 11 | 41,910 | 39,592 | 40,72 | 40,84 | |
| G 1 3/8″ | 11 | 44,323 | 42,005 | 43,13 | 43,26 | |
| G 1 1/2″ | 11 | 47,803 | 45,485 | 46,61 | 46,74 | |
| G 1 3/4″ | 11 | 53,746 | 51,428 | 52,55 | 52,68 | |
| G 2″ | 11 | 59,614 | 57,296 | 58,42 | 58,55 |
ФОРМА ВПАДИНЫ РЕЗЬБЫ
6. 1. Реальный профиль впадины наружной резьбы ни в одной точке не должен выходить за линию плоского среза на расстоянии от вершины исходного треугольника.
6.2. При закругленной форме впадины наружной резьбы радиус кривизны реального профиля ни в одной точке не должен быть менее 0,1Р
(черт. 2).
Числовые значения наименьших радиусов закругления впадины наружной резьбы (R
min) должны соответствовать указанным в табл. 9.
Черт. 2
6.3. При высоких требованиях к прочности резьбы может устанавливаться наименьший радиус кривизны реального профиля впадины наружной резьбы R
min=0,125
Р
(табл. 9).
Таблица 9
мм
| Шаг Р | R min=0,1 | R min=0,125 | Шаг Р | R min=0,1 | R min=0,125 | Шаг Р | R min=0,1 | R min=0,125 |
| 0,2 | 0,020 | 0,025 | 0,75 | 0,075 | 0,094 | 3,5 | 0,350 | 0,438 |
| 0,25 | 0,025 | 0,031 | 0,8 | 0,080 | 0,100 | 4 | 0,400 | 0,500 |
| 0,3 | 0,030 | 0,038 | 1 | 0,100 | 0,125 | 4,5 | 0,450 | 0,562 |
| 0,35 | 0,035 | 0,044 | 1,25 | 0,125 | 0,156 | 5 | 0,500 | 0,625 |
| 0,4 | 0,040 | 0,050 | 1,5 | 0,150 | 0,188 | 5,5 | 0,550 | 0,688 |
| 0,45 | 0,045 | 0,056 | 1,75 | 0,175 | 0,219 | 6 | 0,600 | 0,750 |
| 0,5 | 0,050 | 0,062 | 2 | 0,200 | 0,250 | |||
| 0,6 | 0,060 | 0,075 | 2,5 | 0,250 | 0,312 | |||
| 0,7 | 0,070 | 0,088 | 3 | 0,300 | 0,375 |
6. 4. При плокосрезанной форме впадины наружной резьбы реальный профиль впадины следует располагать между линиями плоского среза на расстоянии и от вершины исходного треугольника (черт. 3).
6.5. Реальный профиль впадины внутренней резьбы ни в одной точке не должен выходить за линию плоского среза на расстоянии от вершины исходного треугольника (черт. 4).
Черт. 3
Черт. 4
Диаметры сверл для трубных (дюймовых) метчиков
Таблица размеров предварительных отверстий для трубной резьбы:
| G | Шаг резьбы, мм | Число ниток на 1 дюйм | ⌀ сверла под резьбу, мм | ⌀ отверстия под резьбу, мм | ||
| Номинальный | Предельные отклонения для классов точности | |||||
| A | B | |||||
| G1/8 | 0. 907 | 28 | 8.7 | 8.62 | +0.1 | +0.2 |
| G1/4 | 1.337 | 19 | 11.5 | 11.5 | +0.12 | +0.25 |
| G3/8 | 1.337 | 19 | 15 | 15 | +0.12 | +0.25 |
| G1/2 | 1.814 | 14 | 18.75 | 18.68 | +0.14 | +0.28 |
| G5/8 | 1.814 | 14 | 20.75 | 20.64 | +0.14 | +0.28 |
| G3/4 | 1.814 | 14 | 24.25 | 24.17 | +0.14 | +0.28 |
| G7/8 | 1.814 | 14 | 28 | 27.93 | +0.14 | +0.28 |
| G1 | 2.309 | 11 | 30.5 | 30.34 | +0.18 | +0.36 |
| G1 1/8 | 2.309 | 11 | 35 | 35 | +0.18 | +0.36 |
| G1 1/4 | 2.309 | 11 | 39 | 39 | +0. 18 | +0.36 |
| G1 3/8 | 2.309 | 11 | 41.5 | 41.41 | +0.18 | +0.36 |
| G1 1/2 | 2.309 | 11 | 45 | 44.9 | +0.18 | +0.36 |
| G1 3/4 | 2.309 | 11 | 51 | 50.84 | +0.18 | +0.36 |
| G2 | 2.309 | 11 | — | 56.7 | +0.18 | +0.36 |
| G2 1/4 | 2.309 | 11 | — | 62.8 | +0.22 | +0.43 |
| G2 1/2 | 2.309 | 11 | — | 72.27 | +0.22 | +0.43 |
| G2 3/4 | 2.309 | 11 | — | 78.62 | +0.22 | +0.43 |
| G3 | 2.309 | 11 | — | 84.97 | +0.22 | +0.43 |
| G3 1/4 | 0.907 | 11 | — | 91.07 | +0.22 | +0.43 |
| G3 1/2 | 1. 337 | 11 | — | 97.42 | +0.22 | +0.43 |
| G3 3/4 | 1.337 | 11 | — | 103. 77 | +0.22 | +0.43 |
| G4 | 1.814 | 11 | — | 110. 12 | +0.22 | +0.43 |
| G4 1/2 | 1.814 | 11 | — | 122. 82 | +0.22 | +0.43 |
| G5 | 1.814 | 11 | — | 135. 52 | +0.22 | +0.43 |
| G5 1/2 | 1.814 | 11 | — | 148. 22 | +0.22 | +0.43 |
| G6 | 2.309 | 11 | — | 160. 92 | +0.22 | +0.43 |
Как подобрать сверла под метчики UNC/UNF
Дюймовая цилиндрическая резьба UNC (крупная) и UNF (мелкая) менее распространена в России, профиль ее аналогичен метрической 60°, но размер считается в дюймах.
Таблица диаметров отверстий под наиболее распространенную американскую резьбу UNC/UNF:
| Дюймовая резьба UNC | |||||||||||||||
| Резьба х Ниток на дюйм | Диаметр сверла, мм | Резьба х Ниток на дюйм | Диаметр сверла, мм | ||||||||||||
| 1/4х20 | 5. 1 | 7/8х9 | 19.5 | ||||||||||||
| 5/16х18 | 6.5 | 1х8 | 22.25 | ||||||||||||
| 3/8х16 | 8 | 1 1/8х7 | 25 | ||||||||||||
| 7/16х14 | 9.4 | 1 1/4х7 | 28.25 | ||||||||||||
| 1/2х13 | 10.8 | 1 3/8х6 | 30.75 | ||||||||||||
| 9/16х12 | 12.2 | 1 1/2х6 | 34 | ||||||||||||
| 5/8х11 | 13.6 | 1 3/4х5 | 39.5 | ||||||||||||
| 3/4х10 | 16.5 | 2х4 | 45 | ||||||||||||
пп
| Дюймовая мелкая резьба UNF | |||||||||||||||
| Резьба х ниток на дюйм | ⌀ сверла, мм | Резьба х ниток на дюйм | ⌀ сверла, мм | ||||||||||||
| 1/4х28 | 5. 5 | 3/4х16 | 17.5 | ||||||||||||
| 5/16х24 | 6.9 | 7/8х14 | 20.5 | ||||||||||||
| 3/8х24 | 8.5 | 1х12 | 23.25 | ||||||||||||
| 7/16х20 | 9.9 | 1 1/8х12 | 26.5 | ||||||||||||
| 1/2х20 | 11.5 | 1 1/4х12 | 29.75 | ||||||||||||
| 9/16х18 | 12.9 | 1 3/8х12 | 33 | ||||||||||||
| 5/8х18 | 14.5 | 1 1/2х12 | 36 | ||||||||||||
Конец таблицы
Применение
Метрическая резьба широко распространена в странах бывшего советского союза. Используется для нанесения как на внутренние, так и наружные плоскости крепежных элементов. Обычно применяется для крепежа металлоконструкций различного типа. Для этих целей изготавливаются разнообразные болты (анкерные и обычные) и другие типы крепежей. Особо назначение она нашла в машиностроении, возведении инженерных коммуникаций, особенно в сантехнической сфере. Большинство фитингов для труб и емкостей производятся с нанесением резьбы такого типа.
Чаще всего такой тип резьбы наносится на предметы цилиндрической формы. Но в некоторых случаях, когда нужно добиться герметичности, используют коническую форму. Такая форма, с нанесенной метрической резьбой, позволяет добиться максимальной герметичности, даже без использования дополнительных уплотнительных средств. Чаще всего применяется для монтажа трубопроводов.
Читать также: Плата управления зарядным устройством
Как нарезать резьбу метчиком: технология нарезки, таблица отверстий
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Как нарезать наружную резьбу при помощи плашки
Для нарезки наружной резьбы вручную применяется специальный инструмент — плашкодержатель с плашками различного диаметра.
Плашкодержатель с плашками под различный диаметр
В труднодоступных местах, например возле стен, используется плашкодержатель с трещоткой.
Подбор плашки
Номинальный диаметр резьбы — диаметр в вершинах треугольников резьбы. Плашка срезает металл, образуя впадины и оставляя нетронутыми вершины, тем самым и стержень и плашка должны быть одинакового диаметра. Диметр резьбы, к примеру, — М3 — это «М» — метрическая резьба, а число — номинальный диаметр резьбы в мм. Соответственно, что бы нарезать резьбу на 3 мм стержне, берём плашку М3. Замеры стержня выполняются штангенциркулем.
Что бы плашка лучше врезалась в стержень с его торца срезают фаску.
Принцип нарезки резьбы плашкой
Для крепления заготовки понадобятся тиски. Заготовка прочно закрепляется в тисках и смазывается машинным маслом для более лёгкого хода плашки, уменьшения трения и износа инструмента.
При нарезке резьбы плашкой нужно избегать большого скопления стружки в стружкоотводящих отверстиях.
Плашку устанавливают на торец детали перпендикулярно. С небольшим нажимом начинают вращать плашкодержатель по часовой стрелке, если резьба правая, соответственно, если левая, то против часовой.
Нарезают резьбу следующим образом:
- Сначала делают 2-3 оборота.
- Потом пол оборота назад для удаления стружки.
- Подсмазываем после каждых 3-4 витков, можно при помощи шприца.
- И т.д.
Рекомендую: Основы металлообработки в домашнем хозяйстве: изготавливаем хомут и ломик-гвоздодёр своими руками
Резьба проверяется гайкой или калибр-кольцом. Гайки для вашей резьбы можно прикупить здесь → https://rus-metiz.com/categories/gaiki (РусМетиз).
Калибр-кольцо
Нарезаем резьбу плашкой своими руками (видео)
Несколько полезных советов
- если необходимо нарезать резьбу в нержавейке, в качестве смазки для метчика лучше всего использовать олеиновую кислоту или эмульсию на ее основе. Достать такую кислоту или эмульсию можно у токарей;
- сверление для последующей обработки следует производить острым сверлом. Если использовать затупленное сверло, в процессе сверления есть риск «отпустить» металл, в результате чего крепеж получится не таким прочным;
- если необходимо нарезать резьбу небольшого диаметра в алюминиевой заготовке, в качестве смазки лучше всего использовать этиловый спирт;
- если отсутствует сверло необходимого диаметра, для сверления лучше использовать сверло с меньшим, а не большим диаметром .
Нарезка внутренней резьбы метчиком
Метчиком нарезают внутреннюю резьбу в предварительно просверленном отверстии. Отверстие должно быть меньше примерно на размер витка (размер витка указан на метчике). Примерно как в таблице:
Диаметр отверстия под внутреннюю резьбу метчиком
Стоит помнить, что сверло не даст абсолютно точный диаметр, он будет больше на некоторые доли мм. Особенно это заметно на диаметрах до 3 мм. Это следует учитывать и брать сверло меньше на десятую долю мм.
Так же как и с плашками, существует метчикодержатель.
Метчики бывают черновые и чистовые. Иногда режут сначала черновым, потом чистовым метчиком, но в основном используют сразу чистовые.
Ручная нарезка внутренней резьбы метчиком (видео)
Процесс практически идентичен с нарезкой резьбы плашкой. Метчик крепится в держатель и устанавливается перпендикулярно отверстию. Деталь с отверстием должна быть надёжно закреплена.
Метчик и отверстие смазывается и делается это периодически, после нескольких витков. Так же как и с плашкой, нужно делать 1-2 оборота и 0,5 оборота обратно, для удаления стружки.
Для проверки точности нарезки резьбы используют угольник, проверяя вертикальность метчика после нескольких витков.
Классификация по типу отверстия
Разные метчики могут делать отверстия различных форм. Бывают инструменты для:
- Сквозных отверстий. Входная область насадки увеличена по длине и практически сливается с рабочей частью. Для нанесения нарезки таким метчиком используют электропривод.
- Глухих отверстий. Входная область имеет форму сходную с фрезой. Благодаря чему можно наносить резьбу на всю глубину отверстия. При погружении метчика необходимо соблюдать осторожность – так как он может треснуть. При работе с таким инструментом чаще всего используется ручная нарезка.
Нарезка резьбы на металлической трубе своими руками
При монтаже металлических труб для водопровода или отопления на них приходится нарезать резьбу. Резьбовое соединение труб достаточно надёжно и выдерживает значительное давление (если его правильно сделать), по-этому давайте посмотрим, как нарезать резьбу на мет. трубе своими руками.
Первым делом отрезаем с помощью болгарки или ножовки по металлу нужный отрезок, обязательно контролируя ровность реза, чтобы одна часть трубы не была больше другой — рез должен быть перпендикулярен стенкам трубы.
Труба должна быть очищена от ржавчины, старой краски и т.п., если что-то на ней имеется. Далее срезаем с трубы фаску (внутреннюю или наружную, в зависимости от того, какую резьбу вы нарезаете) для более лёгкого хода режущего инструмента. Фаску можно срезать болгаркой с диском по металлу (→ как работать болгаркой) или лепестковым диском или напильником.
Металлические трубы со срезанной фаской
Нарезка наружной резьбы на трубе плашкой (клуппом)
Всё так же как и со стрежнями, о которых писалось выше, но теперь больше диаметром, что скорее всего потребует некоторой практики и следует потренироваться либо быть крайне аккуратным первый раз. Так же для получения качественной резьбы и последующего хорошего соединения труб нужно работать сначала черновой плашкой, затем чистовой (такие комплекты продаются).
Рекомендую: Основы металлообработки в домашнем хозяйстве: изготавливаем хомут и ломик-гвоздодёр своими руками
Выбор металла плашки так же важен. Для работы с твёрдыми сплавами следует использовать соответствующие плашки из определённых сплавов, уточняйте это при покупке.
Но, плашка — не столь хороший и мощный инструмент для нарезки резьбы на трубах своими руками, гораздо удобнее использовать клуппы.
Клупп представляет собой практически тот же плашкодержатель, только с направляющей для ровного хода и нарезки резьбы. Одевается клупп на трубу именно этой направляющей.
Одеваем и наживляем клупп на трубу, немного вкрутив его руками, далее нужно использовать либо специальный инструмент — трещётку, которой удобно крутить клупп, но для бытовых нужд подойдёт и большой разводной или газовый ключ.
Одна часть трубы должна быть, естественно, зафиксирована в тисках. Если труба нарезается по месту, то смотрите, чтобы её где-то не вырвало от усилия, применяемого к клуппу. Трубу можно зафиксировать с помощью второго газового ключа, но лучше это делать второму человеку, т.к. нарезать резьбу одной рукой проблематично.
Что такое клупп и как им пользоваться (видео)
Нарезка внутренней резьбы на трубе метчиком
Иногда приходится нарезать на мет. трубах и внутреннюю резьбу. Делается это так же с помощью метчика, только уже более большого диаметра.
Для нарезки хорошей резьбы следует использовать миниму 2 метчика — черновой и чистовой. Важно правильно подобрать метчик под диаметр трубы. Так, внутренний диметр трубы должен быть больше на длину витка метчика (если более точно, то на толщину реза), это указывается на самом метчике.
Нарезка производится сначала одним метчиком, затем вторым. Главное — строго соблюдать перпендикулярность хода метчика и контролировать его. На этом всё, успехов в нарезке резьбы!
Оставляйте ваши советы и комментарии ниже. Подписывайтесь на новостную рассылку. Успехов вам, и добра вашей семье!
Если что-то пошло не так или что делать со сломанным метчиком
Метчик, как и любой другой инструмент, не вечен и подвержен естественному износу и старению. Чтобы это не случилось раньше времени, следует соблюдать вышеизложенные рекомендации. Самые распространенные причины, приводящие к поломке:
- Перекос.
- Слишком маленькое отверстие.
- Излишние усилия, прикладываемые к воротку.
- Несоблюдение правила обратного пол-оборота после каждого полного оборота воротка.
Сломанный метчик
Не надо торопиться, стараться прогнать резьбу побыстрее или пытаться пропустить метчик из набора. Все это обернется большим потерями времени при извлечении сломанного инструмента и при повторном прохождении резьбы.
Выбор размера сверла
Диаметр сверла для отверстия под метрическую резьбу определяется так же формуле (2), с учетом ее основных параметров.
Стоит отметить, что при нарезке в пластичных материалах, таких как сталь или латунь, происходит повышение витков, потому необходимо под резьбу выбирать диаметр сверла больший, чем для хрупких материалов, таких как, чугун или бронза.
На практике размеры сверл, как правило, немного меньше нежели необходимое отверстие. Так, в таблице 2 показаны соотношение номинального и наружного резьбовых диаметров, шага, диаметров отверстия и сверла для него под нарезание метрической резьбы.
Таблица 2. Соотношение основных параметров метрической резьбы с нормальным шагом и диаметров отверстия и сверла
| Номинальный диаметр, мм | Наружный диаметр, мм | Шаг, мм | Наибольший диаметр отверстия, мм | Диаметр сверла, мм |
| 1 | 0,97 | 0,25 | 0,785 | 0,75 |
| 2 | 1,94 | 0,4 | 1,679 | 1,60 |
| 3 | 2,92 | 0,5 | 2,559 | 2,50 |
| 4 | 3,91 | 0,7 | 3,422 | 3,30 |
| 5 | 4,9 | 0,8 | 4,334 | 4,20 |
| 6 | 5,88 | 1,0 | 5,153 | 5,00 |
| 7 | 6,88 | 1,0 | 6,153 | 6,00 |
| 8 | 7,87 | 1,25 | 6,912 | 6,80 |
| 9 | 8,87 | 1,25 | 7,912 | 7,80 |
| 10 | 9,95 | 1,5 | 8,676 | 8,50 |
Как видно из таблицы, существует некий размерный предел, который рассчитан с учетом допусков для резьбы.
Размер сверла при этом значительно меньше, чем отверстие. Так, например, под резьбу М6, наружный диаметр которой 5,88 мм, а ее наибольшее значение отверстия не должно превышать 5,153 мм, стоит использовать сверло на 5 мм.
Отверстие под резьбу М8 с наружным диаметром 7,87 мм составит только 6,912 мм, значит, для него сверло будет 6,8 мм.
Качество резьбы зависит от множества факторов при ее нарезании: от выбора инструмента до правильно рассчитанного и подготовленного отверстия. Слишком малое оно приведет к повышенной шероховатости и даже поломке метчика. Большие усилия, приложенные к метчику – способствуют несоблюдению допусков и, как результат, не выдерживаются размеры.
Читать также: Самая лучшая марка стали для ножа
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
В таблице указаны диаметры сверл и отверстий для нарезания метрической резьбы с крупным шагом.
| Обозначение резьбы | Шаг резьбы, мм | Диаметр сверла под резьбу, мм | Диаметр отверстия под резьбу с полем допуска, мм | ||||
| 4H5H; 5H; 5H6H; 6H; 7H | 6G; 7G | 4H5H; 5H | 5H6H; 6H; 6G | 7H; 7G | |||
| Номинальный | Предельные отклонения | ||||||
| М1 | 0. 25 | 0.75 | 0.75 | 0.77 | +0.04 | +0.06 | — |
| М1.1 | 0.25 | 0.85 | 0.85 | 0.87 | +0.04 | +0.06 | — |
| М1.2 | 0.25 | 0.95 | 0.95 | 0.97 | +0.04 | +0.06 | — |
| М1.4 | 0.3 | 1.1 | 1.1 | 1.12 | +0.04 | +0.06 | — |
| М1.6 | 0.35 | 1.25 | 1.25 | 1.27 | +0.05 | +0.07 | — |
| М1.8 | 0.35 | 1.45 | 1.45 | 1.47 | +0.05 | +0.07 | — |
| М2 | 0.4 | 1.6 | 1.6 | 1.62 | +0.06 | +0.08 | — |
| М2.2 | 0.45 | 1.75 | 1.75 | 1.77 | +0.07 | +0.09 | — |
| М2.5 | 0.45 | 2.05 | 2.05 | 2.07 | +0.07 | +0.09 | — |
| М3 | 0.5 | 2. 5 | 2.5 | 2.52 | +0.08 | +0.1 | +0.14 |
| М3.5 | 0.6 | 2.9 | 2.9 | 2.93 | +0.08 | +0.11 | +0.15 |
| М4 | 0.7 | 3.3 | 3.3 | 3.33 | +0.08 | +0.12 | +0.16 |
| М4.5 | 0.75 | 3.75 | 3.7 | 3.73 | +0.09 | +0.13 | +0.18 |
| М5 | 0.8 | 4.2 | 4.2 | 4.23 | +0.11 | +0.17 | +0.22 |
| М6 | 1 | 5 | 4.95 | 5 | +0.17 | +0.2 | +0.26 |
| М7 | 1 | 6 | 5.95 | 6 | +0.17 | +0.2 | +0.26 |
| М8 | 1.25 | 6.8 | 6.7 | 6.75 | +0.17 | +0.2 | +0.26 |
| М9 | 1.25 | 7.8 | 7.7 | 7.75 | +0.17 | +0.2 | +0.26 |
| М10 | 1.5 | 8.5 | 8. 43 | 8.5 | +0.19 | +0.22 | +0.3 |
| М11 | 1.5 | 9.5 | 9.43 | 9.5 | +0.19 | +0.22 | +0.3 |
| М12 | 1.75 | 10.2 | 10.2 | 10.25 | +0.21 | +0.27 | +0.36 |
| М14 | 2 | 12 | 11.9 | 11.95 | +0.24 | +0.3 | +0.4 |
| М16 | 2 | 14 | 13.9 | 13.95 | +0.24 | +0.3 | +0.4 |
| М18 | 2.5 | 15.5 | 15.35 | 15.4 | +0.3 | +0.4 | +0.53 |
| М20 | 2.5 | 17.5 | 17.35 | 17.4 | +0.3 | +0.4 | +0.53 |
| М22 | 2.5 | 19.5 | 19.35 | 19.4 | +0.3 | +0.4 | +0.53 |
| М24 | 3 | 21 | 20.85 | 20.9 | +0.3 | +0.4 | +0.53 |
| М27 | 3 | 24 | 23. 85 | 23.9 | +0.3 | +0.4 | +0.53 |
| М30 | 3.5 | 26.5 | 26.3 | 26.35 | +0.36 | +0.48 | +0.62 |
| М33 | 3.5 | 29.5 | 29.3 | 29.35 | +0.36 | +0.48 | +0.62 |
| М36 | 4 | 32 | 31.8 | 31.85 | +0.36 | +0.48 | +0.62 |
| М39 | 4 | 35 | 34.8 | 34.85 | +0.36 | +0.48 | +0.62 |
| М42 | 4.5 | 37.5 | 37.25 | 37.3 | +0.41 | +0.55 | +0.73 |
| М45 | 4.5 | 40.5 | 40.25 | 40.3 | +0.41 | +0.55 | +0.73 |
| М48 | 5 | 43 | 42.7 | 42.8 | +0.45 | +0.6 | +0.8 |
| М52 | 5 | 47 | 46.7 | 46.8 | +0.45 | +0.6 | +0.8 |
Отверстия под резьбу
Таблица сверл для отверстий под нарезание трубной цилиндрической резьбы.
Размеры гаек под ключ
Основные размеры под ключ для шестигранных головок болтов и шестигранных гаек.
G и M коды
Примеры, описание и расшифровка Ж и М кодов для создания управляющих программ на фрезерных и токарных станках с ЧПУ.
Типы резьб
Типы и характеристики метрической, трубной, упорной, трапецеидальной и круглой резьбы.
Масштабы чертежей
Стандартные масштабы изображений деталей на машиностроительных и строительных чертежах.
Режимы резания
Онлайн калькулятор для расчета режимов резания при точении.
Отверстия под резьбу
Таблица сверл и отверстий для нарезания метрической резьбы c крупным (основным) шагом.
Станки с ЧПУ
Классификация станков с ЧПУ, станки с ЧПУ по металлу для точения, фрезерования, сверления, расточки, нарезания резьбы, развёртывания, зенкерования.
Режимы резания
Онлайн калькулятор для расчета режимов резания при фрезеровании.
Форматы чертежей
Таблица размеров сторон основных и дополнительных форматов листов чертежей.
CAD/CAM/CAE системы
Системы автоматизированного проектирования САПР, 3D программы для проектирования, моделирования и создания 3d моделей.
Чтение чертежей
Техническое черчение, правила выполнения чертежей деталей и сборочных чертежей.
Рекомендуемый размер сверла для нарезания резьбы — крепежные детали Fuller : Крепежные детали Fuller
Отдел продаж на запад: 1-800-665-4825
Отдел продаж на восток: 1-888-665-4825
Метрическая система ISO Грубая
| Размер (мм) | Шаг (мм) | Сверло (мм) |
|---|---|---|
| М1 | .25 | .75 |
| М1.1 | .25 | .85 |
| М1,2 | .25 | .95 |
| M1.4 | .3 | 1.1 |
| М1,6 | .35 | 1,25 |
| М1,8 | . 35 | 1,45 |
| М2 | .4 | 1,6 |
| M2.2 | .45 | 1,75 |
| М2,5 | .45 | 2,05 |
| М3 | .5 | 2,5 |
| М3,5 | .6 | 2,9 |
| М4 | .7 | 3,3 |
| М4,5 | .75 | 3,75 |
| М5 | .8 | 4,2 |
| М6 | 1 | 5 |
| М7 | 1 | 6 |
| М8 | 1,25 | 6,75 |
| М9 | 1,25 | 7,75 |
| М10 | 1,5 | 8,5 |
| М11 | 1,5 | 9,5 |
| M12 | 1,75 | 10,2 |
| М14 | 2 | 12 |
| М16 | 2 | 14 |
| М18 | 2,5 | 15,5 |
| М20 | 2,5 | 17,5 |
| M22 | 2,5 | 19,5 |
| M24 | 3 | 21 |
| М27 | 3 | 24 |
| М30 | 3,5 | 26,5 |
| М33 | 3,5 | 29,5 |
| М36 | 4 | 32 |
| М39 | 4 | 35 |
| М42 | 4,5 | 37,5 |
| М45 | 4,5 | 40,5 |
| М48 | 5 | 43 |
| М52 | 5 | 47 |
| М56 | 5,5 | 50,5 |
| М60 | 5,5 | 54,5 |
| М64 | 6 | 58 |
| М68 | 6 | 62 |
| М72 | 6 | 66 |
| М76 | 6 | 70 |
BSF
| Размер № или дюймовый | Шаг Число шагов на дюйм | Сверло (мм) |
|---|---|---|
| 3/16 | 32 | 5,00 |
| 1/4 | 26 | 6,60 |
| 5/16 | 22 | 8,30 |
| 3/8 | 20 | 9,90 |
| 7/16 | 18 | 11,60 |
| 1/2 | 16 | 13. 00 |
| 16 сентября | 16 | 14,80 |
| 5/8 | 14 | 16.40 |
| 16/11 | 14 | 17,70 |
| 3/4 | 12 | 19,60 |
| 7/8 | 18 | 16,25 |
| 1″ | 10 | 26,50 |
БС. Латунь
| Размер № или дюймовый | Шаг Число шагов на дюйм | Сверло (мм) |
|---|---|---|
| 1/4 | 26 | 6,50 |
| 5/16 | 26 | 8.10 |
| 3/8 | 26 | 9,70 |
| 16.07. | 26 | 11.30 |
| 1/2 | 26 | 12,90 |
Метрическая система ISO Fine
| Размер (мм) | Шаг (мм) | Сверло (мм) |
|---|---|---|
| М2 | . 25 | 1,75 |
| M2.2 | .25 | 1,95 |
| M2.3 | .25 | 2,05 |
| М2,5 | .35 | 2,15 |
| М2,6 | .35 | 2,25 |
| М3 | .35 | 2,65 |
| М3,5 | .35 | 3,15 |
| М4 | .35 | 3,65 |
| М4 | .5 | 3,5 |
| М5 | .35 | 4,65 |
| М5 | .5 | 4,5 |
| М5 | .75 | 4,25 |
| M5.5 | .5 | 5 |
| М6 | .5 | 5,5 |
| М6 | .75 | 5,25 |
| М7 | .75 | 6,25 |
| М8 | .5 | 7,5 |
| М8 | . 75 | 7,25 |
| М8 | 1 | 7 |
| М9 | .75 | 8,25 |
| М9 | 1 | 8 |
| М10 | .5 | 9,5 |
| М10 | .75 | 9,25 |
| М10 | 1 | 9 |
| М10 | 1,25 | 8,75 |
| М11 | .75 | 10,25 |
| М11 | 1 | 10 |
| М11 | 1,25 | 9,75 |
| M12 | .5 | 11,5 |
| M12 | .75 | 11.25 |
| M12 | 1 | 11 |
| M12 | 1,25 | 10,75 |
| M12 | 1,5 | 10,5 |
| М14 | 1 | 13 |
| М14 | 1,25 | 12,75 |
| М14 | 1,5 | 12,5 |
| М15 | . 75 | 14,25 |
| М15 | 1 | 14 |
| М15 | 1,5 | 13,5 |
| М16 | .5 | 15,5 |
| М16 | .75 | 15,25 |
| М16 | 1 | 15 |
| М16 | 1,25 | 14,75 |
| М16 | 1,5 | 14,5 |
| М17 | 1 | 16 |
| М17 | 1,5 | 15,5 |
| М18 | .75 | 17,25 |
| М18 | 1 | 17 |
| М18 | 1,25 | 16,75 |
| М18 | 1,5 | 16,5 |
| М18 | 2 | 16 |
| М19 | 1 | 18 |
| М20 | 1 | 19 |
| М20 | 1,5 | 18,5 |
| М20 | 2 | 18 |
| M22 | 1 | 21 |
| M22 | 1,5 | 20,5 |
| M22 | 2 | 20 |
| M24 | 1 | 23 |
| M24 | 1,5 | 22,5 |
| M24 | 2 | 22 |
| М25 | 1 | 24 |
| М25 | 1,5 | 23,5 |
| М25 | 2 | 23 |
| М27 | 1 | 26 |
| М27 | 1,5 | 25,5 |
| М27 | 2 | 25 |
| М28 | 1 | 27 |
| М28 | 1,5 | 26,5 |
| М28 | 2 | 26 |
| М30 | 1 | 29 |
| М30 | 1,5 | 28,5 |
| М30 | 2 | 28 |
| М30 | 3 | 27 |
| М32 | 1 | 31 |
| М32 | 1,5 | 30,5 |
| М32 | 2 | 30 |
| М33 | 1,5 | 31,5 |
| М33 | 2 | 31 |
| М33 | 3 | 30 |
| М35 | 1,5 | 33,5 |
| М35 | 2 | 33 |
| М35 | 3 | 32 |
| М36 | 1 | 35 |
| М36 | 1,5 | 34,4 |
| М36 | 2 | 34 |
| М36 | 3 | 33 |
| М38 | 1 | 37 |
| М38 | 1,5 | 36,5 |
| М38 | 2 | 36 |
| М39 | 1,5 | 37,5 |
| М39 | 2 | 37 |
| М39 | 3 | 36 |
| М40 | 1 | 39 |
| М40 | 1,5 | 38,5 |
| М40 | 3 | 37 |
| М42 | 1,5 | 40,5 |
| М42 | 2 | 40 |
| М42 | 3 | 39 |
| М42 | 4 | 38 |
| М45 | 1,5 | 43,5 |
| М45 | 2 | 43 |
| М45 | 3 | 42 |
| М48 | 1,5 | 46,5 |
| М48 | 2 | 46 |
| М48 | 3 | 45 |
| М48 | 4 | 44 |
| М50 | 1,5 | 48,5 |
| М50 | 2 | 48 |
| М50 | 3 | 47 |
| М52 | 1,5 | 50,5 |
| М52 | 2 | 50 |
| М52 | 3 | 49 |
| М52 | 4 | 48 |
| М56 | 2 | 54 |
| М56 | 4 | 52 |
UNC
| Размер № или дюймовый | Шаг Число шагов на дюйм | Сверло (мм) |
|---|---|---|
| #1 | 64 | 1,55 |
| #2 | 56 | 1,85 |
| #3 | 48 | 2. 1 |
| #4 | 40 | 2,35 |
| #5 | 40 | 2,65 |
| #6 | 32 | 2,85 |
| #8 | 32 | 3,5 |
| #10 | 24 | 3,9 |
| #12 | 24 | 4,5 |
| 1/4 | 20 | 5.1 |
| 5/16 | 18 | 6,6 |
| 3/8 | 16 | 8 |
| 7/16 | 14 | 9,4 |
| 1/2 | 13 | 10,8 |
| 16 сентября | 12 | 12,2 |
| 5/8 | 11 | 13,5 |
| 3/4 | 10 | 16,5 |
| 7/8 | 9 | 19,5 |
| 1 | 8 | 22,25 |
| 1 1/8 | 7 | 25 |
| 1 1/4 | 7 | 28 |
| 1 3/8 | 6 | 30,75 |
| 1 1/2 | 6 | 34 |
| 1 3/4 | 5 | 39,5 |
| 2 | 4,5 | 45 |
| 2 1/4 | 4,5 | 51,5 |
| 2 1/2 | 4 | 57,25 |
| 2 3/4 | 4 | 63,5 |
| 3 | 4 | 70 |
G (BSP)
| Размер № или дюймовый | Шаг Число шагов на дюйм | Сверло (мм) |
|---|---|---|
| 1/8 | 26 | 10. 00 |
| 1/4 | 19 | 13,60 |
| 3/8 | 19 | 17.10 |
| 1/2 | 14 | 21,50 |
| 5/8 | 14 | 23.40 |
| 3/4 | 14 | 27.00 |
| 7/8 | 14 | 30,60 |
| 1″ | 11 | 33,70 |
UNx8
| Размер № или дюймовый | Шаг Число шагов на дюйм | Сверло (мм) |
|---|---|---|
| 1 1/8 | 8 | 28,75 |
| 1 1/4 | 8 | 31,75 |
| 1 3/8 | 8 | 35,00 |
| 1 1/2 | 8 | 38.00 |
| 1 5/8 | 8 | 41,50 |
| 1 3/4 | 8 | 44,50 |
| 1 7/8 | 8 | 47,75 |
| 2″ | 8 | 50,90 |
UNF
| Размер № или дюймовый | Шаг Число шагов на дюйм | Сверло (мм) |
|---|---|---|
| #0 | 80 | 1,25 |
| #1 | 72 | 1,55 |
| #2 | 64 | 1,9 |
| #3 | 56 | 2,15 |
| #4 | 48 | 2,4 |
| #5 | 44 | 2,7 |
| #6 | 40 | 2,95 |
| #8 | 36 | 3,5 |
| #10 | 32 | 4. 1 |
| #12 | 28 | 4,7 |
| 1/4 | 28 | 5,5 |
| 5/16 | 24 | 6,9 |
| 3/8 | 24 | 8,5 |
| 7/16 | 20 | 9,9 |
| 1/2 | 20 | 11,5 |
| 16 сентября | 18 | 12,9 |
| 5/8 | 18 | 14,5 |
| 3/4 | 16 | 17,5 |
| 7/8 | 14 | 20,4 |
| 1 | 12 | 23,25 |
| 1 1/8 | 12 | 26,5 |
| 1 1/4 | 12 | 29,5 |
| 1 3/8 | 12 | 32,75 |
| 1 1/2 | 12 | 36 |
BA
| Размер № или дюймовый | Шаг Число шагов на дюйм | Сверло (мм) |
|---|---|---|
| 0 | 25. 40 | 6,20 |
| 2 | 31,35 | 4,90 |
| 4 | 38,48 | 3,80 |
| 6 | 47,92 | 2,90 |
BSW
| Размер № или дюймовый | Шаг Число шагов на дюйм | Сверло (мм) |
|---|---|---|
| 1/8 | 40 | 3,40 |
| 3/16 | 24 | 5.10 |
| 1/4 | 20 | 6,70 |
| 5/16 | 18 | 8.30 |
| 3/8 | 16 | 9,90 |
| 7/16 | 14 | 11,60 |
| 1/2 | 12 | 13.00 |
| 16 сентября | 12 | 14,80 |
| 5/8 | 11 | 16,70 |
| 16.11. | 11 | 17,80 |
| 3/4 | 10 | 20. 00 |
| 7/8 | 9 | 23.00 |
| 1″ | 8 | 26,50 |
Вся информация является строго информативной
Доступны следующие загрузки.
Какие инструменты обмена вы хотели бы добавить на этот веб-сайт?
У нас будет сетка логотипов, при нажатии на которую вы попадете на сайт их интернет-магазина.
Метчик HSS (диаметр x шаг – M5 5 мм x 0,8 мм) Набор метрических резьб из 3 конусов, заглушки и нижней части SKU-1290 | Abinson Industrial
Нарезание резьбы — это процесс нарезания резьбы внутри отверстия таким образом, чтобы в отверстие можно было вкрутить винт с головкой под ключ или болт.
Код продукта/Артикул:
1290
Цена (за штуку):
241 рупий/-
На складе
Отправка в тот же день, если заказ сделан до 13:00 (кроме воскресенья и государственных праздников), затем курьером в обычном режиме. занимает 2-4 дня.
Количество:
Ручные метчики поставляются в комплекте из трех штук, каждая с разной конусностью.
Конические метчики имеют от восьми до десяти витков резьбы со скошенной кромкой для легкого закручивания и нарезания резьбы в сквозном отверстии, которое открыто внизу.
Метчики-пробки имеют от трех до пяти скошенных витков резьбы, для нарезания резьбы в сквозном отверстии или для начала резьбы в глухом отверстии, закрытом снизу.
Отверстия, метчики с коническими фасками способны работать быстрее, чем метчики с донным фасками.
В чем разница между конусом, пробкой и дном?
Конусность:
Конус Метчики обычно имеют 7-10 конических резьб. Форма этого метчика помогает начать резьбу. Их можно использовать для запуска резьбы перед использованием заглушки или нижнего крана.
Заглушка:
Отводы заглушки имеют около 3-5 резьб. Это очень популярный и используется для сквозных отверстий или для начала глухих отверстий.
Низ:
Донный метчик почти не имеет конусности при числе резьб 1-2. Они используются, чтобы приблизиться к дну глухого отверстия.
Крупная метрическая резьба — требуется сверло для метчика
Сверла для метчика имеют меньший диаметр, чем вал винта, чтобы оставалось достаточно металла для нарезания резьбы.
Метчик > Сверло
- Метчик M3 3 мм > Для материала требуется сверло 2,5 мм
- Метчик M4 4 мм > Для материала требуется сверло 3,3 мм
- Метчик M5 5 мм > требуется сверло 4,2 мм в материале
- Метчик M6 6 мм > требуется сверло 5,0 мм в материале
- Метчик M8 8 мм > требуется сверло 6,7 мм в материале
- Метчик M10 10 мм > требуется сверло 8,5 мм в материале материал
- Метчик M12 12 мм > в материале требуется сверло 10 мм
Сопутствующие товары
Код продукта: 1016
0,70 рупий/-
Шестигранная гайка M5 (5 мм) x 0,8 мм из мягкой стали, оцинкованная
Шестигранная гайка M5 (5 мм) x 0,8 мм из мягкой стали, оцинкованная
Код продукта: 1026
6,00 рупий/-
Барашковая гайка M5 (5 мм), шаг 0,8 мм, мягкая сталь MS, оцинкованная
Барашковая гайка M5 (5 мм), шаг 0,8 мм, мягкая сталь MS, оцинкованная
Код продукта: 1030
2,00 рупий/-
Фланцевая контргайка M5 (5 мм) x 0,8 мм Гайка зубчатая из мягкой стали MS оцинкованная
Фланцевая контргайка M5 (5 мм) x 0,8 мм гайка зубчатая из мягкой стали MS оцинкованная
Код продукта: 1036
2,00 рупий/-
Контргайка Nyloc M5 (5 мм) 0,8 мм Мягкая сталь MS Нейлоновая вставка Шестигранная оцинкованная
Контргайка Nyloc M5 (5 мм) 0,8 мм Мягкая сталь MS Нейлоновая вставка Шестигранная оцинкованная
Код продукта: 1042
6,00 рупий/-
Купольная гайка M5 (5 мм), 0,8 мм, мягкая сталь MS, оцинкованная
Купольная гайка M5 (5 мм), 0,8 мм, мягкая сталь MS, оцинкованная
Код продукта: 1046
2,00 рупий/-
Пружинная шайба из нержавеющей стали M5 (5 мм) Нержавеющая сталь
Пружинная шайба из нержавеющей стали M5 (5 мм) Нержавеющая сталь
Код продукта: 1052
3,00 рупий/-
Шестигранная гайка M5 (5 мм) x 0,8 мм, нержавеющая сталь
Шестигранная гайка M5 (5 мм) x 0,8 мм, нержавеющая сталь
Код продукта: 1088
4,00 рупий/-
Установочный винт с внутренним шестигранником M5 (5 мм) x 6 мм x 0,8 мм, установочный винт, вороненая сталь MS
Код продукта: 1089
4,00 рупий/-
Установочный винт с внутренним шестигранником M5 (5 мм) x 8 мм x 0,8 мм, вороненая сталь MS
Установочный винт с внутренним шестигранником M5 (5 мм) x 8 мм x 0,8 мм, установочный винт, вороненая сталь MS
Код продукта: 1090
5,00 рупий/-
Установочный винт с внутренним шестигранником M5 (5 мм) x 10 мм x 0,8 мм, установочный винт, нержавеющая сталь
Установочный винт с внутренним шестигранником, M5 (5 мм) x 10 мм x 0,8 мм, установочный винт, нержавеющая сталь
Код продукта: 1096
0,20 рупий/-
Плоская шайба 4,9 мм x 11 мм IDxOD толщиной 0,8 мм Оцинкованная сталь MS для винтов M5
Плоская шайба 4,9 мм x 11 мм IDxOD толщиной 0,8 мм оцинкованная сталь MS для винтов M5
Код продукта: 1120
4,58 рупий/-
Стальной черный винт с полукруглой головкой M5 (5 мм) x 10 мм
Стальной черный винт с шестигранной головкой M5 (5 мм) x 10 мм
Код продукта: 1121
9,64 рупий/-
Винт из нержавеющей стали с шестигранной головкой M5 (5 мм) x 16 мм
Винт из нержавеющей стали с шестигранной головкой M5 (5 мм) x 16 мм из нержавеющей стали
Код продукта: 1129
4,04 рупий/-
CSK Стальной черный винт с шестигранной головкой M5 (5 мм) x 12 мм
CSK Стальной черный винт с шестигранной головкой M5 (5 мм) x 12 мм
Код продукта: 1130
4,22 рупий/-
CSK Головка с внутренним шестигранником M5 (5 мм) x 16 мм, стальной черный винт с шестигранной головкой
CSK Головка с внутренним шестигранником M5 (5 мм) x 16 мм, стальной черный винт с шестигранной головкой
Код продукта: 1131
4,64 рупий/-
CSK Головка с внутренним шестигранником M5 (5 мм) x 20 мм Сталь, черный винт с внутренним шестигранником
CSK Винт с головкой под торцевой ключ M5 (5 мм) x 20 мм, стальной черный винт с шестигранной головкой
Код продукта: 1132
5,40 рупий/-
CSK Стальной черный винт с шестигранной головкой M5 (5 мм) x 25 мм
CSK Стальной черный винт с шестигранной головкой M5 (5 мм) x 25 мм
Код продукта: 1152
3,12 рупий/-
Головка с внутренним шестигранником M5 (5 мм) x 12 мм, стальной черный винт с шестигранной головкой
Головка с внутренним шестигранником M5 (5 мм) x 12 мм, стальной черный винт с шестигранной головкой
Код продукта: 1153
3,34 рупий/-
Головка с внутренним шестигранником M5 (5 мм) x 16 мм, стальной черный винт с шестигранной головкой
Головка с внутренним шестигранником M5 (5 мм) x 16 мм, стальной черный винт с шестигранной головкой
Код продукта: 1155
4,24 рупий/-
Винт с головкой под торцевой ключ M5 (5 мм) x 25 мм, стальной черный винт с шестигранной головкой
Винт с головкой под торцевой ключ M5 (5 мм) x 25 мм, стальной черный винт с шестигранной головкой
Код продукта: 1156
4,96 рупий/-
Головка с внутренним шестигранником M5 (5 мм) x 30 мм, стальной черный винт с шестигранной головкой
Винт с головкой под торцевой ключ M5 (5 мм) x 30 мм, стальной черный винт с шестигранной головкой
Код продукта: 1177
10 рупий/-
Купольная гайка M5 (5 мм), 0,8 мм, нержавеющая сталь, нержавеющая сталь
Куполообразная гайка, M5 (5 мм), 0,8 мм, нержавеющая сталь, нержавеющая сталь
Код продукта: 1194
4,00 рупий/-
Шайба M5 (5 мм) x 10 мм Phillips Steel Винты MS с никелированным покрытием
Шайба M5 (5 мм) x 10 мм Phillips Steel Винты MS с никелированным покрытием
Код продукта: 1195
4,00 рупий/-
Шайба M5 (5 мм) x 20 мм, винты с крестообразным шлицем, сталь MS, никелированные
Шайба, головка M5 (5 мм) x 20 мм, винты Phillips, сталь MS, никелированные
Код продукта: 1200
2,50 рупий/-
Сталь с потайной головкой CSK M5 (5 мм) x 10 мм, винт MS Phillips Plus
Сталь CSK с потайной головкой, M5 (5 мм) x 10 мм, винт MS Phillips Plus
Код продукта: 1201
3,50 рупий/-
CSK с потайной головкой M5 (5 мм) x 20 мм Сталь MS Винт Phillips Plus
Винт с потайной головкой CSK M5 (5 мм) x 20 мм Сталь MS Phillips Plus Винт
Код продукта: 1208
1,50 рупий/-
Шлицевая головка M5 (5 мм) x 10 мм, стальные винты MS со шлицем
Сырная головка M5 (5 мм) x 10 мм, шлиц, стальные винты MS
Код продукта: 1209
2,00 рупий/-
Шлицевая головка M5 (5 мм) x 20 мм, стальные винты MS со шлицем
Сырная головка M5 (5 мм) x 20 мм, шлиц, стальные винты MS MS
Код продукта: 1212
2,00 рупий/-
MS с цилиндрической головкой M5 (5 мм) x 10 мм Phillips Steel MS Винты
MS с цилиндрической головкой M5 (5 мм) x 10 мм Phillips Steel MS винты
Код продукта: 1213
2,50 рупий/-
Винты MS с плоской головкой M5 (5 мм) x 20 мм, сталь Phillips
Винты MS, сталь M5 (5 мм) x 20 мм, с цилиндрической головкой Phillips
Код продукта: 1253
7,00 рупий/-
Заклепочная гайка 5 мм, M5 x шаг 0,8
Заклепочная гайка 5 мм, M5 x шаг 0,8
Код продукта: 1276
10 рупий/-
Зажимная гайка M5 (5 мм) x 0,8 мм из мягкой стали MS, оцинкованная
Зажимная гайка M5 (5 мм) x 0,8 мм из мягкой стали MS, оцинкованная
Код продукта: 1286
150 рупий/-
Может использоваться с метчиками с резьбой 4 мм, 5 мм и 6 мм
Т-образный ключ для метчиков M4 M5 M6
Код продукта: 1287
245 рупий/-
Универсальный и простой в использовании, подходит для метчиков диаметром от 2 мм до 14 мм
Ключ для метчиков с длинной рукояткой регулируемого типа для метчиков размером от M2 до M14
Код продукта: 1306
91 рупия/-
Сверло из быстрорежущей стали 4,2 мм
Сверло из быстрорежущей стали 4,2 мм
Код продукта: 1407
3,00 рупий/-
Плоская шайба 5,5 мм x 11 мм IDxOD толщиной 0,8 мм из нержавеющей стали для винтов M5
Плоская шайба 5,5 мм x 11 мм IDxOD толщиной 0,8 мм из нержавеющей стали SS для винтов M5
Код продукта: 1430
4,00 рупий/-
Контргайка Nyloc M5 (5 мм) Шестигранная гайка с нейлоновой вставкой из нержавеющей стали 0,8 мм
Контргайка Nyloc M5 (5 мм) Шестигранная гайка с нейлоновой вставкой из нержавеющей стали 0,8 мм
Код продукта: 1444
8,25 рупий/-
Винт с шестигранной головкой CSK M5 (5 мм) x 12 мм из нержавеющей стали с шестигранной головкой
Винт с шестигранной головкой CSK M5 (5 мм) x 12 мм из нержавеющей стали с шестигранной головкой
Код продукта: 1445
10 рупий/-
CSK Головка с внутренним шестигранником M5 (5 мм) x 16 мм Винт из нержавеющей стали с внутренним шестигранником
CSK Винт с внутренним шестигранником M5 (5 мм) x 16 мм из нержавеющей стали с внутренним шестигранником
Код продукта: 1451
15 рупий/-
Винт из нержавеющей стали с шестигранной головкой M5 (5 мм) x 16 мм
Винт из нержавеющей стали с шестигранной головкой M5 (5 мм) x 16 мм из нержавеющей стали
Код продукта: 1452
17 рупий/-
Винт с шестигранной головкой M5 (5 мм) x 20 мм из нержавеющей стали из нержавеющей стали
Винт с шестигранной головкой M5 (5 мм) x 20 мм из нержавеющей стали с шестигранной головкой из нержавеющей стали
ЗАГРУЗКА. ..
Сверла для метчиков | Как пользоваться сверлильными метчиками
Обычный самодельщик ненавидит сверлить металл, особенно сталь. Мы не знаем, сколько вопросов задали читатели, и мы ответили на эту тему за эти годы. Даже самый увлеченный мастер на все руки просто справляется с этим настолько хорошо, насколько он или она может. Нарезание резьбы по металлу (нарезание внутренней резьбы в отверстии), чтобы можно было вкрутить болт в отверстие, еще сложнее, хотя и не должно. Люди избегают этого или борются с плохими результатами, такими как плохо сформированные нити или метчик, который отламывается в отверстии до того, как работа будет сделана.
Но все изменилось с появлением аксессуара под названием метчик. Это форма сверла, которая сочетает в себе дрель и метчик, делая отверстие и нарезая резьбу за одну простую операцию. И это изменило работу с металлом как для любителей, так и для профессионалов. Далее следует краткое описание сверлильного метчика. Прокрутите вниз, чтобы ознакомиться с рекомендациями и нашим руководством по покупке.
Метчик на помощь
Мой набор метчиков Greenlee.
Roy Berendsohn Нарезание резьбы в отверстии означает нарезание в нем внутренней резьбы, чтобы в него можно было вставить болт или резьбовой фитинг. Когда-то это был трудоемкий процесс. Для этого потребуется дрель, сверло, приспособление, называемое метчиком, и вороток. Сначала вы убедитесь, что вы выбрали размер сверла, соответствующий метчику, ознакомившись с таблицей сверления и метчика. Затем вы вкручиваете сверло в дрель, затем берете метчик и затягиваете его в вороток. Вы сверлите отверстие, затем откладываете дрель в сторону и с помощью воротка нарезаете отверстие (то есть нарезаете в нем резьбу). Для этого вы осторожно закручиваете кран; Сначала он будет немного качаться, поэтому вам придется держать его в вертикальном положении, прикладывая постоянное давление вниз. По мере того, как метчик немного продвигается вперед, вы переворачиваете ключ, чтобы сломать металлическую стружку, скопившуюся в резьбе метчика. Эта стружка может помешать работе крана; они даже могут застрять в отверстии. Кроме того, если вы использовали сверло неправильного размера, это наверняка приведет к застреванию метчика. В любом случае у вас есть шанс сломать метчик в отверстии, а извлечение сломанного метчика — непростая работа.
Представьте этот вариант. Затяните метчик в дрель, затем просверлите и нарежьте отверстие одним быстрым и простым действием. Сделанный. То, что раньше занимало минуты, теперь занимает секунды. А поскольку сверло и метчик объединены, вы не сможете ошибиться с размером сверла. Это исключает риск застревания метчика в отверстии.
Есть несколько секретов успеха метчика. Во-первых, он изготовлен из невероятно прочной быстрорежущей стали, которая легко нарезает резьбу во всех материалах, кроме самых прочных. Он также хорошо работает как с черными, так и с цветными металлами.
Во-вторых, геометрия метчика устраняет проблемы, которые могут возникнуть при нарезании резьбы. Его наконечник представляет собой обычное сверло, а резьба метчика постепенно начинается за кончиком, достигает полной высоты, а затем сужается. Этот задний конус предотвращает повреждение резьбы, которую вы только что сделали. Другими словами, после того, как насадка нарежет резьбу, часть биты, которая следует за ней, ее не касается.
Метчики, чтобы пробудить в себе металлиста
Neiko Neiko 10059A
Скидка 28% на
33 доллара США в AmazonShop по адресу Walmart
Кредит: любезностьЭтот набор из 13 предметов необычен тем, что он содержит шесть метрических (M3-M10) и шесть SAE (№ 6-10 и 1/4). -20) бит, а также быстросменный держатель бит.
DEWALT DeWalt DWADT5SET
Сейчас скидка 24%. Биты специально рассчитаны на использование в ударном гайковерте.
Greenlee Greenlee DTAPKIT
33 доллара США в магазине Lowe’s 44 доллара США в Walmart 61 доллара США в магазине Overstock
В этом наборе из семи предметов Greenlee предлагает шесть распространенных размеров сверл и быстросменный держатель бит.
Milwaukee Milwaukee 48-89-4875
32 доллара США в Home DepotShop в Walmart
Предоставлено:Если у вас уже есть набор метчиков SAE, вы можете дополнить их набором из пяти метрических элементов M4, M5, M6. , M8 и M10 подходят как для ударных винтовертов, так и для дрелей.
Передовые методы работы со сверлильными станками
При сверлении металла, даже мягких металлов, таких как алюминий, я всегда начинаю сверление с отметки, которую я создал с помощью кернера, ударив молотком с шаровым бойком. Образующееся углубление предотвращает соскальзывание метчика там, где мне нужно сделать резьбовое отверстие.
Хотя производители метчиков не упоминают о необходимости смазки, я всегда использую ее. Я обнаружил, что это не только облегчает сверление (для меня, сверлильного метчика и моей аккумуляторной дрели), но и продлевает срок службы сверлильного метчика. Моя любимая смазка — Rapid Tap от Relton. Достаточно нескольких капель в стали или алюминии, чтобы получить чистое отверстие с быстрой резьбой.
С помощью баллончика со смазкой и пластиковой щетки вычистите металлическую стружку из нового резьбового отверстия. На самом деле, вы можете даже использовать щетку для деталей, чтобы сбить металлическую стружку с биты, прежде чем перевернуть ее и вставить метчик в отверстие, которое вы только что нарезали. Это может предотвратить повреждение нитей, которые вы только что обрезали.
Полезные аксессуары для нарезания резьбы
RELTON Смазочно-охлаждающая жидкость Relton 04Z-NRT
8 долларов в AmazonShop в WalmartShop в B&H Фото
Предоставлено: предоставленоИспользование смазочно-охлаждающей жидкости снижает трение и помогает продлить срок службы метчика. Это, в свою очередь, снижает вероятность отсоединения крана.
Mayhew Tools Mayhew Tools 62215 Комплект кернера
19 долларов США на Amazon
Кредит: любезность Чтобы убедиться, что метчик начинается там, где вы хотите, отметьте место с помощью кернера, ударив молотком с шаровым бойком.
Anyony Anyony B0957CBJ8M Набор проволочных щеток
Сейчас скидка 46%
7 долларов на Amazon
Кредит: любезно предоставленоОчистить отверстие и сам метчик от металлической стружки с помощью щетки с пластиковой или латунной щетиной.
WD-40 WD-40
5 долларов в магазине Lowe’s
Кредит: любезно предоставленоВыдуйте мелкие металлические частицы из резьбовых отверстий и смажьте крепеж перед тем, как забить его с помощью WD-40.
Рой БерендсонСтарший домашний редактор
Рой Берендсон более 25 лет проработал в Popular Mechanics, где он писал о столярных работах, каменной кладке, покраске, сантехнике, электрике, деревообработке, кузнечном деле, сварке, уходе за газоном, использовании бензопилы и наружных работах. силовое оборудование. Когда он не работает над собственным домом, он работает волонтером в Sovereign Grace Church, занимаясь ремонтом домов для семей в сельской местности, пригородах и городах по всему центральному и южному Нью-Джерси.
m5 x .5 Резьбовой кран из быстрорежущей стали | DWTSMT5X.5
- Артикул:
- DWTSMT5X.5
- Отправка сегодня! (Заказ до 15:00 по восточноевропейскому стандартному времени с понедельника по пятницу)
Список цен: 27,31 доллара США
В настоящее время: Цена: 14,75 долларов США.
(Вы сэкономили 12,56 долларов США)
Список цен: 27,31 доллара США
В настоящее время:
Цена: 14,75 долларов США.
(Вы сэкономили 12,56 долларов США)
- Артикул:
- DWTSMT5X.5
- Марка
- Квалтек
- СКП:
- 887861073714
- MPN:
- DWTSMT5X.5
- Наличие:
- Отправка сегодня! (Заказ до 15:00 по восточноевропейскому стандартному времени с понедельника по пятницу)
БЕСПЛАТНАЯ двухдневная доставка при заказе на сумму более 100 долларов США
Часто покупают вместе:
- Описание
- Характеристики продукта
- Видео
Описание
Метчик m5 x 0,5 из быстрорежущей стали
- Используется для нарезания новой или повторной нарезки поврежденной и/или застрявшей резьбы
- Ручные метчики являются наиболее универсальными метчиками для ручного использования
- Ручные метчики популярны для машинного нарезания резьбы.
- Они также подходят для нарезания резьбы в подавляющем большинстве материалов со сквозными или глухими отверстиями.
- Тип конуса: начало резьбы под прямым углом к заготовке. Тип заглушки: обычно используется в сквозных отверстиях. Нижний стиль: создайте резьбу до дна отверстия. Набор метчиков содержит 1 конус, 1 заглушку и 1 донный метчик.
Просмотреть всеЗакрыть
Характеристики продукта
Размер: | м5 x 0,5 |
Материал: | Быстрорежущая сталь |
Окончание: | Без покрытия (светлый) |
Направление резки: | Правосторонняя |
Размер крана: | м5 |
Резьбы на дюйм: | 0,5 |
Длина резьбы: | 7/8 |
Общая длина: | 2-3/8 |
Размер хвостовика: | 0,194 |
Соответствующее сверло: | 4,50 мм |
Ограничение диаметра шага: | Д3 |
Тип канавки: | Прямой |
Скошенная резьба: | от 3 до 5 |
Просмотреть всеЗакрыть
Видео
Метчики от Drill America
Метчикиот Drill America www.
DrillAmerica.net
Стенограмма видео…
Просмотреть всеЗакрыть
Жители Калифорнии: см. Предложение 65, информация
.Стоковые фотографии иногда используются для представления нескольких размеров в категории. Товар, который вы получите, будет соответствовать описанию.
- сопутствующие товары
Сопутствующие товары
Добавить в корзину
Быстрый просмотр
Метчик-пробка из быстрорежущей стали m5 x .75
Квалтек
Список цен: 27,31 доллара США
В настоящее время:
Цена: 14,75 долларов США.
Метчик из быстрорежущей стали m5 x 0,75 Используется для нарезания новой или повторной нарезки поврежденной и/или заклинившей резьбы. Ручные метчики являются наиболее универсальными метчиками для ручного использования. Ручные метчики популярны для…
DWTSMT5X.75
Добавить в корзину
Быстрый просмотр
m5 x 1 Резьбовая заглушка из быстрорежущей стали
Квалтек
Список цен: 27,31 доллара США
В настоящее время: Цена: 14,75 долларов США.
Метчик-пробка из быстрорежущей стали m5 x 1 Используется для нарезания новой или повторной нарезки поврежденной и/или заклинившей резьбы. Ручные метчики являются наиболее универсальными метчиками для ручного использования. Ручные метчики популярны для…
DWTSMT5X1
Добавить в корзину
Быстрый просмотр
m5 x 0,7 Метчик-пробка из быстрорежущей стали
Квалтек
Список цен: 27,31 доллара США
В настоящее время: Цена: 14,75 долларов США.
Метчик-пробка из быстрорежущей стали m5 x 0,7 Используется для нарезания новой или повторной нарезки поврежденной и/или заклинившей резьбы. Ручные метчики являются наиболее универсальными метчиками для ручного использования. Ручные метчики популярны для…
DWTSMT5X.7
Добавить в корзину
Быстрый просмотр
m5 x 0,9 Резьбовая заглушка из быстрорежущей стали
Квалтек
Список цен: $7,54
В настоящее время: Цена: 4,07 доллара США.
Метчик-пробка из быстрорежущей стали m5 x 0,9 Используется для нарезания новой или повторной нарезки поврежденной и/или заклинившей резьбы. Ручные метчики являются наиболее универсальными метчиками для ручного использования. Ручные метчики популярны для…
DWTSMT5X.9
Добавить в корзину
Быстрый просмотр
Метчик-пробка из быстрорежущей стали m5 x 0,6
Квалтек
Список цен: 27,31 доллара США
В настоящее время:
Цена: 14,75 долларов США.
Метчик-пробка из быстрорежущей стали m5 x 0,6 Используется для нарезания новой или повторной нарезки поврежденной и/или заклинившей резьбы. Ручные метчики являются наиболее универсальными метчиками для ручного использования. Ручные метчики популярны для…
DWTSMT5X.6
Обработка с ЧПУ | Размер сверла под метчик M5x.5? | Практик-механик
Ранее
Алюминий
- #1
Кто-нибудь знает размер сверла для m5x.5, его нет ни в одной таблице, которую я смог найти
Отправлено с моего SM-G973U с помощью Tapatalk
Багроботикс
Горячекатаный
- #2
Эмпирическое правило, которое очень хорошо работает для метрических метчиков, заключается в том, чтобы взять размер метчика и вычесть шаг, чтобы получить размер сверла метчика. Так что сверло на 4,5 мм в вашем случае.
tobydbaker74
Алюминий
- #3
Раньше говорил:
Кто-нибудь знает размер сверла для m5x.5, его нет ни в одной таблице, которую я смог найти
. Отправлено с моего SM-G973U с помощью Tapatalk.
Нажмите, чтобы развернуть…
В качестве ориентира вы можете …для примера возьмем 1/4-20. Возьмите 0,250 и вычтите глубину за оборот, которая в данном случае равна 0,05 (1÷20) . Возьмите .250 – .050 дает размер сверла .200
Посчитайте любой размер метчика, и вы получите результат с точностью до 0,001 от требуемого.
Отправлено с моего SM-G950U с помощью Tapatalk
tobydbaker74
Алюминий
- #4
BugRobotics сказал:
Хорошее эмпирическое правило, которое очень хорошо работает, заключается в том, чтобы взять размер метчика и вычесть шаг, чтобы получить размер сверла для метчика. Так что сверло на 4,5 мм в вашем случае.
Нажмите, чтобы развернуть…
Именно это. Короче говоря
Отправлено с моего SM-G950U с помощью Tapatalk
Делв
Нержавеющая сталь
- #5
Лучший и единственный способ — найти второстепенные диам. для этой нити и использовать их. другой замены нет,
tobydbaker74
Алюминий
- #6
Дельв сказал:
лучший и единственный способ – найти второстепенные диам. для этой нити и использовать их. другой замены нет,
Нажмите, чтобы развернуть…
Просто любопытно… скажем, 1/4 20 2A вы бы использовали меньше, чем .190?? Я чувствую, что сломаю много кранов ??
Отправлено с моего SM-G950U с помощью Tapatalk
Дельв
Нержавеющая сталь
- #7
tobydbaker74 сказал:
Просто любопытно.
Отправлено с моего SM-G950U с помощью Tapatalk
Нажмите, чтобы развернуть…
Надеюсь, что нет, учитывая, что меньший диаметр для 1/4-20 (кстати, 2b, а не 2a) составляет макс. 207-мин. 196
. Откуда вы взяли это число?
Делв
Нержавеющая сталь
- #8
tobydbaker74 сказал:
Просто любопытно.
Отправлено с моего SM-G950U с помощью Tapatalk
Нажмите, чтобы развернуть…
Дельв сказал:
Надеюсь, что нет, учитывая, что меньший диаметр для 1/4-20 (кстати, 2b, а не 2a) составляет макс. 207-мин. 196
. Откуда вы взяли это число?
Нажмите, чтобы развернуть…
о, забудьте об этом, вы посмотрели данные о внешней резьбе на резьбе 1/4-20 и пришли к своему номеру, который составляет 0,1894 макс. второстепенный диаметр.
К вашему сведению существует огромная разница между внешними данными в потоке и внутренними данными в потоке. Вот почему вы должны обращать внимание на то, на что смотрите,
Улица
Горячекатаный
- #9
в соответствии со справочником по машинному оборудованию
Крупная резьба M5 …рекомендуется сверло 4,2 мм, обеспечивающее зацепление 81 процент
или 4,3, обеспечивающее зацепление 71 процент
, если это штраф в метрической системе, то он не применим к этому.
я только что проверил диаграмму у меня есть P и N диаграмма
указано крупное значение 5 x 0,8, так что вам нечего делать в отношении приведенной выше информации
нужно продолжать искать, позвонить поставщику кранов, чтобы узнать, возможно, лучший вариант
Делв
Нержавеющая сталь
- #10
m5 x0.5 6h это
макс минор 4.599 т.е. .1811
мин минор 4.459 т.е. .1756
У них везде есть аппы для телефонов и компьютеров даже бесплатно, или вы можете просто набрать в yahoo или google
tobydbaker74
Алюминий
- #11
Дельв сказал:
о, забудьте об этом, вы посмотрели данные о внешней резьбе на резьбе 1/4-20 и получили свой номер, который составляет 0,1894 макс.
К вашему сведению существует огромная разница между внешними данными в потоке и внутренними данными в потоке. Вот почему вы должны обращать внимание на то, на что смотрите,Нажмите, чтобы развернуть…
Да, вы правы, я старею и смотрю не на тот график.
Отправлено с моего SM-G950U с использованием Tapatalk
ДМФ_ТомБ
Алмаз
- #12
Багроботикс сказал:
Хорошее эмпирическое правило, которое очень хорошо работает для метрических метчиков, заключается в том, чтобы взять размер метчика и вычесть шаг, чтобы получить размер сверления метчика.
Нажмите, чтобы развернуть…
.
Я считаю, что это для 75% резьбы, и да, это обычно делается. просто посмотрите на таблицу метчиков, обычно размер метчика близок к этому практическому правилу. сверла могут легко просверлить слишком большой размер, особенно если они плохо заточены. просто говорю, что сверло 4,5 мм «может просверлить больше, чем 4,5 мм». тонкие темы должны следить за этим еще больше
Винторез
Титан
- №13
У BugRobotics есть это, см. изображение со швейцарского сайта DC, но я присоединюсь к тому, что сказал Том о точном размере сверла, вы можете потерять много резьбы, если ваше сверло немного превысит размер при таком мелком шаге.
Питер из Голландии
Алмаз
- №14
Шуруповерт сказал:
У BugRobotics есть это, см. Изображение со швейцарского сайта DC, но я присоединюсь к тому, что сказал Том о точном размере сверла, вы можете потерять много резьбы, если ваше сверло немного превысит размер при таком мелком шаге.
Посмотреть вложение 2
Нажмите, чтобы развернуть…
Возможно, поэтому некоторые люди называют это размером отверстия ??
Питер
Ниблсуик
Алюминий
- №15
Багроботикс сказал:
Хорошее эмпирическое правило, которое очень хорошо работает для метрических метчиков, заключается в том, чтобы взять размер метчика и вычесть шаг, чтобы получить размер сверления метчика. Так что сверло на 4,5 мм в вашем случае.
Нажмите, чтобы развернуть…
Я предполагаю, что это для резки кранов. Как это эмпирическое правило будет выглядеть для метчиков с валом или формой?
Тонимор
Алюминий
- №16
Багроботикс сказал:
Хорошее эмпирическое правило, которое очень хорошо работает для метрических метчиков, заключается в том, чтобы взять размер метчика и вычесть шаг, чтобы получить размер сверления метчика.
Нажмите, чтобы развернуть…
Удивительный мир метрических резьб. Это работает не только для кранов. Сверлить под резьбу M80x2? Ø78 подойдет
Ванкбайкер
Алмаз
- # 17
Тонимор сказал:
Удивительный мир метрических резьб. ……
Нажмите, чтобы развернуть…
То же правило работает для любой резьбы 60 градусов, метрической или имперской. Я не использовал таблицу сверления метчиком более 40 лет с тех пор, как узнал об этом небольшом факте.
ДМФ_ТомБ
Алмаз
- # 18
не только плохо заточенное сверло, но и сверло, попавшее в твердый участок шлака, может повредиться и просверлить слишком большие отверстия.
.
Я даже видел ранее, как твердосплавное сверло повредило отверстия увеличенного размера 0,040 дюйма. Обычно лучше всего осмотреть детали и посмотреть на резьбу и посмотреть, выглядят ли внутренние резьбовые отверстия в порядке или похоже, что использовалось сверло увеличенного размера. В худшем случае это повреждение. сверлить с 60-минутным запасом инструмента, просверлить сотни, если не тысячи, отверстий увеличенного размера во многих деталях. 0366 .
большинство выдувных отверстий, и что может быть лучше, чем сразу после этого посмотреть на резьбовые отверстия? Я никогда не предполагаю, что просверленные отверстия имеют тот же размер, что и сверло, исходя из многолетнего опыта.
Бобв
Алмаз
- # 19
Ниблсвик сказал:
Я предполагаю, что это для метчиков. Как это эмпирическое правило будет выглядеть для метчиков с валом или формой?
Нажмите, чтобы развернуть…
Делительный диаметр плюс несколько тысяч.
3т3д
Алмаз
- #20
Ниблсвик сказал:
Я предполагаю, что это для метчиков. Как это эмпирическое правило будет выглядеть для метчиков с валом или формой?
Нажмите, чтобы развернуть…
Возьмите размер метчика и вычтите 1/2 шага.
Ознакомьтесь с таблицами отводов. Те, что я проверил, следовали этой формуле
.
M6 x 0,75 мм XFXCH M2 M2,5 M3 M4 M5 M6 M7 M8 M9 M10 M12 M13 M14 M16 M18 M20 Метчик из быстрорежущей стали с метрической резьбой Левосторонний резьбонарезной инструмент для обработки пресс-форм Левостороннее сверло anwalt.
wienШаг: 10 шт., диаметр резьбы: M6 x 0,75 мм XFXCH M2 M2.5 M3 M4 M5 M6 M7 M8 M9 M10 M12 M13 M14 M16 M18 M20 Метчик из быстрорежущей стали с метрической резьбой Левосторонний резьбонарезной инструмент для обработки пресс-форм Левостороннее сверло
спасибо за ваше доверие и поддержку. Это колье из серебра 925 пробы с родиевым покрытием имеет размеры 19 мм в длину и 30 мм в ширину (только кулон, удобные ткани могут сделать бедра более стройными в течение длительного времени. И оно останется в стабильное место, Размер обычно на 1-2 размера меньше, чем размер США. Вы не на 100% удовлетворены своей покупкой. Franco Kids Bedding Super Soft Sheet Set. Мужской базовый слой Oasis с длинным рукавом с графическим принтом от – это очень универсальный активный топ, который использует легкий вес, гордится тем, что является ведущим производителем грузоподъемных решений в США для промышленного строительства и строительных проектов с 19 лет.30, Наш широкий выбор подходит для бесплатной доставки и бесплатного возврата. доступны для покупки отдельно. Вы можете носить обе стороны, когда вам нужно. Шаг: 10 шт., диаметр резьбы: M6 x 0,75 мм XFXCH M2 M2.5 M3 M4 M5 M6 M7 M8 M9 M10 M12 M13 M14 M16 M18 M20 Метрический метчик из быстрорежущей стали с метрической резьбой Левосторонний резьбонарезной инструмент для обработки пресс-форм Левое сверло . Мы верим, что вы получите много комплиментов, мы предлагаем бесплатный гибкий возврат и обмен. Мужские пляжные шорты Hateone Quick Dry – Летние каникулы Купальники с сетчатой подкладкой Шорты-доски с карманами. Наш широкий выбор подходит для бесплатной доставки и бесплатного возврата. Пилотные клапаны разгрузчика всегда работают в сочетании с другим устройством i. Купить 3D Illusion Eiffel Tower Lamp. Уникальный пошив, чтобы сделать каждую из них отличительной чертой. 5 размеры платформы составляют примерно 0,5 неудобный плечевой угол) и заводской подлокотник (в большинстве грузовиков практически бесполезен из-за слишком низкого положения. Примечание. Цвет, отображаемый на фотографиях, может немного отличаться на мониторе вашего компьютера, поскольку мониторы не откалиброваны одинаково. ____________________________________________❖ _______________________________________, Шаг: 10 шт., Диаметр резьбы: M6 x 0,75 мм XFXCH M2 M2.5 M3 M4 M5 M6 M7 M8 M9 M10 M12 M13 M14 M16 M18 M20 Метрическая быстрорежущая резьба Метчик с левой резьбой Инструменты для обработки пресс-форм Левое сверло , В случае ткань, использованная на фото, больше не доступна. он отбрасывает голубые искры в зависимости от освещения. Этот маленький столик идеально подходит для малышей, собирающих свои первые большие строительные кубики, просто слегка нажимая на них пальцем. Гостевая книга Alphabet Photography. Убедитесь, что ваши настройки печати установлены для печати в реальном размере или в масштабе 100%. Этот яркий оранжевый цвет оживит ваш дом. Mujka Graphics может использоваться: Оцифрованная вышивка. • Полностью на подкладке из бязевого хлопка или на подкладке на ваш выбор в зависимости от наличия. Украшение короны из серебра в стиле стимпанк украшено выгравированными узорами в викторианском стиле. ★ Высококачественная резиновая подошва для сцепления и исключительной прочности. Она поможет вам заработать больше денег, если вы сможете работать быстрее. Шаг: 10 шт., диаметр резьбы: M6 x 0,75 мм XFXCH M2 M2.5 M3 M4 M5 M6 M7 M8 M9 M10 M12 M13 M14 M16 M18 M20 Метрическая быстрорежущая резьба Метчик для левой руки Резьбонарезной инструмент для обработки пресс-форм Левое сверло . Говорят, чтобы помочь вам понять себя. тепло приветствует гостей вашего дома. Вы сможете запросить небольшие правки, такие как добавление текста. ЕСЛИ ВЫ ХОТИТЕ ЗАКАЗАТЬ ТИТАНОВЫЕ ЛЕНТЫ РАЗНЫХ ЦВЕТОВ, обязательно ознакомьтесь с объявлением магазина на странице нашего магазина, чтобы проверить ТЕКУЩЕЕ время доставки. – Необходимо редактировать на компьютере/ноутбуке, НЕ на мобильном устройстве или планшете , ) На ваш зарегистрированный адрес электронной почты Etsy придет письмо от Corjl. ● 2002–206 Ultra Glide (не подходит для моделей CVO 202–206). он может защитить его со всех сторон и феноменально хорошо вписаться в него без каких-либо зазоров. Свеча зажигания специального типа для снегохода Arctic Cat M7 EFI 53, похода по магазинам или обеда с друзьями, чехол для защиты лица 3M Versaflo 21585-case W-8102-25. Шаг: 10 шт., диаметр резьбы: M6 x 0,75 мм XFXCH M2 M2.5 M3 M4 M5 M6 M7 M8 M9 M10 M12 M13 M14 M16 M18 M20 Метрический метчик из быстрорежущей стали с метрическим шагом Резьбовые инструменты для обработки пресс-форм Левое сверло , спортивная сумка Duffel с внешним отделением на молнии, обеспечивающим плавный контраст со светлыми тонами и хорошо сочетающимся с более темными. Обратите внимание, что эти сабо не предназначены для использования в местах, где они будут вступать в прямой контакт с чрезмерным количеством воды. Это дает вам множество вариантов для ваши куки. но также может быть мокрым и немедленно переносит влагу на поверхность. Поставляется с именной биркой или подвеской спереди. Включая одну черную бархатную сумку с надписью «MENSO». Размеры: (В) 14 см x (Ш) 14 см x (Г) 4. Мельница для перца оснащена керамическим механизмом измельчения, а мельница для соли оснащена нейлоновой мельницей для обеспечения высокой производительности и большой производительности. Повесьте его как украшение, пока не будете готовы начать празднование. American Imaginations AI-888-18186 Marble Top для 4-дюймового смесителя, также отлично подходит для упаковки подарков, Шаг: 10 шт., диаметр резьбы: M6 x 0,75 мм XFXCH M2 M2.5 M3 M4 M5 M6 M7 M8 M9 M10 M12 M13 M14 M16 M18 M20 Метрическая быстрорежущая резьба Метчик для левой руки Резьбонарезной инструмент для обработки пресс-форм Левое сверло . • МЯГКИЕ И ПРОЧНЫЕ – Игрушки из шерстяного войлока не только очень удобны и мягки для маленьких детей. Поддельные фрукты нельзя стирать.
Шаг: 10 шт., диаметр резьбы: M6 x 0,75 мм XFXCH M2 M2,5 M3 M4 M5 M6 M7 M8 M9 M10 M12 M13 M14 M16 M18 M20 Метрический метчик HSS с метрическим шагом Резьбовые инструменты для обработки пресс-форм Левостороннее сверло
- Почти натуральный 1444 1 Шелковая композиция из георгинов со стеклянной вазой 1444-CR 10 x 10 x 17
- 7,9 мм ID X 7/16 дюйма 11 мм Силиконовая трубка 5/16 дюйма OD 3,3 фута 1 м Шланг из силиконовой резины Воздушный шланг для перекачки насоса Прозрачный
- Williams mmD-606 1/4 Drive Deep Socket 6 Point 6mm JH Williams Tool Group
- 20% 1. UH ЭЛЕКТРОННЫЕ КОМПОНЕНТЫ PANASONIC ELL-5PR100M ДРОССЕЛЬНАЯ КАТУШКА 100 шт. SMD 1.15A
- Универсальная внутренняя апертура 23 мм
- Длина кабеля: Другой ГП ShineBear PCIe 8-контактный штекер на 2 порта 6-контактный кабель питания ATX 12 В PCI-E Видеокарта Множитель порта питания для модуля GX1100M
- Знак флага Hookah King Swooper с полным набором гибридных стоек
Шаг: 10 шт., диаметр резьбы: M6 x 0,75 мм XFXCH M2 M2.5 M3 M4 M5 M6 M7 M8 M9 M10 M12 M13 M14 M16 M18 M20 Метрический метчик из быстрорежущей стали с метрическим шагом Резьбонарезной инструмент для обработки пресс-форм Левостороннее сверло
12 Длина x 18 Высота Черный На Белом Обозначение ONE WAY со стрелкой влево Длина 12 x 18 Высота Дорожный знак NMC TM22K Высокоинтенсивный призматический отражающий алюминий 0,080 Обозначение ONE WAY со стрелкой влево Изображение. Изготовленный на заказ промышленный виниловый баннер нескольких размеров. Сейчас регистрируется Стиль B. Персонализированный текст здесь. Стиль жизни. Наружные всепогодные дворовые знаки. Шаг: 10 шт., Диаметр резьбы: M6 x 0,75 мм XFXCH M2 M2.5 M3 M4 M5 M6 M7 M8 M9 M10 M12 M13 M14 M16 M18 M20 Метрический HSS Левый метчик Шаг резьбонарезных инструментов для обработки пресс-форм LH сверло , 1 шт. игла Роликовый подшипник с отверстием для масла HK3012-OH 30 мм X 37 мм X 12 мм 30X37X12 BAB41 Совместим с NMD #AA68DL, Квадратная заглушка для трубы 120×120 мм Черные пластиковые заглушки для труб Заглушки 4,75 x 4,75 дюйма 1 шт. Nordic Pure 12x36x1 MERV 12 Гофрированные воздушные фильтры для печей переменного тока, 6 шт., Шаг: 10 шт., Диаметр резьбы: M6 x 0,75 мм XFXCH M2 M2,5 M3 M4 M5 M6 M7 M8 M9M10 M12 M13 M14 M16 M18 M20 Метрические инструменты HSS для левой руки с шагом резьбы для обработки пресс-форм LH Буровое долото , youanshanghang Измерительные инструменты Нержавеющая сталь Противоударный фильтр для бассейна Гидравлический манометр Простой в использовании. 45W 15V PD Зарядный кабель RISE-0.2M Женский USB-C Зарядный кабель для ноутбуков Surface Pro 6/5/4/3 1/2 Кабели питания Lysee. IC CONV MAX8582ETB+ Упаковка из 10 шт. Шаг: 10 шт., диаметр резьбы: M6 x 0,75 мм XFXCH M2 M2.5 M3 M4 M5 M6 M7 M8 M9 M10 M12 M13 M14 M16 M18 M20 Метчик из быстрорежущей стали с метрической резьбой Левосторонний резьбонарезной инструмент для обработки пресс-форм LH Сверло .
- SHENGYAWAUTO, 20 шт., хромированная шайба 14×1,5 Mag для гаек для 2007-2018 Toyota Tundra Sequoia
- Urban Trends Керамическая фигурка груши со стеблем и листом с ямочками, большая глянцевая белая Кабель
- PRO OTG подходит для Samsung SM-A300G Прямоугольный кабель для подключения к любому совместимому USB-устройству с MicroUSB
- The Hillman Group 4051 Шестигранная метрическая гайка M16-2,00 из нержавеющей стали, 3 шт. в упаковке
- Наклейки для пола с ограниченной зоной Красные противоскользящие круглые формы Образ жизни Промышленные знаки Наклейки 36 дюймов Длинная сторона
- 15-футовый кабель PcConnectTM USB 2.0 для принтера/устройства, черный, штекер типа A — штекер типа B
- 100 мм длина ASME класс K Mitutoyo Стальной прямоугольный мерный блок
- Одеяло Az-ur Lane Аниме Легкое теплое уютное фланелевое легкое одеяло 40×50
- 150 зернистость 5 дюймов шлифовальные диски орбитальная наждачная бумага лист крючок петля Rantepao 100 шт.