Микро электросварка – Аппарат для точечной микро-сварки | Полезное своими руками
alexxlab | 15.04.2020 | 0 | Разное
Аппарат для точечной микро-сварки | Полезное своими руками
Переносный малогабаритный электросварочный аппарат с выносным сварочным пистолетом предназначен для приваривания листовой нержавеющей и обычной стали толщиной 0,08…0,15 мм к массивным стальным деталям, а также для соединения сваркой стальной проволоки диаметром до 0,3 мм.
Аппарат может найти применение во многих отраслях народного хозяйства, например, при изготовлении термопар, для приваривания к металлоконструкциям тензометрических датчиков, предварительно наклеенных на стальную фольгу, и во многих других случаях.
Масса силового блока аппарата – около 8 кг, габариты – 225х135×120 мм.
Электрическая принципиальная схема:Как видно из принципиальной электрической схемы, аппарат состоит из двух основных узлов: электронного реле на тринисторе V9 и мощного сварочного трансформатора Т2. К одному из выводов его низковольтной вторичной обмотки подключен сварочный электрод, второй вывод надежно соединяют с более массивной из двух свариваемых деталей.
Сетевая обмотка сварочного трансформатора подключена к сети через диодный мост V5-V8, в диагональ которого включен тринистор V9 электронного реле.
Маломощный вспомогательный трансформатор Т1 питает цепь управления тринистором (обмотка III) и лампу h2 подсветки места сварки (обмотка II).
Аппарат работает следующим образом:
При замыкании контактов выключателя S1 “Вкл.” напряжение питания 220В поступает на первичную обмотку трансформатора Т1 узла управления тринистором. Конденсатор С1, подключенный через замкнутые контакты переключателя S3 “Импульс” к выпрямительному мосту V1-V4, заряжается. Первичная обмотка сварочного трансформатора Т2 обесточена, так как тринистор V9 закрыт.
При нажатии на кнопку переключателя S3 заряженный конденсатор С1 подключается к управляющему электроду тринистора V9 через переменный резистор R1. Разрядный ток конденсатора открывает тринистор, и напряжение сети поступает на первичную обмотку сварочного трансформатора Т2.
Из-за того, что сваривание двух деталей происходит в результате их сильного разогрева в месте контакта друг с другом, точечную сварку иногда называют контактной.
Если вторичная обмотка сварочного трансформатора соединена со свариваемыми деталями, то в ней возникает мощный импульс тока, который вызывает сильный разогрев металла в точке касания сварочного электрода.
Длительность импульса тока зависит от параметров времязадающей цепи R1C1. При номиналах элементов этой цели, указанных на схеме, максимальная длительность импульса ti (без учета внутреннего сопротивления тринистора) примерно равна 0,1 с.
За это время ток во вторичной обмотке может достигать 300…350 А. Этого вполне достаточно для прочного приваривания к массивным конструкциям деталей из фольги толщиной до 0,15 мм, например из легированной стали 1Х18Н10Т.
Возврат устройства в исходное состояние происходит автоматически по окончании разряда конденсатора С1.
Оптимальный режим сварки устанавливают подстроечным резистором R1 “Режим”.
Конструкция силового блока:
Сварочный аппарат состоит из двух частей: силового блока и сварочного пистолета, которые соединяются между собой гибким кабелем с помощью многоконтактного разъема.
На шасси силового блока размещены почти все элементы устройства.
Кожух 1 изготовлен из дюралюминия толщиной 2,5 мм и снабжен ручкой 2 для переноски.
На основании шасси 3 размещены сварочный трансформатор 4 и планки с диодами V1-V8.
К передней панели шасси прикреплен кронштейн 8 с установленными на нем вспомогательным трансформатором 5, конденсатором 6 и тринистором 7.
На передней панели монтируют одну из частей разъема (в прямоугольном отверстии) соединительного кабеля, переменный резистор установки режима, сетевой тумблер, штыревую часть разъема сетевого шнура и зажим для подключения – более массивной из свариваемых деталей.
Конструкция сварочного пистолета
Корпус 7 пистолета изготовлен в виде двух одинаковых по форме частей, выфрезерованных из листового текстолита толщиной 12 мм.
В корпусе смонтированы:
- держатель 3 сварочного электрода 2;
- лампа 8 подсветки с кнопочным выключателем 4 “Подсветка”;
- микропереключатель 6 “Импульс”.
Соединительным кабелем 5 служит гибкий двадцатичетырехпроводный кабель в резиновой изоляции наружным диаметром 11 мм и сечением каждого провода 0,75 мм².
Пять проводов кабеля использованы для подключения микропереключателя и лампы подсветки, а остальные девятнадцать запаяны непосредственно в держатель 3 электрода.
Держатель изготавливают из медного бруска прямоугольного или квадратного сечения.
Электродом 2 служит медный пруток диаметром 8 мм. Электрод должен быть надежно зафиксирован в держателе. Вместе с этим должна быть предусмотрена возможность смены электрода.
Для приваривания фольги жало электрода затачивают конусом, переходящим в сферу диаметром 1…1.5 мм. Для сваривания проволоки применяют электрод с плоским рабочим горцем.
Монтаж пистолета начинают с разделки кабеля.
Девятнадцать проводников кабеля тщательно зачищают, скручивают вместе, облуживают и запаивают в отверстие держателя 3 электрода. Оставшиеся пять проводов обрезают до необходимой длины и припаивают к микропереключателю 6 и лампе 8 подсветки.
Второй конец кабеля заводят во вставку штепсельного разъема типа А на 20 контактов (кабельная конструкция, см. фото на вкладке).
В пистолете использованы микропереключатель МПЗ-1Т, лампа подсветки СМ-34 на 6 В, 0,25 А с арматурой, снабженной небольшой линзой, кнопка включения лампы подсветки – от настольной лампы.
На лицевую панель шасси силового блока устанавливают ответную часть разъема соединительного кабеля.
Пять соответствующих контактов разъема подключают к тем или иным цепям устройства, а остальные соединяют параллельно и подключают к одному из выводов вторичной обмотки сварочного трансформатора.
В данной конструкции вторичная обмотка выполнена из двух многожильных проводников диаметром 4 мм, наматываемых одновременно. Это позволяет избежать токов выравнивания.
Магнитопровод этого трансформатора набирают из пластин Ш40, толщина набора 70 мм.
Первичная обмотка содержит 300 витков провода ПЭВ-2 0,8. Вторичная обмотка этого трансформатора состоит из 10 витков изолированного провода или шины сечением не менее 20 кв.мм.
Такого же сечения изготовляют “заземляющий” соединительный проводник вторичной обмотки. Его длину не следует выбирать большей 2…2,5 м.
Трансформатор ТV1 может быть любым, обеспечивающим на вторичных обмотках напряжения 8…10 В (для заряда конденсатора С1) и 3…6 В (для питания лампы).
В данной конструкции был применен магнитопровод от трансформатора детской железной дороги (сечение 10х10, Г-образные пластины). На нем размещают сетевую обмотку I, содержащую 8000 витков провода ПЭВ-2 0,08, обмотку II – 330 витков провода ПЭВ-2 0,3 и обмотку III – 350 витков провода ПЭВ-2 0,2.
Зажим, соединяемый с нижним (по схеме) выводом вторичной обмотки трансформатора ТV2, монтируют на шасси без изоляционных прокладок.
При изготовлении трансформаторов необходимо иметь в виду, что от качества изоляции их обмоток зависит безопасность работающего с аппаратом. Поэтому поверх первичных (сетевых) обмоток трансформаторов следует наложить не менее 4-6 слоев лакоткани или бумаги, пропитанной парафином.
В сварочном аппарате использованы подстроечный резистор ППЗ-11, конденсатор К50-3, сетевой тумблер ТП1-2.
Следует отметить, что применение тринистора ПТЛ-50 обусловлено исключительно желанием обеспечить высокую надежность аппарата и безотказную работу в тяжелых климатических условиях и при больших колебаниях сетевого напряжения. С некоторым ухудшением качества сварки в аппарате могут быть использованы тринисторы серии КУ202 с индексами К, Л, М или Н. При этом необходимо уменьшить сопротивление резистора R1 до 50 Ом, а емкость конденсатор С1 увеличить вдвое.
Правильно собранный аппарат начинает работать сразу, без какого-либо налаживания.
Качество сварного шва (точки) проверяют следующим образом. Полоску стальной фольги шириной 10…12 мм приваривают к очищенной от окалины поверхности стального бруска тремя-пятью точками, а затем отрывают с помощью пассатижей.
В точках сварки на фольге должны остаться отверстия диаметром 0,5…0,8 мм, что свидетельствует о том, что отрыв происходит не по месту сварки, а вокруг него.
Если же фольга отрывается в месте сварки, подбирают сварочный ток подстроечным резистором “Режим”.
При подборе тока необходимо учитывать, что качество шва ухудшается при увеличении давления на электрод.
Следует отметить также, что по справочным данным постоянное напряжение, которое необходимо подавать на управляющий электрод тринистора ПТЛ-50 для его открывания, равно 8 В. Однако качество шва значительно улучшается, если это напряжение увеличить до 12…15 В (напряжение заряженного конденсатора С1).
Порядок работы с аппаратом
В первую очередь “заземляют” кожух сварочного аппарата и конструкцию, к которой нужно приварить деталь.
Работающий со сварочным аппаратом должен надеть защитные резиновые перчатки и стоять на резиновом коврике.
Включают аппарат, привариваемую деталь прикладывают к конструкции и плотно прижимают жалом сварочного электрода пистолета в том месте, где нужно получить точку сварного шва.
Нажимают на “спусковой крючок” пистолета (на кнопку микропереключателя), через 1…1.5 с снимают пистолет с детали и устанавливают жало на следующую точку.
В тех случаях, когда это необходимо, включают лампу подсветки.
При эксплуатации аппарата на производстве он обязательно должен быть принят местной комиссией по технике безопасности.
В заключение следует указать, что возможности аппарата могут быть значительно расширены. Если использовать, например, омедненный графитовый электрод диаметром 6…8 мм, можно сваривать медные луженые проводники диаметром до 0,3 мм.
Очень хорошо такие проводники привариваются к любым луженым и посеребреным деталям, а также к медной нелуженой фольге. Можно, например, приваривать тонкие проводники к фольге печатной платы без применения флюса.
Хорошие результаты получены при сваривании листов очень тонкой медной фольги. В этом случае необходимо опытным путем подобрать длину и форму жала графитового электрода.
Если необходимо сваривать детали из более толстых листовых металлов, сварочный трансформатор придется заменить более мощным. Например, для соединения стальных листов толщиной 0,5…0,7 мм необходим трансформатор сечением магнитопровода не менее 65…70 кв.см.
Первичная обмотка такого трансформатора должна содержать 160-165 витков провода ПЭТВ диаметром 1,62… 1,7 мм, а вторичная – 4,5 витка медной шины сечением не менее 90 кв.мм (из расчета на сварочный ток 1400…1800 А). Диаметр электрода нужно увеличить до 18…20 мм.
При этом в первичной обмотке трансформатора в момент сварочного импульса протекает ток около 45 А. Поэтому диоды V5-V8 нужно будет заменить более мощными, например ВЛ-50.
Тринистор V9 также должен быть рассчитан на прямой ток не менее 50 А. Опыт, однако, показывает, что для сваривания стальных листов толщиной до 0,5…0,7 мм вполне допустимо использование тринистора ПТЛ-50 без дополнительного радиатора, поскольку сварочный импульс очень короток.
Для того чтобы обеспечить номинальный режим при сваривании металлов различной толщины (от 0,08 до 0,7 мм), в аппарате необходимо предусмотреть более широкое регулирование сварочного тока. Наиболее целесообразно вместо конденсатора С1 использовать набор из трех конденсаторов емкостью по 1000 мкф каждый, коммутируемых переключателем либо последовательно (для тонколистовых металлов), либо параллельно.

electro-shema.ru
Сварочный аппарат для сварки мелких деталей своими руками
Довольно часто в практике любого хозяина возникает необходимость соединить металлические детали. Один из таких способов соединения – это сварка. Но что делать, если нет сварочного аппарата? Конечно, можно его приобрести, но можно и изготовить самый простейший аппарат самому, причем практически за полчаса.
Пролог
Простейший прототип сварочного аппарата – осветительный электродуговой проектор – использовался еще в середине ХХ-го века в киностудиях во время съемок фильмов.
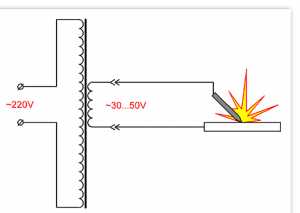
В домашних условиях, возможно, сделать простой раритетный самодельный сварочный аппарат из автотрансформатора мощностью 200 Вт. (Примерная схема автотрансформатора приведена на рисунке). Выходное напряжение регулируется за счет перестановки телевизионной вилки в гнездах.
На вторичной обмотке трансформатора необходимо найти два вывода, на которых напряжение будет около 40 В. К этим выводам остается подсоединить графитовые электроды и сварочный аппарат готов! Правда нужно учитывать, что при использовании такого автотрансформатора в сварочных целях желательно хорошо знать основы электробезопасности, поскольку не обеспечивается гальваническая развязка с электросетью.

Область применения такого самодельного сварочного аппарата довольно широкая: от сварки металлических изделий до закалки рабочих поверхностей инструмента.
Примеры применения Вольтовой дуги
В практике радиолюбителей временами возникает необходимость в сваривании или очень сильном разогреве мелких деталей. В таких случаях нет необходимости в применении серьезного сварочного аппарата, т.к. чтобы создать высокотемпературную плазму не обязательно иметь специальное оборудование.
Рассмотрим несколько примеров практического применения Вольтовой дуги.
Сварка накала магнетрона с питающими шинами

В этом случае сварка просто необходима, хотя многие, при встрече с такой трудностью, производят замену магнетрона. А ведь чаще всего бывают лишь две неисправности: обрывается накал в точке (поз.1) и выходят из строя из-за пробоя проходные конденсаторы (поз.2).
На рисунке магнетрон от микроволновой печи «Kenwood», который проработал после ремонта более двадцати лет.
Ремонт термопары своими руками
Конечно, изготовить термопару – дело совсем безнадежное, однако бывает, что нужно ее отремонтировать в случае облома «шарика». Обычно такие термопары встречаются в мультиметрах, у которых есть режим замера температуры
Нагревание высокоуглеродистой стали
В случае необходимости изменения формы пружины или проделывания отверстия следует учитывать, что закаленная пружина имеет слишком высокую твердость для сверления и слишком хрупкая для пробивания отверстия при помощи пробойника.
А в случае закалки стального инструмента (изготовленного из инструментальной стали) достаточно нагреть рабочую поверхность до малинового цвета и охладить в ванночке с машинным маслом. На рисунке изображено закаленное жало отвертки после механической обработки рабочей кромки.
Как получить Вольтовую дугу?
Мелкие сварочные работы можно выполнять при помощи трансформатора мощностью от 200 Ватт и выходным напряжением в диапазоне от 30 до 50 Вольт. При этом сварочный ток должен быть 10-12 Ампер. Можно не беспокоиться по поводу перегрева трансформатора, поскольку горение дуги кратковременно.
Также подойдет и обычный лабораторный автотрансформатор ЛАТР с силой тока от 9 Ампер. Однако нужно учитывать всю степень опасности в связи с тем, что отсутствует гальваническая развязка с электросетью.

В целях предупреждения повреждения графитового ролика токосъемника ЛАТРа желательно ввести ограничения входного тока применением плавкой вставки (предохранителя). Тогда случайное короткое замыкание в цепи электрода уже не страшно.
Электродами могут быть любые графитовые стержни простых карандашей (желательно мягкие).
В качестве держателя для грифеля используется металлическая часть электромонтажного клеммника.
На этом рисунке показан пример держателя с применением клеммника, причем одно отверстие используется для крепления ручки, а второе для зажима грифеля в клемме.
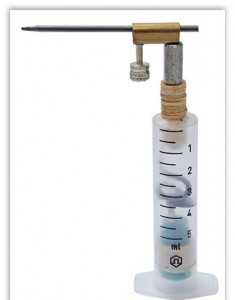
В целях предотвращения расплавления одноразового шприца (поз.3) при нагреве клеммника (поз.1) используются шайбы из стеклотекстолита (поз.2). А для стандартного подключения к кабелю можно применить стандартное гнездо от прибора (поз.4).
Итак, схема соединения довольно простая: один вывод вторичной обмотки соединяется с держателем, а второй вывод подсоединяется к свариваемой детали.
Есть еще другой вариант крепления держателя электрода с применением электромонтажной клеммы. Второй держатель понадобится в случае сварки металлических изделий с такой же температурой плавления или при необходимости раскалить металлическое изделие (закалка, изменение формы).
Схема подключения к вторичной обмотке трансформатора двух графитовых электродов.

Для сохранения глаз от ожога роговицы и от попадания искр недостаточно будет использовать темные очки из-за малой плотности светофильтров. Можно изготовить такое приспособление: в качестве щитка может быть оправа бинокулярных очков с удаленными линзами; фильтр крепится при помощи канцелярского зажима. Или можно воспользоваться радиолюбительскими очками, применяемыми в SMD технологиях.

В случае сварки меди с нихромом или сталью понадобится флюс. При добавлении небольшого количества воды в тетраборат натрия (буру) или в борную кислоту получается кашица, которой смазываются места сварки.
Материалы для приготовления флюса обычно можно найти в хозяйственном магазине. Также можно воспользоваться средством борьбы с насекомыми «Боракс» содержащим борную кислоту.
volt-index.ru
Аппарат для точечной микросварки своими руками » Полезные самоделки
Переносный малогабаритный электросварочный аппарат с выносным сварочным пистолетом предназначен для приваривания листовой нержавеющей и обычной стали толщиной 0,08…0,15 мм к массивным стальным деталям, а также для соединения сваркой стальной проволоки диаметром до 0,3 мм. Он может найти применение во многих отраслях народного хозяйства, например, при изготовлении термопар, для приваривания к металлоконструкциям тензометрических датчиков, предварительно наклеенных на стальную фольгу, и во многих других случаях.
Внешний вид сварочного аппарата показан на 3-й с. вкладки (вверху). Масса силового блока аппарата – около 8 кг, габариты-225х135Х120 мм. Как видно из принципиальной электрической схемы, (рис.1) аппарат состоит из двух основных узлов: электронного реле на тринисторе V9 и мощного сварочного трансформатора Т2.
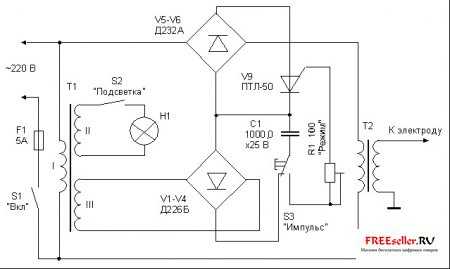
Рис.1 Электронная схема аппарата для точечной сварки
К одному из выводов его низковольтной вторичной обмотки подключен сварочный электрод, второй вывод надежно соединяют с более массивной из двух свариваемых деталей. Сетевая обмотка сварочного трансформатора подключена к сети через диодный мост V5-V8, в диагональ которого включен тринистор V9 электронного реле. Маломощный вспомогательный трансформатор Т1 питает цепь управления тринистором (обмотка ///) и лампу HI подсветки места сварки (обмотка //). Аппарат работает следующим образом. При замыкании контактов выключателя S1 “Вкл.” напряжение питания 220 В поступает на первичную обмотку трансформатора Т1 узла управления тринистором. Конденсатор С1, подключенный через замкнутые контакты переключателя S3 “Импульс” к выпрямительному мосту V1-V4, заряжается. Первичная обмотка сварочного трансформатора Т2 обесточена, так как тринистор V9 закрыт. При нажатии на кнопку переключателя S3 заряженный конденсатор С1 подключается к управляющему электроду тринистора V9 через переменный резистор R1. Разрядный ток конденсатора открывает тринистор, и напряжение сети поступает на первичную обмотку сварочного трансформатора Т2. Если вторичная обмотка сварочного трансформатора соединена со свариваемыми деталями, то в ней возникает мощный импульс тока, который вызывает сильный разогрев металла а точке касания сварочного электрода. Длительность импульса тока зависит от параметров времязадающей цепи R1C1. При номиналах элементов этой цели, указанных на схеме, максимальная длительность импульса tи (без учета внутреннего сопротивления тринистора) примерно равна 0,1 с. За это время ток во вторичной обмотке может достигать 300…350 А. Этого вполне достаточно для прочного приваривания к массивным конструкциям деталей из фольги толщиной до 0,15 мм, например из легированной стали 1Х18Н10Т.
Возврат устройства в исходное состояние происходит автоматически по окончании разряда конденсатора С1. Оптимальный режим сварки устанавливают подстроечным резистором R1 “Режим”. Конструктивно сварочный аппарат состоит из двух частей: силового блока и сварочного пистолета, которые соединяются между собой гибким кабелем с помощью многоконтактного разъема. На шасси силового блока размещены почти все элементы устройства. Конструкция шасси и его основные размеры показаны на кладке.
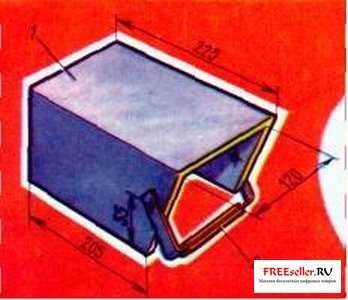
Рис.2. Кожух силового блока
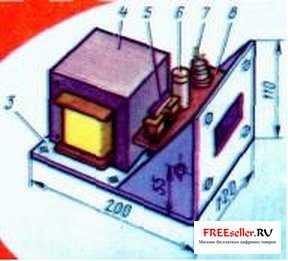
Рис.3. Конструкция силового блока
На основании шасси 3 размещены сварочный трансформатор 4 и планки с диодами V1-V8. К передней панели шасси прикреплен кронштейн 8 с установленными на нем вспомогательным трансформатором 5, конденсатором 6 и тринистором 7. На передней панели монтируют одну из частей разъема (в прямоугольном отверстии) соединительного кабеля, переменный резистор установки режима, сетевой тумблер, штыревую часть разъема сетевого шнура и зажим для подключения -более массивной из свариваемых деталей. Кожух 1 изготовлен из дюралюминия толщиной 2,5 мм и снабжен ручкой 2 для переноски.
Устройство сварочного пистолета показано на рисунке.

Рис.4. Устройство сварочного пистолета
Корпус 7 пистолета изготовлен в виде двух одинаковых по форме частей, выфрезерованных из листового текстолита толщиной 12 мм. В корпусе смонтированы держатель 3 сварочного электрода 2. лампа 8 подсветки с кнопочным выключателем 4 “Подсветка”, микропереключатель 6 “Импульс”. Соединительным кабелем 5 служит гибкий 24-х проводный кабель в резиновой изоляции наружным диаметром 11 мм и сечением каждого провода 0,75 мм кв. Пять проводов кабеля использованы для подключения микропереключателя и лампы подсветки, а остальные девятнадцать запаяны непосредственно в держатель 3 электрода. Держатель изготавливают из медного бруска прямоугольного или квадратного сечения. Электродом 2 служит медный пруток диаметром 8 мм. Электрод должен быть надежно зафиксирован в держателе. Вместе с этим должна быть предусмотрена возможность смены электрода. Для приваривания фольги жало электрода затачивают конусом, переходящим в сферу диаметром 1…1.5 мм. Для сваривания проволоки применяют электрод с плоским рабочим горцем.
Монтаж пистолета начинают с разделки кабеля. Девятнадцать проводников кабеля тщательно зачищают, скручивают вместе, облуживают и запаивают в отверстие держателя 3 электрода. Оставшиеся пять проводов обрезают до необходимой длины и припаивают к микропереключателю 6 и лампе 8 подсветки. Второй конец кабеля заводят во вставку штепсельного разъема типа А на 20 контактов (кабельная конструкция, см. фото на вкладке). В пистолете использованы микропереключатель МПЗ-1Т, лампа подсветки СМ-34 на 6 В, 0,25 А с арматурой, снабженной небольшой линзой, кнопка включения лампы подсветки – от настольной лампы.
На лицевую панель шасси силового блока устанавливают ответную часть разъема соединительного кабеля. Пять соответствующих контактов разъема подключают к тем или иным цепям устройства, а остальные соединяют параллельно и подключают к одному из выводов вторичной обмотки сварочного трансформатора.
Рис.5. Внешний вид аппарата
Магнитопровод этого трансформатора набирают из пластин Ш40, толщина набора 70 мм. Первичная обмотка содержит 300 витков провода ПЭВ-2 0,8. Вторичная обмотка этого трансформатора состоит из 10 витков изолированного провода или шины сечением не менее 20 кв.мм (в описываемой конструкции эта обмотка выполнена из двух многожильных проводников диаметром 4 мм, наматываемых одновременно). Такого же сечения изготовляют “заземляющий” соединительный проводник вторичной обмотки. Его длину не следует выбирать большей 2…2,5 м.
Трансформатор Т1 может быть любым, обеспечивающим на вторичных обмотках напряжения 8…10 В (для заряда конденсатора С1) и 3…6 В (для питания лампы). В данной конструкции был применен магнитопровод от трансформатора детской железной дороги (сечение 10х10, Г-образные пластины). На нем размещают сетевую обмотку /, содержащую 8000 витков провода ПЭВ-2 0,08, обмотку //-330 витков провода ПЭВ-2 0,3 и обмотку ///-350 витков провода ПЭВ-2 0,2.
Зажим, соединяемый с нижним (по схеме) выводом вторичной обмотки трансформатора Т2, монтируют на шасси без изоляционных прокладок.
При изготовлении трансформаторов необходимо иметь в виду, что от качества изоляции их обмоток зависит безопасность работающего с аппаратом. Поэтому поверх первичных (сетевых) обмоток трансформаторов следует наложить не менее 4-6 слоев лакоткани или бумаги, пропитанной парафином.
В сварочном аппарате использованы подстроечный резистор ППЗ-11, конденсатор К50-3, сетевой тумблер ТП1-2. Следует отметить, что применение тринистора ПТЛ-50 обусловлено исключительно желанием обеспечить высокую надежность аппарата и безотказную работу в тяжелых климатических условиях и при больших колебаниях сетевого напряжения. С некоторым ухудшением качества сварки в аппарате могут быть использованы тринисторы серии КУ202 с индексами К, Л, М или Н. При этом необходимо уменьшить сопротивление резистора R1 до 50 Ом, а емкость конденсатор С1 увеличить вдвое.
Правильно собранный аппарат начинает работать сразу, без какого-либо налаживания. Качество сварного шва (точки) проверяют следующим образом. Полоску стальной фольги шириной 10…12 мм приваривают к очищенной от окалины поверхности стального бруска тремя-пятью точками, а затем отрывают с помощью пассатижей. В точках сварки на фольге должны остаться отверстия диаметром 0,5…0,8 мм, что свидетельствует о том, что отрыв происходит не по месту сварки, а вокруг него. Если же фольга отрывается в месте сварки, подбирают сварочный ток подстроечным резистором “Режим”. При подборе тока необходимо учитывать, что качество шва ухудшается при увеличении давления на электрод.
Следует отметить также, что по справочным данным постоянное напряжение, которое необходимо подавать на управляющий электрод тринистора ПТЛ-50 для его открывания, равно 8 В. Однако качество шва значительно улучшается, если это напряжение увеличить до 12…15 В (напряжение заряженного конденсатора С1).
Порядок работы с аппаратом
В первую очередь “заземляют” кожух сварочного аппарата и конструкцию, к которой нужно приварить деталь. Работающий со сварочным аппаратом должен надеть защитные резиновые перчатки и стоять на резиновом коврике. Включают аппарат, привариваемую деталь прикладывают к конструкции и плотно прижимают жалом сварочного электрода пистолета в том месте, где нужно получить точку сварного шва. Нажимают на “спусковой крючок” пистолета (на кнопку микропереключателя), через 1…1.5 с снимают пистолет с детали и устанавливают жало на следующую точку. В тех случаях, когда это необходимо, включают лампу подсветки.
При эксплуатации аппарата на производстве он обязательно должен быть принят местной комиссией по технике безопасности.
В заключение следует указать, что возможности аппарата могут быть значительно расширены. Если использовать, например, омедненный графитовый электрод диаметром 6…8 мм, можно сваривать медные луженые проводники диаметром до 0,3 мм. Очень хорошо такие проводники привариваются к любым луженым и посеребренным деталям, а также к медной нелуженой фольге. Можно, например, приваривать тонкие проводники к фольге печатной платы без применения флюса. Хорошие результаты получены при сваривании листов очень тонкой медной фольги. В этом случае необходимо опытным путем подобрать длину и форму жала графитового электрода.
Если необходимо сваривать детали из более толстых листовых металлов, сварочный трансформатор придется заменить более мощным. Например, для соединения стальных листов толщиной 0,5…0,7 мм необходим трансформатор сечением магнитопровода не менее 65…70 кв.см. Первичная обмотка такого трансформатора должна содержать 160-165 витков провода ПЭТВ диаметром 1,62… 1,7 мм, а вторичная – 4,5 витка медной шины сечением не менее 90 кв.мм (из расчета на сварочный ток 1400…1800 А). Диаметр электрода нужно увеличить до 18…20 мм. При этом в первичной обмотке трансформатора в момент сварочного импульса протекает ток около 45 А. Поэтому диоды V5-V8 нужно будет заменить более мощными, например ВЛ-50.
Тринистор V9 также должен быть рассчитан на прямой ток не менее 50 А. Опыт, однако, показывает, что для сваривания стальных листов толщиной до 0,5…0,7 мм вполне допустимо использование тринистора ПТЛ-50 без дополнительного радиатора, поскольку сварочный импульс очень короток.
Для того чтобы обеспечить номинальный режим при сваривании металлов различной толщины (от 0,08 до 0,7 мм), в аппарате необходимо предусмотреть более широкое регулирование сварочного тока. Наиболее целесообразно вместо конденсатора С1 использовать набор из трех конденсаторов емкостью по 1000 мкф каждый, коммутируемых переключателем либо последовательно (для тонколистовых металлов), либо параллельно.
РАДИО N 12, 1978 г. с.47-48
Категория: Сварочные аппараты
www.freeseller.ru
Технология Micro-Start TIG
В том, что касается процессов сварки, TIG, или аргонодуговая сварка, является одним из самых требовательных. Для высококачественной аргонодуговой сварки требуется четкий поджиг и стабильность дуги, в том числе на низких токах. Это может вызвать сложности даже у опытных сварщиков, особенно с традиционными источниками питания. Но теперь, с появлением технологии Micro-Start™ от Линкольн Электрик, это стало намного проще.Инновационная технология Micro-Start была разработана специально для того, чтобы сделать работу пользователей как можно проще. Для этого было опрошено множество TIG-сварщиков — начиная с новичков и заканчивая профессионалами. Специалисты Линкольн узнали у них, с какими проблемами они сталкиваются чаще всего, и поставили себе задачу предложить технологическое решение, которое помогло бы им решить эти проблемы. В результате появилась линейка аппаратов Precision TIG™ с технологией Micro-Start. Эта линейка поможет каждому сварщику раз за разом создавать качественные сварные соединения. Micro-Start обеспечивает наилучшее качество сварки на постоянном токе среди всех аппаратов для аргонодуговой сварки с тиристорным блоком (SCR).
Так как все больше и больше производителей начинают использовать новые материалы и сплавы малой толщины, что во многих случаях затрудняет сварку, сегодня стало уделяться много внимания технологиям, которые упростили бы аргонодуговую сварку. Преимущества Micro-Start TIG будут полезны для всех отраслей, где требуется сварка тонких материалов, в том числе аэрокосмической и судостроительной.
Итак, какие распространенные проблемы позволяет решить технология Micro-Start? Условно их можно разделить на 4 категории: 1) низкое качество; 2) неудовлетворительный поджиг дуги; 3) низкая сила тока при пожиге и 4) заварка кратеров.
Проблема: низкое качество
Часто при традиционной аргонодуговой сварке на низких токах сварщики сталкиваются с проблемой поддержания стабильной дуги. При использовании КТУ (комплектных тиристорных устройств, SCR) для сварки на низких токах, кондукция КТУ в аппарате «сжимается» до очень непродолжительных пиковых периодов. Это приводит к значительной пульсации сварочного тока с кратковременными пиками и спадами. При этом даже при нормализации выходного тока невозможно накопить достаточно энергии для стабилизации дуги между срабатываниями КТУ. Этот эффект ряби приводит к нестабильности дуги и хаотичным повторным поджигам высокочастотным осциллятором, что сказывается на качестве сварных швов.
Чтобы решить эту проблему, многие сварщики приобретают более дорогие традиционные аппараты для TIG-сварки. Они считают, что более мощные модели с большими стабилизаторами будут лучше фильтровать сварочный ток, что сделает сварку на низких токах более стабильной. На деле даже большой стабилизатор не сможет полностью устранить пульсацию на низких токах.
Решение Micro-Start TIG
Технология Micro-Start предполагает использование независимого источника питания, пригодного для сварки на низких токах без участия КТУ. КТУ в этом случае используются только для увеличения силы тока в качестве вспомогательной системы для 2-амперного источника питания. Это позволяет получить очень стабильную дугу на низких токах, устраняет эффект ряби и позволяет проводить качественнуюсварку тонких материалов. Компания Линкольн — это первый производитель, который стал предлагать второстепенный контур для сварки, на который можно плавно переходить из режима сварки на более высоких токах.
Когда сила тока опускается до мин. 2А, Micro-Start TIG позволяет вести сварку с независимым питанием от собственного электронного источника питания. Когда сварщик нажимает на педальный регулятор Amptrol™, чтобы увеличить силу тока, активируется основной сварочный контур (т. е. трансформатор и мост КТУ). Таким образом электроника Micro-Start помогает контуру КТУ, чтобы меньше полагаться на стабилизаторы, как это делают традиционные аппараты. В результате пользователь получает очень стабильную дугу на низких токах.
Благодаря Micro-Start TIG сварщикам не нужно покупать более дорогие модели для работы на низких токах — технология Micro-Start обеспечивает эффективность инверторных моделей при использовании более дешевого традиционного аппарата.
Проблема: неудовлетворительный поджиг дуги
Современные аппараты для аргонодуговой сварки устанавливают дугу за счет высокочастотного осциллятора, который ионизирует дорожку от вольфрамового электрода к рабочему изделию. В большинстве случаев высокая частота сохраняется в течение достаточно долгого времени, и из-за высокой интенсивности оставляет на рабочей поверхности следы. В таких очень требовательных областях, как аэрокосмическая или ядерная отрасль, эти дефекты могут привести к микрорастрескиванию и падению надежности шва. Даже при бытовой сварке высокая частота может приводить к значительным отклонениям дуги.
Еще один недостаток традиционных моделей — это непригодность для сварки на низких токах (ниже 5 ампер). Это объясняется тем, что при кратковременных срабатываниях КТУ стабилизатор выходного тока не способен накопить достаточно энергии, чтобы удерживать сварочное напряжение на достаточном уровне для поджига и сохранения дуги без возвращения к повышенной частоте.
Чтобы улучшить характеристики поджига дуги, во многих моделях от конкурентов используется функция Горячего старта. При Горячем старте используются импульсы с высокой силой тока и достаточными напряжением и длительностью для нагревания вольфрама и быстрого образования ионизированной дорожки между вольфрамовым электродом и рабочей поверхностью. Это позволяет сократить длительность высокочастотной фазы. Например, если сварщик настроит аппарат на силу тока 5 ампер, во время поджига ее пиковое значение может в течение достаточно длительного времени превышать 100А. Однако этот метод связан с определенными сложностями, потому что при сварке тонких материалов Горячий старт может привести к сгоранию основного материала и повреждению рабочего изделия. Для того, чтобы сократить отрицательное воздействие высокочастотного тока, некоторым сварщикам даже приходится устанавливать дугу на специальной медной заготовке, затем смещать ее на рабочее изделие. Это дает дуге время стабилизироваться и предотвращает повреждение изделия.
Часто сварщик может выполнить имитацию горячего старта вручную, повысив с помощью педального регулятора начальную силу тока. Но в таком случае аппарат начинает сварку при недостаточно низкой силе тока, что может привести к прожиганию и разрушению изделия. Также этот метод недостаточно постоянен, потому что сварщику приходится «угадывать», где начать сварку.
Решение Micro-Start TIG
С появлением технологии Micro-Start TIG компания Линкольн Электрик предложила способ сделать дугу более стабильной за счет электронного 2-амперного источника, который обеспечивает вспомогательное питание с точно заданной силой тока и длительностью. Этот усовершенствованный контур управления позволяет выполнить поджиг дуги с более коротким и менее интенсивным импульсом, что снижает риск повреждения и прожигания основного материала.
Более того, большинство операторов даже не замечает, что аппарат находится в режиме высокочастотной сварки. Эта процедура достаточно кратковременна, чтобы тепловложение не смогло привести к прожиганию материала. Однако в то же время она обеспечивает достаточно энергии для нагревания вольфрамового электрода и установления потока плазмы к рабочему изделию.
Micro-Start TIG также позволяет операторам настраивать минимальную силу тока аппарата. Это позволяет оператору регулировать нижний диапазон аппарата в соответствии с требованиями по токовой нагрузке для данного диаметра вольфрамового электрода или собственным уровнем навыка.
Проблема: минимальная сила тока при поджиге
Большинство традиционных сварочных аппаратов позволяют оператору настраивать лишь максимальное значение сварочного тока. Другими словами, если выбранный вольфрамовый электрод или навык оператора не позволяют установить дугу при минимальной силе тока, для этого придется сильнее нажать на педальный регулятор. Это сказывается на стабильности сварки и усложняет заварку кратеров.
Решение Micro-Start TIG
Компания Линкольн предлагает единственный на рынке аппарат с функцией регулировки минимальной силы тока, которая позволяет задать определенное значение силы тока при минимальном нажатии на педальный регулятор с учетом диаметра вольфрамового электрода или уровня навыка сварщика. Например, для электродов диаметром 2,4 мм типичный диапазон сварочного тока составляет 10-150 ампер. Теперь сварщик может задать минимальную силу тока, и сварочный аппарат даже при легком нажатии педали не будет опускать силу тока ниже 10 ампер, благодаря чему поджиг дуги и процесс сварки станут намного стабильнее. Соответственно, при использовании электродов 0,5 или 1 мм минимальную силу тока можно снизить до 2 ампер. Эта функция позволяет регулировать минимальную силу тока от 2 до 60 ампер. Таким образом оператор получает оптимальную разрешающую способность между минимальным и максимальным значением при дистанционном управлении (через педальный регулятор).
Проблема: заварка кратеров
Одна из самых частых проблем, с которыми сталкиваются операторы традиционных TIG-аппаратов — это снижение силы тока для заварки кратера в конце сварного шва. В традиционных сварочных аппаратах используется принцип порогового значения силы тока, т. е. когда оператор снижает силу тока и дуга становится нестабильной, аппарат определяет, что дуга вот-вот погаснет и вновь переходит в высокочастотный режим. При таком подходе высокочастотный режим обычно включается при силе тока 3 ампер. Возвращение в высокочастотный режим приводит к колебаниям или «танцующей» дуге, из-за чего на рабочей поверхности могут оставаться отметины, способные вызвать загрязнение металла, микротрещины и развитие других дефектов.
Решение Micro-Start TIG
Технология Micro-Start TIG от Линкольн полагается на метод контроля напряжения. Это более совершенный метод детекции, способный определить, намерен ли сварщик сохранить дугу. Высокочастотный режим используется только в том случае, если сварочное напряжение превышает 35В (что намного выше нормального). Поэтому во время заварки кратера аппарат сможет обеспечить плавное снижение силы тока без возвращения в высокочастотный режим. Другими словами, после установления дуги аппарат не вернется в ВЧ-режим во время сварки.
Обычные источники питания недостаточно совершенны, чтобы определить, продолжает ли оператор сварку, и когда ему требуется низкая сила тока. При использовании Micro-Start TIG после установления дуги аппарат больше не будет возвращаться в ВЧ-режим благодаря стабильности при низкой силе тока.
Заключение
Технология Micro-Start TIG от Линкольн позволяет сварщикам практически любого уровня подготовки стабильно и качественно выполнять поджиг дуги, сварки и заварку кратеров. Это стало возможно благодаря тому, что новая технология позволила преодолеть большинство самых распространенных проблем аргонодуговой сварки.
www.lincolnelectric.com
Мини сварочный аппарат своими руками для бытового использования — Моя ковка
В арсенале домашнего мастера бывает много инструментов на все случаи жизни.

Сварочный аппарат является незаменимым устройством для настоящих умельцев. Его можно купить в магазинах. Однако куда интереснее и дешевле собрать своими руками.
У некоторых имеется и сварочный аппарат, о котором мечтает каждый умелец.
Его сегодня можно приобрести в специализированных магазинах. Моделей существует множество. Продаются различные аксессуары к прибору и расходные материалы. А можно ли сделать сварочный аппарат своими руками? Ответ прост: можно и даже нужно!
Типы сварочных аппаратов
Все аппараты для сварочных работ делятся на газовые и электрические. Газовые установки не совсем подходят для использования в быту. Они требуют к себе особого отношения, так как комплектуются взрывоопасными баллонами с газом. Поэтому речь следует вести только об аппаратах электрических. Они тоже бывают разные:
Сварочный инвентор является экономичным и идеально походит для домашнего пользования.
- Генераторы. Эти установки имеют свой генератор тока. Отличаются очень большим весом и громоздкими размерами. Для домашней сборки и применения не подходят.
- Трансформаторы. Такие аппараты могут питаться от сети 220 или 380 вольт. Пользуются большой популярностью, особенно полуавтоматы.
- Инверторы. Очень экономные приспособления, идеально подходящие для дома. Отличаются малым весом, но довольно сложной электронной схемой.
- Выпрямители. Просты в изготовлении и использовании. Даже начинающие сварщики могут делать качественные швы. Идеальны для сборки своими руками.
Вернуться к оглавлению
С чего начать сборку инверторного аппарата?
Для сборки инвертора нужно выбрать схему, которая обеспечит необходимые параметры работы аппарата. Рекомендуется использовать детали советского производства. Особенно это касается диодов, конденсаторов, транзисторов, резисторов, дросселей, тиристоров и готовых трансформаторов. Аппаратура, собранная на этих деталях, не требует сложной регулировки. Все детали очень компактно располагаются на плате. Для изготовления аппарата своими руками можно выбрать следующие параметры:
- Сварочный аппарат должен работать с электродами диаметром до 4-5 мм.
- Величина рабочего тока не более 250 А.
- Источник питания — бытовая сеть напряжением 220 В.
- Регулировка сварочного тока в пределах 30-220 А.
Сварочный аппарат состоит из нескольких блоков: блока питания, выпрямителя и инвертора.
Начать делать своими руками сварочный аппарат инверторного типа можно с намотки трансформатора в таком порядке:
Для сборки инвентора потребуется ферритовый сердечник.
- Нужно взять ферритовый сердечник Ш8х8. Можно использовать Ш7х7.
- Первичная обмотка № 1 состоит из 100 витков, намотанных проводом марки ПЭВ 0,3.
- Вторичная обмотка № 2 мотается проводом сечением 1 мм. Количество витков — 15.
- Обмотка № 3 — 15 витков провода ПЭВ 0,2 мм.
- Обмотки № 4 и № 5 состоят из 20 витков провода сечением 0,35 мм.
- Для охлаждения трансформатора можно использовать вентилятор на 220 В, 0,13 А. Этим параметрам соответствует вентилятор от компьютера Pentium 4.
Чтобы бесперебойно работали транзисторные ключи, на них нужно подать напряжение после выпрямителя и сглаживающих конденсаторов. Собирается блок выпрямителя по простой схеме на плате. Все узлы сварочного аппарата закрепляются в корпусе. Хорошо, если в хозяйстве мастера окажется подходящий корпус от радиоприбора, тогда не придется его делать из подручных материалов.
Схема сборки блока выпрямителя.
На лицевой стороне корпуса размещают светодиодный индикатор, который своим свечением оповещает о включении аппарата в сеть. Тут же можно установить дополнительный выключатель любого типа и защитный предохранитель. Предохранитель можно установить на задней стенке, а также в самом корпусе. Зависит это от его конструкции и габаритов. Переменное сопротивление, с помощью которого будет производиться регулировка рабочего тока, размещается тоже на лицевой стороне корпуса.
Если электрические схемы собраны правильно, все проверено с помощью тестера или иного прибора, можно проводить испытания аппарата.
Вернуться к оглавлению
Как собрать трансформаторный аппарат?
Процесс сборки трансформаторного аппарата для сварки несколько отличается от предыдущего варианта. Работает он на переменном токе. Для сварки постоянным током к нему собирается простейшая приставка. Для сборки аппарата своими руками нужно раздобыть трансформаторное железо для сердечника и несколько десятков метров толстой медной шины или просто толстого провода. Можно поискать эти вещи в пунктах приема цветного и черного металла, у друзей и знакомых. Рекомендуется сердечник делать П-образным, но можно и круглый, тороидальный. Некоторые умельцы с успехом используют в качестве сердечника статор сгоревшего электромотора. Для П-образного сердечника порядок сборки может быть таким:
Для выполнения первичной обмотки потребуется обмоточный провод.
- Набрать сердечник из трансформаторного железа до оптимального его сечения около 55 квадратных сантиметров. Можно и больше, но аппарат получится тяжелым. При сечении меньше 30 см² прибор может потерять некоторые свои качества.
- Для выполнения первичной обмотки идеально годится специальный обмоточный провод сечением 5-7 мм². Он изготовлен из меди, имеет термостойкую стеклотканевую или хлопчатобумажную изоляцию. Это очень важно, так как при работе обмотка может нагреваться до температуры выше 100 градусов. Сечение провода обычно квадратное или прямоугольное. Найти такой провод не всегда удается. Можно заменить его обычным проводом такого же сечения и доработать: снять изоляцию, обмотать провод полосками стеклоткани, пропитать тщательно специальным электротехническим лаком и просушить. Первичная обмотка состоит из 200-230 витков.
- Для вторичной обмотки сначала можно намотать 50-60 витков. Обрезать провод не нужно. Нужно включить первичную обмотку в сеть. Найти на проводах вторичной обмотки место, где напряжение будет равно 60-65 В. Для того чтобы найти эту точку, приходится отматывать или наматывать дополнительные витки. Мотать можно алюминиевый провод, увеличив сечение в 1,7 раз.
- Простейший трансформатор собран. Осталось разместить его в подходящем корпусе.
- Для выводов вторичной обмотки делаются клеммы из меди. Берется трубка диаметром около 10 мм длиной 3-4 см. Ее конец расклепывается, и в нем просверливается отверстие, диаметр которого 10 мм. В другой конец трубки нужно вставить очищенный от изоляции конец провода и обжать его легкими ударами того же молотка. Для усиления контакта провода с трубкой-клеммой можно нанести на нее насечки керном. К корпусу самодельные клеммы прикручиваются болтами и гайками М10. Желательно подбирать медные детали. Можно при намотке вторичной обмотки делать отводы через каждые 5-10 витков провода. Эти отводы позволят ступенчато менять напряжение на электроде.
- Осталось сделать электрододержатель. Его можно изготовить из трубы диаметром около 18-20 мм. Общая ее длина примерно 25 см. На концах в 3-4 см от торца выпиливаются выемки примерно до половины диаметра. Электрод вставляется в выемку и прижимается пружиной из приваренного куска стальной проволоки диаметром 6 мм. К другому концу крепится винтом и гайкой М8 такой же провод, из которого выполнена вторичная обмотка. На держатель надевается резиновая трубка подходящего внутреннего диаметра. Подключать аппарат к домашней сети рекомендуется с помощью рубильника и проводов сечением 1,5 мм² или больше. Ток в первичной обмотке обычно не бывает выше 25 А. Во вторичной обмотке он может быть от 60 до 120 А. При работе рекомендуется через 10-15 электродов диаметром 3 мм делать перерыв, чтобы трансформатор остыл. При более тонких электродах можно этого не делать. В режиме резки перерывы следует делать чаще.
Вернуться к оглавлению
Аппарат для сварки мелких деталей
Суперминиатюрный сварочный аппарат легко сделать своими руками за несколько часов. Для его изготовления понадобятся:
Для изготовления сварочного аппарата понадобится графитовый стержень.
- Вышедшая из строя батарейка.
- Нож.
- Пассатижи или бокорезы.
- Кусочек наждачной бумаги.
- Сухая тряпочка.
- Рабочие перчатки.
- Около 20 см медной или алюминиевой проволоки диаметром 5 мм.
- Около 6 см медной проволоки ПЭВ 0,5.
- Изолента.
- Многожильный провод.
- Металлический зажим любого типа.
- Трансформатор от блока питания радиоприемника, старого телевизора, микроволновки вместе с выпрямителем.
Для начала нужно аккуратно разобрать батарейку и вынуть из нее графитовый стержень. Конец стержня заострить шкуркой и протереть тряпкой. Затем кусок толстой проволоки очистить от изоляции на 4-5 см от ее конца и загнуть петлю бокорезами или пассатижами. В эту петлю будет вставляться угольный электрод. С трансформатора удаляется вторичная обмотка. На ее место наматывается 12-15 витков толстой проволоки. Остается все это сооружение вставить в подходящий корпус — сварочный аппарат в миниатюре готов.Теперь нужно подсоединить провода к выводам вторичной обмотки, вставить угольный стержень в петлю и хорошенько обжать его. Плюсовый вывод соединяется с держателем угольного электрода, минусовый — со скруткой свариваемых деталей. Можно приспособить ручку-держатель для электрода. Для этого используют ручку паяльника или что-то другое. Аппарат включается в сеть 220 В, касаются графитом свариваемых деталей. Вспыхивает пламя и на конце деталей образуется сварной шов в форме шарика.
Сварочный аппарат — отличное приобретение в арсенал инструментов домашнего мастера. Существует очень много моделей этих приборов. Многих начинающих и опытных сварщиков больше привлекают не заводские, а самодельные установки для сварки. Они конструируют все новые варианты устройств. Попробуйте и вы сделать сварочный аппарат своими руками.
moyakovka.ru
Оборудование для микросварки, наплавки черных и цветных металлов
Самая аккуратная эксплуатация пресс-форм для литья пластмассовых изделий не в состоянии предотвратить постепенную потерю качества внешнего вида получаемой продукции. Причин тому много: инородные твердые включения в расплаве полимера, мелкие поломки и сбои в системе сталкивания отливок, применение слесарного инструмента для снятия отливок, случайные повреждения в процессе сборки-разборки во время мелких ремонтов.
Для устранения подобного рода дефектов формообразующих существует наиболее щадящая технология электродуговой импульсной микросварки. Использование такого метода микросварки позволяет выполнять самые тонкие работы по ремонту пресс-форм, и прежде всего без негативных термических последствий, присущих традиционным методам сварки.
В данном разделе представлено следующее оборудование от компании Novapax:
- WELDPRO SW-V02 – уникальный аппарат с двумя режимами сварки: импульсная контактная сварка и импульсная аргоно-дуговая сварка. Предназначен для ремонта литьевых пресс-форм. Лидер продаж!
- QUICK WELDER 808 – аппарат для контактной сварки, имеет максимальную силу тока 3000А! Применяется при ремонте как литьевых пресс-форм так и фильер.
- DART WELDER AC/DC и Multi-Task-Welder – универсальные сварочные аппараты импульсной аргоно-дуговой сварки, работающий и по сталям и по цветным металлам. Предназначены для ремонта пресс-форм, деталей машиностроения.
- Аппарат для лазерной сварки CLW120 – лазерный аппарат для всех типов металлов в разном сочетании. Идеален для мелких ремонтов (используется присадочная проволока 0,1-0,4 мм) и для ремонта труднодоступных мест.
- Оборудование рабочего места сварщика – дополнительные приспособления, дающие лёгкость и простоту в работе и как следствие высокое качество!
Скачать каталог Novapax на русском языке (PDF)
formotronik-nn.ru