Лист металла согнуть – Как ровно согнуть лист металла
alexxlab | 03.10.2019 | 0 | Разное
Как согнуть арматуру, лист металла своим руками

Если уж затеяли капитальный ремонт своими руками, независимо от того, где он проводится: дома или в квартире – то нужно быть готовым ко многим испытаниям. В том числе может возникнуть ряд вопросов, которые решить, не имея должного опыта и специального оборудования, весьма затруднительно. Например, далеко не каждый знает о том, как согнуть лист металла, арматуру, профиль, уголок и т.д., получив при этом достойный результат. В этой статье мы попытаемся ответить на «несгибаемые» вопросы, обойдясь при этом минимальным количеством инструмента.
Как согнуть лист металла, оцинковку, профиль
Очень часто при монтаже металлических конструкций необходимо не только резать стальные листы, но и придавать им изогнутую форму. Сделать это можно и в домашних условиях, не тратя средства на услуги третьих лиц. Например, как согнуть лист металла? Для этого нам понадобится деревянный или резиновый молоток, клещи, стол. Если предполагается искривление под углом в 90 градусов, то такого набора инструментов должно хватить. Лист просто свешивается с края стола, после чего равномерными постукиваниями в области изгиба добиваются нужного искривления. Если заготовка относительно мала, то можно воспользоваться тисками, в которых при помощи двух обхватывающих брусков можно прочно закрепить лист металла, а уже после этого искривлять его молотком.
Сгибаем лист металла
Если речь идет о тонком металлическом листе, то можно существенно упростить процедуру сгибания. Для этого в месте сгиба металл «царапается» (используем правило или металлическую линейку, в качестве резака – заостренный кусок ножовочного полотна по металлу). Прорезанный на половину толщины металл впоследствии легко гнется по очерченной линии. Можно сказать, что с тем, как согнуть лист металла, мы почти разобрались.
Гнём оцинковку
Как согнуть оцинковку? Это может быть либо оцинкованный металлический лист, либо уже готовое изделие, например, профиль. Лист изгибают так же, как и при сгибании любого другого металлического полотна. Как согнуть профиль? С ним придется повозиться. Для получения большого радиуса кривизны квадратного или прямоугольного профиля можно использовать следующий метод: плотно набиваем профиль мелким песком, закупориваем оба отверстия деревянными кольями, и только после этого аккуратно постукивая киянкой изгибаем. Чтобы изогнуть П-образный профиль (это, в принципе, касается и получения листов искривленной формы), необходимо дополнительно использовать предмет-форму, кривизна которого соответствует финишной детали. Для облегчения процесса сгибания можно вырезать в профиле треугольные элементы.

Затем сгибаемое изделие «оборачивается» вокруг предмета равномерными постукиваниями молотком. Важно! Чтобы сгиб был максимально ровным и правильным, удары молотка должны быть легкими и ложиться как можно ближе друг к другу
Пожалуй, одна из самых непростых задач стоит перед людьми, которые думают над тем как согнуть уголок. Чтобы получить цельное изделие придется попотеть, равномерно и неспешно выстукивая поверхность уголка, постепенно выгибая его. Рекомендуется использовать при этом газовую горелку, которой можно прогревать место изгиба. Можно поступить проще – воспользоваться болгаркой как в вышеописанном случае с оцинкованным изделием. Еще проще – купить уже изогнутое изделие, тогда вопрос «как согнуть уголок» отпадет сам собой.
Как согнуть арматуру
В домашних условиях вполне можно согнуть арматуру, правда, многое зависит от ваших физических данных и диаметра металлического стержня. Как согнуть арматуру? Для этого нам понадобится два куска стальных труб, диаметр которых больше диаметра изгибаемого стержня. Чем больше длина таких труб, тем проще будет сгибать арматуру (выигрыш в силе за счет рычага). Все, что нужно сделать для того, чтобы согнуть арматуру – вставить ее в две трубы и, закрепив одну из труб (прижав ее ногой или уперев между столбами), орудуя второй как рычагом придать арматуре нужную кривизну. Вот и все!thewalls.ru
Гибка металла | Гибка листового металла до 10 мм
Гибка металла – это технологическая операция, при которой изделие принимает нужные размеры и форму с помощью сжатия внутренних и растяжения наружных слоев материала. В результате чего из заготовки плоской формы получают объемное изделие без сварных и иных швов и соединений.
«Гибка» звучит как простой процесс, но в действительности, он очень сложен. Значение гибки и в современном постиндустриальном мире трудно переоценить. Куда ни посмотреть – всюду конструкции из гнутого листового металла. Даже производители гибочных прессов удивляются, насколько сложные детали стали изготавливаться на разработанном ими оборудовании.
Всё это стало возможным благодаря активному внедрению ЧПУ, применению в технологии гибки нескольких управляемых осей, новейших систем гидравлики и измерительной электроники, а также широким использованием роботов. Основным же двигателем ускоренного развития высокоточной гибочной технологии явился повсеместный переход металлоoбрабатывающей промышленности на применение высокопроизводительных вырубных прессов и листовой лазерной резки.
Исторически эта технологическая операция возникла практически одновременно с литьём и ковкой – первичными этапами металлообработки. Научившись правильно гнуть заготовки из металла, люди решили огромное количество насущных бытовых и военных задач, начиная от создания сложных инструментов для охоты и сельского хозяйства, и заканчивая производством оружия.
«Лист» и «гибка» не очень ассоциируются с высокой технологией – high tech, однако для того чтобы гнуть «непослушный» лист металла необходимы специальные знания и огромный практический опыт. Объясните техническому специалисту, который не знаком с листовым металлом, что в нашем высокотехничном мире невозможно постоянно получать при гибке угол 90 градусов, не меняя параметров настройки.
Без изменения программы угол будет меняться, если, например, лист толщиной 2 мм сделан из нержавеющей стали или алюминия, если его длина – 500мм, 1000мм или 2000 мм, если гибка производится вдоль или поперёк волокон материала, если линия гибки находится в окружении пробитых или прорезанных лазером отверстий, если лист имеет различную упругую деформацию (горячекатаный прокат), если поверхностное упрочнение при самой деформации сильнее или слабее и т.д. и т.п.
Да, о гибке листового металла, как о профессиональной сфере металлообработки, можно говорить очень много, но, пожалуй, надо отметить самое главное.
1. Гибка листового металла – это высокопроизводительная, быстрая и высокоточная операция.
2. Замена сварки гибкой, как правило, очень выгодна при увеличении скорости производственного процесса и при обеспечении дополнительной прочности изделия за счёт так называемых рёбер жесткости.
3. Гибка металла редко является первичной операцией, как правило, – её задача максимально приблизить деталь к конечной форме (товарному виду).
4. Гибка сложных многопрофильных изделий из листового металла (в т.ч. плющение и изготовление петель) очень сильно зависит от применения редких специальных инструментов – узких, изогнутых пуансонов и ковочных оснасток.
5. Гибка заготовок из толстого (более 5 мм) листа сильно зависит от «тоннажности» станка, т.е. от такой характеристики как усилие балки, измеряемой в тоннах на метр.
6. Гибка малых бортов (отгибов) напрямую увязана с физическими характеристиками металла – его толщиной, жёсткостью и текучестью. Так, например, получить борт высотой в 2 мм из листа толщиной 1 мм гибкой технологически невозможно – нужно применять операцию штамповки.
7. Также стандартным холодным способом согнуть заготовку металла толщиной более 5 мм с внутренним угловым радиусом гиба менее толщины самого металла чревато разрывом внешней плоскости детали.
Гибка листового металла в нашей компании осуществляется на 120-ти тонном, 3-х метровом гидравлическом прессе с ЧПУ производства компании Baycal. Используемый на нашем производстве листогибочный станок имеет широкий арсенал оснастки (матриц и пуансонов), которые позволяют нам выполнять даже самые сложные заказы.
Цена на гибку металла
|
Длина гиба, м |
Количество гибов |
|||
|
от 1- до 10 |
от 11 до 100 |
от 101 до 1000 |
от 1000 до 10000 |
|
|
Менее 0,5 |
70 |
35 |
20 |
15 |
|
0,5 – 1,25 |
70 |
35 |
25 |
17 |
|
1,25 – 2 |
100 |
50 |
35 |
|
|
Более 2 |
100 |
50 |
40 |
30 |
Данные цены действительны только для черных сталей толщиной до 2 мм включительно.
Гибка металла 3 мм – коэффициент 1,2
Гибка металла 4-6 мм – коэффициент 1,3
Гибка металла 7-10 мм – коэффициент 1,5
Гибка изделий из нержавеющей стали, цены устанавливаются отдельно, исходя из объема заказа.
engward.ru
Гибка листового металла
Содержание
Выполняем гибку листового металла на специализированном гидравлическом прессе длиной 14 метров с усилием 2000 т. Мы сможем согнуть лист толщиной до 25 мм длиной до 14 метров.
Обратившись к нам, Вы получите точную гибку толстого листа большой длины в короткий срок.
Мы гнем детали, которые еще недавно, согнуть было невозможно.
Наши клиенты – это предприятия оборонной промышленности, тяжелого машиностроения горной и энергетической отрасли, которые применяют листы большой толщины и высокой прочности.
Технические характеристики пресса
Станина станка для гибки металла – гидравлический гибочный пресс – изготовлена из высококачественной нормализированной стали, поэтому станина жесткая и очень прочная.Гидравлические цилиндры обеспечивают максимальные качественные эксплуатационные характеристики пресса. Штока изготовлены изначально из цельного металла с обработкой на высокопрецизионном станке с ЧПУ. Затем они прошли индукционную подгонку и были хромированы.
Гибочный узел перемещается по 4 направляющим, что обеспечивает ему точное движение по вертикали, а узел блокировки/остановки агрегата также прошёл обработку на высокопрецизионном станке с ЧПУ.
Нижняя плита пресса состоит из 3-х направляющих и оснащена системой бомбирования. Данная система придания антипрогиба состоит из независимого двигателя и гидронасоса, который управляет блоком гидроцилиндров, обеспечивающих компенсацию прогибов. Величина прогиба определяется автоматически и управляется секцией (ЧПУ) CN Delem.
Все характеристики можно персонализировать по запросу.
ТЕХНИЧЕСКАЯ СПЕЦИФИКАЦИЯ ПРЕССА
- Мощность………………………………………………………………. 2000 тонн
- Длина сгиба…………………………………………………………….. 14000 мм
- Зев пресса………………………………………………………………… 2000 мм
- Ход цилиндра……………………………………………………………… 250 мм
- Расстояние до стола……………………………………………………. 975 мм
- Скорость опускания……………………………………………………. 70 мм/с
- Рабочая скорость…………………………………………………………. 8 мм/с
- Скорость поднятия……………………………………………………… 80 мм/с
- Вес …………………………………………………………………………… 160.000 кг
- Ширина стола ……………………………………………………………… 550 мм
Параллельность верхнего стола достигается благодаря линейным датчикам, которые находятся на оси Y1 и Y2. Параллельность верхнего стола на каждом граничном положении хода достигается благодаря сервоклапанам, которые управляются контроллером CNC. Параллельность оборудования во время рабочего процесса соответствует 1 % погрешности.
Выполнена оптимизация скорости перемещения верхнего стола. Три скорости перемещения верхнего стола: быстрое падение, скорость прогиба, скорость обратного хода. Значение скорости задается через контроллер CNC.
Программа прогиба легко выводится на экран. В дополнение к этому, программу прогиба можно смотреть в 2D или 3D, что значительно облегчает работу оператора и повышает эффективность труда.
По сравнению со стандартным прессом, настройка пресса серии AD-S выполняется намного быстрее. Для получения необходимой детали задается угол и параметры гиба. Параметры для ЧПУ операций гибочного пресса, такие как масса, отвод назад, задний останов и поворот изгиба, настраиваются автоматически.
Если задан некорректный параметр или параметр, превышающий предел допустимого, то на экран выводится сообщение об ошибке, что предотвращает выполение операции.
Гибка листа металла – процесс
Гибка металла – это процесс, также известный как прессование, штамповка и формовка, процесс изменения формы металлического листа путем изгиба.Мы можем оптимизировать конструкцию клиента, чтобы уменьшить количество сварки; это особенно выгодно в оборонной промышленности, так как имеет много преимуществ безопасности. Компонент может быть сделан легче, прочнее и с меньшими затратами за счет устранения лишней сварки.
Что представляет собой процедура гибки металла?
Операция гибки листового металла деформирует заготовку таким образом, чтобы она приняла нужную форму. В ходе выполнения сгибания одна часть листа изменяет свое положение относительно другой на определенный угол. Чтобы деформация произошла правильно, необходимо произвести определенные расчеты.Если требуется гибка толстого листа металла за частую, не задумываясь, используют сварку. Сварочный аппарат позволяет выполнить процедуру очень быстро. Однако сварка негативно сказывается на прочности и долговечности металла. После такой “гибки” деталь может быть с легкостью подвергнута негативному влиянию факторов внешней среды.
Технология гибки листового металла требует наличия специального оборудования, тем более, что на нем удобнее выполнять процедуру исходя из несложных расчетов. К тому же, после использования такого оборудования минимальна вероятность возникновения трещин и других механических дефектов.
Как произвести расчет гибки листового металла?
Следует понимать, что расчет гибки листового металла прессом производится для того, чтобы определить усилие, которое нужно будет применять по отношению к металлу для его правильной деформации. Ведь необходимое усилие гибки листа может зависеть от толщины листа, радиуса угла, которого необходимо достичь, и минимального угла листовой заготовки. Чтобы расчет усилия гибки металла прошел успешно, его выполняют по специальным формулам. Таким образом, вам удастся грамотно произвести расчет, благодаря чему вы получите подходящую вам деталь из листа металла.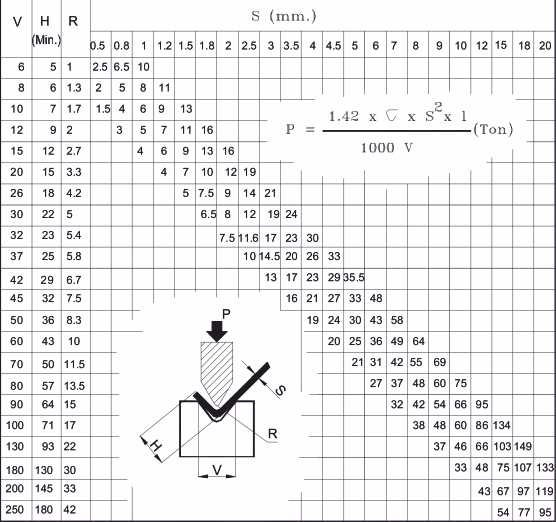
Виды гибки листа металла
Воздушная гибка (Air bending) производится посредством опускания гибочного пуансона в матрицу на определенную глубину с высокой точностью, при этом верхний и нижний инструменты не касаются друг друга. Таким образом нет необходимости иметь радиус пуансона и угол матрицы такими, как в готовой детали, т. е. инструмент для гибки является универсальным. Одним комплектом инструмента для гибки можно произвести сгибание большого диапазона углов и профилей благодаря точному заданию величины рабочего хода пуансона. Такой метод гибки является наиболее универсальным, он позволяет сократить до минимума частоту переналадок – смены инструмента, в нем также нет жесткой привязки пуансона к матрице. Примером такой гибки является процесс изготовления граненные многогранные опоры освещения.Воздушная гибка требует относительно небольшого усилия, это позволяет использовать узкие пуансоны или пуансоны со сложной формой (для гибки специальных профилей). Радиус гибки зависит от свойства самого металла и величины раскрытия матрицы и составляет от 1 до 2 толщин метала. Точность формирования угла зависит от точности хода пуансона, отклонения толщины самого металла от теоретической и от его пружинения. В среднем такой метод позволяет достичь точность обработки ±15’–30’. Для качественной гибки по всей длине детали гидравлический пресс должен быть оснащен системой компенсации прогиба балки – бомбирования.
Гибка в упор (Bottoming) – процесс гибки листа, который происходит за счет опускания пуансона в матрицу, при этом формирование угла происходит в соответствии с формой матрицы. При использовании этого метода каждый угол гибки и различная толщина листового металла требует определенный комплект инструмента для гибки, что приводит к дополнительным затратам. Усилия для обработки таким способом с использованием пуансонов большого радиуса на 20 % превышают применяемые для воздушной гибки (при той же толщине листа и величинах получаемого угла). С уменьшением радиуса гибки усилие растет. Преимуществом такой гибки можно считать немного лучшую точность по сравнению с воздушной — ±15’. Однако практически невозможно согнуть
polygonal.com.ua
 Если уж затеяли капитальный ремонт своими руками, независимо от того, где он проводится: дома или в квартире – то нужно быть готовым ко многим испытаниям. В том числе может возникнуть ряд вопросов, которые решить, не имея должного опыта и специального оборудования, весьма затруднительно. Например, далеко не каждый знает о том, как согнуть лист металла, арматуру, профиль, уголок и т.д., получив при этом достойный результат. В этой статье мы попытаемся ответить на «несгибаемые» вопросы, обойдясь при этом минимальным количеством инструмента. Как согнуть лист металла, оцинковку, профильОчень часто при монтаже металлических конструкций необходимо не только резать стальные листы, но и придавать им изогнутую форму. Сделать это можно и в домашних условиях, не тратя средства на услуги третьих лиц. Например, как согнуть лист металла? Для этого нам понадобится деревянный или резиновый молоток, клещи, стол. Если предполагается искривление под углом в 90 градусов, то такого набора инструментов должно хватить. Лист просто свешивается с края стола, после чего равномерными постукиваниями в области изгиба добиваются нужного искривления. Если заготовка относительно мала, то можно воспользоваться тисками, в которых при помощи двух обхватывающих брусков можно прочно закрепить лист металла, а уже после этого искривлять его молотком. При необходимости место изгиба можно прогревать газовой горелкой, но этот способ неприменим к оцинкованным изделиям! Сгибаем лист металлаЕсли речь идет о тонком металлическом листе, то можно существенно упростить процедуру сгибания. Для этого в месте сгиба металл «царапается» (используем правило или металлическую линейку, в качестве резака – заостренный кусок ножовочного полотна по металлу). Прорезанный на половину толщины металл впоследствии легко гнется по очерченной линии. Можно сказать, что с тем, как согнуть лист металла, мы почти разобрались. Гнём оцинковкуКак согнуть оцинковку? Это может быть либо оцинкованный металлический лист, либо уже готовое изделие, например, профиль. Лист изгибают так же, как и при сгибании любого другого металлического полотна. Как согнуть профиль? С ним придется повозиться. Для получения большого радиуса кривизны квадратного или прямоугольного профиля можно использовать следующий метод: плотно набиваем профиль мелким песком, закупориваем оба отверстия деревянными кольями, и только после этого аккуратно постукивая киянкой изгибаем. Чтобы изогнуть П-образный профиль (это, в принципе, касается и получения листов искривленной формы), необходимо дополнительно использовать предмет-форму, кривизна которого соответствует финишной детали. Для облегчения процесса сгибания можно вырезать в профиле треугольные элементы.  Затем сгибаемое изделие «оборачивается» вокруг предмета равномерными постукиваниями молотком. Важно! Чтобы сгиб был максимально ровным и правильным, удары молотка должны быть легкими и ложиться как можно ближе друг к другу. Как согнуть оцинковку проще? Используя болгарку, делаем один-два разреза в области сгиба (тем самым конструкция временно ослабляется), загибаем изделие, после чего свариваем место изгиба. Такой подход актуально использовать при сгибании профилированных труб и изделий сложной металлической формы. Помним о том, что нагревать оцинкованную сталь для упрощения искривления нельзя! Пожалуй, одна из самых непростых задач стоит перед людьми, которые думают над тем как согнуть уголок. Чтобы получить цельное изделие придется попотеть, равномерно и неспешно выстукивая поверхность уголка, постепенно выгибая его. Рекомендуется использовать при этом газовую горелку, которой можно прогревать место изгиба. Можно поступить проще – воспользоваться болгаркой как в вышеописанном случае с оцинкованным изделием. Еще проще – купить уже изогнутое изделие, тогда вопрос «как согнуть уголок» отпадет сам собой. Как согнуть арматуруВ домашних условиях вполне можно согнуть арматуру, правда, многое зависит от ваших физических данных и диаметра металлического стержня. Как согнуть арматуру? Для этого нам понадобится два куска стальных труб, диаметр которых больше диаметра изгибаемого стержня. Чем больше длина таких труб, тем проще будет сгибать арматуру (выигрыш в силе за счет рычага). Все, что нужно сделать для того, чтобы согнуть арматуру – вставить ее в две трубы и, закрепив одну из труб (прижав ее ногой или уперев между столбами), орудуя второй как рычагом придать арматуре нужную кривизну. Вот и все! |
resant.ru
Как согнуть листовой металл, арматуру, уголок
Капитальные ремонтные работы заставляют пройти человека через массу испытаний. Дело в том, что ему придется выполнять сложные работы без особых навыков и спецоборудования. В качестве примера можно привести работы, требующие сгибания листового металла или арматуры.
Содержание:

Принцип сгибания листового металла

Листовой металл сгибается при помощи молотка, выполненного из резины или дерева, клещей и ровной поверхности, роль которой может сыграть стол. При создании прямого угла другие инструменты не понадобятся. Лист из металла надо сначала свесить со стола, а затем в зоне изгиба производить не слишком сильные постукивания до получения требуемого искривления. При небольших размерах листа можно применить тиски. Их обхватывающими брусками металл надежно фиксируется, а само изгибание производится молотком.
Тонкий металл согнуть намного проще. На месте его искривления проделывается царапина при помощи правила или линейки из металла. Резаком может послужить фрагмент, вырезанный из ножовочного полотна. Толщину листа достаточно прорезать наполовину. В дальнейшем он легко изогнется по проведенной царапине.
Принцип сгибания оцинковки

Если оцинковка представляет собой лист из металла, то он сгибается по вышеописанному способу. При необходимости сгибания готового оцинкованного изделия в виде профиля следует применить значительные усилия. Чтобы создать солидный радиус кривизны профиля, имеющего форму квадрата или прямоугольника, следует вбить в оба отверстия деревянные колья. Далее производятся равномерные постукивания киянкой до тех пор, пока профиль не согнется. Для сгибания профиля, имеющего П-образную геометрию, придется воспользоваться еще и предмет-формой, конфигурация кривизны которой идентична кривизне, требуемой для детали. Чтобы облегчить работу, в оцинкованном готовом изделии (профиле) прорезаются треугольные фрагменты.
Далее профилем оборачивается предмет-форма. Затем профиль сгибается при помощи равных по силе постукиваний. Вообще молоточным ударам положено быть легкими и близкими друг от друга.
Существует еще один способ сгибания профиля. Но в этом случае придется воспользоваться болгаркой. С ее помощью производится пара разрезов в зоне изгибания с целью ослабления конструкции. Далее осуществляется загиб. В конце работы разрезанные места свариваются. Такой метод подходит для сгибания профиля, имеющего затейливую конфигурацию. Следует знать, что искривлять оцинкованные профилированные трубы или прочую оцинковку при помощи нагревания категорически запрещается.
Метод сгибания уголка
Процесс сгибания уголка отличается сложностью и значительными временными затратами. Для получения цельного и аккуратного продукта необходимо производить постепенные и равносильные постукивания по верхней плоскости уголка. Сгибание будет выполняться медленно и поступательно. Для облегчения работы желательно воспользоваться газовой горелкой. С ее помощью прогревается зона изгиба. Многие умельцы с успехом применяют болгарку. Способ ее использования был описан выше. В некоторых слишком сложных случаях дешевле и проще приобрести готовую вещь, чем тратить время, силы и нервы на подобного рода работы.
Способ сгибания арматуры

Согнуть толстую арматуру под силу только физически подготовленному человеку. С этой целью необходимо воспользоваться двумя фрагментами труб из стали. При этом их диаметр должен превышать диаметр арматуры. В этом случае можно получить выигрыш в силе благодаря рычагу. Для сгибания арматура помещается внутрь обрезков трубы. При этом один фрагмент трубы должен быть надежно зафиксированным. Второй обрезок призван выполнять роль рычага, которым и искривляется стержень из металла.
ООО «Электровек-сталь»
+7(495)639-93-00 Москва
+38(056)790-91-90 Днепропетровск
www.evek.org
на правах рекламы
Похожие статьи
kirpich174.ru