Метрическая резьба и трубная отличия: Страница не найдена – Монтаж труб
alexxlab | 23.07.2021 | 0 | Разное
Формы и типы резьб. Метрическая, дюймовая, трубная цилиндрическая, трапецеидальная, упорная резьба
Метрическая резьба (рис. 120). Основным типом крепежной резьбы в России является метрическая резьба с углом треугольного профиля а равным 60°. Размеры ее элементов задаются в миллиметрах.
Рис. 120
Согласно ГОСТ 8724-81 метрическая резьба для диаметров от 1 до 600 мм делится на два типа: с крупным шагом (для диаметров от 1 до 68 мм) и с мелким шагом (для диаметров от 1 до 600 мм).
Резьба с крупным шагом применяется в соединениях, подвергающихся ударным нагрузкам. Резьба с мелким шагом — в соединениях деталей с тонкими стенками и для получения герметичного соединения. Кроме того, мелкая резьба широко применяется в регулировочных и установочных винтах и гайках, так как с ее помощью легче осуществить точную регулировку.
При проектировании новых машин применяется только метрическая резьба.
Дюймовая резьба (рис. 121). Это резьба треугольного профиля с углом при вершине 55° (а равным 55°). Номинальный диаметр дюймовой резьбы (наружный диаметр резьбы на стержне) обозначается в дюймах. В России дюймовая резьба допускается только при изготовлении запасных частей к старому или импортному оборудованию и не применяется при проектировании новых деталей.
Рис. 121
Трубная цилиндрическая резьба ГОСТ 6357-81, представляет собой дюймовую резьбу с мелким шагом, закругленными впадинами и треугольным профилем с углом 55°. Трубную цилиндрическую резьбы нарезают на трубах до 6″. Трубы свыше 6″ сваривают. Профиль трубной цилиндрической резьбы приведен на рис. 122.
Рис. 122
Рис. 123
Трубные конические резьбы применяются двух типоразмеров. Трубная коническая резьба ГОСТ 6211-81, соответствует закругленному профилю трубной цилиндрической резьбы с углом 55° (рис.
Коническая дюймовая резьба ГОСТ 6111-52 имеет угол профиля 60°(рис7 123, II). Конические резьбы применяются почти исключительно в трубных соединениях для получения герметичности без специальных уплотняющих материалов (льняных нитей, пряжи с суриком и т. д.).
Теоретический профиль конической резьбы приведен на рис. 124. Конусность поверхностей, на которых изготавливается коническая резьба, обычно 1 : 16. Биссектриса угла профиля перпендикулярна оси резьбы.
Рис. 124
Диаметральные резьбы конических резьб устанавливаются в основной плоскости (2 — торец муфты), которая перпендикулярна к оси и отстоит от торца трубы 1 на расстоянии I, регламентированном стандартами на конические резьбы (3 — муфта; 4 — торец трубы; 5 — ось трубы).
В основной плоскости диаметры резьбы равны номинальным диаметрам трубной цилиндрической резьбы. Это позволяет конические резьбы свинчивать с цилиндрическими, так как шаг и профили данных резьб для определенных диаметров совпадают.
Коническим резьбам присущи аналогичные цилиндрическим резьбам определения и понятия, такие, как наружный, средний и внутренний диаметры резьбы. Шаг резьбы Рh измеряется вдоль оси.
При свинчивании трубы и муфты с номинальными размерами резьбы без приложения усилия длина свинчивания равна l.
Обозначение трубной резьбы обладает особенностью, которая заключается в том, что размер резьбы задается не по тому диаметру, на котором нарезается резьба, а по внутреннему диаметру трубы. Этот внутренний диаметр называется диаметром трубы «в свету» и определяется как условный проходной размер трубы,
Трапецеидальная резьба ГОСТ 9484-81 (рис. 125). Профиль резьбы — равнобочная трапеция с углом а равным 30°. Трапецеидальная резьба применяется для передачи осевых усилий и движения в ходовых винтах. Симметричный профиль резьбы позволяет применять ее для реверсивных винтовых механизмов.
Рис. 125
Упорная резьба ГОСТ 10177-82 (рис. 126). Профиль резьбы — неравнобочная трапеция с углом рабочей стороны 3° и нерабочей — 30°. Упорная резьба обладает высокой прочностью и высоким КПД. Она применяется в грузовых винтах для передачи больших усилий действующих в одном направлении (в мощных домкратах, прессах и т. д.).
Рис. 126
В прессостроении применяется также упорная резьба. Профиль этой резьбы несколько отличается от упомянутой выше упорной резьбы, Профиль такой упорной резьбы по ГОСТ 13535-87 представляет собой неравнобочную трапецию с углом рабочей стороны 0° и нерабочей — 45°.
Прямоугольная и квадратная р е з ь б ы (рис. 127) имеют высокий КПД и дают большой выигрыш в силе, поэтому они применяются для передачи осевых усилий в грузовых винтах и движения в ходовых винтах. Прямоугольные и квадратные резьбы не стандартизированы, так как имеют следующие недостатки: в соединении типа «болт — гайка» трудно устранить осевое биение; обладают прочностью меньшей, чем трапецеидальная резьба, так как основание витка у трапецеидальной резьбы при одном и том же шаге шире, чем у прямоугольной или квадратной резьб; их труднее изготовить, чем трапецеидальную.
Рис. 127
Примечание. В ответственных соединениях эти резьбы заменены трапецеидальной.
Обозначение трубной резьбы на чертеже и ее разновидности
Что такое резьба и ее виды
Резьба — это особой формы и размеров канавка, по спирали нанесенная на внутреннюю или наружную поверхность трубы или металлического стержня. Может наноситься на цилиндрические или конические поверхности. Характеризуется и отличается друг от друга формой канавки, высотой/глубиной рельефа и расстоянием между витками — шагом. Для того чтобы соединить две детали, они должны иметь одинаковую или совместимую резьбу, причем одна деталь должна быть с наружной, другая с внутренней резьбой того же типа и размера.
Вообще, резьбы делят на крепежные и ходовые. Ходовые применяются в элементах машин и обеспечивают движение. Нас больше интересуют те, которые применяются в быту и с которыми сталкиваемся в процессе ремонта и стройки. Это как раз крепежная резьба.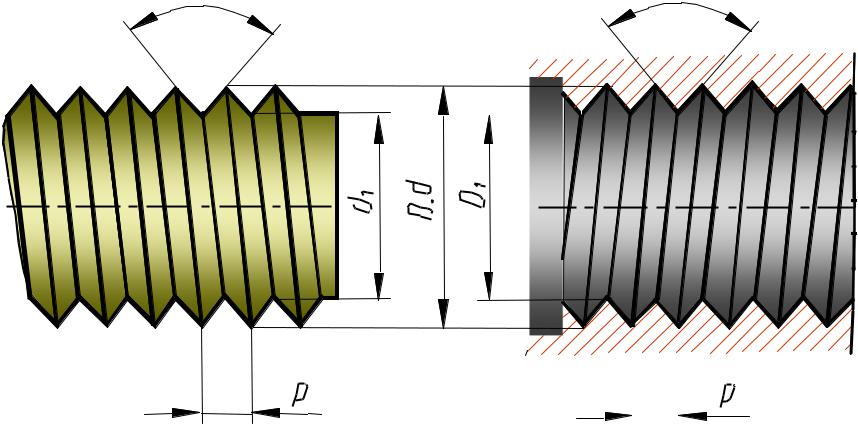
Виды резьбы по направлению витков и поверхности
Еще стоит знать, что по направлению нанесения витков, резьбы бывают правые и левые, а по поверхности, на которые они наносятся — цилиндрические и конические.
Виды резьб
Трубная резьба имеет свой профиль, который дает герметичность. Служит она для несварного соединения металлических труб в трубопроводах, установки разного рода арматуры, подключения устройств. В последнее время резьбовое соединение применяют и на некоторых видах пластиковых труб, но там подход другой — она отливается, хотя суть та же.
Три вида трубной резьбы и их отличия
Есть три основных вида резьбы:
- Метрическая. Отличить можно по острым вершинам витков и канавок. Форма — треугольник с углами 60°. Называется так, потому что ее параметры указываются в миллиметрах, а это единицы измерения метрической системы. Нормируется ГОСТом 9150-81.
- Дюймовая. В ее основе тоже треугольник, но с вершиной 55°.
 Она присутствует на деталях импортного производства. Как видите, отличие метрической и конической резьбы в углах.
Она присутствует на деталях импортного производства. Как видите, отличие метрической и конической резьбы в углах. - Трубная. От метрической отличается чуть меньшим углом — 55°, а с дюймовой имеет одинаковый угол. Основное отличие в том, что грани скругленные. И это принципиально важно. Может быть нанесена на цилиндр (трубу), и тогда в название добавляется слово «цилиндрическая». Нормируется ГОСТом 6357-81. При нарезке на конусе называется трубной конической резьбой.
 Она присутствует на деталях импортного производства. Как видите, отличие метрической и конической резьбы в углах.
Она присутствует на деталях импортного производства. Как видите, отличие метрической и конической резьбы в углах.Какая бывает резьба. Это соединительные — для соединения деталей
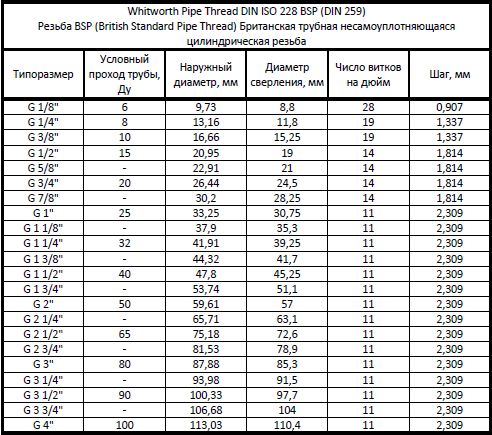
Еще могут пригодиться виды резьб, которые могут быть на импортной арматуре и комплектующих. Это резьба Витворта, которая обозначается BSW, если она имеет крупный шаг и BSF — с мелким шагом. Именно этот стандарт взяли за основу при разработке трубных резьб в СССР. Так что резьбы Витворта и трубные резьбы, изготовленные по стандарту, совместимы.
Виды резьбы и области их применения
Есть и другие профили, но они относятся к ходовым и очень специфичны. В обычных условиях не нужны. Для общего развития скажем, что есть еще прямоугольная и трапециевидная формы.
В обычных условиях не нужны. Для общего развития скажем, что есть еще прямоугольная и трапециевидная формы.
Разновидности дюймовых резьб
Существует множество видов резьбовых соединений, размерностью которых являются дюймы, но среди них в России выделяют следующие основные виды:
- Трубная цилиндрическая
- Трубная коническая
Каждая категории обладает своими особенностями. Цилиндрическая трубная резьба регулируется ГОСТом 6357-81. Размеры резьбы стандартизированы и занесены в специальную таблицу. Данные дюймовые резьбы, в первую очередь, отличаются более мелким шагом, что означает меньшее количество витков на один дюйм.
Таблица. Трубная цилиндрическая резьба. ГОСТ 6357-81.
| Обозначение резьбы | Число шагов z на длине 25,4 мм | Шаг P | Диаметр резьбы | Рабочая высота профиля h2 | Радиус закругления R | H | H/6 | |||
| 1-й ряд | 2-й ряд | наружный d = D | средний d2 = D2 | внут-ренний d1 = D1 | ||||||
| 1/16″ 1/8″ |
– | 28 | 0,907 | 7,723 | 7,142 | 6,561 | 0,580777 | 0,124557 | 0,871165 | |
| 9,728 | 9,147 | 8,566 | ||||||||
| 1/4″ 3/8″ |
– | 19 | 1,337 | 13,157 | 12,301 | 11,445 | 0,856117 | 0,183603 | 1,284176 | 0,214029 |
| 16,662 | 15,806 | 14,950 | ||||||||
| 1/2″ 3/4″ |
5/8″ 7/8″ |
14 | 1,814 | 20,955 | 19,793 | 18,631 | 1,161553 | 0,249115 | 1,742331 | 0,290389 |
| 22,911 | 21,749 | 20,587 | ||||||||
| 26,441 | 25,279 | 24,117 | ||||||||
| 30,201 | 29,039 | 27,877 | ||||||||
| 1″ 1 1/4″ 1 1/2″ 2″ |
1 1/8″ 1 3/8″ 1 3/4″ |
11 | 2,309 | 33,249 | 31,770 | 30,291 | 1,478515 | 0,317093 | 2,217774 | 0,369629 |
| 37,897 | 36,418 | 34,939 | ||||||||
| 41,910 | 40,431 | 38,952 | ||||||||
| 44,323 | 42,844 | 41,365 | ||||||||
| 47,803 | 46,324 | 44,845 | ||||||||
| 53,746 | 52,267 | 50,788 | ||||||||
| 59,614 | 58,135 | 56,656 | ||||||||
| 2 1/2″ 3″ 3 1/2″ |
2 1/4″ 2 3/4″ 3 1/4″ 3 3/4″ |
65,710 | 64,231 | 62,752 | ||||||
| 75,184 | 73,705 | 72,226 | ||||||||
| 81,534 | 80,055 | 78,576 | ||||||||
| 87,884 | 86,405 | 84,926 | ||||||||
| 93,980 | 92,501 | 91,022 | ||||||||
| 100,330 | 98,851 | 97. 372 372 | ||||||||
| 106,680 | 105,201 | 103,722 | ||||||||
| 4″ 5″ 6″ |
4 1/2″ 5 1/2″ |
113,030 | 111,551 | 110.072 | ||||||
| 125,730 | 124,251 | 122,772 | ||||||||
| 138,430 | 136,951 | 135,472 | ||||||||
| 151,130 | 149,651 | 148,172 | ||||||||
| 163,830 | 162,351 | 160,872 | ||||||||
| При выборе размеров резьб 1-й ряд следует предпочитать 2-му. | ||||||||||
Вторым ее отличием является более скругленный профиль. Он способствует более плотному контакту витков друг к другу, что уменьшает вероятность образования течи при транспортировке жидкости через данное резьбовое соединение.
Нарезку трубной цилиндрической резьбы производят на трубах, диаметр которых не превышает 6 единиц дюйма. При величине труб свыше данного размера требуется применение высокоточного оборудования, что повышает производственные издержки. В этом случае эффективнее как с технологической, так и с финансовой точки зрения произвести крепеж труб методом сварки.
При величине труб свыше данного размера требуется применение высокоточного оборудования, что повышает производственные издержки. В этом случае эффективнее как с технологической, так и с финансовой точки зрения произвести крепеж труб методом сварки.
Трубная коническая резьба представлена ГОСТом 6211-81. Таблица размеров, пределы отклонений и величина нагрузок описаны данным стандартом. По типу профиля витков коническая резьба схожа с дюймовой, но имеет 2 довольно важных отличия.
Трубная коническая резьба. ГОСТ 6211-81.
| Обозна-чение размера резьбы | Шаг P | Число шагов на длине 25,4 мм |
H | h2 | C | R | Диаметры резьбы в основной плоскости | Длина резьбы | |||
| d = D | d2 = D2 | d1 = D1 | l1 | l2 | |||||||
| 1/16″ | 0,907 | 28 | 0,870935 | 0,580777 | 0,145079 | 0,124511 | 7,723 | 7,142 | 6,561 | 6,5 | 4,0 |
| 1/8″ | 9,728 | 9,147 | 8,566 | ||||||||
| 1/4″ | 1,337 | 19 | 1,283837 | 0,856117 | 0,213860 | 0,183541 | 13,157 | 12,301 | 11,445 | 9,7 | 6,0 |
| 3/8″ | 16,662 | 15,806 | 14,950 | 10,1 | 6,4 | ||||||
| 1/2″ | 1,814 | 14 | 1,741870 | 1,161553 | 0,290158 | 0,249022 | 20,955 | 19,793 | 18,631 | 13,2 | 8,2 |
| 3/4″ | 26,441 | 25,279 | 24,117 | 14,5 | 9,5 | ||||||
| 1″ | 2,309 | 11 | 2,217187 | 1,478515 | 0,369336 | 0,316975 | 33,249 | 31,770 | 30,291 | 16,8 | 10,4 |
| 1 1/4″ | 41,910 | 40,431 | 38,952 | 19,1 | 12,7 | ||||||
| 1 1/2″ | 47,803 | 46,324 | 44,845 | ||||||||
| 2″ | 59,614 | 58,135 | 56,656 | 23,4 | 15,9 | ||||||
| 2 1/2″ | 75,184 | 73,705 | 72,226 | 26,7 | 17,5 | ||||||
| 3″ | 87,884 | 86,405 | 84,926 | 29,8 | 20,6 | ||||||
| 3 1/2″ | 100,330 | 98,851 | 97,372 | 31,4 | 22,2 | ||||||
| 4″ | 113,030 | 111,551 | 110,072 | 35,8 | 25,4 | ||||||
| 5″ | 138,430 | 136,951 | 135,472 | 40,1 | 28,6 | ||||||
| 6″ | 163,830 | 162,351 | 160,872 | ||||||||
Прежде всего это то, что существует два типа углов профиля: 55 и 60 градусов. Второе различие – резьба нарезается по конусу, благодаря чему конические резьбы обладают таким качеством как самоуплотняемость (таблица со значениями конусности указана в справочной литературе). Поэтому крепежные соединения с помощью них не требуют использования дополнительных уплотняющих элементов: льняная нить, пряжа с суриком и прочее.
Второе различие – резьба нарезается по конусу, благодаря чему конические резьбы обладают таким качеством как самоуплотняемость (таблица со значениями конусности указана в справочной литературе). Поэтому крепежные соединения с помощью них не требуют использования дополнительных уплотняющих элементов: льняная нить, пряжа с суриком и прочее.
Маркировка и классы точности
Существует 3 класса точности резьбы: первая (самая грубая), вторая и третья (наиболее точная). Выбор того или иного класса зависит от 2-х факторов: размеры диаметра резьбы, взятого из таблицы, давления жидкости в трубопроводе. Чем выше класс резьбы, тем большее давление жидкости она сможет выдержать.
Размеры проверяют на соответствие определенному классу точности с помощью специальных калибров. Этот способ позволяет наиболее достоверно определить соответствие резьбой требуемых размеров, но он более трудоемкий. Такой метод эффективен в условиях многосерийного производства деталей, требующих наличие высокой точности. Когда серийность не столь велика и к точности не предъявляется повышенных требований, размеры резьб контролируются следующим образом:
Когда серийность не столь велика и к точности не предъявляется повышенных требований, размеры резьб контролируются следующим образом:
- Размеры наружного диаметра измеряют с помощью штангенциркуля, микрометра и других механических измерительных приборов. Затем показания сверяют со справочной таблицей.
- Размеры шага определяют прикладыванием специальных гребенок, например дюймовый резьбомер. Затем полученное количество витков на дюйм соотносят со значением таблицы размеров дюймовой резьбы. Самый простой способ измерить шаг резьбы – взять линейку, отметить на ней 25,4 миллиметра и посчитать сколько витков входит в данный отрезок. Сразу отметим, что это способ наиболее грубый и не подходит для измерения резьбы с третьим и вторым классом точности.
Обозначение дюймовой резьбы в технической документации разберем на примере:
G 2” LH-2-40
Буква «G» означает, что резьба трубная цилиндрическая. Коническая трубная согласно Российским стандартам обознается буквой «К».
Цифра «2» указывает на размер наружного диаметра. Единицей измерения являются дюймы. Размеры резьбы и их варианты полностью регламентированы ГОСТами и занесены в специальные таблицы.
Буквы «LH» показывают, что резьба имеет левое направление завинчивания. Отсутствие данного обозначения указывает на правое направление.
Цифра «2» характеризует класс точности. Таблица пределов отклонений указана в ГОСТе.Цифра «40» – это размер, характеризующий длину завинчивания.
Где какая используется
Теперь о том, где какой тип резьбы применяется. Метрическая наносится на анкеры, болты, шпильки, гайки и другие крепежные элементы. Нанесенная на цилиндрическую поверхность не обеспечивает герметичность, поэтому для трубопроводов является не лучшим выбором. Однако, ее используют, а для герметичности «садят» на подмотку — паклю или фум ленту. Кроме сантехники применяется при сборке каркасов из круглых труб на резьбовом соединении.
Картина меняется при нанесении метрической резьбы на коническую поверхность. Такое соединение имеет высокую степень герметичности. Именно метрическая коническая резьба наносится на крышки, применяется в промышленных трубопроводах, для транспортировки газа и жидкостей, которые выделяют летучие вещества. В быту применение конической резьбы ограничено, так как требуется особое оборудование для ее нанесения.
Такое соединение имеет высокую степень герметичности. Именно метрическая коническая резьба наносится на крышки, применяется в промышленных трубопроводах, для транспортировки газа и жидкостей, которые выделяют летучие вещества. В быту применение конической резьбы ограничено, так как требуется особое оборудование для ее нанесения.
Нетрудно догадаться, в трубопроводах применяется трубная резьба. Благодаря плавным линиям профиля, даже без дополнительного уплотнения, соединение герметично. Именно этот тип наносится на сгонах, уголках, тройниках, других устройствах, которые применяются при сборке водопровода, отопления и канализации.
Параметры
Дюймовая резьба представляет собой разъемное соединение треугольного профиля, угол вершин которых равен 55 градусам. Ее единица измерения – дюймы. Стоит отметить сразу, что в России использование дюймовой резьбы при проектировании новых изделий запрещено. Ее применение разрешается только в случае изготовления запасных частей оборудования, на которые уже ранее была изготовлена дюймовая резьба. Помимо этого, разрешается воспользоваться данной резьбой в качестве трубного соединения и при изготовлении уплотняющих гидравлических элементов.
Помимо этого, разрешается воспользоваться данной резьбой в качестве трубного соединения и при изготовлении уплотняющих гидравлических элементов.
Дюймовая, как и любая другая, характеризуется следующими основными параметрами:
- Наружный диаметр – расстояние между вершинами витков, расположенных на противоположных сторонах резьбы. Чем больше величина этого параметра, тем большую осевую нагрузку может выдержать резьба. Обратной стороной медали является ухудшение герметичности, связанное с накоплением погрешностей при нарезке резьбы.
- Номинальный (средний) диаметр – окружность, вписанная в профиль резьбы, диаметр которой зависит от шага, и занимает промежуточное положение между внутренним и наружным диаметром. Данный параметр в обычных условиях тяжело измерить, и для его определения существует справочная таблица по резьбам.
- Внутренний диаметр – диаметр окружности, вписанной по впадинам профиля резьбы.
- Шаг – расстояние между соседними гребешками резьбового соединения. Данный параметр измеряется в количестве витков на дюйм. Величина шага характеризует значение и распределение напряжения между витками дюймовых резьб. Конструкторы в своей практике увеличивают шаг при воздействии на резьбу больших механических нагрузок. Если же к резьбе предъявляются требования по сохранению герметичности, то шаг уменьшается.
- Угол подъема витков – угол между боковыми сторонами профиля витков. Первоначально его значение для всех видов дюймовых резьб составлял 55 градусов. Но сейчас все больше и больше встречаются дюймовые резьбы с углом профиля 60 градусов.
 Данный параметр измеряется в количестве витков на дюйм. Величина шага характеризует значение и распределение напряжения между витками дюймовых резьб. Конструкторы в своей практике увеличивают шаг при воздействии на резьбу больших механических нагрузок. Если же к резьбе предъявляются требования по сохранению герметичности, то шаг уменьшается.
Данный параметр измеряется в количестве витков на дюйм. Величина шага характеризует значение и распределение напряжения между витками дюймовых резьб. Конструкторы в своей практике увеличивают шаг при воздействии на резьбу больших механических нагрузок. Если же к резьбе предъявляются требования по сохранению герметичности, то шаг уменьшается.Государственные стандарты
Изготовление такого сложного элемента металлообработки как многозаходная резьба выполняется на основании установленных государственных и международных стандартов. Они дополняют друг друга и позволяют привести в соответствие системы маркировки, которые применяются в Российской Федерации и производителями других стран. Это справедливо для метрической и дюймовой систем измерений.
К таким стандартам относятся:
Читайте также: Когти для бетонных столбов — какой из 4 видов средств выбрать, чтобы безопасно влезть на опору?- Единая система конструкторской документации;
- ГОСТ 24739-81. В нём приведены нормы, описывающие трапециевидную многозаходную конструкцию.
- ГОСТ 9484-81. Этот стандарт утверждает возможные профили, какого вида и размеров должна быть резьба трапецеидальная многозаходная;
- ГОСТ 25347-82. Стандарт устанавливает разрешённые допуски необходимые для нарезания и сборки готовых конструкций.
Перечисленные стандарты позволяют определить наружный и внутренний диаметр, форму элементов, шаг, ход, число заходов, требуемый диаметр сверла для подготовки отверстий под будущую резьбу.
Коническая, круглая и трапецеидальная резьба
Конические детали отличаются от обычных тем, что на их поверхность наносится конусная резьба. Угол равняется 1/16. Такие изделия применяются при необходимости герметизации соединений. Производители должны соблюдать требования, прописанные в ГОСТ 25229–85 . Для обозначения деталей применяется буквенная маркировка МК. После этого уже идут числовые параметры, которые соответствуют геометрическим показателям.
Производители должны соблюдать требования, прописанные в ГОСТ 25229–85 . Для обозначения деталей применяется буквенная маркировка МК. После этого уже идут числовые параметры, которые соответствуют геометрическим показателям.
Круглый профиль используется при изготовлении различных трубопроводных кранов и другой запорной арматуры. Все нормативы для этого вида можно узнать из ГОСТ 13536–68 . В документации, на чертежах и схемах применяется обозначение из букв Кр. Угол возле вершины витков равняется 30 градусам.
Особенность трапецеидальных резьб заключается в том, что они являются самонарезающими. Во время перемещения гайки создаётся очень высокая сила трения. Благодаря этому не требуется дополнительная фиксация. Изделия такого типа производятся в размерах 8−640 мм. Шаг нанесения витков варьируется от 1,5 до 12 мм. Все требования к готовым деталям прописаны в ГОСТе 24738−81.
Назначение резьбы и ее элементы
Назначение рассматриваемого крепежного элемента заключается в соединении и фиксации отдельных элементов. Рассматриваемые изделия могут быть предназначены для передачи вращения или некоторых усилий. Основными элементами можно назвать:
Рассматриваемые изделия могут быть предназначены для передачи вращения или некоторых усилий. Основными элементами можно назвать:
- Профиль рассматривается в сечении, которое образуется при прохождении через ось. Другими словами, создаваемая ось рассекает изделие по полам, в результате чего отображается определенная форма. На основе полученного изображения можно определить некоторые другие наиболее важные параметры.
- Витком называют часть поверхности, которая образуется при полном обороте. В некоторых случаях указывается число витков рабочей части. Определить этот показатель можно при делении протяженности рабочей части на показатель шага.
- Угол профиля образуется между боковыми сторонами. В некоторых случаях этот параметр указывается на чертежах. Для обозначения угла применяется плоскость, проходящая через ось изделия.
- Шаг резьбы считается наиболее важным параметром, который указывается в технической документации и на чертежах. Подобный параметр определяет расстояние между параллельными точками двух рядом лежащих впадин. В метрических указанное расстояние обозначается в миллиметрах.
- Высота профиля считается также важным параметром. Он учитывается при проектировании различных изделий. Высота профиля – расстояние, которое образуется между вершиной витков и основанием. С увеличением этого параметра существенно повышается прочность получаемого соединения, но усложняется процесс свинчивания.
- Наружный, средний и внутренний диаметр. На чертежах и в другой технической документации, как правило, указывается наружный диаметр – диаметральный размер, который описывает около резьбовую поверхность. Другие показатели учитываются крайне редко, но также заносятся в специальные таблицы.
 В метрических указанное расстояние обозначается в миллиметрах.
В метрических указанное расстояние обозначается в миллиметрах.
Элементы резьбы
Схематическое изображение элементов резьбы
Некоторые из приведенных выше параметров указываются на чертежа специальными обозначениями, другие можно найти в специальной технической документации. При нарезании витков уделяется информация наружному диаметру и шагу их расположения.
Изображение и обозначение резьбы на чертежах
Резьбовая поверхность представлена сложной формой, которая образуется при винтовом движении плоского контура. Подобное соединение сегодня применяется крайне часто. Именно поэтому были приняты определенные стандарты по их обозначению на чертеже. Для упрощения задачи по созданию проектной документации сложный профиль обозначается условно. Обозначение резьбы можно охарактеризовать следующим образом:
- Зачастую при отображении разреза применяется тонкая линия, которая немного заходят на штриховку. Для обозначения подобного соединения на выносных размерных линиях указывается тип соединения (к примеру, «М» указывает на метрическую). Следующая цифра отображает диаметральный размер.
- В некоторых случаях применяется условное обозначение резьбы, связанное с отображением профиля. Подобная выноска требуется для обозначения угла между отдельными витками.
- При создании ответственных и высокоточных изделий указывается допуск размеров. Как правило, для этого отображается выносная полка или обычные размерные линии.
- Шероховатость образующейся поверхности также имеет важное значение при создании качественных и ответственных крепежных элементов.
 Как правило, для этого отображается выносная полка или обычные размерные линии.
Как правило, для этого отображается выносная полка или обычные размерные линии.
Изображение метрической резьбы
Изображение ходовой резьбы
Изображение крепежной резьбы
Изображение упорной и трапецеидальной резьб
Схематическое обозначение конической резьбы практически не отличается от метрической. В некоторых случаях витки изображаются в оригинальном виде. Однако, изобразить ее довольно сложно, поэтому чаще всего применяется условное обозначение.
Изготовление резьбы
Для получения дюймовой нарезки применяют 2 основных способа:
- Накатка;
- Нарезка.
Накатанные изготавливают с помощью специальных резьбонакатных роликов, профиль которых повторяет контур резьбы. Заготовку устанавливают между роликами, и витки резьбы накатываются в соответствии требуемым размерам.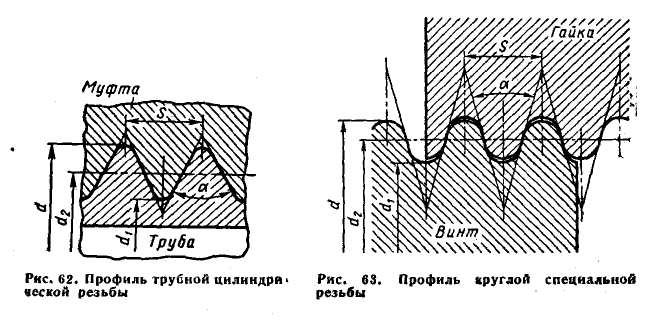
Резьба, изготовленная данным способом, отличается более высокими механическими характеристиками по причине более плавного распределения волн напряжения между витками. Также накатка обладает высокой производительностью, что позволило ей найти обширное применение в массовом производстве.
Минусом метода накатывания является сложность изготовления роликов. Точность их должна быть на высоком уровне. В противном случае гарантировать требуемые размеры резьбы весьма затруднительно. Второй момент – материал роликов. Он должен обладать повышенными механическими свойствами. Обычно для этого применяют высоколегированные штампованные стали. Все это делает способ накатки весьма затратным с финансовой точки зрения.
Нарезанные резьбы более просты в изготовлении, но по механическим свойствам, особенно по пределу выносливости, заметно уступают накатанным. Связано это с наличием более острых кромок профиля и, соответственно, более высокого значения коэффициента напряжения.
Изделие нарезают двумя способами:
- Вручную.
- Используя токарный станок.

При ручной резке используют метчик (для внутренней р.) и плашку (для наружной). Трубу зажимают. На ее конец одевается и навинчивается один из указанных типов подручного инструмента в зависимости от типа резьбы. Осуществляют резку. Для повышения чистоты и точности данный процесс повторяют.
На токарном станке алгоритм действий достаточно схожий. Только трубы зажимают не в тиски, а в патроне станка. Далее подводится резец, включается резьбовая подача и станок начинает процесс изготовления. Данный способ более эффективный по сравнению с ручной резкой, но требует от токаря определенной квалификации.
Нарезки, используемые в повседневной жизни
В бытовых условиях чаще всего используются трубные изделия с такими видами нарезок:
- Четырнадцать ниток на дюйм (шаг равен 1,815 мм).
- Одиннадцать ниток на дюйм (шаг равен 2,310 мм).
Чтобы установить вид и шаг дюймовой резьбы, применяют предмет, называемый резьбомером.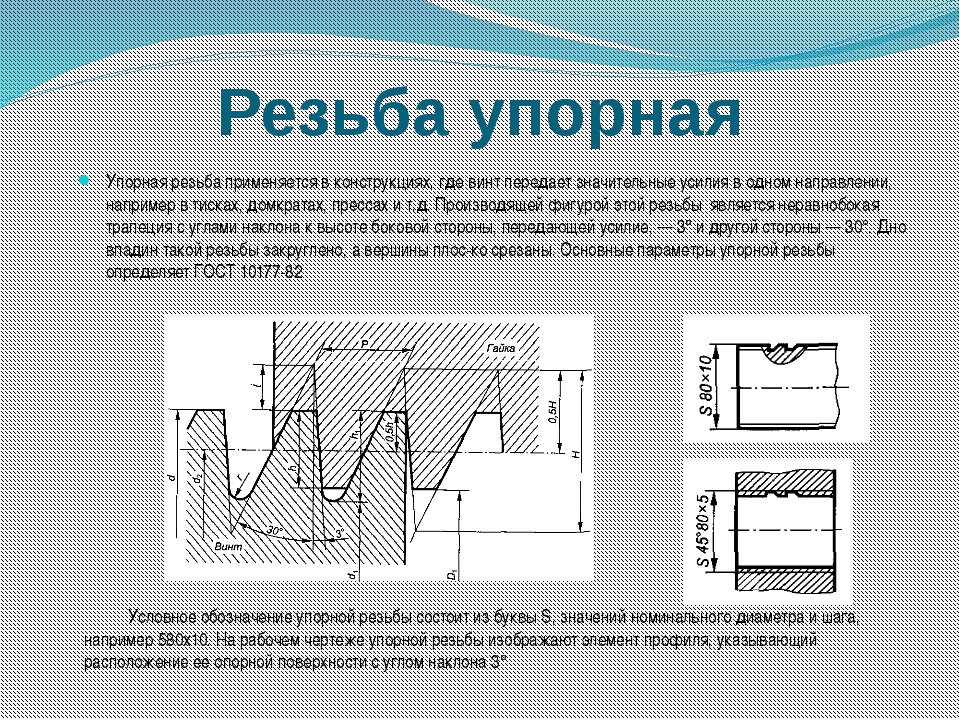 Кроме того, возможно использовать обыкновенную линейку, штангенциркуль.
Кроме того, возможно использовать обыкновенную линейку, штангенциркуль.
Калибровочным элементом может послужить муфтовая, штуцерная деталь. На ней должна быть выполнена нарезка, располагающая размером, который соответствует диаметру дюймовой резьбы. Деталь закручивают в резьбовое соединение. Если никаких сложностей не возникло, она крепко засела в трубном изделии, значит, измерение можно заканчивать. В противном случае выполняют повтор процедуры с другой калибровочной деталью.
С резьбомером все еще легче. Его измеряющие пластинки напоминают комплект пилочек. Данные пилочки необходимо придавить к нарезке, выполненной на изделии либо внутри его. Если профиль пластинки совпал с трубным, это обозначает, что размер дюймовой резьбы такой же, как и у пилочки.
Штангенциркулем возможно замерить только наружный размер нарезки. Ввиду этого наилучшими приспособлениями для установления шага и размера нарезки считаются калибровочные детали, резьбомеры.
В действительности, разумеется, мало кто сможет достичь безукоризненно точного соблюдения размеров резьбы. Однако вы можете рассчитывать на создание качественной нарезки, если будете руководствоваться минимум одним символом, стоящим в дробной части числа.
Однако вы можете рассчитывать на создание качественной нарезки, если будете руководствоваться минимум одним символом, стоящим в дробной части числа.
Источники
- https://stroychik.ru/strojmaterialy-i-tehnologii/rezba-trubnaya
- https://prompriem.ru/stati/dyujmovaya-rezba.html
- https://molotok34.ru/drugoe/oboznachenie-rezby-na-chertezhe-gost.html
- https://instanko.ru/osnastka/oboznachenie-rezby-na-chertezhe.html
- http://ooo-asteko.ru/sootvetstvie-rezby-v-dyuymah-i-millimetrah/
Поделитесь если вам понравилось:
Похожие материалы
Способ нарезания конической резьбы. Нарезание трубной конической резьбы bspt
Коническая резьба выполняет одновременно крепёжную и уплотнительную функции. Поэтому её используют в трубопроводах с повышенным давлением транспортируемой среды. Применяется в воздухо-, масло-, топливопроводах, а также других системах, где требуется повышенная герметичность соединений, надёжность.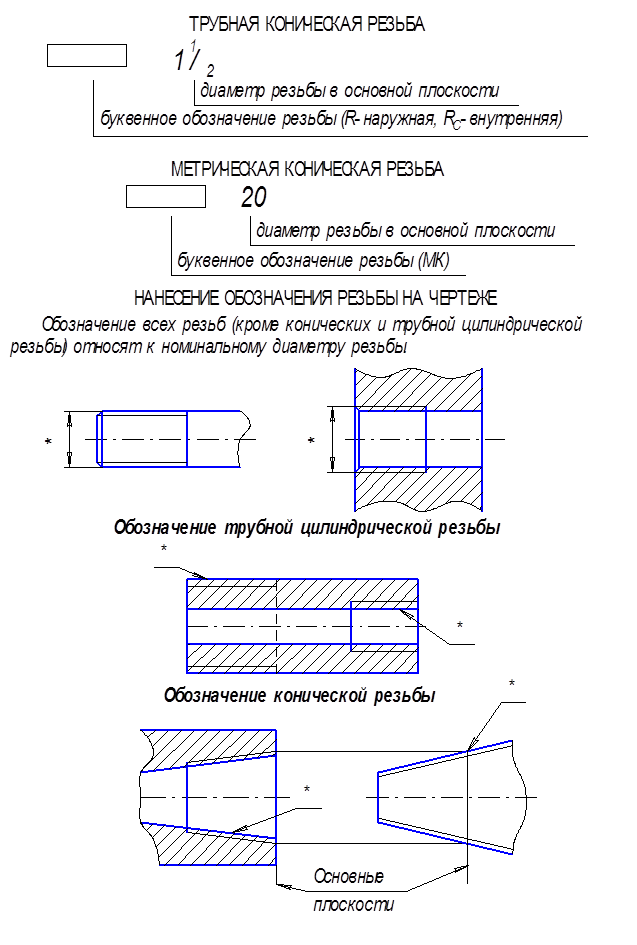
Коническая резьба (Фото: Instagram / meh_obrabotka)
Виды и классификация: дюймовая Fanuc и другие
По форме поверхности трубы, на которой выполняется резьба, она может быть:
- Цилиндрической – традиционная нарезка на прокате постоянного диаметра;
- Конической – здесь основанием выступает конусная труба, то есть та, у которой наружный диаметр к торцу постепенно уменьшается.
При этом различают внутреннюю и наружную винтовую нарезку в соответствии с ее расположением на стенках. Назначение же может быть только одно: трубная внутренняя коническая резьба, как и наружная, образует крепежно-уплотняющие соединения.
По привязанной системе измерений выпускаются трубы с резьбой двух типов:
- углом профиля 60º) – наиболее распространенный вид соединений, применяемых в нашей стране при производстве нового оборудования.
- , чей наружный диаметр и прочие параметры привязаны к английской системе мер, то есть выражаются в дюймах. Коническая дюймовая резьба отличается тем, что не имеет привязки к шагу нарезки. Вместо этого используется количество витков на единицу длины.
 Вместо этого используется количество витков на единицу длины.
Вместо этого используется количество витков на единицу длины.Направление витков может быть правым, реже – левым. Также следует учитывать количество их заходов.
Для диаметров от 1ʺ до 6ʺ чаще используют нарезку в 11 ниток на дюйм.
Отличается большим количеством витков на единицу длины благодаря сокращенному шагу нарезки. Делается это для сохранения толщины и прочности стенок, максимальной герметичности соединений или тонкой регулировки взаимного расположения деталей.
Для труб диаметром не больше дюйма (½
ʺ и ¾ʺ) принимают 14 витков, но возможна нарезка 19 и 28 ниток приdот 1/16ʺ до 3/8ʺ.
Отличия от метрической резьбы
Одним из самых первостепенных различий между метрической и дюймовой резьбой являются единицы измерения. Если в первом случае все числовые значения характеристик высчитываются в миллиметрах, то во втором – при помощи дюймов. Значения таких показателей, как ход и шаг, будут колоссально различаться при пересчёте из одной единицы измерения в другую. По этой причине меняется соотношение между диаметром и высотой нарезки. Есть выраженные отличия и в форме профиля, заключающиеся в разности градусных мер углов при вершинах. Градусная мера подобных углов при метрической резьбе равняется 60°, при дюймовой – 55°.
По этой причине меняется соотношение между диаметром и высотой нарезки. Есть выраженные отличия и в форме профиля, заключающиеся в разности градусных мер углов при вершинах. Градусная мера подобных углов при метрической резьбе равняется 60°, при дюймовой – 55°.
Незначительные отличия есть и в способе измерения некоторых параметров. Процесс происходит по идентичным правилам. Человек должен взять один из измерительных приборов (гребенки, резьбомер, микрометр, штангенциркуль) и произвести расчёты плотности посадки вкрученного болта. Но для каждой разновидности понадобятся приборы с совершенно разными калибрами.
Отличия существуют и в технологии нарезки. Метрическая нарезка происходит как с наружной части детали, так и во внутренней. Для осуществления этого процесса используются метчики и плашки. Дюймовая коническая резьба создаётся при помощи зажима комплектующей в тисках и ввинчивающих движений метчика. Необходимо обращать внимание на строение профиля и местоположения винтовых проходов.
Общая информация, маркировка
Трубная коническая резьба класса NPT существует в двух конфигурациях – наружная и внутренняя. Штуцер трубы с такой резьбой имеет форму суженного конуса, за счет такой структуры обеспечивается повышенная прочность соединения двух элементов трубопровода между собой.
Для соединения двух труб коническая резьба формируется на штуцерах каждой из них, при этом на одной нарезается внутренний, а на другой – внешний конус. Угол наклона конуса унифицирован и составляет 3 0 34’49”, что равно конусности (С)1:16.
Существует два типа размерности конической резьбы – дюймовая и метрическая, в зависимости от которых отличается номенклатурное обозначение NPT соединения на схемах и чертежах. Если одна из сторон трубы либо фитинга, на которой нарезан конус, метрическая, используется аббревиатура NPT-E, если же обе стороны соединяемых конусов дюймовые дополнительная аббревиатура не используется и указывается просто NPT.
Технические требования к размерам и конфигурации NPT резьбы приведены в следующих международных стандартах:
- ANSI/ASME B36. 10M;
- BS 1600, 10255;
- DIN 2999.
 10M;
10M;Также существуют отечественные нормативные докумены на коническое соединение:
- ГОСТ №6111-52 “Резьба коническая дюймовая с углом профиля 60 градусов”;
- ГОСТ №6211-81 “Основные нормы взаимозаменяемости – резьба трубная коническая”.
На сегодняшний день в специализированных магазинах представлено широкое количество переходников и , имеющих с одной стороны цилиндрическую, а с другой – коническую нарезку, что позволяет без проблем использовать трубы с штуцерами американского стандарта.
Трубная коническая NPT резьба (видео)
II. ДОПУСКИ
2. Резьбу трубы (наружную) проверяют по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485. Осевое смещение основной плоскости трубы (черт.2) относительно номинального расположения не должно превышать (шаг резьбы).
Черт.2 — Резьба трубы (наружная)
Черт.2
(Измененная редакция, Изм. N 1, 2).
3. Резьбу муфты (внутреннюю) проверяют по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485. Осевое смещение основной плоскости муфты (черт.3) относительно номинального расположения не должно превышать (шаг резьбы).
Осевое смещение основной плоскости муфты (черт.3) относительно номинального расположения не должно превышать (шаг резьбы).
Черт.3 — Резьба муфты (внутренняя)
Черт.3
(Измененная редакция, Изм. N 1, 2).
4. Разность размеров должна быть не менее разности указанных в табл.1 номинальных размеров и .
5. Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы ( и по черт.4) не должны превышать приведенных в табл.2.
Таблица 2
| Обозначение размера резьбы | ||
| мм | ||
| и | 0,3765 | -0,045 |
| и | 0,5645 | -0,065 |
| и | 0,7255 | -0,085 |
| 0,8835 | ||
Схема и технические характеристики
Профиль конической резьбы представлен на нижеприведенной схеме, на которой обозначены:
- d (наружный тип резьбы), D (внутренний тип) – внешний диаметр;
- d1, D1 – внутренний диаметр;
- d2, D2 – средний (промежуточный) диаметр;
- p – шаг профиля;
- f – угол конуса;
- H- высота исходного треугольника;
- Н1 – рабочая высота профиля;
- R – радиус закругления впадины и вершины;
- C – срез впадины и вершины.
Резьба NPT имеет стандартные размеры от 1/16 до 24″, при этом данное обозначение указывает не на внешний диаметр штуцера, а на пропускной диаметр трубы, на которой нарезается коническое соединение.
Рассмотрим основные параметры наиболее распространенных NPT соединений:
| Типоразмер (“) | Количество витков профиля на дюйм (шт) | Длина (мм) | Диаметр (мм) | |||
| Рабочая | От торца до плоскости | D=d | D1=d1 | D2=d2 | ||
| 1/16 | 27 | 6.5 | 4.06 | 7.89 | 6.389 | 7.142 |
| 1/8 | 27 | 7 | 4.57 | 10.27 | 8.77 | 9.52 |
| 1/4 | 18 | 9.5 | 5.10 | 13.58 | 11.31 | 12.45 |
| 3/8 | 18 | 10.5 | 6.10 | 17.06 | 14.80 | 15.93 |
| 1/2 | 14 | 13.5 | 8.13 | 21.22 | 18.32 | 19.78 |
| 3/4 | 14 | 14.0 | 8.61 | 26.57 | 23.67 | 25.12 |
| 1 | 11.5 | 17.5 | 10.16 | 33.23 | 29.70 | 31.47 |
| 1 1/4 | 11.5 | 18 | 10.67 | 41.99 | 38.46 | 40.22 |
| 1 1/2 | 11.5 | 18.5 | 10.67 | 48.06 | 44.52 | 46.30 |
| 2 | 11.5 | 19 | 11.08 | 60.10 | 56.56 | 58.33 |
Независимо от типоразмера, угол вершины профиля всегда составляет 60 градусов, а его теоретическая высота – 0.86 мм.
Технология нарезки
В промышленных условиях резьба NPT формируется на специальных резьборезных станках. Основным рабочим инструментом такого оборудования является , который закреплен на вращающемся шпинделе, при этом обрабатываемая труба неподвижно фиксируется на столе станка.
Процесс нарезки состоит из следующих этапов:
- Устанавливается требуемое направление и скорость вращения шпинделя, в посадочном гнезде закрепляется заготовка.
- На шпиндель монтируется метчик требуемого типоразмера, его головка фиксируется поддерживающим зажимом.
- Включается электропривод станка.
- Посредством управляющего рычага резьбонарезная головка перемещается к обрабатываемой трубе.
- Автоматический ролик фиксирует и сопоставляет инструмент и заготовку, происходит автоматическая нарезка резьбы заданной конфигурации.
- По завершению хода метчика суппорт поднимается вверх, электропривод отключается и заготовка демонтируется со станка.
Трубная резьба конического типа используется в работах, при которых важно обеспечить хорошую герметичность системы, ее надежность. Обычно она применяется тогда, когда конструкция предназначается для жидкостей или газов под высоким давлением. Это резьба имеет три диаметра: внутри, снаружи и посередине. Диаметр становится меньше к ее окончанию. Конструкция с таким типом нарезания в профиль имеет конусный облик.
Применение
Трубная резьба конического типа обычно применяется при следующих условиях:
- Наличие деформированной нарезки внутри со следами износа на соединениях тогда, когда проблему невозможно ликвидировать посредством полной замены элемента. Такая нарезка позволяет придать системе большую герметичность. Однако это временная мера. Полная замена элемента неизбежна, и лучше произвести ее как можно быстрее. Стоит помнить, что в ином случае система может прийти и вовсе в аварийное состояние;
- Используется для обеспечения нужной герметичности в конструкции, в которой находится носитель под высоким давлением. Витки такого типа обеспечивают надежность соединения даже при применении в экстремальных условиях.
Стандарты
Резьба конического типа, согласно ГОСТ, отличается профилем с углом в 55 гр. Ее витки закругляются. Также она отличается различным шагом между витками. Размер шага зависит от диаметра. Предельный диаметр детали, на которой нарезана резьба конического типа, составляет 6 дюймов. При диаметре, превышающем это значение, для соединения применяется сварка.
Согласно ГОСТ, у трубной резьбы данного типа есть регламентированное соотношение между диаметром средним, снаружи и внутри. Также имеет значение и длина нарезки. Различается длина полная и длина рабочая. Их соотношение также должно быть фиксированным. Чем больше витков на элементе, там надежней и герметичней будет соединение.
Предназначение плашки
Рассматриваемый инструмент достаточно прост, характеризуется следующими особенностями:
- Основное предназначение заключается в образовании резьбовой поверхности на различной наружной поверхности. В большинстве случаев плашка для нарезки резьбы применяется для получения канавок на трубах или валах, различных стержнях.
- Механическая обработка обеспечивается за счет сложной поверхности внутренней поверхности. Она представлена сочетанием нескольких режущих кромок, расположенных в определенной последовательности. При вращении они проводят снятие металла с целью образования витков.
- Конструкция имеет отверстие для заготовки и воротка, через который будет передаваться усилие.
Отличительные особенности дюймовой заключаются в расположении режущих кромок. Для обеспечения удаления стружки с зоны резания отверстие имеет довольно сложную форму, по которой инструмент можно узнать практически сразу.
Таблица
Диаметры, длины и шаги трубной конической резьбы
| d 0 | d ср | d 1 | d T | l 1 | l 2 | n | S | |
| 1 / 8 | 9.7 | 9.2 | 8.6 | 8.3 | 9 | 4.5 | 28 | 0.907 |
| 1 / 4 | 13.2 | 12.3 | 11.4 | 11.1 | 11 | 6.0 | 19 | 1.337 |
| 3 / 8 | 16.7 | 15.8 | 15 | 14.6 | 12 | 6.0 | 19 | 1.337 |
| 1 / 2 | 21 | 19.8 | 18.6 | 18.2 | 15 | 7.5 | 14 | 1.814 |
| 3 / 4 | 26.4 | 25.3 | 24.1 | 23.5 | 17 | 9.5 | 14 | 1.814 |
| 1 | 33.3 | 31.8 | 30.3 | 29.6 | 19 | 11.0 | 11 | 2.309 |
| 1 1 / 4 | 41.9 | 40.4 | 39 | 38.1 | 22 | 13.0 | 11 | 2.309 |
| 1 1 / 2 | 47.8 | 46.3 | 44.9 | 44 | 23 | 14.0 | 11 | 2.309 |
| 2 | 59.6 | 58.1 | 56.7 | 55.7 | 26 | 16.0 | 11 | 2.309 |
| 2 1 / 2 | 75.2 | 73.7 | 72.2 | 71.1 | 30 | 18.5 | 11 | 2.309 |
| 3 | 87.9 | 86.4 | 84.9 | 83.7 | 32 | 20.5 | 11 | 2.309 |
| 4 | 113 | 111.6 | 110.1 | 108.5 | 38 | 25.5 | 11 | 2.309 |
| 5 | 138.4 | 137 | 135.5 | 133.7 | 41 | 28.5 | 11 | 2.309 |
| 6 | 163.8 | 162.4 | 160.9 | 158.9 | 45 | 31.5 | 11 | 2.309 |
Обозначение
Резьба конического типа имеет разные обозначения. Все они определяются согласно ГОСТ. Обозначения включают в себя символ R, расшифровать который можно как условное обозначение наружных витков, а также их размеры. Левые витки обозначаются символами LH. Витки внутри обозначаются символом Rc, внутренние цилиндрического типа – Rp.
Важно: Чаще всего наружные трубные витки конического типа применяются совместно с внутренними витками цилиндрического типа.
Соединение посредством трубной резьбы обозначается дробью. Числителем в ней являются витки внутри, а знаменателем – снаружи.
Для того чтобы увидеть трубную резьбу конического типа, вы можете посмотреть фото. На них можно наглядно увидеть, чем и как подобные витки отличаются от других. Фото можно посмотреть на этой же страничке.
Использование: способ обеспечивает повышение производительности при нарезании конической резьбы при помощи гребенчатой конической фрезы. Сущность изобретения: способ нарезания конической резьбы заключается в том, что ось конической гребенчатой фрезы 1 устанавливают параллельно оси заготовки 2. Фрезе 1 задают вращение, радиальную подачу на врезание и продольную подачу. Заготовка в процессе обработки вращается с заданной частотой. Отвод фрезы 1 от заготовки начинают до завершения, а заканчивают в момент завершения одного оборота заготовки. За счет этого исключается перебег инструмента. 3 ил.
Изобретение относится к способам нарезания резьбы на наружной и внутренней конических поверхностях. Целью предлагаемого изобретения является повышение производительности обработки за счет сокращения времени на производительности обработки за счет сокращения времени на перебег инструмента. На фиг. 1 изображена схема установки и обработки конических резьб предлагаемым способом; на фиг. 2 — позиция «I» на фиг. 1; на фиг. 3 — схема конической резьбы, полученной предлагаемым способом. Конический многониточный инструмент (см. фиг. 1), например, фреза 1 установлена в отверстие заготовки 2 так, чтобы его ось была параллельна оси резьбы. Угол конуса фрезы совпадает по величине с углом конуса нарезаемой резьбы. Фрезе сообщается вращательное движение резания и движение врезания, благодаря которому фреза занимает свое рабочее положение. Одновременно заготовке сообщается медленное вращение n 3 , а фрезе — согласованное с этим вращением движение подачи S. Величина подачи равна величине шага Р резьбы за один оборот заготовки. Обработка начинается и заканчивается в точке 2 (см. фиг. 3), а в точке 1 начинает осуществляться начало отвода фрезы из зоны обработки. Таким образом в зоне отвода инструмента витки резьбы, которые представляют собой вне зоны «1-2» набор окружностей и переходных кривых в зоне «1-2» отвода инструмента, стыкуются друг с другом. При этом, кривая, по которой располагаются резьбовые витки, очень близка к спирали Архимеда (см. фиг. 3), по которой располагаются витки обычной конической резьбы. Из фиг. 2 видно, что а = Р sin /2, где а — шаг спирали; Р — шаг нарезаемой резьбы; — угол конуса нарезаемой резьбы. Так, например, для резьбы с шагом Р= 1 мм и углом конуса = 3 о, шаг спирали «а» составит величину: а = 1 sin 1,5 о = 0,026 мм Таким образом, погрешность формы витка не превышает 0,026 мм, что вполне можно скомпенсировать при затяжке резьбы и обеспечить ее надежную герметичность. Поскольку фреза шлифуется по наружной поверхности, то угол конуса получается с очень высокой точностью, что обеспечивает хорошее прилегание элементов соединения, а следовательно и его герметичность. Из фиг. 3 видно, что отвод фрезы начинается в точке 1 и заканчивается в точке 2, где и завершается обработка. Отсутствие перебега сокращает путь резания, а следовательно повышает производительность обработки. Таким способом обрабатывается как наружная, так и внутренняя резьба. П р и м е р. Необходимо обработать внутреннюю коническую дюймовую резьбу К2 ГОСТ 6111-52. Эта резьба имеет внутренний диаметр 56,558 мм, угол конуса = 1 о 47″24″, рабочую длину свинчивания 19 мм, шаг Р= 2,209 мм. Для обработки такой резьбы используем резьбофрезерный станок и фрезу с углом конуса = 1 о 47″24″ и диаметром Д= 50 мм, что позволяет разместить фрезу внутри заготовки. Фрезу вводим внутрь заготовки, закрепленной на станке, сообщаем ей вращение с частотой 350 об/мин, что соответствует скорости резания, допустимой для фрез из быстрорежущей стали. Далее фрезе сообщаем движение врезания на глубину профиля резьбы и, одновременно с этим, заготовке сообщаем медленное вращение П 3 = 20 об/мин, а фрезе осевую подачу, равную одному шагу резьбы на оборот заготовки, т. е. S= 2,209 мм/об. Принимаем зону отвода инструмента, равной 0,2 от оборота, что соответствует значению величины перебега при обычной схема обработки цилиндрических резьб, которое можно реализовать на резьбофрезерных станках.
Формула изобретения
СПОСОБ НАРЕЗАНИЯ КОНИЧЕСКОЙ РЕЗЬБЫ, при котором берут гребенчатую коническую фрезу, ось которой располагают параллельно оси вращающейся заготовки, задают фрезе вращение, радиальную подачу на глубину резания, продольную подачу и осуществляют отвод фрезы от заготовки, отличающийся тем, что, с целью повышения производительности, отвод фрезы от заготовки начинают до завершения, а заканчивают в момент завершения одного оборота заготовки.
Резьба представляет собой винтовую канавку определенного профиля, прорезанную на цилиндрической или конической поверхностях. На токарных станках ее выполняют посредством двух равномерных движений — вращения заготовки и поступательного перемещения режущего инструмента вдоль ее оси. Применяемые резьбы можно разделить на ряд групп: 1) по расположению — на наружные и внутренние; 2) по назначению — на крепежные и ходовые; 3) по форме исходной поверхности — на цилиндрические и конические; 4) по направлению — на правые и левые; 5) по форме профиля — на треугольные, прямоугольные, трапецеидальные, круглые; 6) по числу заходов — на одно и многозаходные. Крепежные резьбы чаще всего имеют треугольный профиль. Они используются для соединения различных деталей.- Ходовые резьбы служат для преобразования вращательного движения в поступательное. К ним относятся резьбы с трапецеидальным и реже прямоугольным профилем. Конические резьбы обеспечивают высокую герметичность соединения и поэтому применяются в местах, находящихся под повышенным давлением жидкостей и газов. У правых резьб винтовая канавка имеет направление по ходу часовой стрелки (если смотреть с торца детали), у левых — наоборот. Однозаходными называются резьбы, имеющие одну винтовую канавку. В многозаходных резьбах выполнено несколько параллельных винтовых канавок, равномерно расположенных по окружности. Число заходов резьбы можно определить по количеству начал винтовых канавок на торце детали.
Нарезание резьб круглыми плашками
Область применения и инструменты.
Круглые плашки применяются для нарезания наружных резьб треугольного профиля на деталях, к которым не предъявляют высоких требований соосности резьбы с другими поверхностями. Пределы выполняемых резьб ограничиваются механическими свойствами обрабатываемого металла. Так, например, на токарных станках» круглыми плашками нарезают резьбы на стальных деталях с шагом примерно до 2 мм. Для более мягких цветных металлов этот предел может быть увеличен. Резьбы с крупным шагом предварительно прорезают резцом, а затем калибруют плашками. Круглые плашки (рис. 118, а) по внешнему виду напоминают гайку, в которой для создания режущих кромок просверлены стружечные отверстия (от 3 до 8 в зависимости от размера). Рабочая часть плашки для цилиндрических резьб состоит из трех участков: двух крайних — режущих и среднего — калибрующего. Режущие части плашки конические с углом конуса 2ф = 50-60°. Калибрующая часть цилиндрическая, Она придает резьбе окончательные размеры и обеспечивает направление плашке в процессе резания. Геометрическая форма зуба плашки создается передним углом у который выполняют заточкой в пределах 15-20° (для плашек централизованного изготовления). При резании твердых металлов его рекомендуется уменьшать до 10-12°, а для мягких — увеличивать4 до 20-25°. Задний угол а выполняют затылованием только на режущих частях в пределах 6-8°. Для крепления в плашкодержателе или резьбонарезном патроне на наружной поверхности плашки предусмотрены конические углубления и угловой паз. Угловой паз плашки позволяет при необходимости
Разрезать плашку шлифовальным кругом по перемычке (рис. 118, б) и регулировать ее диаметр в пределах 0,1- 0,3 мм. Круглые плашки общего назначения изготавливаются для следующих резьб: метрических с крупным шагом Ml — М68; метрических с мелкими шагами М1Х0,2 — М135Х6; дюймовых 1/4-2″; трубных 1/8-1l/2″. Плашки должны обеспечить нарезание резьб 2-го класса точности. Плашки для конических резьб более широкие и имеют только одну режущую часть со стороны большего диаметра. Особенность работы плашек состоит в том, что в процессе прорезания винтовой канавки участвует не только режущая, но и калибрующая часть.
Такие плашки изготавливаются для резьб от 1/16″ до 2″. Плашки выполняются из легированной стали 9ХС или быстрорежущих сталей Р9 и Р18. На плашках маркируются обозначение резьбы, класс точности (только 3-й), марка стали (9ХС не указывается), буква Л для левых резьб.
Конструкция резьбового инструмента
Метчик для нарезания состоит из нескольких частей:
- Хвостовика;
- Рабочей части;
- Заборного элемента;
- Калибровки.
При помощи хвостовика осуществляется крепление в шпинделе
станка или патроне, когда появляется необходимость нарезать внутреннюю резьбу.
Нарезание выполняет рабочая часть. Ее внешний вид напоминает винт, оборудованный несколько винтовыми, а также продольными канавками.
У инструмента, имеющего винтовые канавки, есть одно важное преимущество. Операция нарезания выполняется в более благоприятных условиях, чем выполнять такую же операцию, метчиком для нарезания резьбы, у которого имеются продольные канавки.
Практически каждый инструмент имеет переднюю часть, которой дали название «заборная». Она имеет конусный вид. Заборная часть инструмента, первая начинает нарезание резьбы. Ее продолжает калибрующая часть. В ее функции входит калибровка и зачистка отверстия.
Зубья, которыми выполняется нарезание резьбы, получили название режущих перьев
. Они своей формой напоминают резцы, расположенные по всему диаметру инструмента. Каждый зуб заточен согласно технологическим требованиям к режущим деталям.
Углубления, отделяющие режущие перья между собой, называются канавками. Они образуют режущие кромки, и по ним осуществляется удаление стружки из зоны нарезки. Размеры канавок можно увидеть в соответствующих стандартизованных таблицах.
Небольшие детали, диаметр которых менее 20 мм, снабжен тремя канавками. Инструмент с максимальным диаметром 40 мм, изготавливается с четырьмя канавками
.
Метрические метчики
Их измеряют миллиметрами, они относятся к метрической системе. Инструмент маркируется буквой «М», обозначающей метрическое измерение. Например, маркировка М8 обозначает, что таким инструментом можно получить резьбу 8 мм.
Размерный ряд метрических метчиков имеет большой диапазон. Начиная с 2 мм и кончая 60 мм
. То есть, нарезать можно абсолютно любую резьбу. Все данные о таком инструменте сведены в специальные таблицы.
В зависимости от назначения, выбирается конструкция метчика. Они подразделяются на несколько групп:
- Машинные;
- Ручные.
Для слесарных работ используется только ручной инструмент
. Он, в свою очередь, подразделяется на несколько типов:
- Гаечный;
- Плашечный;
- Маточный;
- Специальный.
Слесарные
Комплект таких ручных метчиков, обычно состоит из трех инструментов:
- Чернового;
- Среднего;
- Чистового.
Сначала нарезается «черная» резьба, для чего используют черновой метчик
. Для получения точности резьбы применяют средний метчик. Чистовым метчиком выполняется окончательное нарезание резьбы, проводится ее калибровка.
На хвостовике каждом метчике делается специальная отметка, по которой определяется вид метчика. Она может быть в цифровом виде или в виде нанесенных круговых колец. Количество рисок определяет назначение метчика:
- Черновой – одно кольцо;
- Чистовой – три кольца.
Кроме того, на хвосте маркируют размер резьбы, которую можно нарезать этим метчиком.
Слесарные метчики комплектуются двумя инструментами. У них несколько удлиненный заборный конус, а также увеличенный размер первого метчика.
Когда выполняется нарезание метрической резьбы в диапазоне 8 – 18 миллиметров, применяются одинарные метчики
.
Для резьбы 6 — 24 мм, используют два метчика, один и черновой, другой чистовой.
Тремя метчиками нарезается резьба в диапазоне 2 — 52 мм. Дюймовая резьба также нарезается несколькими инструментами в зависимости от размеров. Более подробно, какие необходимы метчики, можно увидеть в гостированной таблице. В ней указаны диаметры, вид метчика и необходимый комплект.
В зависимости от направления канавок, метчики подразделяются на группы:
- Прямые;
- Винтовые.
Причем направление канавок также имеет разное исполнение:
- Правые;
- Левые.
Инструмент имеющие винтовые канавки, в большинстве случаев используется для нарезки очень точных резьбовых отверстий.
Режущая часть инструмента подразделяется на два типа:
- Коническая;
- Цилиндрическая
Конические
Отличаются конструкцией заборной части, изготовленной немного удлиненной, и имеющей неполную резьбу, которая постепенно становится калибрующей частью. Такими метчиками нарезается резьба в отверстиях, имеющих сквозной характер.
Цилиндрические
Этим инструментом нарезается резьба в деталях, где не требуется сквозного отверстия.
Когда проводится нарезка гаек, без использования станочного оборудования пользуются гаечными приспособлениями
. Благодаря удлиненному хвостовику, нарезанные гайки остаются на инструменте.
У плашечных деталей имеется заборный конус большого размера. Таким инструментом в плашках проводится предварительная нарезка резьбы. Операция выполняется в один проход. Очистка резьбы осуществляется маточными деталями, имеющими канавки в виде правой спирали.
Кроме обыкновенных машинных приспособлений, применяются и бесканавочные инструменты. У них отсутствуют продольные канавки. Причем их приемный конус делается намного короче. Эти инструменты имеют повышенную прочность
, они ломаются очень редко, поэтому количество бракованных деталей из-за такой поломки сводится к минимуму. Резьбовая часть большой длины, дает возможность перетачивать такие инструменты несколько раз.
Основным преимуществом бесканавочных деталей является их высокая производительность. Ими можно провести нарезку резьбы в любых отверстиях. Для такого инструмента не имеет значения сквозное или глухое отверстие.
Универсальные детали изготавливаются сборными. Каждая часть отделена специальной шейкой. Черновая операция выполняется первой частью, проходит предварительная нарезка, а уже второй частью, делается чистовая нарезка резьбы.
Работа таким оборудованием позволяет сэкономить время
. Ведь для нарезки резьбы нужен только один инструмент. Отпадает необходимость в целом комплекте, монтаж которых, требует много дополнительного времени.
Базовое руководство по типам ниток
Базовое руководство по типам нитокЭтот сайт лучше работает с включенным javascript.
КАТЕГОРИИ
Основы резьбы
Тройник соединить
Будьте в курсе последних новостей и подпишитесь на нашу E-connect!
Темы различаются по-разному.Далее мы объясняем основы работы с потоками. Вы также можете проверить наш раздел часто задаваемых вопросов для обсуждения.
ПОЛ
Каждая подобранная пара ниток, внешняя и внутренняя, может быть описана как наружная и внутренняя. Например, винт имеет наружную резьбу, а соответствующее отверстие – внутреннюю.
РУЧНОСТЬ
Спираль нити закручивается в одном из двух возможных направлений.Большинство нитей ориентированы так, что резьбовой элемент, если смотреть с точки зрения по оси, проходящей через центр спирали, удаляется от наблюдателя, когда его поворачивают по часовой стрелке, и движется к наблюдателю, когда он поворачивается против по часовой стрелке.
Традиционно для винтовой резьбы по умолчанию используется праворукость. Поэтому большинство резьбовых деталей и крепежных деталей имеют правую резьбу.
ДИЗАЙН
Тип резьбы можно определить по следующим характеристикам: параллельная и коническая (см. Изображения справа).
ШАГ / TPI:
Шаг – это расстояние от вершины одной резьбы до следующей в миллиметрах (мм).
TPI (количество ниток на дюйм) используется для дюймовой резьбы.
ДИАМЕТР
Наибольший диаметр определяется кончиками резьбы.
Меньший диаметр определяется канавкой резьбы.
Делительный диаметр – это расстояние между концами двух противоположных сторон или длина центральной линии профиля.
УГОЛ
Угол наклона боковой поверхности – это угол между боковой стороной резьбы винта и перпендикулярной линией к оси винта. Коническая резьба имеет конический угол. Это угол между конусом и центральной осью трубы.
КРЕСТ / КОРЕНЬ
Самая внешняя часть резьбы называется «гребнем», самая внутренняя часть резьбы называется «корнем».
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ?
Вам нужна дополнительная информация о возможностях или вы хотите получить печатную версию?
Свяжитесь с нашими специалистами:
TEESING SALES ENGINEERS
NL: +31 70 413 07 00
CN: + 86- (0) 10-60576210
США: + (1) 973 383 0691
TW: + 886- ( 0) 3-5600560
Почта [адрес электронной почты защищен]
Войти!
Авторизуйтесь, чтобы загрузить документ “Типы ниток”!
Еще нет учетной записи?
Зарегистрируйтесь сейчас!
Зарегистрироватьсяуказатель типов резьбы документ
- Основы резьбы
- Пол
- Ручка
- Дизайн
- Шаг / TPI
- Диаметр
- Уголок
- Крест / корень
- Наиболее распространенная резьба
- M – резьба ISO (метрическая)
- NPT – трубная резьба
- G / R / Rp – резьба Уитворта (BSPP / BSPT)
- UNC / UNF – Единая национальная резьба
- Дополнительно: сравнительный лист (M – BSPP – BSPT – NPT – UNC – UNF)
- Типы резьбовых уплотнений
- Коэффициент преобразования
- Другие темы
- Часто задаваемые вопросы
- Как определить типы резьбы?
- Что означает NPTF: Female, fine или fuel?
- Какая внутренняя резьба является конической / конической?
- В чем разница между G-резьбой (BSPP) и R-резьбой (BSPT)?
- Могу ли я использовать уплотнительное кольцо с резьбой NPT?
- Совместима ли трубная резьба NPT и BSP?
- Что такое заедание винта / гайки и как его избежать?
- Какой метод уплотнения рекомендуется при установке фитинга PA / PVDF с наружной конической резьбой на металлическую ответную деталь?
- Какая резьба у фитинга JIC?
Это предварительный просмотр страницы.
Принимать файлы cookie
Отклонить файлы cookie
Мы используем файлы cookie только для отслеживания посещений нашего веб-сайта, мы не храним никаких личных данных. Пожалуйста, обратитесь к нашей Политике конфиденциальности.
Назовите эту тему | Конструкция машины
Бесконтактная лазерная сварка дает несколько преимуществ при соединении одной пластмассовой детали с другой. Он работает по принципу частичного пропускания, что позволяет свету лазера проходить через одну из пластмассовых деталей, выделяя тепло и плавить или приваривать его ко второй пластмассовой детали.Готовый сварной шов находится между деталями. Также отсутствует контакт между оплавленным участком и источником тепла или атмосферой, поэтому готовое соединение остается чистым. С другой стороны, традиционные методы сварки пластмасс, такие как ультразвуковая и горячая штамповка, требуют контакта с внешними поверхностями соединяемых деталей, и это может загрязнить соединение и поверхности деталей или механически повредить сборку.
Если команда инженеров собирается использовать бесконтактную лазерную сварку, лучше всего спланировать это на ранней стадии разработки продукта.Решение использовать лазерную сварку уже разработанного пластикового изделия может сработать… иногда. Однако детали и изделия, предназначенные для лазерной сварки, будут иметь меньше проблем при изготовлении и сборке.
Чтобы получить высококачественные сварные швы пластмасс, проектные группы должны сначала ответить на четыре основных вопроса:
1. Совместимы ли соединяемые пластики с точки зрения температуры плавления и химического состава?
Пластмассы плавятся при гораздо более низких температурах, чем металлы.Например, инженерные пластмассы плавятся при температуре около 480 ° F (250 ° C). Некоторые пластмассы имеют гораздо более высокие температуры плавления, например, полиэфирэфиркетон (PEEK), который плавится при температуре от 660 до 750 ° F (от 350 до 400 ° C).
Два соединяемых пластика должны иметь одинаковую температуру плавления, так как это помогает обеспечить хорошее перемешивание расплавленного пластика в сварочной ванне. Это также увеличивает механическую прочность соединения, когда оно затвердевает.
Химический состав пластмасс также имеет значение. Например, некоторые пластмассы трудно или невозможно сварить.Сюда входят полиэтилен высокой плотности (HD-PE) и полипропилен (PP). Но можно сваривать полиэтилен низкой плотности (LD-PE) с полипропиленом, даже если полиэтилены принадлежат к одному семейству.
2. Может ли лазерный луч эффективно проходить через верхний материал к стыку? И может ли нижний слой поглощать лазерный луч и создавать тепло там, где это необходимо?
Идеальное светопропускание и поглощение при сварке пластмасс.
Лазерные лучи для сварки пластмасс обычно создаются мощными диодными лазерами и находятся в ближней инфракрасной и инфракрасной областях (длины волн от 800 до 2000 нм).Свариваемые вместе пластмассы должны обладать некоторой степенью пропускания и поглощения в этом диапазоне.
Пластмассы одновременно имеют аморфную и кристаллическую фазы. Различия в показателях преломления пластика в этих фазах вызывают рассеивание и отражение света, а также его пропускание и поглощение. Это может помочь или затруднить лазерную сварку, в зависимости от уровня этих эффектов. Дизайнеры могут адаптировать эти свойства к пластику, чтобы получить нужную степень пропускания лазерного луча через верхнюю часть и поглощения в нижней части.
Например, команда разработчиков может добавлять в пластмассы добавки, чтобы они лучше поглощали лазерный свет. А регулировка концентрации стекловолокна в пластмассах, таких как полиамид (PA-66, он же нейлон), изменяет количество света, проходящего через них.
3. Можно ли правильно удерживать детали вместе во время сварки и можно ли контролировать прилагаемое усилие? Обеспечивает ли геометрия деталей хорошее прилегание без зазоров между деталями?
Детали, которые будут свариваться друг с другом с помощью лазера, должны иметь такую форму, чтобы они плотно прилегали друг к другу без зазоров в местах соединения.Лазерная сварка плохо передает тепло через воздушные зазоры; части должны соприкасаться. Это легко сделать с помощью сварных швов внахлест, но для качественной лазерной стыковой сварки требуются детали с жесткими допусками и зависят от того, как лазерный луч нацеливается на сварной шов.
Некоторые детали, особенно большие или геометрически сложные, необходимо прижать друг к другу во время сварки, чтобы получить хорошее соединение. Эта сила может создаваться сервоприводами или пневматическими зажимами. Но команда разработчиков должна знать о силах разрушения пластика.Они определяют, какое усилие выдержит горячий и плавящийся пластик, прежде чем он значительно деформируется. Он также определяет, какое усилие необходимо, чтобы сдвинуть детали вместе в расплавленном состоянии. Датчики силы-смещения часто добавляются к инструментам для лазерной сварки, чтобы отслеживать и контролировать силы, прикладываемые к пластиковым компонентам во время цикла сварки.
Есть несколько проблем, которые инженеры должны решить, чтобы сварка пластмасс работала в их области применения.
4. Могут ли детали эффективно распределять и контролировать выделяемое лазером тепло с учетом геометрии?
Есть несколько способов направить лазерный луч на заготовки для сварки.Например, неподвижная лазерная головка может сваривать деталь, установленную на столе, который перемещается в трех измерениях, чтобы адаптировать путь сварки. Такой подход может не нагревать большие детали равномерно из-за ускорений, необходимых в точках пуска и останова, а также при изменении направления траектории. Однако команда разработчиков может создавать сложные траектории, используя данные САПР в этих системах.
В другом подходе используются высокоскоростные сканирующие головки, которые могут перемещать лазерный луч по пути сварки со скоростью до 33 футов / сек. Сканирование лазером достаточной мощности вокруг сварочного шва на этих скоростях почти мгновенно нагревает весь сварной шов.Это уменьшает эффекты одновременного нагрева и охлаждения, которые могут создавать подвижные столы.
Менее гибкий подход состоит в том, чтобы создать маску или трафарет пути сварки, поместить его поверх детали, а затем нанести лазерный луч на всю деталь. Это одновременно нагревает весь путь. При изменении пути необходимо создавать новую маску. Иногда специальные лазерные линзы с линейной фокусировкой создают сварной шов определенной длины. (Сварные швы используются, когда сварной шов имеет простую форму, например прямую линию или круг.) Во время этого процесса может потребоваться управление оптической мощностью, с которым можно справиться с помощью пирометров, измеряющих температуру заготовки во время сварки и отправляющих эту информацию обратно в контроллер мощности лазера.
Важно, чтобы продукт и производственные процессы были разработаны с учетом лазерной сварки. Таким образом, команда разработчиков должна работать с поставщиками и клиентами, чтобы обеспечить это. Например, пресс-формы для сложных пластмассовых деталей дороги, и производители инструментов должны знать о проблемах сварки пластмасс, прежде чем доработать свои конструкции.
Джонатан Маги – управляющий директор ACSYS Lasertechnik UK Ltd, Ковентри, Великобритания (acsyslaser.co.uk).
Руководство по идентификации и типам резьбы
Руководство по идентификации и типам резьбы
Знание правильной резьбы имеет решающее значение для выбора правильной детали. Выбор неправильной детали может привести к повреждению резьбы во время установки, что снижает способность выдерживать давление и надежность уплотнения фитинга или переходника. Быстрая и правильная идентификация потоков может помочь поддерживать безопасную, продуктивную и прибыльную работу.
Общие сокращения для обозначения резьбы
BSPP – British Standard Pipe Parallel BSPT – Британский стандарт трубы с конусом DIN – Deutsche Industrial NormeISO – Международная организация по стандартизации JIC – Объединенный промышленный совет JIS – Японский промышленный стандарт NPTF – Национальное трубное коническое топливо NPTM – Национальное прямое механическое соединение трубы ORB – Уплотнительное кольцоТипы резьбы
Шаги к идентификации резьбы
Шаг 1 – Определите, является ли резьба конической или параллельной
В некоторых случаях шаг 1 можно выполнить только визуальным осмотром.Коническая резьба уменьшается в диаметре к концу фитинга, в то время как параллельная резьба сохраняет тот же диаметр от начала до конца. Если это не очевидно, глядя на фитинг, используйте параллельные губки штангенциркуля для сравнения. Кроме того, наличие уплотнительного кольца или снятие трубной гайки обычно свидетельствует о том, что наружная резьба параллельна.
Шаг 2 – Определение шага
Это можно расшифровать с помощью измерителя шага для сравнения или путем точного измерения и расчета количества витков резьбы на заданном расстоянии.Намного проще сравнивать резьбу на светлом фоне с шагомером. Поскольку некоторые шаги резьбы относительно схожи, рекомендуется попробовать несколько калибров, прежде чем решить, какой из них подходит лучше всего. Результат шага 2 еще больше сузит возможные формы резьбы, потому что большинство из них имеют четкий шаг.
Шаг 3 – Определите размер
Объединение результатов шагов 1 и 2 определит – или, в некоторых случаях, поможет предсказать – правильную процедуру для шага 3.Существует два метода определения размера резьбы – выбор зависит от того, является ли резьба трубной резьбой или нет. Имейте в виду, что коническая резьба (как определено на шаге 1) не обязательно означает, что это трубная резьба (например, метрическая коническая). Точно так же трубная резьба может быть параллельной (например, BSPP). Для трубной резьбы определите размер, сравнив его с профилем номинального размера, как показано на Рисунке 1 (полезный наконечник – размеры трубы до 2 дюймов номинального размера могут быть определены путем измерения фактического внешнего диаметра, вычитания дюйма и затем округления – выключенный).Для нетрубной резьбы фактический размер может быть определен путем измерения внешнего диаметра (большого диаметра) штангенциркулем, как показано на рисунке 2.
рисунок 1 рисунок 2Шаг 4 – Обозначьте thread
Технически этот последний шаг не относится к идентификации резьбы. Скорее, это метод обозначения типа резьбы в формате промышленного стандарта для понимания другими. Обычно на них указывается размер резьбы (номинальный или фактический), тип и – в некоторых случаях – шаг.
Приведенные ниже таблицы и изображения помогут вам выбрать правильный тип резьбы, соответствующий вашим потребностям.
Тип резьбы Деталь
Соединения в США
Фланец с четырьмя болтами (SAE J518 и ISO 6162)
Фланец с четырьмя болтами подходит для соединения шлангов и трубок от 1/2 до 3 дюймов и широко используется в жидкостях. энергосистемы. Уплотнительное кольцо устанавливается на кольцевую канавку охватываемой детали. Уплотнение происходит между уплотнительным кольцом на охватываемой части и гладкой поверхностью охватывающего порта.Четыре болта и две половинки зажима удерживают соединение на месте.
Фланцы SAE J518 доступны в двух категориях давления: стандартное (код 61) и высокое давление (код 62).
Компрессия без раструба (SAE J514)
Наружная часть трубы без раструба имеет седло 240 и прямую резьбу. Внутренняя половина имеет компрессионную втулку и прямую резьбу. В дополнение к втулке, охватывающая гайка и трубка образуют часть охватывающего соединения. На охватываемой части уплотнение происходит между седлом 240 и компрессионной втулкой.На внутренней стороне уплотнение происходит между трубкой и компрессионной втулкой. Резьба сцепляется, образуя механически прочное соединение.
JIC с отбортовкой под углом 37 ° (SAE J514)
Это соединение находит множество применений в гидравлических системах. И JIC, и внутренняя резьба JIC имеют конусное гнездо 37 ° и прямую резьбу. При зацеплении прямой резьбы наружное и внутреннее конусные седла уплотняются. Соединение осуществляется механически за счет прямой резьбы охватываемой и охватывающей половин.Важно отметить, что большинство резьб SAE J514 идентичны резьбам с развальцовкой SAE 45º, но их углы посадки различаются.
NPSM
Наружная и внутренняя резьбы соединения NSPM прямые. Кроме того, у охватываемого элемента есть внутренняя фаска 300, а у охватывающего элемента – перевернутое седло 300. Механическое соединение образуется, когда две половины соединяются резьбой. Коническое седло образует герметичное соединение. Соединения NSPM находят множество применений в гидравлических системах.
NPTF
NPTF – это резьба с сухим уплотнением. Наружная резьба совпадает с внутренней резьбой, и при их сдавливании образуется уплотнение, т. Е. Деформация резьбы. Когда требуется дополнительное уплотнение, обычно используются тефлон и смазка для труб. Хотя это соединение широко используется в системах трубопроводов для жидкости, Национальная ассоциация гидроэнергетики (NFPA) не рекомендует его для гидравлических систем.
Торцевое уплотнение с уплотнительным кольцом (SAE J1453)
Это соединение с торцевым уплотнительным кольцом обеспечивает впечатляющую стойкость к утечкам и подходит для применений с давлением до 6000 фунтов на квадратный дюйм.Наружный контакт имеет уплотнительное кольцо и прямую резьбу. Гнездовой контакт имеет плоскую поверхность и прямую резьбу. Уплотнение образуется, когда уплотнительное кольцо на лицевой стороне охватываемого конца прижимается к обработанному плоской поверхности охватывающего седла. Поворотная гайка с внутренней резьбой механически удерживает соединение.
Контрольная резьба уплотнительного кольца
Соединение контрольной резьбы уплотнительного кольца обычно используется в автомобильных и коммерческих системах кондиционирования воздуха. На охватываемом и охватывающем концах есть направляющая, и при сжатии уплотнительного кольца образуется уплотнение.Пилот может быть длинным или коротким. Нити сцепляются, образуя механически прочное соединение.
SAE с отбортовкой под углом 45 ° (SAE J512)
Соединения с отбортовкой под углом 45 ° по SAE обычно используются в системах низкого давления, таких как трубопроводы хладагента, топливопроводы и автомобильные трубопроводные системы. Как охватываемая, так и охватывающая части SAE имеют конус под углом 45 °. Резьба двух половинок сцепляется, образуя прочное механическое соединение. Уплотнение формируется на конусе под углом 45 °. За исключением углов седла, коннекторы под развальцовку SAE 45 ° идентичны коннекторам под развальцовку JIC 37 °.
Перевернутая раструб по SAE (SAE J512)
Перевернутая раструб находит множество применений в автомобильных системах. Механически обработанный охватываемый соединитель имеет гнездо 420, а расширяющаяся охватываемая трубка – гнездо 450. На охватывающем конце перевернутого раструба имеется седло 420, которое обеспечивает уплотняющую поверхность. Нити сцепляются, образуя механически прочное соединение.
SAE Уплотнительное кольцо с прямой резьбой (бобышка уплотнительного кольца)
SAE J1926-1 и ISO 11296-1
Штыревой соединитель бобышки уплотнительного кольца имеет уплотнительное кольцо и прямую резьбу.Порт с внутренней резьбой имеет уплотнительную поверхность, фаску и прямую резьбу. Уплотнительное кольцо вдавливается в фаску, образуя уплотнение. Резьба двух половинок сцепляется, образуя механически прочное соединение. Это соединение находит множество применений в гидравлических системах высокого давления.
International
BSPP
Находящийся конец BSPP имеет 300 посадочных мест. Конический носок охватывающего шарнирного соединения уплотняет седло 300 мужчины. Хотя охватываемая часть похожа на наружную резьбу Американского национального трубного прямого механического соединения (NPSM), они не являются взаимозаменяемыми, поскольку их шаг резьбы отличается.
BSPT
Коническая охватываемая часть BSPT сопрягается с конической внутренней резьбой. Уплотнение происходит на резьбе. Хотя охватываемая часть BSPT аналогична конической топливной трубе National Pipe Tapered Fuel (NPTF), они не являются взаимозаменяемыми, поскольку их форма резьбы и размеры различаются.
Порт с плоским торцом и резьбой BSPP (ISO 1179-1)
DIN 3852
Параллельная резьба образует уплотнение с использованием различных уплотнительных колец или шайб. Уплотнение происходит между охватываемым концом и обработанной плоской поверхностью охватывающего элемента.
ISO 261 Метрическая резьба
ISO 6149 Метрический порт и концы шпильки
Резьба ISO 261 и уплотнительное кольцо
Штыревой соединитель соединения ISO 6149 имеет уплотнительное кольцо и прямую резьбу. Внутренняя половина имеет обработанную поверхность, фаску и прямую резьбу. Уплотнительное кольцо на охватывающей части находится на фаске охватывающего порта. Соединение ISO 6149 аналогично бобышке с уплотнительным кольцом SAE J1926-1, за исключением того, что первая имеет метрическую резьбу. Уплотнительное кольцо на вилке соединителя вдавливается в фаску для создания уплотнения.Прямая резьба входит в зацепление, образуя механически прочное соединение.
JIS 300 Flare
Наружная резьба имеет посадочное место 30 ° и прямую резьбу. Внутренняя половина имеет посадочное место 300 и прямую резьбу. Это соединение похоже на отбортовку 37 °. Его посадочное место 30 ° и размеры резьбы, подобные BSPP, отличают его от американского патрубка 37 ° Flare.
Komatsu 30 ° Flare (JIS Metric)
Komatsu 30 ° Flare имеет параллельную метрическую резьбу и посадочное место 30 °. Это соединение широко используется на оборудовании Komatsu.Метрическое соединение JIS похоже на раструб JIS 300, за исключением того, что последний имеет размеры резьбы, подобные BSPP.
Метрический конус 60 °
DIN 7631
Наружная резьба метрического конусного соединения 60 ° имеет утопленный конус 60 ° и прямую резьбу. Внутренняя половина имеет седло и прямую резьбу. Уплотнение происходит между конусом с углублением под 60 ° и коническим концом охватывающей. Резьба двух половинок сцепляется, образуя механически прочное соединение. Это соединение находит множество применений в гидравлических системах.
Метрическая трубка для сжатия (DIN 2353, конус 24 °)
Наружная резьба имеет конус 240 и прямую резьбу. Три разъема-розетки имеют прямую резьбу и уплотнительную поверхность. Уплотнение происходит между конусом 240 на вилке и участками уплотнения на внутренней стороне.
Фитинги доступны в двух сериях: DIN 2353 L (легкая) и DIN 2353 S (тяжелая). Каждая серия имеет собственные размеры труб и размеры резьбы, как показано в таблице ниже:
Фитинги 101: Введение – Brennan Industries
Резьба Общества автомобильных инженеров (SAE)
Уплотнительное кольцо с прямой резьбой SAE J1926 (ORB) рекомендовано Национальной ассоциацией противопожарной защиты (N.F.P.A.) для предотвращения утечек в гидравлических системах среднего и высокого давления. Наружное соединение представляет собой прямую резьбу с уплотнительным кольцом. Порт с внутренней резьбой имеет прямую резьбу и обработанную поверхность, чтобы обеспечить гладкую плоскую поверхность (минимальная поверхность пятна), а также фаска в месте посадки уплотнительного кольца. Он уплотняется, когда уплотнительное кольцо вдавливается в фаску при стыковке с охватываемым соединением. Это также считается механическим соединением.
SAE J514 JIC / 37 ° Гидравлические соединения распространены в большинстве гидравлических систем.Оба компонента – папа и мама – имеют посадочные места 37 °. Уплотнение создается путем установления контакта между коническим седлом с охватываемой резьбой и коническим гнездом. Это также считается механическим соединением.
Соединения SAE J512 45 ° используются в автомобильных, холодильных и грузовых системах трубопроводов. Эти соединители обычно изготавливаются из латуни. Соединения с охватываемой и охватывающей резьбой имеют гнезда под 45 °, где уплотнение находится там, где встречаются охватываемый конус и охватывающий конус. Это тоже механическое соединение.
ПРИМЕЧАНИЕ: размеры тире: -02, -03, -04, -05, -08 и -10 для SAE 37 ° и SAE 45 ° имеют одинаковую резьбу, но НЕ одинаковые углы седла. Смешивание двух разных типов фитингов приведет к утечке, поэтому будьте осторожны при измерении углов седла.
SAE J1453 (ORFS) Соединения с торцевым уплотнением с уплотнительным кольцом считаются лучшими для контроля утечек. Штекерный соединитель имеет прямую резьбу и уплотнительное кольцо на лицевой стороне. Внутренняя часть имеет прямую резьбу и обработанную плоскую поверхность. Уплотнение происходит путем прижатия уплотнительного кольца к плоской поверхности охватывающей, аналогично фитингу с разъемным фланцем.Резьба поддерживает соединение механически.
SAE J512 Перевернутые соединения обычно используются в автомобильных системах. Штекерный соединитель представляет собой раструб под 45 ° внутри трубного фитинга или гнездо под 42 ° в обработанном адаптере. Внутренняя часть имеет прямую резьбу с перевернутым раструбом 42 °. Фурнитура герметизирована на развальцованных поверхностях. Эти резьбы также поддерживают механическое соединение.
Фланец с 4 болтами SAE J518 * Эти соединения имеют два номинальных значения давления: код 61, который считается стандартной серией, и код 62, который является серией 6000 фунтов на квадратный дюйм.Конструкция одинакова для каждой серии, но диаметр головки фланца и расстояние между отверстиями под болты больше для соединения Code 62 высокого давления 6000 фунтов на квадратный дюйм. Гнездовой порт фитинга представляет собой гладкий порт без резьбы с четырьмя отверстиями под болты, расположенными в прямоугольном порядке вокруг порта. Наружная часть представляет собой фланцевую головку с канавкой для уплотнительного кольца, а также разделенными или невыпадающими половинами фланца и отверстиями для болтов, соответствующими отверстию. Уплотнение выполнено там, где уплотнительное кольцо сжато между фланцевой головкой и плоской поверхностью порта.Соединение удерживается болтами с резьбой.
* За исключением болтов, SAE J518, JIS B 8363, ISO / DIS 6162 и DIN 20066 являются взаимозаменяемыми.
Обозначение метрической резьбы | Гидравлика Прямая
Параллельный или конический?
Первое, что вы всегда должны делать при попытке идентифицировать постороннюю резьбу, – это определять, параллельна она или коническая. Затем вы можете измерить шаг резьбы в миллиметрах, используя калибры над вершинами резьбы.Например, это может быть 1,5 миллиметра. Как только это будет завершено, вы можете переходить к следующему шагу.
Система обозначения метрической резьбы
Для параллельной резьбы следующее, что нужно сделать, это определить наружный диаметр резьбы (внешний диаметр) с помощью штангенциркуля (для конической резьбы см. Следующий раздел). Как только вы определите наружный диаметр метрической резьбы, вы можете объединить его с шагом резьбы, чтобы определить метрическую резьбу «выноска». Например, если вы определили поток O.D равным 22 миллиметрам и шагом резьбы 1,5 миллиметра (из последнего примера), вы получите метрическую выноску резьбы M22 X 1,5 или 22 мм X 1,5. В следующей таблице приведены «условные обозначения» метрической резьбы и соответствующие им наружные диаметры труб, номера деталей трубных гаек, номера деталей врезных колец и номера деталей заглушки / крышки трубки.
| РЯД | ТРУБКА O.D. | МЕТРИЧЕСКИЙ РЕЗЬБА | ТРУБНАЯ ГАЙКА ЧАСТЬ № | РЕЗНОЕ КОЛЬЦО ЧАСТЬ № | ЗАГЛУШКА ЧАСТЬ № | КОЛПАЧОК ЧАСТЬ № |
|---|---|---|---|---|---|---|
| LL | 4 мм 6 мм 8 мм 10 мм 12 мм | 8 мм x 1.0 10 мм x 1,0 12 мм x 1,0 14 мм x 1,0 16 мм x 1,0 | 5201LL-04 5201LL-06 5201LL-08 5201LL-10 5201LL-12 | 5202LL-04 5202LL-06 5202LL-08 5202LL-10 5202LL-12 | ||
| L | 6 мм 8 мм 10 мм 12 мм 15 мм 18 мм 22 мм 28 мм 35 мм 32 мм | 12 мм x 1.5 14 мм x 1,5 16 мм x 1,5 18 мм x 1,5 22 мм x 1,5 26 мм x 1,5 30 мм x 2,0 36 мм x 2,0 45 мм x 2,0 52 мм x 2,0 | 5201L-06 5201L-08 5201L-10 5201L-12 5201L-15 5201L-18 5201L-22 5201L-28 5201L-35 5201L-42 | 5202-06 5202-08 5202-10 5202-12 5202-15 5202-18 5202-22 5202-28 5202-35 5202-42 | 5203L-06 5203L-08 5203L-10 5203L-12 5203L-15 5203L-18 5203L-22 5203L-28 5203L-35 5203L-42 | 5204L-06 5204L-08 5204L-10 5204L-12 5204L-15 5204L-18 5204L-22 5204L-28 5204L-35 5204L-42 |
| S | 6 мм 8 мм 10 мм 12 мм 14 мм 16 мм 20 мм 25 мм 30 мм 38 мм | 14 мм x 1.5 16 мм x 1,5 18 мм x 1,5 20 мм x 1,5 22 мм x 1,5 24 мм x 1,5 30 мм x 2,0 36 мм x 2,0 42 мм x 2,0 52 мм x 2,0 | 5201S-06 5201S-08 5201S-10 5201S-12 5201S-14 5201S-16 5201S-20 5201S-25 5201S-30 5201S-38 | 5202-06 5202-08 5202-10 5202-12 5202-14 5202-16 5202-20 5202-25 5202-30 5202-38 | 5203С-06 5203S-08 5203S-10 5203S-12 5203S-14 5203S-16 5203S-20 5203S-25 5203S-30 5203S-38 | 5204С-06 5204S-08 5204S-10 5204S-12 5204S-14 5204S-16 5204S-20 5204S-25 5204S-30 5204S-38 |
Метрическая коническая резьба
Если у вас метрическая коническая резьба, нужно будет пройти те же начальные шаги для определения шага резьбы; однако нить O.D можно правильно определить, только поместив штангенциркуль на третий ряд резьбы от конца фитинга. Поскольку резьба сужается, внешний диаметр будет отличаться в зависимости от того, где вы разместите штангенциркуль; поэтому 3-й ряд ниток используется как стандарт.
Идентификационный диаметр трубки
Если вы используете метрическую резьбу для труб, очень важно определить внешний диаметр трубы, так как это может повлиять на то, какой фитинг в сборе используется.Просто используйте набор штангенциркулей, чтобы измерить трубу, убедившись, что результаты отображаются в миллиметрах. Затем обратитесь к предыдущей таблице, чтобы правильно определить обозначение резьбы и соответствующие аксессуары, которые идут в комплекте с вашей трубкой.
Обозначение трубных обжимных фитингов 24 ° DIN / врезного типа
Выбор принадлежностей для компрессионного фитинга 24 ° может вызвать затруднения. Некоторые аксессуары для фитингов с метрической резьбой 24 ° имеют размеры, указанные на самой детали, например, трубная гайка.Еще раз, вы можете обратиться к таблице, предоставленной для примеров размеров и их соответствующих сборок.
Распространенная проблема – невозможность различить, какие серии используются или должны использоваться. Если серия не указана на детали, совместите внешний диаметр трубки с метрической резьбой в таблице, чтобы найти соответствующую серию.
Нитки Kobelco
Резьба Kobelco по сути такая же, как и метрическая резьба, с небольшими вариациями.Все размеры резьбы Kobelco имеют шаг 1,5 мм (миллиметр). Все трубные аксессуары для фитингов Kobelco относятся к L-серии (для среднего давления).
Komatsu Резьбы
Фитинги Komatsu имеют метрическую резьбу 1,5 мм с углом посадки 30 °. Применение трубки невозможно.
NPT и резьба BSP: в чем разница?
Разница между потоками NPT и BSP больше зависит от того, где вы живете, чем от их применения.И NPT, и BSP – это стандарты трубной резьбы для винтовой резьбы, используемой на трубах и трубных фитингах для уплотнения труб.
BSP – Великобритания, Европа, Азия, Австралия, Новая Зеландия и Южная Африка (большинство стран мира)
NPT – США, Канада
Обе резьбы имеют одинаковый шаг и знакомую форму выступов и впадин. Однако конструкции ниток различаются двумя принципиальными способами. У NPT выступы и впадины резьбы плоские. В BSP они закруглены.Во-вторых, угол резьбы NPT составляет 60 градусов, а угол BSP – 55 градусов.
NPT
NPT – это аббревиатура от National Pipe Thread Tapered, который является стандартом США для конической резьбы, используемой для соединения труб и фитингов. Они были установлены в качестве стандарта Американским национальным стандартом трубной резьбы, обычно называемым национальными стандартами трубной резьбы. NPT – это один из национальных технических стандартов США для серий с конической и прямой резьбой, которые используются для различных целей, таких как жесткость и герметичное уплотнение.
BSP
BSP – это аббревиатура от British Standard Pipe. Резьба, как определено стандартом ISO 228, использует стандартную резьбу Витворта и входит в число технических стандартов для резьбовых соединений, которые были приняты во всем мире для соединения и герметизации труб и фитингов. Он принят в качестве стандарта в сантехнике и трубопроводной арматуре почти во всем мире.
Стандартизация
Необходимость стандартизации винтовой резьбы всерьез возникла с началом промышленной революции в начале девятнадцатого века.Стандартизация была необходима для облегчения совместимости между различными производителями и пользователями.
Американский стандарт для конической резьбы был установлен Уильямом Селлерсом в 1864 году. Затем, в качестве президента Института Франклина, он предложил набор новых стандартов для гаек, болтов и винтов, чтобы заменить плохо стандартизированную практику винтовой резьбы в США. получили широкое признание в основном потому, что сглаженные вершины и впадины, а также угол 60 градусов были проще для обычных механиков в изготовлении и изготовлении.
За два десятилетия до этого в Великобритании, в 1841 году, Джозеф Уитворт предложил свою резьбу, которая была быстро принята многими британскими железнодорожными компаниями и стала национальным стандартом Соединенного Королевства под названием British Standard Whitworth.
Несмотря на то, что до 1860-х годов этот стандарт часто использовался в Соединенных Штатах и Канаде, он не был общепринятым и часто конкурировал со многими другими стандартами, используемыми множеством компаний. Тема продавцов в конечном итоге победила в U.С., когда его стандарт использовался для работ, выполняемых по госконтрактам, а затем стал стандартом для влиятельных корпораций железнодорожной отрасли. Вскоре за ним последовали многие корпорации, и он был принят в качестве национального стандарта в США
.Приложения
Используется коническая резьбаNPT и BSP, потому что в отличие от прямой резьбы, коническая резьба может быть натянута плотно, чтобы создать герметичное или жидкостное уплотнение . Применение прямой резьбы предназначено для простого удержания деталей вместе, тогда как коническая резьба при приложении крутящего момента сжимает и герметизирует фитинг.
Применения для труб с конической резьбой обеспечивают эффективное уплотнение для труб, транспортирующих жидкости, газы, пар и гидравлическую жидкость. Они используются в широком спектре отраслей – на электростанциях, нефтегазовой, химической, обрабатывающей и судоходной. Например, во многих системах давления на борту судов используется BSP, в то время как во многих приложениях в нефтегазовой отрасли используются фитинги NPT. Резьба NPT и BSP была адаптирована для использования с широким спектром материалов. Помимо стали и латуни, резьба используется с бронзой, чугуном и пластиками, такими как ПТФЭ, ПВХ и нейлон.
Сегодня эти две системы уплотнения ничем не лучше друг друга. Каждый поток работает эффективно, несмотря на два разных дизайна. Фактически, более полутора веков спустя использование любой нити зависело от того, где она была произведена.
Что такое трубная резьба – унифицированные сплавы
Трубная резьба – удивительно сложная тема, но при этом важная.
Во многих случаях резьба на трубе или компоненте трубопроводной системы является важной частью безопасной работы и эффективного уплотнения.
Что еще хуже, выбор неправильного типа или размера трубной резьбы может привести к непоправимому повреждению используемых компонентов, требуя дополнительного времени и денег для исправления ситуации.
В этом руководстве рассматриваются научные основы трубной резьбы, а также различные стандарты и типы трубной резьбы, распространенные во всем мире.
Мы также предоставим советы и рекомендации по определению правильного типа трубной резьбы и передовые методы безопасного использования труб с резьбой в ваших операциях.
Как работает трубная резьбаРезьба может принимать различные формы и размеры, обеспечивая герметичное уплотнение практически для любого материала трубопроводов, включая воздух, газ, жидкости, гидравлические жидкости, шламы и т. Д.
Когда-то зарезервированные для латуни и стали, сегодня вы можете найти трубы с резьбой из самых разных материалов, включая бронзу, чугун, нейлон, ПТФЭ и ПВХ.
В сочетании с зеркальной версией самих себя эти резьбы используют механическое усилие для создания надежного уплотнения или соединения между обеими трубами и компонентами трубопроводов.
В зависимости от типа резьбы соединение может потребовать дополнительной обработки, такой как использование лент, покрытий или герметиков, для смазки или усиления уплотнения.
Например:
Стандарты трубной резьбыСтандарты трубной резьбы определяют шаг резьбы, угол резьбы и размеры резьбы, что позволяет повысить согласованность между производителями и производственными линиями.
Общие стандарты включают:
- Трубная резьба национального стандарта или трубная резьба национального стандарта США (NPT)
- Труба британского стандарта (BSP)
- Коническая трубная резьба по японскому промышленному стандарту (JIS) (PT)
- SAE (SAE International) Прямая резьба
- Метрическая коническая / Параллельная резьба (M)
Как вы, вероятно, можете догадаться, ваше географическое положение (или место изготовления рассматриваемой трубы или компонента) часто влияет на используемый стандарт.
Чтобы еще больше усложнить ситуацию, хотя различные стандарты часто несовместимы, каждый из этих стандартов также может иметь разные типы резьбы, которые несовместимы даже в рамках одного и того же стандарта резьбы.
Хотя в некоторых случаях может показаться, что они сплетаются вместе, в большинстве случаев надлежащего уплотнения не добиться.
Вы можете даже непоправимо повредить трубу, резьбу или соединяемые компоненты. Очень важно точно понимать, с каким типом и размером резьбы вы имеете дело.
В этом руководстве мы рассмотрим национальный стандарт трубной резьбы – наиболее широко используемый стандарт в США и Канаде в соответствии с ASME B1.20.1.
Дополнительные типы резьбы в стандарте NPT включают:
- NPT: National Pipe Tapered
- NPS: National Pipe Straight
- NPSC: Прямая муфта National Pipe
- NPSF: National Pipe Straight-Fuel
- NPSH: National Pipe Straight-Hose
- NPSI: National Pipe Straight-Intermediate
- NPSL: Прямая контргайка National Pipe
- NPSM: Прямая трубная гайка National Pipe
- NPTF: Конусообразная гайка National Pipe
- NPTR: Коническая направляющая National Pipe
- PTF-SAE КОРОТКОЕ: Конус трубы, топливо, SAE, короткий
Если вы хотите обеспечить эффективную посадку и уплотнение, очень важно знать точный тип резьбы, с которой вы работаете.
Во многих случаях фитинги, концы труб, порты или другие концевые точки будут иметь штамп с описанием стандартов и размеров.
Однако, если вы не видите никакой информации, вы можете использовать несколько стандартных инструментов, чтобы собрать дополнительную информацию и ограничить параметры цепочки несколькими вариантами.
- Штангенциркуль: Штангенциркули обычно доступны по цене и обеспечивают большую точность и простоту использования. Однако стальная прямая линейка также может работать.
- Измерители шага: Уложив их в резьбу, вы легко найдете точный размер резьбы на дюйм вашей трубы, фитинга или других компонентов.
С помощью этих инструментов и некоторых основных наблюдений вы можете собрать информацию о рассматриваемом компоненте и определить тип резьбы.
Что следует учитывать, включает: Резьба наружная или внутренняя?Наружная резьба находится снаружи детали, а внутренняя резьба – на внутренней.
Обозначение мало повлияет на производительность, но является важной частью обеспечения возможности и безопасности соединений.
Есть ли у вас правильный график труб?В соответствии с таблицами ANSI ASME B36.19 толщины стенок 5S и 10S не позволяют нарезать резьбу в соответствии со стандартом ASME B1.20.1.
Коническая или параллельная резьба?Коническая резьба слегка уменьшается в диаметре по мере выхода из конца трубы или компонента.
Коническая форма позволяет трубе обеспечивать эффективное уплотнение за счет заклинивания и сжатия металла по металлу.
СтандартыNPT обычно требуют уменьшения диаметра на 3/4 дюйма на расстоянии 1 фута.
Если вы не можете обнаружить конус при визуальном осмотре, использование штангенциркуля для измерения первой, средней и конечной резьбы должно выявить конусность.
Параллельная резьба (также известная как прямая резьба) одинакова и обычно требует использования уплотнительного кольца, прокладки, шайбы, резьбовой ленты или другой обработки для создания эффективного уплотнения.
Каков размер шага резьбы?Способ определения этого измерения может незначительно отличаться в зависимости от используемого стандарта.
Для большинства типов резьбы размер шага – это количество витков резьбы в дюйме трубы или компонента с резьбой.
Однако по метрическим стандартам размер шага описывает расстояние между резьбами.
Обе детали легко найти с помощью измерителей шага или визуального наблюдения и измерений штангенциркулем.
Диаметр резьбыНаконец, вам нужно использовать штангенциркуль, чтобы получить внешний диаметр на наружной резьбе и внутренний диаметр на внутренней резьбе.
Диаметр трубы является отличной отправной точкой для определения номинального диаметра трубы для вашей резьбы.
Вы можете обнаружить, что ваши измерения не соответствуют стандартам большинства номинальных размеров.
Эти незначительные неточности типичны для номинального размера.
Однако в большинстве случаев вы найдете очевидный ответ, который коррелирует с вашими выводами.
Собираем все вместеПосле сбора собранной информации вы можете сравнить полученные результаты с таблицами размеров для каждого стандарта.
В большинстве случаев хорошей отправной точкой является наиболее распространенный стандарт в регионе, в котором производится труба или компонент.
Однако, если вы не найдете соответствия, проверьте стандарты, ожидаемые в регионах, для которых труба или компонент были разработаны для использования.
Ниже приведен пример типичной диаграммы основных размеров NPT.
Однако большинство стандартов предлагают таблицы, которые можно легко найти с помощью быстрого поиска в предпочитаемой поисковой системе.
Таблица трубной резьбы
ASME B1.20.1 (NPT / API) ОСНОВНЫЕ РАЗМЕРЫ КОНУСНОЙ РЕЗЬБЫ АМЕРИКАНСКОГО НАЦИОНАЛЬНОГО СТАНДАРТА, NPT (ASME B1.20.1)| NPS | Количество ниток на дюйм | Шаг резьбы | Глубина резьбы | Усечение, макс. | Диаметр шага в плоскости ручное зацепление | Длина от конца трубы до плоскости затяжки вручную помолвка | Длина полезной резьбы | Длина отводной (смывной) нити | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| -п. | H | л | E | L1 | L2 | L2 | |||||||||
| дюйм | мм | в | мм | в | мм | в | мм | в | Нитки | в | Нитки | в | Нитки | ||
| 1/8 дюйма | 27 | 0.03704 | 0,941 | 0,02963 | 0,753 | 0,00360 | 0,091 | 0,37360 | 9,489 | 0,162 | 4,36 | 0,2639 | 7,12 | 0,1285 | 3,47 |
| 1/4 дюйма | 18 | 0,05556 | 1,411 | 0,04444 | 1,129 | 0,00490 | 0,124 | 0,49163 | 12,487 | 0.228 | 4,10 | 0,4018 | 7,23 | 0,1928 | 3,47 |
| 3/8 дюйма | 18 | 0,05556 | 1,411 | 0,04444 | 1,129 | 0,00490 | 0,124 | 0,62701 | 15.926 | 0,240 | 4,32 | 0,4078 | 7,34 | 0,1928 | 3,47 |
| 1/2 ” | 14 | 0.07143 | 1,814 | 0,05714 | 1.451 | 0,00560 | 0,142 | 0,77843 | 19,772 | 0,320 | 4,48 | 0,5337 | 7,47 | 0,2478 | 3,47 |
| 3/4 дюйма | 14 | 0,07143 | 1,814 | 0,05714 | 1.451 | 0,00560 | 0,142 | 0,98887 | 25,117 | 0.339 | 4,75 | 0,5457 | 7,64 | 0,2478 | 3,47 |
| 1 дюйм | 11,5 | 0,08696 | 2.209 | 0,06957 | 1,767 | 0,00630 | 0,160 | 1,23863 | 31,461 | 0,400 | 4,60 | 0,6828 | 7,85 | 0,3017 | 3,47 |
| 1-1 / 4 ” | 11,5 | 0.08696 | 2.209 | 0,06957 | 1,767 | 0,00630 | 0,160 | 1,58338 | 40,218 | 0,420 | 4,83 | 0,7068 | 8,13 | 0,3017 | 3,47 |
| 1-1 / 2 ” | 11,5 | 0,08696 | 2.209 | 0,06957 | 1,767 | 0,00630 | 0,160 | 1,82234 | 46,287 | 0.402 | 4,83 | 0,7235 | 8,32 | 0,3017 | 3,47 |
| 2 дюйма | 11,5 | 0,08696 | 2.209 | 0,06957 | 1,767 | 0,00630 | 0,160 | 2,29627 | 58,325 | 0,436 | 5,01 | 0,7565 | 8,70 | 0,3017 | 3,47 |
| 2-1 / 2 ” | 8 | 0.12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 2,76215 | 70,159 | 0,682 | 5,46 | 1,1375 | 9,10 | 0,4337 | 3,47 |
| 3 дюйма | 8 | 0,12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 3,38850 | 86.068 | 0.766 | 6,13 | 1,2000 | 9,60 | 0,4337 | 3,47 |
| 3-1 / 2 ” | 8 | 0,12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 3.88881 | 98,776 | 0,821 | 6,57 | 1,2500 | 10,00 | 0,4337 | 3,47 |
| 4 дюйма | 8 | 0.12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 4.38712 | 111.433 | 0,844 | 6,75 | 1,3000 | 10,40 | 0,4337 | 3,47 |
| 5 дюймов | 8 | 0,12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 5,44929 | 138.412 | 0.937 | 7,50 | 1.4063 | 11,25 | 0,4337 | 3,47 |
| 6 дюймов | 8 | 0,12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 6.50597 | 165.252 | 0,958 | 7,66 | 1,5125 | 12,10 | 0,4337 | 3,47 |
| 8 дюймов | 8 | 0.12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 8,50003 | 215.901 | 1,630 | 8,50 | 1,7125 | 13,70 | 0,4337 | 3,47 |
| 10 дюймов | 8 | 0,12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 10.62094 | 296,772 | 1.210 | 9,58 | 1,9250 | 15,40 | 0,4337 | 3,47 |
| 12 дюймов | 8 | 0,12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 12,61781 | 320,493 | 1,360 | 10,88 | 2,1250 | 17,00 | 0,4337 | 3,47 |
| 14 дюймов | 8 | 0.12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 13,87262 | 352,365 | 1,562 | 12,50 | 2.2500 | 18,00 | 0,4337 | 3,47 |
| 16 дюймов | 8 | 0,12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 15.87575 | 403.244 | 1.812 | 14,50 | 2.4500 | 19.60 | 0,4337 | 3,47 |
| 18 дюймов | 8 | 0,12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 17.87500 | 454.025 | 2.000 | 16,00 | 2,6500 | 21,20 | 0,4337 | 3,47 |
| 20 дюймов | 8 | 0.12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 19.87031 | 504,706 | 2,125 | 17,00 | 2,8500 | 22.80 | 0,4337 | 3,47 |
| 24 дюйма | 8 | 0,12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 23.68094 | 606.066 | 2.375 | 19,00 | 3,2500 | 26,00 | 0,4337 | 3,47 |
Итак, что вы можете сделать, если потоки не совсем совпадают или вам нужно соединить несколько каналов или компонентов?
Адаптация трубной резьбы через фитингиФитинги с резьбой, вероятно, ваш ответ.