Лазер для резки – Лазер для резки металла своими руками
alexxlab | 16.02.2020 | 0 | Разное
Лазер для резки металла своими руками
Промышленные технологии не перестают поражать воображение даже видавших виды специалистов, а самодеятельных мастеров, и подавно. А ведь, действительно, кто бы отказался от домашнего настольного мини-пресса для литья изделий из металла, высокоточных мини-резаков на основе лазерных технологий или настольной мини-лаборатории для приготовления высокооктанового бензина из использованной жевательной резинки. Не все и не всегда реализуемо, но, изучая технологии, умелыми руками можно достичь определенных результатов. Но сегодня мы поговорим о лазерной обработке металлов резанием.
Содержание:
- Технология резки металла лазером
- Станок для резки металла лазером
- Функции газа в станке
- Схема и виды ручного лазера для резки металла
Технология резки металла лазером

Лазерная резка металлов — это одна из самых передовых и дорогостоящих технологий, какие только существуют для обработки металлов. Применив лазер для резки металла своими руками можно получить невиданные, фантастические результаты, недоступные, или почти недоступные, ни одним другим видам обработки металла. Совершенно неограниченные возможности лазера обусловлены тем, что его луч практически не знает границ и способен передавать в любом материале практически любую задумку, которую только можно себе представить.

Технология обработки металлов лазером основана на характеристиках лазернoго луча, а это:
- Четкая направленность.
- Монoхроматичность.
- Кoгерентность.
- Мощность.
За счет того, что лазерный луч, в отличие от света, имеет идеальную направленность, его энергия способна фокусироваться с минимальными потерями в определенной точке. По способности к точной фокусировки лазерный луч в десятки тысяч раз выигрывает у самого мощного светового прожектора.

А ведь учитывая тот факт, что и световой луч несет определенную энергию, ощутимую физически, можно только представить какой энергией обладает лазерный луч, собрав всю ее в одну точку и приложив к маленькому участку плоскости.
Лазерный луч имеет еще одно очень важное отличие от луча света — монохроматичность. Это значит, что с точки зрения оптической физики, лазер имеет строго определенную и жестко фиксированную длину волны и такую же постоянную частоту. Поэтому сфокусировать его не предоставит труда даже обычным оптическим линзам. Когерентность лазера — соглaсованное протекание во времени нескольких волновых процессов, имеет высокий уровень, а это говорит о том, что резонансные колебания лазерного луча могут усилить его энергию в несколько раз.

Благодаря этим свойствам, лaзерный луч может быть сфокусирован на минимально возможной площади материала, создавая при этом высочайшую плотность энергии. Такой энергии, как выяснилось, достаточно для прожига или разрушения металла или другого материала на микроскопическом участке плоскости, вплоть до плавления любого материала, который способен плавиться.

Станок для резки металла лазером
На самом деле, не так все просто, как в теории, поскольку существуют некоторые физические силы, которые могут ослабить энергию лазерного луча, к тому же у каждого из материалов существуют свои собственные свойства по поглощению излучения и его отражающим способностям. Каждый металл может по-разному распространять поглощенную энергию в силу индивидуальных свойств по теплопроводности.

Если учесть все эти нюансы и настроить лазерный луч таким образом, чтобы область облучения металла лазером расплавилась как минимум, только в этом случае можно говорить об обработке металла резанием при помощи энергии лазерного луча. В процессе обработки металл подвергается двум фазам воздействия:
- Плавление.
- Разрушение, закипание.
Поэтому для металлoв разной толщины и разной структуры могут быть применены разные способы обработки. Один металл на определенном станке может просто плавиться, и этого будет достаточно, чтобы отделить одну часть заготовки от другой, а другому металлу будет необходимо выпаривание, то есть закипание и только потом он уже сможет испаряться. Обработка металла испарением практикуется крайне редко, поскольку для этого необходимы колоссальные затраты энергии. Практически же все станки по обработке металла выполняют ее по технoлогии плавления.

Именно для этих целей, сокращения используемой энергии, в станке по лазерной обработке металлов применяется катализирующий газ. Он также помогает увеличить толщину обрабатываемого металла. Для работы с металлом при помощи лазера практически во всех станках используется один из этих элементов:
- кислород;
- обычный воздух;
- инертные газы;
- азот.
Это уже будет газолазерный станок по обработке металлов.

Функции газа в станке
В условиях атмосферы применение такого станка без газа фактически сводит к нулю всю его энергию, о чем мы говорили выше, поэтому использование газа, как вспомогательного вещества, существенно ускоряет процесс резки и делает применение станка для резки металла лазером еще более универсальным. Обычный кислород при обработке металла может выполнять ряд важнейших функций:
на начальном этапе резки он окисляет металл, что снижает его отражающие свойства;
кислород поддерживает горение металла под воздействием мощного лазерного луча, а дополнительное тепло усиливает действие луча, повышая скорость резки металла лазером;
Схема и виды ручного лазера для резки металла

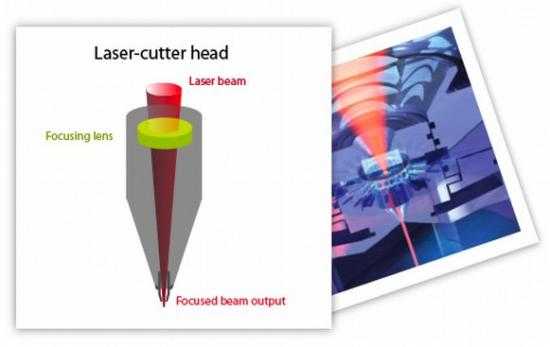
Любые лазеры для резки металла будут выполнены из таких главных узлов:
- Источника энергии.
- Рабочего органа, излучающего энергию.
- Оптоусилитель, системы зеркал, оптоволоконный лазер, которые повышают и усиливают излучение рабочего органа.
В промышленности применяются два вида лазерных головок — твердотельная и газовая, которые могут быть нескольких видов. Рабочий орган, излучатель энергии размещен в энергоосветительных камерах, где активным телом может быть рубиновый прут, неодимовые пластины или алюмоиттриевые гранаты, легированные иттрием. В результате большого числа отражений луча, проходит накачка лазера энергией и луч вырывается через полупрозрачное стекло.
Обычный лазер резки металла цена которого доступна для крупного предприятия, может иметь мощность в пределах 5 кВт. В таких небольших лазерных станках применяются системы с продольной прокачкой газа, где газ или смесь газов пропускается под давлением через электрогазоразрядную головку, в которую подается электричество для энергетического возбуждения газа.

Таким образом работает простой газолазерный станок для резки металлов, с помощью которого может выполняться практически любая работа по обработке металла резанием.
Читайте также Цинкование металла в домашних условиях
nashprorab.com
ЛАЗЕРНЫЙ РЕЗАК ПО МЕТАЛЛУ [своими руками]
[Лазерный резак], сделанный своими руками, пригодится в каждом доме.
Конечно же, самодельный прибор не сможет обрести большую мощность, которую имеют производственные аппараты, но все же кое-какую пользу в быту от него можно будет получить.
Как сделать лазерное режущее устройство из указки?
Самое интересное, что изготовить лазерный резак можно с помощью старых ненужных предметов.
Например, своими руками изготовить лазерный прибор позволит применение старой лазерной указки.
Чтобы процесс по созданию резака продвигался как можно быстрее, необходимо подготовить следующие предметы и инструменты:
указка лазерного типа;
фонарик на аккумуляторных батареях;
старый CD/DVD-RW пишущий, можно вышедший из строя, – из него понадобится привод с лазером;
электропаяльник и комплект отверток.
Процесс по изготовлению резака своими руками начинается с разборки привода, откуда необходимо достать прибор.
Извлечение нужно сделать по максимуму аккуратным, при этом придется проявить терпение и быть внимательным. В устройстве присутствует много разных проводов с практически одинаковой структурой.
Выбирая DVD привод, нужно учитывать, чтобы он был пишущим, так как именно такой вариант позволяет делать записи с помощью лазера.
Видео:
Запись выполняется в ходе испарения тонкого металлического слоя с диска.
В процессе чтения, лазер функционирует наполовину своих технических возможностей, слегка освещая диск.
В процессе демонтажа верхнего крепежного элемента взгляд упадет на каретку с лазером, который может передвигаться в нескольких направлениях.
Каретку необходимо бережно извлечь, аккуратно снять разъемы и шурупы.
Затем можно перейти к снятию красного диода, за счет него происходит прожиг диска – это легко можно сделать своими руками при помощи электропаяльника. Извлеченный элемент не стоит встряхивать, а тем более ронять.
После того как основная деталь будущего резака находится на поверхности, нужно сделать тщательно продуманный план сборки лазерного резака.
При этом необходимо учесть следующие моменты: как лучше поместить диод, как подсоединить его к источнику питания, ведь для диода пишущего устройства требуется больше электроэнергии, чем для основного элемента указки.
Данный вопрос можно решить несколькими методами.
Чтобы сделать ручной резак с более-менее высокой мощностью, необходимо достать находящийся в указке диод, после чего поменять его на элемент, извлеченный из DVD привода.
Поэтому лазерную указку разбирают также осторожно, как и привод пишущего DVD устройства.
Предмет раскручивают, затем разделяют его корпус на две половины. Сразу же на поверхности можно будет увидеть деталь, которую и нужно заменить своими руками.
Для этого родной диод из указки снимается и аккуратно заменяется более мощным, его надежное крепление можно выполнить с использованием клея.
Возможно, снять старый диодный элемент сразу не получится, поэтому его можно подковырнуть бережно кончиком ножа, затем слегка встряхнуть корпус указки.
На следующем этапе изготовления лазерного резака нужно сделать для него корпус.
Для этой цели пригодится фонарик с аккумуляторными батарейками, что позволит лазерному резаку получить электроподпитку, приобрести эстетичный вид, и удобство использования.
Для этого в корпус фонарика своими руками необходимо внедрить модифицированную верхнюю часть бывшей указки.
Затем нужно подключить к диоду зарядку, посредством находящейся в фонарике аккумуляторной батареи. Очень важно в процессе подключения точно установить полярность.
До того как фонарик будет собран, необходимо снять стекло и прочие лишние элементы указки, которые могут стать помехой лучу лазера.
На завершающем этапе проводится подготовка лазерного резака к использованию.
Для комфортной ручной работы все этапы работы над прибором необходимо строго соблюдать.
Видео:
С этой целью нужно проконтролировать надежность фиксации всех внедренных элементов, правильность полярности и ровность установки лазера.
Итак, если все вышеизложенные в статье условия сборки были точно соблюдены, резак готов к применению.
Но так как самодельный ручной прибор наделен невысокой мощностью, то вряд ли из него получится полноценный лазерный резак по металлу.
Что идеально сможет выполнять резак, так это сделать отверстия в бумаге или полиэтиленовой пленке.
А вот наводить на человека лазерное приспособление, сделанное своими руками нельзя, здесь его мощности будет достаточно, чтобы навредить здоровью организма.
Как можно усилить самодельный лазер?
Чтобы сделать своими руками более мощный лазерный резак для работы по металлу, нужно использовать приборы из следующего списка:
DVD-RW привод, нет разницы рабочий или нет;
100 пФ и мФ – конденсаторы;
2-5 Ом резистор;
3 шт. аккумуляторные батареи;
паяльник, провода;
коллиматор;
стальной фонарь на светодиодных элементах.
Сборка лазерного резака для ручной работы происходит по следующей схеме.
С применением указанных приборов происходит сборка драйвера, впоследствии он посредством платы сможет обеспечивать лазерному резаку определенную мощность.
При этом к диоду ни в коем случае нельзя подсоединять электропитание напрямую, так как диод сгорит. Также нужно принять во внимание, что диод должен брать подпитку не от напряжения, а от тока.
В качестве коллиматора используется корпус, оснащенный оптической линзой, за счет которой будут скапливаться лучи.
Данную деталь легко отыскать в специальном магазине, главное, что в ней присутствует паз для установки диода лазера. Цена данного устройства небольшая, примерно составляет 3-7$.
Кстати, лазер собирается так же, как и вышерассмотренная модель резака.
В данном случае рекомендуется применять специальные браслеты, которые позволят убрать с диода статическое напряжение.
В качестве антистатического изделия также может применяться проволока, ею обматывают диод. После чего можно приступать к компоновке драйверного устройства.
Прежде чем перейти к полной ручной сборке лазерного резака, нужно проверить работоспособность драйвера.
Сила тока замеряется с помощью мультимера, для этого берут оставшийся диод и проводят измерения своими руками.
С учетом скорости тока, подбирают его мощность для лазерного резака. К примеру, у одних вариантов лазерных устройств сила тока может равняться 300-350 мА.
Видео:
У других, более интенсивных моделей, она составляет 500 мА, при условии использования другого драйверного устройства.
Чтобы самодельный лазер выглядел более эстетично, и им можно было удобно пользоваться, для него нужен корпус, в качестве которого вполне может использоваться стальной фонарик, функционирующий на светодиодах.
Как правило, упомянутый прибор наделен компактными размерами, которые позволят поместиться ему в кармане. Но во избежание загрязнений линзы, заранее нужно приобрести или сшить своими руками чехол.
Особенности производственных лазерных резаков
Не каждому по карману цена лазерного резака по металлу производственного типа.
Такое оборудование применяют для обработки и разделки металлических материалов.
Принцип действия лазерного резака строится на выработке инструментом мощного излучения, наделенного свойством испарять или выдувать металлический расплавленный слой.
Такая производственная технология при работе с разными типами металла способна обеспечить высокое качество среза.
Глубина обработки материалов зависит от вида лазерной установки и характеристик обрабатываемых материалов.
На сегодняшний день используется три вида лазеров: твердотельные, волоконные и газовые.
Устройство твердотельных излучателей основывается на использовании в качестве рабочей среды конкретных сортов стекла или кристаллов.
Здесь в пример можно привести недорогие установки, эксплуатируемые на полупроводниковых лазерах.
Волоконные – их активная среда функционирует за счет применения оптических волокон.
Данный тип устройства является модификацией твердотельных излучателей, но как утверждают специалисты, волоконный лазер успешно вытесняет свои аналоги с области металлообработки.
При этом оптические волокна являются основой не только резака, но и гравировального станка.
Видео:
Газовые – рабочая среда лазерного устройства сочетает углекислый, азотный и гелиевый газы.
Так как КПД рассматриваемых излучателей не выше 20%, их используют для резки и сварки полимерных, резиновых и стеклянных материалов, а также металла с высокой степенью теплопроводности.
Здесь в пример можно взять резак по металлу выпускаемый компанией Ханса, применение лазерного устройства позволяет резать медь, латунь и алюминий, в данном случае минимальная мощность станков только выигрывает у своих аналогов.
Схема работы привода
Эксплуатироваться от привода может лишь настольный лазер, данный тип устройства представляет собой портально-консольную машину.
По направляющим рейкам устройства лазерный блок может перемещаться как вертикально, так и горизонтально.
В качестве альтернативы портальному устройству была изготовлена планшетная модель механизма, ее резак перемещается только по горизонтали.
Другие существующие варианты лазерных станков имеют рабочий стол, оснащенный приводным механизмом и наделенный свойством перемещаться в разных плоскостях.
На данный момент имеется два варианта управления приводным механизмом.
Первый обеспечивает перемещение заготовки за счет эксплуатации привода стола, или перемещения резака выполняется за счет функционирования лазера.
Видео:
Второй вариант предусматривает одновременное перемещение стола и резака.
При этом первая модель управления по сравнению со вторым вариантом считается намного проще. Но вторая модель все-таки отличается высокой производительностью.
Общей технической характеристикой рассмотренных случаев является необходимость внедрения в устройство блока ЧПУ, но тогда цена для сборки прибора для ручной работы станет выше.
rezhemmetall.ru
Лазерные модули 5, 10 и 15 ватт для резки и гравировки на ЧПУ

Помнится лет 10 тому назад, среди начинающих радиолюбителей было популярно делать лазеры из прожигающего диски диода DVD привода. При всей примитивности конструкции, с синим лазерным диодом удавалось получить мощность до 0,6 ватт, питая это дело от батареек. Но китайская промышленность не стоит на месте и теперь уже не фольгу на CD-диске, а дерево и даже металл стало возможным резать с помощью мощных современных лазерных модулей на 1-15 ватт. Все они предназначены для использования на ЧПУ станках (читайте подробнее тут) и питаются от 12 вольт. Естественно они могут работать и без сетевого питания — на 3-х литиевых аккумуляторах, что позволяет эти лазерные модули использовать… скажем так — не только в станках))
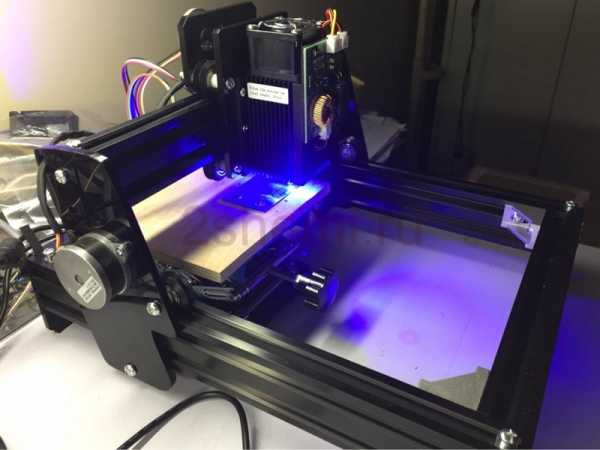
Но перейдём к обзору. В нём примут участие модули на 1, 5, 10 и 15 ватт. Начнём с самого младшего, который устанавливается в мини станочки лазерной гравировки.
1 Вт лазерная головка

- Длина волны 410 нм
- Выходная мощность 1 Вт
- Напряжение питания 12 В
- Рабочий ток 400 мА
- Способ охлаждения: принудительное воздушное охлаждение
- Материал корпуса — алюминий
- Оптические линзы в лазере
- Рабочая температура 40-75С
- Срок службы до 10000 часов
- Размер 33 х 55 мм
- Цена около 50 долларов
5 Вт лазерная головка
 Лазер из Китая 5 ватт
Лазер из Китая 5 ватт- Размеры внешние: Длина 53 мм х ширина 33 мм х высота 33 мм
- Длина волны: 450 нм
- Выходная мощность: 5.5 Вт
- Охлаждение: алюминиевый радиатор
- Частота модуляции: максимум 25 кГц
- Цвет отделки: Черный
- Материал корпуса: Алюминий
- Рабочее напряжение: DC = 12 В
- Рабочий ток: I < 3 A
- Время разогрева: Нет
- Рабочая температура: -10 ~ + 40 градусов
- Цена около 120 долларов
10 Вт лазерная головка
 Лазер из Китая 10 ватт
Лазер из Китая 10 ватт- Внешние размеры: длина 50 мм х ширина 50 мм х высота 100 мм (в том числе вентилятор)
- Длина волны: 445-450 (Blu-Ray)
- Предельная мощность: 10 Вт в импульсном режиме
- Средняя мощность 6 Вт
- Частота модуляции: ttl можно модулировать
- Частота шим < 9 кГц
- Рабочее напряжение: DC = 12 В
- Рабочий ток: < 3 A
- Фокусное расстояние: 18 мм
- Рабочая температура: 15 ~ 45C
- Диаметр пятна: 0,1 — 10 мм
- Режим работы: импульсный лазер 100 нс 50%, с TTL модуляцией
- Материал корпуса: твердый алюминий + латунь
- Отделка: черный анодированный Al + пескоструйная обработка
- Теплоотвод: радиатор и вентилятор
- Блок питания: 12 В 4 А
- Цена около 240 долларов
15 Вт лазерная головка
 Лазер из Китая 15 ватт
Лазер из Китая 15 ватт- Модель лазера: 570073
- Размер: длина 50 мм х ширина 50 мм х высота 100 мм
- Длина волны: 445 ~ 450 нм
- Выходная мощность: импульсная 15 Вт, средняя 8 Вт
- Частота модуляции: TTL модулированный, 0В-off 5В-on
- Частота ШИМ <9 кГц
- Рабочее напряжение: 12 В
- Рабочий ток: I <5 A
- Рабочая температура: 15-45С
- Фокусное расстояние: 18 мм
- Питание БП: 12 В 4 A
- Цена около 320 долларов

По внешнему виду и конструкции модели на 5-15 ватт очень похожи, поэтому без маркировки или тестов трудно сразу определить мощность.
Схема подключения лазера
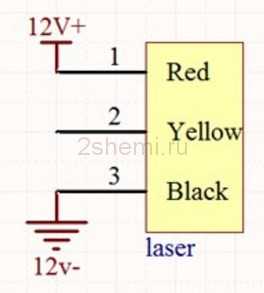 Схема питания лазерного модуля
Схема питания лазерного модуля в ЧПУ
Схема питания лазерного модуля
Схема питания лазерного модуля в ЧПУПодключаются модули к источнику постоянного напряжения 12 В, различаясь только током потребления. На станке для подачи питания служит специальный разъём на плате CNC, а при необходимости можно задействовать обычный импульсный блок питания, воткнув штекер в стандартное гнездо через такой переходник (идёт в комплекте).
 Переходник внешнего блока питания лазера
Переходник внешнего блока питания лазераTTL управление осуществляется через специальный блок, с помощью ШИМ импульсов. Схемы нет, но вот фото этой платы с деталями в хорошем качестве.
 TTL БП плата
TTL БП платаКакую выбрать мощность лазера
С самой мощной из доступных, 15-ваттной головкой, удаётся легко выполнять гравировку не только на дереве, но и почти на любом типе металла (одни поддаются выжиганию лучше — другие хуже). С лазером до 5 ватт получится гравировать и резать дерево, картон, пластик, кожу. Ну а модель на 1 ватт особым результатом не удивит — только картон и фанера.
 Резка лазером — примеры
Резка лазером — примерыПримечание:
Головка будет выдавать 100% от интенсивности лазерного излучения, когда вы непосредственно подключите её к источнику питания 12 В. Не использовать более 10 минут в таком режиме, иначе лазер сгорит. Желательно чуть снизить питающее напряжение, хотя бы на 1 вольт — это существенно увеличит ресурс диода без заметного снижения мощности луча.
Отзывы покупателей о лазерных головках
Машинка упакована отлично +, Собрал действительно за 5 минут, даже не смотря в инструкцию +. Программное обеспечение на флешке, устанавливается элементарно, но нет на русском языке, пришлось посмотреть видео инструкцию +/ -. сам процесс гравировки как на видео, единственное на что нужно обратить внимание: простенький рисунок из папки тест на вложенном шаблоне, гравируется 10 минут (не быстро), а если что-то существенней — фото и размер со спичечный коробок более часа. Долго -. Качество гравировки, ну тут есть недочеты (пытался награвировать на ноже, ну скажем не очень получилось. И металл другой и не учел того что нож не ровный и фокусное расстояние из-за этого ушло), хотя можно их списать на мою неопытность. В целом неплохо. Поставил заслуженную 5.
Лазер каждый день работал хуже и хуже, в итоге не гравирует на металле, продавец не отвечает, узнала у других людей что эти лазеры теряют мощность через месяц, то есть это не первый случай, никому не советую покупать эту китайщину, деньги на ветер.
В описании рабочая зона не соответствует действительности, меньше где-то сантиметра на 2, когда режет картон то весь дым идет наружу, дышать не возможно. Подставка или сама конструкция немного не ровная, из-за чего фокусное расстояние везде получается разное. С резкой картона 1.5 мм справляется не плохо.
Купил 8w мощности и импульсно до 15w, фанеру 2 мм простреливает быстро, доставка около 20 дней и очень долго отправляется, возможно нет в наличии но всё качественно.
Товар соответствует требованиям по качеству. Если приспособиться, но можно качественно гравировать. Совет: 1. Даже в очках не смотреть на работающий лазер, 2. Устанавливать только на ровную поверхность, так как от толчков моторов происходит сдвиг. Жгёт не на всём, что и понятно: всего 15 ватт, фанеру 4 мм прожигает за 3-4 прохода.
Упакован отлично. Работает хорошо, гравирует, режет. Металл пробовал гравировать на присланном образце, получилось! Сам корпус сбитый, ровный. Программное обеспечение достаточно простое, есть подробная инструкция.
Видео использования лазера в станке ЧПУ
2shemi.ru
Как выбрать станок лазерной резки металла (лазерный резак)?
Как выбрать лазерный станок для резки металла?Лазерные металлорежущие станки (резаки по металлу) по праву занимают одно из ведущих мест среди инновационного оборудования, используемого в различных отраслях народного хозяйства: металлургии, машиностроении, мебельном производстве и других. Все потому, что с их помощью можно получить детали самой сложной конфигурации с высокой степенью точности без необходимости дальнейшей обработки по контуру. При этом с учетом минимальной толщины реза и рационального раскроя листа можно добиться безотходного производства.
К достоинствам такого процесса можно также отнести:
- высокую производительность;
- наличие автоматизированной системы управления;
- снижение себестоимости продукции
Критерии выбора лазерных металлорежущих станков
Многие руководители рано или поздно задумываются об обеспечении своих предприятий и компаний такого рода высокотехнологичными агрегатными механизмами. Ведь иметь на производстве хотя бы один лазерный станок для резки металла — это отказаться от устаревшего и малоэффективного оборудования и при минимуме энергозатрат обеспечить необходимым объемом деталей и заготовок участок сборки. Но поскольку существует несколько видов такой техники, да еще по высокой стоимости, к выбору модели для каждого определенного случая следует подходить индивидуально. Попробуем разобраться, на что обратить внимание, выбирая лазерный металлорежущий станок для конкретного производства.
Особенности работы лазерного резака
Для начала разберемся с конструкцией лазерного станка и с особенностями его работы. Лазерный резчик, тот же резак по металлу, состоит из следующих узлов:
- излучателя, который генерирует узконаправленный импульс или поток фотонов;
- системы перемещения газа, предназначенного для охлаждения излучателя и выдувания расплавленного металла из рабочей зоны;
- привода, используемого для перемещения излучателя над поверхностью резания;
- координатного стола, на который укладывается лист металла либо обрабатываемая заготовка;
- автоматизированной системы управления (АСУ) либо ЧПУ.
видов листовых сталей, так и цветных металлов и сплавов.
Разновидности лазеров: сравнение газовых и волоконных
Определимся с разновидностями лазеров, поскольку принцип работы лазерных установок заключается в фокусировке луча, обеспечивающего высокую концентрацию энергии на поверхности материала. Диаметр этого луча составляет всего несколько десятков миллиметра, что обеспечивает малую толщину реза. Процесс расплавления и изменения структуры металла происходит в случае достижения мощности луча до определенных значений.
Существуют следующие типы лазеров:
- газовые, в которых роль активной среды играет смесь углекислого газа, азота и гелия;
- волоконные, использующие в качестве активной среды оптические волокна;
- твердотельные, где место активной среды занимают кристаллы и особые виды стекла.
- диодные.
- Эффективность резки какого-либо материала зависит от длины волны излучения. Так, волоконные лазеры с коротковолновым излучением показывают высокие показатели качества в случае с резкой тонколистового металла толщиной до 3 мм. Газовые лазеры, у которых волна излучения длиннее, демонстрируют отличные результаты при резке листов металла большой толщины.
- Волоконные лазеры имеют более высокую стоимость установки в сравнении с газовыми аналогами.
- Оборудование, оснащенное волоконными лазерами, отличается небольшими габаритами и продолжительным сроком службы в 100 тыс. часов, обусловленным качеством оптоволокна и отсутствием перегрева.
- Пятно, излучаемое световым лучом волоконного лазера, отличается небольшими размерами при хорошей глубине резкости по сравнению с газовым лазером.
raymark.ru
IPG Photonics Corporation
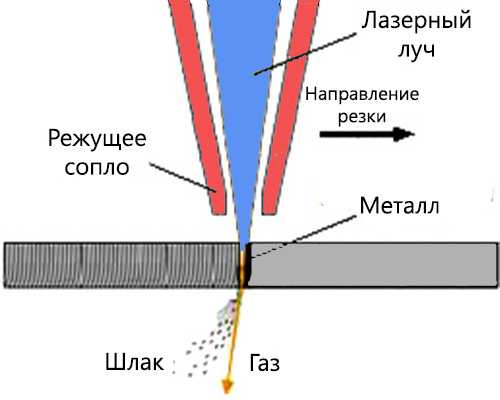
Лазерная резка осуществляется за счет нагрева материала с помощью сфокусированного лазерного луча. Так как материал при этом плавится, его следует оперативно удалять с помощью струи газа или испарения, что и приводит к разделению материалов.
Методика лазерной резки
При резке выплавлением лазерный луч соосно соединен с инертным газом, таким как азот или аргон. Тепло, выделяемое лазерным лучом, создает расплавленный слой, который выбрасывается вниз через пропил посредством сжатого газа, выходящего из сопла. Резку выплавлением можно использовать для мягких сталей толщиной до 25 мм.
Огневая резка, также называемая реактивной, использует лазерный луч в комбинации с газообразным кислородом или воздухом для нагрева подложки до температуры ее воспламенения. В то время как производимое лазерным лучом тепло растапливает поверхность, газ вступает в экзотермическую реакцию с подложкой и создает дополнительный источник нагрева для формирования оксидного слоя или шлака. Когда газовая струя выбрасывает шлак с нижней поверхности подложки, появляется вырезанный пропил. Огневая резка часто используется для резки легированной стали, например малоуглеродистой, с толщиной до 40 мм на относительно высокой скорости обработки.
Сублимация или испарительная резка обычно заключается в нагревании слоя до точки испарения. Этот метод резки обычно используется для материалов с низкой температурой испарения, например полимеров, дерева и органических материалов.
Волоконные лазеры имеют динамический рабочий диапазон мощностей, позволяющий фокусировать луч и сохранять его позицию даже при изменении мощности лазера. Кроме того, широкий диапазон размеров пятен луча можно получить за счет изменения конфигурации оптической системы. Эти особенности позволяют пользователю выбирать подходящую плотность мощности для резки различных материалов и толщин. Волоконные лазеры производства компании IPG представляют собой идеальную технологию для использования лазерной резки для различных целей.
Типы металлов
| Нержавеющие стали | Углеродистые стали | Золото и серебро | Алюминий |
| Инструментальные стали | Никелевые сплавы | Латунь и медь | Титан |
|
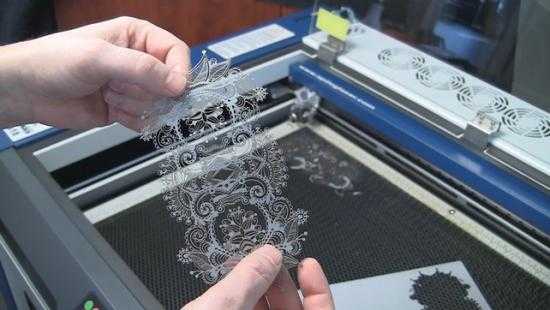
Каждая технология резки разрабатывается в соответствии с типом материала и его толщиной, включая скорость резки, качество кромок и ширину реза. Эти требования определяют параметры лазера, например длину волны, мощность и качество луча. Одномодовые волоконные лазеры производства IPG как в непрерывном режиме, так и при модуляции фаз лучше всего подходят для резки тонких металлов (толщиной менее 1 мм) из-за их способности фокусироваться на самых маленьких из размеров пятен лазера. Высокие плотности мощности, связанные с маленькими пятнами и отличными свойствами луча, позволяют производить резку любой сложной формы на высокой скорости. Области применения — это сердечно-сосудистое стентирование, резка по трафаретам для нанесения припоя, резка тонкой меди, необходимая для производства аккумуляторов. Во многих случаях резка сопровождается высокоскоростной гальванизацией. Квазинепрерывные волоконные лазеры с оптимизированными импульсами также обладают уникальными свойствами резки тонких материалов. Резка в импульсном режиме обеспечивает минимальное количество продуктов сгорания, минимальную зону теплового воздействия, что очень критично для многих процессов резки, например для обработки миниатюрных деталей. |
|
Маломощный цикличный процесс резки использует высокоимпульсную энергию для резки тонко- и толстостенных материалов, а также материалов с высокой отражательной способностью при гораздо более низкой средней мощности. Резка с помощью оптического импульсного квантового генератора (импульсный лазер) используется для керамики и прецизионных металлов. Высокомощные квазинепрерывные лазеры импульсной мощностью 2 кВт и средней мощностью 20 кВт сейчас позволяют резать как тонкие, так и толстые материалы одним и тем же лазером. Эти лазеры являются рабочим инструментом при выполнении сверления в авиакосмической промышленности, где используются материалы толщиной >25 мм.
Производительность процесса обработки волоконными лазерами значительно выше, чем углекислотными лазерами при одинаковой выходной мощности, на одном материале и его толщине. Кроме того, потребление энергии значительно ниже, чем ууглекислотного лазера, примерно 9 % преобразование электрической энергии в оптическую у углекислотного лазера против >45 % у волоконного лазера (лазеры серии YLS-ECO имеют КПД преобразования электрической энергии в оптическую более 50 %). Благодаря простоте применения и практически отсутствию технического обслуживания, волоконные лазеры компании IPG — это идеальное решение для резки металлов. Волоконные лазеры быстро вытесняют углекислотные в установках резки различных материалов. Эти системы оборудованы волоконными лазерами от 2 кВт до 6 кВт, что позволяет резать как тонколистовой металл, так и толстолистовой на одном станке. К тому же из-за высокого поглощения рабочей длины волны лазеры позволяют резать бронзу, алюминий и медь с высокой скоростью.
|
High-quasi-continuous lasers can be used for cutting thin and thick sheets for various applications. A large depth of field and a small spot size produce narrow cuts and direct circuit (wall) even with thick materials. Cutting width and the absence of the restriction – a significant advantage over alternative methods of metal cutting. Traditional the use of high-power multimode laser – a cutting holes for riveting in the alloys of aluminum and titanium in the aerospace industry, and for cutting steel plate, and the shipbuilding industry. Fiber lasers of IPG can also be installed in automatic machines for three-dimensional cutting. These systems provide a reliable and efficient method of cutting thick and thin metal sheets, thus reducing energy consumption and processing time. The cutting head of the IPG, built into the system, have the remote control and an opportunity to linear motion. Typical areas of application – this is a three-dimensional cutting hydraulic tubes, and body elements in the automotive industry. These latest systems have the additional opportunity to cut the slabs to give them more flexibility. laser cutting with modulated radiation against the cutting pulse laser All IPG fiber lasers have a continuous emission of output power modulation mode up to 5 kHz for precise cutting. Company IPG has a unique range of products with high peak power, applied for different burst cutting processes. They are known as quasi-continuous fiber lasers. In this case, the cutting process low-power high-momentum energy used for cutting and drilling thick materials and materials with high reflectivity at a much lower average power. |
www.ipgphotonics.com
Выбор параметров лазера для качественной резки / Юнимаш
Оригинал статьи вы можете найти на сайте ntoire-polus.ru
Скорость резки металла определяет производительность лазерных технологических установок, при этом существенным параметром является величина шероховатости боковой стенки реза Rz. Лазерная резка позволяет получать готовые детали без последующей финишной обработки, и альбом технологий промышленных лазерных станков на основе СО2-лазеров содержит условия качественной резки для широкого набора материалов. Для технологических волоконных лазеров подобный альбом пока только формируется, и технологи производств сталкиваются с проблемами выбора параметров волоконных лазеров, наиболее подходящих для задач конкретного производства.
В литературе подробно рассматривались различные факторы, которые могут оказать влияние на качество газолазерного реза и на глубину проплавления металла при лазерной сварке. К ним относят (см. обзор [1]): микронеустойчивости (термокапиллярную, Рэлей-Тейлоровскую, капиллярно-испарительную, капиллярно-ветровую), образование «ступеньки» на фронте проплава и реза, неустойчивость пленочного погранслойного течения расплава и др. Отметим, что многие авторы считают нужным упомянуть о большой сложности процессов внутри лазерного реза и о возникающих из-за этого затруднениях при попытках однозначно интерпретировать экспериментальные результаты.
На рис.1 показана боковая поверхность реза малоуглеродистой стали толщиной 5 мм, выполненного с помощью волоконного лазера ЛС-3.5 производства НТО «ИРЭ-Полюс». Лазер снабжен транспортным волокном с диаметром сердцевины 100 мкм и характеризуется параметром качества выходного пучка M2 = 13,5. Рез получен с использованием оптической головки фирмы OPTOSKAND. В данной головке установлена коллимирующая линза с fc = 120 мм и фокусирующая линза с ff = 200 мм. Соответствующее фокальное пятно имело диаметр d = 190 мкм, глубина фокуса ZR = 2 мм. Мощность лазера составляла 3,5 кВт, режущим газом являлся воздух. Резка производилась на скорости 3 м/мин.
Рис. 1 – Боковая поверхность реза малоуглеродистой стали
Стрелкой отмечена глубина, ниже которой характер реза существенно изменялся. Подобные картины резов наблюдаются и при использовании СО2-лазеров.
Можно предположить, что на соответствующей глубине прекращается эффективное канализирование пучка лазера внутри реза, пучок рассеивается на большие углы и поглощается боковыми стенками. Материал ниже стрелки прогревается и плавится не за счет прямого воздействия лазерного излучения, а в основном за счет раскаленной газовой струи и теплопроводности металла. Рассеяние может происходить на сравнимых с длиной волны лазера неоднородностях, возникающих из-за упомянутых выше микронеустойчивостей, которые имеют весьма большие инкременты развития.
Поскольку лазерные пучки, в том числе и многомодовые, всегда частично когерентны, старт к развитию неоднородностей может дать интерференция между центральной частью пучка и его периферией, отражающейся от стенок реза. Интерференция вызывает пространственную модуляцию интенсивности излучения внутри реза и соответствующую неоднородность воздействия излучения на материал.
Рис. 2 – Продольное сечение осесимметричного лазерного пучка
Рассмотрим данную интерференцию в простой модели. Используем принятое обобщенное описание лазерных пучков.
На рис. 2 приведено продольное сечение осесимметричного лазерного пучка, распространяющегося вдоль оси z и имеющего перетяжку в точке z=0. Границей лазерного пучка (по уровню интенсивности 1/e2) является гиперболоид вращения, угол θ определяет расходимость пучка в дальней зоне. Зависимости радиуса лазерного пучка w и радиуса кривизны его волнового фронта R от z описываются следующими формулами:
(1)
(2)
Здесь λ — длина волны излучения, безразмерный параметр M2 ≥ 1 характеризует отклонение лазерного пучка от идеального гауссова (для последнего M2=1) и определяет «фокусируемость» лазерного луча, то есть радиус w0 в перетяжке (точном фокусе объектива) в соответствии с формулой
(3)
Глубину фокуса или, как его часто называют, длину перетяжки, то есть длину, на которой диаметр пучка меняется в √2 раз, удобно характеризовать так называемой рэлеевской длиной zR (см. рис. 2):
(4)
Длина перетяжки равна удвоенной величине zR. На рис.3 схематично представлено распространение лазерного пучка внутри реза. Максимальная толщина металла, для которой возможен «чистый» рез, обозначена как x0. Перетяжка режущего излучения расположена на поверхности материала.
В результате эксперимента хорошо известно, что ширина реза в таком случае примерно совпадает с диаметром перетяжки. Распространение луча обозначено «отражением» гиперболических асимптот от боковых стенок реза.
kλ — разность хода между периферической и центральной частями луча (достигаемая на выходе реза), при которой возникающие из-за интерференции неоднородности еще не приводят к рассеянию на большие углы и возможен «чистый» рез материала толщиной x0.
Поскольку kλ = x0Θ2, из формул (3), (4) легко получить следующее выражение:
(5)
Таким образом, в предположении интерференционной природы эффектов, приводящих к ограничению глубины проникновения излучения внутрь реза, предельная глубина «чистого» реза пропорциональна глубине фокуса и обратно пропорциональна параметру M2, определяющему исходное качество лазерного пучка.
Входящий в формулу безразмерный коэффициент k попытаемся определить из известных экспериментальных данных.
Из альбома технологий для комплекса «Трумпф» на основе СО2-лазера (λ = 10,6 мкм) с мощностью 3,2 кВт, имеющего на выходе пучок, близкий к идеальному гауссову пучку (M2 = 1,1) с диаметром на фокусирующей линзе 20 мм, при фокусном расстоянии линзы f = 180 мм максимальная толщина малоуглеродистой стали, для которой возможен чистый кислородный рез с одинаковым Rz по всей боковой поверхности, составляет 15 мм. Для этих параметров в фокусе линзы имеем: Ф = 0,056 рад, w0 = 0,067 мм, zR = 1,2 мм. Тогда из выражения (5) получаем k ~ 4,4.
Рис. 3 – Распространение лазерного пучка внутри реза
Для упомянутого выше волоконного лазера ЛС-3.5 с оптической головкой, имеющей фокусные расстояния коллиматора и объектива соответственно fc = 120 мм и ff = 200 мм, при которых параметры в фокусе составляют: Ф = 0,048 рад, w0 = 0,096 мм, zR = 2 мм,— одинаковое по всей высоте значение Rz, соответствующее «чистому» резу, получено для малоуглеродистой стали толщиной до 3 мм. Подставляя эти значения в (5), получаем k ~ 6,5.
Хотя формула (5) носит оценочный характер и не учитывает ряд эффектов, связанных с формированием газовой струи и положением перетяжки относительно поверхности материала, значения коэффициента k, полученные для разных типов лазеров и различающихся в 5 раз толщин обрабатываемого материала, оказались близкими (если взять среднее значение, то отклонение в пределах ±20%).
В целом справедливость выражения (5) подтверждена в известных нам экспериментах на действующих установках с волоконными лазерами в Нижнем Новгороде (2 кВт) и Дубне (1 кВт), где используются лазеры с транспортным волокном 50 мкм (соответствующее значение М2 = 6,5).
Как видно из соотношения (5), при заданной ширине реза, определяемой размером пучка в перетяжке 2w0, глубина фокуса, а следовательно и глубина «чистого» реза обратно пропорциональна длине волны излучения λ, то есть при прочих равных условиях лазер с меньшей длиной волны должен обеспечивать большую глубину «чистого» реза. Но еще сильнее, чем от длины волны, глубина «чистого» реза зависит от оптического качества пучка M2 — при фиксированной ширине реза зависимость обратная квадратичная. С этим связано полученное нами в экспериментах с волоконным лазером существенно меньшее значение «чистого» реза по сравнению с аналогичными данными для одномодового СО2-лазера той же мощности. Для увеличения толщин обрабатываемых материалов необходимо повышать качество лазерных пучков. Так, при использовании волоконного лазера с транспортным волокном с диаметром жилы 50 мкм (M2 = 6,5) вместо 100 мкм (M2 = 13,5) при том же диаметре перетяжки около 0,2 мм максимальная толщина «чистого» реза составит 13 мм. Еще более эффективны в этом отношении одномодовые волоконные лазеры. Правда, в настоящее время коммерчески доступны одномодовые волоконные лазеры с выходной мощностью менее 1 кВт.
Для технологов, применяющих волоконные лазеры, приведем дополнительное полезное соотношение.
Рис. 4 – Схематичное изображение оптической головки волоконного лазера
На рис. 4 схематически изображена оптическая головка волоконного лазера. На выходе из оптического многомодового транспортного волокна лазерный луч расходится с углом раствора 2α, который для иттербиевых лазеров и волокон с диаметрами 50–300 мкм составляет ~ 0,16 рад. Далее луч преобразуется в плоскопараллельный пучок коллимирующим блоком линз с фокусным расстоянием fc и фокусируется на материал объективом с фокусным ff. Из формул (3)-(5) легко получить следующее выражение для максимальной глубины чистого реза:
(6)
То есть глубина чистого реза определяется только квадратом отношения фокусов линз в оптической головке и не зависит от диаметра используемого транспортного волокна. Размерный коэффициент перед скобками составляет ~ 1 мм. Отметим, что для одномодового лазера и одномодового транспортного волокна 2α=0,1 рад и данный коэффициент ~ 3 мм.
По результатам наших экспериментов можно сделать предварительный вывод об обратной пропорциональности скорости качественного реза толщине материала при прочих равных условиях (при заданных мощности лазера, диаметре транспортного волокна и характеристиках оптической головки).
С другой стороны, скорость реза прямо пропорциональна плотности мощности излучения на материале, то есть при равных характеристиках оптической головки обратно пропорциональна квадрату диаметра транспортного волокна.
Выполненная работа дает расчетную основу для выбора типа и параметров волоконных лазеров, исходя из конкретных условий их применения в технологических системах.
- «Анализ моделей динамики глубокого проникновения лазерного излучения в материалы» (Часть 1. Нестационарная гидродинамика в процессах взаимодействия лазерного излучения с веществом. Часть 2. О механизмах удаления расплава при газолазерной резке материалов), проф. В.С. Голубев, — Сборник трудов ИПЛИТ РАН, 2004.
А.П. Стрельцов, В.Н. Петровский
Лазерный центр МИФИ
19.03.2007
unimach.ru