Лазерная резка листовой нержавеющей стали – Лазерная резка нержавейки
alexxlab | 07.08.2020 | 0 | Разное
Резка нержавейки лазером: особенности технологического процесса
Вопросы, рассмотренные в материале:
- Каковы преимущества резки нержавейки лазером
- Как осуществляется резка нержавейки лазером
- На каком оборудовании выполняется резка нержавейки лазером
Нержавеющая сталь — самый востребованный на сегодняшний день материал и один из наиболее технологичных металлов. Она используется в производственных циклах различных видов промышленной металлообработки. Среди всех технологий обработки металла резка нержавейки лазером является наиболее инновационной, сочетающей в себе высокое качество и эффективность. Этому методу и будет посвящена статья.
Особенности резки нержавейки лазером

Лазерная резка нержавейки считается наиболее сложным типом обработки. Но данная сталь достаточно трудно поддается разрушению, поэтому метод с лазером является оптимальным вариантом среди остальных. Другие же технологии металлообработки проявляют себя хуже по отношению к нержавейке. Для листового алюминия зачастую резка лазером служит единственно возможным методом, поскольку высокая температура вызывает окисление поверхности алюминия, при этом она покрывается холодными трещинами. Очень низкой эффективностью обладает и раскрой металла механическим способом.
Сложности в обработке нержавеющей стали связаны со свойствами сплава:
- из-за большого содержания в ней легирующих присадок возможно зашлаковывание поверхности разреза;
- в зоне нагрева образуются тугоплавкие оксиды, по этой причине затрудняется прохождение лазера по линии разреза, и, как следствие, увеличивается расход электроэнергии;
- высокохромистые и хромоникелевые стали обладают низкой текучестью, что также усложняет процесс резки.
Лазерная резка осуществляется с использованием очищенного азота, поступающего в зону резки под давлением в 20 атмосфер. Если режется толстый металл, луч заглубляется в материал, давая возможность газу поступать внутрь. Получившееся отверстие в итоге имеет больший диаметр, чем ширина разреза, поэтому в зону расплава поступает повышенное количество азота.
Преимущества резки нержавейки лазером

Для резки нержавейки используются высокотехнологичные лазерные установки, позволяющие изготавливать изделия самой сложной формы. Обработка стали совершается автоматически, луч лазера при этом выполняет функции режущего инструмента. Контроль движения лазерного луча осуществляется компьютером по заранее заложенной программе. Получаемая деталь в итоге не имеет каких-либо деформаций, заусенцев и облоя вдоль линии разреза.
В целом, лазерная обработка нержавеющей стали любой марки обладает следующими достоинствами:
- погрешность резки минимальна и не превышает 0,08 мм;
- максимальная гибкость и точность в регулировке мощности луча;
- высокая скорость раскроя листового металла;
- практически безотходный процесс;
- способность луча мягко воздействовать на металл, стойкий к коррозии;
- лазерный луч может резать листовой металл любой толщины;
- гарантированное соблюдение заданных геометрических параметров обрабатываемой заготовки с абсолютной точностью.
Рекомендовано к прочтению
Перечислим другие преимущества лазерной технологии перед остальными популярными методами металлообработки:
- Благодаря заложенной программе автоматизированного контроля качества и выполнения операций достигается высокая точность резки, поэтому имеется возможность создавать сложные детали.
- Каждая лазерная установка обладает достаточной производительностью, чтобы заблаговременно выполнять срочные и тяжелые задачи.
- Нагрев материала происходит только вдоль зоны резки.
- Лазерное оборудование способно выполнять контурный раскрой любой сложности.
- Излишки материала контролируются встроенным компьютером. Расположение всех требуемых форм заготовок рассчитывается программно исходя из наибольшей рациональности.
- Минимальный диаметр создаваемых отверстий составляет всего 0,5 мм.
Лазерная обработка металла считается передовой технологией. Это побуждает заказчиков сегодня отказываться от устаревших методов металлообработки в пользу современных.
С внедрением лазерной технологии производителем качество его продукции значительно возрастает. Также изготовитель получает возможность выполнять индивидуальные заказы.
Резка лазером не меняет физических свойств нержавейки. Данная операция может использоваться для любых её типов вне зависимости от плотности и теплопроводности.
Как осуществляется резка нержавейки лазером
При лазерной резке отсутствует физический контакт с любым обрабатываемым материалом, в том числе и с нержавейкой. Выполнение операций осуществляется световым лучом по встроенным командам.
Луч лазера создает точку фокусировки на поверхности металла, где материал начинает интенсивно гореть, плавиться и испаряться. Такой эффект возможен благодаря следующим характеристикам лазера:
- Монохроматичность. Длина волны и частота лазерного луча неизменны, что позволяет лучу легко фиксироваться на любой поверхности с помощью обычных оптических линз.
- Направленность. Луч лазера имеет очень малый угол расходимости, благодаря чему он легко фокусируется на обрабатываемом участке.
- Когерентность. В луче лазера происходят согласованные колебания волн, поэтому возникает резонанс, многократно усиливающий исходную мощность излучения.
При достижении температуры кипения металла в зоне воздействия луча материал испаряется. Благодаря его теплопроводности зона плавления и последующего закипания устремляется вглубь заготовки.
Лазерная металлообработка технологически применима к мягким сплавам и тонколистовому металлу. Выполнение этой процедуры осуществляется двумя способами:
- резка лазером через плавление нержавейки;
- резка лазером через испарение нержавейки.
Самым распространенным и дешевым способом является плавление с помощью лазерного луча. Действие сфокусированного лазера на поверхность металла способствует его быстрому нагреву, в результате чего в этой зоне он начинает плавиться. Равномерное движение луча лазера позволяет создавать нужную форму детали.
При избыточном нагреве молекулы металла переходят в фазу закипания, в которой частички материала мгновенно испаряются.
Второй метод резки, выполняемый через испарение, наиболее эффективен и точен, но при этом особо требователен с точки зрения используемых ресурсов и мощностей. Поскольку данный способ достаточно дорогостоящий, он заметно увеличивает себестоимость выпускаемой продукции.
- Врезка. Используется для формирования сквозных щелей различных диаметров. Технология позволяет создавать микроотверстия и разрезы минимальной ширины.
- Раскрой. Сначала производится прожиг металлической заготовки (создается пробоина минимального диаметра), а затем режущая головка движется в направлении, заданном заложенной в станке программой.

В процессе раскроя нержавейки структура металла в зоне действия луча разрушается. Это происходит последовательно в три этапа:
- Нагрев металла.
- Плавление металла.
- Испарение частиц распада.
Лазерный луч — это источник тепла, концентрирующий в себе газ в условиях высокой температуры. Имея сечение всего 10–20 мкм, луч обладает тепловой мощностью 100 МВт/кв. см. Чем мощнее источник, тем быстрее протекает каждый этап разрушения. Сконцентрированная на небольшом участке тепловая энергия луча лазера почти мгновенно расплавляет материал в этом месте. Происходящая в металле термохимическая реакция разделяет его и меняет структуру в зоне действия лазера.
Сравним два вида резки нержавейки, выявив их сходства и различия:
| Лазерная резка | Гидроабразивная резка |
|
Металл режется в результате термохимической реакции. |
Металл режется в результате механического разрушения его поверхности. |
| Активным элементом выступает газ (кислород или азот). | Активным элементом служит вода с абразивными материалами. |
| Скорость резки достигает 2,5 м/с. | Скорость резки составляет от 52 до 62 м/ч. |
| С увеличением скорости резки ухудшается качество обработки. | С повышением рабочего давления увеличивается скорость резки. |
| Применима для раскроя металла любого типа толщиной до 100 мм. | Применима для раскроя металла любого типа толщиной до 100 мм. |
Какое оборудование используется для резки нержавейки лазером
Установки для лазерной обработки нержавейки обладают следующими характеристиками:
- давление газовой струи и ее состав;
- тип обрабатываемого материала;
- интенсивность и мощность лазерного луча.
Установки для лазерной резки бывают следующих типов:
- Твердотельные установки. Рабочим органом в них служит кристалл рубина, алюмоиттриевый гранат или неодимовое стекло. Угол светового потока, падающего на минерал, имеет точное значение. Оборудование небольшой мощности может использоваться и для раскроя цветных металлов, и для гравировки металлических поверхностей. Небольшие установки пригодны для ручной обработки заготовок и могут применяться в небольших слесарных мастерских.
- Газовые установки. Активным элементом в данном оборудовании является газ. Он заряжается в процессе прохождения через электрическое поле. Затем начинает испускать монохроматическое излучение в световом диапазоне. Значительное распространение получили щелевидные газовые установки, в которых применяется диоксид углерода. Оборудование обладает небольшими размерами, при этом оно простое в использовании и достаточно мощное.
- Газодинамические установки. Обработка нержавейки в данных установках весьма дорогая из-за сложности и высокой мощности оборудования. Используемый в качестве активного компонента газ, чаще всего углекислый, разогревается до 2000–3000 градусов Цельсия. Далее, проходя через узкое отверстие, он расширяется и охлаждается. В результате чего выделяется энергия, формирующая лазерный луч. Эти сложные установки отличаются превосходной точностью получаемых изделий, которые затем можно сразу же передавать в гибочный цех.
Обязательные компоненты и системы оборудования, осуществляющего лазерную резку и гравировку нержавейки:
- Излучатель, генерирующий пучки лазера.
- Система перемещения и формирования лазерного луча. В ней из пучков формируется непрерывный луч, направляемый в требуемую точку фокусирующим механизмом.
- Система создания и транспортировки газа. В ней готовится рабочий газ нужного состава и объема. Затем система транспортирует его к зоне резки через сопло.
- Координирующее устройство, управляющее взаимным перемещением лазерного луча и заготовки.
- Система автоматики. Она контролирует и регулирует все составляющие части установки. В том числе задает команды координирующему устройству и системе создания и транспортировки газа.

Производятся также специальные установки для разрезания труб и обработки пластичных и мягких материалов. В целом, популярность лазерной резки продолжает расти, поскольку данная технология значительно снижает трудоемкость производственного процесса и минимизирует долю ручной работы. Резка нержавейки лазером также активно применяется для изготовления разнообразных деталей и создания декоративных изделий из листовых заготовок различной толщины.
Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
vt-metall.ru
Лазерная резка нержавеющей стали
Выполняемая компанией TruMAX резка нержавеющей стали лазером – это инновационный метод раскроя и гибки металлов, позволяющий быстро и с максимальной точностью придавать рабочему материалу необходимые формы.
Особенности резки нержавейки лазерной технологией
Наряду с тем что нержавейка принадлежит к группе труднообрабатываемых материалов, лазерной резке она поддается прекрасно. Техника раскроя состоит в следующем: лазерный луч воздействует на поверхность – и в результате структура материала разрушается. Условно такой процесс разделяется на три этапа:
-
нагрев поверхности в месте воздействия лучей;
-
плавление металла;
-
равномерное испарение продуктов распада.
Чем высшей будет тепловая мощность лазерного источника, тем быстрее происходит расплавление нержавейки в зоне контакта. Такая обработка никакого вреда материалу не причиняет и нисколько не изменяет его физических характеристик.
За счет применения в производственном процессе современного оборудования компанией TruMAX лазерная резка нержавеющего листа вне зависимости от сложности деталей осуществляется в кратчайшие сроки и с высокой точностью.
Компания Трумакс выполняет лазерную резку нержавеющей стали в следующих технологических диапазонах:
| материал | поверхность | рабочий газ | максимальная толщина, мм | максимальная скорость резки, м/мин |
|---|---|---|---|---|
| нержавеющая сталь | без покрытия | азот высокого давления | 16 | 65 |
| brightline fiber | 40 | 6,4 (толщина 6мм) | ||
| сжатый воздух | 3 | 49,2 | ||
| в пленке | азот высокого давления | 4 | 65 |
Оборудование для лазерной резки и преимущества
Лазерная резка нержавейки в СПб нашей компанией осуществляется с применением высокопроизводительного лазерного станка Trumpf TruLaser 5030 fiber L68. Оборудование этой серии отличается полной автоматизацией и позволяет с минимальными временными затратами получать изделия самых сложных геометрических форм, а также обрабатывать контуры объемных и плоских деталей.
К основным преимуществам обработки нержавеющей стали станками германского производства Trumpf TruLaser следует отнести:
-
экономичность. На металлическом листе оставляется наименьший припуск, что сводит к минимуму производственные потери;
-
отменная производительность. В сжатые сроки выполняется лазерная резка нержавейки, цена за метр невысокая, а точность раскроя листов составляет +/- 0,01 миллиметра;
-
универсальность производственного цикла. Возможности установок нисколько не зависят от сложности контура, определяющим фактором здесь выступают только требования заказчика;
-
образцовое качество реза. Дополнительная обработка изделий не потребуется, срез получается идеально ровным и гладким;
-
отсутствие следов побежалостей, светлый рез после лазерной резки на азоте;
-
отсутствие повреждения декоративных покрытий за счет термического воздействия при раскрое только в рабочей зоне.
Это только основные плюсы, которые обеспечивает резка стали лазером установками TruLaser. С их помощью можно создавать детали любой сложности быстро и надежно.
От чего зависит стоимость резки
Предлагая услугу «лазерная резка нержавеющей стали» цена в нашей компании одна из низких в Санкт-Петербурге. Конечная стоимость зависит от следующих параметров:
-
геометрические размеры, в частности ширина, длина и толщина листа;
-
объем заказа;
-
наличие готового эскиза или же необходимость его создания по заданным параметрам;
-
срочность выполнения работ.
Нержавеющая сталь считается довольно деликатным материалом. Проводимая специалистами компании TruMAX лазерная резка наряду с доступной стоимостью отличается ювелирной точностью.
Возможности TruMAX в области резки нержавеющей стали
Компания TruMAX обладает мощной технологической базой для раскроя и гибки нержавейки и все работы выполняет на высоком уровне качества. Если воспользоваться услугой «лазерная резка стали», цена за метр будет действительно невысокой за счет современного технического оснащения, которое сводит к минимуму присутствие человеческого фактора в производственном процессе.
Возможности и услуги TruMAX следующие:
-
полный цикл производства, состоящий из поперечного и продольного раскроя, гибки листов, прокатки, штамповки и разметки сырья;
-
помощь в составлении чертежей, моделей, макетов;
-
компьютерное создание чертежей и проектирование деталей, механизмов, узлов и других изделий для последующего изготовления на нашем оборудовании;
-
изготовление деталей любых форм – как стандартных, так и нестандартных;
-
порошковая окраска готовых изделий.
Компания работает с любыми объемами, начиная от единичных индивидуальных заказов и заканчивая серийным производством.
Если вам необходима лазерная резка нержавеющей стали, цена которой не причинит существенных ущербов для бюджета, специалисты нашей компании выполнят самые нестандартные и сложные работы.
Узнать подробную информацию и условия сотрудничества можно в телефонном режиме у менеджера компании. При приеме заказа специалисты согласуют все рабочие моменты, проконсультируют по любым интересующим вопросам и подберут наилучшую технику обработки нержавейки в каждом конкретном случае.
Применение инновационного лазерного оборудования и современных технологий позволяет выполнять оперативно заказы любого объема и гарантировать безупречное качество лазерной резки.
trumax.pro
Лазерная резка нержавеющей стали

Среда резки: воздух, азот.
Достоинства лазерной обработки нержавеющей стали:
- высокая точность;
- отсутствие необходимости обработки кромки;
- широкий спектр выполняемых работ;
- высокий уровень безопасности;
- автоматизация основных операций лазерной резки;
- взвешенное соотношение цены и качества.
Стоимость услуг лазерной резки:
| Нержавеющая сталь | |||||
| Толщина | до 100 м | 100-500 м | 500-1000 | >1000 м | Стоимость одного врезания, руб |
| 0,5; 0,8 | 58 | 45 | 38 | договорная | 1 |
| 1 | 58 | 45 | 38 | договорная | 1 |
| 1,5 | 94 | 65 | 50 | договорная | 1 |
| 2 | 120 | 85 | 70 | договорная | 1 |
| 2,5 | 140 | 110 | 80 | договорная | 2 |
| 3 | 160 | 130 | 90 | договорная | 2 |
| 4 | 210 | 160 | 120 | договорная | 2 |
Окончательную стоимость услуги, можно узнать при обращении в компанию.
Примеры работ:
Лазерная резка декоративного экрана для печной трубы.
 Резка производится в защитной плёнке |  Готовое изделие в интерьере |
Важно: зеркальная нержавеющая сталь весьма капризна к неловким прикосновениям, остатки от пальцев оттереть ох как непросто.
Поэтому защитную плёнку следует снимать только после окончательной установки изделия.
- Действует система скидок.
- Имеем запас материала на складе.
- Партия от 1 шт.
- Изготовим оснастку для серийной резки небольших изделий.
- Возможно исполнение в день заказа +20%
Дополнительно:
- Услуги по обработке металла и других материалов — гибка, сварка, маркировка, гравировка.
- Техническое моделирование и сопровождение.
- Гальваническое покрытие НИКЕЛЕМ для небольших изделий из металла, алюминия, латуни. Методом химического никелирования.
Присылайте свои файлы для лазерной резки в формате .dxf или .cdr в масштабе 1:1 на адрес [email protected]
Дополнительный телефон для связи +7 (495) 221-1037 e-mail [email protected]
На складе имеется запас следующих марок нержавеющей стали:
AISI 430
Структура поверхности: Матовая, шлифованная, полированная (зеркальная)
Наличие на складе, толщина: 0.5 : 0.8 : 1 : 1.2 : 1,5 : 2 : 3 mm
Под заказ, толщина: 4 : (только матовая)
Размер листа 1250х2500 мм
Стоимость: от 170 руб/кг
Это наиболее широко применяемые ферритные хромистые стали. Имеют хорошие прочностные и механические характеристики, что обеспечивается высоким содержанием хрома и низким содержанием углерода; хорошо деформируются, используются в процессах вытяжки и штамповки. В отличие от аустенитных никельсодержащих сталей, низкоуглеродистые хромистые ферритные стали устойчивы к процессам коррозии в различных серосодержащих средах. Поэтому изделия из стали AISI 430 могут быть использованы в системах для перекачивания газа, нефти и чистых нефтепродуктов. Конструкции из AISI 430 меньше изменяют размеры при колебаниях температур. Магнитная.
Области применения
Благодаря низкому коэффициенту термического расширения, сталь оптимальна для изделий, испытывающих перепады температур, а высокая теплопроводность определяет преимущества использования этой стали в системах теплообмена. Обладая сравнительно низкой тепловой инерцией (удельной теплоемкостью), сталь AISI 430, при меньших энергозатратах, быстрее прогревается и охлаждается, что позволяет избежать возможного перегрева в процессе приготовления пищевых продуктов.
AISI 304
Структура поверхности: Матовая, шлифованная, полированная (зеркальная)
Наличие на складе, толщина: 0.5 : 0.8 : 1 : 1.2 : 1,5 : 2 mm
Под заказ, толщина: 3 : 4 (только матовая)
Размер листа 1250х2500 мм
Стоимость: от 265 руб/кг
Никельсодержащая, с низким процентом углерода. Легко поддается сварке, устойчива к межкристаллитной коррозии. Высокая прочность при низких температурах. Поддается электрополировке. Является наиболее универсальной и широко используемой из всех марок нержавеющих сталей. Не магнитная.
Области применения
Используется в установках для пищевой, химической, текстильной, нефтяной, фармацевтической и бумажной промышленности.
AISI 316L
Структура поверхности: Матовая
Под заказ, толщина: 0.5 : 0.8 : 1 : 1.2 : 1,5 : 2 : 3 mm
Размер листа 1250х2500 мм
Стоимость: от 370 руб/кг
Улучшенная версия AISI 304 (с добавлением молибдена), что делает ее особенно устойчивой к воздействию коррозии. Технические свойства этой стали при высоких температурах гораздо лучше, чем у аналогичных сталей, не содержащих молибден. (Молибден (Mo) делает сталь более защищенной от питтинговой коррозии в хлористой среде, морской воде и парах уксусной кислоты).C очень низким содержанием углерода. Особенно подходит для изготовления сварных конструкций. Обладает высокой устойчивостью к межкристаллитной коррозии, применяется в температурных режимах до 450°С.
Области применения
Используется для химического оборудования, инструментов, информационных табличек, вступающих в контакт с морской водой и атмосферой, при изготовлении оборудования для проявления фотопленок, в установках для переработки пищи, емкостях для отработанных масел.
Работы производятся на автоматизированных комплексах лазерного раскроя металлов «СКИФ», с волоконным лазером мощностью 1000W.
www.scaner-pl.ru
Лазерная резка нержавейки в Санкт-Петербурге
Нержавеющая сталь представляет собой универсальный, прочный и исключительно долговечный материал, востребованный в самых разных областях. Поручить раскрой нержавейки вы можете специалистам ООО «Резка». Компания располагает высококлассным оборудованием, подходящим для работы со всеми марками стали.
Особенности раскроя с применением лазера
Лазерный луч, контактирующий с металлом, заставляет последний плавиться и кипеть. Для повышения эффективности резки непосредственно в место контакта лазера с заготовкой подается газ, удаляющий из рабочей зоны остатки стали. Как правило, для этой цели применяется азот, кислород, инертный газ или атмосферный воздух.
Устройство лазера, предназначенного для раскроя нержавеющей стали:
- система накачки, служащая источником энергии;
- рабочее тело с эффектом вынужденного излучения;
- набор зеркал особой формы, предназначенных для направления лазерного луча.
В зависимости от принципа работы различают твердотельные, газовые, газодинамические лазеры.
Использование лазерного раскроя исключает нежелательное механическое и термическое воздействие на металл, способное приводить к деформациям и потере исходных физико-химических свойств. Способ идеально подходит для работы с тонкими листами нержавеющей стали, а также другими деталями с небольшой толщиной. Высокая скорость и точность раскроя обеспечивается встроенным компьютером, разрезающим металл в соответствии с заложенной в память программой.
Требуется консультация? Наши менеджеры рассчитают стоимость услуг и позаботятся о том, чтобы работы по металлообработке были завершены в срок и на безупречном уровне.
| Толщина | Прайс на резку металла лазером (сталь нерж. п.м. с НДС) | ||||
| 0,2-0,5 мм | 0,6-1 мм | 2 мм | 3 мм | 4 мм | |
| до 100 п.м. | 25 | 33 | 41 | 147 | 216 |
| от 100 п.м. | 23 | 30 | 39 | 132 | 189 |
| от 1000 п.м. | 21 | 27 | 35 | 119 | 176 |
www.rezkametallaspb.ru
Лазерная резка нержавейки в СПб: особенности резки
Среди методик обработки металла, лазерная резка нержавейки занимает особое место. Это передовая технология, позволяющая сохранять великолепные эксплуатационные свойства обрабатываемого материала. Срок службы также не меняется, т.к. физические и механические характеристики сплава остаются на прежнем уровне. Применяются программируемые промышленные аппараты, компьютерное оборудование, позволяющее точно рассчитать глубину воздействия луча и прочие параметры.
Компания «Региональный дом металла» предлагает профессиональные недорогие услуги. Если вас интересуют готовые изделия, изготовленные при помощи резки, свяжитесь с нашими специалистами. Вам сообщат актуальные цены на этот вид работ, в зависимости от марки стали, толщины детали и других характеристик.
Резка нержавейки
Лазерная резка, сварка нержавейки – методики, во многом превосходящие другие способы. В частности, сравнивая лазер и гильотинный метод, преимущества луча в точности и аккуратности очевидны. Сваривание металла лазером имеет те же плюсы – точность шва, отсутствие нагара, брызг, дефектов, что позволяет нам увеличить продажи в СПб и регионах.
Существует несколько методик, применяемых в промышленности и других сферах. В частности, это гидроабразивная и плазменная резка нержавеющей стали. Первый вариант используется для листового металла, второй более универсален и имеет ряд положительных особенностей:
- Возможность создания любой геометрии реза;
- Безопасность процедуры. Баллоны с газом не используются;
- Нет деформации заготовки;
- Доступная стоимость.
Лазерная резка нержавеющей стали (особенности)
Лазерное оборудование имеет массу преимуществ. В частности, резка нержавейки лазером может быть не только обыкновенной, но и фигурной, художественной. Метод позволяет получить ровную кромку без деформаций, характерных для других методик. Рез получается равномерным и не требует дополнительной обработки. Погрешность в работе минимальна и не превышает 0,08 мм. Регулируя мощность аппарата, можно разрезать детали большой толщины.
Раскрой металла осуществляется в защитной среде из азота.
Если вы хотите купить нержавейку в нарезку, но с методом пока не определились, проконсультируйтесь с представителями «РДМ». Вам подробно расскажут, какая технология вам подойдет, уточнят сроки и ответят на все вопросы технического характера. Наша компания выполняет любые работы, связанные с раскроем и сваркой цветного и черного металла, включая изделия и листы из нерж. марок стали.
rdmetall.ru
Лазерная резка нержавеющей стали — возможности и преимущества
Лазерная резка нержавеющей стали — один из самых прогрессивных методов обработки этого металла. У лазерной резки есть свои неоспоримые преимущества, за которые многие производственники стабильно выбирают именно ее. Но есть и ограничения — благодаря этим ограничениям другие методы обработки нержавеющей стали тоже продолжают жить и здравствовать.Для производственника важна понимать особенности разных методов, чтобы всегда выбирать для своей продукции оптимальный. Так будет меньше расходов, меньше головной боли и лучше качество. В этой статье мы разберемся в преимуществах и ограничениях лазерной резки и поймем, для каких деталей лучше заказывать ее, а для каких — не стоит.
Как лазер режет нержавеющую сталь?
Для начала немного о самом процессе. Вдаваться в технические тонкости не будем — это не учебник для резчиков, а обзорная статья для заказчиков.
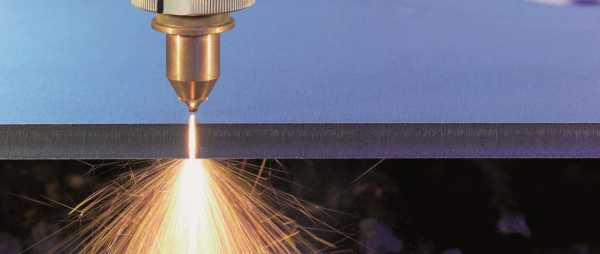
Как неосязаемый свет может разрезать твердый металл? Дело в нагреве. Сконцентрированный лазерный луч разогревает область, на которую направлен, до экстремальной температуры. Большая часть лазерных установок плавит металл. Некоторые — не просто плавят, а испаряют. Это огромная температура, как вы понимаете.
Но в принципе, для работы вполне достаточно, чтобы металл был просто расплавлен. Направленная в зону резки мощная струя газа выдувает образовавшийся расплав, оставляя ровный край. Плюс к тому — струя газа охлаждает разрез. Это важно. Благодаря этому детали, прошедшие лазерную резку, не имеют тепловых деформаций — вся плавящая энергия сосредоточена в нужном месте, а остальная часть детали нагревается слабо.
При этом для резки нержавейки недостаточно просто воздуха — по‑хорошему, нужен азот. Азот вытесняет из зоны реза кислород, который мог бы участвовать в тепловой реакции и портить металл.
Суть такова. Теперь давайте разберемся в видах задач, для которых НЕ стоит применять лазерную резку.

Каковы ограничения у лазерного раскроя нержавеющей стали?
1. Максимальная толщина нержавейки для лазерной резки
Лазер справляется с резкой тонколистового металла эффективно и дешево.
- Конечно, не так дешево, как гильотинная рубка — но гильотинная рубка не позволяет делать тонкую работу и дает посредственные края деталей, требующие дополнительной обработки.
- Однако вполне сопоставимо с плазменной резкой — второй конкурирующей технологией.
С увеличением толщины металла стоимость лазерной резки увеличивается. Впрочем, как и стоимость любого другого вида раскроя. Вопрос здесь в динамике этого увеличения. При росте толщины листа наступает момент, когда на качественный рез нужно слишком много энергии — и это уже становится просто невыгодно.
- При толщине листа до 20 миллиметров использование лазера оправдано — энергии требуется не так много, лазер сравнительно дешев.
- От 20 до 40 миллиметров лазер использовать уже не рекомендуется. Плазменная резка будет выгоднее. Но плазма имеет меньшую точность, дает отклонения от формы от детали к детали — и к тому же сравнительно низкое качество кромок по сравнению с лазером. И если для конкретного заказа принципиальны точность и качество — выбор лазера при этом диапазоне толщин всё‑таки возможен.
- А вот при толщине выше 40 миллиметров даже высокое качество не оправдывает роста цены лазерного раскроя. Дешевле будет разрезать плазмой и механически обработать все края, качество которых вас не устраивает.
По факту большая часть заказов по лазерной резке нержавейки в приборостроении укладывается даже не в 20 миллиметров, а в 10 — и то с запасом. Однако в принципе это свойство лазера стоит иметь в виду.
2. Плоская резка VS объемная резка
Важный момент. По понятным причинам лазеру легко справиться с листовым металлом — режущая головка двигается над ним по двум осям X и Y, отклонения от вертикали возможны, но в основном не используются. Объемная лазерная резка — сложнее.
До недавнего времени она вообще была практически невозможна в промышленных масштабах — не было подходящих лазеров. Сейчас появились лазеры, построенные на волоконной технологии. Некоторые станки, основанные на ней, могут выполнять объемную резку, отсекая ненужное от металлической «болванки». Однако пока и этот метод является редкостью.
Так что сейчас лазерный раскрой активно используется только в производствах из листового металла. Потом эти плоские развертки могут складываться в корпуса на гибочных станках и свариваться — это не проблема. Однако таким образом можно изготовить всё‑таки не любую деталь. Так что сложные объемные детали, как и прежде, изготавливаются:
- либо методом литья,
- либо на фрезеровальных станках.
Да, конечно — литье долго запускается в производство, а фрезеровка дает лютый, бешеный расход металла. Можно ожидать, что станки объемной лазерной резки станут в будущем более распространенными и вытеснят фрезеровку. Но пока ситуация такова, и объемные детали — основное ограничение при лазерной резки нержавеющей стали.

В чем преимущества лазерной резки нержавейки?
В остальных же случаях, когда речь идет о работе с листовой нержавейкой умеренной толщины — лазерная резка имеет серьезные преимущества перед конкурирующими технологиями — рубкой и плазменной резкой.
1. Точное соответствие проекту
Во‑первых, лазер наводится с точностью до десятых долей миллиметра. Для раскроя кровельных листов — неважно. Но вот для приборостроения — обязательно. Здесь лазер выигрывает и у рубки, у к плазмы — обе эти технологии дают меньшую точность.
Во‑вторых, лазер стабильно дает одинаковый контур от реза к резу. Каждая деталь будет четко соответствовать заложенной программе. Координатно‑пробивные станки, в принципе, так же стабильны, хоть и на меньшей точности — а вот плазменная дуга, например, нестабильна и допускает колебания.
2. Лазер дает качественные кромки
Опять же — возможно, для кровельных листов это было бы непринципиально. Но для тонких и точных работ — важно. Единственный изъян кромок при лазерной резке — легкая конусность при работе с большой толщиной стали.
В диапазоне нескольких миллиметров — то есть при наиболее популярных толщинах — эта конусность вообще не проявляется. При резке нержавейки толщиной 10 миллиметров — уже может проявиться. Уклон кромок будет в районе 0,5 градуса, отверстие будет чуть расширяться к низу. Строго говоря, заметить это невооруженным глазом невозможно, и на большинстве операций с этим отверстием никак не скажется. Однако иметь это в виду стоит.
Рубка дает грубые края — на то она и рубка. Плазма — тоже: прижоги, окалина. Плюс конусность — но на сей раз с расширением кверху и куда более заметная — от 3 до 10 градусов. То есть уже при толщине металла в 20 миллиметров разница между верхним и нижним диаметром отверстия может доходить до 1 миллиметра.

3. Минимум человеческого фактора — минимум брака
В станках лазерной резки используется числовое программное управление. Лазерный луч движется четко по заданной траектории и с заданной скоростью. Если изначально расчеты сделаны правильно — по всей длине реза обработка будет одинаково качественной. Вне зависимости от того, сколько деталей в партии — робот никогда не отвлекается и не чихает. Поэтому рез всегда одинаковый, и брака на этапе резки не возникает.
4. Доступны тонкие резы и сложные очертания
Лазером можно проделывать тонкие отверстия — более тонкие, чем для других методов раскроя. Плазменной дугой, например, можно вырезать отверстие диаметром минимум 4 миллиметра, а для толстой стали — еще шире. Лазер режет отверстия, равные толщине металла, от 1 миллиметра.
Плюс к тому — при сложных очертаниях лазер четко прорезает углы, не скругляя их, как плазма.
5. Нет царапин и тепловых деформаций
Физического воздействия на заготовку нет, а тепловое воздействие происходит на минимальном участке — собственно, в зоне реза. Для сравнения, при работе с координатно‑пробивными станками деталь нужно жестко фиксировать — отсюда царапины. А плазма разогревает всю заготовку, оставляя тепловые деформации.
6. Быстрый запуск в производство
Это преимущество характерно и для лазера, и для плазмы. У координатно‑пробивного станка могут возникнуть проблемы с этим, если в детали есть отверстия, отличающиеся от стандартных. В таком случае придется производить пуансоны специально под нее.
Для старта работы лазера и плазмы достаточно создать программу резки и запустить станок.

7. Экономия металла
У лазера тонкий рез, в отличие от плазмы. Соответственно, из одного листа металла лазером часто получается нарезать больше деталей. На небольших партиях это может не казаться серьезным — но на больших оказывается важным преимуществом.
Для каких задач идеально подходит резка нержавейки лазером?
Изготовление деталей и корпусов для приборов всех мастей — от военных до медицинских. Везде, где требуется точность, соответствие проекту и качественный рез.
Очевидно, вы ищете информацию по лазерной резке нержавеющей стали не потому, что «просто интересно». Вас интересует, что эта технология может дать вашему предприятию. Тогда давайте обсудим конкретику — рассчитаем цену лазерной резки нержавейки по вашему заказу, вычислим сроки.
Наш специалист готов ответить на вопросы и подготовить расчет. Отправьте свой контактный телефон через форму ниже — и он перезвонит вам. Не стоит откладывать, ведь время — деньги. Давайте обсудим конкретику прямо сейчас.
metal-case.ru
Лазерная резка нержавейки от ООО «Резка Металла» (ООО «РаскройМеталла»)
ООО «Резка Металла» (ООО «РаскройМеталла») осуществляет лазерную резку нержавеющей стали при помощи высокотехнологичного оборудования. Современные компьютерные технологии и полная автоматизация процесса позволяют выполнять обработку заготовок любой сложности точно, быстро и практически без отходов.
Особенности лазерной резки нержавейки
Нержавеющая сталь характеризуется большим количеством легирующих компонентов, что придает металлу высокую устойчивость к разрушению, увеличивает его сопротивляемость коррозии и создает трудности при механической раскройке традиционными способами.
Для лазерной резки нержавейки используется газовая среда. Это позволяет получить рез высокого качества — без окалины, цвета побежалости, заусенцев и следов облоя. Также к достоинствам данной технологии относят:
- высокие темпы раскроя, что обуславливает максимальную производительность;
- возможность изготовления заготовок со сложными контурами, а также обработки локальных участков — выполнения конструкционных отверстий в различных профилях и на плоских поверхностях;
- узкий срез экономит материал;
- универсальность производственного цикла — обеспечивает выполнение широкого спектра работ.
Лазерная резка нержавейки выполняется следующим образом: на лист металла наносится необходимый контур при помощи компьютерных технологий. По нему автоматически выполняется бесконтактный раскрой материала лазерным лучом. Структура металла в зоне контакта изменяется в результате нагрева, благодаря чему происходит его разделение. Это позволяет исключить деформацию кромок изделия и свести к минимуму погрешность обработки.
|
ПРАЙС НА РЕЗКУ МЕТАЛЛА ЛАЗЕРОМ |
|||
| толщина | сталь нерж. п.м. с НДС | ||
|---|---|---|---|
| до 100 п.м. | от 100 п.м. | от 1000 п.м. | |
| 0,2-0,5 мм | 25 | 23 | 21 |
| 0,6-1 мм | 33 | 30 | 27 |
| 2 мм | 41 | 39 | 35 |
| 3 мм | 147 | 132 | 119 |
| 4 мм | 216 | 189 | 176 |
Чтобы воспользоваться услугой лазерной резки нержавейки, обратитесь в ООО «Резка Металла» (ООО «РаскройМеталла»). Мы выполняем раскрой любой конфигурации и формы в кратчайшие сроки и оказываем техническую поддержку на каждом этапе производства.
www.xn--80aaastfkafstclu.xn--p1ai