Координатно расточной станок 2е450аф30 – 2Е450АФ30 станок координатно-расточный с ЧПУСхемы, описание, характеристики
alexxlab | 11.04.2020 | 0 | Разное
2Е450АФ30 станок координатно-расточный с ЧПУСхемы, описание, характеристики
Сведения о производителе координатно-расточного станка 2Е450АФ30
Производитель координатно расточных станков 2Е450АФ30 Московский завод координатно-расточных станков «МЗКРС», основанный в 1942 году
Московский завод координатно-расточных станков, одно из старейших предприятий станкоинструментальной отрасли, был основан в 1942 году, как первый в отечественной промышленности завод по производству прецизионных станков: внутришлифовальных и специальных.
Станки, выпускаемые Московским заводом координатно-расточных станков МЗКРС
Координатно расточные станки. Общие сведения
Синонимы: координатно-расточный станок, координатно-расточной станок, jig boring machine.
Координатно-расточные станки предназначены для обработки отверстий в кондукторах, приспособлениях и деталях, для которых требуется высокая точность взаимного расположения отверстий (в пределах 0,005 — 0,001 мм), без применения приспособлений для направления инструмента.
На этих станках можно производить растачивание, сверление, зенкерование и развертывание отверстий, чистовое фрезерование торцов, измерение и контроль деталей, а также разметочные работы.
Станки могут применяться для обработки отверстий в кондукторах, приспособлениях и деталях, для которых требуется высокая точность взаимного расположения отверстий. Наряду с растачиванием на станках могут выполняться разметка и проверка линейных размеров, в частности межцентровых расстояний. Применяя поставляемые со станком поворотные столы и другие принадлежности, можно, кроме того, обрабатывать отверстия, заданные в полярной системе координат, наклонные и взаимноперпендикулярные отверстия и протачивать торцовые поверхности.
Координатно-расточные станки предназначаются для обработки отверстий с точным расположением их осей без применения разметки. Точность расположения отверстий достигается на этих станках в пределах 0,005—0,001 мм. На этих станках можно производить сверление, развертывание, зенкерование, растачивание отверстий и фрезерование поверхностей (фрезерование выполняется редко). Координатно-расточные станки используются также для измерения и контроля деталей, для точных разметочных работ.
Координатно-расточные станки чаще применяются в инструментальных и экспериментальных цехах.
Координатно-расточные станки бывают одно- и двухстоечные.
Одностоечные станки имеют крестовый стол, предназначенный для перемещения заготовки в двух взаимно перпендикулярных направлениях.
Двухстоечные станки имеют стол, находящийся на направляющих станины. Стол перемещает установленную на него заготовку только в направлении координаты х. С обеих сторон станины расположены стойки, на них помещена поперечина, на направляющих которой находится шпиндельная бабка. При движении шпиндельной бабки по направляющим поперечины ось шпинделя перемещается относительно установленного на столе изделия в направлении второй координаты у. Для подъема или опускания шпиндельной бабки поперечину перемещают вверх или вниз по направляющим стоек. Во всех типах координатно-расточных станков обработка отверстий производится с вертикальной подачей шпинделя при неподвижно закрепленных шпиндельной бабке и столе.
Для обеспечения получения более точного расстояния между центрами отверстий координатно-расточные станки должны быть установлены в отдельных помещениях, в которых всегда необходимо поддерживать постоянную температуру +20° С с отклонением не более чем ±1°.
Измерение расстояния между осями отверстий можно осуществить при помощи:
- жестких и регулируемых концевых мер, применяемых в сочетании с индикаторными устройствами
- точных ходовых винтов с лимбами и нониусами
- точных масштабов в сочетании с оптическими приборами
- индуктивных проходных винтовых датчиков
По первому способу измеряют набором концевых мер и штихмасом. Они располагаются между подвижным упором, установленным на столе, и штифтом индикатора, установленного на неподвижной стойке.
По второму способу измеряют с помощью точно изготовленных ходовых винтов, которые предназначены для перемещения стола и других частей. Величину перемещения отсчитывают лимбом с нониусом. Для устранения ошибок ходового винта очень часто применяют коррекционные линейки, которые через рычажную систему производят дополнительное перемещение стола.
Отсчет измерения по третьему способу производится по очень точному масштабу, наблюдаемому через микроскоп. Масштабом служит зеркальный стальной вал с нанесенной на его поверхности винтовой тонкой риской с шагом t = 2 мм или в виде плоской зеркальной шкалы. Преимуществом этого способа измерения является отсутствие износа зеркального вала или зеркальной шкалы, которые не используются для передвижения стола.
Четвертый способ измерения с применением индуктивных винтовых проходных датчиков обеспечивает возможность дистанционного менее утомительного наблюдения стрелки и шкалы электроиндикатора.
2Е450АФ30 Координатно-расточный станок с ЧПУ. Назначение и область применения
Координатно-расточный станок с ЧПУ 2Е450АФ30 предназначен для обработки отверстий с точным расположением осей и получистового и чистового контурного фрезерования. Применяя поставляемые со станком поворотные столы, можно производить обработку отверстий и плоскостей, расположенных под различными углами друг к другу.
Станок 2Е450АФ30 применяется в инструментальных, ремонтных, опытных и производственных цехах машиностроительных заводов в условиях единичного или мелкосерийного производства при обработке сложных деталей с большим количеством переходов при неповторяющихся деталях или партиях деталей, т. е. в тех случаях, когда тщательная технологическая подготовка производства экономически нецелесообразна. Оператор сам выбирает инструмент, режимы резания, определяет последовательность переходов. Математическое обеспечение системы ЧПУ обеспечивает работу на станке вручную. Работа может производиться в прямоугольной или полярной системах координат, в абсолютной системе отсчета или в приращениях по выбору оператора. При этом исключается ошибка по вине оператора, связанная с подсчетом координат, так как на цифровой индикации отображается размер, указанный на чертеже.
Применение позиционно-контурной системы ЧПУ мод. 2С42-65-03 расширяет технологические возможности станка и повышает его производительность.
Программа обработки детали может составляться непосредственно на рабочем месте в режиме диалога, причем программа может быть задана сразу полностью или программироваться в процессе обработки первой детали с последовательной обработкой и запоминанием каждого кадра. При этом оператору не требуются специальные знания по программированию.
На станке в режиме программной обработки производятся:
- обработка отверстий большого диаметра, торцовых углублений и различных кольцевых канавок фрезерованием, т. е. многолезвийным инструментом вместо однолезвийного
- контурное фрезерование поверхностей, образованных прямыми и дугами окружностей
Станок имеет ряд преимуществ по сравнению с заменяемым станком модели 2Е450АФ1-1:
- повышение производительности в 1,91 раза
- повышение точности позиционирования в 1,1 раза
- повышение надежности
- расширение технологических возможностей
- наличие цифровой индикации и ПНК по оси Z с дискретностью отсчета 0,001 мм и т. д.
Станок по техническому уровню для координатно-расточных станков особо высокой точности находится на уровне мировых стандартов.
Разработчик — Московский завод координатно-расточных станков.
Класс точности станка — А по ГОСТ 8—82.
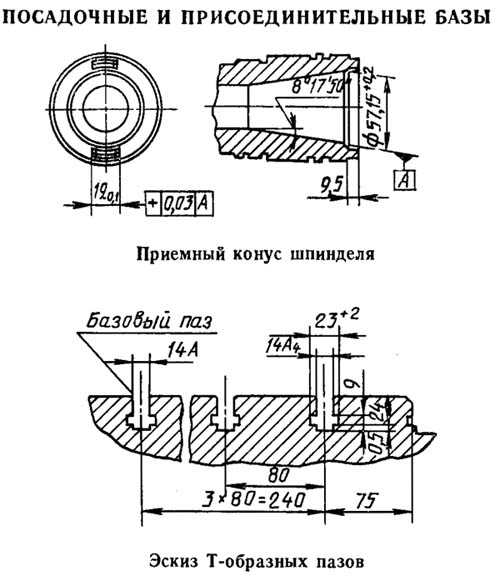
Рабочие присоединительные базы координатно расточного станка 2Е450АФ30
Общий вид координатно расточного станка 2Е450АФ30


Состав и расположение органов управления станком 2Е450АФ30

Компоновка координатно расточного станка 2Е450АФ30
- станина
- салазки
- винт перемещения стола
- стол
- редуктор перемещения шпиндельной коробки
- редуктор перемещения гильзы шпинделя
- коробка скоростей
- блок направляющих
- стойка
- пульт управления
- шпиндель
- шпиндельная коробка
- пульт ЧПУ
- винт перемещения салазок
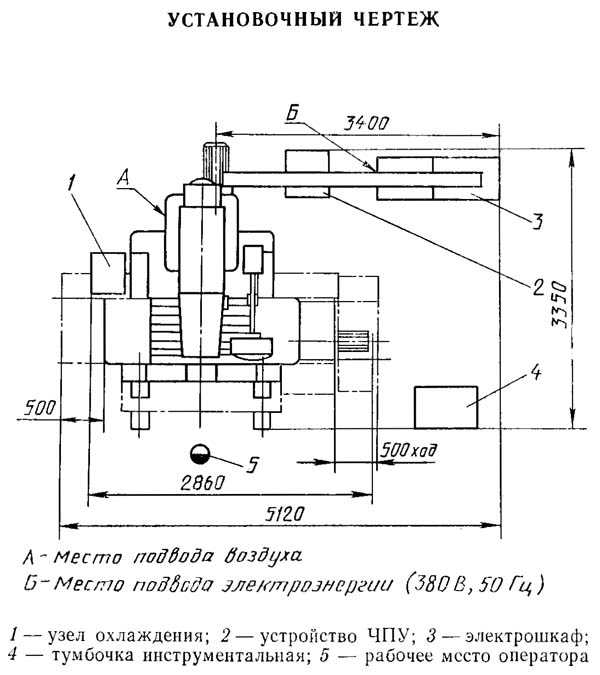
Установочный чертеж координатно-расточного станка 2Е450АФ30
Фундамент координатно-расточного станка 2Е450АФ30

Технические характеристики координатно-расточного станка 2Е450АФ30
| Наименование параметра | 2Е450 | 2Е450АФ30 |
|---|---|---|
| Основные параметры станка | ||
| Наибольший диаметр сверления в стали 45, мм | 30 | 30 |
| Наибольший диаметр расточки в стали 45, мм | 10..250 | 10..250 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 200..770 | 200..750 |
| Расстояние от оси шпинделя до стойки (вылет шпинделя), мм | 710 | 710 |
| Рабочий стол и салазки | ||
| Рабочая поверхность стола, мм | 1120 х 630 | 1120 х 630 |
| Наибольшая масса обрабатываемого изделия, кг | 600 | 600 |
| Наибольшее продольное перемещение стола, мм | 1000 | 1000 |
| Наибольшее поперечное перемещение стола, мм | 630 | 630 |
| Число Т- образных пазов на столе | 7 | 7 |
| Число скоростей перемещения стола и салазок шпиндельной бабки | 32 | 14 |
| Пределы рабочих подач стола при фрезеровании, мм/мин | 1,6..7000 | 2,5..1000 |
| Скорость быстрых перемещений, мм/мин | 4, 8 | |
| Цена деления растровой сетки установки координат, мм | 0,001 | |
| Наибольшее усилие подачи по осям X, Y, Z, Н | 10000 | |
| Шпиндель. Шпиндельная коробка | ||
| Число скоростей шпинделя, об/мин | 24 | 25 |
| Частота вращения шпинделя, об/мин | 10…2000 | 10…2500 |
| Наибольшее вертикальное (ход) перемещение гильзы шпинделя (ручное, механическое), мм | 260 | 260 |
| Наибольшее вертикальное перемещение шпиндельной коробки (установочное), мм | 310 | 310 |
| Число рабочих подач шпинделя, мм | 30 | |
| Пределы рабочих подач шпинделя, мм/мин | 1,2..1000 | 1,2..1000 |
| Диаметр гильзы шпинделя, мм | 140 | |
| Внутренний конус шпинделя | Конус 45, 7:24 | Конус 45, 7:24 |
| Наибольший конус закрепляемого инструмента | Морзе 4 | Морзе 4 |
| Наибольший крутящий моментна шпинделе, Н*м | 200 | |
| Система ЧПУ | ||
| Штатная система ЧПУ | нет | 2С42-65-03 |
| Количество управляемых осей координат | нет | 3 |
| Количество одновременно управляемых осей координат | нет | 2 |
| Дискретность отсчета по осям X, Y, Z, мм | нет | 0,001 |
| Привод | ||
| Количество электродвигателей на станке | 7 | |
| Электродвигатель привода главного движения, кВт | 7,2 | 7,2 |
| Электродвигатель привода перемещения стола, кВт | 1,0 | 1,1 |
| Электродвигатель привода гильзы шпинделя, кВт | 0,75 | |
| Электродвигатель привода каретки фотодатчика, кВт | 0,013 | |
| Электродвигатель привода насоса смазки, кВт | 0,01 | |
| Электродвигатель привода механизма переключения скоростей, кВт | 0,01 | |
| Электронасос охлаждающей жидкости Тип | ПА-22 | |
| Габарит станка | ||
| Габариты станка, включая ход стола и салазок (длина х ширина х высота), мм | 3600 х 3305 х 2660 | 2800 х 3000 х 3000 |
| Масса станка, кг | 9200 | 7900 |
Связанные ссылки
Каталог координатно-расточных станков
Паспорта координатно-расточных станков
stanki-katalog.ru
Заказать координатно-расточной станок 2Е450АФ30 с ЧПУ
Вертикальный координатно-расточной станок 2Е450АФ30 c ЧПУ используется для обработки отверстий в кондукторах, приспособлениях и деталях с точным расположением осей в прямоугольной системе координат.
На станке 2Е450АФ30 можно производить сверление, чистовое фрезерование, разметку и контроль линейных размеров (межцентровых расстояний). Устанавливаемая система ЧПУ позволяет минимизировать работу человека при обработке заготовки. Основная работа выполняется оператором до начала обработки и заключается во вводе заранее рассчитанных размеров через пульт, что ведёт к получению наиболее точного и однообразного результата, благодаря минимизации человеческого фактора при обработке детали.
Существует более дешёвый аналог данного станка 2Е450АФ10 (2А450АФ10), который оснащается УЦИ.
Стандартная комплектация электрической части:
- УЧПУ — NC220 с модулем расширения;
- приводы подачи – OMRON серия R88M (сервопривод, двигатели – 3 кВт и 1,5 кВт, энкодер – 20 бит) — координатные;
- привод главного движения – YASKAWA серия A1000, 7,5 кВт;
- пульт управления с джойстиком и штурвальными задатчиками для ручного и наладочного режимов;
- линейные измерители ЛИР;
Технические характеристики:
Параметр | Значение |
| Класс точности по ГОСТ 8-82 | А |
| Размеры рабочей поверхности стола, мм | 630х1120 |
| Наибольшее перемещение стола, мм: — продольное — поперечное | 1000 630 |
| Число Т-образных пазов стола по ГОСТ 6569-75 | 7 |
| Расстояние между пазами, мм | 80 |
| Ширина паза по ГОСТ 1574-91, мм | 14 |
| Расстояние от торца шпинделя до рабочей поверхности стола, мм: — наибольшее — наименьшее | 750 200 |
| Вылет оси шпинделя, мм | 710 |
| Наибольший ход шпинделя, мм | 250 |
| Конус шпинделя по ГОСТ 30064-93 | 45 (7/24) |
| Наибольший диаметр сверления, мм | 30 |
| Наибольший растачиваемый диаметр, мм | 250 |
| Пределы рабочих подач, мм/мин: — шпинделя — стола | 1,2 … 400 1 … 3000 |
| Ускоренные перемещения, мм/мин: — шпинделя — стола | 1000 7000 |
| Дискретность цифровой отсчётной системы установки координат (X,Y,Z), мм | 0,001 |
| Точность установки координат стола (X,Y), мм | 0,005 |
| Потребляемая мощность (-3ф/N/PE 380В, 50Гц), кВт | 13 |
| Допустимый вес обрабатываемого изделия, кг | 600 |
| Габаритные размеры станка (ДхШхВ), мм, не более | 3200 х 3400 х 3000 |
| Масса станка (без эл. Шкафов и принадлежностей) | 7500 |
stankonova.ru
Ремонт координатно-расточного станка 2Е450АФ30
2Е450АФ30 выпускался в 70-х годах ХХ в. на Московском заводе координатно-расточных станков и по своим техническим характеристикам находился на уровне лучших мировых стандартов того времени. Он и сейчас востребован на многих машиностроительных предприятиях, для организации единичного и мелкосерийного производства.

Основное назначение данного станка – создание и обработка отверстий с высокоточным взаимным расположением, а также чистовое контурное фрезерование. Использование вспомогательной оснастки, в частности, поворотных столов, позволяет обрабатывать плоскости и отверстия, которые расположены под разными углами друг к другу.
 Оснащение станка позиционно-контурной системой ЧПУ (модели 2С42-65-03) существенно расширяет его технологические возможности, т.к. позволяет оператору самостоятельно выбирать инструмент, подбирать необходимые режимы резания и последовательность переходов при обработке деталей сложной формы, работать на станке вручную. При этом оператор может выбирать, в какой системе координат (прямоугольной или полярной) будет производиться обработка детали. Разработчиками предусмотрено отображение размера детали, указанного на чертеже, с помощью цифровых сегментных индикаторов, что исключает появление ошибки, связанной с расчётом координат.
Оснащение станка позиционно-контурной системой ЧПУ (модели 2С42-65-03) существенно расширяет его технологические возможности, т.к. позволяет оператору самостоятельно выбирать инструмент, подбирать необходимые режимы резания и последовательность переходов при обработке деталей сложной формы, работать на станке вручную. При этом оператор может выбирать, в какой системе координат (прямоугольной или полярной) будет производиться обработка детали. Разработчиками предусмотрено отображение размера детали, указанного на чертеже, с помощью цифровых сегментных индикаторов, что исключает появление ошибки, связанной с расчётом координат.
Кроме ручного режима, на станке 2Е450АФ30 с ЧПУ предусмотрена также программная обработка деталей, с помощью которой можно производить:
- фрезерование и обработку кольцевых канавок, торцовых углублений, отверстий большого диаметра;
- фрезерование поверхностей по заданному контуру, образованному прямыми и дугами окружностей.
Координатно-расточной станок 2Е450АФ30 с ЧПУ относится к станкам особо высокой точности, поэтому нуждается в особенно тщательном уходе (в частности, поддержании температуры 20оС в помещении, где он установлен), качественном и своевременном техническом обслуживании и ремонте, точной настройке.
Компания «ИМПУЛЬС» производит весь спектр работ, связанных с обслуживанием станочного оборудования: установку, наладку, техническое обслуживание, ремонт и модернизацию. Высококвалифицированные специалисты компании имеют большой практический опыт проведения ремонтно-восстановительных работ различных типов станков как отечественного, так и импортного производства. По желанию заказчика работы могут производиться либо на его территории, либо в ремонтных мастерских компании. При этом первичный осмотр станка производится бесплатно.
Проверка станка 2Е450АФ30 перед ремонтом
Перед началом ремонтных работ инженеры компании проводят тщательный наружный осмотр станка для выявления дефектов, а также испытание станка на всех скоростях и подачах. Принимается во внимание информация, полученная от механика цеха и операторов, работающих на данном станке, т.к. они помогают уточнить сведения об имеющихся неполадках.
Далее специалисты проводят проверку геометрических параметров станка на соответствие паспортным данным, а именно:
- прямолинейность и взаимную параллельность потолочных и лицевых направляющих станины, направляющих шпиндельной стойки;
- равномерность прилегания плотовины станка к направляющим станины;
- перпендикулярность лицевых направляющих стойки (колонны) направляющим станины;
- взаимную параллельность потолочных направляющих стойки её лицевым направляющим.
Все измерения производятся с помощью точных измерительных приборов. Информация, полученная в результате проверки станка, учитывается во время определения объёма работ по восстановлению направляющих. На основании всех полученных данных составляется предварительная дефектная ведомость.
После проведения диагностики станка приступают к его разборке. Вначале станок отключают от электропитания, изолируют концы проводов, демонтируют шпиндельную коробку, снимают электродвигатель. После этого полностью разбирают весь станок. Детали очищают и промывают, производят их дефектацию. Уточняют ведомость дефектов и окончательно определяют объём и стоимость ремонтных работ.
Технология ремонта расточного станка 2Е450АФ30
 Ремонт станка начинают с восстановления направляющих станины. Их зачищают от вмятин и задиров, после чего шабрят по маякам и выверяют. Затем приступают к ремонту направляющих стойки. Сначала их пришабривают на самом изношенном участке, который специалисты определили во время проведения замеров перед разборкой станка. Затем вышабривают контрольные площадки и производят шабрение всех направляющих, периодически проверяя параллельность контрольным площадкам. Контроль правильности шабрения производят с помощью микрометрической скобы.
Ремонт станка начинают с восстановления направляющих станины. Их зачищают от вмятин и задиров, после чего шабрят по маякам и выверяют. Затем приступают к ремонту направляющих стойки. Сначала их пришабривают на самом изношенном участке, который специалисты определили во время проведения замеров перед разборкой станка. Затем вышабривают контрольные площадки и производят шабрение всех направляющих, периодически проверяя параллельность контрольным площадкам. Контроль правильности шабрения производят с помощью микрометрической скобы.
Следующим ответственным этапом является ремонт шпиндельного узла. Наибольшему износу в шпиндельном узле расточного станка подвергаются поверхность внутреннего конуса, места установки клиньев и пазы для шпонок. Важно соблюдать правильную последовательность выполнения ремонтных операций, т. к. это позволит сохранить точное взаимное расположение базовых поверхностей шпинделя.
Опытные инженеры компании «ИМПУЛЬС» разработают план ремонта, исходя из характера износа шпиндельного узла, и подберут соответствующую технологию его ремонта. После установки отремонтированной шпиндельной бабки на колонну её положение выверяют с помощью клиньев так, чтобы обеспечить строгую перпендикулярность оси шпинделя к боковой направляющей стойки.
Специалисты компании проверят и отремонтируют все приводы и узлы кинематической системы станка, очистят и восстановят работу гидравлических систем смазки и подачи охлаждающей жидкости.
Инженеры-электрики компании проверят состояние электрической системы станка. Будут заменены все неисправные элементы электросхемы, восстановлены пульт управления, пульт ЧПУ, обновлено программное обеспечение (математика) станка.
На заключительном этапе ремонта специалисты компании производят сборку и наладку станка, проверяют соответствие технических параметров отремонтированного станка паспортным значениям.
В результате ремонта, произведённого компанией «ИМПУЛЬС», будут восстановлены надёжность, точность и производительность станка, что положительно скажется на качестве обработки деталей.
impulsspb.ru
Координатно-расточной 2Е450АФ30, 1990 г.в Б/У
Координатно-расточной станок 2Е450АФ30, Московский завод координатно-расточных станков, 1990 год выпуска. C ЧПУ 2С-42. С техдокументацией завода изготовителя. Станок подключен, на штатном месте. С поворотным столом на 620мм, есть комплект инструмента. C ЧПУ 2С42-65. Характеристики станка см. ниже в этом объявлении. Дополнительные фото отправлю по Вашему запросу. С демонтажём и погрузкой на транспорт в Самарской области. Попутный транспорт для доставки найду.
Станки модели 2е450аф30 предназначены для обработки отверстий с точным расположением осей, размеры между которыми заданны в прямоугольной системе координат
Класс точности станка по ГОСТ 18098 А
Размеры рабочей поверхности стола, мм:
длина 1120
ширина 630
Наибольшее перемещение стола, мм:
продольное 1000
поперечное 630
Число Т-образных пазов 7
Расстояние между пазами, мм 80
Ширина паза по ГОСТ 1574, мм 14
Расстояние от торца шпинделя до рабочей поверхности стола, мм
наименьшее 200
наибольшее 750
Наибольший ход гильзы шпинделя 250
Вылет шпинделя, мм 710
Конус шпинделя по ГОСТ 15945-82
Конус 45; 7:24
Пределы частоты вращения шпинделя, мин-1 10…2500
Расстояние от оси шпинделя до стойки, мм 710
Наибольший диаметр сверления, мм 30
Наибольший диаметр растачивания, мм 250
Точность установки координат, мм 0,005
Тип устройства ЧПУ NC-210(NC-220)
Число управляемых осей координат (всего/одновременно) 3/3
Число скоростей шпинделя:
при задании от пульта станка 25
при задании от УЧПУ бесступенчато с дискретой 1мм/мин
Пределы рабочих подач шпинделя, мм/мин 1,25…1000
Число рабочих подач шпинделя:
при задании от пульта станка 30
при задании от УЧПУ бесступенчато с дискретой 1мм/мин
Скорость перемещения шпиндельной коробки, м/мин 3
Скорость рабочего перемещения стола и салазок, мм/мин 2.5…8000
Число рабочих скоростей перемещения стола и салазок:
при задании от пульта станка 17
при задании от УЧПУ бесступенчато с дискретой 1 мм/мин
Допускаемая масса обрабатываемого изделия, кг 600
Наибольший диаметр расточки, мм 250
Наибольший диаметр сверления, мм 30
Наибольший крутящий момент на шпинделе. Нм 200
Дискретность отсчета координат по осям X,Y и Z, мм 0,001
Вид управления Позиционно-контурное
Тип датчиков по осям X,Y и Z, мм ЛИР-9
Габаритные размеры станка
длина 2800
ширина 3000
высота 3000
Масса станка (без электрошкафов и принадлежностей) 8000.
www.prostanki.com
|
Класс точности станка |
А |
|
Размеры рабочей поверхности стола, мм длина ширина |
1120 630 |
|
Наибольшее перемещение стола, мм продольное поперечное |
1000 630 |
|
Число Т-образных пазов |
7 |
|
Расстояние между пазами, мм |
80 |
|
Ширина паза, мм |
14 |
|
Расстояние от торца шпинделя до рабочей поверхности, мм наибольшее наименьшее |
750 200 |
|
Наибольший ход гильзы шпинделя, мм |
250 |
|
Вылет шпинделя, мм |
710 |
|
Конус шпинделя по ГОСТ 15945-82 |
– |
|
Конус 45 |
7:24 |
|
Пределы частоты вращения шпинделя, мин |
-1 10…2500 |
|
Расстояние от оси шпинделя до стойки, мм |
710 |
|
Наибольший диаметр сверления, мм |
30 |
|
Наибольший диаметр растачивания, мм |
250 |
|
Точность установки координат, мм |
0,005 |
|
Тип устройства ЧПУ |
NC – 210 (220) |
|
Число управляемых осей координат (всего/одновременно) |
3/3 |
|
Число скоростей шпинделя: при задании от пульта станка при задании от УЧПУ бесступенчато с дискретой |
25 1мм/мин |
|
Пределы рабочих подач шпинделя, мм/мин |
|
|
Число рабочих подач шпинделя: при задании от пульта станка при задании от УЧПУ бесступенчато с дискретой |
30 1мм/мин |
|
Скорость перемещения шпиндельной коробки, м/мин |
3 |
|
Скорость рабочего перемещения стола и салазок, мм/мин |
2.5…8000 |
|
Число рабочих скоростей перемещения стола и салазок: при задании от пульта станка при задании от УЧПУ бесступенчато с дискретой |
17 1мм/мин |
|
Допускаемая масса обрабатываемого изделия, кг |
600 |
|
Наибольший диаметр расточки, мм |
250 |
|
Наибольший диаметр сверления, мм |
30 |
|
Наибольший крутящий момент на шпинделе |
Нм 200 |
|
Дискретность отсчета координат по осям X,Y и Z, мм |
0,001 |
|
Вид управления |
Позиционно-контурное |
|
Тип датчиков по осям X,Y и Z, мм |
ЛИР-9 |
|
Габаритные размеры станка длина ширина высота |
2800 3000 3000 |
|
Масса станка (без электрошкафов и принадлежностей) |
800 |
mzno.ru
| Параметры | Значения |
|---|---|
| Размер рабочей поверхности стола, мм | 1120*630 |
| Наибольшее перемещение стола, мм | 1000*630 |
| Число Т-образных пазов | 7 |
| Расстояние между пазами, мм | 80 |
| Ширина паза по ГОСТ 1574-91 | 14 |
| Расстояние от рабочей поверхности стола до торца шпинделя, мм | Наименьшее – 200, наибольшее – 750 |
| Наибольший ход гильзы шпинделя, мм | 260 |
| Вылет шпинделя, мм | 710 |
| Конус шпинделя по ГОСТ 15945-92 | 45, 7:24 |
| Предел частоты вращения шпинделя, мин-1 | От 10 до 2000 |
| Расстояние от шпинделя до стойки, мм | 710 |
| Наибольший диаметр сверления, мм | 30 |
| Наибольший диаметр растачивания, мм | 250 |
| Точность установки координат, мм | 0,005±1% |
| Число управляемых осей координат (всего/одновременно) | 3/2 |
| Число скоростей шпинделя | При задании с пульта – 25, при задании с УЧПУ – бесступенчато с дискретностью 1 мм/мин |
| Пределы рабочих подач шпинделя | 1,25 до 1000 |
| Число рабочих подач шпинделя | При задании с пульта – 30, при задании с УЧПУ – бесступенчато с дискретностью 1 мм/мин |
| Скорость перемещения шпиндельной коробки, мм/мин | 3150 |
| Скорость рабочего перемещения стола и салазок лежит в диапазоне, мм/мин | От 2,5 до 8000 |
| Число рабочих скоростей перемещения стола и салазок, мм/мин | При задании с пульта – не менее 17, при задании с УЧПУ – бесступенчато с дискретностью 1 мм/мин |
| Допускаемая масса обрабатываемого изделия, кг | 600 |
| Наибольший крутящий момент на шпинделе, Н*м | 200 |
| Датчики обратной связи по осям | линейные |
| Дискретность отсчета координат по трем осям, мм | Не менее 0,001 |
| Вид управления | Позиционно-контурное |
| Класс точности по ГОСТ 18098-94 | А |
| Габаритные размеры, мм | 3100*3000*2800 |
| Масса, кг | 8000 |
www.gigant-m.ru
|
Наименование параметра |
Значение |
|
Класс точности станка по ГОСТ 18098 |
А |
|
Размеры рабочей поверхности стола, мм:
|
1120
|
|
Наибольшее перемещение стола, мм: |
|
|
– поперечное |
не менее 630 |
|
– продольное |
не менее1000 |
|
Расстояние от торца шпинделя до рабочей поверхности стола, мм: |
|
|
– наибольшее |
не более 750 |
|
– наименьшее |
не менее 200 |
|
Наибольший ход гильзы шпинделя, мм |
250 |
|
Вылет оси шпинделя, мм |
не менее 700 |
|
Пределы частоты вращения, мин-1 |
35…2000 |
|
Пределы рабочих подач шпинделя, мм/мин |
1,2…400 |
|
Допускаемая масса обрабатываемого изделия, кг |
600 |
|
Наибольший диаметр сверления в стали, мм |
не менее 30 |
|
Наибольший диаметр растачивания, мм |
не менее 250 |
|
Дискретность отсчета координат по осям, мм |
|
|
– X, Y |
0,001 |
|
– Z |
0,01 |
|
Точность установки координат, мм |
0,005 |
|
Характеристики электрооборудования:
|
3 PEN ~380В, 50Гц |
|
– Суммарная потребляемая мощность, кВА |
14,75 |
|
Общая площадь в плане, с приставным оборудованием, м2 |
15,5 |
|
Грузоподъемность стола, кг |
не менее 600 |
|
Диаметр поворотного стола с цифровой индикацией, мм |
400 |
|
Габаритные размеры станка, (LхBхH)мм |
3200х3400х3000 |
|
Масса станка (без электрошкафа и принадлежностей), кг |
7500 |
mzno.ru