Марка и тип электродов: Не найдено – HostiMan.ru
alexxlab | 19.10.1989 | 0 | Разное
Марки электродов и их применение
Детальная классификация электродов, описание маркировки и области применения
Для формирования качественного сварного шва необходимо правильно подобрать марку электродов. Это возможно только после ознакомления с основными нормативными документами – ГОСТами. В них подробно описываются характеристики электродов, их эксплуатационные и технические параметры.
Маркировка
Электроды предназначены для поступления тока к заготовке для формирования соединительного или ремонтного шва. Они различаются по материалу изготовления, области применения и специфике работы.
Сначала предварительно следует разобраться с особенностями классификации и маркировки электродов. При умении правильно распознавать символы можно подобрать оптимальную марку.
Маркировка состоит из нескольких разделов:
- Прочностная характеристика, Мпа. Уникальная марка – числовое и буквенное обозначение. Диаметр, мм. Область применения – указание контентных видов сталей или других металлов.
 Толщина покрытия. Специальный индекс, по которому можно определить характеристики металлов. Это указывается в ГОСТ 10051-75, 10052-75 и 9467-75. Эксплуатационные параметры. Вид покрытия, пространственное положение при сварке и режим работы аппарата – ток (постоянный или переменный), его полярность.
Толщина покрытия. Специальный индекс, по которому можно определить характеристики металлов. Это указывается в ГОСТ 10051-75, 10052-75 и 9467-75. Эксплуатационные параметры. Вид покрытия, пространственное положение при сварке и режим работы аппарата – ток (постоянный или переменный), его полярность.Каждая из этих характеристик указывает на область применения электрода, его эксплуатационные качества. Поэтому нужно рассмотреть их подробнее.
Назначение
Наиболее важной характеристикой является область применения электродов относительно материалов сваривания. Некоторые модели могут успешно формировать соединительные и ремонтные швы у металлов различных видов. Но чаще всего существуют ограничения по определенному виду.
Главным критерием является марка металла и виды работы с ним. Согласно этому параметру существует 5 классов электродов, в каждом из которых есть несколько типов:
- «У» — работа с углеродистыми и низкоуглеродистыми марками сталей, которые характеризуются временным сопротивлением разрыва более 600 Мпа.
 «Л» — сварочные работы с высоколегированными металлами и сопротивлением разрыва свыше 600 Мпа. «Т» — для теплоустойчивых сортов стали. «В» — работа с металлами, обладающими особыми свойствами. «Н» — для наплавки поверхностных слоев.
«Л» — сварочные работы с высоколегированными металлами и сопротивлением разрыва свыше 600 Мпа. «Т» — для теплоустойчивых сортов стали. «В» — работа с металлами, обладающими особыми свойствами. «Н» — для наплавки поверхностных слоев.В таблице указаны некоторые марки электродов по области назначения.
Точное назначение указывается производителем на упаковке. Но кроме него необходимо правильно подобрать модель в зависимости от типа выполняемых работ.
Таким образом можно подобрать оптимальную марку расходных материалов для сварки.
Характеристики покрытия
Покрытие электродов определяет параметры будущего сварочного шва. Оно наносится в процессе производства и в большинстве случаев необходимо для формирования оптимальной газовой среды в ванной.
Различают 5 типов покрытия:
Каждый из них предназначен для выполнения определенной работы. Также они напрямую влияют на возможные направления сварки.
Кроме этого, следует обращать внимание на толщину покрытия. От этого будет зависеть объем газовой среды. Основной характеристикой является соотношение диаметров стального стержня и покрытия.
От этого будет зависеть объем газовой среды. Основной характеристикой является соотношение диаметров стального стержня и покрытия.
Положение электрода
Перед проведением сварочных работ необходимо правильно выбрать расположение электрода относительно детали. Не все модели могут работать в нижнем или вертикальном положении. В особенности это важно при сварке в труднодоступных местах стальных конструкций.
Узнать возможные положения можно из данных маркировки. Они могут быть как цифирные, так и в виде графического изображения. Последнее удобно, так как наглядно можно увидеть рекомендуемое положение электрода относительно плоскости детали.
Стоит отметить, что от положения сварки зависит трудоемкость работ. Чем меньше вариантов для конкретной марки электродов – тем труднее будет сделать сварной шов.
Режимы работы сварочного аппарата
Важно учитывать допустимые режимы работы сварочного аппарата. К ним относятся значение холостого хода и полярность. Также необходимо знать допустимые отклонения этих характеристик.
Также необходимо знать допустимые отклонения этих характеристик.
Зная вышеописанные параметры, можно подобрать оптимальную марку электродов, тем самым обеспечив качественный сварной шов. Но нужно помнить, что это во многом зависит от квалификации и опыта рабочего.
Источник: ismith.ru
Существующие виды электродов, их классификации и характеристики
Электрод представляет собой отрезок проволоки малой длины, покрытой защитным слоем.
Проволока и покрытия могут быть выполнены из различных видов материала. Выбор материала в свою очередь зависит характера свариваемых деталей.
Для чего нужны электроды?
Обычно они служат для соединения чугунов и сталей, цветных металлов, но могут быть использованы и для их резки. Сейчас ими можно варить практически во всех пространственных положениях.
Разновидностей стержней огромное количество, каждый изготавливается для своей конкретной задачи, поэтому все марки делятся на определенные классы.
Так какие бывают марки электродов? Какие бывают виды электродов для сварки?
Итак, теперь выясним, какие существуют виды сварочных электродов.
В первую очередь начнем с того, что марки электродов для сварки бывают плавящиеся и неплавящиеся. Плавящиеся электроды не только передают ток на деталь, они также путем расплавления вступают в химическую связь с расплавленным металлом и обеспечивают соединение деталей. Неплавящиеся стержни обеспечивают подвод тока к соединяемым деталям, а присадки подводятся отдельно. Их изготавливают из различного рода тугоплавких материалов, таких как графит и вольфрам.
Кроме этого, группы электродов делятся на металлические и неметаллические. Ко второй марке электродов для сварки относятся графитовые и угольные стержни. Они обладают хорошей проводимостью и хорошо справляются со сваркой и резкой, и наплавкой, хорошо проводят токи, обладают высокой температурой плавления. Применяются они вместе с присадкой, которая может подаваться на дугу во время сварки, а может быть уложена на соединяемую область сразу. К характеристикам электродов для сварки относятся такие преимущества, как возможность многоразового использования и отсутствие прилипания к поверхности детали.
К характеристикам электродов для сварки относятся такие преимущества, как возможность многоразового использования и отсутствие прилипания к поверхности детали.
В свою очередь металлические виды электродов для сварки состоят из сердечника. Они имеют специальные покрытия, обеспечивающие высокое качество шва, улучшение эксплуатационных свойств изделия после работы и предотвращении попадания вредных включений в сварочную ванну. В газообразующее покрытие могут входить такие элементы, как крахмал, пиролюзит и другие. Такой метод повышает производительность процесса за счет применения большой величины тока, образования защитной пленки на поверхности металла и тем самым препятствию попадания атмосферного воздуха в зону сварки, более стабильная дуга.
Классификация сварочных электродов
Перейдем к вопросу о том, какие бывают электроды для сварки. Остановимся на классификации электродов по назначению.
Для того, чтобы знать характеристики тех или иных стержней, существует понятие маркировки, в которой указаны различные характеристики электродов для сварки и прочие данные.
- устойчивое горение дуги и легкое зажигание;
- равномерное расплавление покрытия;
- равномерное покрытие шлаком шва;
- не затрудненное удаление шлака со шва;
- отсутствие пор, трещин и непроваров.
Назначение электродов в большой мере зависит от состава его металлического сердечника. При изготовлении берутся во внимание ряд факторов, влияющих на качество шва:
- классификация по назначению;
- прямое назначение отдельного типа сплавов и металлов;
- пространственного положения работ и условия проведения работ;
- толщины деталей и конструкций;
- узкоспециализированные характеристики шва (изгиб, сопротивление разрыву, насыщенность кислорода, текучесть жидкого шва и др.).
Учет маркировки сведен соответствующими стандартами и сортаментами. Стержень определенной маркировки должен соответствовать всем техническим условиям, маркировка на упаковке должна совпадать с содержимым качественно и количественно. Классификация электродов по назначению характеризуется металлом, над которым будут проводиться сварочные работы.
Стержень определенной маркировки должен соответствовать всем техническим условиям, маркировка на упаковке должна совпадать с содержимым качественно и количественно. Классификация электродов по назначению характеризуется металлом, над которым будут проводиться сварочные работы.
- У — низколегированные и углекислотные стали: Э6, Э55, Э46, Э42 и другие;
- Л — легированные стали: Э70, Э85, Э100 и другие;
- Т — легированные теплоустойчивые стали: Э09М, Э09МХ и другие;
- В — высоколегированные стали с особыми свойствами: Э12Х13, Э10Х17Т и другие;
- Н — наплавка поверхностных слоев с особыми свойствами: Э10Г2, Э11ГЗ, Э16Г2ХМ и другие.
Виды сварочных проволок
Проволоки могут быть разделены на четыре типа: алюминиевые, омедненные, нержавеющие и порошковые. Давайте разберемся с особенностями, которые характеризуют данные типы проволок.
Алюминиевые проволоки используют тогда, когда необходимо произвести соединение алюминия с кремнием или алюминия с марганцем.
Нержавеющая проволока может пригодиться в случаях, когда необходимо соединить никелированные, хромированные металлы из нержавеющей стали.
Омедненные проволоки применяют в тех случаях, когда требуется соединить низкоуглеродистые и низколегированные стали. Такие проволоки позволяют повысить качество шва, поддерживают горение сварочной дуги, предотвращают разбрызгивание расплавленного металла.
И наконец, порошковые стержни применяется в судостроении, где недопустимо применение других типов проволок. Она отличается от перечисленных тем, что предыдущие производят сваривание изделия в среде защитных газов, в то время как порошковые — нет.
Стоит упомянуть и о сварке под флюсом, где вместо среды защитных газов используется флюс, которым могут являться такие элементы, как борная кислота, бура, фториды и хлориды. Он защищает сварочную ванну от попадания вредным примесей и газов, которые пагубно влияют на металл.
Говоря подробнее об назначении покрытия, оно должно обеспечивать стабильное горение сварочной дуги и получение металла на шве с заданными свойствами, такими как ударная вязкость, стойкости от коррозии, пластичность, прочность и другие. Шлак, в свою очередь, служит для защиты еще не затвердевшего расплавленного металла от попадания кислорода и азота, которые являются вредными включениями и нарушают технологичность детали. Также шлаковая оболочка в значительной мере уменьшает скорость затвердевания шва, позволяя выходить из сварочной ванны неметаллических и газовых включений. Компонентами, образующими шлак, являются: доломит, марганцевая руда, титановый концентрат, кварцевый песок, мел и многие другие.
Шлак, в свою очередь, служит для защиты еще не затвердевшего расплавленного металла от попадания кислорода и азота, которые являются вредными включениями и нарушают технологичность детали. Также шлаковая оболочка в значительной мере уменьшает скорость затвердевания шва, позволяя выходить из сварочной ванны неметаллических и газовых включений. Компонентами, образующими шлак, являются: доломит, марганцевая руда, титановый концентрат, кварцевый песок, мел и многие другие.
Легирование сварочного шва производится для добавления специальных свойств изделию. Легирующими компонентами являются: хром, вольфрам, молибден, никель, марганец и другие.Также легирование металла производится проволокой, которая уже содержит нужные для этого элементы, но чаще всего легирования сварочного шва достигают введением легирующих компонентов в состав нанесения.
Иногда для повышения производительности сварочного процесса и для увеличения наплавляемого металла за отрезок времени в покрытие добавляют железный порошок. Его введение повышает технологические свойства стержня, а именно облегчает зажигание дуги, уменьшает скорость охлаждения металла, улучшая сварку при низких температурах.
Его введение повышает технологические свойства стержня, а именно облегчает зажигание дуги, уменьшает скорость охлаждения металла, улучшая сварку при низких температурах.
Типы электродов для покрытия бывают следующими:
- А — с кислотным нанесением с содержанием окиси марганца, кремния, железа и титана. Электрод группы А может быть применен при сварке стали; для электродов марки А нет никаких пространственных ограничений.
- Б — с нанесением, в основу которого входят карбонат кальция и фтористый кальций; электроды марки Б не должны применяться для сварки в вертикальном положении.
- Ц — с нанесением из целлюлозы, в которое также входят органически вещества, создающие защиту дуги при сгорании и образующие тонкий слой шлака;
- Р — с рутиловым покрытием, которое направлено на уменьшения разбрызгивания металла, устойчивости горения дуги и формирование швов во всех пространственных направлениях;
- Ж- ставится в обозначение при присутствии в составе покрытия более 20% железного порошка;
- П — прочие виды покрытия.


Еще существуют типы электродов для покрытия с оболочкой смешанного вида, они обозначаются сразу двумя буквами.
Существуют типы электродов по применению их в определенном пространственном положении. Они тоже маркируются, а именно следующими цифровыми кодами:
- данный цифровой код говорит об универсальности типа;
- данный вид подходит для использования во все пространственных положениях, кроме вертикального;
- предназначен для вертикальных и горизонтальных работы, но работы под потолком не допустимы;
- только для горизонтальных швов.
Некоторые правила использования электродов
Необходимо соблюдать их сохранность. Для качественной и безопасной работы ее геометрия не должна быть нарушена, вес и масса ее должны совпадать с данными на упаковке, шлаковые корки должны с легкостью отделяться от шва. Все должно быть герметично упаковано, а упаковка должна предотвращать попадание влаги во внутрь. Электроды должны быть сухими, попадание влаги на них приводит к отсыреванию покрытия, а значит, и к ухудшению сварочного процесса.
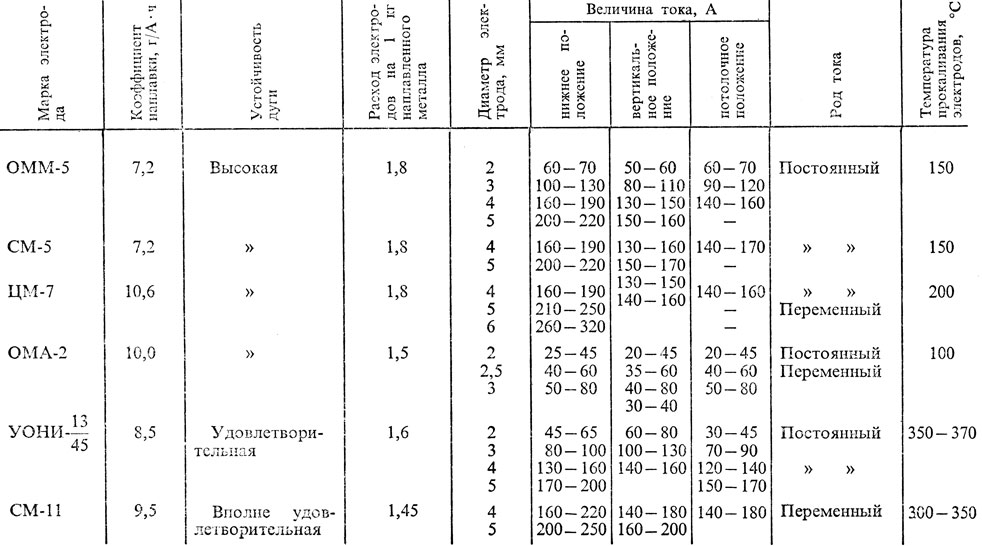
Многие характеристики занесены в таблицы. Таблица — удобный и наглядный способ получения информации о характеристиках материалов,о марках сварочных электродов и многом другом.
В настоящее время наиболее распространена ручная дуговая сварка. Электроды для ручной сварки похожи на металлический пруток. Такой тип сварки проще в применении, чем многие другие виды, компактен, допускает сварку в труднодоступных местах, с его помощью можно работать с чугуном, сталью, многими цветными металлами, прост в использовании и не требует больших материальных вложений.
В заключение можно сказать, что на сегодняшний день имеется огромный спектр типов электродов и их применение, а сварка по-прежнему является важной частью многих строительных, производственных, монтажных работ. Их огромное количество, они различаются по маркам, толщинам, химическому составу и прочим характеристикам. Важно знать, какие стержни можно применять при различного рода работах, дабы добиться максимального результата и получить на выходе качественное изделие или деталь. Данный вид работ привлекает все новых специалистов, ученые продолжают работу над улучшением технологического процесса, ведь спрос на сварочные работы довольно велик.
Источник: svarkaed.ru
Типы и марки сварочных электродов
Сварка металлов при помощи вольтовой дуги появилась в XIX веке и стала технологией, позволившей изготавливать объекты огромных размеров — от океанских кораблей до небоскребов. Сварные соединения и сегодня остаются наиболее распространенным видом создания неразъемных соединений.
Однако сварочные работы требуют специальных инструментов — прежде всего электродов, которые должны обеспечить надежное скрепление металлов «намертво». Поскольку в промышленности используется большое количество сортов стали и сплавов цветных металлов, для проведения сварочных работ требуется большое количество разных сортов электродов, приспособленных для разных материалов и видов сварки.
Сварочные работы делятся на несколько основных видов:
— электроды для сварки конструкционных сталей;
— электроды для сварки легированной стали;
— электроды для сварки высоколегированных видов стали с особенными свойствами;
— электроды для сварки чугуна;
— электроды для наплавки металла;
— электроды для сварки цветных металлов;
В общем, вариантов сварки много, и подборка необходимых для сварочных работ электродов – это ответственное дело, к которому нужно относиться внимательно. Итак.
Итак.
Что требуется от электрода?
При сварке от всякого электрода прежде всего требуется:
-устойчивое горение вольтовой дуги,
-равномерное плавление металла и стабильный перенос его в сварочную ванну;
-защита свариваемых металлов от воздействия воздуха;
-получение прочного шва с нужным химическим составом и механическими свойствами;
-минимальные потери металла при сварке на угар и брызги; -чтобы шлак легко удалялся с поверхности шва;
-минимальную токсичность газов, выделяющихся при сварке.
Данные требования обеспечиваются благодаря подбору компонентов покрытия электрода.
Конструкция электродов
Самыми распространенными являются плавящиеся электроды для дуговой сварки. Такой электрод — это стержень из сварочной проволоки с нанесенным на его поверхность специальным покрытием. Его работа проста — проволока под воздействием высокой температуры плавится в вольтовой дуге и образует «тело» сварочного шва. а зачем нужно покрытие электрода?
Прежде всего для того, чтобы обеспечить газовую защиту зоны сварки от окружающего воздуха. При нагревании покрытие электрода разлагается с выделением газов, которые вытесняют воздух.
При нагревании покрытие электрода разлагается с выделением газов, которые вытесняют воздух.
Кроме того, при сварке покрытие электрода выделяет химические вещества, которые вступают в химические реакции с расплавленным металлом шва, придавая ему особые качества или образуют на поверхности шва шлаковую корку.
Из чего состоит покрытие электрода?
Поэтому, по назначению в покрытии электрода можно выделить:
Газообразующие компоненты, которые при нагревании они разлагаются на газы вытесняющие воздух. К ним относятся некоторые минералы (мрамор, магнезит) или органические вещества (мука, крахмал, декстрин).
-Шлакообразующие компоненты, которые обеспечивают защиту кристаллизующегося металла от воздейцствия кислорода из воздуха. При высокой температуре они формируют шлак, всплывающий на поверхности шва. К ним относятся окислы кремния, титана, алюминия, кальция, марганца и др. Они содержатся в мраморе, граните, гематите, кварцевом песке, рудах, ильменитовом и рутиловом концентрате.
-Раскисляющие компоненты, которые могут восстановить до полноценного металла часть окислов. К раскислителям относят железосодержащие соединения – ферромарганцы, ферротитаны и ферросилиции.
-Стабилизирующие компоненты, которые облегчают горение вольтовой дуги. Они содержатся в мраморе, меле, полевом шпате, кальцинированной соде, поташе.
-Легирующие компоненты, которые придают шву дополнительную прочность и устойчивость к коррозии. В покрытии электрода присутствуют в виде сплавов – феррохрома, ферротитана, феррованадия.
Все эти элементы измельчаются в порошок и связываются в однородную массу при помощи натриевого или калиевого жидкого стекла.
Некоторые материалы покрытия выполняют несколько функций. Например, мрамор является газообразующим, шлакообразующим и стабилизирующим минералом.
Поэтому виды электродов для сварки различают по толщине покрытия:
Отношение диаметра с покрытием (D)
к диаметру электрода
без покрытия (d)
Буквенное обозначение по ГОСТ 9466-75
Международное обозначение
Тонкое покрытие
Среднее покрытие
Толстое покрытие
Особо толстое покрытие
Маркировка покрытия сварочных электродов
В одних покрытиях электродов могут преобладать газообразующие элементы, в других – шлакообразующие. При этом для газообразования могут использоваться минералы или углеводородные органические соединения. Различные добавки могут выполнять очистку шовного металла шва от посторонних ключений — фосфора и серы.
При этом для газообразования могут использоваться минералы или углеводородные органические соединения. Различные добавки могут выполнять очистку шовного металла шва от посторонних ключений — фосфора и серы.
В зависимости от этого покрытия электродов делятся на
Создаются на основе фтористых соединений (плавиковый шпат), и карбонатов кальция и магния (мрамор, магнезит и доломит). Газовая защита осуществляется за счет углекислого газа, который выделяется при их разложении. С помощью кальция металл шва очищается от серы и фосфора.
Электроды с подобным видом покрытия используются для сварки легированных сталей и работы на ответственных конструкциях, подверженных большим нагрузкам и отрицательным температурам до -70°C.
Создаются на основе естественных руд. В качестве шлакообразующих компонентов используются оксиды, газообразующих – органические составляющие. При плавлении покрытия в расплавленном металле и в зоне горения дуги выделяется большое количество кислорода. Поэтому в покрытие добавляют много раскислителей – марганца и кремния.
Подобное покрытие обладает определенными токсичными характеристиками.
Область применения электродов с кислым покрытием – сварка неответственных конструкций из низкоуглеродистых сталей.
В состав таких покрытий входят ферросплавы, органическая смола, целлюлоза, и др. вещества, обеспечивающих газовую защиту. На сварном шве образуют тонкий слой шлака.
Металл шва по химическому составу соответствует полуспокойной или спокойной стали.
Электроды для сварки этого вида отличаются удобством в использовании, однако шов характеризуется невысокой пластичностью.
Они создается на базе рутилового концентрата, а также алюмосиликатов (полевой шпат, слюда, каолин) и карбонатов (мрамор, магнезит). Газовую защиту обеспечивают карбонаты, а шлаковую — алюмосиликаты. В качестве легирующего компонента и раскислителя используется ферромарганец, в некоторые покрытия вводится железный порошок (обозначаются по ГОСТ 9466-75 буквами «РЖ»). С помощью кальция, присутствующего в карбонате, из шовного металла удаляются сера и фосфор.
Используются при сварке и смешанные покрытия: кислорутиловое (обозначается буквами «АР»), рутилово-основное («РБ»), рутилово-целлюлозное («РЦ»), рутиловое с желдезным порошком («РЖ») и прочие («П»).
Маркировка стержней электродов
Тем не менее покрытие электрода — это именно покрытие. Оно может защитить или укрепить поверхность сварного шва, но главные его свойства будут определяться все-таки тем самым металлом, из которого этот шов сделан — то есть из стержня электрода.
Для конструкционных сталей главные свойства швов — это прежде всего их механические механические свойства (то есть сопротивление разрыву, ударная вязкость, относительное удлинение и т.д.).
Эти качества регламентируются в маркировках, определенных в ГОСТ 9467-75 и ГОСТ 10052-75. В них обозначение типа электрода содержит букву «Э», после которой ставится показатель временного сопротивления шва на разрыв.
Например, маркировка «Э46А» означает, что металл, наплавленный этими электродами, имеет прочность 46 кг/кв. мм (460 МПа) и улучшенные (об этом говорит литера «А») пластические свойства. Для сварки легированных конструкционных сталей повышенной и высокой прочности тип электрода может быть Э70, Э85, Э100, Э125, Э150.
мм (460 МПа) и улучшенные (об этом говорит литера «А») пластические свойства. Для сварки легированных конструкционных сталей повышенной и высокой прочности тип электрода может быть Э70, Э85, Э100, Э125, Э150.
В то же время, для легированных сталей важен и химический состав металла. Содержание этих элементов в стержне электрода будет по ГОСТу обозначаться так:
«Э 09 Х2 М» — значит в шовном металле будет 0,09% углерода, 2% хрома, 1% молибдена
«Э 10 Х25 Н13 Г2 Б» — это значит, что в металле шва будет содержится примерно 0,1% углерода, 25% хрома, 13% никеля, 2% марганца, 1% ниобия.
Также стержни электродов маркируются в зависимости от того, для сварки какого материала они должны использоваться, обозначаются буквами:
У — сварка углеродистой и низколегированной стали
Т — сварка легированных теплоустойчивых сталей
Л— сварка легированных конструкционных сталей
В— сварка высоколегированной стали
Н — наплавка поверхностных слоев
Типы и марки электродов — как в них разобраться?
Общих правил для маркировки электродов в целом не существует. Поэтому марка электрода (например — АНО-3 , ОЗС-6 , УОНИ 13/45 и т.д.) сопровождается целым рядом числовых и буквенных индексов, которые должны определить их качества и назначение.
Поэтому марка электрода (например — АНО-3 , ОЗС-6 , УОНИ 13/45 и т.д.) сопровождается целым рядом числовых и буквенных индексов, которые должны определить их качества и назначение.
Эти индексы будут определять не только марку и тип электрода, но и целый ряд других показателей, включая толщину центрального стержня, сварочный ток и ориентацию электрода при сварке.
Последняя может определяться цифрами от 1 до 4, которые означают:
1– допустимы все возможные положения;
2– допустимы все положения, кроме вертикального сверху вниз;
3– допустимо нижнее, горизонтальное и вертикальное сверху вниз;
4– только нижнее положение;
В итоге, полная маркировка электрода марки УОНИ 13/45 будет выглядеть так:
Также это очень важно помнить еще и потому что если Вы сварите изделие не подходящим видом электродов, то Вам никто не даст гарантию, что оно доживет до завтра. Правильно относиться к выбору электродов Вам помогут и прайс-листы наших заводов-изготовителей.
Видео по теме:
Источник: stvybor.ru
Электроды для ручной дуговой сварки
На сегодняшний день сварочные работы проводятся достаточно часто. Это связано с относительной простотой процесса и низкими финансовыми затратами при приемлемом уровне качества получаемого шва. Для сварочных работ применяется специальное оборудование и расходные материалы. В качестве примера можно привести электроды для ручной дуговой сварки, без которых провести рассматриваемые работы практически невозможно. Ручная дуговая сварка покрытыми электродами сегодня проводится довольно часто, что определило появление большого количества разновидностей расходного материала. Примером можно назвать строение электрода, которое соответствует особенностям проводимой работы. Рассмотрим все наиболее важные моменты подробнее.
Классификация электродов для ручной дуговой сварки
Рассматривая различные виды электродов для ручной дуговой сварки, следует уделить внимание тому, что различные обмазки могут стабилизировать образующуюся дугу во время горения. Все виды покрытия стержня имеют свои особенности, которые следует учитывать, рассматривая типы электродов для ручной дуговой сварки. Одни и те же марки могут изготавливаться различными производителями. Стоит учитывать, что качество расходного материала может существенно отличаться.
Все виды покрытия стержня имеют свои особенности, которые следует учитывать, рассматривая типы электродов для ручной дуговой сварки. Одни и те же марки могут изготавливаться различными производителями. Стоит учитывать, что качество расходного материала может существенно отличаться.
Предназначение электродов может быть самым различным. По этому критерию проводится следующая классификация электродов ручной дуговой сварки:
- Довольно большое распространение получили легированные металлы, так как за счет добавления различных химических веществ существенно улучшаются эксплуатационные характеристики. Некоторые химические вещества могут существенно повысить теплоустойчивость металла. Для подобных сплавов применяются электроды, которые в маркировке имеют букву «Т».
- Для сваривания сталей, которые имеют низкую концентрацию примесей, применяют варианты исполнения, при маркировке которого применяется буква «У». Кроме этого, подобные электроды для ручной дуговой сварки подходят соединения металлов со средней концентрацией углерода. Достигаемое значение сопротивления на разрыв составляет 600 МПа.
- Конструкционные стали также получили весьма широкое распространение. В их составе также встречаются легирующие элементы. Сопротивление на разрыв в этом случае составляет 600 МПа.
- В некоторых случаях может проводиться напайка металла на поверхность. Металл может обладать исключительными эксплуатационными качествами. Для этого случая подходит вариант исполнения, при обозначении которого применяется буква «Н».
- В продаже встречаются электроды, предназначенные для сталей с высокой концентрацией легирующих элементов.
- В отдельную группу отводят стали, которые обладают высокими пластичными свойствами. Работать с подобным материалом достаточно сложно, поэтому стали выпускать электроды по алюминию или другим подобным сплавам. В маркировке указывается буква «А».
Виды электродов для сварки
Диаметры электродов для ручной дуговой сварки могут существенно отличаться, что связано с особенностями проводимой работы. Классификация проводится также по толщине создаваемого покрытия. Выделяют следующие виды электродов:
Классификация проводится также по толщине создаваемого покрытия. Выделяют следующие виды электродов:
- С тонким покрытием. При обозначении применяется буква «М». Как правило, в этом случае поверхностный слой около 20% (показатель берут от общего значения диаметра).
- Со средней толщиной покрытия. При обозначении указывается буква «С». В этом случае наносится слой, толщина которого составляет 45% от диаметра применяемого стержня при изготовлении.
- Толстое покрытие составляет 80% от диаметра, в маркировке указывается буква «Д».
- Есть и особо толстые варианты исполнения, при обозначении которых указывается буква «Г». В этом случае толщина более 80%.
Не стоит забывать о том, что электроды могут иметь ограничения по применению и относительно положения во время проведения работ. Примером можно назвать то, что некоторые вещества обладают повышенной текучестью, и проводить работы у потолочной поверхности будет сложно. Для того чтобы можно было быстро определить предназначение электродов для ручной дуговой сварки применяется определенная схема маркировки:
- 1 – варианты исполнения, которые можно использовать практически в любом положении. Это связано с тем, что применяемая обмазка сохраняет свою форму и не слишком текучая.
- 2 – можно использовать практически во всех положениях, за исключением работы при вертикальном расположении применяемого инструмента.
- 3 – эти электроды предназначены для горизонтального и вертикального применения, исключается потолочное положение
- 4 – электроды для ручной дуговой сварки, которые могут применяться только в горизонтальном положении.
 Это связано с тем, что применяемая обмазка сохраняет свою форму и не слишком текучая.
Это связано с тем, что применяемая обмазка сохраняет свою форму и не слишком текучая.Разные марки электродов для сварки
Стоит учитывать, что в разных странах применяются различные стандарты маркировки. В продаже встречаются электроды для ручной дуговой сварки отечественных и зарубежных производителей, классификация которых может существенно отличаться.
Применение электродов
Сварочные электроды для ручной электродуговой сварки имеют достаточно большое количество особенностей в применении. Основные требования, применяемые к этому расходному материалу, заключатся в нижеприведенных моментах:
- Электроды, применяемые в дуговой сварке, должны обеспечить стабильное горение образующейся дуги. Только при этом условии можно обеспечить условия для формирования качественного шва.
- Стальные металлические покрытые должны иметь шов с определенным химическим составом. Только в этом случае получаемое изделие будет служить долго и надежно.
- При работе электродный стержень должен равномерно расплавляться по поверхности.
- Расходный материал должен обеспечивать все условия для высокой производительной сварки.
- Минимальная степень разбрызгивания расплавленного материала. При работе слишком сильное разбрызгивание может привести к повреждению хорошего покрытия.
- Высокая прочность получаемого соединения. Легкая отделимость шлаков – еще одна положительнаяхарактеристика применяемых электродов для ручной дуговой сварки.
- Не стоит забывать о том, что электроды должны храниться и сохранять свои качества на протяжении длительного периода. Именно поэтому физико-химические качества не должны изменяться от воздействия окружающей среды.
- Минимальная степень токсичности при проведении работ. При горении могут выделятся самые различные вещества, которые даже в большой концентрации не должны оказывать негативного воздействия на организм человека.
 Только при этом условии можно обеспечить условия для формирования качественного шва.
Только при этом условии можно обеспечить условия для формирования качественного шва. При горении могут выделятся самые различные вещества, которые даже в большой концентрации не должны оказывать негативного воздействия на организм человека.
При горении могут выделятся самые различные вещества, которые даже в большой концентрации не должны оказывать негативного воздействия на организм человека.Проводя подключение, следует уделить внимание нижеприведенным моментам:
- При прямой полярности электрод соединяется с зажимом отрицательной клеммой, деталь с положительной.
- Для работы с деталями, изготавливаемыми из тонкого листа, применяется метод подключения обратной полярности. В этом случае электрод соединяют с положительной клеммой, деталь с отрицательной.
При проведении работы следует соблюдать технику безопасности. При выполнении работ следует использовать:
- специальные перчатки;
- защитную робу;
- ботинки;
- наиболее подходящий защитный шлем.
Во многом качество получаемого шва зависит от умений сварщика и правильности выбора электрода по основным критериям.
Особенности покрытия
При изготовлении электродов могут использоваться самые различные покрытия. Стоит учитывать, что покрытия могут быть в чистом или смешенном виде. Чистое покрытие электродов для ручной дуговой сварки классифицируется следующим образом:
Стоит учитывать, что покрытия могут быть в чистом или смешенном виде. Чистое покрытие электродов для ручной дуговой сварки классифицируется следующим образом:
Специальная обмазка электродов для ручной дуговой сварки может стабилизировать образующуюся дугу и обеспечить наиболее благоприятные условия для работы. С каждым годом появляются новые виды покрытия электродов для ручной дуговой сварки, которые обладают более привлекательными эксплуатационными качествами.
Используются электроды достаточно просто, у сварочного аппарата есть соответствующий зажим. Не стоит забывать, что у этого расходного материала условия хранения и транспортировки точно, такие же, как и у сварочной проволоки. При необходимости проводится прокалывание электродов для ручной электродуговой сварки не позднее, чем за 5 суток перед сваркой. Не стоит забывать о том, что хранение должно проводиться в закрытых запаянных полиэтиленовых пакетах. Существенно продлить срок службы можно при исключении вероятности попадания воздуха внутрь. Также стоит учитывать, что нельзя выполнять прокалывание более двух раз, так как это ухудшит основные эксплуатационные качества.
Существенно продлить срок службы можно при исключении вероятности попадания воздуха внутрь. Также стоит учитывать, что нельзя выполнять прокалывание более двух раз, так как это ухудшит основные эксплуатационные качества.
Принципы маркировки
Марки электродов для ручной дуговой сварки указывают на основные эксплуатационные качества применяемых расходных материалов. Примером маркировки назовем Э46-ЛЭЗАНО-21-Ф-УД Е 43 1(3) – РЦ13. Расшифровка проводится следующим образом:
- Э46 – обозначение типа электродов. Как ранее было отмечено, классификация проводится по предназначению. В данном случае расходный материал предназначается для углеродистых и низкоуглеродистых сталей.
- ЛЭЗАНО-21 – марка, указываемая производителем. Эта часть маркировки не несет с собой информацию об эксплуатационных качествах электродов.
- Ф – символ, предназначенный для обозначения диаметра. Отсутствие какой-либо цифры указывает на то, что значение диаметра отображено в другом месте.
- У – символ в маркировке указывает на возможность применения расходного материала для работы с углеродистыми и низкоуглеродистыми сталями для получения шва с пределом мощности до 588 МПаю.
- Д – символ, применяющийся для определения толщины применяемого покрытия. В рассматриваемом случае покрытие толстое.
- Е – символ, связанный с международной системой классификации применяемых материалов в качестве обмазки.
- 43 – часть маркировки применяется для указания предела прочности (430 МПа).
- 1 – относительное удлинение, которое составляет 20%.
- (3) – часть маркировки, которая применяется для обозначения показателя температуры, требующейся для достижения удельной вязкости не менее 34 Дм/см2. В данном случае показатель составляет 20 градусов Цельсия.
- РЦ – символы, указывающие на тип покрытия (рутилово-целлюлозное).
- 1 – символ, определяющий допустимой пространственное положение.
- 3 – группа расходного материала для сварки, которая характеризуется определенным током и напряжением при холостом ходу.


Для того чтобы провести расшифровку маркировки следует использовать справочную литературу, в которой есть все необходимые таблицы.
Рекомендации по выбору электродов
Проводя выбор электродов для ручной дуговой сварки, следует учитывать тот момент, что для каждого сварочного аппарата производитель рекомендует определенный тип электродов. Стоит учитывать, что сварка может проходить при применении нескольких способов:
- контактная;
- роликовая;
- газопрессовая;
- электрошаговая.
На сегодняшний день наибольшее распространение получила два метода: контактный и газопрессовой. При необходимости достижения высокой производительности, как правило, выбирают газопрессовой метод. Он применяется при прокладке трубопровода на большое расстояние.
Качество сварки во многом зависит от качества применяемой проволоки в виде основы. Следующим определяющим показателем можно назвать тип применяемого материала в качестве обмазки.

Проводить выбор электродов следует исходя из параметров свариваемого покрытия. При этом следует учитывать тот момент, что каждая марка применяемых электродов обладает своими определенными качествами. Если неправильно выбрать расходный материал, то получаемый шов не будет обладать требующимися эксплуатационными качествами.
Выбирая электроды для дуговой сварки, следует учитывать нижеприведенную классификацию:
- Вид покрытия и его толщина. При изготовлении деталей могут применяться различные стали. Примером можно назвать углеродистые и легированные стали. Выбор проводится также в зависимости от толщины металла.
- Назначение. Выбор проводится также в зависимости от того, какой шов следует получить. Например, требуемая ширина и длина, а также качество.
- Состав покрытия и механические свойства. К швам предъявляется довольно больше количество требований. Примером можно назвать прочность и устойчивость к растяжению.

К другим особенностям выбора отнесем нижеприведенные моменты:
- При толщине металла не более 8 мм следует применяться электроды с диаметром 8-12 мм, а сила тока 450А. Длина шва достигает 45 см. Свариваемые элементы могут изготавливаться при применении различных металлов.
- Расходный материал с диаметром 6 мм может применяться при силе тока 370А, толщина металла может составлять 4-15 м. Сварочный шов также достигает длины 45 см.
- В продаже встречаются варианты исполнения с диаметром 5 мм. Подходят они для случая, когда сила тока составляет 280А. Толщина применяемого металла от 4 до 15 мм.
- При диаметре 4 мм сварка должна проходить при токе 100-220А. За счет снижения силы тока толщина металла уменьшена до 10 мм.
- При силе тока 50-70А диаметр применяемого расходного материала составляет 2 мм. Толщина металла всего 1-2 мм.
Электроды с толщиной менее 3 мм применяются при сварке деталей, которые изготавливаются при применении легированной стали.
В заключение отметим, что от качества применяемого расходного материала во многом зависят особенности получаемого шва. Именно поэтому его выбору следует уделять внимание. Если рассматривать продукцию отечественных и зарубежных производителей, то отметим, что качество изготовления отличается ненамного. А вот стоимость может варьироваться в достаточно большом диапазоне.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Источник: stankiexpert.ru
Марки электродов для сварки
Электроды УОНИ
Электроды АНО
Электроды ОЗЛ
Электроды ОЗС
Электроды МР-3
Электроды ЦЛ
Электроды ЛЭЗ
Впервые, сварочный электрод появился в 1802 году. С тех пор многое изменилось, появились новые виды и марки. Сварочный электрод является самым распространённым материалом. Каждая марка электрода обладает своими свойствами. Всегда нужно помнить, что для каждого вида материала, следует выбирать специальный электрод.
Всегда нужно помнить, что для каждого вида материала, следует выбирать специальный электрод.
Самые популярные марки электродов, предназначенные для углеродистой и низколегированной стали: УОНИ-13/НЖ/12х13. Электроды этой марки предназначены для сварки коррозионностойких сталей. Эта модель создана по всем правилам ГОСТ 9466-75. Сварка с таким электродом происходит на постоянном токе.
УОНИ 13/55. Такой сварочный электрод используется для сварки как низколегированной, так и углеродистой стали. Соответствует ГОСТ 9466-75, ГОСТ 9467-75, ТУ 1272002010558589. Процесс сварки идет как при переменном, так и при постоянном токе обратной полярности.
МР-3С. Сварочной электрод этой марки предназначен для сварки изделий из углеродистой и низколегированной стали. Сварка осуществляется с помощью постоянного и переменного тока.
МР-3Т. Данный электрод предназначен для сварки изделий из углеродистой, низколегированной стали. Сварка может осуществляться как с постоянным, так и с переменным током. Полярность постоянного тока — обратная. Но для таких электродов есть один нюанс, содержание углерода должно быть не меньше 0,25%, а временное сопротивление разрыву не должно превышать 490Мпа. Такие электроды соответствуют ГОСТ 9466-75,ГОСТ 9467-75.
Сварка может осуществляться как с постоянным, так и с переменным током. Полярность постоянного тока — обратная. Но для таких электродов есть один нюанс, содержание углерода должно быть не меньше 0,25%, а временное сопротивление разрыву не должно превышать 490Мпа. Такие электроды соответствуют ГОСТ 9466-75,ГОСТ 9467-75.
ОЗС-12. Такие электроды также предназначены для углеродистой и низколегированной стали. Временное сопротивление разрывы составляет 490Мпа. Угольные сварочные электроды: ВДК ВДП СК Самые популярные марки вольфрамовых неплавящихся электродов, которые соответствуют ГОСТ23949-80: ЭВЧ ЭВЛ ЭВИ-1 ЭВИ-2 ЭВТ-15 Существуют также специальные электроды для сварки меди, и сплавов из меди: ОЗБ-2М ОЗБ-3 АНЦ/ОЗМ2 Комсомолец 100 АНЦ/ОЗМ3 Для сварки такого материала, как никель и его сплавы, используют электроды: ОЗЛ-32, Б-56У. Если вы собираетесь работать с такими материалами, как алюминий, и его сплавы, то следует выбирать электроды: ОЗАНА-1,ОЗА-1,ОЗА-2, ОЗАНА-2.
Источник: elektrod-3g.ru
Типы, марки и особенности электродов для ручной дуговой сварки
Содержание
- 1 Классификация по материалу производства
- 1.1 По предназначению
- 1.2 По толщине покрываемого вещества
- 1.3 По чистоте покрытия и расположению в пространстве
- 2 Маркировка, расшифровка
- 3 Особенности покрытия
- 4 Основные требования
- 5 Используемые компоненты для производства
- 6 Скачать ГОСТ
Методов соединения деталей существует множество, но особую популярность заслужила ручная дуговая сварка. Применяется она посредством использования единичных сварочных электродов.
В процессе ручного сваривания металлических деталей важную роль играют электроды. В зависимости от выбранных марок и грамотно настроенного оборудования можно получить высококачественный шов, даже в труднодоступной области.
Содержание
- Классификация по материалу производства
- По предназначению
- По толщине покрываемого вещества
- По чистоте покрытия и расположению в пространстве
- Маркировка, расшифровка
- Особенности покрытия
- Основные требования
- Используемые компоненты для производства
- Скачать ГОСТ
Классификация по материалу производства
Какие бывают электроды? Как известно, все сварочные расходные материалы для ручной дуговой сварки делятся на плавкие и неплавкие виды. К плавким элементам относят: сварочный инструментарий, изготовленный из чугуна, алюминия, меди, стали. Все зависит от типа свариваемой металлической поверхности. Металлический стержень может выступать как анодом, так и катодом, а может выполнять функции дополнительного компонента в сварочной области.
К плавким элементам относят: сварочный инструментарий, изготовленный из чугуна, алюминия, меди, стали. Все зависит от типа свариваемой металлической поверхности. Металлический стержень может выступать как анодом, так и катодом, а может выполнять функции дополнительного компонента в сварочной области.
К неплавким материалам относят угольные, из вольфрама и графита. Они выполняют лишь первичную функцию, да и в процессе сваривания используется вспомогательная проволока. Вольфрамовые стержни активно применяются при ручной дуговой сварке в среде инертного газа.
Согласно ГОСТ 9466, стержни в процессе сварки могут отличаться по нескольким функциональным признакам.
По предназначению
Основываясь на ГОСТ 9466 и ГОСТ 9467, электроды подразделяются на категории:
- Для сваривания металлических поверхностей (сталь) с незначительным и умеренным содержанием углерода. Сопротивление разрыва находится на уровне 600 МПа. Указывается в описании, как буквенное обозначение — «У».
- Для соединения легированных и теплостойких сталей. Отмечают «Т».
- Для легированного железа с сопротивлением 600 МПа. Обозначают «Л».
- Для наплавления внешних наслоений с нужными характеристиками. Отмечают «Н».
- Для высоколегированных (с повышенным содержанием добавок) сталей со специальными свойствами. Помечают «В».
- Для соединения металлических поверхностей с пластичными параметрами. Обозначают «А».

По толщине покрываемого вещества
Классификация электродов при сваривании поверхностей может осуществляться и по толще покрываемого слоя. Данные значения зависят от сечения. Отмечают несколько видов:
- Тонкая оболочка « М». Толща покрытия колеблется на уровне 20% поперечника.
- Слой умеренной толщины «С». Толщина составляет примерно 45% сечения элемента. Это наиболее встречаемый вариант.
- Толстая оболочка «Д». Покрываемый слой достигает 80% от двойного радиуса инструмента.
Сверхтолстый слой «Г». Толщина оболочки более 80% поперечника.

По чистоте покрытия и расположению в пространстве
Наслоение может быть как в чистовом варианте, так и в смеси с другими материалами, то есть содержать несколько компонентов. Оно может быть: кислотным (А), основным (Б), целлюлозным (Ц), рутиловым (Р) и иными типами (П).
Отдельные электроды для электродуговой сварки неприменимы в некоторых пространственных положениях, потому что они чрезмерно текучи. Для обозначения этого параметра на упаковке указан пункт о применении в пространстве:
- «1» — работать можно в абсолютно любой плоскости;
- «2» — все позиции разрешены, кроме вертикального;
- «3» — В работе исключается потолочное положение;
- «4» — работать можно только в горизонтальных плоскостях.
Если сварочное устройство, электроды и защитное снаряжение подобраны верно, то все работы по свариванию металлических поверхностей ручным способом будут безопасными, а шов – надежным, качественным и долговечным.
 youtube.com/embed/Ve0SZDn5M1U” allowfullscreen=”allowfullscreen”>
youtube.com/embed/Ve0SZDn5M1U” allowfullscreen=”allowfullscreen”> Маркировка, расшифровка
Бывает, что электроды для сварки разнородных сталей имеют много буквенных обозначений и цифр, поэтому многим новичкам сварного дела непонятна их суть. Рассмотрим электрод «Э-46 ЛЭЗАНО21 УД Е 43 1(3) РЦ13». В этом наименовании:
- Э-46 – типовая составляющая, используемая для сталей с незначительным и умеренным содержанием углерода;
- ЛЭЗАНО21 – марка электрода для ручной сварки;
- «У» — предназначение элемента, то есть для низколегированного (с незначительным содержанием добавок) и углеродистого железа;
- «Д» — толстый слой покрытия;
- «Е» — причисляется разряду плавких;
- «43» — прочностной разрывной максимум — 430 МПа. Этот показатель соответствует ГОСТ 9466-75;
- «1» — условное удлинение находится на уровне 20%;
- «3» — для сохранности ударной вязкости рекомендуется комнатная температура;
- «РЦ» — буквы расшифровываются, как сочетание рутилово-целлюлозного наслоения;
«1» — работать можно в любой плоскости; - «3» — применяемый ток для сварки постоянным током, соблюдая обратную полярность. Можно использовать и переменный ток, но для этого потребуется сварочный трансформатор.
 Можно использовать и переменный ток, но для этого потребуется сварочный трансформатор.
Можно использовать и переменный ток, но для этого потребуется сварочный трансформатор.Так выглядит расшифровка маркировки электродов для сварки поверхностей из металла.
Особенности покрытия
Сварочный стержень для ручного соединения металлических поверхностей производят из специальной мерной проволоки с нанесением защитного наслоения. Покрытие играет важную роль в возделывании сварочного участка, помогая область защитить от внешнего окружающего воздействия и обеспечить стойкое горение дуги.
Защитная оболочка включает в себя:
- Стабилизаторы процесса. Они обеспечивают устойчивую дугу благодаря агрегациям из щелочных земель и металлов щелочного ряда. Они практически неспособны к ионизации. Среди подобных металлов выделяют, калий, менее активный натрий и кальций.
- Шлакоформирователи. Благодаря этим элементам в сварочной области возникает защитная оболочка из шлаков, которая не дает развиваться процессам окисления. К этим компонентам причисляют некоторые минералы и руды, например, гранит.
- Газообразователи. Их роль заключается в надежной газовой защите области сварки. Выделяемые газы создают защитную оболочку в области контактирования. Газообразные вещества подразделяются на неорганические и органические элементы. Яркими представителями этих компонентов считаются мрамор, магнезит, крахмал, мука из дерева.
- Элементы, изменяющие состав металла и раскислители. Их применение связано с тем, что в определенных ситуациях необходимо изменить состав металла либо избавиться от растворенного в сплаве кислорода. Кроме того, раскисляющие элементы способны восстанавливать в рабочей области свариваемые металлы в виде окислов. К подобным веществам относят марганец, титан, кремний и их сплавы с железом.
- Связывающие средства. Данные элементы связывают порошкообразные вещества и придают им цельность. Жидкое стекло – яркий представитель этой категории.
- Формовые модификаторы. Подобные элементы придают покрытию дополнительные пластичные характеристики. Среди таких веществ выделяют декстрин, слюду и многие другие.
 К этим компонентам причисляют некоторые минералы и руды, например, гранит.
К этим компонентам причисляют некоторые минералы и руды, например, гранит. Среди таких веществ выделяют декстрин, слюду и многие другие.
Среди таких веществ выделяют декстрин, слюду и многие другие.Популярность ручного сваривания металла обуславливается элементарностью проведения процедуры, а также незначительными финансовыми вложениями при высококачественном уровне процесса. В ручном дуговом сваривании применяют разные сорта (марки) электродов. В соответствии с видом свариваемого металла осуществляется и подбор расходного компонента, чтобы достичь максимальной идентичности используемого инструмента и заготавливаемого изделия. Кроме того, существует немало факторов, влияющих на рабочие условия процесса связывания. Эта среда и определяет выбор электрода для ручной дуговой сварки металлических поверхностей.
Основные требования
Расходные материалы, используемые для сварки либо наплавки, можно разделить по области реализации и различным производственным характеристикам. Например, ручное сваривание дугой может классифицироваться по механическим параметрам шовного соединения, методом нанесения металла на изделие, физическим параметрам шлака.
При проведении сварочных работ к электродам предъявляются требования, установленные ГОСТ 9466-75:
- должны гарантировать хорошее горение дуги и качественное шовное соединение без пор и трещин, особенно для сварки трубопроводов в домашних условиях. Так, применяют электроды для сварки переменным током;
- в рабочей зоне должен формироваться металл особого состава;
- плавка осуществляется равномерно, рассредотачиваясь по обоим участкам свариваемого металла;
- не должно быть сильного разбрызгивания металла, тем самым обеспечивая хорошую производительность;
- образуемый шлак должен легко отходить;
- высокая прочность покрытия;
- должен длительное время сохранять первоначальные свойства;
- минимальный уровень вредных выбросов во время проведения сварных работ
повышенная механическая устойчивость к возможным воздействиям.
Ручная дуговая сварка покрытыми электродами осуществляется посредством применения вспомогательных компонентов, в виде целлюлозного или рутилового покрытия. В основном подобные стержни применяются для сварных работ со сталью.
В основном подобные стержни применяются для сварных работ со сталью.
Используемые компоненты для производства
Основываясь на ГОСТ, для производства металлического прутка плавящихся электродов применяют разнородные сорта стали, а именно – углеродистые, легированные и высоколегированные. Металлическую проволоку обозначают особым образом. Наличие на марке электродов для сварки обозначения «Св» значит элемент сварочного типа. Если указывает число, то это означает процентное содержание углерода. После цифры идет кодировка легирующих компонентов и их процент в составе металла. К примеру, в металлическом изделии содержится 0,10% углерода, по 1% хрома, кремния, 2% марганца, то маркировка электродов для сварки выглядит следующим образом — Св-10ХГ2С. Подобная модель создана по всем правилам ГОСТ 9466-75. Структура проволоки и свариваемого металлического изделия должны взаимно соответствовать.
Для соединения металлов цветного ряда электрод должен быть изготовлен из медного состава, никеля, пластичного алюминия или бронзы. Но стоит учесть, что чугунные детали связываются не только лишь стальными электродами, они могут соединяться медно-железными видами стержней. Благодаря разнородности, в ходе сварки выделяется углерод, что заметно повышает прочностные характеристики. Такие электроды для ручной дуговой сварки, как правило, состоят из 10% железа и 90% меди.
Но стоит учесть, что чугунные детали связываются не только лишь стальными электродами, они могут соединяться медно-железными видами стержней. Благодаря разнородности, в ходе сварки выделяется углерод, что заметно повышает прочностные характеристики. Такие электроды для ручной дуговой сварки, как правило, состоят из 10% железа и 90% меди.
Осуществление сварки невозможно без применения электродов. Их значение крайне велико, так как от оптимального выбора расходного материала зависит качество шва возделываемых поверхностей. Большое разнообразие марок электродов для ручной дуговой сварки говорит о широком предназначении элементов. Благодаря этому очень важно разбираться в обозначениях электродов для ручной дуговой сварки, потому что это помогает понять, какие типы электродов требуются для соединения металла и сделать правильный выбор.
Скачать ГОСТ
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей.
 Типы
ТипыВыбор марки электродов для дуговой ручной сварки
Екатерина
Сварка — одно из важнейших ремесел для человека. Благодаря открытиям в этой области мы можем воплотить любые, даже самые смелые идеи: от изготовления распашных ворот до конструирования космических кораблей. Существует множество видов сварки, в том числе и промышленной, но среди них именно ручная дуговая сварка получила наибольшее распространение. Это простая и понятная технология, которой можно обучиться самостоятельно.
Современный рынок предлагает разные типы электродов для ручной дуговой сварки, в которых трудно разобраться начинающим сварщикам. В этой статье мы расскажем, какие бывают марки электродов для электродуговой ручной сварки и как их выбрать исходя из своих задач.
Содержание статьи
- Суть ручной дуговой сварки
- Краткая классификация электродов
- Виды электродов по назначению
- Виды покрытий для электродов
- Выбор диаметра электрода
- Выбор электродов в зависимости от типа шва
- Марки электродов, подходящие для ручной дуговой сварки
- Как выбрать качественные электроды
- Вместо заключения
Суть ручной дуговой сварки
Прежде чем мы расскажем об электродах, давайте разберемся, что из себя представляет ручная дуговая сварка. Дугой называют поток частиц, образующихся в ходе ионизации анода и катода. Сам процесс ионизации образуется при взаимодействии тока и короткого замыкания. При этом на процесс сварки влияет также состав обмазки электрода и кислород, получаемый из атмосферы. В совокупности эти процессы приводят к нагреву дуги и выделению большого количества тепла, достаточного для плавления кромок свариваемых деталей. Затем кромки остывают, образуя прочный и надежный шов.
Ключевым элементом этого процесса является электрод. Без него невозможно зажечь дугу и поддерживать ее горение. Сварку можно производить, используя один или несколько электродов для дуговой сварки. Не существует единой классификации стержней, поскольку виды электродов для ручной сварки можно разделить на множество небольших категорий: начиная от назначения, заканчивая материалами изготовления. Кстати, сами электроды для электродуговой сварки могут изготавливаться не только из металла и об этом мы поговорим далее.
Краткая классификация электродов
Как мы писали выше, электроды сложно классифицировать лишь по одному параметру. Но в основном все стержни прежде всего делятся по типу материала, из которых они изготовлены, а также по покрытию (или обмазке). Вот краткая классификация электродов:
- Плавящиеся электроды. Их изготавливают из металла, например, чугуна, алюминия, стали или меди. Материал, из которого изготовлен электрод, подбирается в соответствии с металлом, который необходимо сварить. Плавящиеся электроды одновременно являются и анодом, и катодом. Это самый распространенный тип стержней на данный момент.
- Неплавящиеся электроды. Изготавливаются из угля, графита или вольфрама. Их используют в паре со сварочной проволокой, потому что такие стержни не способны сформировать сварочный шов. При использовании угольных стержней используйте прямую полярность вместо обратной. Вольфрамовые стержни незаменимы при аргонодуговой сварке за счет высокой температуры плавления, но редко используются при ручной дуговой сварке.
- Электроды без покрытия или обмазки. Они используются в связке с флюсом, который непрерывно подается на протяжении всего сварочного процесса. При ручной дуговой сварке такие стержни не используются.
- Электроды с покрытием или обмазкой. Самые распространенные электроды на рынке. Покрытие электродов для ручной дуговой сварки выполняет сразу несколько функций: защищает металл от негативного влияния кислорода, обеспечивает стабильное горение дуги, улучшает качества сварного соединения. Такие электроды используются не только при ручной дуговой сварке, но и при полуавтоматической и автоматической.
 Плавящиеся электроды одновременно являются и анодом, и катодом. Это самый распространенный тип стержней на данный момент.
Плавящиеся электроды одновременно являются и анодом, и катодом. Это самый распространенный тип стержней на данный момент. Такие электроды используются не только при ручной дуговой сварке, но и при полуавтоматической и автоматической.
Такие электроды используются не только при ручной дуговой сварке, но и при полуавтоматической и автоматической.Виды электродов по назначению
В зависимости от свариваемого металла выбирается режим работы сварочного аппарата и электроды. Для разных металлов необходимы разные электроды, это называется назначением. Назначение указывается одной буквой на упаковке и на самом стержне.
Электроды с маркировкой «У» используются для сварки низколегированных и углеродистых сталей. Буквой «Л» обозначают стержни, используемые для сварки легированных конструкционных сталей, а для высоколегированных используется обозначение «В». Буквой «Т» обозначают стержни для теплостойких металлов, а буквой «Н» — стержни для наплавки.
Виды покрытий для электродов
На ряду с материалом изготовления и назначением выбирается и тип покрытия электрода. Выбор покрытия также зависит от свариваемого металла. Покрытие (или обмазка) выполняет защитную функцию. При плавлении электрода покрытие выделяет защитные вещества и шлак, что улучшает качество шва, получаются надежные и долговечные сварные соединения. Производители используются следующие виды покрытий электродов:
Выбор покрытия также зависит от свариваемого металла. Покрытие (или обмазка) выполняет защитную функцию. При плавлении электрода покрытие выделяет защитные вещества и шлак, что улучшает качество шва, получаются надежные и долговечные сварные соединения. Производители используются следующие виды покрытий электродов:
- Кислое покрытие. Маркируется буквой «А» на упаковке и самом электроде. Используется для узконаправленных задач, например, для нижних сварочных швов. Можно использовать как с переменным, так и с постоянным током.
- Рутиловое покрытие. Маркируется буквой «Р». Одно из самых популярных покрытий как у новичков, так и у профессионалов. По сравнению с другими покрытиями почти не токсично и обеспечивает хорошее качества швов. При сгорании образует шлак с защитными свойствами. Состав может быть разнообразным, но в основе всегда двуокись титана или просто рутил. Отсюда и название.
- Целлюлозное покрытие. Маркируется буквой «Ц». Подходит для выполнения любых сварных соединений, обеспечивает хорошее качество шва, но при этом способствует сильному разбрызгиванию металла. Мы рекомендуем использовать электроды с целлюлозным покрытием при сварке трубопровода, поскольку при такой работе недостатки не критичны.
- Основное покрытие. Обозначается буквой «Б». Самый популярный вид покрытия на ряду с рутиловым. Имитирует сварку под газом за счет выделения углекислоты при горении дуги. Мы рекомендуем использовать стержни с основным покрытием только в сочетании с постоянным током и обратной полярностью. Если использовать переменный ток, то сварочный шов получится некачественным и потребуются дополнительные меры по улучшению прочности шва.
- Прочие виды покрытий. Маркируются буквой «П». В составе содержат легирующие вещества. Благодаря этому качество шва улучшается. В целом, прочие виды покрытий используются реже всего.
- Специальные виды покрытий. Обозначаются буквой «С» или надписью «специальные» на упаковке. Используются для сложной сварки под водой, поскольку содержат в своем составе жидкое стекло и смолосодержащие вещества.
 Мы рекомендуем использовать электроды с целлюлозным покрытием при сварке трубопровода, поскольку при такой работе недостатки не критичны.
Мы рекомендуем использовать электроды с целлюлозным покрытием при сварке трубопровода, поскольку при такой работе недостатки не критичны.Как видите, электроды выбираются исходя из конкретных задач. Для ручной дуговой сварки чаще всего используют стержни с рутиловым покрытием, поскольку они универсальны.
Для ручной дуговой сварки чаще всего используют стержни с рутиловым покрытием, поскольку они универсальны.
Выбор диаметра электрода
Большинство начинающих сварщиков классифицируют сварочные стержни именно по диаметру, что правильно. Ведь от толщины детали напрямую зависит диаметр электрода. И даже если вы выберите стержень с нужным покрытием и из нужного материала, но размер будет неправильным, вы не получите качественный шов.
Диаметр электрода указывается в миллиметрах на упаковке или на самом стержне. При этом от диаметра зависит и длина электрода. Для сварки в домашних условиях обычно используют электродов для дуговой сварки с диаметром от 2 до 4 мм. Это универсальный размер, подходящий для большинства сварочных работ. Более толстые электроды используются на заводах или в частных мастерских.
Выбор электродов в зависимости от типа шва
Также целесообразно проводить выбор электродов для ручной дуговой сварки по типу шва, которым вы собираетесь варить металл. Помимо стандартных горизонтальных, вертикальных, наклонных и швов под углом существуют также косые, стыковые, со скосами и многие другие. Это полезно скорее для опытных мастеров, но и начинающим сварщикам стоит знать эту информацию. Теперь поговорим о том, какие бывают марки электродов для ручной дуговой сварки.
Помимо стандартных горизонтальных, вертикальных, наклонных и швов под углом существуют также косые, стыковые, со скосами и многие другие. Это полезно скорее для опытных мастеров, но и начинающим сварщикам стоит знать эту информацию. Теперь поговорим о том, какие бывают марки электродов для ручной дуговой сварки.
Марки электродов, подходящие для ручной дуговой сварки
Существуют также виды электродов для ручной дуговой сварки, разделяющиеся по маркам. Марка используемого электрода так же зависит от металла, который вам нужно сварить.
Для сварки углеродистых низколегированных сталей используются следующие марки:
- Э42: марки АНО-6, АНО-17, ВСЦ-4М.
- Э42: УОНИ-13/45, УОНИ-13/45А.
- Э46: АНО-4, АНО-34, ОЗС-6.
- Э46А: УОНИ-13/55К, АНО-8.
- Э50: ВСЦ-4А, 550-У.
- Э50А: АНО-27, АНО-ТМ, ИТС-4С.
- Э55: УОНИ-13/55У.
- Э60: АНО-ТМ60, УОНИ-13/65.
Для сварки легированных сталей (в том числе высокопрочных):
- Э70: АНП-1, АНП-2.
- Э85: УОНИ-13/85, УОНИ-13/85У.
- Э100: АН-ХН7, ОЗШ-1.
- Э125: НИИ-3М, Э150: НИАТ-3.

Для наплавки металла: ОЗН-400М/15Г4С, ЭН-60М/Э-70Х3СМТ, ОЗН-6/90Х4Г2С3Р, УОНИ-13/Н1-БК/Э-09Х31Н8АМ2, ЦН-6Л/Э-08Х17Н8С6Г, ОЗШ-8/11Х31Н11ГСМ3ЮФ.
Для сварки чугуна: ОЗЧ-2/Cu, ОЗЧ-3/Ni, ОЗЧ-4/Ni.
Для сварки алюминия и его сплавов: ОЗА-1/Al, ОЗАНА-1/Al.
Для сварки меди и ее сплавов: АНЦ/ОЗМ-2/Cu, ОЗБ-2М/CuSn.
Для сварки никеля и его сплавов: ОЗЛ-32.
Как выбрать качественные электроды
Как и любое оборудование для сварки, электроды подчиняются ГОСТам, которые регулируют их качество. Так, согласно нормативам, стержни должны быть изготовлены из качественных материалов, закупленных у сертифицированных поставщиков.
Покрытие электродов для ручной дуговой сварки не должно иметь существенных дефектов, допускается наличие небольших трещин и вмятин из-за плохой транспортировки. При плавлении покрытие электрода не должно осыпаться или плавиться неравномерно, а также должно разбрызгиваться в пределах нормы для каждого конкретного типа обмазки.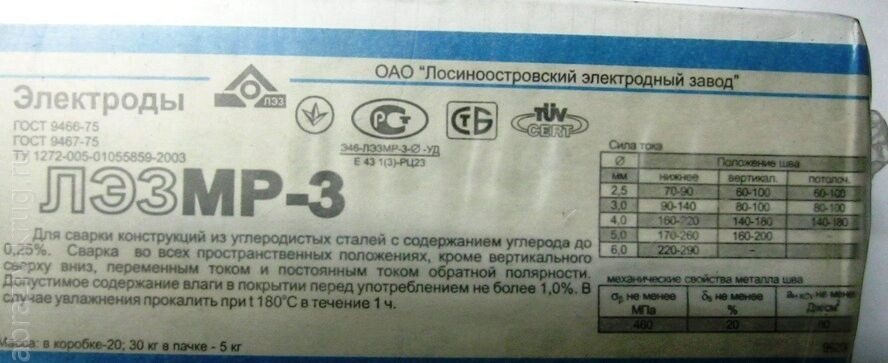
Стержни должны быть прочными и устойчивыми к механической нагрузке. Шов должен получаться качественным, без трещин и пор. Зная эти особенности, вы сможете без труда выбрать качественные электроды и быть уверенным в результате.
Вместо заключения
Теперь вы знаете, как бывают типы покрытий электродов для ручной сварки и как их правильно выбрать. Начинающим сварщикам трудно разобраться в разнообразии маркировок и предназначении каждого типа электродов, но изучив их однажды вы существенно расширите свои возможности. Опытные мастера могут поделиться своим опытом в комментариях, он будет полезен для всех новичков. Желаем удачи!
Похожие публикации
Типы электродов
Неизолированные электроды
Неизолированные сварочные электроды изготавливаются из проволоки, состав которой требуется для конкретных применений. Эти электроды не имеют никаких покрытий, кроме тех, которые требуются для волочения проволоки. Эти покрытия для волочения проволоки оказывают небольшое стабилизирующее действие на дугу, но в остальном не имеют никакого значения. Неизолированные электроды используются для сварки марганцевой стали и других целей, где электрод с покрытием не требуется или нежелателен.
Неизолированные электроды используются для сварки марганцевой стали и других целей, где электрод с покрытием не требуется или нежелателен.
Электроды со светлым покрытием
Электроды со светлым покрытием имеют определенный состав. На поверхность наносится легкое покрытие путем мытья, погружения, чистки кистью, распылением, галтовкой или вытиранием. Покрытия улучшают характеристики потока дуги. Они перечислены под серией E45 в системе идентификации электродов.
Покрытие обычно выполняет функции, описанные ниже:
- Растворяет или восстанавливает примеси, такие как оксиды, сера и фосфор.
- Он изменяет поверхностное натяжение расплавленного металла, так что шарики металла, покидающие конец электрода, становятся меньше и чаще. Это помогает сделать поток расплавленного металла более равномерным.
- Повышает стабильность дуги за счет введения материалов, легко ионизирующихся (т. е. превращающихся в мелкие частицы с электрическим зарядом) в поток дуги.

Некоторые легкие покрытия могут образовывать шлак. Шлак довольно тонкий и не действует так же, как шлак типа экранированного дугового электрода.
Электроды для дуговой сварки или электроды с толстым покрытием
Электроды для дуговой сварки или электроды с толстым покрытием имеют определенный состав, на который нанесено покрытие погружением или экструзией. Электроды изготавливаются трех основных типов: с целлюлозным покрытием; с минеральными покрытиями; и те, чьи покрытия представляют собой комбинации минералов и целлюлозы. Целлюлозные покрытия состоят из растворимого хлопка или других форм целлюлозы с небольшим количеством калия, натрия или титана и, в некоторых случаях, с добавлением минералов. Минеральные покрытия состоят из силиката натрия, глины оксидов металлов и других неорганических веществ или их комбинаций. Электроды с целлюлозным покрытием защищают расплавленный металл газовой зоной вокруг дуги, а также зону сварки. Электрод с минеральным покрытием образует отложения шлака. Электроды с защитной дугой или электроды с толстым покрытием используются для сварки сталей, чугуна и наплавки твердым сплавом. См. рисунок 5-31 ниже.
Электроды с защитной дугой или электроды с толстым покрытием используются для сварки сталей, чугуна и наплавки твердым сплавом. См. рисунок 5-31 ниже.
Функции электродов с защитной дугой или электродов с толстым покрытием
Эти сварочные электроды создают восстанавливающий газовый экран вокруг дуги. Это предотвращает загрязнение металла сварного шва атмосферным кислородом или азотом. Кислород легко соединяется с расплавленным металлом, удаляя легирующие элементы и вызывая пористость. Азот вызывает хрупкость, низкую пластичность, а в некоторых случаях низкую прочность и плохую стойкость к коррозии.
Они снижают содержание таких примесей, как оксиды, сера и фосфор, так что эти примеси не ухудшают качество наплавленного металла.
Они снабжают дугу веществами, повышающими ее стабильность. Это устраняет большие колебания напряжения, так что дуга может поддерживаться без чрезмерного разбрызгивания.
Уменьшая силу притяжения между расплавленным металлом и концом электродов или уменьшая поверхностное натяжение расплавленного металла, испарившееся и расплавленное покрытие вызывает распад расплавленного металла на конце электрода на мелкие, мелкие частицы.
Покрытия содержат силикаты, которые образуют шлак на расплавленном сварном шве и основном металле. Поскольку шлак затвердевает относительно медленно, он удерживает тепло и позволяет нижележащему металлу медленно охлаждаться и затвердевать. Это медленное затвердевание металла исключает попадание газов в сварной шов и позволяет твердым примесям всплывать на поверхность. Медленное охлаждение также оказывает эффект отжига на наплавленный металл.
Физические характеристики наплавленного металла изменяются путем включения легирующих материалов в покрытие электрода. Флюсовое действие шлака также приводит к получению металла шва лучшего качества и позволяет проводить сварку на более высоких скоростях.
Вольфрамовые электроды
Неплавящиеся сварочные электроды для дуговой сварки вольфрамовым электродом (TIG) бывают трех типов: чистый вольфрам, вольфрам, содержащий 1 или 2 процента тория, и вольфрам, содержащий 0,3-0,5 процента циркония.
Тип вольфрамовых электродов можно определить по окрашенным концевым меткам следующим образом.
- Зеленый — чистый вольфрам.
- Желтый — 1 процент тория.
- Красный – 2% тория.
- Коричневый – от 0,3 до 0,5% циркония.
Электроды из чистого вольфрама (99,5% вольфрама) обычно используются для менее ответственных сварочных операций, чем электроды из легированного вольфрама. Этот тип электрода имеет относительно низкую токонесущую способность и низкую устойчивость к загрязнениям.
Вольфрамовые электроды с горловиной (1 или 2 процента тория) превосходят электроды из чистого вольфрама из-за их более высокого выхода электронов, лучшего зажигания дуги и стабильности дуги, высокой пропускной способности по току, более длительного срока службы и большей устойчивости к загрязнению.
Вольфрамовые сварочные электроды, содержащие от 0,3 до 0,5% циркония, по рабочим характеристикам обычно занимают промежуточное положение между чисто вольфрамовыми электродами и вольфрамовыми электродами с горлом. Тем не менее, есть некоторые признаки лучшей производительности при определенных типах сварки с использованием переменного тока.
Тем не менее, есть некоторые признаки лучшей производительности при определенных типах сварки с использованием переменного тока.
Более точное управление дугой можно получить, если электрод из вольфрамового сплава заточен до точки (см. рис. 5-33). Когда электроды не заземлены, они должны работать при максимальной плотности тока, чтобы получить достаточную стабильность дуги. Вольфрамовые электроды трудно обслуживать, если в качестве источника питания используется стандартное оборудование постоянного тока, а зажигание дуги от прикосновения является стандартной практикой. Сохранение формы электрода и уменьшение вольфрамовых включений в сварном шве лучше всего достигается путем наложения высокочастотного тока на обычный сварочный ток. Вольфрамовые электроды, легированные торием и цирконием, дольше сохраняют форму при использовании контактного пуска.
Вылет сварочного электрода за пределы газовой камеры определяется типом свариваемого соединения. Например, расширение за пределы газового колпачка на 1/8 дюйма (3,2 мм) может использоваться для стыковых соединений тонколистового материала, в то время как расширение примерно от 1/4 до 1/2 дюйма (от 6,4 до 12,7 мм) может потребоваться для некоторых угловых швов. Вольфрамовый электрод горелки должен быть слегка наклонен, а присадочный металл должен добавляться осторожно, чтобы избежать контакта с вольфрамом. Это предотвратит загрязнение электрода. Если загрязнение все же произошло, электрод необходимо снять, заново заточить и заменить в горелке.
Вольфрамовый электрод горелки должен быть слегка наклонен, а присадочный металл должен добавляться осторожно, чтобы избежать контакта с вольфрамом. Это предотвратит загрязнение электрода. Если загрязнение все же произошло, электрод необходимо снять, заново заточить и заменить в горелке.
Электроды для дуговой сварки постоянным током
При использовании определенного типа сварочного электрода необходимо следовать рекомендациям производителя. Как правило, экранированные дуговые электроды постоянного тока предназначены либо для обратной полярности (электрод положительный), либо для прямой полярности (отрицательный электрод), либо для обоих. Многие, но не все электроды постоянного тока можно использовать с переменным током. Постоянный ток предпочтителен для многих типов покрытых, цветных, неизолированных электродов и электродов из легированной стали. Рекомендации производителя также включают тип основного металла, для которого подходят данные электроды, поправки на плохую подгонку и другие особые условия.
В большинстве случаев электроды с прямой полярностью обеспечивают меньшее проплавление, чем электроды с обратной полярностью, и по этой причине обеспечивают более высокую скорость сварки. Хорошее проплавление может быть получено при использовании любого типа сварки при надлежащих условиях сварки и манипулировании дугой.
Электроды для дуговой сварки на переменном токе
Доступны электроды с покрытием, которые можно использовать как с постоянным, так и с переменным током. Переменный ток более предпочтителен при сварке в ограниченных зонах или при использовании высоких токов, необходимых для толстых профилей, поскольку он уменьшает дугу. Дуга дуги вызывает пузыри, шлаковые включения и непровар в сварном шве.
Переменный ток используется при сварке атомарным водородом и в тех процессах угольной дуги, которые требуют использования двух угольных электродов. Это обеспечивает равномерную скорость сварки и расход электрода. В угольно-дуговых процессах, где используется один угольный электрод, рекомендуется постоянный ток прямой полярности, потому что электрод будет расходоваться с меньшей скоростью.
Углеродные электроды
Американское общество сварщиков не предоставляет спецификации для угольных сварочных электродов, но есть военная спецификация, №. MIL-E-17777C , озаглавленный «Электроды для резки и сварки углерод-графит без покрытия и с медным покрытием».
В данной спецификации представлена система классификации, основанная на трех сортах: гладкий, без покрытия и с медным покрытием. Он предоставляет информацию о диаметре, информацию о длине и требования к допускам на размер, обеспечению качества, отбору проб и различным тестам. Области применения включают сварку угольной дугой, сварку двойной угольной дугой, углеродную резку, а также резку и строжку воздушной угольной дугой.
Сварочные электроды
Сварочные электроды различаются по:
- размеру : общие размеры 1/16, 5/64, 3/32 (наиболее распространенные), 1/8, 3/16, 7/16 32, 1/4 и 5/16 дюймов. Стержневая проволока, используемая с электродами, должна быть уже, чем свариваемые материалы.
- материал : стержневые сварочные электроды изготавливаются из чугуна, высокоуглеродистой стали, мягкой стали, не содержащей железа (цветной) и специальных сплавов.)
- прочность : называется пределом прочности при растяжении. Каждый сварной шов должен быть прочнее свариваемого металла. Это означает, что материалы электрода также должны быть прочнее.
- положение сварки (горизонтальное, плоское и т.д.): для каждого положения сварки используются разные электроды.
- смесь железного порошка (до 60% во флюсе): железный порошок во флюсе увеличивает количество расплавленного металла, доступного для сварки (тепло превращает порошок в сталь).
- Обозначение мягкой дуги : для более тонких металлов или для металлов, которые не имеют идеальной посадки или зазора.

Сварочный электрод SMAW Схема
Как описано выше, существует много видов электродов. Вот самые популярные электроды для сварки электродами (SMAW):
Вот самые популярные электроды для сварки электродами (SMAW):
- E6013 и E6012: для тонких металлов и соединений, которые трудно стыкуются друг с другом.
- E6011: Подходит для работы на замасленных, ржавых или загрязненных поверхностях. Универсален тем, что работает с полярностью постоянного или переменного тока. Создает мало шлака, еще один большой плюс. Обратите внимание, что этот электрод не следует помещать в электродную печь.
- E6010: Аналогичен E6011, но работает только с постоянным током (DC). Обратите внимание, что этот электрод не следует помещать в электродную печь.
- E76018 и E7016: Изготовлены из железного порошка во флюсе. Создает прочные сварные швы, но имеет лужу, которая может представлять некоторые проблемы с управлением для начинающих.
Сравните электроды TENS, чтобы найти лучшие электроды для вашего аппарата
Если вы являетесь владельцем аппарата TENS, важно знать, что все электроды TENS имеют ограниченный срок службы, и в какой-то момент вам потребуется приобрести замену.
Доступен целый ряд прокладок, поэтому, чтобы помочь вам найти нужную информацию, мы составили список самых популярных брендов на рынке и информацию о каждой, включая важные аспекты, такие как аллергия, связь Тип и размер упаковки.
Прочтите наш контрольный список покупок, который поможет вам в пути, и рекомендации по обслуживанию, чтобы поддерживать ваши колодки в отличном состоянии.
При покупке помните, что лучшие прокладки TENS совместимы с вашей машиной и соответствуют вашим потребностям и требованиям.
Типы/марки электродов
Существует широкий ассортимент сменных прокладок для устройства TENS, но из-за большого количества производителей, типов прокладок и разницы в цене может быть трудно решить, что купить.
Одним из наиболее важных факторов является знание типа соединения между машиной и колодками.
Если вам интересно, универсальны ли колодки для машин TENS, ответ и да, и нет. Многие машины поставляются с универсальным фитингом, но не все машины.
Чтобы помочь вам найти лучшие электроды TENS, взгляните на приведенную ниже таблицу, которая содержит некоторые из наиболее популярных сменных электродов, а также сведения о типе соединения, формах и размерах, а также другие важные факторы, которые помогут вам в поиске. .
- Нажмите на изображение/название продукта, чтобы получить дополнительную информацию и прочитать отзывы потребителей на Amazon
Syrtenty Квадратные электроды TENS 2″ 2″ 2×2
Электроды Syrtenty — это простой выбор, поскольку они подходят для большинства устройств TENS, выпускаются в различных формах и размерах, и вы можете выбрать либо косичку, либо защелкивающееся соединение.
ПРОВЕРЬТЕ ЦЕНУ НА AMAZON
Меньшие размеры рекомендуются для компактных областей боли, таких как колени или локти, в то время как большие размеры или подушечки в форме бабочки лучше подходят для использования на спине.
Эти подушечки становятся еще более выгодными при покупке оптом, что особенно полезно, если вы часто используете TENS.
Двойная герметичная упаковка (в отдельных группах по четыре штуки) позволяет сохранить прокладки свежими и продлить срок их службы.
Поскольку электроды ЧЭНС медицинского класса, мы считаем, что эти подушечки очень хорошего качества по цене. Кроме того, электроды Syrtenty не содержат латекса.
Подушечки для электродов alegriaCare
Эти электроды содержат запатентованный гидрогель MultiStick®, который производится в США. Подушечки, разработанные для удобства использования, легко наносятся и снимаются, не оставляют липких следов и могут использоваться в различных целях.
ПРОВЕРЬТЕ ЦЕНУ НА AMAZON
Что нам нравится в alegriaCare, так это то, что они обслуживают почти все машины TENS, потому что их прокладки доступны либо с косичками, либо с защелками.
Еще одним дополнительным преимуществом этих высококачественных прокладок от alegriaCare является годовая гарантия, с которой они поставляются.
Как и электроды Syrtenty, эти электроды TENS можно приобрести оптом. Они поставляются в наборах по четыре штуки, чтобы предотвратить высыхание неиспользуемых электродов. Они имеют высокую проводимость и изготовлены из ткани премиум-класса по сравнению с другими доступными вариантами.
Они поставляются в наборах по четыре штуки, чтобы предотвратить высыхание неиспользуемых электродов. Они имеют высокую проводимость и изготовлены из ткани премиум-класса по сравнению с другими доступными вариантами.
Самоклеящиеся электроды Santamedical
Самоклеящиеся электроды Santamedical, изготовленные из твердого углерода, содержат многоразовый гель и тканевую основу для удобства.
Квадратные прокладки 2″ x 2″ доступны в 10 упаковках по четыре штуки и поставляются со стандартным соединением косичками.
ПРОВЕРЬТЕ ЦЕНУ НА AMAZON
По отзывам потребителей, эти прокладки можно использовать от 10 до 20 раз. Их срок службы можно продлить и улучшить при соответствующем уходе и хранении (подробнее см. в разделе «Техническое обслуживание»).
Электроды Santamedical указывают, что они не содержат латекса и являются подходящим выбором, если ваша кожа склонна к раздражению.
На наш взгляд, эти колодки являются более доступным вариантом без ущерба для производительности.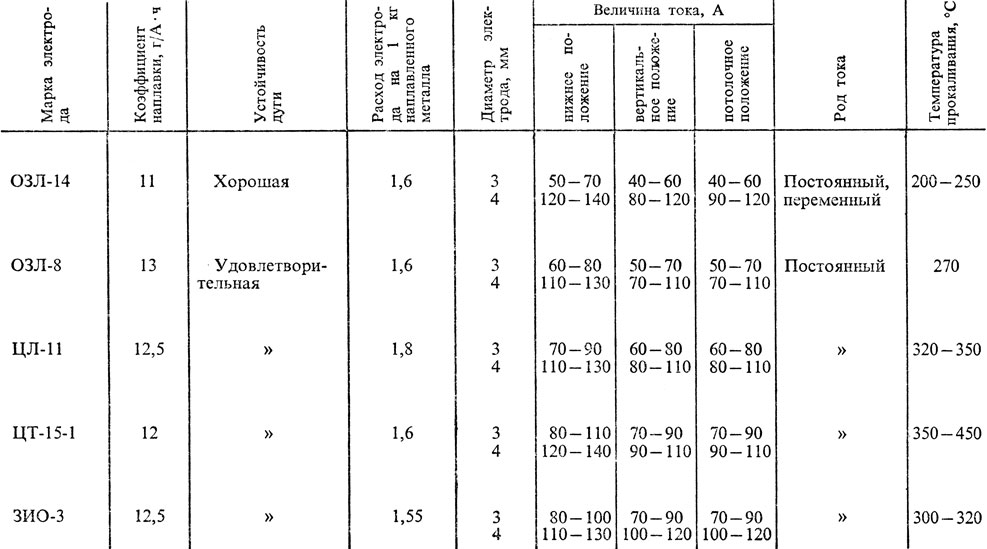
Подушечки для больших электродов TENS со скидкой
Подходящие для любого устройства TENS со стандартным защелкивающимся разъемом 3,5 мм, эти подушечки в форме рук являются более экономичным вариантом.
ПРОВЕРЬТЕ ЦЕНУ НА AMAZON
Размером 3″ x 1,77″ подушечки со скидкой TENS Large Electrode доступны для покупки в количестве десяти пар (всего 20 подушечек). Мы смогли найти их в Интернете на момент написания статьи менее чем за 20 долларов, и они получили хорошие отзывы.
Эти прокладки равномерно распределяют ток без каких-либо горячих точек, часто связанных с более дешевыми прокладками или заменами. Сильная адгезия означает, что подушечки хорошо прилипают, но не оставляют следов.
Мы обнаружили, что эти прокладки очень прочные и гибкие. В целом, колодки Discount TENS идеально сочетают в себе цену, качество и производительность.
Электроды HealthmateForever, белые, большие в форме руки
Электроды HealthmateForever аналогичны подушечкам для больших электродов Discount TENS, но продаются только в виде набора из пяти пар.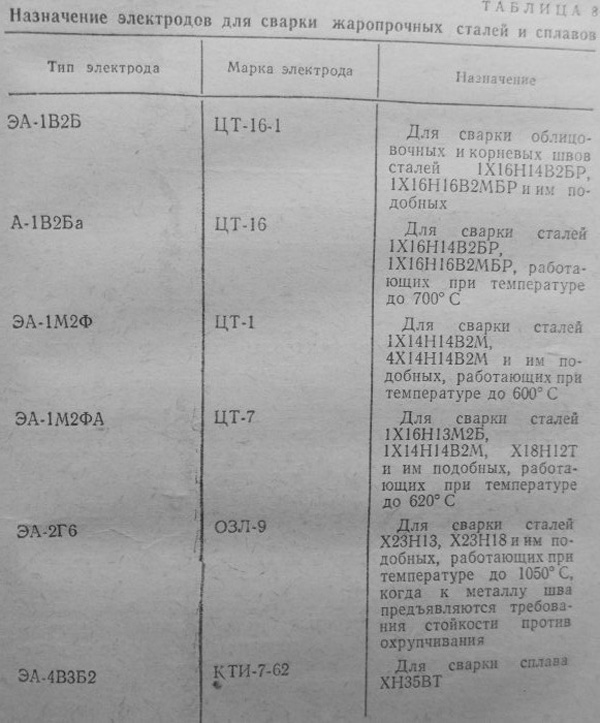
ПРОВЕРЬТЕ ЦЕНУ НА AMAZON
Эти прокладки ручной формы, совместимые с машинами TENS с защелкой, изготовлены из медицинского нетканого материала. Исходя из нашего опыта, подкладки очень гибкие и дышащие, поэтому идеально подходят для использования вокруг суставов, таких как колено, лодыжка или локоть.
Самоклеящиеся прокладки имеют неоднозначные отзывы и могут быть не такими сильными, как некоторые другие варианты на рынке, но некоторые отзывы клиентов говорят о том, что их хватит на 10-15 использований.
Прокладки HealthmateForever взаимозаменяемы для большинства производителей и моделей TENS с защелкивающимся соединением.
Электроды премиум-класса Eco-Patch
Электроды Eco-Patch с белой вспененной подложкой содержат черный углеродный проводник и гелевый клей Covidien. Квадратные колодки подходят для большинства машин TENS с пигтейл-соединением, но имеют очень неоднозначные отзывы.
ПРОВЕРЬТЕ ЦЕНУ НА AMAZON
Хотя Eco-Patch предлагает одни из самых дешевых сменных прокладок TENS, некоторые пользователи обнаружили, что они не доставляются должным образом или работают так же хорошо, как оригинальные прокладки, поставляемые с их машиной.
Некоторые критические замечания потребителей в отношении этих прокладок включают: они не такие гибкие, как альтернативы; адгезия стирается быстрее, чем должна, и электрический ток распределяется неравномерно.
Из-за вспененной основы эти прокладки могут быть не лучшим выбором для искривленных участков, таких как суставы.
По низкой цене эти колодки, возможно, стоит попробовать, но они могут не обеспечивать таких же характеристик или долговечности, как некоторые альтернативы более высокого качества.
HealthmateForever Ассорти белых сменных накладок для электродов Snap-on Combo
Если у вас есть устройство TENS, для которого требуются электроды с защелками, и вы не знаете, какие электроды купить, вам обязательно следует рассмотреть этот выбор от HealthmateForever.
ПРОВЕРЬТЕ ЦЕНУ НА AMAZON
В набор входят подушечки семи различных форм, включая маленькие и большие овалы, прямоугольники, а также подушечки в форме рук и тыкв, размером от 1,75″ x 1″ до 12″.
Комбинированная упаковка — отличный способ поэкспериментировать и протестировать различные формы и размеры без необходимости покупать их отдельно или оптом.
Хотя этот набор является одним из самых дорогих вариантов, колодки универсальны; и, мы думаем, лучше всего, если вы используете свое устройство TENS для устранения боли в разных областях.
Высокое качество адгезии этих прокладок означает, что они выдерживают многократное использование при правильном хранении.
Запасные электродные подушки Discount TENS Omron
Изготовленные компанией Discount TENS, эти сменные подкладки совместимы только с аппаратами Omron. Маленькие подушечки в форме тыквы гибкие, но прочные, что означает, что с ними легко обращаться и устанавливать.
ПРОВЕРЬТЕ ЦЕНУ НА AMAZON
Прокладки продаются парами по пять штук, имеют конкурентоспособную цену и, по мнению большого числа пользователей, не уступают по качеству, если не лучше, прокладкам Omron.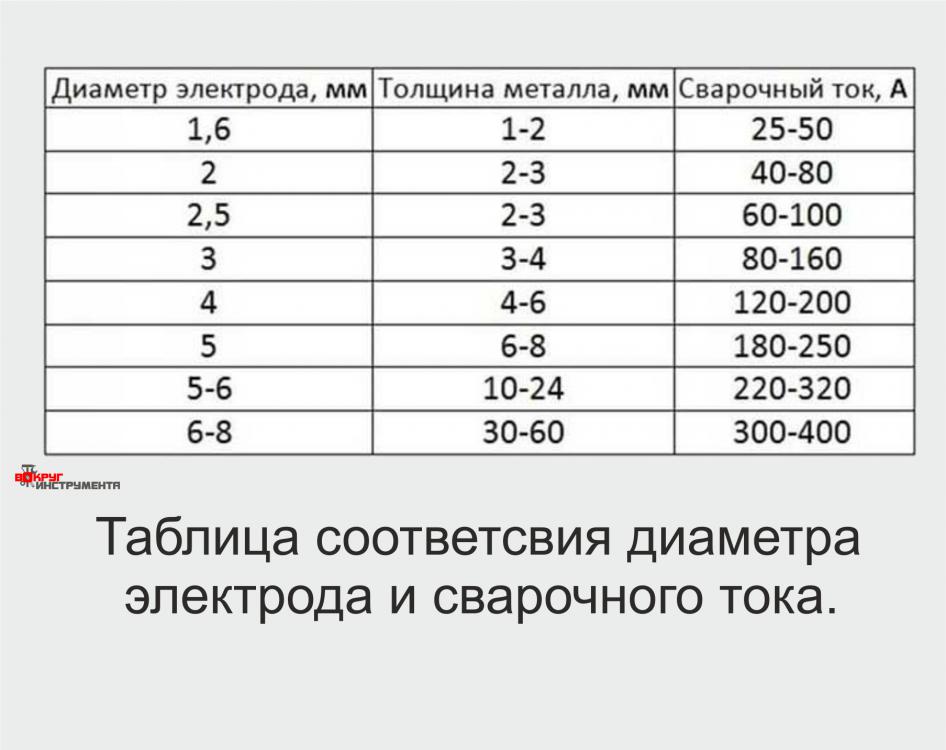
Толстый многоразовый слой гидрогеля означает, что прокладки легко закрепляются и хорошо распределяют ток. Многие люди считают, что подкладка подкладки (изготовленная из нетканого материала медицинского назначения) более прочная, чем подкладки собственной разработки Omron.
Поскольку эти колодки имеют более доступную стоимость, мы считаем, что они являются приемлемым вариантом для машин Omron.
Электроды Syrtenty Premium Long Strip TENS Unit
Как и квадратные электроды Srytenty, электроды Long Strip TENS Unit — еще один продукт высшего качества.
ПРОВЕРЬТЕ ЦЕНУ НА AMAZON
При максимальной цене электроды Srytenty могут иметь более высокую цену, чем некоторые из их конкурентов, но мы считаем, что они имеют заметную разницу в качестве.
Обладая отличными адгезионными свойствами, многие потребители считают, что эти электроды сохраняют свою липкость дольше, чем другие электроды. Кроме того, тканевая основа делает полоски более гибкими и позволяет им повторять естественные контуры тела.
Электроды подходят для устройств с пигтейловыми соединениями, имеют срок годности три года с даты изготовления и не содержат латекса.
Подушечки для электродов alegriaCare – круглые
Как и электроды alegriaCare, также входящие в наш ассортимент, электроды круглой формы содержат запатентованный гидрогель MultiStick®, который производится в США.
ПРОВЕРЬТЕ ЦЕНУ НА AMAZON
Эти подушечки не только легко наносятся и снимаются, но и не оставляют липких следов. Подушечки alegriaCare совместимы с рядом тренажеров TENS, поскольку они доступны в виде подушечек с разъемами для косичек или подушечек с защелками.
Нам нравится alegriaCare, потому что их прокладки отличаются высоким качеством и имеют годовую гарантию производителя.
Вы можете приобрести их оптом, они поставляются в наборах по четыре штуки, чтобы неиспользованные электроды не высыхали. Они имеют высокую проводимость и изготовлены из ткани премиум-класса по сравнению с другими доступными вариантами.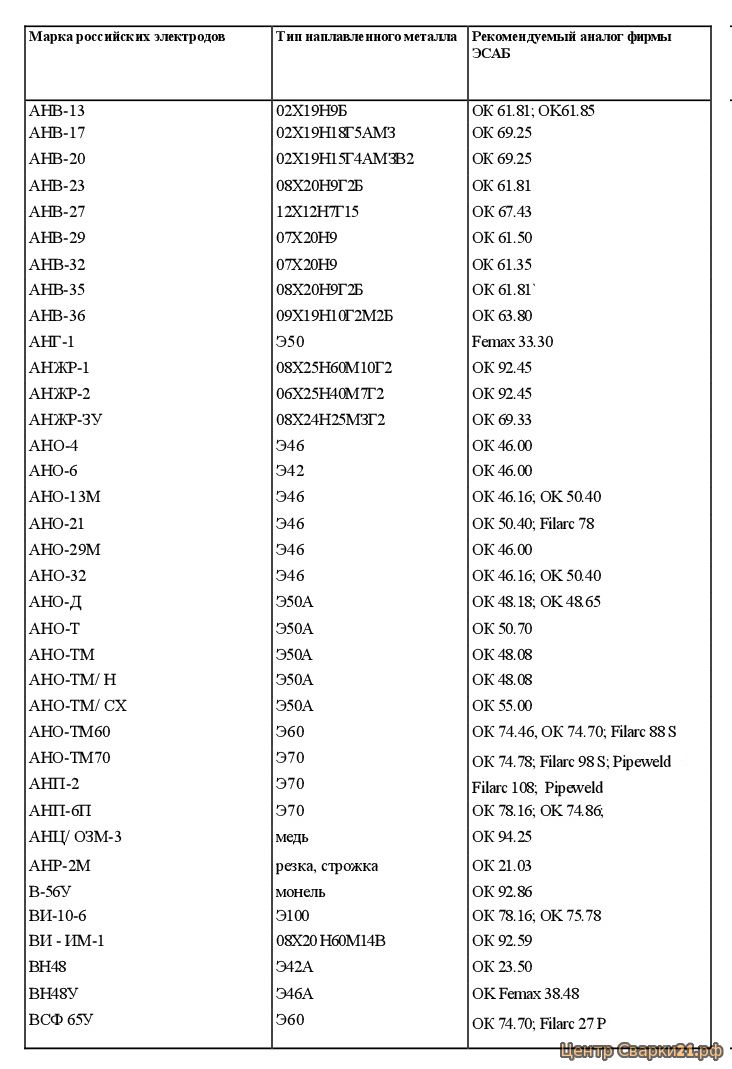
Электроды DONECO Square TENS Unit
Электроды Doneco размером 2″, наиболее распространенный размер электродов на рынке, аналогичны ряду других электродов, которые мы представили.
ПРОВЕРЬТЕ ЦЕНУ НА AMAZON
Продается в упаковке по 48 штук, это самый большой набор, доступный для покупки, который нам удалось найти. По этой причине они очень конкурентоспособны по цене, особенно если рассчитать стоимость одной прокладки.
Электроды получили хорошие отзывы и отмечены за свое качество. Мы обнаружили, что они имеют долгий срок службы, как с точки зрения прочности, так и с точки зрения адгезии.
Не содержащие латекса и не вызывающие раздражения электроды Doneco безопасны для использования с различными типами кожи. Колодки универсальны для любой машины с пигтейл-соединениями.
Многоразовая упаковка гарантирует, что прокладки останутся свежими как можно дольше. Эти прокладки высокого качества, но если вы не удовлетворены, на них предоставляется трехмесячная гарантия.
Фитинг/соединение
При покупке сменных прокладок для блока TENS необходимо знать, какой тип фитинга совместим с вашей машиной.
Двумя наиболее распространенными типами являются косичка (или штифт) и защелка. В дополнение к двум основным типам подключения есть несколько машин, которые имеют специальные фирменные фитинги и не подходят для электродов с универсальной посадкой.
Пигтейл
Пигтейл — наиболее широко используемый фитинг для устройств TENS. Эти электроды имеют короткий провод, идущий от площадки, которая используется в качестве точки соединения с электрическими проводами от TENS, что облегчает его присоединение.
Штифты обычно имеют длину 2 мм, но обычно допустимы штифты диаметром от 1,8 мм до 2,2 мм.
Защелка
Защелкивающиеся соединители имеют стандартную защелку диаметром 3,5 мм. Провода от блока TENS легко соединяются с электродами через фитинг.
Защелкивающееся соединение обеспечивает прочную точку крепления, чтобы электроды оставались на месте и оставались подключенными к машине во время использования.
Omron
Аппараты Omron имеют самый маленький разъем с защелкой (2,2 мм), но имеют уникальное крепление, поэтому они не подходят для стандартных электродов с защелкой.
Для большинства электродов диаметром 2,2 мм указано, что они подходят только для машин Omron, но примите меры предосторожности и дважды проверьте диаметр перед покупкой.
Если у вас есть машина Omron, вы можете купить собственные колодки или совместимые с Omron колодки других производителей.
Compex EMS
Хотя фитинг Compex EMS имеет защелкивающееся соединение 3,5 мм, его разъемы имеют специальную посадку, что делает их несовместимыми с универсальными электродами с защелкой 3,5 мм.
Помните об этом и убедитесь, что при замене прокладок собственной марки Compex или сторонних производителей указано, что они являются фитингами Compex EMS.
Формы и размеры
Прокладки TENS бывают разных форм и размеров. Ниже мы перечисляем наиболее распространенные размеры прокладок и способы их наиболее эффективного использования.
Квадрат
Самая распространенная и популярная на рынке прокладка квадратная 2″ x 2″.
Обычно используются в виде набора из четырех квадратных подушечек, которые идеально подходят для распределения тока в нескольких точках, но достаточно малы, чтобы воздействовать на более конкретные области боли.
Благодаря своей форме подушечки покрывают одинаковую площадь поверхности и, таким образом, одинаково устраняют боль.
Круглые
Круглые подушечки различных размеров, круглой или овальной формы подходят для небольших суставов или плоских участков, таких как локти, колени и брюшная полость.
Это одни из самых маленьких подушечек на рынке, которые отлично подходят для локализации тока, когда вам нужно воздействовать на конкретную область или при труднодоступной боли.
Бабочка
Электроды в форме бабочки часто используются в нижней части спины, что является распространенным источником боли для многих людей.
Благодаря большому размеру их легче размещать, они помогают распределять ток по широкой поверхности и повторяют контуры спины.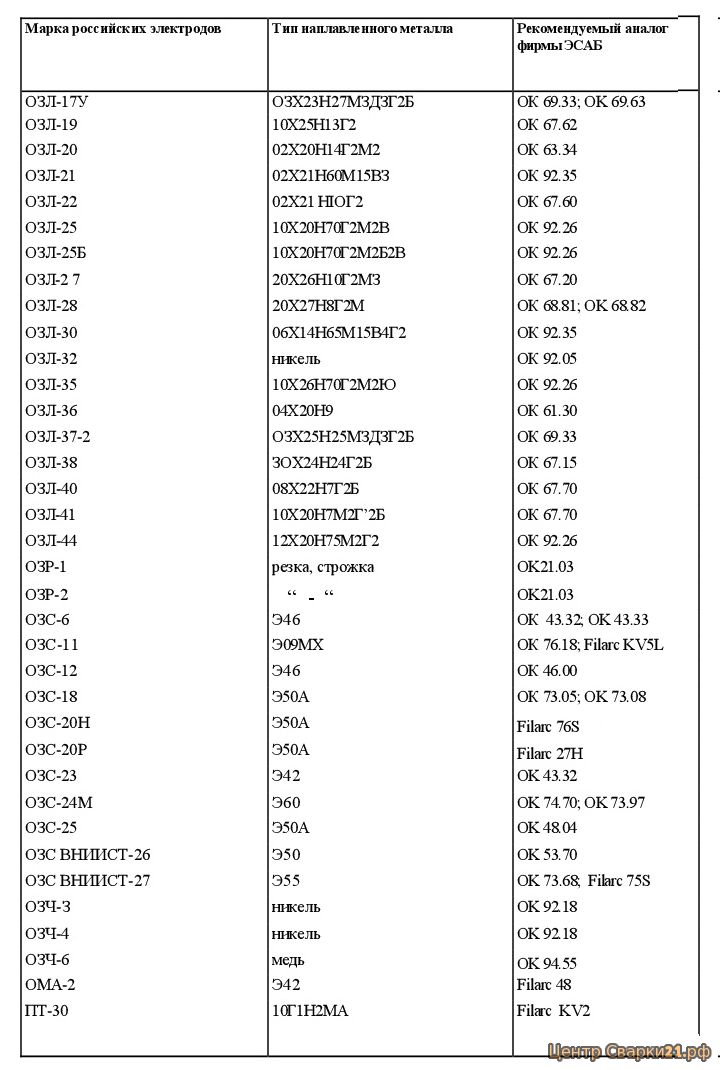
Полоски
Полоски или длинные прямоугольные подушечки идеально подходят для больших стыков и плоских участков. Полоски особенно полезны при болях в спине или позвоночнике.
Благодаря своей длине эти подушечки также можно использовать для обертывания вокруг таких областей, как икры, бедра, брюшной пресс, бицепсы и трицепсы, для улучшения кровообращения или тонуса мышц, особенно брюшного пресса.
Контрольный список/рекомендации при покупке
Покупка сменных электродов для устройства TENS может быть непростой задачей, но если вы знаете, где находятся ваши целевые области боли, и проведете исследование, вы сможете найти качественные электроды, соответствующие вашим потребностям.
Чтобы упростить процесс, просмотрите наш контрольный список покупок, который поможет вам сделать наиболее подходящую покупку.
Проверьте тип фитинга
Прежде чем приступить к поиску колодок, вам нужно знать, какой тип соединения используется для вашего TENS, так как это поможет сузить область поиска и убедиться, что вы покупаете продукт, подходящий для данной машины.
Выберите форму и размер
Просмотрите наше руководство по форме, чтобы получить представление о том, какой тип прокладки лучше всего соответствует вашим потребностям, или, если вы используете TENS для нескольких областей, подумайте о покупке комбинированного пакета.
Определите, как часто вы используете свой TENS
Как и во многих других случаях, вы получаете лучшую цену на электроды, если покупаете их оптом. Однако, если вы используете TENS нечасто, возможно, вам не захочется покупать и хранить больше прокладок, чем вы будете использовать.
Зная, сколько вы используете TENS, это поможет определить, как быстро вы используете прокладки и, следовательно, сколько вам следует купить.
Прочитайте обзоры продуктов
Убедитесь, что вы тщательно изучили различные доступные варианты и прочитали отзывы и отзывы клиентов.
Также стоит ознакомиться с подробностями и спецификациями производителя, чтобы быть максимально информированным о том, что вы покупаете.
Приобретение электродов
После того, как вы нашли электроды, идеально подходящие для вашего аппарата TENS и соответствующие вашим потребностям, приобретите сменные электроды.
Обязательно соблюдайте рекомендации по техническому обслуживанию, чтобы максимизировать применение и использование прокладок.
Техническое обслуживание
Мы составили список наиболее полезных советов и рекомендаций по продлению срока службы электродов.
Тем не менее, всегда проверяйте рекомендации производителя, прежде чем предпринимать какие-либо действия, так как вы можете повредить колодки, если не будете ухаживать за ними должным образом.
Вот несколько кратких советов, рекомендованных производителями, о том, как лучше всего ухаживать за электродами до и после их применения, чтобы обеспечить максимальное количество использований.
Перед нанесением:
- Очистите и высушите место нанесения. Помните, что вы должны накладывать электроды только на неповрежденную кожу.
- Вскройте и извлеките электроды из упаковки. Не забудьте сохранить оригинальную упаковку.
- Снимите электроды с разделительного листа, приподняв край электрода. Не тяните электроды за провода.
- Если электроды кажутся сухими или подушечки не прилипают, добавьте несколько капель воды, чтобы смочить гель, и подождите несколько минут, чтобы вода повторно увлажнила клейкий гель.
- Поместите электроды на область лечения. Надавите пальцами на края и надавите на весь электрод, чтобы обеспечить адекватный контакт с кожей.

Удаление:
- Аккуратно снимите электроды.
- Протрите электроды салфеткой, не содержащей спирта, или промойте холодной водой и подождите, пока она высохнет. Липкая сторона должна оставаться вверху, чтобы ни к чему не прилипать.
- Поместите липкую сторону электрода на чистый лист, в котором он был доставлен, и положите обратно в упаковку.
- Храните электроды в прохладном, сухом месте, не подвергая их воздействию яркого света или экстремальных температур, так как это может оказать необратимое неблагоприятное воздействие на гель. Электроды также можно хранить в холодильнике, чтобы продлить срок их службы.
 Электроды также можно хранить в холодильнике, чтобы продлить срок их службы.
Электроды также можно хранить в холодильнике, чтобы продлить срок их службы.На основе нашего исследования мы нашли несколько полезных советов и советов от пользователей. Имейте в виду, что это не предложения от нас и не могут быть рекомендованы производителями, поэтому их следует выполнять только по вашему усмотрению.
Пролонгирующий клей / поддержание чистоты подушечек:
Многие люди по-разному продлевают срок действия адгезивных гелей и очищают электроды устройства TENS.
Некоторые люди считают, что главное – мыть их водой после использования, а некоторые также рекомендуют использовать гипоаллергенное мыло, такое как Dial.
Другие пользователи обнаружили, что опрыскивание подушечек водой и прикладывание их (пока они еще влажные) к пластику делают их более липкими между использованиями.
Некоторые рекомендации включают каплю медицинского спирта на подушечки и протирание их друг о друга, чтобы восстановить адгезию. Имейте в виду, что некоторые производители заявляют, что спирт не должен использоваться для электродов. Всегда проверяйте документацию производителя или информацию о продукте, прежде чем делать это.
Всегда проверяйте документацию производителя или информацию о продукте, прежде чем делать это.
Хранение электродов:
Чтобы продлить срок службы электродов, убедитесь, что вы знаете, как правильно хранить электроды TENS.
Лучший способ сделать это — хранить прокладки в оригинальной упаковке и держать их как можно более герметичными, чтобы сохранить качество ваших прокладок.
Количество использований/замен прокладок
Хотя вы хотите, чтобы ваши прокладки прослужили долго, вам нужно убедиться, что они сохраняют свою эффективность.
Трудно точно сказать, как долго служат электроды TENS и когда их следует заменить, потому что это зависит от нескольких факторов, таких как качество электродов, частота использования и то, насколько хорошо вы за ними ухаживаете.
Многие пользователи прокладок с более высоким рейтингом сообщают о 10-15 использованиях одного комплекта, прежде чем их потребуется заменить.
Однако, если вы почитаете обзоры некоторых более дешевых или менее качественных электродов, вы обнаружите, что потребители жалуются на то, что они используют комплект всего пару раз.
Часто задаваемые вопросы
Будет ли мой тренажер TENS работать с прокладками сторонних производителей?
Будет ли мой тренажер TENS работать с прокладками сторонних производителей?
Производители устройств TENS, как правило, рекомендуют вам использовать на их машинах колодки их собственной марки; однако в большинстве пэдов используется стандартное или универсальное соединение, что позволяет использовать любые фирменные пэды с тем же типом соединения.
Для достижения наилучших результатов рекомендуется использовать оригинальные или фирменные электроды.
В некоторых случаях необходимо использовать фирменные прокладки производителя. Например, несмотря на то, что электроды для электростимуляторов мышц Compex крепятся с защелкой, они имеют уникальное соединение, для которого требуются прокладки марки Compex.
Несколько пользователей отметили способы изменения соединительных проводов, чтобы они подходили к устройствам Compex, но мы не рекомендуем этого делать, так как это, скорее всего, приведет к аннулированию гарантии на устройство.
Можно ли использовать прокладки TENS для устройств EMS?
Можно ли использовать прокладки TENS для устройств EMS?
Большинство прокладок продаются и продаются производителями для устройств TENS и EMS. Некоторые производители прокладок продают свою продукцию более широко, чтобы ее можно было использовать с различными устройствами для электротерапии.
Если ваш прибор TENS или EMS имеет стандартную косичку или защелкивающееся соединение, любая электродная терапевтическая подушечка должна работать с устройством.
Мы опробовали и протестировали несколько различных электродов с различными тренажерами TENS и EMS, и у нас не возникло проблем с тем, чтобы одни и те же электроды работали с обоими типами устройств.
Опять же, просто помните, что большинство производителей заявляют, что для достижения наилучших результатов вы должны использовать прокладки их собственных марок.
Сколько сеансов должно пройти из комплекта прокладок? / Как долго служат электроды TENS?
Сколько сеансов должно пройти из комплекта прокладок? / Как долго служат электроды TENS?
Количество применений или сеансов, которые вы получите с набором прокладок, будет варьироваться в зависимости от ряда факторов. Во-первых, качество ваших колодок является важным показателем того, как долго они прослужат вам.
Во-первых, качество ваших колодок является важным показателем того, как долго они прослужат вам.
Теоретически вы платите за то, что получаете, поэтому более дорогие колодки должны иметь более длительный срок службы, но это не всегда так. Кроме того, продолжительность использования вашей машины повлияет на то, как долго прослужат ваши колодки.
Если вы используете тренажер несколько раз в день, несколько дней в неделю, ваши колодки изнашиваются намного быстрее, чем если бы вы использовали тренажер только час или два в неделю. Помните, что вы всегда должны следить за тем, чтобы не злоупотреблять своей машиной, и мы рекомендуем проконсультироваться с врачом о том, как часто вам следует ее использовать.
Один из способов продлить срок службы ваших электродов — чередовать два набора электродов, особенно если вы часто пользуетесь машиной.
Естественно, если вы будете правильно ухаживать за своими прокладками и следовать инструкциям по уходу, это сохранит качество прокладок и продлит их срок службы.
Не стоит недооценивать важность подготовки кожи перед использованием. Чтобы подготовить кожу, убедитесь, что она чистая и не содержит масла или кремов, промыв область нанесения. Если вы этого не сделаете, вы можете обнаружить, что подушечки не будут прилипать.
Вы также должны мыть прокладки после использования, чтобы избавиться от остатков. Всегда давайте им высохнуть, а затем храните их в герметичной упаковке. Один пользователь говорит, что при должном уходе его прокладки использовались 30 и более раз.
Сколько прокладок мне нужно?
Сколько прокладок мне нужно?
Большинство устройств TENS являются двухканальными с двумя выходами, что означает, что вы можете использовать два или четыре пэда одновременно. Большинство людей используют их с четырьмя пэдами одновременно.
Количество необходимых вам подушечек во многом зависит от их размера и от того, где вы будете их применять.
Сколько прокладок нужно купить?
Сколько прокладок нужно купить?
При принятии решения о том, сколько прокладок купить, необходимо учитывать два важных момента: как часто вы используете TENS и стоимость прокладки.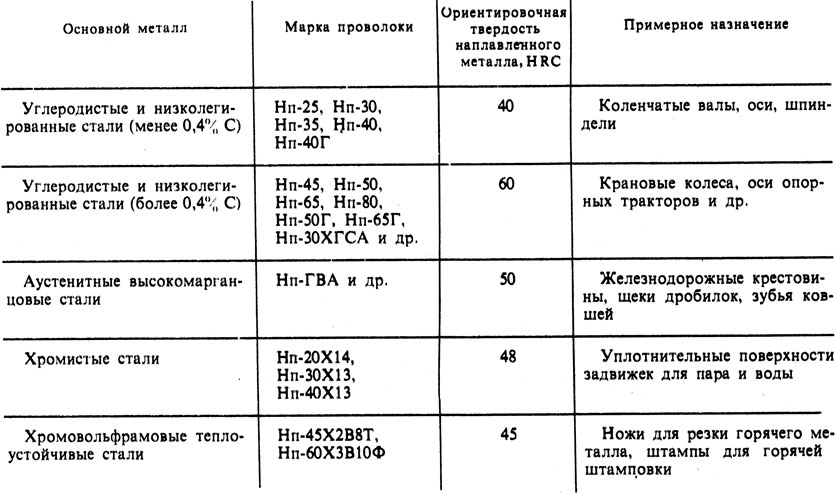
Многие поставщики предлагают скидки при покупке оптом, например, электроды DONECO Square TENS Unit. Но если вы не используете машину регулярно, оптовая покупка может означать, что срок годности прокладок истекает до того, как вы сможете их использовать.
Если вы страдаете от хронических болей и регулярно пользуетесь устройством, вероятно, имеет смысл запастись прокладками. Мало того, что ваша партия продлится дольше, вы сможете забрать их по гораздо более низкой цене за подушечку.
Например, если вы пользуетесь тренажером три раза в день и у вас получается 15 использований каждой прокладки, это означает, что вам потребуется новый набор прокладок каждые пять дней.
Чтобы избежать дополнительных расходов на доставку и регулярно рисковать нехваткой прокладок, вы можете приобрести их оптом. Исходя из этого использования и срока службы, если вы купите упаковку из 48 штук, их хватит на 60 дней или два месяца.
С другой стороны, если вы пользуетесь машиной лишь изредка, запас электродов может быть не столь важен. Принимая во внимание, что люди, которые используют TENS пару раз в неделю, только когда боль обостряется, этого набора из четырех прокладок может хватить на несколько недель.
Принимая во внимание, что люди, которые используют TENS пару раз в неделю, только когда боль обостряется, этого набора из четырех прокладок может хватить на несколько недель.
Однако при таком подходе учитывайте, что если вы забудете и закончите, вы можете оказаться в ситуации, когда вы не сможете использовать свою машину, когда вам это действительно нужно.
Также учтите, что цена, которую вы будете платить за прокладку, обычно выше, если вы покупаете в небольших количествах, и вы, вероятно, понесете дополнительные расходы на доставку.
Где можно купить прокладки TENS?
Где можно купить прокладки TENS?
Вы найдете прокладки TENS для продажи в Интернете, и они широко доступны на многих веб-сайтах, таких как Amazon, Walmart, CVS, Target и Walgreens. Если вы хотите купить прокладки на месте, посетите ближайшую аптеку. Некоторые интернет-магазины также предлагают бесплатную доставку заказов.
Могу ли я поделиться своими прокладками с кем-то еще?
Могу ли я поделиться своими прокладками с кем-то еще?
Из соображений гигиены не рекомендуется делиться своими электродами с кем-то еще, на упаковке всегда популярных электродов Syrtenty TENS Unit
четко указано: «Только для одноразового использования».
Это не значит, что вы не можете поделиться своей машиной TENS с кем-то еще. Просто убедитесь, что у пользователей есть собственный набор пэдов, и вы их не перепутаете!
Если на моей машине TENS есть коннекторы типа «пигтейл», могу ли я использовать контактные площадки с защелками и наоборот?
Если на моей машине TENS есть коннекторы с косичками, могу ли я использовать защелкивающиеся контактные площадки и наоборот?
Аппараты TENS работают только с одним типом разъема электрода. В случае, если вы покупаете пэды с неправильным соединением для вашей машины, если вы купите адаптер, вы все равно сможете использовать пэды. Имеются адаптеры для универсальных контактных и защелкивающихся контактных площадок.
Кроме того, важно отметить, что машины имеют штекеры разного размера на подводящих проводах. Три самых распространенных: 2,5-мм штекер, 3,5-мм штекер и 2,35-мм экранированный штекер.
При покупке адаптеров убедитесь, что подводящий провод подходит для вашей машины, так как они не взаимозаменяемы.
Взаимозаменяемы ли прокладки устройства TENS?
Взаимозаменяемы ли прокладки блока TENS?
Колодки с универсальным фитингом взаимозаменяемы между машинами с одинаковым фитингом. Например, любую площадку с пигтейлом можно использовать на любой машине TENS, которая принимает пигтейл.
Вы также можете чередовать прокладки при использовании или использовать прокладки разных форм и размеров с вашим TENS.
Как упоминалось ранее, блоки TENS подходят для сторонних производителей, если прокладки поставляются с совместимым фитингом. (Если вас интересуют соединители с косичками и защелкивающиеся соединители, см. вопрос выше.)
Должны ли прокладки быть одобрены FDA?
Должны ли прокладки быть одобрены FDA?
Да. Проверьте упаковку и / или описание продукта для подтверждения разрешения FDA. Кроме того, на прокладках также может быть указано, что они разрешены для безрецептурного использования.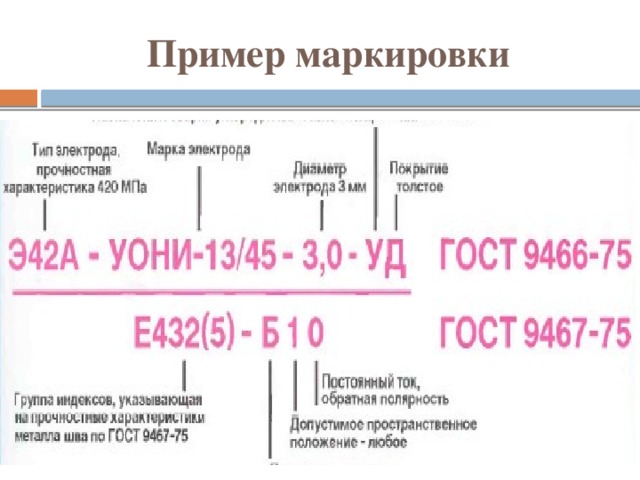 Например: «Электроды Syrtenty одобрены FDA для безрецептурного использования».
Например: «Электроды Syrtenty одобрены FDA для безрецептурного использования».
Amazon не разрешает продавать на своем веб-сайте продукты, не соответствующие требованиям FDA; поэтому это должно быть указано в описании товара.
Разрешение FDA также должно быть указано на упаковке продукта. Если вы не уверены или хотите подтвердить продукт индивидуально, вы также можете зайти на веб-сайт FDA и подтвердить.
Совместимы ли эти прокладки с моим устройством TENS?
Совместимы ли эти прокладки с моим устройством TENS?
Если в вашем устройстве TENS используется один из двух наиболее распространенных разъемов для электродов: косичка или защелка, скорее всего, вы сможете использовать любые электроды, изготовленные в виде универсальных косичек или защелкивающихся электродных площадок.
Имейте в виду, что большинство разъемов для пигтейлов имеют допуск примерно 10%, что означает, что стандартная посадка на 2 мм должна работать с любым контактом в диапазоне от 1,8 мм до 2,2 мм.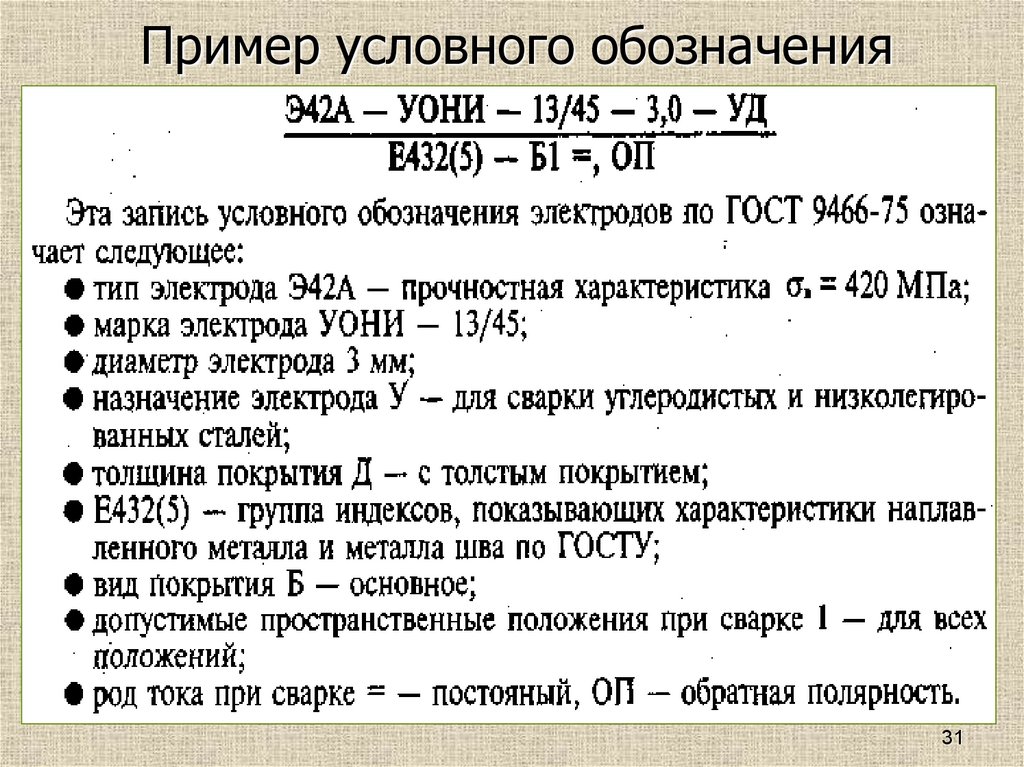
Если вы не уверены, подходят ли электроды для вашего устройства TENS, мы рекомендуем обратиться к продавцу или ознакомиться с перечнем продуктов, обзорами, а также любыми вопросами и ответами клиентов.
Нужно ли использовать электродный гель с электродами?
Нужно ли использовать электродный гель с электродами?
Одним словом, нет! Вам не нужен электродный гель. Однако, если вы используете его эффективно, это может улучшить проводимость электродов и продлить срок службы ваших электродов.
Пользователи сообщают, что гели для электродов продлевают срок службы их электродов, улучшая проводимость импульса к коже. Кроме того, гели отлично подходят для уменьшения любых ощущений покалывания, которые могут ощущаться.
Подробнее о электродном геле и других аксессуарах для аппарата TENS можно прочитать здесь.
Если вам нужно улучшить адгезивные свойства ваших прокладок, мы рекомендуем взглянуть на этот (ссылка на Amazon).
При покупке гелей убедитесь, что они предназначены для электродов. Большинство электродных гелей не содержат солей и не вызывают раздражения, что делает их пригодными для длительного применения.
Из-за сильной адгезии электродных гелей на каждую подушечку требуется лишь небольшое количество, которое должно быть равномерно распределено по поверхности.
По словам пользователей, между нанесением и использованием гель должен закрепиться на подушечках в течение нескольких часов.
При правильном применении и осторожности использование электродных гелей может помочь продлить срок службы электродов и устранить необходимость их частой замены.
Какие прокладки подходят, если у меня чувствительная кожа или аллергия на латекс?
Какие прокладки подходят, если у меня чувствительная кожа или аллергия на латекс?
Наиболее частая жалоба на электроды — кожные аллергические реакции, обычно в виде сыпи, которую отмечают примерно 2-3% пациентов, по данным electrotherapy.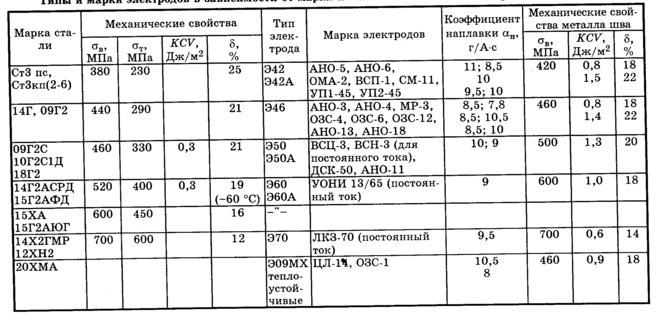 org. Причины этого связаны с материалом электродов, проводящим гелем или лентой, используемой для удержания электродов на месте.
org. Причины этого связаны с материалом электродов, проводящим гелем или лентой, используемой для удержания электродов на месте.
Если у вас чувствительная кожа или аллергия на латекс, ищите производителя, который указывает, что их электроды не содержат латекса или не вызывают раздражения. Все электроды TENS, которые мы включили, используют самоклеящиеся или предварительно покрытые гелем электроды.
Они помогают снизить риск перекрестного заражения, просты в использовании и имеют более низкий уровень аллергии.
- Сыртентинская площадь Электроды TENS Unit
- Подушечки для электродов alegriaCare
- Самоклеящиеся электроды Santamedical
- Электроды Syrtenty Premium Long Strip TENS Unit
- Подушечки для электродов alegriaCare – круглые
- Электроды DONECO Square TENS
Ссылки
- Watson, T. (2017) Чрескожная электрическая стимуляция нервов (ЧЭНС) . [Онлайн] Доступно по адресу: http://www. electrotherapy.org/modality/transcutaneous-electrical-nerve-stimulation-tens [По состоянию на 5 мая 2017 г.]. ↩
- Watson, T. (см. сноску 1) ↩
 electrotherapy.org/modality/transcutaneous-electrical-nerve-stimulation-tens [По состоянию на 5 мая 2017 г.]. ↩
electrotherapy.org/modality/transcutaneous-electrical-nerve-stimulation-tens [По состоянию на 5 мая 2017 г.]. ↩Руководство по выбору pH-электрода для типов компонентов и типов
Используйте это руководство, чтобы определить компоненты и стиль электрода, которые лучше всего подходят для измеряемых растворов.
Компоненты электродов
Большинство рН-электродов являются комбинированными. Электрод состоит из двух основных элементов. Один элемент представляет собой воспринимающую полуячейку, а другой — эталонную полуячейку. Оба блока полуэлементов должны использоваться вместе, чтобы завершить цепь pH, чтобы получить измерение pH. Воспринимающая полуячейка — это часть электрода, отвечающая за измерительную часть системы; думайте об этом как о положительном (+) конце цепи. Эта часть электрода обычно содержит мембрану, чувствительную к изменению рН измеряемого раствора. Эталонная полуячейка обеспечивает стабильный эталонный потенциал, необходимый для измерения pH; думайте об этом как об отрицательном (-) конце цепи.
Большинство pH-электродов, предлагаемых Cole-Parmer, представляют собой комбинированные электроды. Комбинированные электроды содержат обе полуячейки — воспринимающую и эталонную полуячейки — в одном зонде. Cole-Parmer также предлагает традиционные сенсорные и эталонные полуэлементы, но они стали гораздо менее популярными. Лучший вариант будет зависеть от типа образцов, которые будет измерять пользователь. В следующих разделах описываются различные типы электродов и поясняются основные отличия каждого из них.
Эпоксидная смола против стекла
Электроды для тела с эпоксидной смолой более долговечны, как правило, являются более экономичным выбором и идеально подходят для условий, в которых ожидается грубое обращение. Однако максимальный температурный предел для большинства электродов с эпоксидным покрытием составляет примерно 176ºF (80ºC).
Электроды со стеклянным корпусом способны выдерживать гораздо более высокие температуры, до 230ºF (от 100 до 110ºC) в зависимости от конкретного электрода, а также обладают химической стойкостью к высококоррозионным материалам или растворителям. Электроды со стеклянным корпусом также легче чистить после использования. Любой тип электрода требует осторожности при обращении, так как даже небольшая трещина в колбе или корпусе электрода может привести к ошибочным показаниям.
Электроды со стеклянным корпусом также легче чистить после использования. Любой тип электрода требует осторожности при обращении, так как даже небольшая трещина в колбе или корпусе электрода может привести к ошибочным показаниям.
Герметичные и многоразовые электроды
Герметичные или заполненные гелем электроды практически не требуют обслуживания и идеально подходят для большинства применений. Они также имеют тенденцию быть более экономичным выбором. Однако, как только уровень внутреннего заполняющего раствора станет низким (или если он высохнет), электрод необходимо будет заменить. Вот почему герметичные электроды могут иметь более короткий срок службы, чем перезаправляемые электроды.
Многоразовые электроды имеют отверстие в верхней части электрода, которое позволяет заправлять их, когда внутренний заполняющий раствор заканчивается или заканчивается. Во многих случаях это может значительно продлить срок службы электрода. Многоразовые электроды позволяют пользователю менять заполняющий раствор в случае его загрязнения. При необходимости пользователи также могут заменить заполняющий раствор для специальных применений, например, при измерении pH в органических растворителях.
При необходимости пользователи также могут заменить заполняющий раствор для специальных применений, например, при измерении pH в органических растворителях.
Распространенное заблуждение состоит в том, что многоразовые электроды более точны, чем герметичные. Однако это не так, поскольку доступны высокоточные герметичные электроды, которые обеспечивают сравнимые или более точные показания, чем перезаправляемые электроды. Одним из примеров являются заполненные полимером герметичные электроды Oakton ® , точность измерения которых составляет 0,02 единицы pH. Для сравнения, большинство многоразовых электродов обеспечивают точность от 0,01 до 0,02 единиц pH.
Однопереходный и двухпереходный
В комбинированных электродах контакт сравнения позволяет ионам H+ свободно проходить между эталонной и чувствительной полуячейками, замыкая электрическую цепь. Наиболее распространенные соединения изготавливаются из керамического материала и бывают одинарными или двойными.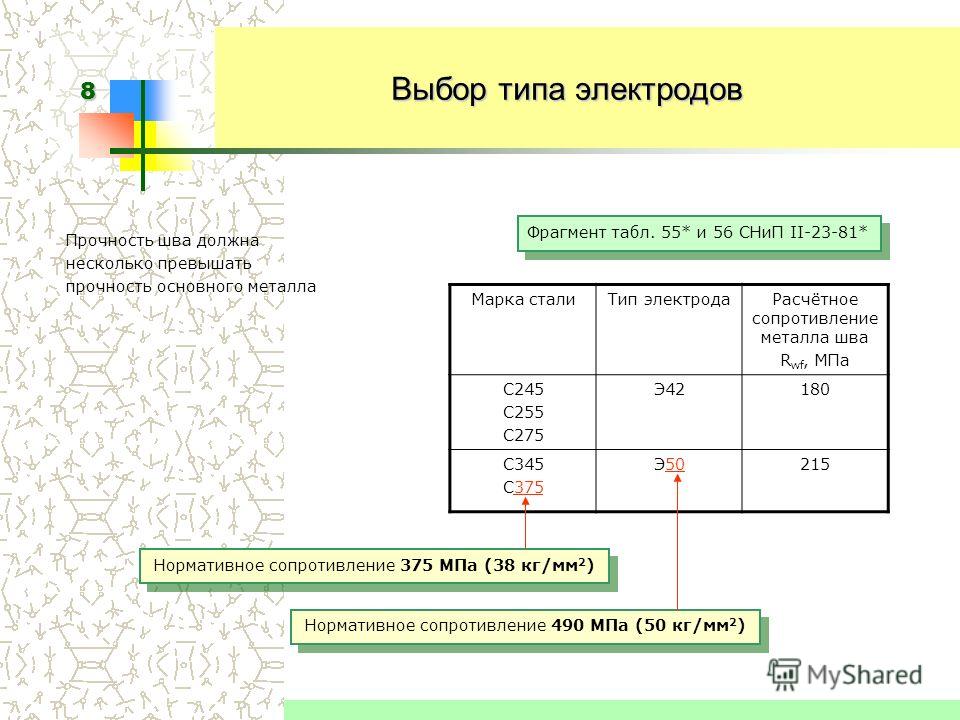 Экономичные электроды с одним переходом идеально подходят для применения в системах общего назначения и в системах с более чистой водой. Как правило, их не рекомендуется использовать с образцами, содержащими белки, органические вещества, тяжелые металлы, сульфиды, трис-буферы или любые другие биологические среды. Эти образцы будут реагировать со следовыми количествами серебра, присутствующими в электродах. Для этих применений рекомендуются электроды с двойным спаем, поскольку они имеют дополнительный барьер, предотвращающий эту реакцию. Электроды с двойным переходом также имеют тенденцию служить дольше для многих применений из-за этого дополнительного барьера.
Экономичные электроды с одним переходом идеально подходят для применения в системах общего назначения и в системах с более чистой водой. Как правило, их не рекомендуется использовать с образцами, содержащими белки, органические вещества, тяжелые металлы, сульфиды, трис-буферы или любые другие биологические среды. Эти образцы будут реагировать со следовыми количествами серебра, присутствующими в электродах. Для этих применений рекомендуются электроды с двойным спаем, поскольку они имеют дополнительный барьер, предотвращающий эту реакцию. Электроды с двойным переходом также имеют тенденцию служить дольше для многих применений из-за этого дополнительного барьера.
Хотя большинство эталонных ячеек имеют стеклянный спай, проницаемый для H+, также доступны электроды с эталонным спаем из ПТФЭ. Электроды с соединениями из ПТФЭ лучше подходят для использования с растворами высокой вязкости или с растворами, содержащими частицы, которые забивают обычные стеклянные соединения. Эти приложения могут включать измерение масел, красок, паст или чернил.
Также доступны различные специальные соединения электродов для конкретных применений:
Электроды эталонного типа
Серебро/хлорид серебра (Ag/AgCl)
Ag/AgCl — наиболее распространенный внутренний элемент этого типа, подходящий почти для всех применений (их температурный предел 176°F (80°C)).
Другим эталонным типом являются электроды Thermo Scientific™ ROSS™.Этот эталонный тип имеет внутренний эталон с окислительно-восстановительной парой йод/йод (I 2 /I).Внутренний эталон йод/йод в сочетании с платиновой проволокой создает окислительно-восстановительный потенциал. Это обеспечивает более быструю реакцию и лучшую стабильность с течением времени, чем электрод с серебряной проволокой и традиционным заполняющим раствором комплекса Ag/AgCl.Однако во всех многоразовых электродах ROSS используется внешний эталонный раствор 3M KCl.
Измерение температуры и температурная компенсация
Как и при любом измерении pH, учитывайте измерение температуры при выборе правильного электрода для приложения. pH раствора может сильно варьироваться в зависимости от температуры раствора, и любое изменение температуры образца также повлияет на показания.
pH раствора может сильно варьироваться в зависимости от температуры раствора, и любое изменение температуры образца также повлияет на показания.
Почти все счетчики имеют ручную или автоматическую температурную компенсацию в качестве стандартной функции. Ручная температурная компенсация требует, чтобы пользователь вручную ввел измеренное значение температуры измеряемого образца. Автоматическая температурная компенсация или ATC постоянно измеряет температуру и корректирует изменения в электроде и показаниях из-за изменения температуры раствора. Для измерения температуры требуется дополнительный датчик.
Выберите один из двух вариантов датчика при использовании расходомера с ATC. Одним из вариантов является использование датчика температуры, отдельного от рН-электрода. Тип подключения датчика ATC зависит от марки и модели расходомера, поэтому при выборе учитывайте это. Основным преимуществом использования отдельного температурного зонда является то, что он дает вашему измерителю гибкость, позволяющую использовать различные типы рН-электродов. Это удобно для различных изменений приложения или при размещении различных типов сэмплов. Зонд ATC также не нужно заменять, когда pH-электрод выходит из строя.
Это удобно для различных изменений приложения или при размещении различных типов сэмплов. Зонд ATC также не нужно заменять, когда pH-электрод выходит из строя.
Второй вариант — использование pH-электрода со встроенным элементом ATC. Этот тип электрода называется электродом «все в одном» или «три в одном». Электроды «все в одном» более удобны, поскольку в образец входит только один зонд. Поскольку эти датчики имеют электроды pH и ATC в одном блоке, обычно имеется два разъема. Один разъем обычно представляет собой стандартный разъем BNC для pH-части электрода. Другой разъем будет температурным разъемом электрода, характерного для марки рН-метра. Выбор универсального электрода может уменьшить количество вариантов электродов, доступных для глюкометра. Индивидуальные решения доступны по запросу. Многие портативные pH-метры также включают в себя как pH-электрод, так и электрод ATC в одном устройстве. pH-метры — это измерители, предназначенные для полевых и более тяжелых условий эксплуатации.
Тип соединения
К pH-метру подключаются различные соединения pH-электрода. Большинство pH-электродов поставляются с разъемом BNC. Датчики BNC будут совместимы с широким спектром измерительных приборов; однако это не относится к электродам со встроенной температурной компенсацией (ATC). Вот список наиболее распространенных типов соединений:
- • BNC — соединение BNC является наиболее распространенным и универсальным типом соединения электродов. в УВД
- • Стандарт США — это более старый стандарт, который используется реже
- • Штыревой наконечник — этот тип соединения использовался в основном с полуэлементными электродами, которые были заменены комбинированными электродами
В дополнение к pH-электроду, ATC также имеет специализированную связь. Датчики ATC менее универсальны, так как большинство производителей используют другой тип датчика температуры и тип соединения. Обычно лучше всего найти подходящий электрод ATC, заглянув в раздел «Принадлежности» руководства к рН-метрам. Вот несколько вариантов:
Вот несколько вариантов:
- • Мини-DIN
- • 8-контактный DIN
- • Тюльпан
- • 4-контактный
- • Штекер RCA
- • Гнездо Phono (3,5 мм или другое)
- • Узкие электроды – примерно от 6 до 8 мм в диаметре; увеличенная длина для использования с бутылями, сосудами и пробирками
- • Полумикроэлектроды – диаметром приблизительно от 6 до 8 мм; возможность измерения до 200 мкл размера образца
- • Прочные грушевидные электроды – более прочная конструкция для предотвращения поломки; отлично подходит для использования в полевых условиях
- • Электроды с наконечником копья – используются для прокалывания твердых или полутвердых образцов; сыры, мясо и т. д.; подходит для небольших объемов проб
- • Электроды с плоской поверхностью – используются для измерения рН поверхностей, твердых веществ или гелей; подходит для небольших объемов проб
- • pH-электроды PerpHecT™ – специально разработаны для использования с pH-метрами Thermo Scientific™ PerpHecT™; Функция температурной компенсации LogR позволяет одновременно измерять pH и температуру без использования отдельного датчика ATC.

- • Электроды из сурьмы – специально разработаны для устойчивости к фтористоводородной кислоте, поскольку они не содержат стекла. Как правило, они могут выдерживать концентрацию кислоты HF до 5%. Основная проблема при использовании сурьмяного зонда заключается в том, что они имеют другое смещение, чем стандартные зонды. При рН 7 показание мВ составляет около –400 мВ ±30 мВ, а наклон составляет около 50 мВ/рН по сравнению с 59 мВ. Требуется измеритель, который может компенсировать это, и его может быть труднее найти.
Руководство по выбору электродов для определенных областей применения
- • Биологические образцы — электрод с двойным спаем или ROSS
- • Фармацевтика — электрод с двойным спаем или ROSS
- • Плавиковая кислота — электрод на основе сурьмы или HF
- • Образцы с низкой ионной силой и кислотные дожди — AccuFlow или смываемые модели
- • Бойлер питательная вода и дистиллированная вода – AccuFlow или модели с промывкой
- • Питьевая вода – стандартный Ag/AgCl с одинарным спаем
- • Сточные воды – двойной спай или электрод ROSS
- • Растворы с тяжелыми металлами — Двойной спай
- • Образцы почвы — Почвенный электрод или двойной спай
- • pH >9 и высокий Na + — Большинство электродов с одинарным или двойным спаем, Ag/AgCl
- • Высокий или быстро меняющийся температура – типы ROSS
- • Влажные плоские поверхности – тип плоской поверхности
- • Сыр, агар, бумага и кожура – тип плоской поверхности
- • Полутвердые образцы – наконечник копья, Ag/AgCl, ISFET
- • фрукты, сыр, и мясо – Наконечник копья, Ag/AgCl, ISFET
- • Неводные образцы, растворители и спирты — типы AccuFlow, промываемые стили или двойное сочленение
- • Вязкие образцы, суспензии, взвешенные твердые частицы и шламы — стили AccuFlow, промываемые стили, двойное сочленение или ISFET
- • Эмульсии и масла — модели AccuFlow, смываемые модели, двойное соединение или ISFET
- • Краски и чернила — модели AccuFlow, модели с промывкой, двойное соединение или ISFET
используются вместе для завершения цепи рН.
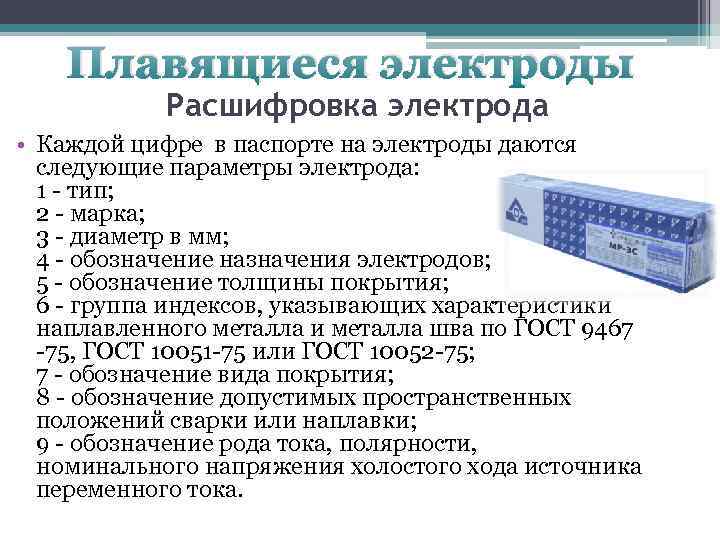 Большинство электродов, которые мы предлагаем, представляют собой комбинированные электроды, в которых обе полуэлемента находятся в одном зонде.
Большинство электродов, которые мы предлагаем, представляют собой комбинированные электроды, в которых обе полуэлемента находятся в одном зонде.Чувствительные полуэлементы
Чувствительные полуэлементы представляют собой измерительную часть электродной системы и содержат рН-чувствительную мембрану.
Стекло по сравнению с датчиками ISFET
Стеклянная мембрана или колба электрода сконструирована для использования в особых условиях. Различные типы стеклянных мембран могут укрепить электрод, расширить его температурный диапазон или предотвратить погрешность измерения натрия при высоких значениях pH.
- Стекло общего назначения: различные диапазоны pH, температуры до 212°F (100°C).
- Синее стекло: pH 0-13, температура до 230°F (110°C)
- Янтарное стекло: pH 0-14, температура до 230°F (110°C), ошибка с низким содержанием натрия (Na + ) (В растворах с высокой концентрацией Na + Na + может быть неверно истолкован как H + при pH 12 и выше. )
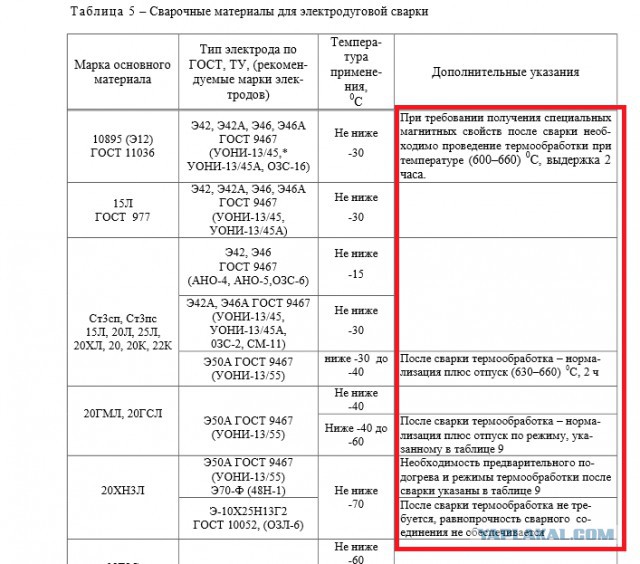 )
)также предлагает твердотельные ISFET (ион-специфические полевые транзисторы) электроды. Нестеклянная измерительная поверхность не бьется и легко протирается при хранении в сухом виде — отлично подходит для использования в пищевой промышленности.
Эпоксидный или стеклянный корпус
Электроды с эпоксидным корпусом ударопрочны и идеально подходят для грубого обращения, но их нельзя использовать при более высоких температурах или для неорганических материалов. Электроды со стеклянным корпусом выдерживают высокие температуры и коррозионно-активные материалы или растворители.
| .0907 |
Эталонные полуэлементы
Эталонные полуэлементы обеспечивают эталонный потенциал, необходимый для измерения pH. Наш выбор электродов включает в себя различные варианты эталонных ячеек:
Одинарный или двойной переход
В комбинированных электродах электрод сравнения позволяет ионам H + свободно проходить между эталонной и воспринимающей полуячейками. для завершения электрической цепи. Экономичные однопереходные электроды идеально подходят для универсальных применений. Используйте электроды с двойным соединением с растворами, содержащими сульфиды, тяжелые металлы или трис-буферы, чтобы предотвратить загрязнение эталонной ячейки.
для завершения электрической цепи. Экономичные однопереходные электроды идеально подходят для универсальных применений. Используйте электроды с двойным соединением с растворами, содержащими сульфиды, тяжелые металлы или трис-буферы, чтобы предотвратить загрязнение эталонной ячейки.
Хотя большинство эталонных ячеек имеют проницаемый стеклянный переход H + , также доступны электроды с эталонными спаями из ПТФЭ, которые можно использовать с растворами, которые могут засорить обычные стеклянные переходы.
Серебро/хлорид серебра (Ag/AgCl) в сравнении с каломелем (Hg/Hg
2 Cl 2 )
Ag/AgCltemp является наиболее распространенным внутренним элементом, подходит практически для всех применений : 176°F (80°C)]. Hg/Hg 2 Cl 2 рекомендуется для использования в растворах, содержащих белки, органические соединения или тяжелые металлы, которые могут вступать в реакцию с серебром и засорять холодный спай [температурный предел: 158°F (70°C)].