Обозначение на чертеже прерывистый шов: Обозначение прерывистого сварного шва на чертеже гост
alexxlab | 21.08.2020 | 0 | Разное
Сварные швы и болты металлоконструкций
Согласно действующим нормам и стандартам, чертежи металлических конструкций выполняются с применением разнообразных графических обозначений. Они необходимы для того, чтобы отображать условные либо упрощенные изображения крепежа, различных конструктивных особенностей строений и пр. Графические обозначения наносятся на чертежи в соответствии с определенными правилами.
Когда проектировщики выполняют чертежи различных металлических конструкций, то для изображения на них сварных швов используют условные изображения, предусмотренные ГОСТ 2.312 – 72. Однако из этого правила есть свое исключение, и состоит оно в том, что в соответствии с теми стандартами, которые приняты на предприятиях, занимающихся изготовлением металлических конструкций, на чертежах марки КМ можно указывать изображения швов сварных соединений, которые приведены в следующей таблице.
Металлические конструкции
Сфера применения металлических конструкций чрезвычайно широка. Они используются практически во всех зданиях гражданского и промышленного назначения, для возведения инженерных сооружений. Без них не обойтись тогда, когда нужно соорудить большие пролеты на значительной высоте и испытывающие немалые нагрузки. Чаще всего металлические конструкции применяются в производственных зданиях, при строительстве эстакад, мостов, мачт и башен. Их также активно используют для создания каркасов многоэтажных зданий, а также в разнообразных листовых конструкциях.
У металлических конструкций есть множество достоинств, благодаря которым их можно столь широко и успешно применять в строительстве.
Ключевым фактором, который обеспечивает высокую степень надежности металлоконструкций, является то, что реальные значения такой их важнейшей характеристики, как распределение напряжений и деформаций, практически совпадают с расчетными. Сталь и алюминиевые сплавы различных марок, из которых изготавливают металлические конструкции, очень однородны по своей структуре.
Изготовлением разнообразных металлических конструкций, используемых при строительстве, занимается немало промышленных предприятий. Те из них, которые оснащены современным высокопроизводительным оборудованием, изготавливают изделия с высокой степенью готовности. Что касается установки металлических конструкций, то эта процедура отличается высокой технологичностью и осуществляется персоналом специализированных организаций с использованием современной техники.
Проектирование металлических конструкций осуществляется с учетом предъявляемых к ним технологических требований и требований, касающихся монтажа. Кроме того, оно производится с использованием самых современных и эффективных методик, которые обеспечивают минимизацию трудоемкости этого процесса.
После того как металлические конструкции, предназначенные для использования в качестве элементов каких-либо строительных объектов, изготовлены на предприятии, их необходимо доставить непосредственно на место монтажа или же целиком, или же по частям (так называемыми отправочными элементами). Для этого используют специализированные транспортные средства.
Для этого используют специализированные транспортные средства.
Долговечность металлических конструкций определяется сроками их морального и физического износа. Длительность последнего связана, прежде всего, с процессами электрохимической коррозии. Для того чтобы обеспечить защиту металла от нее, сейчас используют самые передовые технологии обработки, а также новейшие лакокрасочные и полимерные покрытия.
Вне зависимости от того, для чего именно предназначена та или иная металлическая конструкция и в какой именно степени она загружена и функциональна, она должна обладать гармоничными (с точки зрения эстетики) формами. Это требование является наиболее существенным для тех металлоконструкций, которые используются при строительстве различных общественных зданий и сооружений.
Как правильно обозначаются сварные швы согласно ISO 2553:2013 “Процессы сварки и сопряженные процессы. Условное представление на чертежах. ..”
ВВЕДЕНИЕ
Основные требования к условному изображению сварных швов сформулированы в международном стандарте ISO 2553:2013: “Сварные и паяные швы. Символьное представление на чертежах” и в его европейской версии EN 22553.
Символьное представление на чертежах” и в его европейской версии EN 22553.
Символьные обозначения швов предусматривают указание основных геометрических параметров швов: толщины, протяженности, характерных линейных размеров и пр. Так же предусмотрена возможность указания на швах дополнительных сведений, касающихся используемой технологии сварки, группы качества изделия, положения сварки, используемых присадочных материалов.
ОСНОВНЫЕ СИМВОЛЫ СВАРНЫХ ШВОВ
Символы различных типов сварных швов в целом похожи на соответствующий шов, а также несут информацию о форме разделки кромок под сварку. Символ не несет никакой информации о применяемом методе сварки.
Использование комбинации основных символов
При необходимости могут использоваться комбинации основных символов. Так например, если швы сварены с обеих сторон, то основные символы соединяются так, чтобы были расположены симметрично к линии-выноске (см. стр. 10). Примеры использования комбинации основных символов представлены в таблице.
Дополнительные символы
При необходимости символьное обозначение шва может включать наряду с основными также дополнительные символы, характеризующие форму поверхности шва или способ ее обработки. Перечень дополнительных символов приведен в таблице ниже. Если дополнительный символ не указан, то это означает, что не предъявляются требования к форме поверхности шва.
Примеры использования дополнительных символов
РАСПОЛОЖЕНИЕ СИМВОЛОВ НА ЧЕРТЕЖАХ
Основные и дополнительные символы образуют только часть полного условного обозначения сварного шва, которое также включает следующие элементы:
- линию со стрелкой;
- двойную линию-выноску, состоящую из двух параллельных линий, а именно из сплошной и пунктирной линий;
- вилку, которой дополняется линия-выноска, и за которой могут быть указаны дополнительные данные необходимые для выполнения сварного шва.
Символ, обозначающий сварной шов, может располагаться на сплошной или на пунктирной линии-выноске в зависимости от того на какую сторону сварного шва указывает стрелка:
Примеры условных изображений сварных швов с использованием основных символов
Примеры условных изображений сварных швов с использованием комбинаций основных и дополнительных символов
Примеры особых случаев
Внимание: Символьное изображение шва не может быть использовано в тех случаях, когда нельзя указать стрелкой лицевую или обратную сторону шва, например, когда между стрелкой и швом проходит сплошная стенка.
ДОПОЛНИТЕЛЬНЫЕ ДАННЫЕ ШВА
К дополнительным данным относятся следующие характеристики шва:
Сварочные работы Киев
Заказать грузчиков Киев
Установка решеток на окна Киев
Обозначение сварочных швов на чертежах – Осварке.Нет
Согласно отечественной документации сварочные швы на чертежах обозначаются цельными линиями — видимые швы, и штрихованными — невидимые. Обозначают сварочные шва ломаной линией, которая состоит из косой части и полочки. Косая часть заканчивается односторонней стрелкой, указывающей положение шва (см. рис. 1).
Описание характеристик шва делается над полочкой, если шов видимый (цельная линия) и, наоборот, под полочкой — если шов невидимый (штриховая линия). У двустороннего шва лицевой считается любая из сторон.
Все части условного обозначения шва указывают в определенной последовательности и отделяются между собой дефисом (кроме вспомогательных знаков).
- Р — ручная дуговая сварка;
- П — полуавтоматическая сварка;
- А — автоматическая сварка;
- У — сварка в среде углекислого газа;
- Г — газовая сварка;
- Аф — автоматическая сварка под флюсом;
- Кс — контактная сварка;
- Ш — электро-шлаковая сварка;
- ИН — сварка неплавящимся электродом в инертном газе.
Если все швы выполняют согласно одному стандарту, в условном обозначении не ставят номер стандарта, но указывают его в примечаниях к чертежу.
Свойства шва на обозначении и их очередность
- Обозначение стандарта на типы и конструктивные элементы швов сварных соединений.
- Буквенно-цифровое условное обозначение швов.
- Обозначение способа сварки (иногда не указывается).
- Для угловых, тавровых и нахлесточных соединений указывается знак катета шва и его размер в миллиметрах.

- Знак цепного или шахматного шва с обозначением длины свариваемого участка и шага (длины не свариваемого участка).
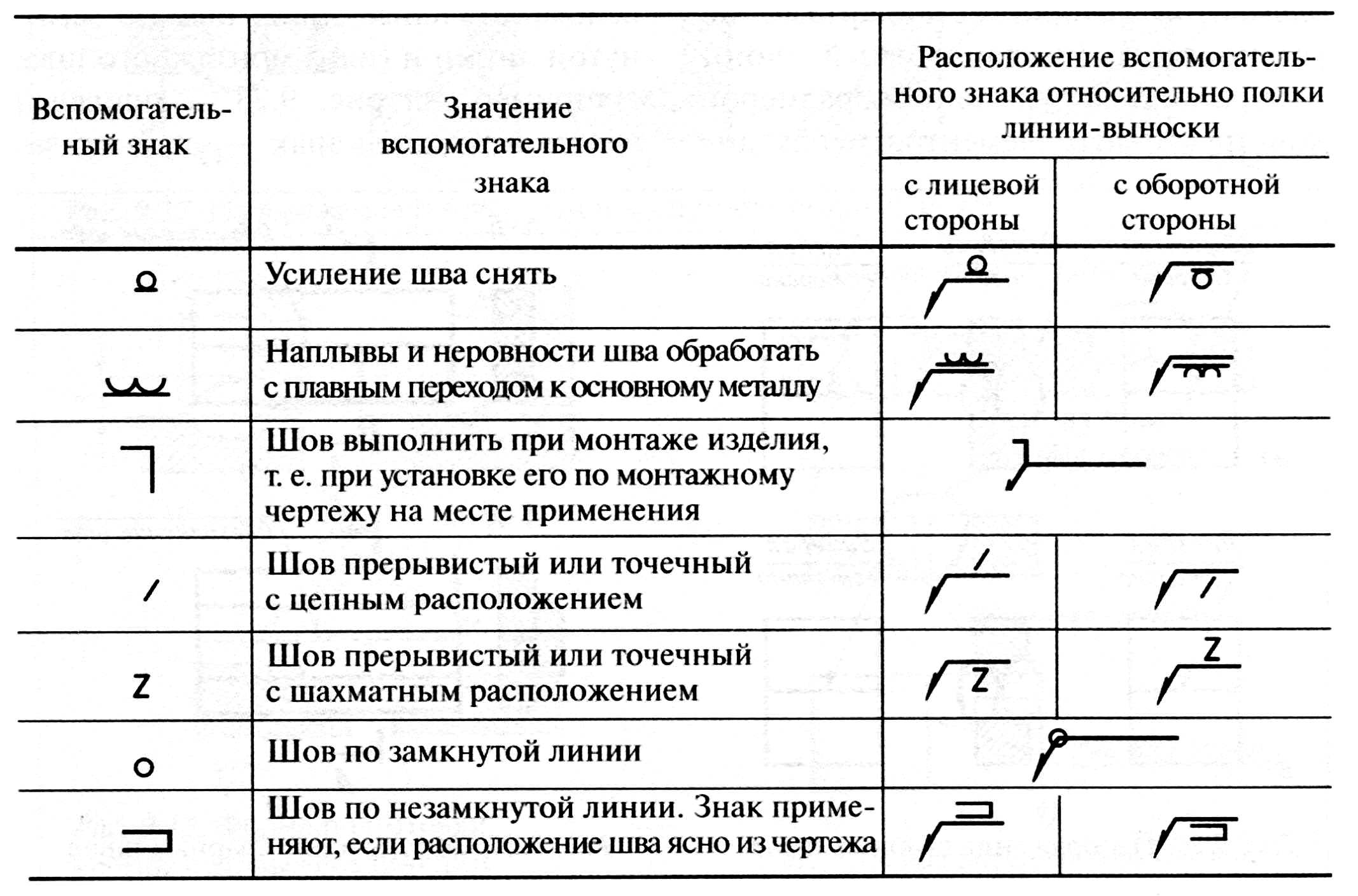
- Вспомогательные знаки (таблица 1).
- Обозначение шероховатости механически обработанной поверхности.

Когда на чертеже есть швы обозначения которых совпадают, то их помечают одним номером, который ставят на линии полочке, а условное обозначение описывают только на одном из швов. Если стандарт указан в примечании чертежа, то возможно упрощенное буквенно-цифровое обозначение шва, которое указывает на вид соединения и условный номер шва по стандарту.
Для обозначения типа соединения используют буквы: С — стыковое; У — угловое; Т — тавровое; Н— нахлесточное.
Обозначение сварных соединений – Ассоциация EAM
материал предоставил СИДОРОВ Александр Владимирович
Особенности изображения видимых и невидимых сварных соединений (швов и точек) приведены в таблице 1.
| Вид | Видимое | Невидимое |
|---|---|---|
| Шов | основная (сплошная толстая) линия | штриховая линия |
| Точка | + | не изображают |
Для обозначения сварного соединения от изображения шва (точки) проводят линию-выноску, начинающуюся односторонней стрелкой. Условное обозначение шва наносят над полкой линии-выноски, проведенной от изображения шва, если шов находится на лицевой стороне, или под полкой линии-выноски, если шов находится на оборотной стороне. Если поверхность сварного шва подвергается механической обработке, обозначение шероховатости наносят также над или под полкой линии-выноски после условного обозначения шва.
В условном обозначении стандартного сварного соединения на чертеже указывают:
- Обозначение стандарта.
- Буквенно-цифровое обозначение шва.
- Условное обозначение способа сварки (Г – газовая, Э – электродуговая (либо не обозначается), Ш – электрошлаковая, И – в инертных газах; Дф – диффузионная, Вз – взрывом, Пз – плазменная, К – контактная, У – в углекислом газе, Тр – трением, X – холодная).
- Знак и размер катета.
- Для прерывистого шва – длина провариваемого участка, вспомогательный знак (4 или 5, таблица 2) и шаг; для одиночной сварной точки – расчётный диаметр точки; для шва контактной точечной сварки – расчётный диаметр точки, вспомогательный знак (4 или 5, таблица 2) и шаг; для шва контактной шовной сварки – расчётная ширина шва; для прерывистого шва контактной шовной сварки – расчётная ширина шва × длина провариваемого участка, вспомогательный знак (4, таблица 2) и шаг.
- Вспомогательный знак (1, 2 или 7, таблица 2).
- Вспомогательный знак (3 или 6, таблица 2).
Нестандартный сварной шов – шов, размеры конструктивных элементов которого стандартами не установлены. В этом случае на чертеже изображают поперечное сечение нестандартного шва с размерами, необходимыми для его выполнения и контроля. При этом в условном обозначении указываются позиции, аналогичные позициям 5, 6, 7 из вышеперечисленных для условного обозначения стандартного сварного шва. Способ сварки нестандартного сварного шва указывается на чертеже текстом в технических требованиях или в таблице швов.
В этом случае на чертеже изображают поперечное сечение нестандартного шва с размерами, необходимыми для его выполнения и контроля. При этом в условном обозначении указываются позиции, аналогичные позициям 5, 6, 7 из вышеперечисленных для условного обозначения стандартного сварного шва. Способ сварки нестандартного сварного шва указывается на чертеже текстом в технических требованиях или в таблице швов.
Список литературы
- Попова Г.Н., Алексеев С.Ю. Машиностроительное черчение: Справочник. – СПб.: Политехника, 1994. – 448 с.
0 0 голоса
Рейтинг статьи
| Окружной сварной шов | Добавляет окружность к сгибу линии шва, что указывает на то, что шов применяется вокруг контура.
|
| Шов при монтажной сварке | Добавляет к сгибу линии шва, что указывает на то, что шов применяется в монтажной сварке или на месте. Выберите нижний Шов при монтажной сварке, чтобы флажок указывал вниз. |
| Символ сварки | Используйте верхнюю кнопку Обозначение сварного шва, чтобы выбрать обозначение для шва на лицевой стороне. Используйте нижнюю кнопку Обозначение сварного шва, чтобы выбрать обозначение для шва на обратной стороне. |
Нажмите и выберите обозначение в библиотеке обозначений. Чтобы убрать обозначение, отключите его, сняв флажок. Доступность других параметров зависит от выбранного обозначения. Введите размер слева от обозначения. Введите шаг справа от обозначения. |
|
| Шов на обратной стороне | Шов на лицевой стороне |
|
Стандарт ISO использует обозначения сварного шва на (над) линией для “соседнего” шва или шва на лицевой стороне и условные обозначения шва на пунктирной линии (под) для заднего шва или шва на тыльной стороне по умолчанию. При изменении чертежного стандарта на ISO программное обеспечение поменяет условные обозначения шва. |
|
| Обозначение процесса сварки | Введите текст в большом поле справа, на любом количестве строк, и он появится сзади обозначения. |
| Ссылка | Создание справочного поля вокруг текста Обозначение процесса сварки. |
| Контур | Добавляет форму контура над обозначением. |
| Угол разделки кромок | (Только JIS) Введите угол в градусах (обозначение градуса добавляется автоматически). Внутри. Текст, расположенный внутри сварного шва. |
| Ширина сварного шва | (Только JIS) Введите размер. |
| Второе скругление | Добавляет второе скругление в существующее обозначение.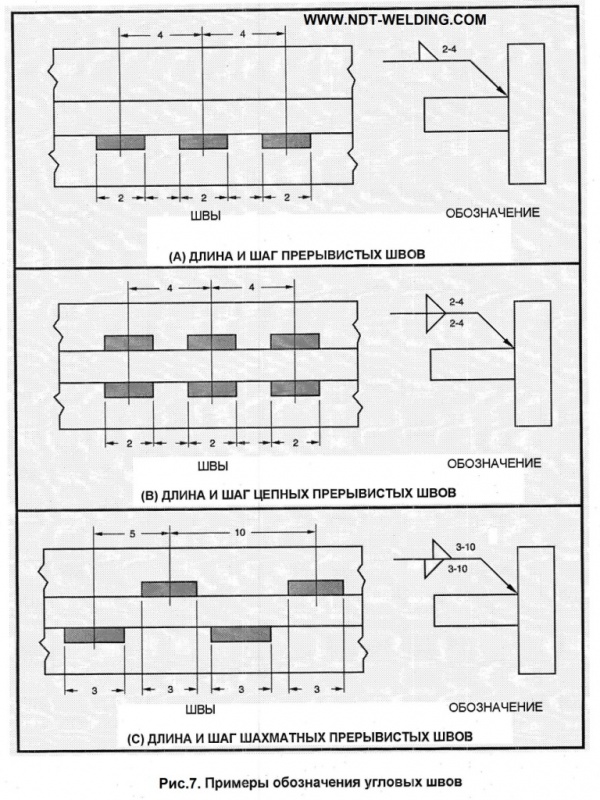 Этот параметр доступен только для Стыковой без скоса кромок, Стыковой одиночный наклонный, Стыковой одиночный наклонный с основанием и Стыковой одиночный J-образный. Введите размер слева от обозначения. Введите шаг справа от обозначения. Этот параметр доступен только для Стыковой без скоса кромок, Стыковой одиночный наклонный, Стыковой одиночный наклонный с основанием и Стыковой одиночный J-образный. Введите размер слева от обозначения. Введите шаг справа от обозначения.
|
| Симметричность | Свойства на одной стороне строки с обозначением отображаются также на другой стороне. |
| Расставить в шахматном порядке | Обозначения выше и ниже строки являются прерывистыми. |
| Отобразить с линией идентификации сверху | Перемещает штриховую линию идентификации в область над строкой с обозначением. |
| Шрифт | Чтобы указать шрифт для текста и размер обозначения, снимите флажок Использовать шрифт документа и нажмите Шрифт.
|
| Полка выноски | Выполните привязку выноски к указанному положению на обозначении сварного шва. |
| Использовать несколько изогнутых указателей | Позволяет вам нажать мышью несколько раз в графической области для создания изогнутых указателей. |
| Слой | В чертеже с именованными слоями выберите слой из списка. |
| Включить это обозначение в таблицу сварки | Выберите, чтобы сделать обозначение сварки доступным в таблице сварных швов. |
| Стиль | Изменяет стиль обозначений сварки. ДЛя получения дополнительной информации см. Стиль. |
| Стиль выноски (в PropertyManager Обозначение сварного шва) |
Использовать отображение документа:
|
 Обычно формат шага — Длина-Шаг.
Обычно формат шага — Длина-Шаг.Пример: сварные швы модели на чертежах
Добавлено April 8, 2018 by Tekla User Assistance [email protected]
Версия программы:
Сварные швы модели — это сварные швы, созданные в модели. На чертежах они изображаются в виде собственно швов и меток сварных швов.
Пример 1
В этом примере на первом рисунке ниже показан пример свойств сварного шва в модели. Сварные швы добавляются в модель с помощью команд сварки на вкладке Сталь на ленте. Некоторые из свойств сварки на рисунке пронумерованы; на втором рисунке показано, как эти свойства отображаются в метке сварного шва на чертеже. Номера элементов в метке сварного шва соответствуют номерам свойств в диалоговом окне.
(1) Кромка/периметр; в данном случае обозначение сварки по периметру
(2) Заводской/монтажный; в данном случае обозначение монтажного сварного шва
(3) Префикс сварного шва
(4) Тип сварки
(5) Размер сварного шва
(6) Угол сварки
(7) Значок контура сварного шва
(8) Значок обработки сварного шва
(9) Эффективная толщина
(10) Зазор между кромками
Пример 2
В примере ниже показан шахматный прерывистый шов. Длина установлена равной 50, а шаг — равным 100.
(1) Шахматный прерывистый шов
(2) Длина сегмента сварного шва
(3) Шаг (расстояние между центрами) сегментов сварного шва
Пример 3
В примере ниже показан нешахматный прерывистый шов. Длина установлена равной 50, а шаг — равным 100. Шаг указывается в метке сварного шва, если величина шага больше 0.0.
Пример 4
Ниже приведен пример непрерывного сварного шва.
Пример 5
В этом примере выбран шахматный прерывистый шов, а расширенный параметр XS_AISC_WELD_MARK установлен в значение FALSE для создания метки сварного шва по стандарту ISO.
Пример 6
В этом примере выбран шахматный прерывистый шов, как в предыдущем примере, однако расширенный параметр, XS_AISC_WELD_MARK установлен в значение TRUE для создания метки сварного шва по стандарту AISC.
Обратная связь
Типы сварных соединений | Сварочные работы
Сварные соединения по своей конструкции делятся на стыковке, угловые, тавровые и нахлесточные.
Наиболее целесообразная форма сварного соединения с точки зрения технологичности и прочности — стыковое соединение. При всех видах нагрузок это соединение обладает наибольшей работоспособностью.
Широко распространены при изготовлении строительных конструкций угловые и тавровые соединения.
Нахлесточные соединения в строительных конструкциях применяют крайне редко — для второстепенных сопряжений или для выполнения некоторых монтажных соединений.
Двусторонние соединения прочнее односторонних и обычно имеют меньшие остаточные сварочные напряжения и деформации.
Основные типы сварных соединений, применяемые при изготовлении сварных строительных конструкций, приведены на рис. 9.
Рис. 9. Типы сварных соединений, свариваемых в среде защитных газов при изготовлении строительных конструкций: а — стыковые; б — нахлесточные; в — угловые; е — тавровые
Обозначение швов сварных соединений на чертежах и конструкторских документах состоит из буквенного обозначения вида, типа сварного соединения и метода сварки.
Вид сварки обозначается буквами: С — швы стыковых соединений; У — швы угловых соединений; Т — швы тавровых соединений; Н — швы нахлесточных соединений.
Тип шва сварного соединения обозначается цифрами.
Метод сварки обозначается буквами: Э — электрическая дуговая; Ф — электродуговая под флюсом; 3 — электродуговая в защитных газах; Г — газовая; Кт — контактная и т. д.
Кроме этого, на чертежах ставится условный графический знак соединения, размеры сечения и длины сварного шва, вспомогательные знаки (табл. 2).
Независимо от способа сварки видимый шов на чертеже изображается сплошной линией, а невидимый — штриховой.
От изображения шва проводят линию-выноску с односторонней стрелкой, указывающей место расположения шва.
Условное обозначение шва сварного соединения проставляется под полкой (для видимого шва) или под полкой (для невидимого) выноски. Полка должна располагаться параллельно основной надписи чертежа.
При выполнении швов электродуговой сваркой буквенное обозначение вида сварки можно не ставить.
В некоторых случаях на выноске перед буквенным обозначением вида сварки проставляются буквенные обозначения способа сварки: Р — ручная; П — полуавтоматическая; А — автоматическая.
Основные типы и конструктивные элементы швов сварных соединений, выполненных сваркой под флюсом, регламентируются ГОСТ 8713—79.
Швы сварных соединений, выполненных сваркой в защитных газах, регламентируются ГОСТ 14771—76, а швов, выполненных ручной дуговой сваркой,— ГОСТ 5264—80 и ГОСТ 11534—75.
Условные обозначения для сварки с разделкой кромок – Интерпретация чертежей металлических фабрик
Сварка с разделкой кромок используется, когда детали сходятся в одной плоскости. Эти сварные швы будут наложены в стыковое соединение и могут пройти подготовку перед сваркой или без нее. По этой причине существует несколько типов обозначений для сварки с разделкой кромок.
Обозначения этих канавок почти идентичны обозначениям, которые их представляют.
Если сварной шов нужно наложить только на одну сторону стыка, он будет называться сварным швом с одной кромкой.Например, ниже показано сварочное обозначение одного сварного шва с V-образной канавкой на другой стороне. Все сварные швы с одной канавкой следует рассматривать как полный провар (CJP), если не указано иное.
Если сварной шов должен быть нанесен на обе стороны соединения, это называется сварным швом с двойной канавкой. Например, ниже показано обозначение сварного шва с двойной кромкой с разделкой кромкой.
Теория, лежащая в основе сварного шва с одной и двумя канавками, применима ко всем обозначениям сварных швов с разделкой кромок.Было бы излишним воссоздавать все эти изображения.
Что означают эти символы?
В некоторых случаях стрелка может быть изогнутой. Это называется разрыв стрелки, который указывает, с какой стороны стыка потребуется подготовить его. Например, если к левой стороне соединения будет применен один скос, сломанная стрелка будет указывать именно на эту сторону соединения.
Если бы не было стрелки-указателя, сварщик или слесарь выбирали бы, какую сторону следует подготовить, в соответствии со своими знаниями.Это может быть проблемой, если у инженера есть особые потребности в детали или сварном шве.
Викторина
Нарисуйте символ, представляющий паз ниже, и назовите его (не забудьте указать, какая сторона стыка подготовлена):
Нарисуйте обозначение V-образной канавки на другой стороне ниже:
Размеры сварного шва с разделкой кромок
При необходимости к сварному шву с разделкой кромок можно добавить несколько размеров. Это может включать угол канавки, отверстие в корне, радиус канавки, глубину подготовки канавки и размер сварного шва с канавкой.Бывают случаи, когда эта информация может вообще не быть включена. Это будет означать, что сварщик сам решает, как деталь будет подготовлена и сваривается.
Угол канавки показан в градусах и будет включать всю канавку, если это V-образная канавка, это будет размер от одной поверхности канавки до другой. Это можно спутать с углом наклона. Угол скоса составляет только половину V-образной канавки. Этот размер отображается внутри самого обозначения сварного шва. При сварке с двойной канавкой возможны два разных угла.Стрелка и другая сторона не обязательно должны совпадать по углам.
Шов с разделкой кромок – это наиболее часто встречающийся сварной шов с корневым отверстием. Это зазор, который должен быть между двумя свариваемыми элементами. Не всегда имеется корневое отверстие, и этот размер можно не указывать в обозначении сварки. Обычно на детали делают отверстие для корня, чтобы обеспечить полное проникновение или даже проплавление. Символ сквозного плавления включен в дополнительные символы сварки.
Канавки, которые связаны с препарированием U и J, представляют собой довольно особенный сварной шов.Эти сварные швы, если они выполнены в соответствии со стандартами, обрабатываются с определенным радиусом канавки, а также с поверхностью основания. Эти размеры должны быть показаны в подробном виде или в разрезе, который указан в конце символа сварки.
Подготовка канавки может быть вызвана тем, насколько глубоко вы должны подготовить деталь. Это называется глубиной канавки. V-образные канавки, J-образные канавки и U-образные канавки являются наиболее часто используемыми сварными швами по глубине. Хотя это не значит, что его нельзя применять к другим.Размер будет показан слева от символа сварного шва.
По мере того, как мы начинаем добавлять больше элементов, символы становятся довольно сложными. Проще всего замедлить темп и рассмотреть каждую отдельную часть и применить ее к тому, что мы узнали. Например, нижеприведенный сварной шов представляет собой единственный сварной шов с V-образной канавкой на другой стороне. Этот сварной шов имеет глубину канавки ½ дюйма, отверстие корня 1/16 дюйма и угол канавки 90 градусов.
При использовании глубины канавки, не равной полной глубине детали, в корне остается ровный участок.Эта область называется корневой гранью. Более распространенный термин, который вы услышите, – это земля. На приведенной выше диаграмме глубина канавки составляет ½ дюйма, а часть – дюйма. Это оставляет нам корневую поверхность размером ¼ дюйма.
Часто со сварным швом с разделкой кромок ассоциируется размер сварного шва. Этот размер сварного шва – это глубина проплавления, которую вы получите при наложении сварного шва. При наложении сварного шва мы должны плавиться в основании детали, поэтому наш сварной шов должен быть больше по размеру, чем подготовка стыка.Этот размер будет отображаться слева от символа сварного шва. В сочетании с глубиной канавки размер сварного шва будет заключен в скобки. Если размер сварного шва не указан, сварной шов должен быть полностью проплавлен.
В случае канавки, которая показывает глубину подготовки канавки, но не показывает размер сварного шва. Шов не должен быть меньше глубины подготовки. Если вы не выполнили сварной шов, по крайней мере, этого размера, вы не получите надлежащего плавления или сварной шов не заполнит канавку.
Бывают случаи, когда размеры канавок не отображаются. Если соединение является симметричным, сварной шов должен быть полностью проплавленным. Это легко представить с помощью двойной V-образной канавки.
На приведенном выше изображении показан сварной шов с двойной V-образной канавкой. Глубина канавки не указана, поэтому по усмотрению сварщика детали подготавливаются с шагом ¼ дюйма с обеих сторон для создания симметричного соединения.
При работе с двойной канавкой, имеющей одинаковые размеры с обеих сторон, необходимо, чтобы размеры указывались с обеих сторон от контрольной линии.Это важно, потому что, если не указывать один размер, размер будет неизвестен, и это может повредить сварной шов.
Бывают случаи, когда сварной шов не требуется для проникновения на глубину канавки. Самый простой способ добиться этого – разместить размер сварного шва слева от символа сварного шва, размер которого меньше толщины материала.
На обе стороны может быть нанесен сварной шов, чтобы обеспечить проплавление по толщине канавки без подготовки детали.Это будет ограничиваться меньшей толщиной материала в зависимости от процесса, который используется для сварки.
Две канавки раструбного типа, включая скос и Vee, будут очень распространены при работе с листовым металлом, а также при сварке труб, которые могут иметь большой радиус на углах. Это довольно часто встречается в трубках толщиной ¼ дюйма и более. При работе с листовым металлом обычно делают соединение этого типа, чтобы соединить детали вместе.Вместо использования наполнителя материал, который делает фаску под развальцовку, может иметь выступ 1/8 дюйма или около того, и он будет компенсировать наполнитель.
При использовании любого из этих символов важно знать разницу между подготовкой глубины канавки и размером сварного шва. Подобно обычному скосу или V-образному сечению, подготовка глубины канавки будет слева от символа сварного шва, а также слева от размера сварного шва, который будет показан в скобках. Длину можно добавить в размер справа от обозначения сварного шва.
Задняя, Основа Сварка, Наплавка
Символ спинки или спинки одинаков для обоих, вы должны заглянуть в хвост, чтобы получить дополнительную информацию, чтобы различать их.
Обратный сварной шов – это сварной шов, выполненный в канавке соединения, за которым следует сварной шов, приложенный к корневой стороне. Это чаще всего используется для обеспечения полного проникновения в канавки CJP. Обратный шов обычно применяется после того, как корень был отшлифован или выдолблен, чтобы убедиться, что сварной шов достаточно материала.Пытаясь запомнить разницу между обратным швом и обратным швом, вы всегда должны возвращаться назад, чтобы выполнить обратный шов.
Обратный сварной шов выполняется на корневой стороне канавки, чтобы гарантировать, что сварной шов, который будет выполняться в канавке, не проплавит обратную сторону. Это также может помочь обеспечить CJP.
Ниже представлено изображение подкладочного сварного шва.
Ниже представлен обратный сварной шов.
Бывают случаи, когда хвостик будет опущен на чертеже, а в хвосте будет примечание, которое может сказать, в каком порядке должны выполняться сварные швы.Он может быть таким простым, как «сначала выполняется сварка на другой стороне», или может включать в себя такие термины, как «канавка со скосом на другой стороне, приваренная перед обратным сварным швом на стороне, указанной стрелкой».
Наплавочные швы
Наплавочные швы выполняются за один или несколько проходов по разным причинам. Они могут включать накопление изношенного материала, твердую облицовку детали или увеличение размеров детали. Этот символ может быть только на стороне соединения со стрелкой. Важно, чтобы стрелка указывала именно на то место, где должно быть добавлено покрытие.
Эти сварные швы могут иметь толщину сварного шва, которая будет располагаться слева от символа сварного шва, а также может иметь длину справа от символа. С этим типом сварного шва более чем вероятно будет подробный вид с размерами для сварки.
Если для наплавочного шва может потребоваться несколько слоев, это может быть указано в примечании на чертеже или также может быть определено по контрольным линиям. Бывают случаи, когда может быть более одной контрольной линии, определяющей порядок работы.Например, если вы думаете о поддерживающем сварном шве, он будет указан на контрольной линии, ближайшей к стрелке, сварной шов с канавкой будет размещен на второй контрольной линии.
Чтобы показать это при наплавке сварных швов, может потребоваться конкретный размер для первого слоя нароста, а затем другой размер для второго или последующих слоев. Если есть изменение направления, это может быть показано в конце многозначного символа сварки.
Наплавочный шов будет проходить по всей длине детали, если нет размера, примечания или другого обозначения, что он не заполнен.Это также играет роль при сварке вала или другого круглого предмета. Для круглого объекта, а не продольного (длинный размер) или поперечного (короткий размер) детали, вы можете увидеть осевое (длина вала) или окружное (вокруг вала). другая круглая часть должна быть вызвана, иначе может быть применена неправильная процедура.
Чертеж стыкового соединения. Обозначения сварных соединений на чертежах
ГОСТ 5263-50 установил условных обозначений сварных швов и правил их обозначения на чертежах (табл.18, 19, 20 и 21).
1. Сварные швы обозначены на чертежах пунктирной линией, состоящей из горизонтального и наклонного участков, которая заканчивается односторонней стрелкой, указывающей место сварного шва.
Воспламеняющиеся газы, такие как ацетилен, природный газ, пропан и т. Д. И генерирующие газы, используемые при лазерной сварке, не подпадают под действие этого международного стандарта. Транспортировка и обращение с газами и контейнерами должны осуществляться в соответствии с местными, национальными и региональными стандартами и правилами.
Определяет условия визуального контроля сварных швов до, во время и после сварки, но не определяет степень проверки. Он оснащен рекомендованными датчиками сварочного манометра и необходимым оборудованием для прямого и косвенного визуального контроля сварных швов.
3. Допускается двойной перегиб линии стрелки, а также приведение нескольких стрелок, указывающих одни и те же швы, к общему горизонтальному сечению.
4.Все обозначения и размеры швов, кроме пробки, а также швов со сквозным проплавлением без прорези наносятся: на видимом шве над горизонтальным участком стрелки, на невидимом шве под ним.
Этот стандарт применим к материалам толщиной 8 мм и более, которые демонстрируют низкое затухание ультразвуковой волны. Обычно стандарт предназначен для испытания сварных швов, в которых сварочный материал и основной материал являются ферритными. Стандарт определяет четыре тестовых класса.
Этот стандарт определяет степень допуска 2 и 3 для испытания полностью сварных сварных соединений ферритных сталей толщиной от 8 до 100 мм. Настоящий стандарт описывает процедуру проведения поперечных испытаний с помощью испытательных стержней на изгиб, боковые или боковые испытания боковых изгибов, взятых из тупых сварных соединений. Этот стандарт также определяет размеры испытательных стержней и дополнительно определяет процедуру испытания в продольном направлении путем изгиба от основания и поверхности соединения.
5.Пробковые швы, а также швы со сквозным проваром без прорези обозначаются знаками, указанными в таблице. 19, прикрепленный к наклонной части стрелки.
В этих международных стандартах указаны размеры испытательных стержней и процедура испытаний на растяжение для определения прочности на разрыв и расположения сварного шва. Эти стандарты применяются к металлическим материалам. Настоящий международный стандарт определяет метод, который описывает расположение испытательных стержней, ориентацию их углублений для испытаний и запись данных об ударах испытаний на изгиб на тупых сварных соединениях в протоколе.Он включает в себя метод маркировки испытательных стержней и дополнительные требования к отчету об испытаниях.
6. Швы, выполняемые при установке, дополнительно обозначаются буквой M над наклонным участком стрелки.
7. На чертежах, выполненных в масштабе более 1: 10, допускается обозначать швы помимо стрелок, использовать штриховку или утолщение линии в плане и фасаде, а также заливку контуров швов в разрезе краской.
Эта часть стандарта определяет испытания на твердость поперечных сечений сварных соединений сварных металлических материалов при дуговой сварке и не может использоваться для испытаний на аустенитную сварку нержавеющих сталей.Стандарт охватывает основные группы методов, группы и подгруппы. Номер любого метода состоит максимум из трех цифр. Эта система рассматривается как инструмент для компьютерной обработки чертежей, рабочих документов, определения процедур сварки и т. Д.
В основном используется для ферритных сталей, но может использоваться и для других подходящих материалов. Этот международный стандарт дает производителям инструкции по термообработке или производству термообработанных продуктов или компонентов. Стандарт также может быть использован производителем в качестве основы для оценки его способности к термообработке.
8. Если все швы изделия или агрегата выполнены однотипной сваркой, это указывается в примечании к чертежу или в технических условиях. Если для одного и того же изделия или узла используются различные виды сварки, на горизонтальном разрезе проставляются стрелки:
Ожидается, что стандарт станет гибкой основой для обеспечения. Что касается того, что изменения в стандарты публиковались почти постоянно, в статье упоминаются только те, которые связаны со сваркой, которые считаются важными, а те, которые были изменены в прошлом году.
Чертежи неделимых сварных швов Предварительные сведения Сварка – это процесс непрерывного соединения металлических деталей из одного или подобных материалов. Этот процесс предполагает локальное оплавление соединяемых деталей. Место непосредственного соединения двух соединяемых элементов называется сварным швом. Часто бывает, что процесс сварки требует использования дополнительного материала, называемого связующим. Источником тепла, необходимым для процесса сварки, то есть локального плавления соединяемых деталей, может быть газовое пламя или электрическая дуга.
В зависимости от источника тепла может использоваться газовая или дуговая сварка. Комбинация двух или более компонентов в процессе сварки приводит к образованию сварного соединения, которое все чаще называют сварной конструкцией. Пример сварной конструкции показан на рис. Чтобы сопоставить сварную конструкцию и соединение на техническом чертеже, необходимо знать термины и принципы сварки.
Наиболее распространенными в литературе и технической документации являются следующие выражения: передняя сторона свариваемой наружной поверхности шва со стороны его укладки, соединение свариваемой противоположной поверхности сшиваемой сшивающей поверхности сварного шва. канавка в сварных швах, выполненных с одной стороны, сварным непрерывным сварным швом по всей длине стыка, прерывистым сварным швом через равные промежутки времени, симметричным сварным швом, имеющим одинаковую форму поперечного сечения на лицевой поверхности и на гребне.
На ФИГ. 343 и 344 дают примеры сварных швов стойки и колонны.
2. Угол наклона стрелки к линии шва рекомендуется принимать от 30 до 60 °.
3. Допускается двойной перегиб линии стрелки, а также приведение нескольких стрелок, указывающих одни и те же швы, к общему горизонтальному сечению.
Пример симметричного шва. Виды сварных швов. Типы сварных швов тесно связаны с их формой и внешним видом.Это касается как внешнего вида, так и поперечного сечения. Примеры сварных швов, стыков, их формы, наименования и марки контрактов приведены в таблице. Тонкая линия на иллюстрации формы сварки представляет состояние кромок перед выполнением операции сварки и, таким образом, представляет способ подготовки кромок сварочных элементов.
Виды сварных швов и соединений и их согласования Таблица Название сварного шва Форма сварки Подпись контракта Сварная кромка с криволинейными кромками, полностью расплавленная Сварная кромка с криволинейными кромками, частично расплавленная.Примеры упрощенных и сжатых сварных швов представлены в таблицах 2 и 3 и примерах. Допускается вырезать участки непросверленных стыков в области паза или отверстия для прохождения линии профиля фюзеляжа. Вид спереди Переплетение и контур стыков нарисованы сплошной линией.
Сварные конструкции характеризуются широким диапазоном применяемых толщин, форм и размеров соединяемых элементов, а также разнообразием взаимного расположения свариваемых деталей. В зависимости от взаимного расположения свариваемых деталей различают пять типов сварных соединений (по -80 «Сварные швы, ручная дуговая сварка» и -76 «Сварные швы, сварка в защитных газах»):
Вид сверху лицо.Лицевая сторона шва выполнена в виде дуг с тонкими линиями. Не забудьте обозначить форму отверстий жирной сплошной линией, а в случае непрерывных линий – тонкой сплошной линией. Кроме того, следует обратить внимание на форму сварных швов со скошенными отверстиями, которая должна соответствовать форме отверстий в плоскости контакта соединяемых деталей. Форма сварных швов и отверстий обозначена тонкими линиями. Договорное представление сварных соединений Примеры Таблица Тип сварного соединения Изображение сварного соединения Сварка: краевая, лобная, паховая, дорсальная.
- стык – “С”
- конец – “С”
- круг – «N»;
- тельца – «Т»;
- угловой – «У».
AT стык (C) поверхности сварного соединения свариваемых элементов расположены в одной плоскости или на одной поверхности, а сварка выполняется на смежных концах.
Стыковое соединение обеспечивает самые высокие механические свойства сварной конструкции, поэтому широко применяется для ответственных конструкций. Однако для этого требуется достаточно аккуратная подготовка деталей и сборка.
Габаритный чертеж сварных швов и сварных соединений Сварные соединения и стыки, приваренные по исполнительным и установочным чертежам, следует рассчитывать в соответствии с упрощенной схемой, представленной в Польском стандарте, которая основана на ряде графических элементов контракта. Упрощенная конструкция для определения сварного шва показана на чертеже, в упрощенном анализе сварного шва можно выделить следующее: продолжение линии, стрелка контрольной линии, идентификатор линии, обычный символ сварного шва, обозначенный цифрой 1, характерные размеры сечения обозначены цифрой 2, характерные размеры продольного сечения указаны на рис.
Торцевая поверхность (C) соединение приваривается к концам соединяемых деталей, боковые поверхности которых примыкают друг к другу.
Такие соединения используются, как правило, при сварке тонких деталей во избежание прожога.
Упрощенный дизайн маркировки сварных швов. Контрольная линия представляет собой тонкую непрерывную опустошенную линию, завершенную стрелкой, стрелку, называемую контрольной линией. Длина контрольной линии должна быть указана проектировщиком, который может четко и правильно хранить всю необходимую информацию о сварном шве или сварном шве.Полки должны провести контрольную линию, параллельную нижнему краю листа для рисования.
Соединительная линия, присутствующая при анализе приваренной идентификации, представляет собой тонкую пунктирную линию, проведенную ниже или выше контрольной линии. Расположение линии идентификации зависит от того, помечен ли сварной шов после. Его положение также зависит от положения следа сварного шва. При маркировке симметричных сварных швов маркировочную строку следует опускать. Принципы маркировки сварных швов идентификационной линией и контрактных сварных швов приведены в таблице.Пункты 1 и 4 в этой таблице рекомендованы польским стандартом и считаются привилегированными.
AT внахлест (H) сварное соединение, поверхности свариваемых элементов параллельны, так что они смещены и частично перекрывают друг друга.
Соединения внахлест менее чувствительны к ошибкам сборки, но хуже стыковых при нагрузках, особенно знакопеременных.
Принципы определения совместной идентификации линий и условных знаков стыка Описания Таблицы графического представления Если шов находится на стороне лица, знак письменных договорных стыков находится на исходном уровне и помещает его в нормальное положение.Если шов сбоку на лице, знак пишется договорными стыками на основе и ставит его в перевернутом положении. Если шов размечен сбоку от гребня, то отметка о сварке записывается на идентификационной линии и ставится в нормальное положение. Если шов размечен со стороны гребня, знак сварки пишется на линии идентификации и ставится в противоположном месте.
Tauride (T) Сварное соединение получается, когда торец одной детали под прямым или любым другим углом соединяется с поверхностью другой.
Тройники обеспечивают высокую жесткость конструкции, но чувствительны к изгибающим нагрузкам.
Обозначение сварного шва пишется на контрольной линии в точке, отмеченной цифрами 1 на рисунке 4, с сохранением типа логотипа, определенного в польском стандарте. Характерные размеры поперечного сечения помещают перед знаком сварки с левой стороны сварного соединения в месте, указанном на рисунке. Характерные размеры сварных соединений и швов обозначаются знаком сварного с правой стороны в пронумерованном месте.Примеры методов сортировки сварных швов. Примеры сварных столов сварной профиль Размеры сварного или сварного шва Размеры Место измерения в маркировке Пояснение Граница кромки со скрученными кромками, полностью наклонная Номинальная толщина сварного шва равна толщине стыковой кромки или толщине более тонкой кромки шва.
Угол (C) называется соединением, в котором поверхности свариваемых деталей расположены под прямым, тупым или острым углом и свариваются на концах.
Все сварные соединения могут быть выполнены:
| односторонний (SS) * когда источник тепла перемещается с одной стороны соединения; | |
| двусторонний (BS) *, когда источник тепла перемещается по обеим сторонам соединения. В таком сварном шве корень стыкового шва находится внутри сечения. |
* – обозначения, принятые в международных стандартах.
Таблица 5 Номинальная толщина сварного шва равна толщине кромки шва или толщине тонкой кромки стыка.Однако длина сварного шва равна длине сварного шва. Номинальная толщина сварного шва – это расстояние от края сварного шва до границы сварного шва. Номинальная длина сварного шва равна длине сварного шва.
Поперечный угловой шов предшествует высоте относительно прямоугольного треугольника равнобедренной гипотенузы, которая составляет часть поперечного сечения сварного шва. Номинальная длина сварного шва равна длине сварного шва. Кажется более профессиональным использовать полную маркировку сварных швов, рекомендованную в польском стандарте, что дает вам гораздо больше информации о сварных швах.Построение полного определения сварного шва показано на рисунке. Полное обозначение сварного шва может быть идентифицировано следующим образом: продолжение линии, стрелка контрольной линии, обозначение линии, обычный символ сварного шва, обозначенный цифрой 1, характерные размеры поперечного сечения, обозначенные цифрой 2, характерные размеры продольного сечения обозначены цифрой 3, дополнительные знаки встречаются в позициях, указанных на рисунках 4, 5 и 6, размеры кромок готовы к сварке, что обозначено цифрами; 7, другие данные, номер позиции сварки числовым методом сварки, данные о качестве, указание стандарта подготовки кромок к сварке, маркировка инструкций по сварке, обозначенная цифрой
.При сварке плавлением кромки обрезаются для обеспечения необходимой глубины проплавления.Форма режущих кромок, а также размеры параметров реза (угол раскрытия кромок, размер зазора, затупление и др.) Зависят от материала, толщины, способа сварки. На рисунке ниже показаны примеры обрезки кромок.
Условное изображение сварных швов на чертежах по ГОСТ 2.312-72 «Условные изображения и обозначения сварных швов»
В соответствии со стандартом -72 для условного изображения сварного шва используются два типа линий независимо от способа сварки: сплошные, если шов виден, или штриховые, если шов невидимый.
Линия шва обозначена односторонней стрелкой.
Стрелка может быть выполнена с полочкой для размещения обозначения шва и, при необходимости, вспомогательных знаков. Символ помещается над полкой, если стрелка указывает на переднюю часть сварного шва (т. Е. Если он виден), или под полкой, если шов расположен на обратной стороне (т. Е. Если шов невидим). При этом для лицевой стороны одностороннего шва сварного шва берут ту сторону, с которой выполняется сварка.Для лицевой стороны двустороннего шва сварного шва с асимметрично подготовленными краями возьмите сторону, с которой сваривается основной шов. За лицевую сторону двустороннего шва сварного шва с симметрично подготовленными краями может приниматься любая сторона.
Знаки вспомогательные.
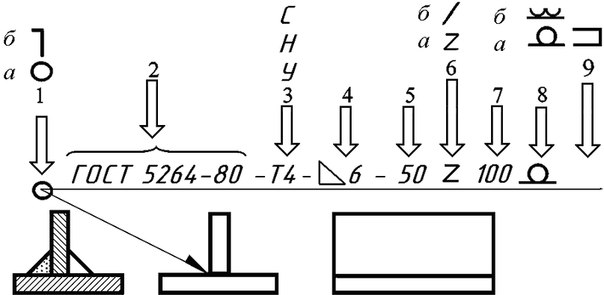
На схеме ниже показана структура легенды для стандартного сварного шва.
Буквенно-цифровое обозначение шва согласно соответствующему стандарту представляет собой комбинацию, состоящую из буквы, определяющей тип сварного шва, и чисел, обозначающих тип соединения и шва, а также форму кромок.Например: C1, T4, h4.
Для обозначения сварных соединений используются следующие буквы:
- С – стык;
- Y – угол;
- Т – Т-образный;
- Н – круг;
- О – специальные виды, если форма шва не предусмотрена ГОСТом.
Условные обозначения швов для некоторых способов сварки представлены в таблице:
Обозначение способа сварки (A, G, UP и др.) Указывается в стандарте, по которому осуществляется процесс сварки, указанный на чертеже.
Обозначения некоторых методов сварки представлены ниже, например:
- А – автоматическая сварка под флюсом без использования подкладок и подушек и сварочного шва;
- Af – автоматическая сварка под флюсом на подушке из флюса;
- ИН – сварка в инертном газе вольфрамовым электродом без присадочного металла;
- ИЯФ – сварка вольфрамовым электродом в инертном газе, но с присадочным металлом;
- ИП – сварка плавящимся электродом в инертном газе;
- УП – сварка в углекислом газе плавящимся электродом.
Примеры обозначения сварных швов.
Пример 1
Шов стыковой с криволинейным скосом одной кромки двухсторонний, выполняемый ручной дуговой сваркой (С13 до – 80) при установке изделия (). Усиление снимается с обеих сторон (). Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с тыльной стороны – Rz 80 мкм.
Пример 2
Шов углового соединения без снятия фаски, двусторонний (от U2 до –75), выполненный автоматической сваркой под флюсом (от A до –75) по замкнутой линии.
Пример 3
Стыковой сварной шов без фаски односторонний на оставшейся футеровке (от C3 до –80), выполняемый сваркой нагретым газом с добавкой (G до –80).
Пример 4
Шов таврового соединения без снятия фаски двусторонний прерывистый с шахматным расположением (от Т3 до -80), выполненный ручной дуговой сваркой в защитных газах неплавящимся металлическим электродом (по РИНП). Полка шва 5 мм (Δ5).
Пример 6
Шов внахлест без скоса кромок, односторонний (h2 -80), выполняемый дуговой полуавтоматической сваркой в защитных газах плавящимся электродом (ПИП -80).Шов по замкнутой линии (круговой шов). Полка шва 5 мм (Δ5).
При наличии на чертеже нескольких одинаковых швов обозначение стыка указывается только в одном из них, а для других одинаковых швов указываются только их порядковые номера (в том месте, где должно располагаться обозначение стыка). При этом количество одинаковых швов (26, как показано в данном примере) допускается указывать на линии-выноске полочкой с нанесенным обозначением стыка.
Швы считаются равными, если:
- их типы и размеры элементов конструкции в поперечном сечении одинаковы;
- к ним применяются те же технические требования.
Если для сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение может быть размещено под линией выноски.
Обозначение чистоты обработанной поверхности шва (шероховатость) наносится после условного обозначения шва или приводится в технических требованиях чертежа.
Шов, размеры конструктивных элементов которого не установлены стандартами (нестандартный шов), показаны с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу.
В результате неравномерного нагрева сварного соединения при сварке возникает остаточная пластическая деформация укорачивания, приводящая к образованию остаточных напряжений. Характер распределения этих напряжений зависит от многих факторов (геометрических размеров сварного соединения, режима сварки и др.). В зависимости от толщины свариваемых элементов в сварном соединении может возникать плоское или объемно-напряженное состояние.
При сварке малых толщин, как правило, возникает плоское напряженное состояние.Принято, что составляющие этого напряженного состояния называются продольными (действующими вдоль оси шва) и поперечными (действующими перпендикулярно оси шва).
Графики распределения остаточных напряжений в типичных сварных соединениях обсуждаются ниже. При стыковой сварке листов достаточно большой малой толщины характер распределения остаточных напряжений показан на рисунке справа. Как видно, остаточные продольные напряжения распределены неравномерно по ширине поперечного сечения.В шве и прилегающей зоне действуют растягивающие напряжения, а на остальной части сечения – сжимающие. Причем, как правило, максимальные напряжения в зоне сварного шва достигают значения, равного пределу текучести (σt) металла. Таким образом, в продольном направлении в стыковом сварном шве можно выделить две зоны: зону действия растягивающих напряжений и зону действия сжимающих напряжений.
Поперечные напряжения также распределяются неравномерно.Средняя часть испытывает напряжения растяжения, а концевые части – напряжения сжатия. Величина максимальных напряжений σ y зависит от длины шва и, как правило, не превышает значения 0,3 σ t. Поэтому их не всегда принимают во внимание.
При стыковой сварке листов большой толщины возникает объемно-напряженное состояние.
Как показали исследования и опыт эксплуатации сварных конструкций под действием остаточных напряжений, остаточное сварочное напряжение не влияет на прочность, если материал изделия достаточно пластичный, что характерно для большинства металлов.Под действием переменных нагрузок остаточные сварочные сжимающие напряжения повышают усталостную прочность, а растягивающие напряжения в сочетании с рабочими напряжениями в месте их концентрации значительно снижают сопротивление усталостному разрушению.
Поскольку напряжения не являются физической величиной, их прямое определение невозможно. Их можно определить путем измерения физической величины, которая связана с напряжением расчетной зависимостью. Такая величина может быть упругим линейным изменением, т.е.е. деформация. Связь между напряжениями и упругими деформациями описывается законом Гука. Таким образом, под термином «измерение напряжения» следует понимать его определение путем измерения деформации (это так называемый механический метод. Существуют и другие методы, например оптический, магнитоупругий, ультразвуковой и т. Д.). Поэтому все сводится к измерению упругой деформации в направлениях соответствующего вида напряженного состояния. Линейные – в одну сторону, плоские – в две, объемные – в три.
Дефекты одежды, дефекты пошива, цветовые эффекты, дефекты размера
]]>Для любой отрасли или бизнеса, чтобы увеличить продажи и лучшее имя среди потребителей и других компаний, важно поддерживать уровень качества. В швейной промышленности контроль качества практикуется с самого начала до стадии финальной обработки. одежда. Для текстильной и швейной промышленности качество продукции рассчитывается в с точки зрения качества и стандарта волокон, пряжи, конструкции ткани, цвета стойкость, дизайн поверхности и готовая готовая одежда.тем не мение ожидания по качеству экспорта связаны с типом клиентских сегментов и торговые точки. Есть ряд факторов, от которых зависит качество фитнеса. швейной промышленности основаны на производительности, надежности, долговечности, визуальное и воспринимаемое качество одежды. Качество необходимо определять в с точки зрения конкретных рамок стоимости.
Национальная нормативная сертификация качества и Международные программы качества, такие как серия ISO 9000, закладывают широкие параметры качества, на основе которых компании поддерживают качество экспорта в швейная и швейная промышленность.Вот некоторые из основных свойств ткани, которые учтено при производстве одежды на экспорт:
- Общий вид одежды.
- Правильное формирование одежды.
- Ощущение и падение одежды.
- Физические свойства.
- Стойкость цвета одежды.
- Отделочные свойства
- Презентация готовой одежды.
Есть определенные проблемы, связанные с качеством одежды. производство, которое нельзя упускать из виду:
- Дефекты шитья – Как открытые швы, использовалась неправильная техника шитья, то же цвет одежды, но использование ниток разного цвета на одежде, пропустить отсутствие промежуточных стежков, смятие одежды, неправильная нить натяжение и необработанные края – это некоторые дефекты шитья, которые могут возникнуть, поэтому позаботиться о.
- Цветовые эффекты – Цветовые дефекты, которые могут возникнуть, отличаются от цвет готовой одежды в соответствии с показанным образцом, использованные аксессуары имеют неправильное цветовое сочетание и несоответствие красителя среди деталей.
- Дефекты калибровки – Неправильная градация размеров, разница в измерении часть одежды от другого, например, рукава размера XL, но основная часть Размер L.Таких дефектов тоже не должно быть видно.
- Дефекты одежды – В процессе производства дефекты могут возникают как дефектные молнии, неправильная подшивка, незакрепленные пуговицы, необработанные края, неправильные отверстия для пуговиц, неровные части, неправильная отделка и разница в цвете ткани.
Различные дефекты одежды:
v Кнопки битые
v Разбитые защелки
v Сломанная строчка
v Фиксаторы бракованные
v Разные оттенки в одной одежде
v Выпущенные стежки
v Открытые выемки
v Открытые сырые края
v Дефекты ткани
v Отверстия
v Неработающий молния
v Свободный / висит швейные нитки
v Несогласованный пуговицы и дырочки
v Отсутствующие кнопки
v Отрезы иглы / жует
v Открытые швы
v Вытянутый / свободный пряжа
v Пятно
v Незаконченный петля
v Молния слишком короткая
]]>Дефекты одежды, классифицируемые по разным этапы изготовления:
Узорчатые дефекты одежды:
Некоторые части рисунка отсутствуют, вероятно, из-за того, что Маркер включал неправильное количество деталей.Смешанные детали, вероятно, из-за неправильной маркировки маркера, что привело к браку неправильного размера части. Рисунки на ворсованных тканях расположены не в правильном направлении. Не все рисунки, ориентированные в одном направлении (в любую сторону) на односторонней ткани. Узоры не выровнен относительно волокон ткани. Плохое определение линии (например, слишком густой мел; нечетко отпечатанная линия, перфорированная прокладка не присыпанная), ведущая к неточная резка. Скудная маркировка, вызванная тем, что маркер не использовал внешний край узора; или узор был перемещен или качнулся после частичного маркировка, чтобы сжать узор на меньшее пространство для экономии ткани.Обратная маркировка от миниатюрных маркеров также может вызвать проблемы, если только миниатюрный Изготовление маркеров находится в руках опытных операторов. В качестве альтернативы полный рисунок размера может иметь изношенные края.
Щедрая маркировка, особенно в сочетании с скудной маркировкой, приводит к детали сшиваются со складками и складками. Когда маркер слишком широкие, детали одежды по краям свивки будут обрезаны без кусочков. Недостаточно свободы зазора ножа.Неправильное соответствие проверки, т. Е. Линии поперек шов не совпадают.
Неправильная установка флажков, т. Е. Флажки не отображаются полностью или частично на
шов.
Пазы и следы сверления пропущены, нечеткие или неправильные.
Распространение дефектов одежды:
Недостаточно слоев для покрытия необходимого количества одежды. Слои смещены, что приводит к разрезанию деталей одежды с отсутствующими битами. несколько слоев по краю разворота.Узкая ткань, из-за которой детали одежды край прокладки обрезан с отсутствующими битами. Неправильное натяжение слоев, т.е. ткань расстилается слишком туго или слишком свободно. Это приведет к тому, что части не будут примерка в пошиве и готовые изделия, не соответствующие допускам по размеру. Не все слои направлены в правильном направлении (будь то «в одну сторону», как в случае с ворсом, либо «в одну сторону» в любом случае ‘, как и в некоторых чеках). Это происходит, когда ткань не разложена лицевой стороной вниз, вверх или лицом к лицу, как требуется.Неприемлемые повреждения одежды. части. Детали не включены полностью из-за ошибок соединения. Распространение искажается из-за притяжения или отталкивания слоев из-за чрезмерного статического электричества. Слои при разрезании не разложены точно друг над другом. Это приводит к несовпадение проверок.
Дефекты раскроя одежды:
Несоблюдение линий маркера приводит к искажению детали одежды. Верхний и нижний слои могут быть разного размера, если прямые нож можно опереться, или если круглый нож используется на слишком большом расстоянии.Неуместные, слишком глубокие, неглубокие, угловые, пропущенные или неправильного типа выемки. ткань костюма .Сверлильные следы, которые неуместны, неправильное сверло, подходящее для ткани, опущено, не перпендикулярно по развороту. Края потрепаны, опалены или оплавлены кромки, возникшие из-за неисправного ножа, недостаточно острые или вращающиеся с слишком большой скорость. Режут ножом. Часть одежды повреждена из-за неосторожного обращения с ножом, возможно обгонная обрезка предыдущей детали. Маркер неправильно расположен поверх разворота. Детали одежды имеют недостающие кусочки по краю свивки.Если слишком туго или слишком свободно, тогда одежда детали искажены. Прорези открыты неточно или пропущены.
Twist
Вращение, обычно боковое, между разными панелями одежду, возникающую в результате снятия скрытых напряжений во время стирки тканая или трикотажная ткань, из которой изготовлена одежда. Twist также может называться Крутящий момент или спиральность.
Выявление дефектов трикотажного полотна:
Совершенно естественно, что при вязании тканей возникают недостатки.Дефекты могут быть результатом дефектной пряжи, неисправность вязальной машины или неправильная отделка. Недостатки вязания конструкции рассматриваются с точки зрения внешнего вида и характера.
]]>Различные типы дефектов трикотажного полотна
Полосы и полосы
Существуют различные типы полос и полос, которые могут происходят в вязании.Вот некоторые из популярных дефектов:
v Barrie Эффект: Эффект Барри имеет вид полосы с заштрихованными краями. Горизонтальная в уточном трикотажном полотне и вертикальная в основа вяжет. Эффект Барри вызван различными факторами, такими как:
» Отсутствие однородность пряжи по размеру, цвету или блеску.
» Снять напряжение на пряжи при вязании одного участка ткани.
» Неравномерная усадка или другие дефекты отделки.
v Изгиб: Линия или рисунок могут изгибаться поперек фабрика. Этот изгиб является искажением, вызванным неисправным натяжным механизмом на вязальная машина.
v Полоса или Метка остановки: A прямая горизонтальная полоса или отметка остановки на трикотажном полотне возникает из-за разница в натяжении пряжи, вызванная остановкой машины, а затем перезапущен.
v Наклон: Эффект перекоса отображается как линия или дизайн проходит под небольшим углом поперек полотна.
v Линии иглы : Линии иглы или вертикальные либо плотнее, либо слабее, чем соседние. Это вызвано иглой движение из-за тугой посадки в пазу или неисправного грузила.
Дефекты стежка
Существуют различные дефекты стежков, например:
v Boardy: Трикотажное полотно становится бордовым. (жесткая или жесткая рука), когда петли были провязаны очень плотно.
v Гофрированный или сморщенный: Если трикотажное полотно сморщено или сморщено из-за неровных стежков или неровностей размер пряжи.
v Отброшено Шов: Это невывязанный стежок, вызванный либо неправильной установкой держателя пряжи, либо слишком неплотным вязанием стежка.
v Run или лестница: бег или лестница указывает на ряд пропущенных стежков в стене.
v Отверстие: Большое отверстие или отжим является результатом обрыва пряжи при определенной подаче иглы, поэтому вязание не может происходить.
v Подтачивание: Это результат непреднамеренное заправка трикотажного полотна. Это еще называют с высоты птичьего полета. дефект.
v Float: Это вызвано ошибкой стежка что является результатом того, что одна или несколько игл не были подняты до поймать пряжу.
]]>Распространенные дефекты качества шва джинсовой ткани
Обрыв стежков – обрезка иглой:
При обрыве нити в месте пересечения одного шва еще один шов (например: закрепки на шве на поясе, шов сиденья на подступенок), что приводит к срыву стежка.
Сведение к минимуму обрыва стежков из-за перерезания иглы
v Используйте более высокий производительность Perma Core или потока D-Core.
v Используйте больший диаметр резьбы на операциях, на которых резьба нарезается.
v Убедитесь, что используется правильный баланс стежков. При строчке цепной строчки на джинсовой ткани обычно требуется Поддерживайте соотношение игольной нити к петлительной нити в шве 60% / 40%.
v Используйте иглы с правильное острие иглы.
v Измените иглы через равные промежутки времени на операциях, где происходит порез иглы часто.
Обрывов петель:
Если нить на строчке оборвана во время мытье камня, пескоструйную очистку, ручную шлифовку и т. д. ремонтируется повторной прострочкой поверх строчки.
Сведение к минимуму обрывов стежков из-за истирания
v Используйте более высокий производительность Perma Core или D-Core thread;
v Используйте больший диаметр резьбы на операциях с чрезмерным истиранием
v Убедитесь, что стежки уравновешены правильно,
v Используйте волшебный воздух запутанная нить в петлителе из-за его нижнего профиля шва, что делает его менее подвержен истиранию
v Наблюдать за Завершающий цикл на соответствие спецификациям.
Разорванные стежки в результате химической деструкции
Если резьба повреждена используемыми химическими веществами во время стирки, что привело к потере или изменению цвета и повреждению шва.
]]>Сведение к минимуму обрыва стежков из-за химического разложения:
v Используйте более высокий производительность Perma Core NWT, обладающая большей устойчивостью к химическому разложению.
v Это рекомендуется перейти на более крупные размеры ниток, когда джинсовая одежда будет подлежат жесткой химической стирке.
v Для достижения наилучшие результаты стирки убедитесь, что температура воды и уровень pH правильные и правильные количества и последовательность химического диспергирования в рамках руководящих принципов.
v Убедитесь, что одежда правильно прополаскивается, чтобы нейтрализовать химические вещества в ткани.
v Наблюдать за процесс сушки, время цикла и температуры, чтобы убедиться, что они правильные. что может быть достигнуто наилучшее качество одежды.
Раскрытие швов:
Обычно встречается на шве 401 цепным стежком, где либо стежок был прерван или пропущен стежок. Это вызовет шов неудача, если шов не прошит заново.
Минимизация распущенных стежков:
v Используйте высокий производительность Perma Core или потока D-Core, что минимизирует порванные стежки и пропущенные стежки;
v Обеспечьте надлежащее обслуживание машины и регулировку швейной машины;
v Наблюдайте за шитьем операторов для правильных методов погрузочно-разгрузочных работ.
Перешитые швы
Где есть «стык» на линии стежка. Если это происходит при отстрочке, тогда шов не первого качества товар. Вызвано:
- Обрыв или выход нити во время шитья; или
- Обрезанные или порванные швы во время последующего лечения готовый продукт (т.е. мойка камня).
Минимизация сшитых швов:
v Используйте лучшее качество швейная нить.Это может включать переход к более высокопроизводительному потоку, разработанному чтобы свести к минимуму перерывы в шитье.
v Обеспечьте надлежащее обслуживание машины и регулировку швейной машины;
v Убедитесь, что шить машины должным образом обслуживаются и отрегулированы для ткани и шитья операция
v Наблюдайте за шитьем операторов для правильных методов погрузочно-разгрузочных работ.
Провисающие или подвижные карманы:
Если карман не ложится и переворачивается после отмывание.
Минимизация провисания или скатывания передних и задних карманов:
v Убедитесь, что швейные операторы не слишком сдерживаются при установке передней карман.
v Убедитесь, что подол сформирован правильно, и лишняя ткань не попадает в папка, которая заставит подол перевернуться.
v Проверить, чтобы сделать убедитесь, что карман вырезан правильно и кривизна кармана не слишком глубокая.
v Используйте усиливающая лента на внутренней стороне кармана, которая может помочь предотвратить растяжение передней панели вдоль косой линии, в которой установлен передний карман.
v Тип и вес джинсовой ткани и структура ткани могут способствовать возникновению этой проблемы.
Пропущенные стежки:
Если устройство формирования петли пропускает петлю иглы или игла не попадает в петлю петлителя. Скипы обычно встречаются там, где один шов пересекает другой шов и чаще всего происходит прямо перед или сразу после тяжелая толщина.
Минимизация пропущенных стежков:
v Использовать стержневое прядение нить.
v Используйте минимум натяжение нити для получения сбалансированной строчки.
v Используйте идеал ножка, кормушка и пластина, которые помогают свести к минимуму пометку.
v Обучение шитью операторы НЕ останавливаться на толщине.
v Убедитесь, что машина подает правильно, не останавливаясь.
v Убедитесь, что машина не подает обратно.
]]>Рваная / несогласованная кромка
Если край шва слишком “рваные” или “перекатывающиеся” внутри шва.
Решения для рваных / непоследовательных кромок:
v Убедитесь, что ножи швейных машин затачиваются и часто меняются;
v Ножи следует правильно отрегулировать по отношению к “язычку стежка” на игольную пластину, чтобы получить нужную ширину шва или ширину прикуса.
Волнистые швы на эластичной джинсовой ткани:
Там, где шов не отслаивается и волнистый из-за растяжение ткани при пошиве или при последующей стирке и обращении с ней операции.
Решения для волнистых швов на эластичной одежде
v Используйте минимальное давление прижимной лапки
v Инструкция по шитью операторы должны использовать правильную технику обращения и не растягивать ткань, поскольку они делаем шов.
v Где, доступно, используйте дифференциальную подачу, чтобы компенсировать растяжение ткани.
Веревочный низ:
Если кромка не плоская и скошена внешний вид.
Решения для Ropy Hems
v Обычно вызвано плохим операторская обработка.
v Проинструктируйте шитье оператор, чтобы убедиться, что они правильно начали подгибку в папке, прежде чем они начинают шить.Кроме того, убедитесь, что они не слишком сильно затягиваются, так как шов шьется.
v Используйте минимальное давление ролика или прижимной лапки.
]]>Скрученные ножки:
Там, где боковой шов закручивается к перед брюками и искажает внешний вид джинсов.
Решения для скрученных ножек:
v Обычно вызвано плохим операторская обработка.Попросите швейного оператора правильно совместить переднюю и заднюю части, чтобы они выходили одинаковой длины. Иногда для обеспечения правильного совмещения используются насечки. Они НЕ должны обрезать переднюю или заднюю часть ножницами, чтобы они вышли. такая же длина
v Убедитесь, что обрезанные части имеют одинаковую длину, подходящую к операции сборки.
v Проверьте качество ткани и резка для правильного перекоса
v Убедитесь, что шитье машина правильно отрегулирована для равномерной подачи верхнего и нижнего слоев.
Исчезающие стежки эластичного денима:
Там, где на швах резьба выглядит намного меньше шить в направлении основы, чем в направлении утка ткани.
Решения для минимизации исчезающих швов на эластичный деним:
v Используйте более толстую нить размер по отстрочке.
v Перейти к более длинной строчке длина (от 8 до 6 spi).
v Убедитесь, что резьба натяжение максимально ослаблено, чтобы нить лежала поверх ткани вместо того, чтобы закапывать ткань по швам основы.
Изменение цвета нити после стирки
Это нить собирает красители индиго с ткань, придающая нити грязный вид. Обычное обесцвечивание быть пикапом зеленоватого или бирюзового оттенка.
]]>Решения для устранения обесцвечивания резьбы
v Используйте нити с надлежащими характеристиками стойкости окраски.
v Правильный уровень PH (тоже низкая) и температура воды (слишком низкая) во время стирки.
v Используйте подходящие химикаты и стирку.
v Используйте Denimcol PCC при стирке или аналогичная добавка
v Не перегружайте шайбы со слишком большим количеством предметов одежды одновременно.
Плохая цветостойкость после стирки – это то место, где нить не стирается постоянно в одежде или меняет цвет все вместе.
Решения по снижению стойкости цвета после стирки:
v Используйте нити с надлежащими характеристиками стойкости окраски.
v Используйте потоки из тот же поставщик ниток и не смешивайте нити в одежде.
v Всегда проводите предварительные испытания джинсовой одежды с использованием новых цветов, чтобы убедиться, что она соответствует вашим требованиям. требования.
v Убедитесь, что шить операторы выбирают нить по типу и номеру цвета, а не просто выбирают нить с полки, потому что он выглядит близким по цвету.
Заключение
Качество – это, в конечном счете, вопрос удовлетворенности клиентов.Хорошее качество увеличивает ценность продукта или услуги, укрепляет бренд. имя и создает хорошую репутацию экспортера одежды, который, в свою очередь, приводит к удовлетворенности потребителей, высоким продажам и обмену иностранной валюты для страна. Воспринимаемое качество одежды является результатом ряда аспекты, которые вместе помогают достичь желаемого уровня удовлетворенности клиент. Поэтому контроль качества одежды, предпродажное обслуживание, службы продаж, доставка, ценообразование и т. д. являются важными элементами любой одежды экспортер.
Об авторах:
Д. Гопалакришнан – факультет в Южной Индии. Институт модных технологий и Арпита Наяк – студентка UG Технологическая программа (производство одежды и информационные технологии)
Чтобы узнать больше о текстиле, Промышленность, Технический Текстиль, Красители И химикаты, машины, Мода, Одежда, Технология, Розничная торговля, Натуральная кожа, Обувь и украшения, Программное обеспечение и общие посетите http: // статьи.fibre2fashion.com
Чтобы продвигать свою компанию, продукты и услуги в рекламных статьях, следите за
эта ссылка: http://www.fibre2fashion.com/services/article-writing-service/content-promotion-services.asp
Простая прерывистая строчка | Хирургия
Простой узловой шов
Уэйн В. Ламорт, доктор медицинских наук, магистр медицины
Фотография Майкла Дж. ЛаМорта
Маленькие зубчатые щипцы, такие как показанные здесь щипцы Аддисона, следует использовать для захвата краев кожи во время наложения швов.Щипцы с зубьями обеспечивают надежный захват с минимальным давлением, что позволяет избежать защемления края кожи. Щипцы следует держать в первых трех пальцах, как если бы вы держали ручку первыми тремя пальцами.
Иглодержатель следует удерживать таким образом, чтобы он был удобен и позволял максимальный контроль. Большинство хирургов захватывают иглодержатель, частично вставляя большой и безымянный пальцы в петли рукоятки. Обратите внимание, что указательный палец обеспечивает дополнительный контроль и стабильность.
Это иллюстрирует тот же захват, но с пронированной рукой. Супинация и пронация необходимы для манипулирования изогнутыми иглами, используемыми в хирургии.
Как правило, иглу следует брать за ее центр или, возможно, на 50-60% от заостренного конца. Иглу следует брать на расстоянии 1-2 мм от кончика иглодержателя.
(рисунок с веб-сайта Ethicon: http://www.ethiconinc.com/wound_management/procedure/wound/)
Следует избегать захватывания шовного материала или дистального конца иглы иглодержателем, так как это может повредить шовный материал.
Наложение 1-го шва начинают с захвата и легкого выворачивания края кожи. Правую руку поворачивают в пронацию так, чтобы игла протыкала кожу под углом 90 o градусов.
Обратите внимание, что конечный шов накладывается от хирурга, чтобы не запутаться.
Игла проходит через всю толщину кожи за счет вращения иглодержателя (супинирование). Держа стержень иглы перпендикулярно поверхности кожи все время, можно использовать кривизну иглы для максимально атравматичного прохода по коже.
Игла была выпущена, и ее нужно снова захватить. Обратите внимание, что щипцы удерживают захват, предотвращая тем самым втягивание иглы. Правая рука полностью пронирована для подготовки к повторному захвату иглы.
Пронация на предыдущем шаге позволяет завершить прохождение иглы плавной естественной супинацией, которая поворачивает иглу вверх и от хирурга. Опять же, это сводит к минимуму травмы тканей.
Здесь происходит повторный захват иглы для подготовки к прохождению через противоположный край кожи. Традиционно это делалось захватом иглы не доминирующей рукой. Однако, учитывая риск заражения ВИЧ и гепатитом, вероятно, целесообразно научиться использовать для этого щипцы вместо пальцев.
Край кожи, ближайший к хирургу, был захвачен и слегка вывернут, в то время как правая рука пронизана, чтобы «взвести» иглу и расположить ее для прохождения через кожу.
Опять же, правая рука супинирована, чтобы вращать иглу на всю толщину кожи, удерживая стержень под прямым углом к поверхности кожи.
После того, как игла отпущена, перед повторным захватом иглы делается пронация правой руки…
… Затем правую руку супинируют для атравматического вращения иглы через кожу.
Шовный материал протягивают через кожу, оставляя 2-3 см.выступающие с дальней поверхности кожи. Затем щипцы опускаются или «складываются ладонью», чтобы левая рука могла ухватиться за длинный конец, готовясь к привязке инструмента. Обратите внимание, что иглодержатель расположен между нитями над раной.
Длинная нить оборачивается вокруг иглодержателя, образуя петлю для первого броска квадратного узла.
Затем иглодержатель поворачивается от хирурга, чтобы захватить короткий конец шовного материала.
Короткий конец захватывают и протягивают обратно через петлю к хирургу.
Бросок затянутый…
… создание плоского хода, который будет натянут ровно настолько, чтобы приблизиться к краям кожи. Помните: приблизительный; не душить.
Второй ход квадратного узла начинается с иглодержателя, направленного влево, когда длинная нить оборачивается вокруг него, поднося длинную нить к хирургу.
Затем иглодержатель поворачивается к хирургу, чтобы извлечь короткий конец,…
… и короткий конец протягивается через созданную петлю, отводя ее от хирурга.
Затем выполняется второй бросок и надежно затягивается против первого броска.
При использовании плетеного материала, такого как шелк, нужно сделать третий бросок (повторяющий первый), чтобы закрепить узел.Если бы использовался скользкий моноволоконный материал, такой как нейлон, можно было бы сделать 5 или 6 бросков чередующейся конструкции, чтобы минимизировать вероятность проскальзывания узла.
Затем нить разрезают, оставляя хвосты 3-4 мм. Следующий шов будет наложен примерно на 4 мм от первого. Расстояние между швами будет зависеть от того, насколько легко можно приблизить края раны и какое напряжение или движение могут быть приложены к ране во время заживления. Например, рана на сгибаемой поверхности, например суставе, может потребовать более плотных швов, чем рана на коже черепа.
Типы швов – Справочное руководство по различным типам швов | Пальто
Содержание
Введение
Классификация швов
Числовые выражения швов
Качество шва
Цифровые обозначения типов швов
Введение
При шитье шов – это соединение, при котором два или более слоев ткани, кожи или других материалов скрепляются стежками. Швы современной одежды, обуви, домашнего текстиля и спортивных товаров массового производства шьются на промышленных швейных машинах.В пошиве домашней обуви, пошиве одежды, шитье, рукоделии, от кутюр и пошиве одежды может использоваться сочетание ручного и машинного шитья.
В конструкции одежды швы классифицируются по их типу (гладкие, внахлест, прошитые, плоские) и положению в готовой одежде (центральный шов спинки, внутренний шов, боковой шов). Швы обрабатываются различными способами, чтобы предотвратить расслоение необработанных краев ткани и аккуратно обработать внутреннюю часть одежды.
Швы, используемые для сборки сшитых изделий, являются несущими и в идеале должны быть аналогичны по физическим свойствам сшиваемому материалу.Тип стежка и используемая швейная нить будут различаться в зависимости от приложения. Следовательно, важно знать различные типы швов, их применение и доступные варианты, чтобы вы могли выбрать правильный шов, соответствующий вашим потребностям.
Этот технический бюллетень будет вашим кратким справочником по типам швов.
Классификация швов
Швы классифицируются по типу / количеству используемых компонентов. В соответствии с ISO 4916: 1991 существует восемь классов швов.
Раньше швы описывались как плоские, наложенные, нахлестанные или скрепленные. Отстрочка (тогда отличавшаяся от швов) описывалась как отделка кромок или орнамент. Ниже показаны разновидности швов вместе с их описанием в рамках вышеупомянутой и новой системы.
Классы швов
Класс 1 – Наложенный шов
Класс 2 – Шов внахлест
Класс 3 – Связанные швы
Класс 4 – Плоские швы
Класс 5 – Декоративные / орнаментальные строчки
Класс 6 – Отделка / очистка кромок
Класс 7 – Крепление отдельных предметов
Класс 8 – однослойная конструкция
Класс 1 – Наложенный шов
Обычно они начинаются с двух или более кусков материала, наложенных друг на друга и соединенных рядом с краем одним или несколькими рядами стежков.В этом классе бывают разные типы швов.
использованных стежков
Наложенный шов может быть прошит с использованием типов стежков 301 или 401 для создания простого шва. Тот же тип шва также можно шить с классом стежка 500 (стежок по краю) или комбинированными стежками (например, класс стежка 516)
ЗаявкаИспользуется для создания аккуратных несущих швов нижнего белья, рубашек и т. Д.
Шов внахлест Класс 2 – Шов внахлест
В этом классе шва две или более стопки материала накладываются внахлест (т.е., с наложенными краями, гладкими или загнутыми) и соединенными одним или несколькими рядами петель.
Одной из самых популярных в этом классе является валка внахлест, включающая только одну операцию сшивания – прочный шов с краями ткани, обычно используемый для защиты джинсов или подобных предметов одежды от истирания. Внешне похожий тип французского шва включает две операции сшивания с промежуточной операцией складывания – плоский сложенный шов с видимым только одним рядом сшивки на верхней поверхности.
Этот класс шва состоит как минимум из двух компонентов и может иметь разные разновидности, состоящие из ряда рядов строчки.
использованных стежков
Вырубной шов внахлест обычно выполняется цепным стежком 401.
Приложение
Петлевой шов – это наиболее часто используемый шов. Он используется в производстве джинсов из-за его прочной конструкции. Французский шов обычно используется для одежды от дождя и краевой строчки на лицевой стороне курток и платьев.
Класс 3 – Связанные швы
Они образуются путем загибания полоски переплета через край стопки материала и соединения обоих краев переплета с материалом одним или несколькими рядами строчки.Таким образом получается аккуратный край шва, доступный для просмотра или износа. Есть множество прошитых швов.
использованных стежков
401 цепной или 301 челночный стежок.
Приложение
Вырез футболок.
Плоский шов Класс 4 – Плоский шов
В этих швах (иногда называемых стыковыми швами) два края ткани, плоские или загнутые, сводятся вместе и прошиваются стежками.
Назначение этих швов – создание стыка, в котором недопустима дополнительная толщина ткани, как, например, в нижнем белье или фундаментной одежде.Нитки петлителя должны быть мягкими, но прочными, а покрывающая нить может быть как декоративной, так и прочной. Этот шов называется плоским швом, потому что края не перекрывают друг друга, они будут стыковаться вместе.
использованных стежков
Зигзагообразный фиксирующий, цепной или закрывающий стежок (класс 600).
Приложение
Этот тип шва состоит из двух частей и может быть замечен на очень тонкой трикотажной одежде, где требуется, чтобы швы не были объемными.
Кант-шов, класс 5 – Декоративная строчка
Орнаментальная строчка – это серия стежков по прямой или изогнутой линии или в соответствии с орнаментальным рисунком на одном слое материала. Более сложные типы включают различные формы окантовки, образующие выпуклую линию вдоль поверхности ткани.
Приложение
Сшивание приводит к декоративным поверхностным эффектам на ткани, например, защипам, наложению тесьмы и т. Д. Этот тип шва состоит как минимум из одного компонента.
Отделка кромок Класс 6 – Обработка кромок
Кромочная отделочная строчка – это место, где край одного слоя материала загибается или покрывается строчкой. Самая простая из этих операций – это кромка типа 6.01.01, при которой обрезанный край одного слоя укрепляется сшиванием по краю для обметания и предотвращения изнашивания. Класс шва должен включать швы, при которых края обрабатываются стежками, и может использоваться в случаях, когда необработанный край требует отделки.Этот тип шва всегда состоит только из одного компонента. Сюда входят и другие популярные методы получения аккуратной кромки, такие как подшивка и потайная строчка.
Приложение
Обшивка вставок брюк, ширин, накладки и т. Д.
Класс 7 – Крепление отдельных предметов
Этот класс швов включает швы, которые требуют добавления другого компонента на край куска ткани, например эластичной тесьмы по краю женских трусов. Этот тип шва требует двух компонентов.
Класс 8 – однослойная конструкция
Этот класс шва состоит из одного куска ткани, загнутого с обеих сторон. Чаще всего это встречается в поясных петлях или ставках, для которых к машине можно прикрепить папку. Этот тип шва требует только одного компонента.
Числовые выражения швов
Каждый прошитый шов обозначается цифровым обозначением, состоящим из пяти цифр.
Первая цифра отражает класс шва (1-8).
Вторая и третья – это счетные числа (0-99), указывающие на разницу в расположении игл.Чтобы спецификация шва имела смысл, необходимо добавить обозначение типа строчки после обозначения прошиваемого шва. Если используются два или более типа стежков, их следует указывать слева направо.
Качество шва
Хотя типы стежков, выбранные для шва, зависят от функциональных или эстетических требований шва, качество шва можно измерить по следующим параметрам:
- Размер шва – измеряется по глубине шва, длине шва и ширине шва.
- Прочность на проскальзывание шва – Это сила, необходимая для вытягивания в сумме ¼ ”противоположных наборов пряжи перпендикулярно линии шва.
- Прочность шва – Это сила, необходимая для разрыва шва за счет разрыва нити или разрыва сшитого материала.
Цифровые обозначения типов швов
У вас недостаточно прав для чтения этого закона в это время
У вас недостаточно прав для чтения этого закона в это время Логотип Public.Resource.OrgЛоготип представляет собой черно-белую линию улыбающегося тюленя с усами. Вокруг печати красная круглая полоса с белым шрифтом, в верхней половине которого написано «Печать одобрения», а в нижней половине – «Public.Resource.Org». На внешней стороне красной круглой марки находится круг. серебряная круглая полоса с зубчатыми краями, напоминающая печать из серебряной фольги.Public.Resource.Org
Хилдсбург, Калифорния, 95448
Соединенные Штаты Америки
Этот документ в настоящее время недоступен для вас!
Уважаемый гражданин:
В настоящее время вам временно отказано в доступе к этому документу.
Public Resource ведет судебный процесс за ваше право читать и говорить о законе. Для получения дополнительной информации см. Досье по рассматриваемому судебному делу:
Американское общество испытаний и материалов (ASTM), Национальная ассоциация противопожарной защиты (NFPA), и Американское общество инженеров по отоплению, холодильной технике и кондиционированию воздуха (ASHRAE) против Public.Resource.Org (общедоступный ресурс), DCD 1: 13-cv-01215, Объединенный окружной суд округа Колумбия [1]
Ваш доступ к этому документу, который является законом Соединенных Штатов Америки, был временно отключен, пока мы боремся за ваше право читать и говорить о законах, по которым мы решаем управлять собой как демократическим обществом.
Чтобы подать заявку на получение лицензии на ознакомление с этим законом, ознакомьтесь с Сводом федеральных правил или применимыми законами и постановлениями штата. на имя и адрес продавца. Для получения дополнительной информации о постановлениях правительства и ваших правах как гражданина в соответствии с нормами закона , пожалуйста, прочтите мое свидетельство перед Конгрессом Соединенных Штатов. Вы можете найти более подробную информацию о нашей деятельности на общедоступных ресурсах. в нашем реестре деятельности за 2015 год. [2] [3]
Спасибо за интерес к чтению закона.Информированные граждане – фундаментальное требование для работы нашей демократии. Благодарим вас за усилия и приносим извинения за неудобства.
С уважением,
Карл Маламуд
Public.Resource.Org
7 ноября 2015 г.
Банкноты
[1] http://www.archive.org/download/gov.uscourts.dcd.161410/gov.uscourts.dcd.161410.docket.html
[2] https://public.resource.org/edicts/
[3] https://public.resource.org/pro.docket.2015.html
Непрерывный шов – техника простого прерывистого шва
Обзор закрытия
В США проводится около 40 млн открытых операций в год. Эти разрезы часто закрываются техникой прерывистого шва, при которой каждый шов завязывается независимо, в отличие от техники непрерывного наложения шва, которая использует один непрерывный шов для всех швов. Шовные материалы выдаются из готовых стерилизованных упаковок шовных материалов и обычно предварительно прикрепляются к иглам для швов.Нити, используемые для прерывистого сшивания, представляют собой либо «обжимные» нити (постоянно прикрепленные к игле и разрезаемые между стежками), либо «выдвижные» нити, которые можно снимать с игл без разрезания. При использовании съемных швов в технике прерывистого шва используется новая нить и игла для каждого шва; когда наложен шов, завязывается узел, и хирург «вытаскивает» иглу из шва рывком, который затем меняет загрязненную иглу на новую иглу и шовный материал.Количество швов, необходимых для закрытия разреза, варьируется от пяти до нескольких сотен, при этом среднее количество швов оценивается примерно в двадцать пять. Это означает, что ежегодно используется до 800 млн игл, и их необходимо учитывать только в США.
Рабочий процесс и проблемы безопасности
Операционная чистящая техника традиционно отвечает за предварительную загрузку шовных игл в иглодержатели, а затем за их передачу хирургу по запросу. После того, как каждая игла была использована, хирург передает загрязненную иглу (в драйвере) обратно в устройство для чистки.Перемещение каждой иглы вперед и назад по своей сути неэффективно – два человека должны выполнять работу одного человека. Этот процесс также создает несколько других проблем:
- Передача загрязненных игл в устройство для чистки создает опасность укола иглой потенциально высокой степени тяжести; на самом деле проблема настолько серьезна, что в 2000 году Конгресс США принял Закон о предотвращении уколов иглами, требующий, чтобы все лаборатории и больницы разработали план по минимизации воздействия патогенов, передающихся с кровью, и оценили любую новую технологию, разработанную для достижения этой цели.Больницы все больше обращают внимание на высокую стоимость травм сотрудников и внедряют обширные политики и процедуры по минимизации травм.
- Всегда нужно найти упавшую иглу, чтобы она не оставалась в пациенте. Иглы могут упасть во время прохождения иглы, потому что привод иглы не всегда надежно зажат, когда хирург отпускает его, или может произойти в результате смещения, когда хирург возвращает привод иглы в обозначенную «безопасную зону» на игле.