Нарезание трапецеидальной резьбы на токарном станке: Нарезка трапецеидальной резьбы на токарном станке
alexxlab | 02.05.2023 | 0 | Разное
Нарезание наружной резьбы на токарном станке
Нарезание резьбы гребенками производится следующим образом: гребенка, закрепленная на державке в резцедержателе, подается до касания с вращающейся деталью, затем отводится вправо и по лимбу подается на полную глубину зуба. Включается маточная гайка и нарезается резьба. В конце нарезания маточная гайка выключается и гребенка возвращается в исходное положение.
Нарезание прямоугольной резьбы. Прямоугольная резьба с шагом нарезается одним резцом предварительно и окончательно. Резец затачивается по шаблону и устанавливается точно по оси центров так» чтобы режущая кромка была параллельна оси резьбы. При заточке необходимо учитывать угол подъема винтовой линии (чтобы резец не скоблил боковую поверхность профиля).
Резец приспосабливают к углу подъема винтовой линии путем заточки бокового заднего угла, левого (при нарезании правой резьбы) и бокового правого угла (при нарезании левой резьбы). При этом боковой левый угол (при нарезании правой резьбы) будет равен (2—3°).
Для обеспечения наклона нормально заточенного прорезного резца на угол (2-3°) используется специальная державка. Резец крепится в головке винтом. Наклон резца на требуемый угол производится путем поворота головки, используя шкалу и риску.
Подача прорезного резца на глубину составляет 0,5—0,3 мм на первом проходе и 0,4—0,2 мм — на последующих проходах. Чистовой резец подается на 0,2—0,02 мм на проход.
Нарезка трапецеидальной резьбы. Трапецеидальная резьба с шагом до 5 мм нарезается одним резцом, имеющим профиль канавки резьбы. Резец устанавливается по оси центров так, чтобы ось профиля резца была перпендикулярна оси резьбы. Подача резца на глубину резания ведется по лимбу поперечной подачи. Ее величина постепенно уменьшается от 0,5—0,4 мм на первом проходе до 0,1—0,02 мм на окончательном проходе.
Резец устанавливается по оси центров так, чтобы ось профиля резца была перпендикулярна оси резьбы. Подача резца на глубину резания ведется по лимбу поперечной подачи. Ее величина постепенно уменьшается от 0,5—0,4 мм на первом проходе до 0,1—0,02 мм на окончательном проходе.
Нарезание резьбы с шагом более 5 мм ведется двумя резцами: сначала нарезается прямоугольная винтовая канавка прорезным канавочным резцом с шириной режущей кромки, равной ширине впадины резьбы (канавка прорезается в несколько проходов до полной глубины резьбы), затем профильным трапецеидальным резцом производится окончательное нарезание с поперечной подачей резца на глубину.
Резьба с крупным шагом (более 12 мм) нарезается тремя резцами: двумя прорезными канавочными — широким и узким и чистовым профильным трапецеидальным резцом.
Широкий прорезной резец имеет ширину режущей кромки, равную ширине впадины по среднему диаметру минус 0,2—0,3 мм, узкий резец — ширине впадины по внутреннему диаметру. Резцы устанавливаются, как обычно, по высоте центров перпендикулярно оси детали.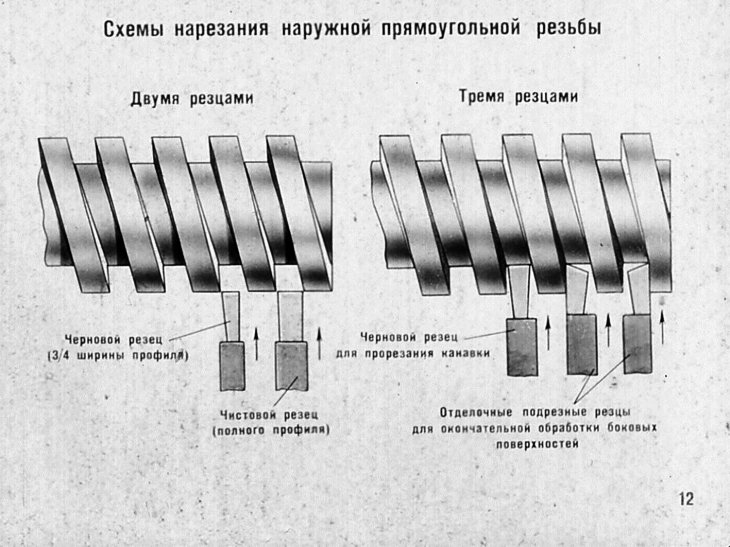
Сначала прорезается широкая винтовая канавка, затем узкая на полную глубину резьбы. Окончательная обработка производится трапецеидальным резцом. Резьба проверяется шаблоном.
ПОХОЖИЕ СТАТЬИ:
Страницы: 1 2
2. Трапецеидальная нить на токарном станке с ЧПУ – Знание
Прямоточный резак X перемещается с перерывами на глубину зубов (рис. 2а). Когда трапециевидная резьба обрабатывается таким образом, все три стороны резьбонарезного инструмента участвуют в процессе резания, что приводит к затруднениям в механической обработке удаления стружки, увеличению силы резания и режущей жаре и сильному износу наконечника инструмента , Когда количество подачи слишком велико, также могут появиться «нож» и «нож». Этот метод токарных станков с ЧПУ может быть реализован с помощью команды G92, но ясно, что этот метод нежелателен.
Наклонная поворотная резьбонарезница наклонена на глубину зубов вдоль направления угла зуба (рис. 2b). Когда трапециевидная резьба обрабатывается таким образом, инструмент для поворота нити всегда имеет только одну боковую кромку для участия в резке, так что удаление стружки относительно плавное, усилие и тепловое состояние режущей кромки улучшаются, и это нелегко вызвать явление «ножа» во время поворота. Этот метод может быть реализован на токарных станках с ЧПУ с использованием команды G76. Инструмент с отрезной резьбой по шахматам подает глубину зуба вдоль шахматных зазоров в направлении угла зубов (рис. 2в). Этот метод аналогичен наклонному методу и также может быть реализован на токарном станке с ЧПУ с использованием команды G76.
Этот метод может быть реализован на токарных станках с ЧПУ с использованием команды G76. Инструмент с отрезной резьбой по шахматам подает глубину зуба вдоль шахматных зазоров в направлении угла зубов (рис. 2в). Этот метод аналогичен наклонному методу и также может быть реализован на токарном станке с ЧПУ с использованием команды G76.
Grooving Knife Rough Grooving Method Этот метод использует канавочный нож для грубо вырезания канавки резьбы ((рис.2d)) и использует инструмент для трапецеидальной резьбы для обработки обеих сторон нити. Программирование и механическая обработка этого метода затрудняют Токарные станки с ЧПУ.
3. Измерение трапецеидальной резьбы
Измерение измерения трапецеидальной резьбы, измерение трех игл и одноигольное измерение три. Интегрированное измерение измеряется с помощью измерителя резьбы. Измерение трех игл и одноигольное измерение среднего диаметра показаны на рисунке 3 и рассчитаны следующим образом:
M = d2 + 4.864dD-1. 866P (dD указывает диаметр измерительного зонда, P обозначает высоту тона).
866P (dD указывает диаметр измерительного зонда, P обозначает высоту тона).
A = (M + d0) / 2 (где d0 представляет фактический внешний диаметр заготовки)
Во-вторых, примеры программирования трапециевидных потоков
Пример. Как показано на рисунке 4 трапецеидальная нить, пробная программа обработки подготовки G76.
1. Вычислите размер трапецеидальной нити и проверьте таблицу, чтобы определить ее допустимый большой диаметр d = 360-0.375;
Средний диаметр d2 = d-0.5P = 36-3 = 33, контрольная таблица для определения его допуска, поэтому d2 = 33-0,118 -0,453
Высота зуба h4 = 0,5P + ac = 3,5;
Путь d3 = d-2 h4 = 29, проверить таблицу, чтобы определить ее допустимость, поэтому d3 = 290-0.537;
Ширина гребня f = 0,366P = 2,196
Ширина основания W = 0,366P-0,536ac = 2,196-0,268 = 1,928
Измерьте средний диаметр с помощью измерительного стержня 3,1 мм, затем его размер измерения M = d2 + 4.864dD-1.866P = 32.88, определите его допустимость в соответствии с допуском диаметра, затем M = 32.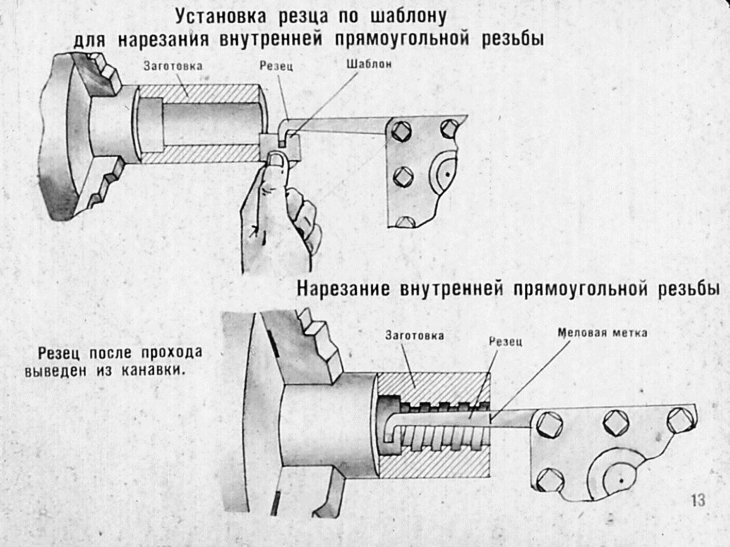 88-0.118-0.453
88-0.118-0.453
2. Напишите программу ЧПУ
O0308;
G98;
T0202;
M03 S400;
G00 X37.0 Z3.0;
G76 P020530 Q50 R0.08; (дважды установите чистоту, чистовая нагрузка составляет 0,16 мм, количество фаски равно 0,5 раз больше, угол зуба составляет 30 °, минимальная глубина резки – 0,05 мм).
G76 X28.75 Z-40.0 P3500 Q600 F6.0 (установите высоту резьбы на 3,5 мм, а первый нож – на глубину до 0,6 мм).
G00150.0
M05;
M30
Вышеупомянутая процедура использует наклонный подход подачи под углом к зубному профилю в процессе резания нити, как показано на рисунке 2b. В системе FANUC-0i иногда также можно использовать метод разметки в шахматном порядке, как показано на рисунке 2c. Программирование G76 выглядит следующим образом:
G76 X28,75 Z-40,0 K3500 D600 F6,0 A30,0 P2;
K: высота профиля резьбы.
D: Количество пищи, потребляемой в первом корме.
A: Угол зуба.
P2: Резьба с чередованием резьбы
3. Вычислите значение смещения инструмента оси Z
Вычислите значение смещения инструмента оси Z
При фактической механической обработке трапецеидальной резьбы, поскольку ширина наконечника лезвия не равна ширине дна канавки, диаметр нити нельзя надлежащим образом контролировать с помощью одного цикла резки G76. Чтобы решить эту проблему, инструмент можно использовать после Z-предвзятой, а затем циклической обработки G76. Чтобы повысить эффективность обработки, лучше выполнить только один процесс смещения. Поэтому необходимо точно рассчитать смещение в направлении Z и смещение по Z-направлению. Метод расчета, показанный на рисунке 5, рассчитывается следующим образом:
Пусть M-мера – M-теория = 2AO1 = δ, то AO1 = δ / 2
Как показано на фиг. 5, четырехугольник O1O2CE является параллелограммом, то ΔAO1O2≌ΔBCE, AO2 = EB. ΔCEF – равнобедренный треугольник, тогда EF = 2EB = 2AO2.
АВЫХ2 = АВЫХ1 × тангенса (∠AO1O2) = tan15 ° × δ / 2
Z смещение EF = 2AO2 = δ × tan15 ° = 0.268δ
Во время фактической обработки после завершения одного цикла измеренное значение M измеряется тремя выводами для вычисления смещения Z инструмента, затем смещение Z устанавливается в коррекции длины инструмента или в памяти износа, а G76 снова используется для цикла обработка. Одноразовый точный контроль диаметра резьбы и других параметров.
Одноразовый точный контроль диаметра резьбы и других параметров.
В-третьих, вывод
В приведенном выше примере анализа мы можем заключить, что для простой обработки трапецеидальной резьбы на станках с ЧПУ ключ должен выполнять следующее:
1. Разумно выберите команды обработки трапецеидальной резьбы, обычно выбирайте команду G76.
2. Аккуратно установите параметры команды G76. Эти значения обычно вычисляются путем анализа трапецеидальной нити.
3. На основе исходного измеренного медианного диаметра значение смещения инструмента оси Z точно рассчитывается для точного управления диаметром трапецеидальной резьбы.
3, Разделение процедур обработки и анализ диапазона обработки фрезерного станка с ЧПУ
Конструкция технологического маршрута фрезерного станка с ЧПУ должна полностью учитывать различные факторы, обратить внимание на правильное разделение и последовательность процесса и правильно организовать соединение между процессом фрезерования с ЧПУ и обычным процессом.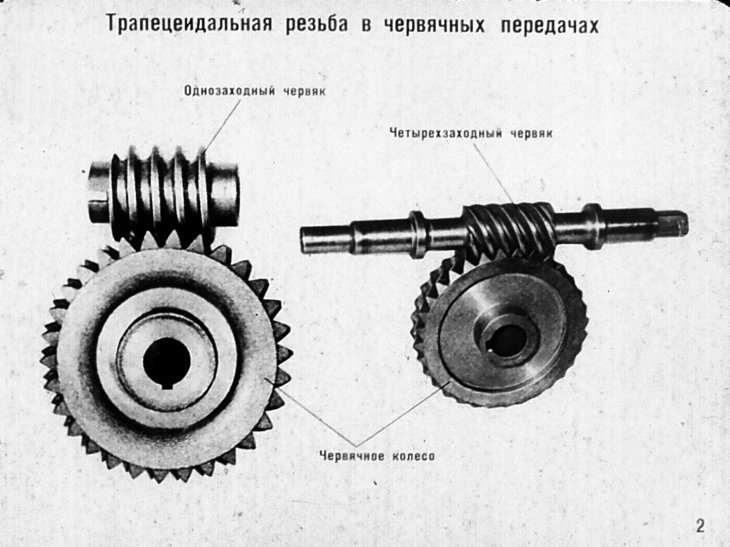 По сравнению с обычной фрезерной машиной обработка CNC более концентрирована.
По сравнению с обычной фрезерной машиной обработка CNC более концентрирована.
В соответствии с механическими характеристиками фрезерования с ЧПУ существуют три формы разделения процесса обработки фрезерования с ЧПУ.
1, в соответствии с процессом разделения позиционирующего устройства. Этот метод, как правило, применим для обработки мелких деталей заготовки, основная часть состоит в том, чтобы разделить участок обработки на несколько частей, причем каждая часть обработки процесса. Если форма фрезерования с ЧПУ, когда полость для зажима внутренней полости, зажимная форма.
2, процесс обработки грубой тонкой обработки. Для деталей фрезерования с ЧПУ, которые легко деформируются путем механической обработки, с учетом точности обработки и деформации заготовки, процесс можно разделить в соответствии с принципом разделения грубой и тонкой обработки, то есть после первой грубой обработки.
Как сделать трапециевидную резьбу на токарном станке с ЧПУ?
Метод прямого продвижения: Метод прямого продвижения также называется методом нарезания канавок. При обтачивании резьбы используется только средняя каретка для боковой (перпендикулярной направлению направляющей) подачи, и обточка нити выполняется за несколько ходов. Хотя с помощью этого метода можно получить относительно правильный профиль зуба, операция также очень проста, но поскольку три режущие кромки инструмента участвуют в резке одновременно, вибрация относительно велика, боковая сторона легко удаляет заусенцы. , получить лучшее качество поверхности нелегко, и легко произвести явление прокалывания, поэтому он подходит только для точения трапециевидной резьбы с малым шагом:
При обтачивании резьбы используется только средняя каретка для боковой (перпендикулярной направлению направляющей) подачи, и обточка нити выполняется за несколько ходов. Хотя с помощью этого метода можно получить относительно правильный профиль зуба, операция также очень проста, но поскольку три режущие кромки инструмента участвуют в резке одновременно, вибрация относительно велика, боковая сторона легко удаляет заусенцы. , получить лучшее качество поверхности нелегко, и легко произвести явление прокалывания, поэтому он подходит только для точения трапециевидной резьбы с малым шагом:
Левый и правый метод нарезания: При точении трапециевидной резьбы с левым и правым методом нарезания, в дополнение к использованию средней каретки для контроля боковой подачи токарного инструмента, в то же время малая каретка также используется для управления левой и правой микроподачей токарного инструмента до тех пор, пока профиль зуба не будет полностью обточен. . При нарезании резьбы методом левой и правой нарезки, поскольку одна из двух основных режущих кромок токарного инструмента выполняет одностороннюю нарезку, это позволяет избежать одновременной нарезки трех кромок, поэтому явление резания не является легким. Кроме того, при чистовой токарной обработке старайтесь выбирать низкую скорость (v=4~7 м/мин) и заливайте смазочно-охлаждающую жидкость, как правило, вы можете получить хорошее качество поверхности. В реальном рабочем процессе учащиеся должны контролировать левую и правую подачу, наблюдая за состоянием стружки на основе фактического опыта. Когда выбрасываемая стружка очень тонкая, можно использовать сглаживание, чтобы сделать поверхность резьбы гладкой и точной. . Однако работа метода лево-правой резки более сложна. Когда левая и правая микроподачи малой каретки подвержены ошибкам из-за влияния пустого хода, а средняя каретка и подача малой каретки одновременно, размер и соотношение двух подач не фиксированы. Величину резания нелегко контролировать, а форму зуба нелегко повернуть четко. Таким образом, метод резки влево-вправо требует от оператора высокого мастерства и навыков резки и не подходит для изучения и освоения новичками:
Кроме того, при чистовой токарной обработке старайтесь выбирать низкую скорость (v=4~7 м/мин) и заливайте смазочно-охлаждающую жидкость, как правило, вы можете получить хорошее качество поверхности. В реальном рабочем процессе учащиеся должны контролировать левую и правую подачу, наблюдая за состоянием стружки на основе фактического опыта. Когда выбрасываемая стружка очень тонкая, можно использовать сглаживание, чтобы сделать поверхность резьбы гладкой и точной. . Однако работа метода лево-правой резки более сложна. Когда левая и правая микроподачи малой каретки подвержены ошибкам из-за влияния пустого хода, а средняя каретка и подача малой каретки одновременно, размер и соотношение двух подач не фиксированы. Величину резания нелегко контролировать, а форму зуба нелегко повернуть четко. Таким образом, метод резки влево-вправо требует от оператора высокого мастерства и навыков резки и не подходит для изучения и освоения новичками:
Метод токарной обработки с прямой нарезкой: При точении трапециевидной резьбы методом нарезки с прямой нарезкой обычно используется инструмент для токарной обработки прямоугольной резьбы с шириной насадки, немного меньшей ширины основания альвеолярного отростка, и резьба зачищается до малого диаметра. горизонтальным прямым методом (0,2~0,3 мм с каждой стороны) края), а затем используйте инструмент для тонкой обработки для обрезки. Этот способ прост, понятен и легок в освоении, но при нарезании трапециевидной резьбы с большим шагом инструмент легко сломать из-за узкой головки и недостаточной прочности: нарезной паз глубокий, снятие стружки не плавное. , что приводит к накоплению стружки, «разбивающей» режущую головку: подача мала, а скорость резания низкая, поэтому трудно удовлетворить потребности в токарной обработке трапециевидной резьбы:
горизонтальным прямым методом (0,2~0,3 мм с каждой стороны) края), а затем используйте инструмент для тонкой обработки для обрезки. Этот способ прост, понятен и легок в освоении, но при нарезании трапециевидной резьбы с большим шагом инструмент легко сломать из-за узкой головки и недостаточной прочности: нарезной паз глубокий, снятие стружки не плавное. , что приводит к накоплению стружки, «разбивающей» режущую головку: подача мала, а скорость резания низкая, поэтому трудно удовлетворить потребности в токарной обработке трапециевидной резьбы:
Метод токарной обработки со ступенчатыми канавками: Чтобы уменьшить повреждение режущей головки при токарной обработке «методом прямых канавок», мы можем использовать метод точения со ступенчатыми канавками. В этом методе также используется инструмент для токарной обработки прямоугольной резьбы для нарезания канавок, но вместо того, чтобы нарезать непосредственно до размера малого диаметра, он разделен на несколько инструментов для нарезания ступенчатых канавок, и, наконец, используется инструмент для тонкой токарной обработки для обрезки до заданного размера. Таким образом, резка и удаление стружки более плавные, и метод относительно прост, но нелегко выровнять спиральную прямую канавку при смене инструмента, трудно обеспечить правильную форму зуба и явление перевернутых зубьев. легко произойти.
Таким образом, резка и удаление стружки более плавные, и метод относительно прост, но нелегко выровнять спиральную прямую канавку при смене инструмента, трудно обеспечить правильную форму зуба и явление перевернутых зубьев. легко произойти.
Подводя итог: В дополнение к прямому методу, другие три метода токарной обработки могут уменьшить или избежать одновременного резания трех кромок в разной степени, так что эвакуация стружки будет более плавной, а сила и тепло инструмента наконечник улучшен, так что вибрация менее вероятна. Это также может увеличить величину резания и улучшить качество поверхности резьбы. Поэтому широко используются метод левой и правой резки, метод токарной обработки с прямыми канавками и метод токарных ступенчатых канавок. Однако для новичков вышеперечисленные три метода токарной обработки сложны в освоении и громоздки в эксплуатации, которые необходимо упростить и упростить. За годы преподавания и практики было обнаружено, что «послойное точение трапециевидной резьбы» может облегчить ученикам понимание и освоение.
Нарезание крестообразной резьбы на токарном станке
сасанифаб
Зарегистрировано
- #1
Теперь, когда я разобрался с ситуацией с потоками….. Я хотел бы попробовать свои силы в некоторых потоках acme. Я понимаю, что инструментарий разный и что есть стандартные и метрические варианты. В мануале написано, что для Dp и Mp требуется переключение передач. Это изменение требуется для acme threading? Я включил изображение того, что я имею в виду. Если это правда, мне понадобится шестерня m1 157 зубьев. Кто-нибудь делает такие?
сасанифаб
Зарегистрировано
- #2
Я использовал стандартное переключение передач, т.е. tbi….поскольку таким образом измеряется acme резьба. Это неправильно?
Illinoyance
H-M Supporter — золотой член
- #3
Диаметральный шаг и модуль предназначены для нарезания червяков. Используйте стандартную настройку потоков. Резьба Acme имеет внутренний угол 29*. Метрическая трапециевидная резьба имеет угол прилегания 30*. Acme указывается в нитях на дюйм. Метрическая определяется шагом в мм.
dmacritchie
Зарегистрировано
- #4
Доброе утро. Я не хочу захватывать эту тему, но я пытаюсь понять трапецеидальную резьбу, так как у меня изношена гайка поперечного скольжения, есть ли такая вещь, как метрическая трапецеидальная резьба, спасибо за любую помощь