Марка инструментальной высококачественной стали: Марки инструментальной стали.
alexxlab | 26.06.1985 | 0 | Разное
марки, особенности закалки и отжига
В его состав стали могут входить различные легирующие добавки — марганец, свинец, хром, никель, фосфор и другие. Главной функцией легирующих добавок является улучшение свойства материала — повышение прочности, снижение коррозийного потенциала, улучшение электропроводности. Особое положение занимают так называемые инструментальные стали, из которых делают различные детали и инструменты (топоры, иголки, зубила, кувалды, молотки и так далее). Но какими физико-химическими особенностями обладают инструментальные стали? Как их производят? И какие существует основные марки таких сталей?
Содержание
- 1 Основные особенности
- 2 Виды углеродистой стали
- 3 Марки и категории
- 4 Особенности закалки, отжига
- 5 Несколько слов о маркировке
- 6 Заключение
Основные особенности
Инструментальная сталь — это такая сталь, в состав которой входит не менее 0,7% углерода. В ее состав могут входить и некоторые другие легирующие компоненты (свинец, хром, алюминий, никель, фосфор). Однако их содержание в большинстве случаев невелико — менее 0,1%. Так как инструментальные стали содержат повышенное количество углерода, их очень часто называют углеродистыми. Подобное терминологическое словоупотребление не совсем корректно с точки зрения ГОСТ, однако обыкновенные люди часто используют такое название на бытовом уровне.
Однако их содержание в большинстве случаев невелико — менее 0,1%. Так как инструментальные стали содержат повышенное количество углерода, их очень часто называют углеродистыми. Подобное терминологическое словоупотребление не совсем корректно с точки зрения ГОСТ, однако обыкновенные люди часто используют такое название на бытовом уровне.
По составу различают качественные и высококачественные инструментальные стали. Их особенности:
- Качественные сплавы. Главный критерий — низкое содержание серы (до 0,03%) и фосфора (до 0,035%). Низкая концентрация легирующих веществ делает сплав твердым и прочным. Детали из этого сплава не ломаются, не деформируются, сохраняют форму при ударе и нагреве. Качественные сплавы не имеют специальной маркировки в виде буквы А в конце буквенно-числового обозначения стали.
- Высококачественные сплавы. Главный критерий — сверхнизкое содержание серы (до 0,02%) и фосфора (до 0,03%). По физико-химическим свойствами высококачественные сплавы повторяют просто качественные.
 Но за счет более низкого содержания легирующих добавок высококачественные сплавы обладают более высокой прочностью, не ржавеют, не гнутся при нагреве и так далее. Высококачественные сплавы имеют специальную маркировку в виде буквы А в конце буквенно-числового обозначения марки стали.
Но за счет более низкого содержания легирующих добавок высококачественные сплавы обладают более высокой прочностью, не ржавеют, не гнутся при нагреве и так далее. Высококачественные сплавы имеют специальную маркировку в виде буквы А в конце буквенно-числового обозначения марки стали.
 Но за счет более низкого содержания легирующих добавок высококачественные сплавы обладают более высокой прочностью, не ржавеют, не гнутся при нагреве и так далее. Высококачественные сплавы имеют специальную маркировку в виде буквы А в конце буквенно-числового обозначения марки стали.
Но за счет более низкого содержания легирующих добавок высококачественные сплавы обладают более высокой прочностью, не ржавеют, не гнутся при нагреве и так далее. Высококачественные сплавы имеют специальную маркировку в виде буквы А в конце буквенно-числового обозначения марки стали.Сплав инструментальных сталей высокопрочный. Поэтому из него часто делают различные инструменты. Это молотки, отвертки, пилы, оборудование для механических или электронных устройств. За счет прочности сплава инструменты сохраняют свою форму даже при длительной эксплуатации. Чистые инструментальные сплавы обладают пониженными антикоррозийными свойствами, поэтому в состав многих сплавов добавляют легирующие добавки, снижающие коррозийную активность материала. В качестве легирующих добавок применяют хром, вольфрам, алюминий и другие вещества.
Виды углеродистой стали
- Инструментальные углеродистые стали стандартного типа. Отличаются средним или высоким содержанием углерода (более 0,7%) и низким содержанием легирующих добавок (суммарно менее 1%). Обладают неплохими физическими свойствами — высокая прочность, устойчивость при ударе или деформации, химическая инертность, низкий коррозийный потенциал. Применяются для изготовления ручных, механических и электронных инструментов.
- Легированные. По составу похожи на предыдущую марку, однако содержат повышенное количество легирующих добавок. Содержание легирующих веществ от 1 до 20%. В качестве дополнительных компонентов чаще всего выступают хром или вольфрам. Эти добавки улучшают антикоррозийные свойства материала, что хорошо сказывается на сроке годности деталей. Также в металл могут вноситься и другие добавки — алюминий, марганец, кремний, медь, азот, кобальт, бор, никель. Их назначение — увеличение пластичности, повышение прочности, снижение электрического потенциала, снижение магнитных свойств.
- Быстрорежущие. Представляет собой особую разновидность легированного сплава, который прошел специальную финальную обработку. Основные легирующие добавки — углерод (0,7-1,5%), хром (3-4%), вольфрам (0-18%), молибден (0,5-6%), кобальт (0-9%). Материал обладает высокой прочностью и прекрасно сохраняет форму при физической деформации, ударе или высокотемпературном нагреве. Поэтому из него делают различное режущие оборудование — дисковые пилы, ножи, лезвия, хирургические инструменты. Материал проходит многократную закалку, отпуск, что усложняет его производство, увеличивает себестоимость.
- Валковые. Материал содержит ряд легирующих добавок (алюминий, кремний, ванадий), улучшающих прочность и пластичность металла. Валковую сталь обычно выплавляют в виде длинных пластин или листов, которые потом нарезаются на нужные детали. Сфера применения — изготовление опорных, прокатных, листовых валков. Также из валковых материалов делают небольшие плоские инструменты для резки металла — обрезные матрицы, пуансоны, ножи, рамные пилы. На финальном этапе обработки материал может проходить отпуск или закалку в цехах для улучшения физических свойств металла.
- Штамповые. Материал содержит среднее количество углерода (от 0,7 до 1,5%) и небольшое количество легирующих добавок (алюминий, хром, никель, марганец). Главное отличие материала заключается в том, что на финальном этапе выплавки материал проходит штамповку. Это обуславливает ряд физических свойств материала — повышенная устойчивость, минимальный риск образования трещин, высокая теплопроводность, устойчивость к образованию окалины. На этапе выплавки материал отличается высокой вязкостью, однако после застывания он становится прочным и однородным. Высокая вязкость при нагреве позволяет упростить процедуру штамповки, а также улучшает теплопроводность металла после остывания.
 Обладают неплохими физическими свойствами — высокая прочность, устойчивость при ударе или деформации, химическая инертность, низкий коррозийный потенциал. Применяются для изготовления ручных, механических и электронных инструментов.
Обладают неплохими физическими свойствами — высокая прочность, устойчивость при ударе или деформации, химическая инертность, низкий коррозийный потенциал. Применяются для изготовления ручных, механических и электронных инструментов. Материал обладает высокой прочностью и прекрасно сохраняет форму при физической деформации, ударе или высокотемпературном нагреве. Поэтому из него делают различное режущие оборудование — дисковые пилы, ножи, лезвия, хирургические инструменты. Материал проходит многократную закалку, отпуск, что усложняет его производство, увеличивает себестоимость.
Материал обладает высокой прочностью и прекрасно сохраняет форму при физической деформации, ударе или высокотемпературном нагреве. Поэтому из него делают различное режущие оборудование — дисковые пилы, ножи, лезвия, хирургические инструменты. Материал проходит многократную закалку, отпуск, что усложняет его производство, увеличивает себестоимость. Главное отличие материала заключается в том, что на финальном этапе выплавки материал проходит штамповку. Это обуславливает ряд физических свойств материала — повышенная устойчивость, минимальный риск образования трещин, высокая теплопроводность, устойчивость к образованию окалины. На этапе выплавки материал отличается высокой вязкостью, однако после застывания он становится прочным и однородным. Высокая вязкость при нагреве позволяет упростить процедуру штамповки, а также улучшает теплопроводность металла после остывания.
Главное отличие материала заключается в том, что на финальном этапе выплавки материал проходит штамповку. Это обуславливает ряд физических свойств материала — повышенная устойчивость, минимальный риск образования трещин, высокая теплопроводность, устойчивость к образованию окалины. На этапе выплавки материал отличается высокой вязкостью, однако после застывания он становится прочным и однородным. Высокая вязкость при нагреве позволяет упростить процедуру штамповки, а также улучшает теплопроводность металла после остывания.Марки и категории
Различают множество категорий инструментальных сталей — У7, У7А, У8, У8ГА, У9 и другие. Самые используемые материалы марок У7А, У8, У8А и У9, поскольку они отличаются высокой прочностью, устойчивостью к нагреву, не деформируются при ударе. Марки У10 и выше также отличаются хорошей прочностью, однако они становятся пластичными при длительном контакте с высокими температурами, что снижает их универсальность. Основные марки инструментальных сталей:
| Категория | Марки | Физические особенности |
| Углеродистая, стандартная | У7, У7А | Марки отличаются хорошей прочностью, низкой электропроводностью, низким риском коррозии.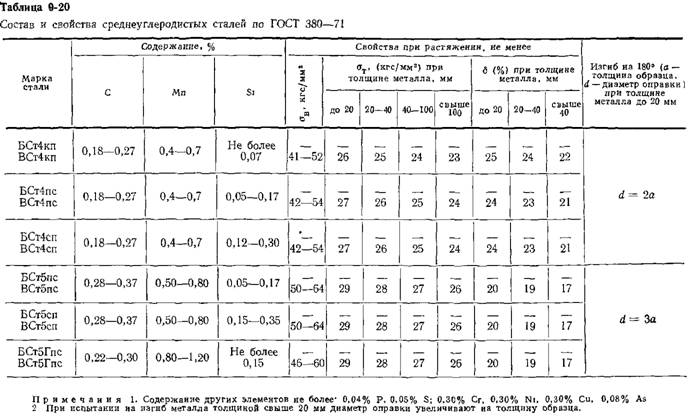 Подходят для производства деревообрабатывающих инструментов — топоры, стамески, долота. Также могут применяться для изготовления зубил, иголок, плоскогубцев, кусачек, молотков, ручных пил, крючков. Подходят для производства деревообрабатывающих инструментов — топоры, стамески, долота. Также могут применяться для изготовления зубил, иголок, плоскогубцев, кусачек, молотков, ручных пил, крючков. |
| Углеродистая, повышенной прочности | У8, У9 + подвиды | Марки обладают повышенной прочностью, но хуже переносят локальный или общий нагрев. Поэтому их используют для производства деревообрабатывающего оборудования — топоры, стамески, станковое оборудование, пилы, ролики. Также могут применяться для производства мелких деталей, которые не будут подвергаться нагреву — запчасти для часов, иголки, крючки, заклепки, гвозди, болты, шурупы. |
| Углеродистая, стандартной или повышенной прочности, с легирующими добавками или без них | У10, У11 + подвиды | Марки хорошо выдерживают деформацию и локальный нагрев до невысоких температур, отличаются пониженным риском коррозии. Легирующие добавки могут улучшать физические свойства марок (устойчивость к нагреву, пониженный риск коррозии, повышенная пластичность). Основные запчасти — сверла, ленточные пилы, фрезы, ролики, шаберы, напильники. Некоторые марки применяются для изготовления медицинского оборудования, деталей для электронных инструментов. Основные запчасти — сверла, ленточные пилы, фрезы, ролики, шаберы, напильники. Некоторые марки применяются для изготовления медицинского оборудования, деталей для электронных инструментов. |
| Углеродистая, повышенной или стандартной прочности, без легирующих добавок | У12, У12А | Марки относятся к категории грубых сталей, отличающихся пониженным классом точности. Сфера применения — производство прочных запчастей или деталей, которые не будут нагреваться до средних, высоких температур. Примеры запчастей — резцы, молотки, топоры, ручные пилы, напильники. |
| Углеродистая, стандартной или повышенной прочности, без легирующих добавок | У13, У13А | Марки относят к группе грубых сталей, которые становятся пластичными при нагреве. Обладают пониженным классом точности, поэтому эти марки используют для производства ручных обрабатывающих инструментов. Примеры — напильники, лезвия, надфили, инструменты для гравировки, хирургическое оборудование. |
Особенности закалки, отжига
Многие категории инструментальных сталей подвергаются закалке, отжигу для улучшения физических свойств материала. Для закалки инструмент нагревается в соляных ваннах — это позволяет распределить тепло равномерно по всей поверхности металла. Быстрорежущие металлы нагреваются ступенчато с помощью трех ванн:
Для закалки инструмент нагревается в соляных ваннах — это позволяет распределить тепло равномерно по всей поверхности металла. Быстрорежущие металлы нагреваются ступенчато с помощью трех ванн:
- В первой ванне температура находится в пределах от 400 до 550 градусов. Металл сперва помещаются в эту ванну на срок не более 1 часа.
- После равномерного обогрева запчасти деталь переносят в другую соляную ванну, где температура будет на 200-300 градусов выше.
- После нагрева деталь вновь переносят в третью ванну, где температура составляет 1250-1300 градусов. В этой ванне проходит финальная закалка металла.
Ступенчатая закалка позволяет равномерно распределить мартенсит, аустенит по всему материалу, что благоприятно сказывается на его физических свойствах. Чтобы расплавить часть аустенита, нужно выполнить финальный отпуск в ванне, температура которой составляет не более 550 градусов. Отпуск рекомендуется повторять хотя бы 3 раза, чтобы снизить количество аустенита ниже критического уровня. Для дополнительной закалки можно также применять технологию обработки холодом. Для этого закаленный металл следует поместить в емкость с жидким материалом, температура которого составляет от -100 до -50 градусов. Низкотемпературная закалка выполняется в один этап, повторная закалка не требуется, что связано с особенностью расплава аустенита при низких температурах.
Для дополнительной закалки можно также применять технологию обработки холодом. Для этого закаленный металл следует поместить в емкость с жидким материалом, температура которого составляет от -100 до -50 градусов. Низкотемпературная закалка выполняется в один этап, повторная закалка не требуется, что связано с особенностью расплава аустенита при низких температурах.
Несколько слов о маркировке
Все инструментальные стали имеют специальное буквенно-числовое обозначение. По ГОСТ этот код должен наноситься на все упаковки со стальными деталями, а в ряде случаев обозначение должно наноситься и на саму деталь. В случае транспортировки детали на территорию другого государства маркировка наносится в обязательном порядке. Также должны быть учтены государственные стандарты принимающей сторон. Скажем, государство может потребовать, чтобы помимо отечественной маркировки на нее наносился дополнительный код, соответствующий национальному законодательству.
Код ГОСТ имеет следующую структуру: X1 X2 Y Z. Расшифровка будет такой:
Расшифровка будет такой:
- X1 — этот показатель отражает высокое содержание углерода в сплаве. Переменная X1 может принимать только одно значение — символ У. Так как инструментальные сплавы содержат повышенное количество углерода, то этот символ указывается всегда. Поэтому по факту у всех инструментальных сплавов код начинает с символа У.
- X2 — этот показатель отражает концентрацию углерода в десятых долях процента. Минимальное значение, которое может принимать инструментальная сталь, равно 7 (что ясно из определения этой стальной марки). Формально значение X2 не ограничено, однако по факту содержание углерода в инструментальных сплавах редко составляет более 1,2%. Поэтому обычно переменная X2 находится в пределах от 7 до 12.
- Y — этот показатель указывает на наличие легирующих добавок. Основная легирующая добавка — это марганец, из-за которой переменная может принимать значение Г. В качестве легирующих веществ могут также использоваться хром (символ X), вольфрам (символ В) и другие. Обратите внимание, что при отсутствии легирующих добавок переменная Y будет отсутствовать.
- Z — этот показатель указывает на категорию сплава (качественная или высококачественная). Если сплав является высококачественным, то ставится буква А. Если сплав является просто качественным, то какие-либо символы не ставятся.
 Обратите внимание, что при отсутствии легирующих добавок переменная Y будет отсутствовать.
Обратите внимание, что при отсутствии легирующих добавок переменная Y будет отсутствовать.Давайте теперь разберем несколько примеров, чтобы понимать, как расшифровывается та или иная марка стали:
- Скажем, у нас имеется деталь марки У8ГА. Символы У и 8 означают, что в состав материала входит повышенное содержание углерода, а точная концентрация углерода составляет 0,8%. Буква Г указывается на то, что в сплаве содержится марганец. Буква отражает тот факт, что сталь является высококачественной.
- Теперь рассмотрим другой пример. У нас имеется сплав с маркировкой У12. Символы У и 12 указывают на то, что в составе сплава содержит углерод в концентрации 1,2%. Переменная Y отсутствует — это значит, что материал не содержит легирующие добавки в значительных количествах. Также у сплава нет буквы А в конце кода — это значит, что материал относится к категории качественных (но не высококачественных).
 Также у сплава нет буквы А в конце кода — это значит, что материал относится к категории качественных (но не высококачественных).
Также у сплава нет буквы А в конце кода — это значит, что материал относится к категории качественных (но не высококачественных).Заключение
Углеродистые инструментальные стали — стальной сплав, который содержит не менее 0,7% углерода. Материал обладает хорошими физическими свойствами — высокая прочность, хорошая пластичность, низкий риск коррозии, сохранение формы при ударе. Сплав обладает простой выплавкой, что хорошо сказывается на себестоимости материала. Чтобы улучшить свойства металла, в него добавляют различные легирующие добавки — хром, вольфрам, кобальт, алюминий и другие.
Сера и фосфор ухудшают физические свойства материала, поэтому их содержание должно составлять менее 0,03% для серы и менее 0,035% для фосфор. Если металл содержит до 0,02% серы и до 0,03% фосфора, то его называют высококачественным. Из инструментальных углеродистых сплавов делают различные инструменты — молотки, пилы, ролики, отвертки, кусачки и так далее. В зависимости от состава и способов обработки различают несколько категорий стали. Основные типы — стандартная сталь, легированная, быстрорежущая, валковая, штамповая. Популярные марки — У7А, У8, У8А, У9. По ГОСТ инструментальные сплавы должны иметь специальную маркировку в виде буквенно-числового кода.
Основные типы — стандартная сталь, легированная, быстрорежущая, валковая, штамповая. Популярные марки — У7А, У8, У8А, У9. По ГОСТ инструментальные сплавы должны иметь специальную маркировку в виде буквенно-числового кода.
Используемая литература и источники:
- Технология конструкционных материалов. Под ред. А. М. Дальского. — М.: «Машиностроение», 1958.
- Марочник сталей и сплавов / В. Г. Сорокин, А. В. Волосникова, С. А. Вяткин, и др. Под общ. ред. В. Г. Сорокина. — М.: Машиностроение, 1989.
- ГОСТ 1435-99 Прутки, полосы и мотки из инструментальной нелегированной стали. Общие технические условия
описание углеродистых, легированных и быстрорежущих
Инструментальная сталь — это материал, который на более чем на 0,7% состоит из углерода. Ее ключевыми характеристиками является твердость и прочность, их максимальные показатели достигаются при термической обработки стали. Ее преимущественно используют при изготовлении разных инструментов.
Так называется сталь, содержащая более 0,7% углерода. Ее основными характеристиками являются прочность и твердость, которые достигают максимальных показателей после термической обработки. Основное применение такого стального материала — изготовление инструментов.
Преимущества и ассортимент
Инструментальная сталь является одним из наиболее востребованных материалов на рынке. Сплав имеет высокую твердость и невысокую стоимость. Однако имеется и недостаток у материала — его низкая износостойкость, поэтому его не применяют для производства машинных деталей и оборудования, которое подвергается постоянным нагрузкам.
Сортамент данного материала следующий:
- горячекатаные квадраты и круги;
- кованые полосы, круги и квадраты.
О маркировке инструментальных сталей
Для определения вида инструментальной стали требуется знание маркировки, которая включает в себя как буквенные, так и цифровые обозначения. Разобраться в этом несложно. Очень часто в маркировке сплавов встречается буква «У». Она означает, что перед вами углеродистая сталь. Цифры, идущие следом за такой буквой, говорят о содержании углерода в сплаве, исчисляемом в десятых долях процента. Встречается в маркировке углеродистых инструментальных сталей и буква «А», указывающая на то, что сплав относится к высококачественным.
Разобраться в этом несложно. Очень часто в маркировке сплавов встречается буква «У». Она означает, что перед вами углеродистая сталь. Цифры, идущие следом за такой буквой, говорят о содержании углерода в сплаве, исчисляемом в десятых долях процента. Встречается в маркировке углеродистых инструментальных сталей и буква «А», указывающая на то, что сплав относится к высококачественным.
Маркировка инструментальной стали (на примере углеродистой) с указанием содержания дополнительных элементов
Большую категорию инструментальных сталей составляют быстрорежущие сплавы, которые обозначаются буквой «Р». После этой буквы следуют цифры, по которым можно определить содержание основного легирующего элемента для сталей данной категории — вольфрама.
Основные виды
Такой вид материалов подразделяется на такие три основные категории:
- инструментальные углеродистые стали;
- легированные инструментальные стали;
- быстрорежущие.
Все они производятся согласно установленному ГОСТу.
Углеродистые виды материала во время нагревания теряют свою прочность, соответственно, их используют для производства инструментов, которые работают на малых скоростях или при простых условиях резания, когда температура нагревания составляет не больше 200 градусов.
Преимущественно их применяют для производства:
- напильников;
- сверл;
- разверток;
- метчиков и не только.
Поскольку углеродистая инструментальная сталь обладает низкими показателями свариваемости, ее не используют при изготовлении сварных конструкций.
В зависимости от процентного соотношения содержания в материале углерода, марганца, кремния, серы и других элементов он подразделяется на такие марки, как:
- У7;
- У8;
- У8Г;
- У10 и прочие.
Легированные материалы и их маркировка
Легированные материалы в составе дополнительно содержат следующие элементы:
- никель;
- медь;
- марганец и т. д.
 д.
д.Все они улучшают характеристики материала. Легирующие элементы должны указываться при маркировке с помощью специальных обозначений буквами. Все это позволяет заранее увидеть, из чего состоит данная инструментальная сталь. Марки материала также могут включать не только буквы, но и цифры. Цифры указывают на то, в каком количестве тот или иной элемент содержится в стали в процентном соотношении. Если при маркировке цифра не ставится, то количество элемента равно около 1 процента.
При маркировке легированной стали на первом месте стоит количество углерода, которое равно десятым долям процента. Например, марка 6ХС содержит углерод в количестве 0,6%, а также по одному проценту кремния и хрома.
Инструментальные легированные стали преимущественно используются для производства штамповых или режущих инструментов, к ним относят:
- плашки;
- метчики;
- развертки;
- сверла;
- фрезы и не только.
Как и углеродистые стали, легированные материалы тоже непригодны для производства сварных конструкций.
Быстрорежущие стали
Маркировка быстрорежущих материалов состоит из буквы «Р», числа, указывающего на массовую долю вольфрама и букв элементов, присутствующих в составе материала. Это могут быть кобальт, молибден и другие. Далее идут цифровые значения их массовых долей. Если маркировка включает буквы «Ш», то это значит «электрошлаковый переплав».
Доля хрома в быстрорежущей стали при маркировке не указывается, также отсутствует указание массовой доли молибдена, если она не превышает отметку в один процент.
Такие виды материалов оптимально подходят для производства режущих инструментов, которые от трения нагреваются до температуры от 600 до 6500 градусов. При этом они не будут деформироваться, и терять свою твердость. Данный вид изделий хорошо поддается свариванию посредством стыковой электросварки со сталью таких марок, как 45 и 40Х.
Особенности закалки, отжига
Многие категории инструментальных сталей подвергаются закалке, отжигу для улучшения физических свойств материала. Для закалки инструмент нагревается в соляных ваннах — это позволяет распределить тепло равномерно по всей поверхности металла. Быстрорежущие металлы нагреваются ступенчато с помощью трех ванн:
Для закалки инструмент нагревается в соляных ваннах — это позволяет распределить тепло равномерно по всей поверхности металла. Быстрорежущие металлы нагреваются ступенчато с помощью трех ванн:
- В первой ванне температура находится в пределах от 400 до 550 градусов. Металл сперва помещаются в эту ванну на срок не более 1 часа.
- После равномерного обогрева запчасти деталь переносят в другую соляную ванну, где температура будет на 200-300 градусов выше.
- После нагрева деталь вновь переносят в третью ванну, где температура составляет 1250-1300 градусов. В этой ванне проходит финальная закалка металла.
Ступенчатая закалка позволяет равномерно распределить мартенсит, аустенит по всему материалу, что благоприятно сказывается на его физических свойствах. Чтобы расплавить часть аустенита, нужно выполнить финальный отпуск в ванне, температура которой составляет не более 550 градусов. Отпуск рекомендуется повторять хотя бы 3 раза, чтобы снизить количество аустенита ниже критического уровня. Для дополнительной закалки можно также применять технологию обработки холодом. Для этого закаленный металл следует поместить в емкость с жидким материалом, температура которого составляет от -100 до -50 градусов. Низкотемпературная закалка выполняется в один этап, повторная закалка не требуется, что связано с особенностью расплава аустенита при низких температурах.
Для дополнительной закалки можно также применять технологию обработки холодом. Для этого закаленный металл следует поместить в емкость с жидким материалом, температура которого составляет от -100 до -50 градусов. Низкотемпературная закалка выполняется в один этап, повторная закалка не требуется, что связано с особенностью расплава аустенита при низких температурах.
Классификация
Все марки для производства подразделяются на следующие группы:
- теплостойкие и вязкие — обычно это заэвтектоидные и доэвтектоидные стали, включающие хром, молибден и вольфрам. Углерод в сталях должен соответствовать низким и средним значениям;
- высокотвердые и вязкие, а также нетеплостойкие — в сплавах содержится минимум легированных элементов, а также среднее количество углевода, отличающиеся малой прокаливаемостью;
- Высокотвердые и теплостойкие, а также износостойкие — это быстрорежущие легированные стали с большим содержанием легированных элементов, сплавы с ледебуритной структурой, в которых содержится более 3 процентов углерода;
- износостойкие, высокотвердые со средней теплостойкостью — материалы имеют заэвтектоидную и ледебуритную структуру, в их составе содержится примерно 2−3 процента углерода и 5−12 процентов хрома;
- высококачественная и качественная инструментальная сталь — отличаются друг от друга по процентному соотношению присутствия в них серы и фосфора;
- высокотвердые и нетеплостойкие — эти инструментальные стали с заэвтектоидной структурой вообще не включают в себя легированные элементы, или же они присутствуют в минимальном количестве. Уровень их твердости обеспечивается за счет большого количества углерода в составе.
Уровень твердости — очень важный параметр для рассматриваемого материала. Обычно высокотвердые стали не используют для производства инструментов, которые во время эксплуатации подвергаются ударным сильным нагрузкам. Это происходит за счет того, что эти сплавы имеют невысокую вязкость и большую хрупкость, из-за чего инструмент, которых из них сделан, может сломаться.
По уровню твердости данные стальные материалы бывают с высоким уровнем вязкости, где углерода содержится 0,4 -0,7% или же с большой износостойкостью и твердостью, где количество углевода равно 0,7−1,5%.
Отличаются стали и по степени своей прокаливаемости. По этому критерию они подразделяются на:
- изделия с повышенной прокаливаемостью, где диаметр прокаливания составляет от 80 до 100 мм;
- высокой — диаметр от 50 до 80 мм;
- низкой — от 10 до 25 мм соответственно.
 ” src=”https://www.youtube.com/embed/hjDm5y5LPmA?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
” src=”https://www.youtube.com/embed/hjDm5y5LPmA?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””> Общие сведения
Сталь, процент углерода в которой составляет более 0,7%, называют инструментальной. В основе фазовой структуры лежит мартенсит и только в некоторых случаях ледибурит.
Используется главным образом в машиностроении в качестве материала для производства инструмента по обработке черных и цветных сплавов.
Инструментальную сталь отличает ряд особенностей по сравнению с конструкционной. Среди них наиболее важными являются:
- Повышенная твердость, которая составляет 60-65 единиц по шкале Роквелла.
- Дополнительная прочность. Временное сопротивление на разрыв не должно быть ниже 900 МПа.
- Способность сопротивляться воздействию абразивного износа.
- Высокая прокаливаемость — свойство сталей термически упрочняться.
- Красностойкость, которая характеризует металл с точки зрения способности сохранять свои прочностные характеристики при увеличении температурного воздействия на него.
Согласно государственным стандартам предусмотрены следующие разновидности инструментальных марок, исходя из их технологического назначения:
- Инструментальные углеродистые стали ГОСТ 1435-99. Помечаются буквой «У» в начале маркировки. Цифра, следующая далее в обозначении, показывает углеродистую составляющую: У12, У10 и т.д. Размерность берется в сотых долях процента. В конце может ставиться буква «А» (например, У10А), которая показывает, что данная инструментальная сталь имеет уменьшенное количество отрицательных включений. В частности, это относится к сере и фосфору, элементам, ответственным за ухудшение механических свойств стального сплава.
- Легированные инструментальные стали ГОСТ 5950-2000. Цифра, стоящая в начале, показывает сотую долу процента карбидов в стали. В случае ее отсутствия значение данного параметра принимается равным 1%. Далее следует буквенное обозначение легирующих элементов с указанием цифрами их содержания в целых долях процента: Х, 5ХВГ, 9ХС и прочее.
- Быстрорежущие инструментальные стали ГОСТ 19265-73. В технической документации маркируются буквой «Р». Цифрой за ней обозначают ориентировочное содержание вольфрама – базового химического компонента для данной стали. Помимо него быстрорезы могут включать в своем составе кобальт и ванадий. Они также указываются в маркировке соответствующими буквами: К и Ф. Содержание хрома во всех быстрорежущих сталях колеблется в пределах 3-4%. По этой причине его не обозначают в маркировке.
- Штампованные инструментальные стали ГОСТ 1265-74. Маркируется данный вид сталей аналогично легированным. По характеру применения они бывают штампованными сталями холодной и горячей деформации.
 Далее следует буквенное обозначение легирующих элементов с указанием цифрами их содержания в целых долях процента: Х, 5ХВГ, 9ХС и прочее.
Далее следует буквенное обозначение легирующих элементов с указанием цифрами их содержания в целых долях процента: Х, 5ХВГ, 9ХС и прочее.Инструментальные стали и сплавы
Углеродистая режущая сталь. Первым материалом для производства режущего инструмента применяли углеродистую режущую сталь, это материал известен уже давно, хорошо изучен и представляет собой следующие марки стали: У9А, У10А, У12А и У13А, число в которых указывает на десятые доли % углерода в его составе. Материал закаливается до показателя твёрдости 61 — 63 HRC. Механическая прочность режущего инструмента из этого материала достаточно высока, но этот материал имеет минимальный ресурс работы из всех известных инструментальных сталей и сплавов в связи с его низкой теплостойкостью и износостойкостью.
Материал закаливается до показателя твёрдости 61 — 63 HRC. Механическая прочность режущего инструмента из этого материала достаточно высока, но этот материал имеет минимальный ресурс работы из всех известных инструментальных сталей и сплавов в связи с его низкой теплостойкостью и износостойкостью.
Низколегированные инструментальные стали — это углеродистая инструментальная сталь с невысоким содержанием (до 1%) легирующих добавок, таких как: ванадий, кремний, вольфрам, марганец, хром. Данный режущий материал имеет соответствующую маркировку, например: Х6ВФ, 95ХГСВФ, 9ХС, ХВГ. Указанные марки являются также самыми широкоприменяемыми из этой группы и закалены до твёрдости в 65 HRC. Повышенная износостойкость, по сравнению с обычными углеродистыми сталями, и столь же низкая теплостойкость в 250-350 °С — не позволяет обрабатывать твёрдые материалы и сплавы. Данные характеристики позволяют производить стандартные ручные и машинные инструменты для не отвественных и невысокоточных работ, для обработки материалов на низкой скорости и малых нагрузках.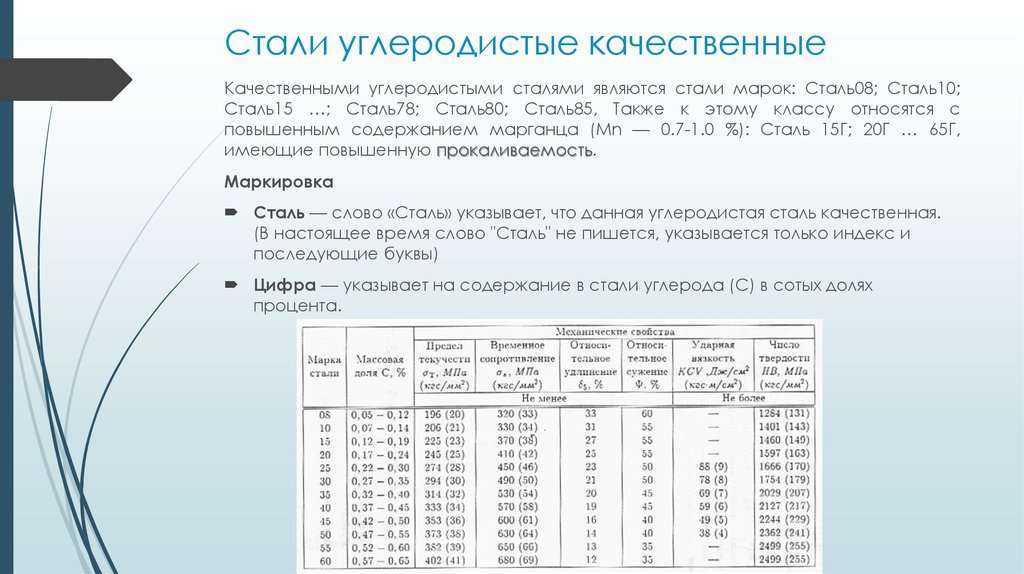 Преимуществом является низкая стоимость изготовления режущего материала из углеродистых и низколегированных углеродистых сталей.
Преимуществом является низкая стоимость изготовления режущего материала из углеродистых и низколегированных углеродистых сталей.
Высоколегированная инструментальная сталь — изготовленная на основе высокоуглеродистой быстрорежущая сталь с содержанием углерода (С) 0,7-1,4% со значительным содержанием карбидов (карбид хрома, карбид молибдена, карбид ванадия, карбид вольфрама) — это значительно повышает теплостойкость материала (до 670 °С), повышает прочность инструмента и износостойкость. Эти характеристики позволяют увеличить скорость обработки в 2-4 раза по сравнению с предыдущими материалами в этой группе (УС и НЛИС). Ниже мы приводим сгруппированный список высоколегированных инструментальных сталей в хронологическом порядке появившихся в инструментальной промышленности с описанием их характеристик:
- Р9 и Р18 — марки быстрорежущей инструментальной стали, которые впервые появились в производстве. Химический состав быстрорежущей стали Р9 — 0,8% углерода, 4% хрома, 9% вольфрама, 2% ванадия. Химический состав быстрорежущей стали Р18 — 0,8% углерода, 4% хрома, 18% вольфрама, 1% ванадия. Обладают одинаково высокой теплостойкостью. Повышенная в 2 раза износостойкость быстрорежущей стали Р18 по сравнению с Р9 из-за более высокого содержания свободных карбидов (примерно в 3 раза). Р18 значительно лучше шлифуется, чем Р9, и меньше «прижигается»*. В виду всех этих преимуществ и положительных качеств уже давно принято считать быстрорежущую сталь Р18 эталоном, в сравнении с которой оценивают другие марки режущего материала этой группы.
- В попытках сократить расход дорогостоящего вольфрама и повысить режущие свойства режущего инструмента учёные и инженеры отечественных НИИ разработали множество марок молибденовых режущих сталей: Р9М4, Р6М5, Р6М3; кобальтовых режущих сталей: Р9К10, Р9К5; ванадиевых режущих сталей: Р18Ф2, Р14Ф4, Р12Ф3, Р9Ф5; и быстрорежущих сталей с комбинацией легирующих добавок: Р18Ф2К5, Р12Ф2М3К8, Р12Ф4К5, Р6М5К5. Эти марки быстрорежущих сталей, всего их более 40 видов, подразделяются по производительности и теплостойкости на группы: нормальная, повышенная и высокая: Режущая сталь с нормальной теплостойкостью — это инструментальная сталь с содержанием вольфрама Р9, Р12 и Р18, а также современные их аналоги — Р6М5 (импортный аналог — HSS), Р6М3.
- Режущая сталь с повышенной теплостойкостью — это инструментальная сталь с содержанием 2% молибдена, от 2% до 4% вольфрама с 6% — 8% ванадия или 9% — 10% вольфрама с 4% — 5% ванадия. В эту группу также включены стали с легирующими добавками в виде 5% кобальта, 3,5% — 4% ванадия и ≤ 12% вольфрама. А также стали с 6% — 8% кобальта, 1,5% — 2% ванадия и ≤ 10% вольфрама. Примеры — Р6М5К5 (HSS Co), Р6М5К8, Р9К5.
- Режущая сталь с высокой теплостойкостью — это высоколегированная углеродистая сталь, содержащит ≥ 12% кобальта, ≤ 18% вольфрама и ≤ 3,5% ванадия. В некоторых марках долю вольфрама уменьшают ≤ 14%, путём введения дополнительного количества молибдена.
 Химический состав быстрорежущей стали Р18 — 0,8% углерода, 4% хрома, 18% вольфрама, 1% ванадия. Обладают одинаково высокой теплостойкостью. Повышенная в 2 раза износостойкость быстрорежущей стали Р18 по сравнению с Р9 из-за более высокого содержания свободных карбидов (примерно в 3 раза). Р18 значительно лучше шлифуется, чем Р9, и меньше «прижигается»*. В виду всех этих преимуществ и положительных качеств уже давно принято считать быстрорежущую сталь Р18 эталоном, в сравнении с которой оценивают другие марки режущего материала этой группы.
Химический состав быстрорежущей стали Р18 — 0,8% углерода, 4% хрома, 18% вольфрама, 1% ванадия. Обладают одинаково высокой теплостойкостью. Повышенная в 2 раза износостойкость быстрорежущей стали Р18 по сравнению с Р9 из-за более высокого содержания свободных карбидов (примерно в 3 раза). Р18 значительно лучше шлифуется, чем Р9, и меньше «прижигается»*. В виду всех этих преимуществ и положительных качеств уже давно принято считать быстрорежущую сталь Р18 эталоном, в сравнении с которой оценивают другие марки режущего материала этой группы.
Это интересно: Что такое холодная сварка для металла? Ее особенности, плюсы и минусы
Все инструменты для работы на станках в основном изготавливают из быстрорежущих сталей. Технологи и руководители металлообрабатывающих организаций обязаны разбираться в марках быстрорежущей стали, их характеристиках и свойствах легирующих добавок, поскольку эти данные позволят им обоснованно подойти к выбору марки быстрорежущей стали, которая будет оптимальной для конкретных условий работы и обрабатываемого материала. Этот выбор можно сделать только на основании технологических и эксплуатационных свойствах, обусловленных легирующими добавками входящими в состав быстрорежущих сталей.
Этот выбор можно сделать только на основании технологических и эксплуатационных свойствах, обусловленных легирующими добавками входящими в состав быстрорежущих сталей.
Влияние легирующих добавок кобальта, ванадия, молибдена и вольфрама на свойства быстрорежущей стали
- Вольфрам — является легирующей добавкой и придаёт быстрорежущей стали теплостойкость, повышает износостойкость и значительно повышает твёрдость. Принимаемая за эталон быстрорежущая сталь Р18 с содержанием 18% вольфрама в свободной форме отлично закаливается и шлифуется. Высокая теплостойкость (≤620°С) по отношению углеродистым и низколегированным углеродистым сталям обусловлена высоким содержанием вольфрама. Вольфрам незначительно снижает прочность и теплопроводность. Сталь Р18 менее пластична, чем Р9 и Р12. Высокая карбидная неоднородность (карбидные ликвации у неё несколько больше), поэтому она менее пластична, чем те же Р9 и Р12 и сложнее обрабатывается под давлением в нагретом состоянии.
- Молибден — легирующая добавка для быстрорежущей стали с более выраженными характеристиками, чем у вольфрама. Содержание молибдена в стали снижают в 1,5 раза в сравнении с вольфрамом, сохраняя при этом тот же уровень теплостойкости. Сталь с содержанием молибдена в горячем состоянии более пластична, чем с вольфрамом, её легче обрабатывать на прессовом и кузнечном оборудовании. Кроме этого, молибден значительно повышает теплопроводность (отвод тепла из рабочей зоны). Повышенная прочность в сталях с содержанием молибдена ≤5%. Карбидная неоднородность в сталях с молибденом меньше, увеличивается интервал температур закалки. Минусом является обезуглероживание при нагревании перед закаливанием.
- Ванадий — легирующая добавка для быстрорежущей стали, наделяющая её повышенной твёрдостью (≤ 67 HRC), повышает теплостойкость (≤ 635 °С). Несколько отрицательно воздействует на такие показатели как хрупкость, прочность и теплопроводность. Ванадий в стали ухудшает шлифуемость из склонности этих сталей к прижогам*, которая зависит от концентрации карбидов ванадия, поскольку они имеют малую теплопроводность и твёрже основного состава стали, чем больше ванадия — тем хуже в этом смысле.
- Кобальт — как легирующая добавка в быстрорежущей стали образует в её составе мелкодисперсные интерметаллиды, а не карбиды как с хромом, молибденом, ванадием и вольфрамом, что увеличивает теплостойкость до 670 °С и твёрдость до 65 HRC. Кобальт значительно повышает теплопроводность, превосходя по этому показателю молибден. Быстрорежущая сталь с кобальтом, например Р6М5К5 (импортный аналог — HSS-Co), шлифуется лучше, чем ванадиевые стали. Несмотря на эти положительные характеристики, кобальт снижает прочность и повышает хрупкость, высокая карбидно-интерметаллидная неоднородность. Кроме того, кобальтовые свёрла дороже свёрл Р18 практически на 100%.
 Содержание молибдена в стали снижают в 1,5 раза в сравнении с вольфрамом, сохраняя при этом тот же уровень теплостойкости. Сталь с содержанием молибдена в горячем состоянии более пластична, чем с вольфрамом, её легче обрабатывать на прессовом и кузнечном оборудовании. Кроме этого, молибден значительно повышает теплопроводность (отвод тепла из рабочей зоны). Повышенная прочность в сталях с содержанием молибдена ≤5%. Карбидная неоднородность в сталях с молибденом меньше, увеличивается интервал температур закалки. Минусом является обезуглероживание при нагревании перед закаливанием.
Содержание молибдена в стали снижают в 1,5 раза в сравнении с вольфрамом, сохраняя при этом тот же уровень теплостойкости. Сталь с содержанием молибдена в горячем состоянии более пластична, чем с вольфрамом, её легче обрабатывать на прессовом и кузнечном оборудовании. Кроме этого, молибден значительно повышает теплопроводность (отвод тепла из рабочей зоны). Повышенная прочность в сталях с содержанием молибдена ≤5%. Карбидная неоднородность в сталях с молибденом меньше, увеличивается интервал температур закалки. Минусом является обезуглероживание при нагревании перед закаливанием.
Применение режущего инструмента из сталей с повышенной и высокой теплостойкостью рационально только при работе на повышенных скоростях и обработке труднообрабатываемых материалов, посколько только в этом случае можно получить преимущество за счет более быстрой скорости обработки (в 3-4 раза более быстро), чем инструментами из быстрорежущих сталей нормальной теплостойкости. Стали нормальной теплостойкости имеют ряд преимуществ — низкая цена, более высокая прочность, легче обрабатываются. Очень важно учитывать профессионализм и оснащение производственной площадки всем необходимым инструментом для выполнения работ и заточки. В случае, если нарушаются рекомендации по закалке, отпуску, заточке и шлифования, то преимущества таких сталей не будут реализованы, кроме того инструмент будет испорчен (характеристики инструмента станут хуже, чем у инструмента из режущей стали с нормальной теплопроводностью) и возрастут расходы.
Стали нормальной теплостойкости имеют ряд преимуществ — низкая цена, более высокая прочность, легче обрабатываются. Очень важно учитывать профессионализм и оснащение производственной площадки всем необходимым инструментом для выполнения работ и заточки. В случае, если нарушаются рекомендации по закалке, отпуску, заточке и шлифования, то преимущества таких сталей не будут реализованы, кроме того инструмент будет испорчен (характеристики инструмента станут хуже, чем у инструмента из режущей стали с нормальной теплопроводностью) и возрастут расходы.
Дополнительно режущие свойства стали могут быть повышены добавлением в их состав азота в количестве 0,06% — 0,09%. Маркируется она очень просто, ставится буква А, например: Р6М5 — Р6АМ5 (АР6М5), АР18, АР12. Введение в состав быстрорежущей стали азота повышает на 1-2 HRC твёрдость и увеличивает режущие свойства на 20% — 30%.
Применение технологии порошковой металлургии в производстве режущих инструментов существенно увеличивает свойства быстрорежущих сталей. Процесс заключается в прессовании из порошка, прокатом и в конце процесса — ковка заготовки (упрочнение и придание формы). Данная технология позволяет получить режущую сталь более однородную по своей структуре, уменьшить деформацию при термобработке и улучшить износостойкость инструмента до 2-х раз.
Процесс заключается в прессовании из порошка, прокатом и в конце процесса — ковка заготовки (упрочнение и придание формы). Данная технология позволяет получить режущую сталь более однородную по своей структуре, уменьшить деформацию при термобработке и улучшить износостойкость инструмента до 2-х раз.
Поскольку вольфрам имеет ограниченные запасы на Земле и при этом процесс получения вольфрама достаточно дорогостоящий, то в мире, как впрочем и в нашей стране, начали разрабатывать безвольфрамовые марки режущей стали, такие как: ЭК-42, ЭК-41, 11М5Ф и тд. Эти марки режущей стали по своим характеристикам аналогичны марке Р6М5.
Относительно недавно появились безуглеродные высоколегиронанные сплавы (дисперсионно-твердеющие ДТС) с содержанием углерода до 0,06%, например: В16М4К16Х4Н2, ЗВ20К20Х4, Р10М5К25, Р18М7К25, Р18МЗК25. Дисперсионное твердение данных сплавов во время закалки и отпуска приводит к повышению твёрдости до 69 HRC и теплостойкости ≤ 720 °С. Имеющие высокую прочность ≤2000 Н/мм2 режущие инструменты, изготовленные из этого материала, используются для работы с труднообрабатываемыми материалами, при это скорость резания возрастает в 1,5-2 раза в сравнении с быстрорежущей сталью Р18.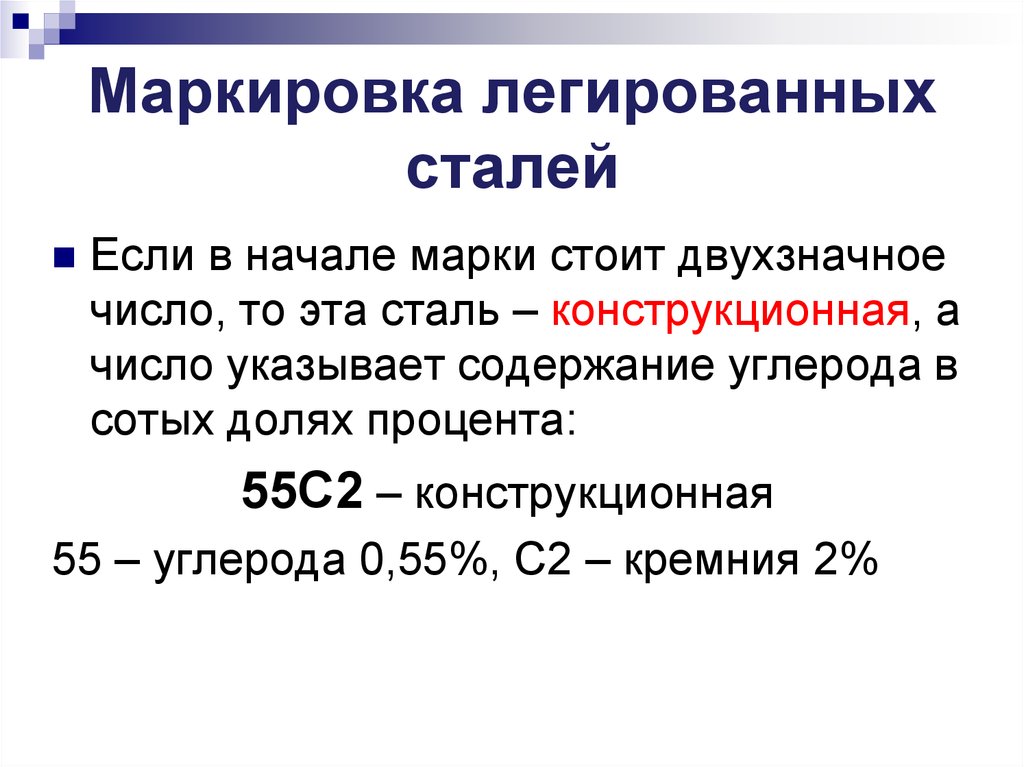 Экономически нецелесообразно инструментами изготовленными из ДТС обрабатывать углеродистые и умеренно легированные конструкционные материалы, поскольку они имеют высокую стоимость и при обработке обычных материалов их свойства проявляются на уровне Р18Ф2 и Р9К5, не более.
Экономически нецелесообразно инструментами изготовленными из ДТС обрабатывать углеродистые и умеренно легированные конструкционные материалы, поскольку они имеют высокую стоимость и при обработке обычных материалов их свойства проявляются на уровне Р18Ф2 и Р9К5, не более.
Быстрорежущая инструментальная сталь
Быстрорежущих инструментальных сталей от всех выше представленных видов инструментальных стальных сплавов отличает более высокая красностойкость. Данные сплавы не изменяют своих механических характеристик при температурном режиме до 650 ºС. Как результат, скорость резания увеличивается в 5 раза, а долговечность инструментария в 32 раз.
Этого стало возможным благодаря включению в их химический состав вольфрама или его аналога молибдена. Также на теплостойкость положительно влияет добавление в сталь таких металлов как кобальт, ванадий и хром. Наиболее востребованными марками в машино- и станкостроении являются Р18, Р12, Р6М4 и Р10К5Ф5. Из данной группы инструментальных сталей стоит отметить Р12, т.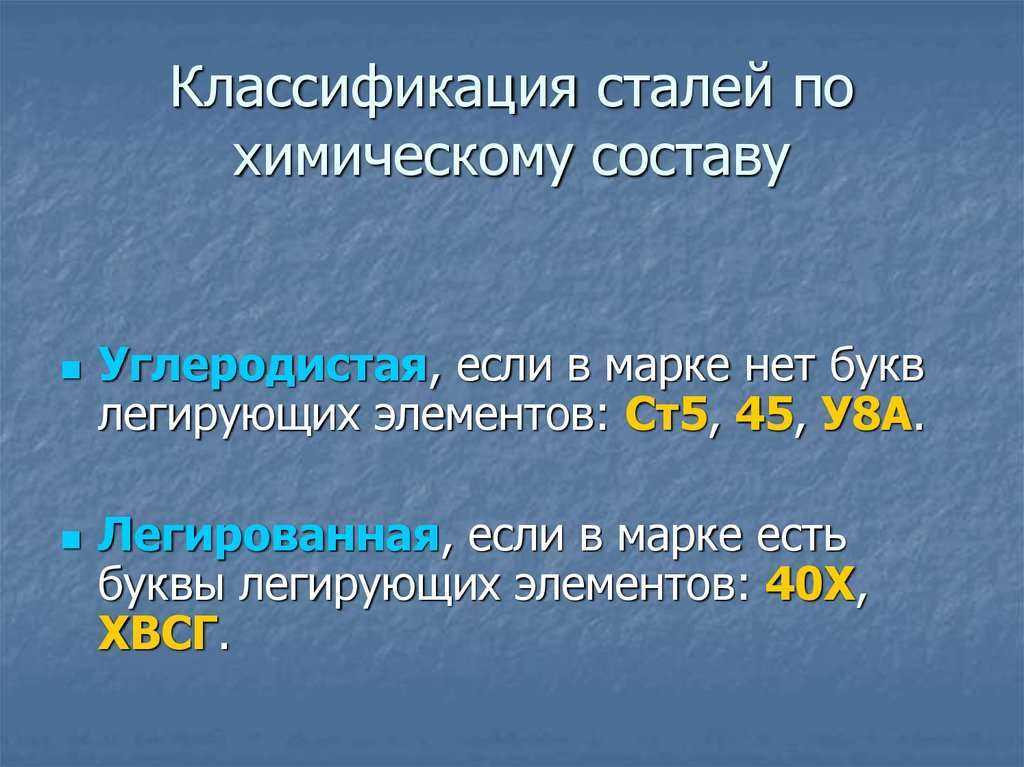 к. она обладает лучшей технологичностью: более податлива обработке давлением.
к. она обладает лучшей технологичностью: более податлива обработке давлением.
Термическая обработка данных стальных сплавов включает в себя закалку при 1250 ºС и многократный низкий отпуск при 350 ºС. Превышение указанных температур крайне нежелательно, т.к. это приводит к резкому снижению механических характеристик, в частности образования хрупкости. Иногда для улучшения коррозионностойких свойств быстрорезы дополнительно обрабатываются паром.
Штампованная сталь
Штампованная инструментальная сталь используется в производстве матриц и пуансонов штампов. Как было сказано ранее, она подразделяется на сталь холодного и горячего деформирования.
Инструментальная сталь холодной деформации работают при температуре 250-300 ºС. Сюда относят Х12М и Х12Ф1, в основе которых лежит фазовая структура ледибурит. Их отличие — это высокое значение прокаливаемости, красностойкости и твердости (64 HRC). Из них изготовляют массивные штампы сложной формы, ролики для накатывания резьбы и т. д.
д.
Это интересно: Слесарный шабер по металлу. Назначение, виды и характеристики
Штампованные стали горячей деформации работают с более горячим металлом, температура которого может доходить до 550 ºС. Поэтому, помимо всего прочего, они должны обладать разгаростойкосью — способностью выдерживать многократные перегревы и не трескаться при этом. Наиболее востребованными марками здесь являются 5ХНМ и ХГМ.
Инструментальные стали в свое время совершили технологический прорыв в области обработки металлов. Их использование позволило повысить скорость резания почти в 5 раз. Но прогресс не стоит на месте. Сейчас они становятся все менее актуальными. Особенно на фоне новостей об усовершенствовании керамических сплавов.
Требования к материалу
Требования к данным материалам предъявляются в зависимости от того, как именно они будут использоваться. Но есть общие требования к ним независимо от марок:
- высокий уровень твердости;
- высокий уровень прочности;
- износостойкость;
- хорошая вязкость, что особенно важно при изготовлении деталей, которые при использовании будут подвергаться ударам;
- низкий уровень чувствительности к перегреву, процессам прилипания и приваривания к деталям, которые подвержены обработке;
- хороший уровень обработки посредством резки металла;
- устойчивость к появлению трещин;
- восприимчивость к прокаливанию;
- пластичность в горячем виде;
- возможность шлифовки;
- возможность противостоять обезуглероживанию.
Естественно, это не все требования. Так, марки, которые предназначаются для использования в условиях холодной деформации, дополнительно должны иметь гладкую рабочую поверхность, сохранять свою форму и размер и иметь предел текучести и упругости. А те материалы, которые должны применяться в условиях горячей деформации, должны иметь высокую теплопроводность, не допускать отпуска и быть устойчивыми к колебанию температур.
Итак, вы рассмотрели особенности инструментальной стали, выяснили, на какие виды и категории она подразделяется и для каких целей используется та или иная их марка. Подробнее информацию о них можно прочесть в других статьях, посвященных этому материалу.
Легирующие элементы и их влияние на свойства сталей
Маркировка легированных сталей указывает на то, какие добавки в ней содержатся, а также на их количественное значение. Но также важно знать и то, какое именно влияние на свойства металла оказывает каждый из этих элементов в отдельности.
Добавка хрома увеличивает коррозионную стойкость, повышает прочность и твердость, является основным компонентом при создании нержавеющей стали.
Добавление никеля повышает пластичность, вязкость стали и коррозионную стойкость.
Титан уменьшает зернистость внутренней структуры, повышая прочность и плотность, улучшает обрабатываемость и коррозионную стойкость.
Присутствие ванадия уменьшает зернистость внутренней структуры, что повышает текучесть и порог прочности на разрыв.
Добавка молибдена дает возможность улучшить прокаливаемость, повысить коррозионную устойчивость и снизить хрупкость.
Вольфрам повышает твердость, не дает зернам увеличиваться при нагреве и снижает хрупкость при отпуске.
Маркировка легированных сталей
К категории легированных относится большое разнообразие сталей, что и вызвало необходимость в систематизации их буквенно-цифрового обозначения. Требования к их маркировке оговаривает ГОСТ 4543-71, согласно которому сплавы, наделенные особыми свойствами, обозначаются маркировкой, где на первой позиции стоит буква. По этой букве как раз и можно определить, что сталь по своим свойствам относится к определенной группе.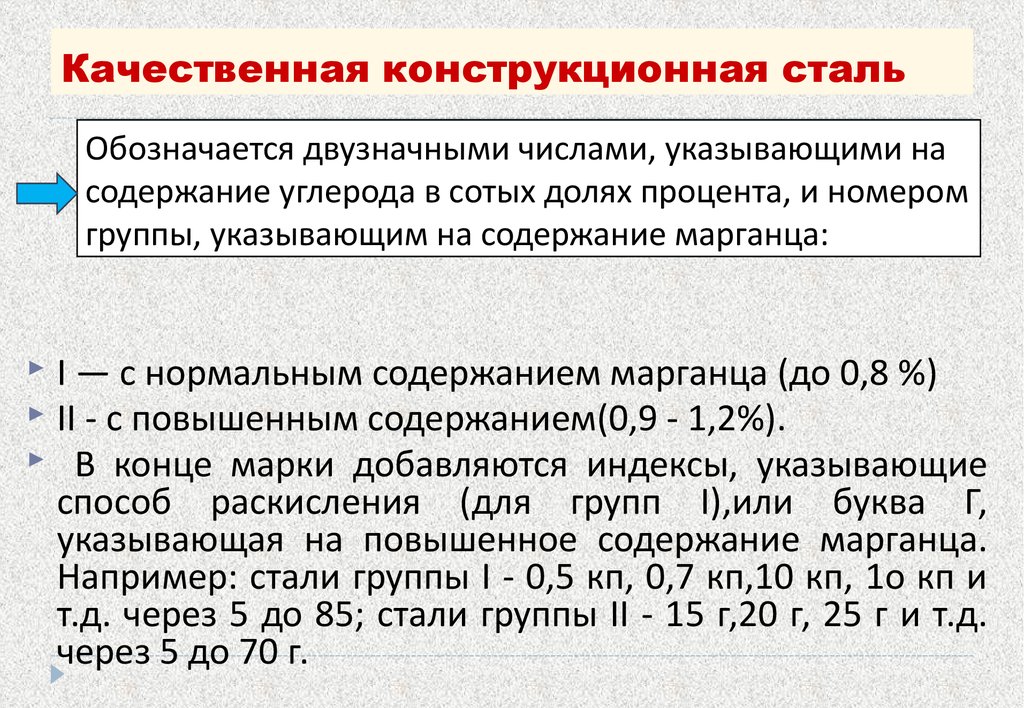
Пример расшифровки маркировки легированной стали
Так, если маркировка легированных сталей начинается с букв «Ж», «Х» или «Е» — перед нами сплав нержавеющей, хромистой или магнитной группы. Сталь, которая относится к нержавеющей хромоникелевой группе, обозначается буквой «Я» в ее маркировке. Сплавы, относящиеся к категории шарикоподшипниковых и быстрорежущих инструментальных, обозначаются буквами «Ш» и «Р».
Стали, относящиеся к легированным, могут принадлежать к категории высококачественных, а также особо высококачественных. В таких случаях в конце их марки ставится буква «А» или «Ш» соответственно. Стали, которые обладают обычным качеством, таких обозначений в своей маркировке не имеют. Специальное обозначение также имеют сплавы, которые получены прокатным методом. В таком случае в маркировке присутствует буква «Н» (нагартованный прокат) или «ТО» (термически обработанный прокат).
Точный химический состав любой легированной стали можно посмотреть в нормативных документах и справочной литературе, но получить такую информацию позволяет и умение разбираться в ее маркировке. Первая цифра позволяет понять, сколько углерода (в сотых долях процента) содержит легированная сталь. После этой цифры в марке перечисляются буквенные обозначения легирующих элементов, которые содержатся дополнительно.
Первая цифра позволяет понять, сколько углерода (в сотых долях процента) содержит легированная сталь. После этой цифры в марке перечисляются буквенные обозначения легирующих элементов, которые содержатся дополнительно.
Обозначение легирующих элементов в маркировке стали
После каждой такой буквы проставляется количественное содержание указанного элемента. Выражается это содержание в целых долях. После буквы, обозначающей элемент, может не стоять никакой цифры. Означает это то, что его содержание в стали не превышает 1,5%. Государственный стандарт 4543-71 регламентирует обозначение легирующих добавок, входящих в состав легированной стали: А — Азот, Б — Ниобий, В —Вольфрам, Г — Марганец, Д — Медь, К — Кобальт, М — Молибден, Н — Никель, П — Фосфор, Р — Бор, С — Кремний, Т — Титан, Ц — Цирконий, Ф — Ванадий, Х — Хром, Ю — Алюминий.
Использование легированных сталей
Сегодня сложно найти сферу жизни и деятельности, в которых бы не использовалась легированная сталь. Из инструментальных и конструкционных сталей производится практически любой инструмент: резцы, фрезы, штампы, измерительные устройства, шестерни, пружины, подвески, растяжки и многое другое. Нержавеющие легированные стали активно используются и в быту, из них изготавливают посуду, корпуса и другие элементы многих видов бытовой техники.
Из инструментальных и конструкционных сталей производится практически любой инструмент: резцы, фрезы, штампы, измерительные устройства, шестерни, пружины, подвески, растяжки и многое другое. Нержавеющие легированные стали активно используются и в быту, из них изготавливают посуду, корпуса и другие элементы многих видов бытовой техники.
Легированные стали по причине их высокой стоимости используются только для производства самых ответственных конструкций и деталей, где изделия из других металлов просто не смогут выполнить возложенные на них задачи.
Источник
|
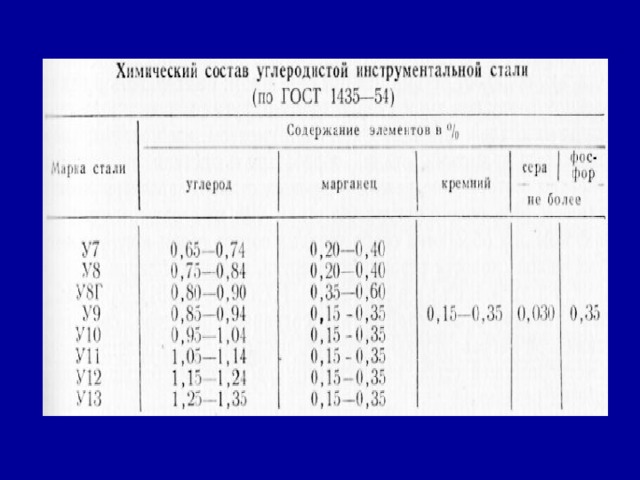
⇐ ПредыдущаяСтр 2 из 5Следующая ⇒ Инструментальная сталь по сравнению с конструкционными углеродистыми сталями обладает значительно большей твердостью (особенно после закалки), но является более хрупкой. По химическому составу инструментальные стали подразделяются на инструментальные углеродистые (ГОСТ 1435- 54), легированные инструментальные (ГОСТ 5952-51) и быстрорежущие (ГОСТ 5952-51). Инструментальные углеродистые стали по содержанию углерода и твердости подразделяются на низкоуглеродистые, содержащие углерод до 0,25%; среднеуглеродистые – от 0,25% до 0,6% и высокоуглеродистые – от 0,6 до 2%. Углеродистые инструментальные стали в соответствии с ГОСТ 1435-54 обозначаются следующими марками: У7; У8; У8Г; У9; У10; У11; У12; У13. Буква У указывает, что сталь углеродистая, а следующая за ней цифра – среднее содержание углерода в десятых долях процента. Буква Г в марке показывает повышенное содержание марганца. Углеродистые инструментальные стали бывают качественные и высококачественные. К группе качественных сталей относятся марки стали без буквы А, к группе высококачественных сталей, более чистых по содержанию серы и фосфора, а также примесей других элементов – марки стали с буквой А. Буквы и цифры в обозначении этих марок стали означают: У – углеродистая, следующая за ней цифра – среднее содержание углерода в десятых долях процента, Г – повышенное содержание марганца. Высококачественные углеродистые инструментальные стали, выплавляемые в электропечах, маркируются таким же образом, но с добавлением в конце буквы А, т. е. У7А, У8А и т. д. Буква А обозначает, что сталь является высококачественной (улучшенной), по составу более чистой, с пониженным содержанием серы (до 0,03%), фосфора (также до 0,03%), остаточных примесей и неметаллических включений. Содержание марганца в этих сталях колеблется в пределах от 0,15 до 0,40%; кремния от 0,15 до 0,35%. Достоинством инструментальных углеродистых сталей является их хорошая обрабатываемость, невысокая твердость (160-180 НВ). Однако они имеют и крупные недостатки: небольшой интервал закалочных температур, необходимость быстрого охлаждения в воде при закалке, что приводит к короблению, деформации инструментов и даже образованию трещин. Инструментальная углеродистая сталь применяется для изготовления различных инструментов (режущих, мерительных и др. Марки и области применения инструментальной стали приведены в табл.
Испытание на твердось по Бринеллю и Роквеллу. Твердость по Бринеллю Испытание на твердость по Бринелю проводится путем вдавливания стального закаленного шарика диаметром 10 мм, 5 мм или 2,5 мм под действием нагрузки, величина которой определяется толщиной образца и уровнем измеряемой твердость. После снятия нагрузки на поверхности остается отпечаток, который измеряют с использованием особой лупы с делениями. Твердость определяется по формуле: , где Р– усилие, действующее на шарик, кг; S– площадь поверхности отпечатка, мм²; D– диаметр шарика, мм; d– диаметра отпечатка, мм; НВ– твердость по Бринеллю. Образец для испытания на твердость должен быть плоскопараллельным, очищенным от окалины и других загрязнений. С целью повышения точности измерений количество отпечатков должно быть не менее 2, каждый отпечаток промеряется в двух перпендикулярных направлениях, и результат определяется как среднеарифметический. Число твердости при стандартных условиях (шарик 10 мм, нагрузка 3000 кг, выдержка под нагрузкой 10 с) пишут так: НВ400 (твердость 400 единиц по Бринеллю). Если условия испытания другие, то обозначение твердости дополняется этими условиями. Например, НВ5/250/30-200 означает: число твердости 200 при испытании шариком 5 мм под нагрузкой 250 кг в течение 30 с. Твердость испытываемых методом Бринелля материалов не должна превышать НВ450 во избежание деформирования стального шарика и искажения результатов испытания. Такими материалами являются цветные металлы и сплавы, а также сырые незакаленные стали и чугуны. Твердость по Роквеллу. Если использование метода Бринелля ограничено средней твердостью (до 450 НВ), то метод Роквелла позволяет измерить твердость до 1000 НВ, что намного расширяет круг испытуемых материалов и делает этот метод более универсальным. Это перемещение измеряется автоматически на приборе, и стрелка индикатора сразу показывает отсчет твердости по соответствующей шкале. Запись чисел твердости производится с обозначением шкалы, например, НRС60, НRВ90, НRА70. Метод Роквелла вследствие относительной простоты и высокой скорости, широкого диапазона материалов по твердости, высокой точности и небольшого отпечатка на испытуемом материале получил широкое применение. Рекомендуемые условия испытания приведены в таблице 4.2. Расстояние между центрами отпечатков либо до края образца не должно быть меньше 3 мм.
⇐ Предыдущая12345Следующая ⇒ Читайте также: |


 ), которые должны обладать высокой износоустойчивостью и красностойкостью.
), которые должны обладать высокой износоустойчивостью и красностойкостью.
 При этом расстояние от края образца до центра отпечатка должно быть не менее 2,5d, а расстояние между отпечатками>4d. Диаметры отпечатков должны находиться в пределах 0,2D<d< 0,6D.
При этом расстояние от края образца до центра отпечатка должно быть не менее 2,5d, а расстояние между отпечатками>4d. Диаметры отпечатков должны находиться в пределах 0,2D<d< 0,6D.

Углеродистые стали и их свойства. Легированные стали и их состав потребительские свойства. Марки стали их обозначение — Студопедия
Поделись
Углеродистая сталь марки которой имеют большое разнообразие. Согласно ГОСТ 1435-99 металлургическая промышленность выпускает следующие марки инструментальной углеродистой стали:
Согласно ГОСТ 1435-99 металлургическая промышленность выпускает следующие марки инструментальной углеродистой стали:
· У7;
· У7А;
· У8;
· У8А;
· У9А;
· У10;
· У11;
· УНА;
· У12;
· У12А;
· У13;
· У13А.
Буква У обращает внимание что сталь углеродистая. Обозначение буквы А, в конце марки, означает группу высококачественной стали с более чистым наличием серы и фосфора. Цифры в обозначении показывают процентное содержание углерода в сплаве, численное выражение которого для удобства умножено на 10. Отсутствие буквы А означает качественную сталь. Цифра указывает содержание углерода, среднее, Г- показывает на высокое наличие марганца.
Типы углеродистой стали разделяют на:
· А- поставляемую по своим механическим свойствам, которые можно изменить;
· Б- по своим химическим свойствам, при этом механические свойства меняются, а уровень определяется химическим составом;
· В- поставляют по химическому содержанию и по своим механическим свойствам для деталей.
· Маркировка легированных сталей указывает на то, какие добавки в ней содержатся, а также на их количественное значение. Но также важно знать и то, какое именно влияние на свойства металла оказывает каждый из этих элементов в отдельности.
Легированные стали
Хром
Добавка хрома увеличивает коррозионную стойкость, повышает прочность и твердость, является основным компонентом при создании нержавеющей стали.
Никель
Добавление никеля повышает пластичность, вязкость стали и коррозионную стойкость.
Титан
Титан уменьшает зернистость внутренней структуры, повышая прочность и плотность, улучшает обрабатываемость и коррозионную стойкость.
Ванадий
Присутствие ванадия уменьшает зернистость внутренней структуры, что повышает текучесть и порог прочности на разрыв.
Молибден
Добавка молибдена дает возможность улучшить прокаливаемость, повысить коррозионную устойчивость и снизить хрупкость.
Вольфрам
Вольфрам повышает твердость, не дает зернам увеличиваться при нагреве и снижает хрупкость при отпуске.
Кремний
При содержании до 1-15% кремний повышает прочность, сохраняя вязкость. При увеличении процента содержания кремния повышается магнитопроницаемость и электросопротивление. Также данный элемент увеличивает упругость, стойкость к коррозии и сопротивляемость к окислению, но также повышает хрупкость.
Кобальт
Введение кобальта увеличивает ударопрочность и жаропрочность.
Алюминий
Добавление алюминия способствует повышению окалиностойкости.
Кроме химического состава, на качество сталей оказывает влияние технология ее получения. Например, наименьшее число примесей содержится в электролитической стали, т.е. полученной выплавкой в электрических печах.
От условий плавки, розлива и последующей переработки слитков зависят как механические свойства сталей, так и их устойчивость к коррозии. Например, мартенситные стали (пересыщенный твердый раствор углерода в α-Fe) обладают высокой прочностью и достаточной коррозионно-стойкостью, аустенитные (твердый раствор углерода в высокотемпературной модификации γ-Fe) – высокой ударной вязкостью, а ферритные (твердый раствор углерода в низкотемпературной модификации α-Fe) – низкой твердостью и относительно низкой прочностью.
Названия, состав и назначение основных видов сталей, используемых для изделий медицинского назначения, приведены в ГОСТ
По химическому составу стали, в зависимости от содержания углерода и легирующих добавок, принято классифицировать на углеродистые и легированные (см. рис. 17.3).
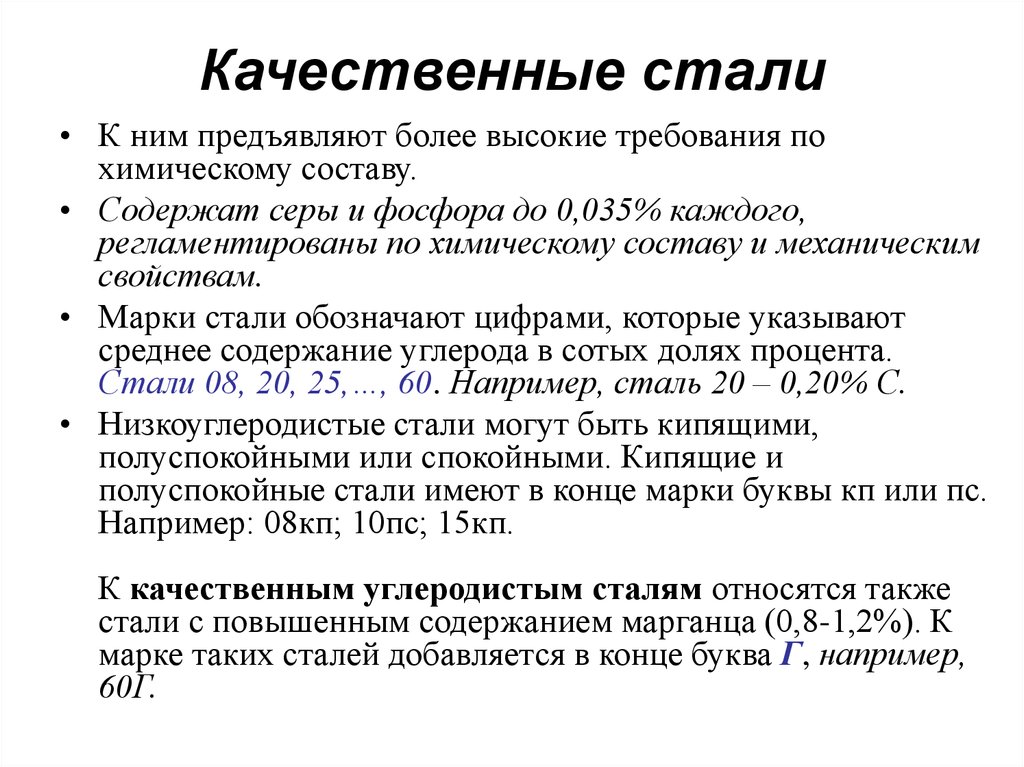
Исходя из содержания примесей, различают стали обыкновенного качества (рядовые), качественные, высококачественные и особо высококачественные.
Остановимся более подробно на тех видах и марках сталей, которые предназначены для изготовления медицинских изделий.
Углеродистые стали – содержат обычно до 1,3% углерода, до 0,35% кремния, до 0,6% марганца, а также вредные примеси – серу (до 0,06%) и фосфор (до 0,07%). Их потребительные свойства определяются количеством углерода и присутствием в них примесей, которые взаимодействуют и с углеродом, и с железом.
Провизорам, главным и старшим медицинским сестрам необходимо уметь определять состав стали по ее марке, поскольку состав материала, из которого изготовлено изделие, влияет также на выбор метода дезинфекции и стерилизации.
Углеродистые стали обыкновенного качества выпускаются различных марок (см. ГОСТ 380-94 Сталь углеродистая обыкновенного качества. Марки). Их маркируют буквой и цифрой, например:
У7, У8,….,У13,
где У – углеродистая сталь; 7,8…13 – содержание углерода в десятых долях процента, т.е. 0,7, 0,8, 1,3%.
Высококачественные углеродистые стали с содержанием примесей фосфора и серы не более 0,035% каждого используют для изготовления медицинской техники. Их маркируют, добавляя в название букву А – У7А, У8А, У12А. Буква А означает, что в этих сталях минимальное количество примесей, которые, попадая в сталь из исходного сырья (чугуна), вызывают: сера – красноломкость стали (хруп кость при температурах более 900°С), а фосфор – хладоломкость стали.
Состав, свойства и область применения высококачественных углеродистых сталей приведены в табл. 17.2.
Как видно из табл. 17.2 из стали марки У7А изготавливают пружинящие, главным образом зажимные и ранорасширяющие, инструменты (зажимы, пинцеты, корнцанги, ранорасширители и др. ). Стали марок У8А-У10А идут на производство пилящих и колющих, а также режущих и долбящих инструментов, которые наряду с повышенной твердостью должны иметь достаточную ударную вязкость во избежание выкрашивания и образования зазубрин на рабочей поверхности при высоких ударных нагрузках. Чаще всего из этих сталей изготавливают троакары, пилы, фрезы, ножи, щипцы-кусачки костные, долота, пилы, ножницы, распаторы и др. Из сталей марок У11А и У12А изготавливают режущие инструменты с тонкими лезвиями (ножи глазные, скальпель ушной и др.).
). Стали марок У8А-У10А идут на производство пилящих и колющих, а также режущих и долбящих инструментов, которые наряду с повышенной твердостью должны иметь достаточную ударную вязкость во избежание выкрашивания и образования зазубрин на рабочей поверхности при высоких ударных нагрузках. Чаще всего из этих сталей изготавливают троакары, пилы, фрезы, ножи, щипцы-кусачки костные, долота, пилы, ножницы, распаторы и др. Из сталей марок У11А и У12А изготавливают режущие инструменты с тонкими лезвиями (ножи глазные, скальпель ушной и др.).
Потребительные свойства углеродистых сталей определяются их составом. Достоинством углеродистых сталей является то, что они отличаются высокими технологическими показателями в процессе переработки, поскольку невысокая твердость позволяет обрабатывать изделия из них резанием, а пластичность – получать проволоку и ленту высокой прочности. Кроме того, они не содержат дорогостоящих и дефицитных легирующих элементов и поэтому стоят недорого. Вместе с тем углеродистые стали имеют существенные недостатки. Прежде всего, это ржавеющие материалы, легко поддающиеся коррозии в атмосфере и агрессивных средах. Они имеют недостаточно высокую прочность, низкую вязкость и теплостойкость, хрупкость и плохо прокаливаются, что ограничивает их применение для изготовления режущих инструментов. Поэтому их чаще всего применяют для режущих инструментов, толщина рабочей части которых не превышает 10-12 мм. При резком охлаждении в процессе закалки изделий из таких сталей усиливается деформация, что приводит к образованию трещин. Низкая теплостойкость может приводить к недопустимо большому снижению твердости после переточки инструментов.
Прежде всего, это ржавеющие материалы, легко поддающиеся коррозии в атмосфере и агрессивных средах. Они имеют недостаточно высокую прочность, низкую вязкость и теплостойкость, хрупкость и плохо прокаливаются, что ограничивает их применение для изготовления режущих инструментов. Поэтому их чаще всего применяют для режущих инструментов, толщина рабочей части которых не превышает 10-12 мм. При резком охлаждении в процессе закалки изделий из таких сталей усиливается деформация, что приводит к образованию трещин. Низкая теплостойкость может приводить к недопустимо большому снижению твердости после переточки инструментов.
Легированные стали – содержат углерода до 1,5-2,0%, а также различное количество специальных легирующих химических элементов: Co, Cr, Ni, V, W, Al, Mn, Si, Mo и др. Поэтому такие стали чаще всего классифицируют исходя из названия легирующих элементов: стали хромистые, хромоникелевые, хромоникельмолибденовые и т.д.
Марка стали обозначается сочетанием букв и цифр. Для конструкционных марок стали первые две цифры показывают среднее содержание углерода в сотых долях процента. Легирующие элементы в марке стали обозначают следующими буквами: хром – Х, никель – Н, молибден – М, вольфрам – В, кобальт – К, титан – Т, азот – А, марганец – Г, медь – Д, ванадий – Ф, кремний – С, фосфор – П, алюминий – Ю, бор – Р, ниобий – Б, цирконий – Ц. Содержание легирующих элементов, если оно превышает 1,5%, ставят после соответствующей буквы в целых единицах.
Для конструкционных марок стали первые две цифры показывают среднее содержание углерода в сотых долях процента. Легирующие элементы в марке стали обозначают следующими буквами: хром – Х, никель – Н, молибден – М, вольфрам – В, кобальт – К, титан – Т, азот – А, марганец – Г, медь – Д, ванадий – Ф, кремний – С, фосфор – П, алюминий – Ю, бор – Р, ниобий – Б, цирконий – Ц. Содержание легирующих элементов, если оно превышает 1,5%, ставят после соответствующей буквы в целых единицах.
Например, сталь марки 18ХГТ содержит 0,18% С; 1% Cr; 1% Mn и около 1% Ti; марки 12НХ3-0,12% С; 1% Cr; 3% Ni.
В зависимости от числа легирующих элементов стали классифицируют на трехкомпонентные (содержат кроме железа и углерода один какой-либо легирующий элемент), четырехкомпонентные и т.д.
По степени легирования, т.е. по содержанию легирующих элементов, стали условно подразделяют на низколегированные (содержат в общем 1-5% легирующих элементов), среднелегированные (до 10%) и высоколегированные или нержавеющие (более 10%).
Потребительные свойства легированных сталей определяются не только числом легирующих компонентов и степенью легирования, но и рациональной термической обработкой. При этом изменяются механические и физико-химические свойства изделий из них. Как правило, легирующие элементы существенно повышают стоимость стали, а некоторые из них к тому же являются дефицитными металлами, а поэтому добавление их в сталь должно быть строго обосновано.
Как видно из рис. 17.2, по назначению легированные стали подразделяют на четыре основные группы: общего назначения, конструкционные, инструментальные и с особыми свойствами. В медицине чаще всего используют последние три (см. рис. 17.5).
Конструкционные стали применяются для изделий, не испытывающих больших нагрузок.
Инструментальные стали предназначены для изготовления режущих и измерительных медицинских инструментов.
Стали с особыми свойствами предназначаются для изготовления медицинских изделий, обладающих высокой коррозионно- и износостойкостью, а также для деталей электротехнического назначения. К их числу относятся нержавеющие стали, которые наиболее широко применяются для изделий медицинского назначения.
К их числу относятся нержавеющие стали, которые наиболее широко применяются для изделий медицинского назначения.
Нержавеющие (коррозионно-стойкие) стали – это стали, стойкие против атмосферной коррозии. В них Cr – основной легирующий элемент, который обеспечивает при содержании более 12,5% высокую стойкость к агрессивным средам за счет образования на поверхности изделия защитной плотной пассивной пленки оксида хрома (Сr2О3).
Нержавеющие хромистые стали содержат Cr в пределах 11,5-30%.
В табл. 17.3 приведен химический состав основных марок нержавеющих хромистых сталей (по ГОСТ 5632-72), применяющихся для изготовления медицинских изделий (инструментов) большинства видов.
Таблица 17.3. Химический состав основных марок нержавеющей хромистой стали (см. ГОСТ 5632-72. Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки)
Потребительные свойства хромистых сталей определяются содержанием в них хрома. В целом, они имеют хорошие технологи ческие качества и коррозионную стойкость, что позволяет организовать экономичное и эффективное производство массовых медицинских инструментов. Износостойкость таких сталей при прочих равных условиях возрастает с увеличением содержания углерода. В качестве износостойких сталей для изготовления режущих инструментов используют стали с содержанием углерода более 0,35%. Однако при этом надо иметь в виду, что с увеличением количества углерода более 0,70% в структуре стали появляются крупные избыточные хромосодержащие карбиды и карбидная неоднородность, которые, с одной стороны, затрудняют обработку и мешают формировать тонкую режущую кромку, а с другой, уменьшая содержание хрома и углерода в твердом растворе, – снижают коррозионную стойкость. При товароведческом анализе медицинских инструментов практическим критерием коррозионной стойкости медицинских инструментов, изготовленных из этих сталей, является максимальное значение твердости, что свидетельствует об оптимальном количестве растворенных в матрице карбидов.
В целом, они имеют хорошие технологи ческие качества и коррозионную стойкость, что позволяет организовать экономичное и эффективное производство массовых медицинских инструментов. Износостойкость таких сталей при прочих равных условиях возрастает с увеличением содержания углерода. В качестве износостойких сталей для изготовления режущих инструментов используют стали с содержанием углерода более 0,35%. Однако при этом надо иметь в виду, что с увеличением количества углерода более 0,70% в структуре стали появляются крупные избыточные хромосодержащие карбиды и карбидная неоднородность, которые, с одной стороны, затрудняют обработку и мешают формировать тонкую режущую кромку, а с другой, уменьшая содержание хрома и углерода в твердом растворе, – снижают коррозионную стойкость. При товароведческом анализе медицинских инструментов практическим критерием коррозионной стойкости медицинских инструментов, изготовленных из этих сталей, является максимальное значение твердости, что свидетельствует об оптимальном количестве растворенных в матрице карбидов.
Нержавеющие хромоникелевые стали в качестве основного элемента, повышающего потенциал железа, содержат хром. Его содержание должно быть обычно в пределах 13-30%. Никель (7-20%) только дополнительно повышает технологические свойства и коррозионную стойкость этих сталей.
В табл. 17.4. приведен химический состав основных марок нержавеющих хромоникелевых и других сталей.
Из многочисленных марок легированных инструментальных сталей в медико-инструментальной промышленности нашли применение: сталь марки 12Х18Н9Т (0,12% углерода, 18% хрома, 9% никеля и 1% титана) для изготовления стерилизаторов, инъекционных игл, зубных коронок, сталь ХВ5 (1,25-1,45% углерода; 4,0-5,0% вольфрама; 0,40-0,70% хрома; 0,15-0,30% ванадия) для зубных боров и др. Как и углеродистые инструментальные стали, сталь ХВ5 имеет весьма низкую коррозионную стойкость, теплостойкость и прокаливаемость, склонна к образованию трещин и хрупкому разрушению. Кроме того, из-за большого содержания вольфрама эта сталь дорога и дефицитна.
Нестандартные стали обозначают различным образом. В старой нормативной документации можно встретить обозначение буквами ЭИ и ЭП и номером. Такая маркировка показывает, что сталь выплавлена на заводе «Электросталь» (буква Э), сталь исследовательская (буква И) или пробная (буква П).
Потребительные свойства нержавеющих хромоникелевых сталей определяются введением в их состав никеля, что обусловливает более высокую коррозионную стойкость. Они сохраняют прочность до более высоких температур, менее склонны к росту зерна при нагреве и, в то же время, не теряют пластичности при низких температурах. Кроме того, нержавеющие хромоникелевые стали обладают лучшими технологическими свойствами по сравнению с хромистыми нержавеющими сталями, в частности лучше свариваются. Они, как и хромистые, коррозионно-стойки в окислительных средах. Прокат из хромоникелевых сталей изготавливается практически любой формы и размера. Вместе с тем хромоникелевые коррозионностойкие стали относительно дороги и дефицитны.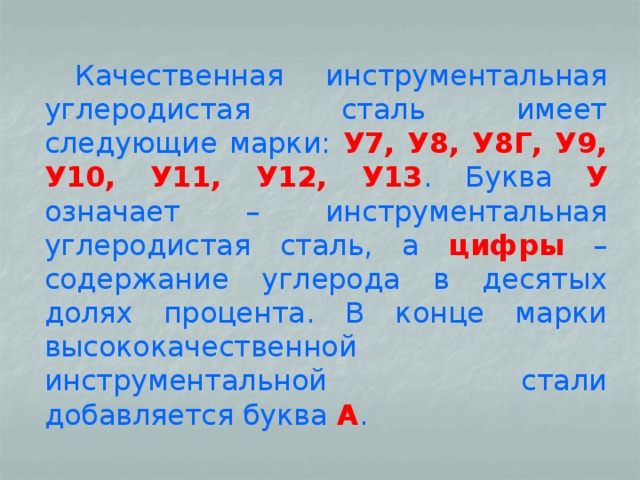
Поскольку до сих пор в ЛПУ и учебных учреждениях находятся медицинские инструменты, изготовленные до принятия новых стандартов и ГОСТ 30208-94 (ИСО 7153-1-88)/ ГОСТ Р 50328.1-92 (ИСО 7153-1-88) Инструменты хирургические. Металлические материалы. Часть 1. Нержавеющие стали, то ниже приведены назначения как наиболее часто применявшиеся в 1970-1990 гг. марки нержавеющих сталей (табл. 17.5), так и рекомендуемые новым международным стандартом (табл. 17.6).
Таблица 17.5. Назначение различных марок нержавеющих сталей
Дополнительное легирование хромоникелевых сталей молибденом и медью повышает их коррозионную стойкость и кислотостойкость.
Качество углеродистых и легированных сталей в зависимости от марки значительно отличается, поэтому их принято классифицировать и по этому показателю:
• стали обыкновенного качества содержат углерода до 0,6% и вредные примеси S (до 0,06%) и P (до 0,07%). Их прочность невысока, поэтому они редко применяются для изготовления ответственных медицинских инструментов;
• к качественным относят углеродистые и легированные стали, в которых колебания в содержании углерода не превышают 0,08%, а содержание вредных примесей равно или менее 0,035%;
• к высококачественным относят главным образом легированные стали, в которых содержание углерода не превышает 0,07%, а содержание вредных примесей менее 0,025%;
• к особо высококачественным относят стали, содержащие менее 0,2% углерода.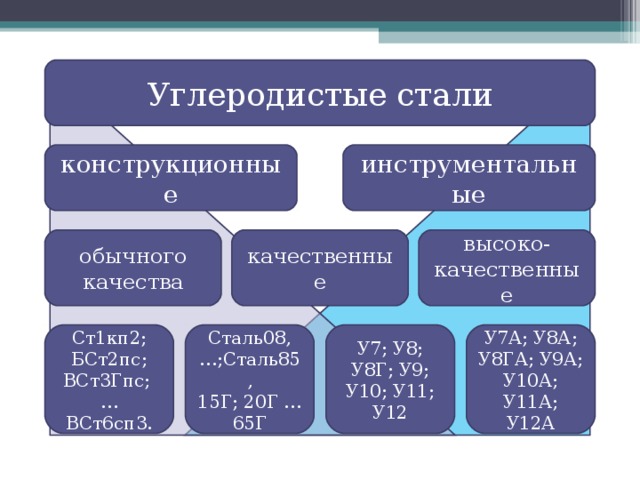 Среди них выделяют следующие разновидности: высокопрочные, жаропрочные, жаростойкие, износостойкие, нержавеющие. Особо выделяются среди этого вида сталей нержавеющие, которые наиболее широко применяют для изготовления медицинских инструментов.
Среди них выделяют следующие разновидности: высокопрочные, жаропрочные, жаростойкие, износостойкие, нержавеющие. Особо выделяются среди этого вида сталей нержавеющие, которые наиболее широко применяют для изготовления медицинских инструментов.
Стали в транспорте
Стали в транспорте
Производство стали осуществляется главным образом путем передела белого чугуна в специальных печах.
Процесс получения стали основан на удалении из чугуна избытка углерода и других примесей с помощью кислорода воздуха и каких-либо окислов; поэтому процесс получения стали из чугуна является окислительным. Производство стали осуществляется различными способами: в конвертерах, в мартеновских и электрических печах и тигельным способом.
Получение стали в конвертерах заключается в том, что через расплавленный чугун, залитый в конвертер, продувается под давлением воздух, который перемешивается с жидким чугуном, в связи с чем происходит химическая реакция окисления примесей чугуна кислородом воздуха. В результате бурного окисления примесей чугуна они выгорают, отчего чугун превращается в сталь. Тепло, необходимое для этого процесса, получается за счет химических реакций окисления. Температура металла в конвертере доходит до 1600—1650°, процесс продолжается 15—20 минут.
В результате бурного окисления примесей чугуна они выгорают, отчего чугун превращается в сталь. Тепло, необходимое для этого процесса, получается за счет химических реакций окисления. Температура металла в конвертере доходит до 1600—1650°, процесс продолжается 15—20 минут.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Конвертер представляет собой сосуд грушевидной формы (рис. 6). Средняя часть конвертера имеет цилиндрическую форму, верхняя часть делается в виде наклонного усеченного конуса и называется шлемом. Узкая часть шлема— горловина, нижняя часть—днище имеет воздушные фурмы. Под днищем находится железная воздушная коробка. Через фурмы в конвертер поступает воздух под давлением 2,5 атм. Снаружи конвертер опоясан стальным кольцом, к которому по бокам прикреплены цапфы 6, вращающиеся в подшипниках двух опорных рам.
Одна из цапф, по которой подается сжатый воздух через патрубок 8, делается пустотелой. Наклонение конвертера при заливке чугуна и при выпуске готовой стали осуществляется с помощью гидравлического или электрического поворотного механизма. Конвертер внутри имеет футеровку из огнеупорного материала. Емкость современных конвертеров достигает 30—40 т.
Наклонение конвертера при заливке чугуна и при выпуске готовой стали осуществляется с помощью гидравлического или электрического поворотного механизма. Конвертер внутри имеет футеровку из огнеупорного материала. Емкость современных конвертеров достигает 30—40 т.
Мартеновский способ получения стали является наиболее распространенным. В отличие от конвертеров в мартеновских печах исходным материалом для получения стали служит не только передельный чугун, но и все металлические отходы металлургических комбинатов, а также стальной и железный лом.
Современные мартеновские печи бывают неподвижные и качающиеся. В зависимости от футеровки подины они разделяются на основные и кислые. Емкость мартеновских печей бывает различная. Наиболее распространенными являются 150- и 185-тонные неподвижные печи.
Рис. 6. Конвертер
Рис. 7. Схема мартеновской печи
Первая русская мартеновская печь была построена на Сормовском заводе в 1870 г. Печь строилась под руководством русского горного инженера д. А. Износкова.
А. Износкова.
Конструкция мартеновской печи. Рабочее пространство мартеновской печи (рис. 7), в котором происходит плавка металла, сверху перекрывается сводом, а снизу имеет подину. В передней стенке печи имеется несколько окон, через которые загружается в печь шихта. В задней стенке сделано отверстие для выпуска стали и шлака. Через каждую боковую стенку проходят два наклонных канала, соединяющихся нижней своей частью с регенераторами, которые служат для подогрева воздуха и газообразного топлива. По каналам в рабочее пространство печи подаются из регенераторов подогретые воздух и газ и отводятся продукты сгорания, Регенераторов в печах, работающих на газовом топливе,— четыре: два воздушных и два газовых. Регенераторы имеют внутри кладку из огнеупорного кирпича. Топливом для мартеновских печей служат: генераторный газ, колошниковый или естественный. Есть мартеновские печи, в которых в качестве топлива применяется мазут. Производительность мартеновских печей характеризуется количеством выплавленной стали с одного кв. м пода в сутки. В мартеновских печах с кислой футеровкой подина делается из динасового кирпича, на который сверху наваривается слой кварцевого песка. В мартеновских печах с основной футеровкой подина делается из магнезитового кирпича и имеет сверху наварку из магнезитового или доломитового порошка.
м пода в сутки. В мартеновских печах с кислой футеровкой подина делается из динасового кирпича, на который сверху наваривается слой кварцевого песка. В мартеновских печах с основной футеровкой подина делается из магнезитового кирпича и имеет сверху наварку из магнезитового или доломитового порошка.
Получение стали в мартеновских печах основано на окислительном процессе. В предварительно нагретую до 1750° мартеновскую печь загружают специальными завалочными машинами шихту, которая состоит из стального скрапа (чугунный лом и отходы металлургического производства), передельного чугуна и флюсов.
В качестве флюсов применяется обожженная известь. Под влиянием высокой температуры шихта нагревается и плавится. В результате происходящих химических реакций в процессе плавления шихты получается сталь и шлак, который как более легкий располагается над жидким металлом.
Основной мартеновский процесс можно вести на любой шихте, так как основные флюсы дают возможность удалять из стали большую часть вредных примесей — фосфор и серу. В мартеновских печах с кислой футеровкой удаление серы и фосфора из металла невозможно, благодаря чему шихта должна иметь минимальное содержание фосфора и серы.
В мартеновских печах с кислой футеровкой удаление серы и фосфора из металла невозможно, благодаря чему шихта должна иметь минимальное содержание фосфора и серы.
В зависимости от состава шихты различают три разновидности мартеновского процесса: скрап-процесс, рудный процесс и скрап-рудный процесс. При выплавке стали скрап-процессом шихта обычно состоит из 75% скрапа и 25% твердого чугуна. Шихта при рудном процессе состоит из жидкого чугуна” с добавлением от 10 до 25% железной руды. Скрап-рудный процесс характеризуется тем, что шихта для него состоит из скрапа и жидкого чугуна.
Получение стали в электрических печах обладает рядом преимуществ по сравнению с конвертерным и мартеновским. В электрических печах тепло получается за счет электрической энергии, благодаря чему в атмосфере печи мало кислорода. Это дает возможность получать сталь с минимальным содержанием вредных примесей и особенно закиси железа. Кроме того, в электрических печах температура, достигающая 3500°, обеспечивает получение высококачественных легированных сталей с присадками тугоплавких металлов: вольфрама, ванадия, молибдена и др. Благодаря высокой температуре в электрической печи шлаки с повышенным содержанием извести приобретают высокую жидкотекучесть.
Благодаря высокой температуре в электрической печи шлаки с повышенным содержанием извести приобретают высокую жидкотекучесть.
При наличии таких шлаков возможно максимальное удаление из металла вредных примесей фосфора и серы и получение высококачественной стали.
По своей конструкции электрические печи разделяются на дуговые и индукционные; в зависимости от футеровки подины — на основные и кислые. Наибольшее применение в промышленности имеют дуговые электрические печи.
Рис. 8. Дуговая электропечь
В дуговой электрической печи (рис. 8) шихта расплавляется за счет тепла, которое получается от электрической дуги, образующейся между электродами печи и металлом. Кожух печи делается металлический и имеет цилиндрическую форму. В кожухе имеется окно для загрузки шихты и желоб для выпуска готовой стали. Внутри кожух футеруется огнеупорным материалом. Свод печи имеет специальные круглые отверстия для электродов. Обычно в дуговых печах, работающих на трехфазном токе, устанавливаются три электрода. Электроды применяются угольные или графитированные. С помощью особого механизма электроды могут подниматься и опускаться, что дает возможность регулировать их положение и получать необходимую для расплавления шихты электрическую дугу. К электродам подводится ток напряжением порядка 95—280 вольт. Подина и стен-кй основных дуговых печей футерованы магнезитовым кирпичом, а в кислых печах — динасовым. Емкость дуговых печей бывает различная: от нескольких тонн до 100 и более. В качестве шихты для дуговых электрических печей используются отходы, получающиеся при прокатке стальных изделий, скрап высокого качества, бракованные стальные слитки, а также мягкая сталь специального приготовления.
Электроды применяются угольные или графитированные. С помощью особого механизма электроды могут подниматься и опускаться, что дает возможность регулировать их положение и получать необходимую для расплавления шихты электрическую дугу. К электродам подводится ток напряжением порядка 95—280 вольт. Подина и стен-кй основных дуговых печей футерованы магнезитовым кирпичом, а в кислых печах — динасовым. Емкость дуговых печей бывает различная: от нескольких тонн до 100 и более. В качестве шихты для дуговых электрических печей используются отходы, получающиеся при прокатке стальных изделий, скрап высокого качества, бракованные стальные слитки, а также мягкая сталь специального приготовления.
Высокочастотная индукционная печь (рис. 9) отличается от дуговой электрической печи тем, что работа ее основана на явлении электромагнитной индукнии. В индукционной печи процесс получения стали протекает в огнеупорном тигле цилиндрической формы. С внешней стороны тигель окружен обмотьой из медной трубки. Витки обмотки не соприкасаются между собой. Внутри обмотки все время циркулирует вода для ее охлаждения. К обмотке подво штся электрический ток с частотой от 500 до 2500 периодов в секунду. Неременный ток, проходя по обмотке, создает вокруг нее переменное магнитное поле, в результате чего в металле, находящемся в тигле, индуктируются вихревые токи большой силы, быстро нагревающие металл до тем-перлтуры плавления. В индукционных печах выплавляются высоколегирован-nf.se стали с малым содержанием углерода. Емкость индукционных печей достигает 9 т.
Витки обмотки не соприкасаются между собой. Внутри обмотки все время циркулирует вода для ее охлаждения. К обмотке подво штся электрический ток с частотой от 500 до 2500 периодов в секунду. Неременный ток, проходя по обмотке, создает вокруг нее переменное магнитное поле, в результате чего в металле, находящемся в тигле, индуктируются вихревые токи большой силы, быстро нагревающие металл до тем-перлтуры плавления. В индукционных печах выплавляются высоколегирован-nf.se стали с малым содержанием углерода. Емкость индукционных печей достигает 9 т.
Разливка стали производится в изложницы и является последней операцией в ее производстве. Сталь из сталеплавильной печи выливается в разливочный; стальной ковш, который внутри футеруется огнеупорным шамотным кирпичом. Для выпуска стали в дне ковша имеется отверстие, закрываемое специальной пробкой, которая с помощью стержня может подниматься и опускаться действием рычажного механизма. Из ковша сталь разливается в изложницы, имеющие различную форму, где она застывает.
По химическому составу стали разделяются на углеродистые и легированные. К углеродистым сталям относятся стали, в которых основным элементом, оказывающим большое влияние на их свойства, является углерод. Легированные стали отличаются от углеродистых тем, что к ним добавляются присадки различных цветных металлов, которые улучшают их свойства. По чистоте в отношении содержания различных примесей стали разделяются на три группы: обыкновенного качества, качественные и высококачественные. Качество стали в основном зависит от способа ее изготовления.
Высококачественные стали, например, с минимальным содержанием вредных примесей и неметаллических включений, можно получить только в электрических печах или в кислых мартеновских печах. В зависимости от применения стали подразделяются на три группы: конструкционные, инструментальные и стали специального назначения. Конструкционные стали применяются для изготовления различных деталей машин, станков, сооружений и т. д. К ним относятся углеродистая сталь с содержанием углерода до 0,6% и различные легированные стали. Инструментальные стали употребляются для изготовления мерительного и режущего инструмента. К группе инструментальных сталей относятся углеродистые стали с содержанием углерода более 0,6% и легированные стали. Группа сталей специального назначения включает легированные стали, обладающие особыми свойствами, как, например, нержавеющие, жароупорные, кислотоупорные, магнитные и т. д.
Инструментальные стали употребляются для изготовления мерительного и режущего инструмента. К группе инструментальных сталей относятся углеродистые стали с содержанием углерода более 0,6% и легированные стали. Группа сталей специального назначения включает легированные стали, обладающие особыми свойствами, как, например, нержавеющие, жароупорные, кислотоупорные, магнитные и т. д.
Рис. 9. Индукционная электрическая печь
2. Маркировка углеродистых сталей
Государственными общесоюзными стандартами углеродистые стали, в зависимости от содержания в них углерода, разделяются на конструкционные и инструментальные. Конструкционные углеродистые стали в свою очередь делятся на стали обыкновенного качества и качественные. Стали обыкновенного качества имеют следующие марки, установленные ГОСТ; Ст.-О, Ст.-1, Ст.-2, Ст.-З, Ст.-4, Ст.-5, Ст.-б, Ст.-7. Буквы Ст.— обозначают сталь, а цифра — номер стали. Чем больше номер, тем больше в стали содержится углерода. Впереди марки ставится буква, указывающая, каким способом была приготовлена данная сталь. Например, БСт.-1 —бессемеровская сталь, ТСт.-1 —томасовская сталь, МСт.-1—мартеновская сталь. Углеродистые конструкционные стали обыкновенного качества применяются преимущественно для изготовления сортового и листового проката, проволоки, дымогарных труб, заклепок, болтов, гаек и т. д. Качественные углеродистые конструкционные стали маркируются двузначным числом, которое определяет среднее содержание углерода в сотых долях процента. Такие стали имеют следующее обозначение: 0,8, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65 (Ст.-10, Ст.-15, Ст.-25 и т. д.).
Например, БСт.-1 —бессемеровская сталь, ТСт.-1 —томасовская сталь, МСт.-1—мартеновская сталь. Углеродистые конструкционные стали обыкновенного качества применяются преимущественно для изготовления сортового и листового проката, проволоки, дымогарных труб, заклепок, болтов, гаек и т. д. Качественные углеродистые конструкционные стали маркируются двузначным числом, которое определяет среднее содержание углерода в сотых долях процента. Такие стали имеют следующее обозначение: 0,8, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65 (Ст.-10, Ст.-15, Ст.-25 и т. д.).
Например, сталь марки 0,8 содержит в среднем углерода 0,08°/о, сталь марки 25 содержит углерода 0,25о/0 и т. д.
Инструментальные углеродистые стали делятся на качественные и высококачественные. Марки качественных инструментальных сталей обозначаются буквой У с одной или двумя цифрами, указывающими содержание углерода в десятых долях процента. Стандартом установлено шесть марок качественных инструментальных сталей: У-7, У-8, У-9, У-10, У-12, У-13. В стали марки У-7 содержится углерода 0,7%, а в стали марки У-12 углерода содержится двенадцать десятых, т. е. 1,2о/0. В марках высококачественных углеродистых инструментальных сталей ставится после цифр буква А, которая указывает на то, что в этих сталях содержится минимальное количество вредных примесей. Например: У-7 А, У-8А, У-9А, У-10А, У-12А и У-13А.
В стали марки У-7 содержится углерода 0,7%, а в стали марки У-12 углерода содержится двенадцать десятых, т. е. 1,2о/0. В марках высококачественных углеродистых инструментальных сталей ставится после цифр буква А, которая указывает на то, что в этих сталях содержится минимальное количество вредных примесей. Например: У-7 А, У-8А, У-9А, У-10А, У-12А и У-13А.
3. Присадки легирующих элементов и маркировка легированных сталей
Присадки легирующих элементов к стали повышают ее механические и другие свойства. Основными легирующими элементами являются: кремний, марганец, хром, никель, вольфрам, ванадий, молибден, титан.
Кремний придает стали повышенную прочность, твердость и улучшает ее упругие свойства. Кроме того, он оказывает большое влияние на увеличение магнитной проницаемости и электрического сопротивления стали.
Марганец повышает твердость и прочность стали, способствует увеличению глубины прокаливаемости стали; повышает» стойкость против износа и улучшает свариваемость стали.
Хром повышает твердость стали, сопротивляемость износу и коррозии, увеличивает прокаливаемость стали и жаростойкость. Сталь с содержанием хрома от 12 до 20°/о называется нержавеющей.
Никель повышает прочность, твердость и вязкость стали, а также ее пластичность; повышает прокаливаемость стали и стойкость против коррозии.
Вольфрам способствует образованию мелкозернистой структуры в стали, повышает ее твердость, прочность и вязкость; улучшает режущие свойства инструментальной стали, увеличивает красностойкость стали.
Ванадий повышает твердость и прочность стали, увеличивает ее прокаливаемость и способствует, так же как и вольфрам, образованию мелкозернистой структуры в стали.
Молибден уменьшает склонность зерна стали . к росту при ее нагреве; повышает пластичность стали и ее прокаливаемость; способствует образованию мелкозернистой структуры стали, повышает твердость и прочность стали при высоких температурах.
Титан оказывает большое влияние на сталь при ее раскислении; способствует освобождению стали от шлаковых и газовых включений, образованию мелкозернистой структуры и уменьшению ликвации. Добавление титана в сталь резко улучшает ее механические и технологические свойства.
Добавление титана в сталь резко улучшает ее механические и технологические свойства.
Для легированных конструкционных и инструментальных сталей ГОСТ установлены следующие условные буквенные обозначения легирующих элементов: X — хром, Н — никель, В — вольфрам, Ф — ванадий, М — молибден, Г — марганец, К — кобальт, С — кремний, Д — медь, Ю — алюминий, Т — титан. Система маркировки легированных сталей установлена буквенно-цифровая. Впереди ставятся две или одна цифра, обозначающие содержание углерода, если его меньше одного процента. Две цифры обозначают содержание углерода в сотых долях процента, а ‘Одна цифра — в десятых долях процента. Если цифр нет, следовательно, содержание углерода больше одного процента. После
цифр ставятся буквы, обозначающие легирующие элементы, которые входят в состав данной стали. Если содержание легирующего элемента меньше одного процента, то ставится только буква. Если легирующего элемента больше одного процента, то после буквы ставится цифра, определяющая его содержание. В конце марки высококачественной стали ставится буква А.
В конце марки высококачественной стали ставится буква А.
Например, марка 12Х2Н4А обозначает хромоникелевую сталь с содержанием углерода 0,12%, хрома около 2о/0 и никеля около 4о/0; сталь высококачественная, так как в конце марки стоит буква А. Марка Х-12 обозначает хромистую сталь с содержанием углерода более 1% и хрома около 12%.
4. Способы определения сорта стали и ее структуры
Существуют различные способы определения сорта стали. Наиболее простым способом, не требующим специальных приборов, является проба на искру. Способ этот требует большого опыта и навыков.
Пробой на искру — установить точный химический состав стали нельзя, можно лишь приблизительно определить, к какой группе относится данная сталь. Искровая проба заключается в том, что кусок испытуемой стали прижимается к вращающемуся наждачному кругу, в результате чего от него отделяется стружка в виде пучка искр.
Характер пучка искр, их форма, расположение и цвет зависят от химического состава стали, что и дает возможность определить сорт стали (рис. 10):
10):
1. Углеродистая сталь с содержанием 0,12% углерода. Пучок не густой со сплошными искровыми линиями, имеющими на концах утолщения. Цвет искр — соломенножелтый.
2. Углеродистая сталь с содержанием углерода 0,5%. Искровые линии пучка сплошные. На концах линий утолщения, от которых ответвляются звездочки. Цвет искр — светложелтый.
3. Углеродистая сталь с содержанием углерода 0,9%- Пучок искровых линий гуще, чем в первом и во втором случаях, линии длиннее. Звездочки располагаются не только на концах искровых линий, но и в середине их. Цвет искр — светложелтый.
Рис. 10. Определение сорта стали по искре
4. Инструментальная углеродистая сталь с содержанием углерода 1,2—1,4%. Широкий, короткий пучок с большим количеством звездочек, расположенных целыми группами на искровых линиях. Цвет искр — белый.
5. Марганцовистая сталь с содержанием марганца от 12 до 14%. Характерной особенностью является отсутствие утолщений на концах искровых линий и блестяще-желтый цвет искр.
6. Быстрорежущая инструментальная сталь с содержанием до 14% вольфрама. Искровые линии пучка не сплошные, а пунктирные. Утолщения на концах линий имеют каплевидную форму. Цвет искр тёмнокрасный.
7. Вольфрамовая сталь с содержанием 1,3% вольфрама. В отличие от быстрорежущей стали на пунктирных искровых линиях имеются звездочки. Цвет искр несколько светлее, чем у быстрорежущей стали.
Для точного определения химического состава, качества и внутреннего строения стали подвергают испытанию методами химического анализа, спектрального анализа и металлографическим исследованиям.
Химический анализ дает возможность определить состав стали и сплавов. Химический анализ разделяется на качественный и количественный. Методом качественного анализа определяются элементы, входящие в состав стали или какого-ни-будь сплава. Для определения количественного соотношения элементов, входящих в состав стали или сплава, применяется количественный химический анализ.
Спектральный анализ обладает рядом преимуществ по сравнению с химическим. Испытания металлов и сплавов методом химического анализа требуют много времени. Спектральный анализ значительно дешевле и дает возможность определять состав металлов и сплавов с большой точностью в течение нескольких минут. Он разделяется так же, как и химический, на качественный и количественный. Испытания методом спектрального анализа проводятся с помощью особого прибора, который называется стилоскопом. Спектральный анализ основан на изучении ‘спектра электрической дуги, одним из электродов которой является испытуемый металл или сплав.
Металлографическими исследованиями определяется главным образом структура металлов. Различают следующие виды металлографических исследований: макроанализ, микроанализ и исследование изломов металла. Макроанализом определяется с помощью лупы или невооруженного глаза размер зерен стали, их форма и расположение, наличие раковин и трещин. Микроанализ проводится с помощью металлографического микроскопа. Микроанализ дает возможность определить качество металла, т. е. насколько металл засорен различными неметаллическими включениями. Исследование излома металла обычно проводится с помощью лупы или невооруженным глазом. По излому можно установить причину разрушения металла.
5. Некоторые марки сталей, применяемые в автомобилестроении
В современном автомобилестроении наибольшее применение имеют углеродистые конструкционные качественные стали марок: 20, 35 и 45; конструкционные легированные марок: 20Х, 40Х, 50Г, 60С2, 18ХГТ, 18ХНВА, 40ХНВА, 12Х2Н4 и др. Коленчатые валы грузовых автомобилей, распределительные валы и передние оси изготовляются преимущественно из качественной углеродистой стали марки 45. Из легированной стали марки 18ХГТ изготовляют первичные и промежуточные валы коробок передач, шестерни 3-й и 5-й передач, крестовины карданных сочленений и ряд других деталей. Сталь марки 18ХНВА применяется для шестерен заднего моста и коробок передач легковых автомобилей. Сталь марки 12Х2Н4А также применяется для шестерен коробок передач, заднего моста и шкворней. Впускные клапаны шестерни распределения и ряд других деталей изготовляются из стали 40Х. Шатуны изготовляются из сталей 45, 40 40Х, 40ХН, 40ХНМ. Стали марок 60С2, 55С2 применяются для изготовления рессор.
марки, особенности закалки и отжига
В его состав стали могут входить различные легирующие добавки — марганец, свинец, хром, никель, фосфор и другие. Главной функцией легирующих добавок является улучшение свойства материала — повышение прочности, снижение коррозийного потенциала, улучшение электропроводности. Особое положение занимают так называемые инструментальные стали, из которых делают различные детали и инструменты (топоры, иголки, зубила, кувалды, молотки и так далее). Но какими физико-химическими особенностями обладают инструментальные стали? Как их производят? И какие существует основные марки таких сталей?
Основные особенности
Инструментальная сталь — это такая сталь, в состав которой входит не менее 0,7% углерода. В ее состав могут входить и некоторые другие легирующие компоненты (свинец, хром, алюминий, никель, фосфор). Однако их содержание в большинстве случаев невелико — менее 0,1%. Так как инструментальные стали содержат повышенное количество углерода, их очень часто называют углеродистыми. Подобное терминологическое словоупотребление не совсем корректно с точки зрения ГОСТ, однако обыкновенные люди часто используют такое название на бытовом уровне.
По составу различают качественные и высококачественные инструментальные стали. Их особенности:
- Качественные сплавы. Главный критерий — низкое содержание серы (до 0,03%) и фосфора (до 0,035%). Низкая концентрация легирующих веществ делает сплав твердым и прочным. Детали из этого сплава не ломаются, не деформируются, сохраняют форму при ударе и нагреве. Качественные сплавы не имеют специальной маркировки в виде буквы А в конце буквенно-числового обозначения стали.
- Высококачественные сплавы. Главный критерий — сверхнизкое содержание серы (до 0,02%) и фосфора (до 0,03%). По физико-химическим свойствами высококачественные сплавы повторяют просто качественные. Но за счет более низкого содержания легирующих добавок высококачественные сплавы обладают более высокой прочностью, не ржавеют, не гнутся при нагреве и так далее. Высококачественные сплавы имеют специальную маркировку в виде буквы А в конце буквенно-числового обозначения марки стали.
Сплав инструментальных сталей высокопрочный. Поэтому из него часто делают различные инструменты. Это молотки, отвертки, пилы, оборудование для механических или электронных устройств. За счет прочности сплава инструменты сохраняют свою форму даже при длительной эксплуатации. Чистые инструментальные сплавы обладают пониженными антикоррозийными свойствами, поэтому в состав многих сплавов добавляют легирующие добавки, снижающие коррозийную активность материала. В качестве легирующих добавок применяют хром, вольфрам, алюминий и другие вещества.
Маркировка легированных сталей
К категории легированных относится большое разнообразие сталей, что и вызвало необходимость в систематизации их буквенно-цифрового обозначения. Требования к их маркировке оговаривает ГОСТ 4543-71, согласно которому сплавы, наделенные особыми свойствами, обозначаются маркировкой, где на первой позиции стоит буква. По этой букве как раз и можно определить, что сталь по своим свойствам относится к определенной группе.
Пример расшифровки маркировки легированной стали
Так, если маркировка легированных сталей начинается с букв «Ж», «Х» или «Е» — перед нами сплав нержавеющей, хромистой или магнитной группы. Сталь, которая относится к нержавеющей хромоникелевой группе, обозначается буквой «Я» в ее маркировке. Сплавы, относящиеся к категории шарикоподшипниковых и быстрорежущих инструментальных, обозначаются буквами «Ш» и «Р».
Стали, относящиеся к легированным, могут принадлежать к категории высококачественных, а также особо высококачественных. В таких случаях в конце их марки ставится буква «А» или «Ш» соответственно. Стали, которые обладают обычным качеством, таких обозначений в своей маркировке не имеют. Специальное обозначение также имеют сплавы, которые получены прокатным методом. В таком случае в маркировке присутствует буква «Н» (нагартованный прокат) или «ТО» (термически обработанный прокат).
Точный химический состав любой легированной стали можно посмотреть в нормативных документах и справочной литературе, но получить такую информацию позволяет и умение разбираться в ее маркировке. Первая цифра позволяет понять, сколько углерода (в сотых долях процента) содержит легированная сталь. После этой цифры в марке перечисляются буквенные обозначения легирующих элементов, которые содержатся дополнительно.
Обозначение легирующих элементов в маркировке стали
После каждой такой буквы проставляется количественное содержание указанного элемента. Выражается это содержание в целых долях. После буквы, обозначающей элемент, может не стоять никакой цифры. Означает это то, что его содержание в стали не превышает 1,5%. Государственный стандарт 4543-71 регламентирует обозначение легирующих добавок, входящих в состав легированной стали: А — Азот, Б — Ниобий, В —Вольфрам, Г — Марганец, Д — Медь, К — Кобальт, М — Молибден, Н — Никель, П — Фосфор, Р — Бор, С — Кремний, Т — Титан, Ц — Цирконий, Ф — Ванадий, Х — Хром, Ю — Алюминий.
Это интересно: Удельная плотность меди и ее удельный вес. Области применения меди
Сферы использования
Данный материал в промышленности имеет довольно широкий спектр применения. Они применяются при изготовлении:
- режущих инструментов;
- измерительных устройств;
- литейных пресс-форм, работающих под давлением;
- рабочих деталей штампов, которые работают по принципу горячего и холодного деформирования;
- высокоточных изделий.
Виды углеродистой стали
- Инструментальные углеродистые стали стандартного типа. Отличаются средним или высоким содержанием углерода (более 0,7%) и низким содержанием легирующих добавок (суммарно менее 1%). Обладают неплохими физическими свойствами — высокая прочность, устойчивость при ударе или деформации, химическая инертность, низкий коррозийный потенциал. Применяются для изготовления ручных, механических и электронных инструментов.
- Легированные. По составу похожи на предыдущую марку, однако содержат повышенное количество легирующих добавок. Содержание легирующих веществ от 1 до 20%. В качестве дополнительных компонентов чаще всего выступают хром или вольфрам. Эти добавки улучшают антикоррозийные свойства материала, что хорошо сказывается на сроке годности деталей. Также в металл могут вноситься и другие добавки — алюминий, марганец, кремний, медь, азот, кобальт, бор, никель. Их назначение — увеличение пластичности, повышение прочности, снижение электрического потенциала, снижение магнитных свойств.
- Быстрорежущие. Представляет собой особую разновидность легированного сплава, который прошел специальную финальную обработку. Основные легирующие добавки — углерод (0,7-1,5%), хром (3-4%), вольфрам (0-18%), молибден (0,5-6%), кобальт (0-9%). Материал обладает высокой прочностью и прекрасно сохраняет форму при физической деформации, ударе или высокотемпературном нагреве. Поэтому из него делают различное режущие оборудование — дисковые пилы, ножи, лезвия, хирургические инструменты. Материал проходит многократную закалку, отпуск, что усложняет его производство, увеличивает себестоимость.
- Валковые. Материал содержит ряд легирующих добавок (алюминий, кремний, ванадий), улучшающих прочность и пластичность металла. Валковую сталь обычно выплавляют в виде длинных пластин или листов, которые потом нарезаются на нужные детали. Сфера применения — изготовление опорных, прокатных, листовых валков. Также из валковых материалов делают небольшие плоские инструменты для резки металла — обрезные матрицы, пуансоны, ножи, рамные пилы. На финальном этапе обработки материал может проходить отпуск или закалку в цехах для улучшения физических свойств металла.
- Штамповые. Материал содержит среднее количество углерода (от 0,7 до 1,5%) и небольшое количество легирующих добавок (алюминий, хром, никель, марганец). Главное отличие материала заключается в том, что на финальном этапе выплавки материал проходит штамповку. Это обуславливает ряд физических свойств материала — повышенная устойчивость, минимальный риск образования трещин, высокая теплопроводность, устойчивость к образованию окалины. На этапе выплавки материал отличается высокой вязкостью, однако после застывания он становится прочным и однородным. Высокая вязкость при нагреве позволяет упростить процедуру штамповки, а также улучшает теплопроводность металла после остывания.
Общие сведения
Сталь, процент углерода в которой составляет более 0,7%, называют инструментальной. В основе фазовой структуры лежит мартенсит и только в некоторых случаях ледибурит.
Используется главным образом в машиностроении в качестве материала для производства инструмента по обработке черных и цветных сплавов.
Инструментальную сталь отличает ряд особенностей по сравнению с конструкционной. Среди них наиболее важными являются:
- Повышенная твердость, которая составляет 60-65 единиц по шкале Роквелла.
- Дополнительная прочность. Временное сопротивление на разрыв не должно быть ниже 900 МПа.
- Способность сопротивляться воздействию абразивного износа.
- Высокая прокаливаемость — свойство сталей термически упрочняться.
- Красностойкость, которая характеризует металл с точки зрения способности сохранять свои прочностные характеристики при увеличении температурного воздействия на него.
Согласно государственным стандартам предусмотрены следующие разновидности инструментальных марок, исходя из их технологического назначения:
- Инструментальные углеродистые стали ГОСТ 1435-99. Помечаются буквой «У» в начале маркировки. Цифра, следующая далее в обозначении, показывает углеродистую составляющую: У12, У10 и т.д. Размерность берется в сотых долях процента. В конце может ставиться буква «А» (например, У10А), которая показывает, что данная инструментальная сталь имеет уменьшенное количество отрицательных включений. В частности, это относится к сере и фосфору, элементам, ответственным за ухудшение механических свойств стального сплава.
- Легированные инструментальные стали ГОСТ 5950-2000. Цифра, стоящая в начале, показывает сотую долу процента карбидов в стали. В случае ее отсутствия значение данного параметра принимается равным 1%. Далее следует буквенное обозначение легирующих элементов с указанием цифрами их содержания в целых долях процента: Х, 5ХВГ, 9ХС и прочее.
- Быстрорежущие инструментальные стали ГОСТ 19265-73. В технической документации маркируются буквой «Р». Цифрой за ней обозначают ориентировочное содержание вольфрама – базового химического компонента для данной стали. Помимо него быстрорезы могут включать в своем составе кобальт и ванадий. Они также указываются в маркировке соответствующими буквами: К и Ф. Содержание хрома во всех быстрорежущих сталях колеблется в пределах 3-4%. По этой причине его не обозначают в маркировке.
- Штампованные инструментальные стали ГОСТ 1265-74. Маркируется данный вид сталей аналогично легированным. По характеру применения они бывают штампованными сталями холодной и горячей деформации.
Инструментальные стали и сплавы
Углеродистая режущая сталь. Первым материалом для производства режущего инструмента применяли углеродистую режущую сталь, это материал известен уже давно, хорошо изучен и представляет собой следующие марки стали: У9А, У10А, У12А и У13А, число в которых указывает на десятые доли % углерода в его составе. Материал закаливается до показателя твёрдости 61 — 63 HRC. Механическая прочность режущего инструмента из этого материала достаточно высока, но этот материал имеет минимальный ресурс работы из всех известных инструментальных сталей и сплавов в связи с его низкой теплостойкостью и износостойкостью.
Низколегированные инструментальные стали — это углеродистая инструментальная сталь с невысоким содержанием (до 1%) легирующих добавок, таких как: ванадий, кремний, вольфрам, марганец, хром. Данный режущий материал имеет соответствующую маркировку, например: Х6ВФ, 95ХГСВФ, 9ХС, ХВГ. Указанные марки являются также самыми широкоприменяемыми из этой группы и закалены до твёрдости в 65 HRC. Повышенная износостойкость, по сравнению с обычными углеродистыми сталями, и столь же низкая теплостойкость в 250-350 °С — не позволяет обрабатывать твёрдые материалы и сплавы. Данные характеристики позволяют производить стандартные ручные и машинные инструменты для не отвественных и невысокоточных работ, для обработки материалов на низкой скорости и малых нагрузках. Преимуществом является низкая стоимость изготовления режущего материала из углеродистых и низколегированных углеродистых сталей.
Высоколегированная инструментальная сталь — изготовленная на основе высокоуглеродистой быстрорежущая сталь с содержанием углерода (С) 0,7-1,4% со значительным содержанием карбидов (карбид хрома, карбид молибдена, карбид ванадия, карбид вольфрама) — это значительно повышает теплостойкость материала (до 670 °С), повышает прочность инструмента и износостойкость. Эти характеристики позволяют увеличить скорость обработки в 2-4 раза по сравнению с предыдущими материалами в этой группе (УС и НЛИС). Ниже мы приводим сгруппированный список высоколегированных инструментальных сталей в хронологическом порядке появившихся в инструментальной промышленности с описанием их характеристик:
- Р9 и Р18 — марки быстрорежущей инструментальной стали, которые впервые появились в производстве. Химический состав быстрорежущей стали Р9 — 0,8% углерода, 4% хрома, 9% вольфрама, 2% ванадия. Химический состав быстрорежущей стали Р18 — 0,8% углерода, 4% хрома, 18% вольфрама, 1% ванадия. Обладают одинаково высокой теплостойкостью. Повышенная в 2 раза износостойкость быстрорежущей стали Р18 по сравнению с Р9 из-за более высокого содержания свободных карбидов (примерно в 3 раза). Р18 значительно лучше шлифуется, чем Р9, и меньше «прижигается»*. В виду всех этих преимуществ и положительных качеств уже давно принято считать быстрорежущую сталь Р18 эталоном, в сравнении с которой оценивают другие марки режущего материала этой группы.
- В попытках сократить расход дорогостоящего вольфрама и повысить режущие свойства режущего инструмента учёные и инженеры отечественных НИИ разработали множество марок молибденовых режущих сталей: Р9М4, Р6М5, Р6М3; кобальтовых режущих сталей: Р9К10, Р9К5; ванадиевых режущих сталей: Р18Ф2, Р14Ф4, Р12Ф3, Р9Ф5; и быстрорежущих сталей с комбинацией легирующих добавок: Р18Ф2К5, Р12Ф2М3К8, Р12Ф4К5, Р6М5К5. Эти марки быстрорежущих сталей, всего их более 40 видов, подразделяются по производительности и теплостойкости на группы: нормальная, повышенная и высокая: Режущая сталь с нормальной теплостойкостью — это инструментальная сталь с содержанием вольфрама Р9, Р12 и Р18, а также современные их аналоги — Р6М5 (импортный аналог — HSS), Р6М3.
- Режущая сталь с повышенной теплостойкостью — это инструментальная сталь с содержанием 2% молибдена, от 2% до 4% вольфрама с 6% — 8% ванадия или 9% — 10% вольфрама с 4% — 5% ванадия. В эту группу также включены стали с легирующими добавками в виде 5% кобальта, 3,5% — 4% ванадия и ≤ 12% вольфрама. А также стали с 6% — 8% кобальта, 1,5% — 2% ванадия и ≤ 10% вольфрама. Примеры — Р6М5К5 (HSS Co), Р6М5К8, Р9К5.
- Режущая сталь с высокой теплостойкостью — это высоколегированная углеродистая сталь, содержащит ≥ 12% кобальта, ≤ 18% вольфрама и ≤ 3,5% ванадия. В некоторых марках долю вольфрама уменьшают ≤ 14%, путём введения дополнительного количества молибдена.
Это интересно: Как расплавить латунь в домашних условиях. Характеристики и свойства латуни
Все инструменты для работы на станках в основном изготавливают из быстрорежущих сталей. Технологи и руководители металлообрабатывающих организаций обязаны разбираться в марках быстрорежущей стали, их характеристиках и свойствах легирующих добавок, поскольку эти данные позволят им обоснованно подойти к выбору марки быстрорежущей стали, которая будет оптимальной для конкретных условий работы и обрабатываемого материала. Этот выбор можно сделать только на основании технологических и эксплуатационных свойствах, обусловленных легирующими добавками входящими в состав быстрорежущих сталей.
Влияние легирующих добавок кобальта, ванадия, молибдена и вольфрама на свойства быстрорежущей стали
- Вольфрам — является легирующей добавкой и придаёт быстрорежущей стали теплостойкость, повышает износостойкость и значительно повышает твёрдость. Принимаемая за эталон быстрорежущая сталь Р18 с содержанием 18% вольфрама в свободной форме отлично закаливается и шлифуется. Высокая теплостойкость (≤620°С) по отношению углеродистым и низколегированным углеродистым сталям обусловлена высоким содержанием вольфрама. Вольфрам незначительно снижает прочность и теплопроводность. Сталь Р18 менее пластична, чем Р9 и Р12. Высокая карбидная неоднородность (карбидные ликвации у неё несколько больше), поэтому она менее пластична, чем те же Р9 и Р12 и сложнее обрабатывается под давлением в нагретом состоянии.
- Молибден — легирующая добавка для быстрорежущей стали с более выраженными характеристиками, чем у вольфрама. Содержание молибдена в стали снижают в 1,5 раза в сравнении с вольфрамом, сохраняя при этом тот же уровень теплостойкости. Сталь с содержанием молибдена в горячем состоянии более пластична, чем с вольфрамом, её легче обрабатывать на прессовом и кузнечном оборудовании. Кроме этого, молибден значительно повышает теплопроводность (отвод тепла из рабочей зоны). Повышенная прочность в сталях с содержанием молибдена ≤5%. Карбидная неоднородность в сталях с молибденом меньше, увеличивается интервал температур закалки. Минусом является обезуглероживание при нагревании перед закаливанием.
- Ванадий — легирующая добавка для быстрорежущей стали, наделяющая её повышенной твёрдостью (≤ 67 HRC), повышает теплостойкость (≤ 635 °С). Несколько отрицательно воздействует на такие показатели как хрупкость, прочность и теплопроводность. Ванадий в стали ухудшает шлифуемость из склонности этих сталей к прижогам*, которая зависит от концентрации карбидов ванадия, поскольку они имеют малую теплопроводность и твёрже основного состава стали, чем больше ванадия — тем хуже в этом смысле.
- Кобальт — как легирующая добавка в быстрорежущей стали образует в её составе мелкодисперсные интерметаллиды, а не карбиды как с хромом, молибденом, ванадием и вольфрамом, что увеличивает теплостойкость до 670 °С и твёрдость до 65 HRC. Кобальт значительно повышает теплопроводность, превосходя по этому показателю молибден. Быстрорежущая сталь с кобальтом, например Р6М5К5 (импортный аналог — HSS-Co), шлифуется лучше, чем ванадиевые стали. Несмотря на эти положительные характеристики, кобальт снижает прочность и повышает хрупкость, высокая карбидно-интерметаллидная неоднородность. Кроме того, кобальтовые свёрла дороже свёрл Р18 практически на 100%.
Применение режущего инструмента из сталей с повышенной и высокой теплостойкостью рационально только при работе на повышенных скоростях и обработке труднообрабатываемых материалов, посколько только в этом случае можно получить преимущество за счет более быстрой скорости обработки (в 3-4 раза более быстро), чем инструментами из быстрорежущих сталей нормальной теплостойкости. Стали нормальной теплостойкости имеют ряд преимуществ — низкая цена, более высокая прочность, легче обрабатываются. Очень важно учитывать профессионализм и оснащение производственной площадки всем необходимым инструментом для выполнения работ и заточки. В случае, если нарушаются рекомендации по закалке, отпуску, заточке и шлифования, то преимущества таких сталей не будут реализованы, кроме того инструмент будет испорчен (характеристики инструмента станут хуже, чем у инструмента из режущей стали с нормальной теплопроводностью) и возрастут расходы.
Дополнительно режущие свойства стали могут быть повышены добавлением в их состав азота в количестве 0,06% — 0,09%. Маркируется она очень просто, ставится буква А, например: Р6М5 — Р6АМ5 (АР6М5), АР18, АР12. Введение в состав быстрорежущей стали азота повышает на 1-2 HRC твёрдость и увеличивает режущие свойства на 20% — 30%.
Применение технологии порошковой металлургии в производстве режущих инструментов существенно увеличивает свойства быстрорежущих сталей. Процесс заключается в прессовании из порошка, прокатом и в конце процесса — ковка заготовки (упрочнение и придание формы). Данная технология позволяет получить режущую сталь более однородную по своей структуре, уменьшить деформацию при термобработке и улучшить износостойкость инструмента до 2-х раз.
Поскольку вольфрам имеет ограниченные запасы на Земле и при этом процесс получения вольфрама достаточно дорогостоящий, то в мире, как впрочем и в нашей стране, начали разрабатывать безвольфрамовые марки режущей стали, такие как: ЭК-42, ЭК-41, 11М5Ф и тд. Эти марки режущей стали по своим характеристикам аналогичны марке Р6М5.
Относительно недавно появились безуглеродные высоколегиронанные сплавы (дисперсионно-твердеющие ДТС) с содержанием углерода до 0,06%, например: В16М4К16Х4Н2, ЗВ20К20Х4, Р10М5К25, Р18М7К25, Р18МЗК25. Дисперсионное твердение данных сплавов во время закалки и отпуска приводит к повышению твёрдости до 69 HRC и теплостойкости ≤ 720 °С. Имеющие высокую прочность ≤2000 Н/мм2 режущие инструменты, изготовленные из этого материала, используются для работы с труднообрабатываемыми материалами, при это скорость резания возрастает в 1,5-2 раза в сравнении с быстрорежущей сталью Р18. Экономически нецелесообразно инструментами изготовленными из ДТС обрабатывать углеродистые и умеренно легированные конструкционные материалы, поскольку они имеют высокую стоимость и при обработке обычных материалов их свойства проявляются на уровне Р18Ф2 и Р9К5, не более.
Быстрорежущая инструментальная сталь
Быстрорежущих инструментальных сталей от всех выше представленных видов инструментальных стальных сплавов отличает более высокая красностойкость. Данные сплавы не изменяют своих механических характеристик при температурном режиме до 650 ºС. Как результат, скорость резания увеличивается в 5 раза, а долговечность инструментария в 32 раз.
Этого стало возможным благодаря включению в их химический состав вольфрама или его аналога молибдена. Также на теплостойкость положительно влияет добавление в сталь таких металлов как кобальт, ванадий и хром. Наиболее востребованными марками в машино- и станкостроении являются Р18, Р12, Р6М4 и Р10К5Ф5. Из данной группы инструментальных сталей стоит отметить Р12, т. к. она обладает лучшей технологичностью: более податлива обработке давлением.
Термическая обработка данных стальных сплавов включает в себя закалку при 1250 ºС и многократный низкий отпуск при 350 ºС. Превышение указанных температур крайне нежелательно, т.к. это приводит к резкому снижению механических характеристик, в частности образования хрупкости. Иногда для улучшения коррозионностойких свойств быстрорезы дополнительно обрабатываются паром.
Штампованная сталь
Штампованная инструментальная сталь используется в производстве матриц и пуансонов штампов. Как было сказано ранее, она подразделяется на сталь холодного и горячего деформирования.
Инструментальная сталь холодной деформации работают при температуре 250-300 ºС. Сюда относят Х12М и Х12Ф1, в основе которых лежит фазовая структура ледибурит. Их отличие — это высокое значение прокаливаемости, красностойкости и твердости (64 HRC). Из них изготовляют массивные штампы сложной формы, ролики для накатывания резьбы и т. д.
Это интересно: Как расшифровать марку стали
Штампованные стали горячей деформации работают с более горячим металлом, температура которого может доходить до 550 ºС. Поэтому, помимо всего прочего, они должны обладать разгаростойкосью — способностью выдерживать многократные перегревы и не трескаться при этом. Наиболее востребованными марками здесь являются 5ХНМ и ХГМ.
Инструментальные стали в свое время совершили технологический прорыв в области обработки металлов. Их использование позволило повысить скорость резания почти в 5 раз. Но прогресс не стоит на месте. Сейчас они становятся все менее актуальными. Особенно на фоне новостей об усовершенствовании керамических сплавов.
Марки и категории
Различают множество категорий инструментальных сталей — У7, У7А, У8, У8ГА, У9 и другие. Самые используемые материалы марок У7А, У8, У8А и У9, поскольку они отличаются высокой прочностью, устойчивостью к нагреву, не деформируются при ударе. Марки У10 и выше также отличаются хорошей прочностью, однако они становятся пластичными при длительном контакте с высокими температурами, что снижает их универсальность. Основные марки инструментальных сталей:
| Категория | Марки | Физические особенности |
| Углеродистая, стандартная | У7, У7А | Марки отличаются хорошей прочностью, низкой электропроводностью, низким риском коррозии. Подходят для производства деревообрабатывающих инструментов — топоры, стамески, долота. Также могут применяться для изготовления зубил, иголок, плоскогубцев, кусачек, молотков, ручных пил, крючков. |
| Углеродистая, повышенной прочности | У8, У9 + подвиды | Марки обладают повышенной прочностью, но хуже переносят локальный или общий нагрев. Поэтому их используют для производства деревообрабатывающего оборудования — топоры, стамески, станковое оборудование, пилы, ролики. Также могут применяться для производства мелких деталей, которые не будут подвергаться нагреву — запчасти для часов, иголки, крючки, заклепки, гвозди, болты, шурупы. |
| Углеродистая, стандартной или повышенной прочности, с легирующими добавками или без них | У10, У11 + подвиды | Марки хорошо выдерживают деформацию и локальный нагрев до невысоких температур, отличаются пониженным риском коррозии. Легирующие добавки могут улучшать физические свойства марок (устойчивость к нагреву, пониженный риск коррозии, повышенная пластичность). Основные запчасти — сверла, ленточные пилы, фрезы, ролики, шаберы, напильники. Некоторые марки применяются для изготовления медицинского оборудования, деталей для электронных инструментов. |
| Углеродистая, повышенной или стандартной прочности, без легирующих добавок | У12, У12А | Марки относятся к категории грубых сталей, отличающихся пониженным классом точности. Сфера применения — производство прочных запчастей или деталей, которые не будут нагреваться до средних, высоких температур. Примеры запчастей — резцы, молотки, топоры, ручные пилы, напильники. |
| Углеродистая, стандартной или повышенной прочности, без легирующих добавок | У13, У13А | Марки относят к группе грубых сталей, которые становятся пластичными при нагреве. Обладают пониженным классом точности, поэтому эти марки используют для производства ручных обрабатывающих инструментов. Примеры — напильники, лезвия, надфили, инструменты для гравировки, хирургическое оборудование. |
Особенности закалки, отжига
Многие категории инструментальных сталей подвергаются закалке, отжигу для улучшения физических свойств материала. Для закалки инструмент нагревается в соляных ваннах — это позволяет распределить тепло равномерно по всей поверхности металла. Быстрорежущие металлы нагреваются ступенчато с помощью трех ванн:
- В первой ванне температура находится в пределах от 400 до 550 градусов. Металл сперва помещаются в эту ванну на срок не более 1 часа.
- После равномерного обогрева запчасти деталь переносят в другую соляную ванну, где температура будет на 200-300 градусов выше.
- После нагрева деталь вновь переносят в третью ванну, где температура составляет 1250-1300 градусов. В этой ванне проходит финальная закалка металла.
Ступенчатая закалка позволяет равномерно распределить мартенсит, аустенит по всему материалу, что благоприятно сказывается на его физических свойствах. Чтобы расплавить часть аустенита, нужно выполнить финальный отпуск в ванне, температура которой составляет не более 550 градусов. Отпуск рекомендуется повторять хотя бы 3 раза, чтобы снизить количество аустенита ниже критического уровня. Для дополнительной закалки можно также применять технологию обработки холодом. Для этого закаленный металл следует поместить в емкость с жидким материалом, температура которого составляет от -100 до -50 градусов. Низкотемпературная закалка выполняется в один этап, повторная закалка не требуется, что связано с особенностью расплава аустенита при низких температурах.
Несколько слов о маркировке
Все инструментальные стали имеют специальное буквенно-числовое обозначение. По ГОСТ этот код должен наноситься на все упаковки со стальными деталями, а в ряде случаев обозначение должно наноситься и на саму деталь. В случае транспортировки детали на территорию другого государства маркировка наносится в обязательном порядке. Также должны быть учтены государственные стандарты принимающей сторон. Скажем, государство может потребовать, чтобы помимо отечественной маркировки на нее наносился дополнительный код, соответствующий национальному законодательству.
Код ГОСТ имеет следующую структуру: X1 X2 Y Z. Расшифровка будет такой:
- X1 — этот показатель отражает высокое содержание углерода в сплаве. Переменная X1 может принимать только одно значение — символ У. Так как инструментальные сплавы содержат повышенное количество углерода, то этот символ указывается всегда. Поэтому по факту у всех инструментальных сплавов код начинает с символа У.
- X2 — этот показатель отражает концентрацию углерода в десятых долях процента. Минимальное значение, которое может принимать инструментальная сталь, равно 7 (что ясно из определения этой стальной марки). Формально значение X2 не ограничено, однако по факту содержание углерода в инструментальных сплавах редко составляет более 1,2%. Поэтому обычно переменная X2 находится в пределах от 7 до 12.
- Y — этот показатель указывает на наличие легирующих добавок. Основная легирующая добавка — это марганец, из-за которой переменная может принимать значение Г. В качестве легирующих веществ могут также использоваться хром (символ X), вольфрам (символ В) и другие. Обратите внимание, что при отсутствии легирующих добавок переменная Y будет отсутствовать.
- Z — этот показатель указывает на категорию сплава (качественная или высококачественная). Если сплав является высококачественным, то ставится буква А. Если сплав является просто качественным, то какие-либо символы не ставятся.
Давайте теперь разберем несколько примеров, чтобы понимать, как расшифровывается та или иная марка стали:
- Скажем, у нас имеется деталь марки У8ГА. Символы У и 8 означают, что в состав материала входит повышенное содержание углерода, а точная концентрация углерода составляет 0,8%. Буква Г указывается на то, что в сплаве содержится марганец. Буква отражает тот факт, что сталь является высококачественной.
- Теперь рассмотрим другой пример. У нас имеется сплав с маркировкой У12. Символы У и 12 указывают на то, что в составе сплава содержит углерод в концентрации 1,2%. Переменная Y отсутствует — это значит, что материал не содержит легирующие добавки в значительных количествах. Также у сплава нет буквы А в конце кода — это значит, что материал относится к категории качественных (но не высококачественных).
Классификация
Все марки для производства подразделяются на следующие группы:
- теплостойкие и вязкие — обычно это заэвтектоидные и доэвтектоидные стали, включающие хром, молибден и вольфрам. Углерод в сталях должен соответствовать низким и средним значениям;
- высокотвердые и вязкие, а также нетеплостойкие — в сплавах содержится минимум легированных элементов, а также среднее количество углевода, отличающиеся малой прокаливаемостью;
- Высокотвердые и теплостойкие, а также износостойкие — это быстрорежущие легированные стали с большим содержанием легированных элементов, сплавы с ледебуритной структурой, в которых содержится более 3 процентов углерода;
- износостойкие, высокотвердые со средней теплостойкостью — материалы имеют заэвтектоидную и ледебуритную структуру, в их составе содержится примерно 2−3 процента углерода и 5−12 процентов хрома;
- высококачественная и качественная инструментальная сталь — отличаются друг от друга по процентному соотношению присутствия в них серы и фосфора;
- высокотвердые и нетеплостойкие — эти инструментальные стали с заэвтектоидной структурой вообще не включают в себя легированные элементы, или же они присутствуют в минимальном количестве. Уровень их твердости обеспечивается за счет большого количества углерода в составе.
Уровень твердости — очень важный параметр для рассматриваемого материала. Обычно высокотвердые стали не используют для производства инструментов, которые во время эксплуатации подвергаются ударным сильным нагрузкам. Это происходит за счет того, что эти сплавы имеют невысокую вязкость и большую хрупкость, из-за чего инструмент, которых из них сделан, может сломаться.
По уровню твердости данные стальные материалы бывают с высоким уровнем вязкости, где углерода содержится 0,4 -0,7% или же с большой износостойкостью и твердостью, где количество углевода равно 0,7−1,5%.
Отличаются стали и по степени своей прокаливаемости. По этому критерию они подразделяются на:
- изделия с повышенной прокаливаемостью, где диаметр прокаливания составляет от 80 до 100 мм;
- высокой — диаметр от 50 до 80 мм;
- низкой — от 10 до 25 мм соответственно.
Что такое инструментальная сталь? (Шесть групп с деталями)
перейти к содержанию Что такое инструментальная сталь? (Шесть групп с деталями)Что такое инструментальная сталь?
Инструментальная сталь относится к различным углеродистым и легированным сталям, которые особенно хорошо подходят для изготовления инструментов. Их пригодность обусловлена их особой твердостью, стойкостью к истиранию и деформации, а также их способностью удерживать режущую кромку при повышенных температурах. В результате инструментальные стали подходят для использования при обработке других материалов.
Существует шесть групп инструментальных сталей : водозакаливаемые, холоднодеформированные инструментальные стали, ударопрочные, быстрорежущие, жаропрочные и специальные инструментальные стали. Выбор группы зависит от стоимости, рабочей температуры, требуемой твердости поверхности, прочности, ударопрочности и требований к ударной вязкости. Чем тяжелее условия эксплуатации (более высокая температура, абразивность, коррозионная активность, нагрузка), тем выше содержание сплава и, следовательно, количество карбидов, необходимых для инструментальной стали.
1. Группа водоотверждения
Названа из-за своего основного свойства закалки в воде. Эта группа инструментальных сталей представляет собой, по существу, простую высокоуглеродистую сталь. Он широко используется из-за его низкой стоимости.
Инструментальная сталь W-группы получила свое название из-за определяющего свойства закалки в воде. Сталь марки W представляет собой по существу высокоуглеродистую простую углеродистую сталь. Эта группа инструментальных сталей является наиболее часто используемой инструментальной сталью из-за ее низкой стоимости по сравнению с другими. Они хорошо подходят для мелких деталей и приложений, где не встречаются высокие температуры; выше 150 ° C (302 ° F) он начинает заметно размягчаться. Его прокаливаемость низкая, поэтому инструментальные стали группы W должны подвергаться быстрой закалке, требующей использования воды. Эти инструментальные стали могут достигать высокой твердости (выше 66 HRC) и являются довольно хрупкими по сравнению с другими инструментальными сталями. W-стали все еще продаются, особенно для пружин, но они используются гораздо менее широко, чем в 19 веке.го и начала 20 века. Отчасти это связано с тем, что W-стали деформируются и трескаются во время закалки гораздо больше, чем стали, закаленные в масле или закаленные на воздухе.
2. Группа холодной обработки
Группа из трех инструментальных сталей: маслозакалки, воздушной закалки и высокоуглеродистой хромовой. Стали этой группы обладают высокой прокаливаемостью и износостойкостью при средней ударной вязкости. Как правило, они используются при производстве более крупных деталей или деталей, требующих минимальных искажений при закалке.
Как закалка в масле, так и закалка на воздухе снижают деформацию и более высокое напряжение, вызванное быстрой закалкой в воде. Благодаря этому они менее склонны к растрескиванию.
- 2.1. Закалка в масле
Очень распространенной сталью с закалкой в масле является сталь O1. Это очень хорошая сталь для холодной обработки, а также очень хорошие ножи и вилки. Его можно закалить примерно до 57-61 HRC.
- 2.2. Воздушная закалка
Первой инструментальной сталью с закалкой на воздухе была сталь мушет, которая в то время была известна как сталь с закалкой на воздухе.
Современные стали воздушной закалки характеризуются малой деформацией при термической обработке из-за высокого содержания хрома. Их обрабатываемость хорошая, и они имеют баланс износостойкости и ударной вязкости (т. е. между D- и ударопрочными классами).
- 2.3. Высокоуглеродистый хром,
2.3.1. Тип D
Тип D относится к классу инструментальных сталей для холодной обработки, содержит от 10% до 13% хрома. Эти стали сохраняют свою твердость до температуры 425 °C (797°F). Общие области применения этих инструментальных сталей включают штампы для ковки, блоки штампов для литья под давлением и штампы для волочения. Из-за высокого содержания хрома некоторые инструментальные стали типа D часто считаются нержавеющими или полунержавеющими, однако их коррозионная стойкость очень ограничена из-за осаждения большинства их хромовых и углеродных компонентов в виде карбидов.
Инструментальная сталь D2 очень износостойкая, но не такая прочная, как низколегированные стали. Механические свойства D2 очень чувствительны к термической обработке. Он широко используется для производства ножей для ножниц, строгальных ножей и промышленных режущих инструментов; иногда используется для лезвий ножей.
| А | А2 – А10 | Воздушная закалка, средние сплавы |
| Д | Д2 – Д7 | Высокоуглеродистый, с высоким содержанием хрома |
| О | О1 – О7 | Закалка в масле, низкоуглеродистая |
2.3.2. 1.2767 тип
ISO 1.2767, также известная как DIN X 45 NiCrMo 4, AISI 6F7 и BS EN 20 B, представляет собой закаливаемую на воздухе инструментальную сталь с основным легирующим элементом никеля. Он обладает хорошей прочностью, стабильным зерном и хорошо полируется. Он в основном используется для штампов при литье пластмасс под давлением, которые связаны с высокими нагрузками. Другие области применения включают вырубные штампы, штампы для штамповки и промышленные лезвия.
Следующие марки стали также относятся к группе сталей для холодной обработки.
| Код AISI | Обозначение AISI | Тип инструментальной стали |
| Вт | от W1 до W7 | Высокоуглеродистая сталь, закаливаемая в воде |
| W1 А – 1В | Углерод | |
| Вт2 – Вт3 | Углерод-ванадий | |
| W4 – W5 | Углерод-хром | |
| В7 | Углерод Хром Ванадий |
3. Группа ударопрочности
Этот класс имеет высокую ударопрочность и хорошую прокаливаемость. Он предназначен для защиты от ударов как при низких, так и при высоких температурах. Он также имеет очень высокую ударную вязкость и относительно низкую стойкость к истиранию.
Карбидообразующие сплавы обеспечивают необходимую стойкость к истиранию, прокаливаемость и жаропрочность. Это семейство сталей демонстрирует очень высокую ударную вязкость и относительно низкую стойкость к истиранию, а также может достигать относительно высокой твердости (HRC 58/60). В США ударная вязкость обычно определяется содержанием кремния от 1 до 2% и содержанием молибдена от 0,5 до 1%. В Европе ударные стали часто содержат 0,5-0,6 % углерода и около 3 % никеля. От 1,75% до 2,75% никеля по-прежнему используется в некоторых ударопрочных и высокопрочных низколегированных сталях (HSLA), таких как L6, 4340 и шведская сталь для пил, но это относительно дорого. Примером его использования является производство бит отбойного молотка.
4. Группа высоких скоростей
Инструментальные стали Т-типа и М-типа используются для режущих инструментов, когда необходимо сохранить прочность и твердость при высоких температурах.
Быстрорежущая сталь (HSS или HS) представляет собой разновидность инструментальных сталей, обычно используемых в насадках и режущих инструментах. Он часто используется в пилах и сверлах. Он превосходит более старые инструменты из высокоуглеродистой стали, которые широко использовались в 1940-х годах, поскольку он может выдерживать более высокие температуры без потери качества (твердости). Это свойство позволяет быстрорежущей стали резать быстрее, чем высокоуглеродистая сталь, отсюда и название быстрорежущей стали. При комнатной температуре, при обычно рекомендуемой термообработке, марки быстрорежущей стали обычно демонстрируют высокую твердость (выше 60 HRC) и стойкость к истиранию (обычно связанную с содержанием вольфрама и ванадия, часто используемого в быстрорежущей стали) по сравнению с обычными углеродистыми и инструментальными сталями.
| М | М1, М7, М10 | Молибден |
| М30, М33, М34, М42, М43, М46, М47 | Молибден, Кобальт | |
| М2, М3, М4 | Молибден, Вольфрам | |
| М6, М15, М35, М36< М41, М44, М45 | Молибден, вольфрам, кобальт | |
| Т | Т1, Т2, Т3, Т7, Т9 | Вольфрам |
| Т4, Т5, Т6, Т8, Т15 | Вольфрам, кобальт |
5. Группа горячей обработки
Инструментальные стали группы H были специально разработаны для сохранения прочности и твердости при длительном воздействии повышенных температур.
Стали для горячей обработки представляют собой группу сталей, используемых для резки или формовки материала при высоких температурах. Инструментальные стали группы Н были разработаны для повышения прочности и твердости при длительном воздействии повышенных температур. Эти инструментальные стали являются низкоуглеродистыми и легированными от умеренного до высокого, что обеспечивает хорошую жаропрочность и ударную вязкость, а также достаточную износостойкость благодаря значительному количеству карбида. от h2 до h29основаны на содержании хрома 5%; от h30 до h49 основаны на содержании вольфрама 9-18% и содержании хрома 3-4%; h50 до H59 основаны на молибдене.
| Н | В 10, В21, В22, В23 | Хром, Молибден |
| h24, h26, h29, h33 | Хром, Вольфрам | |
| h30, h31, h32, h34, h35, h36 | Вольфрам | |
| h25, h51, h52, h53 | Молибден |
6. Группа специального назначения / Сталь для форм для пластмасс
Инструментальная сталь P-типа является сокращением от сталей для форм для пластмасс. Они разработаны в соответствии с требованиями штампов для литья цинка под давлением и штампов для литья пластмасс под давлением. Распространенные марки стали, такие как P20, 420 и т. д.
Инструментальная сталь L-типа является сокращением от низколегированной инструментальной стали специального назначения. L6 очень жесткий.
Инструментальная сталь типа F закалена в воде и значительно более износостойкая, чем инструментальная сталь типа W.
| Ф | Ф1 | Высокоуглеродистые низколегированные сплавы |
| Ф2, Ф3 | Вольфрам | |
| Л | Л1, Л3, Л7 | Углерод > 0,65%, Хром |
| Л2 | Углерод <0,65%, Хром | |
| Л6 | Углерод > 0,65%, никель | |
| С | С1, С3 | Вольфрам |
| С2, С4, С5, С6 | Кремний | |
| С7 | Хром | |
| Р | Р1- Р20, Р21 | Низкоуглеродистая литейная сталь |
Инструментальные стали представляют собой металлургически «чистые» высоколегированные стали, которые выплавляются при относительно небольших плавках в электрических печах и производятся с особым вниманием к однородности. Их можно дополнительно очищать аргонно-кислородным обезуглероживанием (AOD), вакуумными методами или электрошлаковым рафинированием (ESR). В результате инструментальные стали часто используются для критических высокопрочных или износостойких применений. Из-за высокого содержания легирующих элементов инструментальные стали должны подвергаться прокатке или ковке с осторожностью, чтобы производить прутки удовлетворительного качества.
Для достижения наилучших свойств инструментальные стали всегда подвергаются термообработке. Поскольку детали могут деформироваться во время термообработки, прецизионные детали должны быть полуфабрикатными, термообработанными, а затем законченными. При жидкостной закалке наиболее вероятно возникновение сильных деформаций, поэтому следует выбирать сплав, обеспечивающий необходимые механические свойства при наименьшей жесткой закалке.
Вам могут понадобиться инструментальные стали или у вас есть вопросы по инструментальным сталям, пожалуйста, оставьте комментарий или свяжитесь с нами в любое время.
Обеспечение качества ISO 9001
Ссылка для загрузки страницыПерейти к началу
Марки инструментальной стали и сравнение
Что такое инструментальная сталь? Инструментальная сталь
широко используется во всем мире многими производителями инструментов, инженерами и модельерами. Инструментальная сталь — это не одна конкретная сталь, а целый ряд углеродистых легированных сталей. Различные марки стали популярны благодаря своей уникальной твердости, стойкости к истиранию и, что более важно, способности выдерживать высокие температуры и сохранять режущую кромку или форму.
Инструментальные стали содержат четыре основных элемента, включая вольфрам, хром, ванадий и молибден. В зависимости от вашего проекта по изготовлению инструментов вам потребуется марка инструментальной стали, содержащая большее или меньшее количество желаемых элементов. Например, если в инструментальной стали содержится дополнительный ванадий, она будет более устойчива к коррозии.
Из-за их устойчивости к высоким температурам в обрабатывающей и машиностроительной промышленности инструментальные стали используются для резки и штамповки металлов и других материалов. Кроме того, инструментальные стали часто используются как часть конечного продукта.
Как производится инструментальная сталь?
Инструментальная сталь изготавливается различными способами, хотя вы обнаружите, что все они используют один и тот же процесс. То есть они всегда производятся в контролируемых условиях для достижения максимального качества.
Инструментальные стали обычно содержат от 0,5% до 1,5% углерода. Однако в производственный процесс вводятся другие элементы, такие как вольфрам, хром, ванадий и молибден. К наиболее популярным процессам производства стали относятся:
Прокатка
Прокатные станы используются в процессе формовки стали, в котором сталь пропускается через прокатный стан для придания стали желаемой толщины. Этот процесс обычно достигается с помощью горячей прокатки, так как с каждым прокатом производитель немного тоньше прессует сталь.
Первичная разделка
Первичная разделка — отличный вариант для производителей инструментальной стали, когда требуется высокое качество и практически полное отсутствие дефектов. Этот процесс работает с использованием гидравлического пресса с открытой матрицей или ротационной ковочной машины.
Горячее и холодное волочение
Горячее и холодное волочение используется на этапе производства инструментальной стали для повышения долговечности, получения меньших размеров и уникальных форм.
Инструментальные стали обладают чрезвычайно высокой прочностью (именно поэтому они так популярны). Однако эта прочность означает, что холодное волочение ограничено одним световым проходом, чтобы предотвратить растрескивание стали.
Плавка в электродуговой печи
Плавка в электродуговой печи (ЭДП), также известная как первичная плавка. Этот процесс работает путем нагрева металлических материалов с помощью электрической дуги.
По данным сайта substech. com, «примерно 33% мировой стали производится из электродуговой печи».
Порошковая металлургия
Порошковая металлургия — это уникальный процесс обработки металлов давлением, позволяющий производить высоколегированные инструментальные стали. Процесс порошковой металлургии заключается в нагревании спрессованных металлических порошков чуть ниже их температуры плавления.
К сожалению, порошковая металлургия имеет медленное время охлаждения и низкую ударную вязкость по сравнению с другими методами.
Как правильно выбрать инструментальную сталь?
При выборе правильной инструментальной стали для вашего проекта необходимо учитывать ряд различных аспектов. Инструментальные стали отлично подходят для таких применений, как режущие инструменты, кулачки, штампы, калибры, сверла и ножи. Однако вы можете использовать другую инструментальную сталь в зависимости от того, что вы производите. Например, инструментальная сталь выпускается в нескольких формах, таких как закалка в воде, холодная обработка, ударопрочная, быстрорежущая и горячая обработка. Вы также найдете различные сорта внутри этих типов, которые будут более подходящими для вашего проекта.
Некоторые из наиболее распространенных вопросов, которые вы должны себе задать, включают:
Каков ваш бюджет?
Марки инструментальной стали сильно различаются по цене, при этом закалка в воде обычно предлагает лучшую доступную цену. Малобюджетным предприятиям следует обратить внимание на марки инструментальной стали, такие как W1, W2 и W3. Тем не менее, это может быть не та сталь, которая подходит для вашего применения, поэтому перед покупкой необходимо провести тщательное исследование и обсудить это с владельцем сталелитейного завода.
Какая необходима рабочая температура?
Если в вашем проекте требуется, чтобы приложение работало при высоких температурах, вам следует обратить внимание на инструментальные стали для горячей обработки. Эти сорта инструментальной стали будут включать большее количество вольфрама и молибдена. Обязательно ищите марки, такие как h21 и другие марки серии H.
С другой стороны, если в вашем проекте требуется, чтобы приложения работали при низких температурах, вам понадобится инструментальная сталь для холодной обработки. Эти варианты, как правило, самые дорогие, но обладают фантастическими механическими свойствами, чтобы компенсировать стоимость. Примеры этого включают D2 и O1.
Планируете ли вы использовать его для литья пластмасс?
Если вы планируете использовать свое приложение для проектов по литью пластмасс, мы рекомендуем сосредоточиться на P20 или любой другой инструментальной стали серии P. Для пластикового литья требуется специальный тип инструментальной стали, который производители не могут использовать для любого другого типа применения.
Типы инструментальной стали
Инструментальные стали подразделяются на категории, основанные на их свойствах и возможностях, например, насколько прочна сталь, ее рабочая температура, стоимость и ударопрочность.
Эти группы могут быть классифицированы под следующим образом:
- , закрепляющий воду
- , холодноработающие
- , устойчивый
Инструментальные стали, закаливаемые в воде, также можно отнести к категории инструментальных сталей для холодной обработки. Как следует из названия, закаливаемые в воде инструментальные стали должны подвергаться закалке в воде. Закалка в воде, также известная как сталь марки W, может привести к увеличению растрескивания и деформации. Эта марка инструментальной стали в наши дни используется все реже. Хотя типичные области применения включают (в зависимости от состава углерода) долота, молотки, лезвия для ножниц, бритвенные лезвия и небольшие сверла.
Холодная обработка
Инструментальные стали для холодной обработки состоят из нескольких различных семейств, таких как марки O, марки D и марки A. Как следует из названия, холоднообрабатываемые инструментальные стали используются для изготовления изделий, которые используются при низких температурах.
В этих марках инструментальной стали вы найдете больше легирующих элементов по сравнению со сталями, закаливаемыми в воде. Эти стали обеспечивают непреклонную износостойкость и обрабатываемость. Области применения включают ножи для холодной резки, калибры, ножи для измельчения, штампы и инструменты для накатки.Ударопрочные
Инструментальные стали, относящиеся к категории ударопрочных, обладают способностью выдерживать сильные удары и обеспечивают хорошую прокаливаемость. Это достигается за счет хром-вольфрама и кремний-молибдена. Неудивительно, что применение инструментальной стали класса S включает сверла для отбойных молотков, долота, детали сцепления, холодные и горячие ножницы.
Быстрорежущие
Быстрорежущие стали (HSS) создаются из нескольких металлов, содержащих большое количество железа. Быстрорежущие стали выдерживают свою твердость при высоких температурах и позволяют резать быстрее, чем другие инструментальные стали. Типичными областями применения быстрорежущей стали являются пильные полотна, сверла и зубофрезы.
Горячая обработка
Наконец, последний сорт инструментальной стали относится к стали для горячей обработки. Эти стали могут выдерживать гораздо более высокие температуры, чем альтернативные, и были разработаны для сохранения чрезвычайной прочности и твердости при этих температурах. Инструментальные стали для горячей обработки относятся к стали класса H, которые содержат значительное количество карбида. Применение сталей для горячей обработки включает штампы для литья, горячую ковку, горячие захваты и ножи для горячих ножниц.
Калибровочная пластина Шеффилда
Калибровочная пластина Шеффилда является одним из ведущих поставщиков инструментальной стали в Великобритании и во всем мире. На сегодняшний день мы поставили более 22 стран нашей инструментальной стали в различных формах, таких как прутки, трубы, листы, пластины и шлифованный плоский прокат.
Инструментальную сталь какой марки следует использовать? Общие области применения инструментальных сталей
Варианты марок инструментальной сталиОбщие области применения
Обычная инструментальная сталь / Быстрорежущая сталь Применение и использование
Для вашего удобства мы составили список общих применений и применений нашей продукции из инструментальной и быстрорежущей стали.
Инструментальную или быстрорежущую сталь какой марки следует использовать? Ниже представлена информация о следующих инструментальных и быстрорежущих сталях марок A2, D2, O1, S7, h23 и M2. Вы можете найти ответ ниже, если нет, вы можете связаться с нами, мы можем помочь. Напишите нам или позвоните по телефону 1-888-866-5911Отказ от ответственности
Хотя мы никогда не рекомендуем использовать какой-либо конкретный сплав, вот список некоторых распространенных применений для нашей продукции из инструментальной и быстрорежущей стали.
A-2
A-2 Tool Steel
Common :
CamsDies :
Bending
Blanking (medium run)
Coining
Forming, Cold
Embossing
Lamination
Swaging, Cold
Trimming , Холодный
ДатчикиDrills :
GagesKnives :
Chipper
Shear, Cold
Woodworking
Lathe CentersMandrels :
Cold working
Master Hobs
Molds, Plastic
Plug GagesPunches :
Холодная экструзия
Холодная высадка
Волочение
ОбрезкаВалки :
ФормованиеD-2
D-2 Инструментальная сталь
Обычный
4 Инструменты для обжига 4
30005
Долоты :
Резка файла
Режущики:
БумагаDies :
изгиб
Blanking (Long Run)
Холодный заголовок. Резьбовой валик
Обрезка, холодная
Волочение проволокиСверла :
ДатчикиНожи :
0354 Токарные центры
Бумага
Роторные ножницы
Ножницы холодные 902
Деревообрабатывающий инструментMandrels :
Холодные работы
Master Hobs
, ПластикУдар :
Холодный экструзия
Sharels
40354 40354 40354
Share
Share
Share
. , Холодная (тонколистовая)O-1
O-1 Инструментальная сталь
Обычный :
Втулки
Нарезные резьбонарезные
ЦангиМатрицы :
Blanking (medium run)
Forming, Cold
Trimming, ColdDrills :
Drill Bushings
Gages
Knurling ToolsMandrels :
Cold Working
Plug GagesRolls :
Master Гравировка
МетчикиS-7
S-7 Инструментальная сталь
Обычный :
Инструменты для битья
Инструменты для котельныхДолота 5 Кузнечное дело
0354 Hot Work
Chuck Jaws
Детали сцепления
КоллетыDies :
Формирование, Hot
Gripper, Cold
Tripper, Hot
Swaging, Cold
Swaging, Hot
TRAGIP Ножницы холодные
Ножницы горячие
Мастер-червячные плиты
Формы пластиковые
Пневматические инструментыПуансоны :
Центр
Горячая обработка
ОбрезкаНожницы 0354 Hot Work
Марки :
HotH-13
H-13 Инструментальный сталь
Dies :
Корпуля
Die Casting Dies & Cores для Zinc
Die Casting Dies и Cores Enecusion Горячая обработка алюминия и магния
Ковка, горячая
Формовка, горячая
Захват, горячая
Обжим, горячая
Обрезка, горячая
Заготовки (горячая экструзия)Ножи :
Ножницы, горячая оправка320004:
Горячая экструзия
Плесени, пластикудары :
Горячая работа
Образование горячей гайки
Клетки сдвига:
Холод (тяжелый датчик)
HotСтрыки :
4
HOTM-2
M-2 High Speed Steel
Common :
Boring Tools
BroachesChisels :
File Cutting
CounterboresCutters :
Formtool
Milling
Inserted Blade
Бумага
Резьба
Woodworking
Инструменты отсеченияDies :
Холодные вставки
Extrusion, Cold
Торд
Проверки:
FREAD SPAD Ножи :
Бумага
Ротационные ножи
Деревообработка
Накатные инструменты
Токарные инструменты
Строгальные инструментыПуансоны :
Холодная экструзия
Холодная высадка
Горячее формование гаек
Развертки
Токарные инструменты
Пилы (ленточные, обрезные, вставные зубья)
ФрезыНожницы :
Холодные (тонколистовые)
МетчикиВсе еще нужна помощь в выборе инструментальной стали или быстрорежущей стали?
Мы не рекомендуем конкретные марки, но мы можем предоставить вам дополнительную информацию о продукции из инструментальной стали и быстрорежущей стали, которую мы продаем.
Свяжитесь с одним из наших торговых представителей сегодня! Напишите нам или позвоните по телефону 1-888-866- 5911S7, D2, A2: Разница в свойствах инструментальной стали
Технический Артикул
20.02.18
| 4 мин чтения
Инструментальная сталь — невоспетые герои, косвенно затрагивающие почти все аспекты современной жизни. Многие из повседневных предметов, с которыми мы сталкиваемся, штампуются, прессуются, формируются, вытягиваются или отливаются с использованием инструментальной стали, которая должна быть прочнее, жестче и тверже, чем предметы, которые они помогают создавать.
На протяжении многих лет металлурги корректировали формулы легированных сталей в соответствии с конкретными потребностями или условиями работы. В результате существуют десятки типов инструментальной стали.
Специфические свойства инструментальных сталей S7, D2 и A2, которые сегодня являются одними из самых популярных в промышленности и производстве, более подробно обсуждаются ниже. Однако код инструментальной стали AISI/SAE классифицирует инструментальную сталь на основе основного применения и характеристик материала.
Дополнительную информацию о материалах, обработке и применении для широкого спектра типов инструментальной стали можно найти здесь.Свойства инструментальной стали S7
Инструментальная сталь S7 представляет собой универсальный состав, подходящий как для холодных, так и для горячих работ. В ней относительно низкое содержание углерода по сравнению со сталями Д2 и А2 (0,45–0,55 %) и значительно меньшее содержание хрома (3,00–3,50 %). Отличается отличной ударопрочностью и ударопрочностью, а также хорошей стойкостью к размягчению при высоких температурах. S7 сравнительно менее устойчив к износу, но очень прочен. Хорошо противостоит деформации при термообработке.
Это самый мягкий из составов стали, сравниваемых в этой статье, достигающий типичного диапазона рабочей твердости между 48 – 58 HRC. Его «наилучшая» твердость составляет 54–56 HRC, а предел текучести составляет 235 тысяч фунтов на квадратный дюйм при температуре 500 градусов по Фаренгейту. На этих уровнях достигается хороший баланс прочности и пластичности. Свойства инструментальной стали
S7 делают ее предпочтительным типом для клепки, надрезов, штамповки штампов холодной штамповки и гибки; заклепочники, бетоноломы, дюбели, сверла и втулки.Свойства инструментальной стали D2
Этот закаливаемый на воздухе состав для холодной обработки отличается очень высокой концентрацией углерода и хрома (1,40–1,60 % и 11,00–13,00 % соответственно). Он обладает высокой износостойкостью, а высокая концентрация хрома обеспечивает умеренную коррозионную стойкость.
D2 менее прочен, чем инструментальные стали S7 и A2, но обладает хорошей стабильностью при термообработке. Его трудно обрабатывать и шлифовать, он обладает средней или высокой устойчивостью к размягчению при использовании при высоких температурах. D2 может достигать приблизительного диапазона твердости после отпуска от 54 до 61 HRC и имеет приблизительный предел текучести при сжатии от около 275 тысяч фунтов на квадратный дюйм до около 319 тысяч фунтов на квадратный дюйм. ksi по мере увеличения твердости.
Инструментальная сталь D2 часто используется для изготовления вырубных штампов, штампов для холодной штамповки, штамповочных штампов, инструментов для продольной резки, пуансонов, штампов для обрезки и резьбонакатных штампов для применений, когда исключительная прочность не требуется.Свойства инструментальной стали A2
A2 также является инструментальной сталью с закалкой на воздухе, но содержит менее половины хрома (4,75–5,50%) и немного меньше углерода (0,95–1,05%), чем D2. Обладает высокой износостойкостью и умеренной жесткостью. Как и D2, он невероятно устойчив к деформации при термообработке и умеренно поддается механической обработке и шлифовке.
Популярные диапазоны твердости для A2 составляют от 57 до 62 HRC с диапазоном предела текучести от 185 до 230 тысяч фунтов на квадратный дюйм.
Этот состав обычно используется при чеканке, экструзии, обрезке, резьбонарезных роликах и больших вырубных штампах; длинные пуансоны, ролики, мастер-ступицы, оправки, ножницы, продольно-резательные станки и прецизионные инструменты. Инструментальные стали
S7, D2 и A2 обычно всегда проходят сквозную закалку в вакуумных печах для сохранения чистых и гладких профилей поверхности.Роль специалиста по термообработке
Надлежащая термообработка имеет жизненно важное значение для характеристик инструментальной стали. Без него важные промышленные инструменты, такие как штампы, формы, заготовки или ножницы, не могли бы успешно выполнять свою повторяющуюся работу.
Мы используем диагностический подход, когда кто-то обращается к нам с проблемой инструментальной стали. Наши металлурги, хорошо разбирающиеся в свойствах S7, D2, A2 и других инструментальных сталей, задают множество вопросов, в том числе:- Для чего предназначена деталь?
- Каков его материальный состав?
- С какими материалами работает?
- Как часто используется?
- Если деталь вышла из строя, как она вышла из строя?
- Какими конкретными данными о его обычном использовании или в случае сбоя вы можете поделиться?
Мы можем помочь диагностировать проблему на основе того, что мы узнали.
Возможно, вам потребуется небольшое изменение дизайна. Возможно, вам придется использовать другую инструментальную сталь с допусками, которые лучше подходят для вашего применения. Возможно, вам придется рассмотреть альтернативные производственные процессы. В любом случае, мы будем направлять вас.
Это потому, что наша миссия состоит в том, чтобы обеспечить превосходное качество деталей, повышая ценность вашей работы. Наше вводное руководство по термообработке поможет вам узнать больше о том, как мы достигаем этой цели. Если у вас есть дополнительные вопросы о том, как решить проблему с инструментальной сталью на вашем предприятии, свяжитесь с нами сейчас.Термическая обработка | Обработка | Инструмент и усилитель Умереть | Инструментальные стали | Вакуумная печь | Вакуумная термообработка
Предыдущая статья
Следующая статья
Подпишитесь, чтобы быть в курсе последних и лучших новостей
Подписка по электронной почте — модуль призыва к действию
Марки стали | The Tool Hub
Более подробный обзор некоторых наших марок стали и их характеристик.
Сталь
МаркаСопоставимый стандарт
AISI/JISЗакалка Твердость при доставке
HRCХарактеристики Приложения АССАБ Сталь ИМПАКС
718SP20 Модифицированный Предварительно закаленный 31-36 Предварительно закаленный тип, высокая чистота с изотропной микроструктурой
содержит 1,0% NiВысококачественные вкладыши для форм, лучше всего подходят для литья пластмасс из
PA,POM, PS, PE, PP, ABS.ИМПАКС
718HПредварительно закаленный 36-42 EM38 — Предварительно закаленный 38-44 Хорошая полируемость, текстурирование, электроэрозионная обработка и обрабатываемость.
Однородная твердостьПодходит для пресс-форм для литья пластмасс под давлением, экструзионных головок и резины
пресс-формСТАВАКС S136 420, ЭСР Сквозная закалка 50-52 Высокая чистота, высокая полируемость до зеркального блеска, хорошая коррозионная стойкость
и низкая деформация после термической обработки.Высококачественные вкладыши для пресс-форм с зеркальной поверхностью и хорошей коррозионной стойкостью
, антикоррозийный охлаждающий канал, лучше всего подходят для литья пластмасс
из ПВХ, ПП, ЭП, ПК, ПММА, деталей машин для пищевой промышленности.СТАВАКС S136H Предварительно закаленный 31-36 СТАВАКС S136 СУП 420, ЭСР Сквозная закалка 50-52 Коррозионная стойкость и ударная вязкость лучше, чем у S136 Подходит для больших пластиковых форм с высокими требованиями к точности STAVAX S136H SUP Предварительно закаленный 31-36 Коррозионная стойкость и ударная вязкость лучше, чем у S136H ПОЛМАКС 420 (ESR+VAR), оптический класс Сквозная закалка 50-52 Сверхвысокая чистота и крайне низкая сегрегация благодаря двойному процессу переплавки
(ESR+VAR). Отличная полируемость для достижения оптических требований. Хорошая коррозионная стойкость и низкая деформация после термической обработкиВысококачественные формы для линз, оптических изделий, компакт-дисков
и медицинских изделийКОРРАКС S336 Нержавеющая сталь специального дисперсионного твердения Старение 32 Отличная коррозионная стойкость, очень хорошая размерная стабильность
при старении, хорошая свариваемостьПресс-формы для литья под давлением коррозионно-активных пластмасс,
резины, медицинской и пищевой промышленности, а также пластмассовых деталей сложной конструкции.ЭЛМАКС Специальный металлический порошок Сквозная закалка 50-52 Высокая износостойкость. Высокая коррозионная стойкость. Высокая
прочность на сжатие. Меньшая деформация после термической обработки.Подходит для пластиковых форм, требующих как высокой коррозионной стойкости
, так и износостойкости. Подходит для пластиковых форм для инженерных пластиков с добавками, такими как стекловолокно и/или антипирены. пресс-формы для электронного инкапсуляции. Компонент168 (Рамакс С/Рамакс 2) 420+S Предварительно закаленный 36-41 Высокая обрабатываемость. Высокая коррозионная стойкость Основание пресс-формыс требованием высокой прочности и коррозионной стойкости
. Пластиковые формы с коррозионной стойкостью, но не требующие высокой чистоты поверхности. Подходит для светильников в электронной промышленности.ОРВАР 8407 h23, МИКРОДИЗИРОВАННЫЙ + СОЭ Сквозная закалка 50-52 Инструментальная сталь для горячей обработки с высокой ударной вязкостью и хорошей термостойкостью Литье под давлением, экструзия, холодная зубофрезерная обработка, формы для ПА, ПОМ, ПС, ПЭ,
EP-пластикКАЛМАКС 635 Многофункциональная инструментальная сталь с высокой износостойкостью Сквозная закалка 50-52 Чрезвычайно высокая ударная вязкость и высокая износостойкость, хорошая прокаливаемость и свариваемость по стандарту
, хорошая прокаливаемость пламенем и индукционная прокаливаемость до HRC56-60, с толщиной закаленного слоя до 5 мм.Высокопрочная пластиковая форма и матрица для уплотнения, подходящие для формования армированных волокном пластиков. ВАНАДИС 10 Высокоэффективный порошок
Металлургическая инструментальная сталь для холодной обработкиСквозная закалка 50-52 Чрезвычайно высокая износостойкость, достаточная ударная вязкость с очень высокой прочностью на сжатие
и высокой стабильностью размеров во время термообработки.Высокоскоростная штамповка Е.И. сердечник и свинцовый каркас. Сталь SSAB Туокс 33 Предварительно закаленный 30-36 Подходит для инструментов и инженерных компонентов
. Обладает хорошей размерной стабильностью
после механической обработкиВысококачественные вкладыши для форм, лучше всего подходят для литья пластмасс из
PA,POM, PS, PE, PP, ABS.Туокс 44 Предварительно закаленный 44-50 Подходит для инструментов и инженерных компонентов
. Обладает хорошей размерной стабильностью
после механической обработкиВысокая чистота стали дает Toolox 44 очень хорошие возможности полировки, блеска A2 и текстурирования. DAIDO Сталь PX88 P20 Модифицированный Предварительно закаленный 31-36 Хорошая свариваемость, специальный легирующий состав для снижения чувствительности
из-за трещин в сварке.Среднесерийная пластиковая форма с хорошей обработкой поверхности. PX5 P20 Модифицированный Предварительно закаленный 31-36 Хорошая свариваемость, специальный легирующий состав для уменьшения
чувствительность из-за трещины сварного шва, хорошая обрабатываемостьПластиковая форма средней партии НАК55 Мод. P21+S, ESR Предварительно закаленный 40-43 Предварительно закаленный тип с высокой твердостью, хорошей обрабатываемостью и свариваемостью Высокоточные пластиковые и резиновые формы. НАК80 Мод. P21, ESR Предварительно закаленный 40-43 Предварительно закаленный тип с высокой твердостью, хорошо Формы
полируемость, отличная способность к фототравлению, хорошая электроэрозионная обработка и
свариваемостьтребуют высокой износостойкости и отличной обработки поверхности
.S-звезда SUS 420 J2 мод., ESR Предварительно закаленный 31-36 Высокая зеркальная полируемость поверхности с коррозионной стойкостью. Высокоточные пластиковые формы с зеркальной поверхностью
.S-звезда (А) SUS 420 J2 Мод., ESR Сквозная закалка 50-52 Высокая зеркальная полируемость поверхности с коррозионной стойкостью.
Твердость может быть доведена до 50–52 HRC при надлежащей термообработке для улучшения полируемости, износостойкости и/или коррозионной стойкостиВысокоточные пластиковые формы с зеркальной поверхностью
.Дх41-С SKD61 Модифицированный Сквозная закалка 50-52 Хорошие свойства сквозного твердения, особенно для больших форм, отличная стойкость к тепловому удару и термической усталости, хорошая стойкость к тепловой эрозии. AL, Mg Формы для литья под давлением, Детали для форм для литья под давлением, Пресс-формы для экструзии алюминиевых штампов, Формы для твердых пластиков. ДГК1 СКД61 Сквозная закалка 50-52 Хорошие свойства сквозного твердения, хорошая стойкость к тепловому удару и термической усталости, хорошая стойкость к термической эрозии. Zn, малые формы для литья под давлением из алюминия, детали для форм для литья под давлением, формы для экструзии под давлением из алюминия, формы для твердого пластика. ГОА SKS3 Модифицированный Сквозная закалка 50-52 Инструментальная сталь для холодной обработки с высокой прокаливаемостью и износостойкостью Пуансоны для холодной штамповки и вырубки, лезвия для резки листового металла
.DC11 СКД11 Сквозная закалка 50-52 Отличная износостойкость благодаря инструменту для холодной обработки с высоким содержанием хрома
стальПодходит для холодной экструзии, штампов холодной вытяжки, штамповки и вырубки штампов
для нержавеющей стали или металлических листов с высокой твердостью.DC53 SKD11 Модифицированный Сквозная закалка 50-52 Высокопрочная хромированная инструментальная сталь для холодной обработки, высокотемпературный отпуск
после термической обработки может достигать высокой твердости 62 HRC,
особенно хорошо подходит для многих работ по резке проволоки EDM, чтобы уменьшить поломку.Подходит для штамповки, холодной штамповки, глубокой вытяжки, накатки резьбы
, пуансонов для высокоскоростной штамповки, материалов из нержавеющей стали.Финкл Р20 НН P20 Модифицированный Предварительно закаленный 36-42 Благодаря специальному регулированию химического состава и хорошему соотношению процесса ковки и ковки механические свойства стали лучше, чем у обычной инструментальной стали AISI P20. Высококачественные вкладыши для форм, лучше всего подходят для литья пластмасс из
PA,POM, PS, PE, PP, ABS.П20 ЛК P20 Мод. (оптическое качество)Предварительно закаленный 36-42 Высокая чистота и меньшая сегрегация достигаются за счет двойного вакуума
процессов плавки (VAD + VAR) для получения хорошей полируемостиПодходит для пластиковых форм с оптическими требованиями без
, требующих работы с коррозионно-активными пластикамиЛегкая кисть из специальной стали ЛКМ 638 Р20 Предварительно закаленный 29-32 Высокая обрабатываемость Высококачественная основа литейной формы или крупные детали стержня. ЛКМ 2311 Р20 Предварительно закаленный 29-35 Предварительно закаленная инструментальная сталь для пластиковых форм. Пресс-формадля высококачественного пластика с длительным сроком производства. ЛКМ 2312 Р20 + С Предварительно закаленный 29-35 Отличная обрабатываемость, наиболее подходит для высокоскоростной объемной обработки
.Пластиковая форма для общего применения и основных деталей ЛКМ 738 P20 + Ni Предварительно закаленный 29-35 Высококачественная инструментальная сталь с предварительной закалкой, однородная по твердости
и с высокой обрабатываемостьюПресс-форма с высокой прочностью и хорошей отделкой. ЛКМ 738Н Предварительно закаленный 36-42 ЛКМ838Х P20 Мод. Предварительно закаленный 36-42 Благодаря специальной корректировке химического состава теплопроводность, обрабатываемость, полируемость и свариваемость LKM838H
лучше, чем у обычных инструментальных сталей AISI P20.Подходит для литья пластмасс из ПА, ПОМ, ПС, ПЭ, ПП, АБС с
требованиями высокой твердости, полируемости и износостойкости.ЛКМ818Х P20 Модифицированный Предварительно закаленный 36-42 Предварительно закаленный тип, высокая чистота с изотропной микроструктурой
содержит 1Высококачественные вставки для пресс-форм, подходящие для литья пластмасс из
PA,POM, PS, PE, PP, ABS.ЛКМ 2711 P20, Премиум Предварительно закаленный 36-43 Высокая твердость и высокая ударная вязкость Подходит для средних пластиковых форм, требующих высокой твердости и хорошей ударной вязкости ЛКМ420 420 Сквозная закалка 50-52 Хорошая защита от ржавчины. Твердость может быть увеличена до HRC 50–52 для применения в пластиковых формах .Пластиковая форма с защитой от ржавчины ЛКМ420Х 420 Предварительно закаленный 29-35 Хорошая защита от ржавчины. Пластиковая форма с требованием антикоррозионной защиты и формы
с требованием коррозионной стойкостиЛКМ 2083 420 Сквозная закалка 50-52 Твердость может быть доведена до 50–52 HRC при надлежащей термической обработке
для улучшения полируемости, износостойкости и/или коррозионной стойкостиФормы из коррозионностойкого пластика. ЛКМ 2083H Предварительно закаленный 29-35 Предварительно закаленный тип, коррозионная стойкость, высокая полируемость ЛКМ 2316А СУС 420 J2 Сквозная закалка 50-52 Твердость может быть доведена до 47 HRC при надлежащей термообработке .
, чтобы получить лучшую износостойкость и коррозионную стойкость, чем в предварительно закаленном состоянииПластиковые формы с высокой коррозионной стойкостью. ЛКМ 2316 Предварительно закаленный 29-35 Предварительно закаленный тип, высокая коррозионная стойкость ЛКМ 2316ESR СУС 420 J2, ЭСР Предварительно закаленный 29-35 Высокая чистота, высокая коррозионная стойкость Пресс-формы с высокой коррозионной стойкостью и хорошей полируемостью. ЛКМ h23 х23 Сквозная закалка 50-52 Хорошая прочность Подходит для пресс-форм из твердого пластика, ползунков, штампов для литья цинка под давлением
.ЛКМ 2343 х21 Сквозная закалка 50-52 Хорошая жаропрочность и высокая ударная вязкость, хорошая
стойкость к температурным испытаниямПодходит для литья под давлением
для алюминиевых и цинковых сплавов, форм из твердого пластика.ЛКМ 2343 СОЭ х21 ЭШП Сквозная закалка 50-52 Однородная структура и хорошие изотропные свойства. Хорошая пластиковая форма
с высокими требованиями к полировкеПодходит для литья под давлением магния, алюминия и цинка
сплавы. Хорошо подходит для пластиковых форм с высокими требованиями к полировке.ЛКМ 2344 х23 Сквозная закалка 50-52 Хорошая жаропрочность, подходит для форм для литья под давлением Подходит для литья под давлением алюминиевых и цинковых сплавов, форм из твердого пластика. ЛКМ 2344 СОЭ х23, ЭШП Сквозная закалка 50-52 Однородная структура и хорошие изотропные свойства. Хороший пластик
пресс-форма с высокими требованиями к полировкеЛКМ 2344-СУПЕР h23, МИКРОДИЗИРОВАННЫЙ + СОЭ Сквозная закалка 50-52 Высокая ударная вязкость и хорошая жаропрочность с высокой ударной вязкостью
, превышающей 300 ДжЛКМ 2510 О1 Сквозная закалка 50-52 Инструментальная сталь для холодной обработки с высокой прокаливаемостью и износостойкостью Режущие ножи, штампы для холодной штамповки, вырубки и штамповки. ЛКМ 2379 Д2 Сквозная закалка 50-52 Инструментальная сталь для холодной обработки с высоким содержанием хрома и хорошей ударной вязкостью. Подходит для холодной экструзии и формовки, холодной вытяжки, штамповки
и штамповки листового металла высокой твердости и листа из нержавеющей стали.ЛКМ 2767 6F7 (высокопрочная универсальная инструментальная сталь) Сквозная закалка 50-52 Высокая прочность и ударная вязкость, может быть закалена до HRC 50~54. Подходит для резки и вырубки листового металла толщиной 10 мм
или болееСинто PORCERAX II
PM – 35Спекание силового металлургического пористого материала Предварительно закаленный 38-43 Высококачественный проницаемый пористый материал предварительно отвержденного типа с высокой коррозионной стойкостью
, высокой обрабатываемостью и возможностью электроэрозионной обработки (поставляется
с размерами пор 7 и 20 мкм)пресс-формы для высококачественных пластиковых или литьевых деталей с тонкой стенкой
или сложной структурой. Устранение проблем с качеством и производительностью
из-за захвата газа во время литья под давлением.США Щетка Wellman Медно-бериллиевый сплав МОЛДМАКС 40 – Старение 36-42 Высокопрочный бериллиевый медный сплав, очень высокая теплопроводность
, эффективно сокращает цикл формования.Лучше всего подходит для литейного стержня и вкладыша, требующих быстрого охлаждения
.Электроэрозионная медь К1100П JIS h4100 – Чрезвычайно высокая чистота, хорошая электропроводность, высокая обрабатываемость Медный электрод
, низкая термическая деформацияEDM. США ALCOA Алюминиевый сплав 6061-T6/T651/T6511 – Старение Алюминиевый сплав с хорошей коррозионной стойкостью, отличными характеристиками соединения и анодированием Термоформование, выдувное формование, ультразвуковая сварка и детали машин. Алюминиевый сплав высокой твердости SWISS ALCAN ЦЕРТАЛЬ 7022-T651/T652 AlZnMgCu0,5 Старение 7 Высокая прочность, высокая твердость, хорошая обрабатываемость Литье пластмасс под давлением, выдувное формование, ультразвуковая сварка и детали машин Китай высококачественная пластиковая пресс-форма из стали WY718 P20+Ni Предварительно закаленный 29-35 Предварительно закаленная сталь для пресс-форм Форма Основание и основная часть пластиковой формы WY2311 Р20 ` 29-35 Предварительно закаленная сталь для пресс-форм Форма Основание и основная часть пластиковой формы Высококачественная простая углеродистая сталь S50C – S55C 1050 – 1055 7-20. Высокая обрабатываемость Подходит для пластиковых форм и деталей машин Инструментальная сталь – как она производится? Марки и области применения инструментальной стали
Инструментальные стали — это еще одна классификация или тип металла, который вы можете найти на рынке.
Из названия легко понять, что инструментальные стали входят в группу сталей . Это наиболее распространенная группа металлов, используемых сегодня в машиностроении.
Инструментальные стали, наряду с нержавеющими сталями, относятся к подгруппе легированных сталей. Оба они содержат легирующие элементы, которые придают им необходимые свойства для определенных применений. И мы собираемся выяснить, как эти свойства соотносятся с маркой инструментальной стали.
Что такое инструментальная сталь?
Как упоминалось ранее, в обрабатывающей промышленности используются различные типы сталей для различных целей.
Либо как часть производственного процесса, либо как часть конечного продукта.Судя по названию, вы можете иметь представление об основном назначении инструментальной стали. Независимо от того, производите ли вы ручные инструменты или станки, такие как штампы или сверла, инструментальная сталь — идеальный выбор. Некоторые из основных свойств, которые делают эту легированную сталь лучшим вариантом для изготовления инструментов, включают:
- Достаточно высокая твердость материала, что делает его устойчивым к деформации и сплющиванию.
- Высокая прочность, обеспечивающая устойчивость к поломкам и сколам.
- Износостойкость, включающая стойкость к истиранию и эрозии.
- Хорошие термические свойства, обеспечивающие способность сохранять форму и острые режущие кромки даже при очень высоких температурах.
Другие области применения инструментальных сталей, на которые следует обратить внимание, — это модификация и ремонт станков и штампов, что может быть очень актуально для некоторых отраслей металлообрабатывающей промышленности.
Кроме того, этот тип стали очень полезен при производстве пресс-форм для литья под давлением благодаря его стойкости к истиранию.Инструментальные стали бывают разных марок. Каждый сорт имеет более конкретные свойства в зависимости от того, как с ним обращаются. Например, некоторые сорта получают дополнительные химические свойства от таких компонентов, как ванадий. Ванадий повышает стойкость инструментальной стали к коррозионному износу.
Другие включают меньшее количество марганца для уменьшения возможности образования трещин при закалке.
Теперь, если вы спрашиваете, как это возможно, продолжайте читать, и вы узнаете.
Как производятся инструментальные стали?
Существуют различные процессы, которые можно использовать для производства инструментальной стали, но все они имеют нечто общее. Производство инструментальной стали должно осуществляться в контролируемых условиях для обеспечения высокого качества.
Инструментальные стали обычно содержат от 0,5% до 1,5% углерода.
Другие компоненты, такие как вольфрам, ванадий, хром и молибден, добавляются в разных пропорциях для достижения более специфических свойств.Некоторые из наиболее часто используемых процессов в производстве инструментальной стали включают:
- Плавка в электродуговой печи
- Электрошлаковое рафинирование
- Первичная поломка
- Роллинг
- Горячее и холодное волочение
- Непрерывное литье
Плавка в электродуговой печи (ЭДП)
Этот процесс также известен как первичная плавка. Он основан на плавлении металлической стружки, полученной в результате процессов измельчения и поставщиков. В основном при плавке в ЭДП используются остатки различных способов обработки металла.
Плавка в электродуговой печи широко используется из-за низких производственных затрат. Тем не менее, может потребоваться дополнительная обработка для достижения максимально возможного качества и свойств. Примером этого является отжиг для предотвращения растрескивания.
Процесс состоит из двух этапов:
- Быстрое плавление лома в печи.
- Рафинирование расплавленного металла в отдельной емкости, что позволяет перерабатывать большие объемы металла.
Необходимо избегать загрязнения расплава в процессе. Вот почему контролируемые условия так важны.
Электрошлаковое рафинирование (ЭШР)
Электрошлаковое рафинирование также известно как электрошлаковый переплав. На протяжении всего процесса металл плавится постепенно. Полученные слитки имеют хорошее качество поверхности без заметных дефектов.
Кроме того, инструментальная сталь, полученная с помощью этого процесса, обладает другими замечательными качествами, незаметными невооруженным глазом:
- Лучшая обрабатываемость в горячем состоянии
- Высшая чистота
- Повышенная пластичность
- Повышенная усталостная прочность
Хотя электрошлаковое рафинирование является довольно дорогим процессом, оно является хорошим выбором для наиболее специализированных применений.
Первичная поломка
Этот процесс производства инструментальной стали требует определенного оборудования. Например, гидравлические прессы с открытой матрицей или ротационные ковочные машины.
Тем не менее, разнообразие поперечных сечений, достигаемых с помощью процесса первичной разбивки, компенсирует стоимость машин. Возможно изготовление квадратных, прямоугольных, полых и ступенчатых профилей. Максимальная длина варьируется от 6 до 12 метров.
Наиболее важно то, что инструментальная сталь, изготовленная методом первичной разбивки, обеспечивает повышенное качество, практически полное отсутствие дефектов и высокую прямолинейность.
Прокатный
В настоящее время прокатные станы используются подряд. Эти ряды могут включать более 20 мельниц. Процесс начинается с индукционной печи, в которой сталь нагревается.
Существуют и другие варианты нагрева металла, например печи с шагающими балками. Процесс нагрева осуществляется быстро, чтобы избежать потери углерода, что известно как обезуглероживание.
Затем следует горячая прокатка, придающая металлу первоначальную форму. Каждый валок прижимает листы немного тоньше, пока не будет достигнута необходимая толщина.
В зависимости от требований к размерам на очереди может стоять холодная прокатка. Этот метод прокатки обеспечивает очень точные допуски на конечный продукт.
С развитием технологий в сталелитейной промышленности процесс автоматизирован. Прокат производит листы стали в рулонах. Время, необходимое для изготовления одной катушки, составляет около 12 минут.
Горячее и холодное волочение
Использование волочения для производства инструментальной стали позволяет получить большие допуски, меньшие размеры и определенные профили.
Из-за высокой прочности инструментальной стали и пониженной пластичности холодное волочение ограничивается одним легким проходом. Это помогает предотвратить растрескивание материала.
Горячее волочение при температуре до 540°C, допускает несколько проходов.
Это также увеличивает прочность инструментальной стали.Непрерывное литье
Этот процесс помогает снизить затраты при производстве инструментальной стали. После литья используются другие виды обработки и процессы для получения лучших свойств. Некоторые из наиболее распространенных процессов, используемых после литья, включают отжиг, ковку в молотке и прокатку.
Прочие процессы
Важно подчеркнуть, что большинство процессов, которые традиционно использовались для производства инструментальных сталей, имеют общий недостаток – периоды охлаждения довольно продолжительны. Это иногда приводит к грубой структуре, которая обеспечивает низкое качество и ограниченные свойства.
youtube.com/embed/N4-kfSD6XJI?start=6&feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=”Powder Metallurgy”/>
Порошковая металлургия
Для устранения этой проблемы было сделано много разработок. Самые современные процессы, такие как порошковая металлургия и процессы скопа, позволяют производить инструментальные стали с высоким содержанием углерода, хрома и улучшенными свойствами. К ним относятся:
- Лучшая обрабатываемость
- Лучшая реакция на термообработку
- Повышенная шлифуемость
Единственной проблемой этих новых процессов является увеличение затрат из-за необходимости использования специального оборудования и опыта. Тем не менее, мы можем ожидать снижения цен, поскольку эти процессы станут более распространенными в будущем.
Наиболее распространенные марки инструментальной стали с применением
Инструментальные стали делятся на 5 групп.
Каждый из них имеет свои особенности в отношении таких аспектов, как твердость поверхности, прочность или ударная вязкость, рабочая температура, ударопрочность и стоимость.Эти пять групп:
- Водостойкие
- Холодная обработка
- Ударопрочный
- Высокоскоростной
- Горячая обработка
Группа холодной обработки состоит из трех марок: маслозакалки, воздушной закалки и марки Д.
Закалка в воде или марки W
В эту группу входят недорогие высокоуглеродистые стали с высокой твердостью. Фактор цены делает его наиболее широко используемым среди инструментальных сталей.
Однако хрупкость является побочным эффектом твердости класса W. Также они не подходят для работы при повышенных температурах.
Название происходит от того факта, что все стали этой группы закаляются в воде. Закалка в воде может привести к трещинам и короблению чаще, чем закалка в масле или закалка на воздухе. По этой же причине продажи, хотя и по-прежнему лидируют, снижаются по сравнению с другими сортами.
Наиболее распространенные области применения инструментальных сталей класса W включают:
- Резаки и ножи
- Столовые приборы
- Тиснение
- Сверла
- Лезвия для бритвы
- Токарные инструменты
Воздушная закалка или класс А (холодная обработка)
Инструментальные стали класса А имеют более высокое содержание хрома, что приводит к лучшей реакции на термическую обработку. Обрабатываемость инструментальных сталей марки А достаточно хорошая. Кроме того, они обладают отличной износостойкостью и прочностными характеристиками.
Наиболее распространенные области применения инструментальных сталей класса А включают, но не ограничиваются:
- Кулачки
- Гибочные матрицы
- Заглушки
- Штампы для чеканки
- Штампы для тиснения
- Плашки для ламинирования
- Ножи измельчителя
- Токарные центры
- Формы для литья пластмасс под давлением
- Пуансоны для холодной экструзии
Марки D (холодная обработка)
В этой группе мы находим инструментальные стали, сочетающие характеристики марок W и A.
С одной стороны, они содержат большее количество углерода по сравнению с водоотверждаемым типом. С другой стороны, они обладают описанными выше свойствами, характерными для типа закалки на воздухе.Из-за высокого содержания хрома инструментальные стали серии D часто также относят к категории нержавеющих. Но защита от коррозии на самом деле довольно ограничена.
Наиболее распространенные области применения включают:
- Инструменты для полировки
- Фрезы
- Матрицы для холодной экструзии
- Плашки для ламинирования
- Ножи для деревообработки
- Токарные центры
- Вытяжные штампы
- Формы для литья пластмасс под давлением
- Рулоны для закатки
- Формовочные валки
Закалка в масле или сорта О (холодная обработка)
Эта группа инструментальных сталей обладает высокой стойкостью к истиранию и высокой ударной вязкостью. Считается, что это сталь общего назначения, что делает ее очень универсальной.
Большинство областей применения аналогичны применению инструментальных сталей марок A и D, но также включают:
- Втулки
- Фрезы для нарезания резьбы
- Цанги
- Мастер-валики для гравировки
- Датчики
- Пуансоны
Ударопрочные или марки S
Эта группа включает низкоуглеродистые инструментальные стали и имеет очень высокие значения ударной вязкости. Это позволяет им быть очень устойчивыми к ударам как при низких, так и при высоких температурах.
Однако они не очень устойчивы к истиранию из-за того же низкого содержания углерода.
Наиболее актуальными областями применения инструментальной стали марки S являются:
- Детали отбойных молотков
- Кузнечные долота
- Долото для холодной обработки
- Долото для горячей обработки
- Детали сцепления
- Штампы для горячей штамповки
- Плашки холодного захвата
- Ножи измельчителя
- Пневматические инструменты
- Горячие штампы
Быстрорежущая инструментальная сталь
Эти инструментальные стали особенно распространены в режущих инструментах.
Методы механической резки приводят к выделению большого количества тепла. Тем не менее, быстрорежущие стали не теряют своей твердости при высоких температурах, что делает их идеальным вариантом использования.
Общие области применения быстрорежущих сталей:
- Пильные полотна
- Сверла
- Фрезы
- Зуборезы
- Фрезы
Горячая обработка или марки H
При резке материала при очень высоких температурах вы можете использовать инструментальную сталь из этой группы. Они имеют высокие показатели прочности и твердости и сохраняют свои характеристики при длительной работе при высоких температурах.
Это достигается за счет низкого содержания углерода, но высокого содержания других легирующих элементов.
Наиболее распространенные области применения инструментальной стали класса H включают:
- Корпуса
- Горячая штамповка
- Заглушки для горячей экструзии
- Формы для литья пластмасс под давлением
- Пуансоны для горячей обработки
Выбор инструментальной стали, которая вам действительно нужна, зависит от свойств, требуемых в вашем конкретном случае.