Обозначение резьбы прямоугольной – Прямоугольная резьба: гост,обозначение на чертежах,правила нарезки
alexxlab | 04.07.2020 | 0 | Разное
Прямоугольная резьба: гост,обозначение на чертежах,правила нарезки
Резьба прямоугольная относится к классу кинематических резьб и используется для передачи движения. Преимуществом прямоугольной нарезки является ее высокий коэффициент полезного действия. Недостатками данного вида нарезания является низкая прочность и сложная технология изготовления.
Особенности резьбы
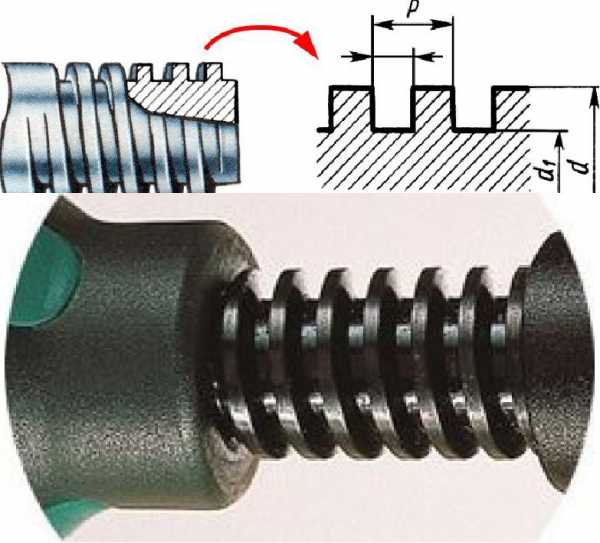
Прямоугольная резьба обладает нестандартным квадратным профилем, поэтому для нее не установлены стандартные параметры шага, диаметра, величины среза и хода. Глубина профиля данной разновидности нарезки равняется половине шага. Основные размеры резьбовых соединений с прямоугольным профилем определены в ГОСТ 9150-81.
Скачать ГОСТ 9150-2002
По методу образования выделяют левую и правую прямоугольные резьбы. Левая разновидность нарезки создана контуром, осуществляющим вращение против часовой стрелки. Контур перемещается вдоль оси, относительно наблюдателя. Правая резьба образована контуром, производящим вращательные движения по часовой стрелке. Движение производится вдоль оси по направлению от наблюдателя.
Прямоугольная резьба может быть однозаходной (нарезка произведена в виде 1 витка). В этом случае груз, размещенный на винтах резьбовых соединений, не сможет самостоятельно опуститься без влияния дополнительной силы трения. Это преимущество однозаходной нарезки обусловлено наличием свойства самоторможения. Также изготавливаются многозаходные резьбовые соединения, где нарезка осуществлена в виде 2-3 раздельных витков, расположенных на равной дистанции. Число заходов прямоугольной резьбы возможно измерить при помощи следующей формулы: Z = L/S, где S – размер шага и L – значение хода.
Прямоугольная резьба обладает множеством схожих особенностей с трапецеидальной ленточной разновидностью нарезки. Обе разновидности нарезания используются для превращения вращательного вида движения в поступательное, обладают свойством самоторможения и не имеют точных стандартов изготовления. Тем не менее прямоугольная резьба уступает трапецеидальной по показателям прочности и технологичности. Также ленточная резьба имеет более простую технологию изготовления, располагает высокими показателями силы трения и не требует дополнительного фиксирования. Но она уступает резьбе с прямоугольным сечением по величине КПД. Сейчас прямоугольная резьба постепенно заменяется трапецеидальной во многих сферах промышленности из-за большого количество недостатков.
Применение
Раньше резьба с прямоугольным сечением использовалась преимущественно при изготовлении винтовых механизмов. Сейчас этот вид нарезки применяется очень редко из-за технологических сложностей, возникающих во время создания резьбового соединения, и большого количества зазоров, появляющихся между винтовыми витками при износе. В нынешнее время этот вид нарезки полностью заменен трапецеидальной резьбой. В ней зазоры устраняются при помощи стягивания разрезной гайки.

Резьбу с прямоугольным сечением продолжают применять в промышленном секторе для изготовления креплений, регулировочных инструментов и соединений, где необходимо свести самоотвиничивание силовых элементов к минимальным значениям. С применением технологии прямоугольной нарезки производятся следующие устройства:
- Болт – стержень цилиндрической формы с головкой. Согласно ГОСТ 7798-70, это крепежное изделие изготавливается в 3 исполнениях, различающимися местоположением отверстий. Размеры стержня и головки болта должны соответствовать длине диаметра резьбового соединения. Чаще всего болты с прямоугольной резьбой изготавливаются с шестигранной головкой.
- Шпильки – цилиндрические стержни, на обоих концах которых присутствует резьба с квадратным профилем. Применяются для соединения различных устройств и деталей. Пример обозначения шпильки: M300´1.6-6g´110.59, где соответственно указывается диаметр изделия, его шаг, поле допуска, длина и класс прочности. Шпильки применяются в тех случаях, когда соединить детали невозможно при помощи болтов, что связано с высокими показателями толщины изделия.
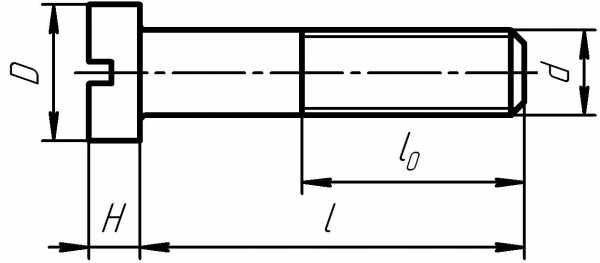
- Винты – стержень цилиндрической формы с головкой и резьбой. Эти устройства отличаются от болтов наличием углублений для отверток и других инструментов. Они применяются для фиксации деталей во время процедуры их сборки или ремонта. Существует 3 разновидности винтовых конструкций: установочные, регулирующие и крепежные. Согласно ГОСТ № 1491-80 и ГОСТ № 17474-80 винты обязаны изготавливаться с цилиндрической или полупотайной головкой. Резьба с квадратным профилем используется при изготовлении ходовых или грузовых винтов.
- Гайки – детали, навинчиваемые на болты или шпильки. Они обладают резьбовыми отверстиями и характеризуются по параметру высоты: низкие, средние, высокие и особо высокие.
- Шайбы – штампованные кольца, подкладываемые под гайки или головки крепежных инструментов. Они могут исполняться как с фаской, так и без нее. ГОСТ 11371-78 устанавливают для шайб параметры толщины, длины, материала и покрытия.

Ограниченность применения резьбы с прямоугольным профилем обусловлена невозможностью устранения ее главных недостатков. Ее нельзя подвергнуть фрезерованию или шлифовке. По этой причине этот вид нарезки очень трудно создавать в промышленных масштабах. Основной областью применения прямоугольного вида резьбы является машиностроительный и приборостроительный сектора, где часто используются крепежные устройства (болты, гайки, шайбы, шпильки и винты).
Скачать ГОСТ 1491-80
Скачать ГОСТ 7798-70
Обозначение на чертеже
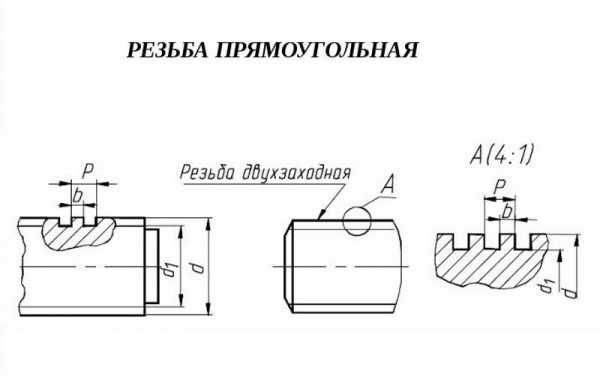
Изображение резьбового соединения на чертеже представляет собой процедуру буквенного обозначения типа нарезки изделия. На рисунке прямоугольный тип нарезки может изображаться 2 способами: посредством местного разреза, где обозначаются ее основные размерные характеристики, и с применением выносного элемента – дополнительного рисунка части изделия в увеличенном размере. Для прямоугольной резьбы не существует точных стандартов обозначения. Поэтому на чертеже для ее изготовления приводится вся необходимая информация о размерах нарезки.
Скачать ГОСТ 11371-78
Скачать ГОСТ 17474-80
Согласно ГОСТ № 2.311—68, при составлении резьбовых чертежей на производстве линия винта заменяется одной 2 сплошными линиями – основной и тонкой. В этом случае для изображения внутреннего и наружного диаметра действуют следующие правила:
- При наружной резьбе внешний диаметр обозначается сплошными основными линиями, внутренний диаметр – сплошной тонкой. Расстояние между линиями должно составляет не менее 0,008 см. Оно может быть больше величины шага.
- Сплошная тонкая линия проводится на величину длины нарезки без сбега. С ней пересекается граница фаски.
- По внутреннему диаметру изображается дуга, длина которой составляет 0,75 от длины окружности. Она размыкается в любом месте. При этом фаска на чертеже не обозначается.
- При внутренней нарезке внешний диаметр изображается сплошной тонкой линией, внутренний диаметр – сплошной основной. Невидимые участки нарезки обозначаются пунктирными линиями. В этом случае линию, определяющую границу нарезания, рисуют на стержне до начала сбега.
- Рядом с границей резьбы во время ее изготовления образуется глухое отверстие, именуемое гнездом. Оно выполнено в форме конуса. Его угол при вершине составляет 120°. При условии, что дно глухого отверстия находится рядом с концом резьбы, то допускается обозначение нарезки до конца отверстия.
Особым параметром резьбы с нестандартным квадратным профилем является профиль. При его обозначении необходимо проделывать местный разрез. На нем, в плоскости, параллельной оси резьбового соединения, изображается только те элементы нарезки, не закрытые стержнем.
Нарезание прямоугольной резьбы
Изготовление резьбовых соединений с прямоугольным профилем осуществляет на токарных станках при помощи специальных резцов. Перед началом нарезания данный инструмент затачивается по образцу, его профиль подбирается в соответствии с профилем нарезки. Зданий угол резца отклоняется на 8°. Для снижения трения инструмента об поверхность изделия дополнительно устанавливаются вспомогательные углы.
После процесса затачивания необходимо правильно расположить резец. Существует 2 главных метода установки инструмента при нарезании:
- Первый способ: основная кромка резца размещается параллельно оси изделия. В этом случае профили нарезки и инструмента будут точно совпадать, что позволит воссоздать необходимую форму винтового соединения. Преимуществом данного способа является улучшение условия для проведения нарезки. Но при этом кромка сильно износится за короткий временной промежуток.
- Второй способ: кромка располагается у боковых стенок резьбового соединения под углом 90°, что позволит равномерно распределить нагрузку на инструмент. Но профили резца и резьбы не совпадают, поэтому винт не получит правильную форму. Этот метод нарезания используются преимущественно для осуществления черновой нарезки.
При создании прямоугольной резьбы используются державки – приспособления для установки резца. Этот прибор позволяет мастеру не производить повторную переточку режущего инструмента при изменении внутреннего или внешнего диаметра.
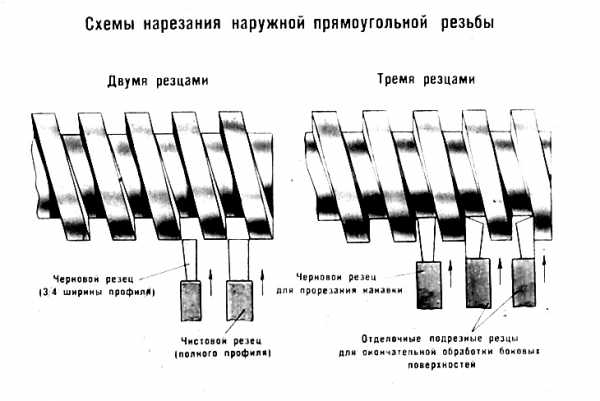
После установки резца начинается процесс нарезания. Резьбы, шаг которых не превышает значения в 0,4 см, нарезаются при помощи 1 резца. При резьбовых соединениях с большей величиной шага применяются сразу 2 режущих инструмента: для черновой и чистовой нарезок.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Резьба прямоугольная (нестандартная)
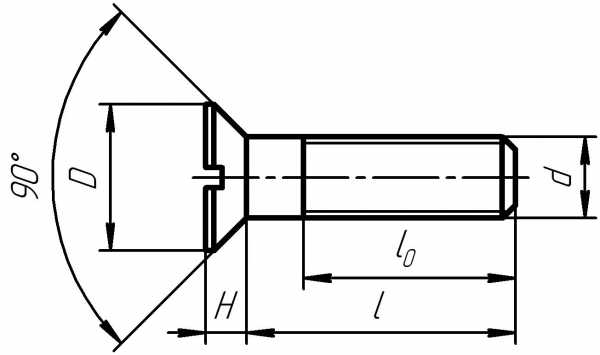
Прямоугольная резьба (рис. 85) нестандартная, а значит не имеет условного обозначения. Поэтому на чертеже необходимо указывать все размеры, необходимые для ее изготовления.
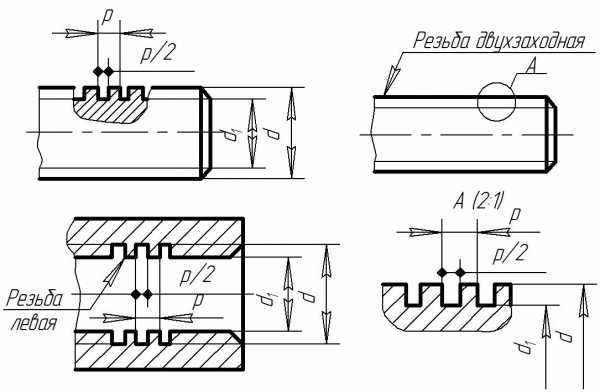
Рис. 85 Прямоугольная резьба
В резьбовом соединении одна деталь имеет наружную резьбу, а другая – внутреннюю. Наружная резьба в соединении является охватываемой поверхностью, а имеющая ее деталь носит название «болт» (винт, шпилька). Внутренняя резьба является охватывающей поверхностью и носит название «гайка» (гнездо и др.).
На чертежах резьба показывается условно: сплошной основной линией показывают вершины витков, а сплошной тонкой – впадины витков (рис. 86).
а б
Рис. 86 Изображение резьбы на чертежах: а – наружной; б – внутренней
На разрезах резьбового соединения в изображении на плоскости, параллельной его оси, в отверстии показывают только ту часть резьбы, которая не закрыта резьбой стержня (рис. 87).

Рис. 87 Изображение резьбы в соединении
Правильное нанесение обозначения резьбы на чертежах приведено в табл. 2.
Крепежные изделия
К крепежным изделиям относятся болты, винты, шпильки, гайки, шайбы, шплинты.
Форма, размеры и другие характеристики крепёжных изделий (такие как материал, класс прочности, характер покрытия и т.д.) стандартизированы, но без специальных знаний их нельзя обоснованно назначить. Поэтому в курсе «Инженерная графика» в условном обозначении крепёжных изделий некоторые параметры не указывают. Большинство крепёжных резьбовых изделий изготовляют с метрической резьбой, крупным или мелким шагом. Чертежи крепёжных изделий выполняются по действительным размерам, которые установлены соответствующим стандартом.
Болты
Болт представляет собой цилиндрический стержень, на одном конце которого имеется головка (шестигранная, квадратная, круглая или специальная), а на другом – резьба для навинчивания гайки.
Наибольшее применение в машиностроении имеют болты с шестигранной головкой ГОСТ 7798-70 который предусматривает три исполнения таких болтов (рис. 88): исполнение 1 – без отверстий в головке и стержне болта; исполнение 2 – отверстие на резьбовой части стержня для стопорения шплинтом; исполнение 3 – с двумя отверстиями в головке для стопорения группы болтов с помощью проволоки.
Таблица 2
Каждому диаметру d резьбы болта соответствуют определенные размеры головки и стержня, которые определяются по соответствующему ГОСТу. Длиной болта считают длину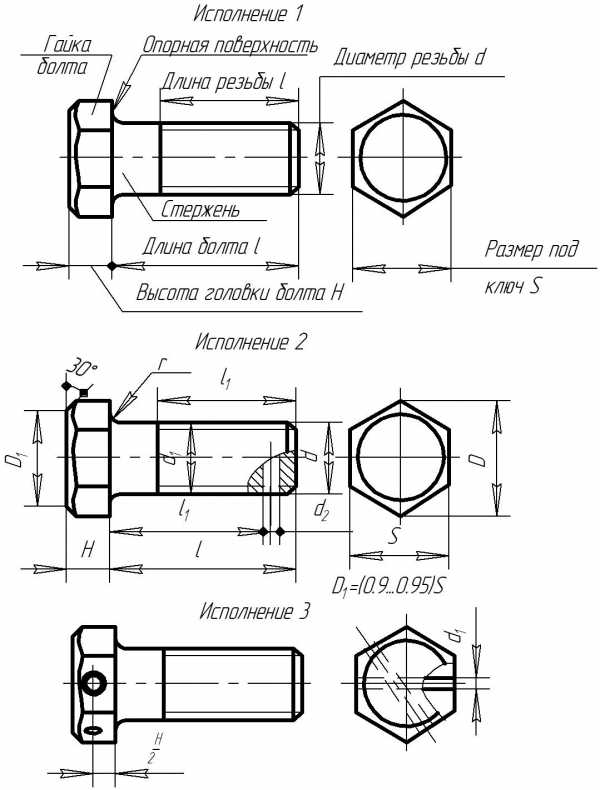
Рис. 88 Болты
Пример полного условного обозначения болта повышенной точности диаметром резьбы d = 16 мм, длиной l = 60 мм, класса прочности 5.8, исполнения 2, с мелким шагом Р=1,5 мм, с полем допуска 69, без покрытия:
Болт 2M16´1,5.6g´60.58 ГОСТ 7798-70.
Обозначение болта на учебных чертежах:
Болт 2М16´1,5´60 ГОСТ 7798-70.
Шпильки
Шпилькой называется цилиндрический стержень, на обоих концах которого имеется метрическая резьба (рис. 89). Шпильки применяют для соединения деталей, когда отсутствует место для размещения головки болта или гайки, а также когда одна из соединяемых деталей имеет значительную толщину, что делает неэкономичной установку болта большой длины.
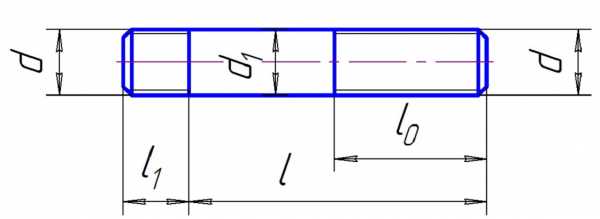
Рис. 89 Шпилька
Резьбовой конец шпилькиl1, ввинчиваемый в деталь, называется посадочным. Длина его зависит от прочности и пластичности материала, из которого изготовлена деталь.
Для прочных и пластичных материалов (сталь, бронза, латунь и др.)
l1 = d (ГОСТ 22032-76, ГОСТ 22033-76).
Для серого и ковкого чугуна:
l1 = 1,25d (ГОСТ 22034-76, ГОСТ 22035-76),
l1 = 1,6d (ГОСТ 22036-76, ГОСТ 22037-76).
Для деталей из легких сплавов:
l1 = 2d (ГОСТ 22038-76, ГОСТ 22039-76),
l1= 2,5d (ГОСТ 22040-76, ГОСТ 22041-76).
На другой резьбовой конец шпильки l0 навинчивается гайка. Длиной шпильки l условно считают длину ее стержня без длины посадочного конца l1 (см. рис. 89).
Пример условного обозначения шпильки диаметром резьбы d=20 мм, с шагом Р=1,5 мм, с полем допуска 6g, длиной l=100 мм, с длиной ввинчиваемого резьбового конца l1=d, нормальной точности, класса прочности 5.8, без покрытия:
Шпилька M20´1.5-6g´100.58 ГОСТ 22032-76.
Обозначение той же шпильки на учебных чертежах:
Шпилька М20´1,5´100 ГОСТ 22032-76.
Винты
Винтом называется цилиндрический стержень, на одном конце которого имеется головка, а на другом нарезана метрическая резьба. Винты чаще всего имеют в головке шлиц под отвертку, но бывают винты с шестигранными и квадратными головками под гаечный ключ.
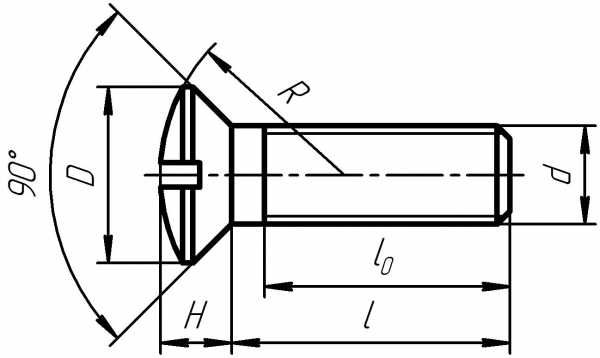
В зависимости от назначения винты подразделяются на крепежные, установочные, регулирующие и др. Винты установочные служат для регулировки зазоров и фиксации деталей при сборке. Наибольшее распространение в машиностроении имеют крепежные винты для металла. Эти винты в зависимости от условий работы изготавливают с цилиндрической, ГОСТ 1491-80 (рис. 90,а), полукруглой, ГОСТ 17473-80 (рис. 90,б), полупотайной, ГОСТ 17474-80 (рис. 90,в) и потайной, ГОСТ 17475-80 (рис. 90,г) головками. Определяющими размерами для всех винтов служат диаметр резьбы d и длина l. За длину l большинства крепежных винтов принимают длину их стержня (без головки).
Для винтов с потайной головкой величина l включает длину стержня и высоту головки (см. рис. 90,г).
Пример полного условного обозначения винта с полукруглой головкой, класса точности А, исполнения 2, диаметром резьбыВинт А M8´1-6g´50.48 ГОСТ 17473-80.
То же на учебных чертежах:
Винт М8´1´50 ГОСТ 17473-80.
 |  |
| а | б |
 |  |
| в | г |
| Рис. 90 Винты |
Гайки
Гайкой называется деталь, имеющая резьбовое отверстие для навинчивания на болт или шпильку с такой же резьбой. Стандартные гайки могут быть шестигранными (рис. 91, а), прорезными и корончатыми (рис. 91, б), круглыми (рис. 91,в), барашковыми (рис. 91,г) и др.
 | |||
| а | б | в | г |
| Рис. 91 Гайки |
Шестигранные гайки по высоте разделяются на нормальные, низкие, высокие и особо высокие.
Гайки изготовляют нормальной и повышенной точности. Некоторые шестигранные гайки изготавливаются в двух исполнениях (рис. 92): исполнение 1 – с двумя фасками; исполнение 2 – с одной фаской.
Пример условного обозначения гайки шестигранной (нормальной точности), исполнения 1 (с двумя фасками), диаметром резьбы
Гайка М30´2.5 ГОСТ 5915-70.
То же на учебных чертежах:
Гайка М30´2 ГОСТ 5915-70.
Рис. 92 Исполнения гаек
Шайбы
Шайбой называется штампованное или точеное кольцо, которое подкладывают под гайки или головки болтов и винтов.
Круглые шайбы (ГОСТ 11371-78) имеют 2 исполнения (рис. 93): исполнение 1 – без фаски; исполнение 2 – с фаской.
Пример условного обозначения шайбы нормальной, исполнения 2 для крепёжной детали диаметром резьбы 30 мм, установленной толщины, из материала группы 01, с покрытием 01, толщиной 9 мкм:
Шайба 2.30.01.019 ГОСТ 11371-78.
То же на учебных чертежах:
Шайба 2.30 ГОСТ 11371-78.
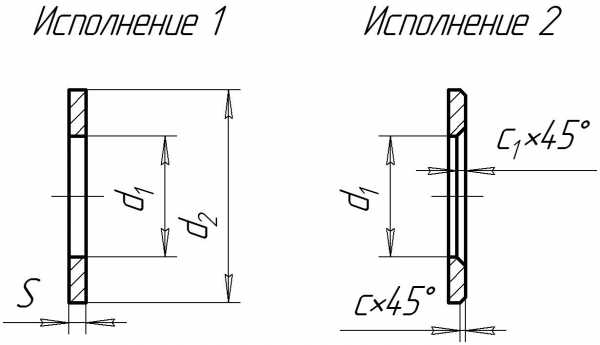
Рис. 93 Исполнения шайб
Похожие статьи:
poznayka.org
Резьба прямоугольная (квадратная) — МегаЛекции
Резьба метрическая
Профиль резьбы установлен ГОСТ 9150-81 и представляет собой треугольник с углом при вершине 60о (рисунок 105).
Это основной вид крепежной резьбы, предназначенной для соединения деталей непосредственно друг с другом или с помощью стандартных изделий, имеющих метрическую резьбу, таких как болты, винты, шпильки, гайки.
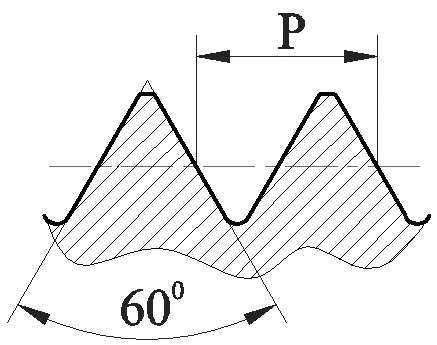
Рисунок 105 – Профиль метрической резьбы
Основные элементы и параметры ее задаются в миллиметрах (ГОСТ 24705-81).
Согласно ГОСТ 8724-81 метрические резьбы выполняются с крупным и мелким шагом на поверхностях диаметров от 1 до 68 мм – свыше 68 мм резьба имеет только мелкий шаг, при чем мелкий шаг резьбы может быть разным для одного и того же диаметра, а крупный имеет только одно значение. Крупный шаг в условном обозначении резьбы не указывается. Например: для резьбы диаметром 10 мм крупный шаг резьбы равен 1,5 мм, мелкий – 1,25; 1; 0,75; 0,5 мм.
Примеры условного обозначения:
М18-6g резьба метрическая наружная номинальный диаметр 18 мм шаг крупный, поле допуска резьбы 6g;
М18х0,5-6g резьба метрическая наружная номинальный диаметр 18 мм, поле допуска резьбы 6g, шаг мелкий Р=0,5;
М18LH-6g резьба метрическая наружная номинальный диаметр 18 мм шаг крупный, поле допуска резьбы 6g, левая;
М18-6Н резьба метрическая внутренняя номинальный диаметр 18 мм шаг крупный, поле допуска резьбы 6Н.
Резьба дюймовая
В настоящее время не существует стандарт, регламентирующий основные размеры дюймовой резьбы. Ранее существовавший ОСТ НКТП 1260 отменен, и применение дюймовой резьбы в новых разработках не допускается.
Резьба треугольного профиля с углом при вершине 55о (рисунок 106).
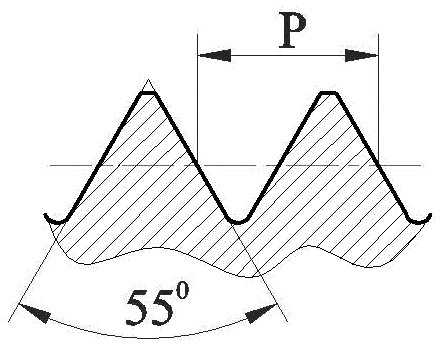
Рисунок 106 – Профиль дюймовой резьбы
Трубная цилиндрическая резьба
В соответствии с ГОСТ 6367-81 трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т. е. равнобедренный треугольник с углом при вершине, равным 55°( рисунок 107).
Резьба стандартизована для диаметров от 1/16″ до 6″ при числе шагов z от 28 до 11. Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода). Так, резьба с номинальным диаметром 1 мм имеет диаметр условного прохода 25 мм, а наружный диаметр 33,249 мм.
Рисунок 107 – Профиль трубной цилиндрической резьбы
Примеры условного обозначения:
G11/2 -А резьба трубная цилиндрическая,11/2 условный проход в дюймах, класс точности А;
G11/2LH-B-40 резьба трубная цилиндрическая,11/2 условный проход в дюймах, левая, класс точности В, длина свинчивания 40 мм.
Резьба трапецеидальная
Резьба с профилем в виде равнобочной трапеции с углом 30о (рисунок 108). Применяется для передачи возвратно-поступательного движения или вращения в тяжело нагруженных подвижных резьбовых соединениях. Часто используется при изготовлении ходовых винтов, согласно ГОСТ 24738-81 выполняется на поверхностях диаметров от 8 до 640 мм.
Трапецеидальная резьба может быть однозаходной (ГОСТ 24738-81, ГОСТ 24737-81) и многозаходной (ГОСТ 24739-81). ГОСТ 9484-81 устанавливает профиль трапецеидальной резьбы.

Рисунок 108 – Профиль трапецеидальной резьбы
Пример условного обозначения:
Tr40х6 – трапецеидальная однозаходная резьба с наружным диаметром 40 мм, шагом 6 мм.
Резьба упорная
Резьба с профилем в виде неравнобочной трапеции с углом рабочей стороны 3о и нерабочей – 30о (рис. 109). Упорная резьба, как и трапецеидальная, может быть однозаходной и многозаходной. Выполняется на поверхностях диаметров от 10 до 640 мм (ГОСТ 10177-82). Применяется для передачи больших усилий, действующих в одном направлении: в домкратах, прессах и т.д.

Рисунок 109 – Профиль упорной резьбы
Пример условного обозначения:
S80Х10 – упорная однозаходная резьба с наружным диаметром 80 мм, шагом 10 мм;
S80Х20(P10) – упорная многозаходная резьба с наружным диаметром 80 мм, величина хода 20 мм, шаг 10 мм
Резьба прямоугольная (квадратная)
Резьба с прямоугольным (или квадратным) нестандартным профилем, поэтому все ее размеры указываются на чертеже. Применяется для передачи движения тяжело нагруженных подвижных резьбовых соединений. Обычно выполняется на грузовых и ходовых винтах (рисунок 110).
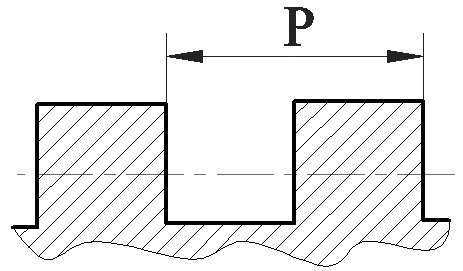
Рисунок 110 – Профиль прямоугольной резьбы
Резьба круглая
Резьба с круглым профилем (ГОСТ 9484-81) (рисунок 111). Обладает сравнительно большим сроком службы и повышенным сопротивлением при значительных нагрузках. Применяется для часто свинчиваемых соединений (шпиндели, вентили и т.д.), работающих в загрязненной среде, а также для тонкостенных деталей с накатанной или штампованной резьбой, например, цоколь электролампы.

Рисунок 111 – Профиль круглой резьбы
Пример условного обозначения:
Rd16 – круглая резьба с наружным диаметром 16 мм.
Если резьба круглая применяется в соединениях санитарно-технической арматуры, то обозначение будет следующим: Кр12х 2,54 ГОСТ 13536-68.
Рекомендуемые страницы:
Воспользуйтесь поиском по сайту:
megalektsii.ru
Резьба прямоугольная – Энциклопедия по машиностроению XXL
Так как коэффициент трения / больше коэффициента трения /, то трение в винтовой паре с треугольной резьбой больше, чем в винтовой паре с резьбой прямоугольной. [c.227]Прямоугольная резьба. Ходовые и грузовые винты (домкратов, прессов и других механизмов) часто выполняют с резьбой прямоугольного профиля (рис. 288, з). Этот вид резьбы не стандартизован. [c.154]
Резьбы винтовых механизмов (ходовые резьбы) прямоугольная (рис. 1.5, а) трапецеидальная симметричная (рис. 1.5, б) трапецеидальная несимметричная, или упорная (рис. 1.5, б). [c.17]
Резьба прямоугольная (см. рис. 1.5, а), широко применявшаяся ранее в винтовых механизмах, в настояш,ее время не стандартизована и почти вытеснена трапецеидальной. Изготовить прямоугольную резьбу более производительным способом на резьбофрезерных станках невозможно, так как для образования чистой поверхности резьбы у фрезы должны быть режущими не только передние, но и боковые грани (сравни профили рис. 1.5, а и 1.5, б ). [c.20]
Применяются резьбы для крепления деталей (винтом, болтом, гайкой, шпилькой), для передачи движения (ходовым, грузовым, натяжным, подъемным винтом). К группе крепежных резьб относится метрическая, дюймовая, трубная, круглая. К группе ходовых резьб — прямоугольная, трапецеидальная, упорная. [c.75]
| Рис. 5. Резьба прямоугольная (нестандартная) |  |
В основном применяют правую резьбу, у которой на видимой части цилиндра винта резьба идет снизу вверх направо на рис. 406, а показана двухзаходная правая резьба прямоугольного профиля, на рис. 406, б— левая однозаходная резьба такого же профиля. [c.405]
Выбор профиля резьбы определяется ее назначением. Для грузовых и ходовых винтов применяют резьбы прямоугольные, трапецеидальные (рис. 407) и упорные (рис. 408). Такие резьбы обеспе- [c.406]
Если винт имеет трапецеидальную или упорную резьбу, то по найденной величине остальные параметры резьбы устанавливают по соответствующему ГОСТу. В случае применения резьбы прямоугольного (квадратного) профиля величину округляют до ближайшего большего целого (предпочтительно четного) числа миллиметров, а шаг резьбы назначают по соотношению [c.416]
Резьба прямоугольная (рис.20. д). Не стандартизована. [c.22]
Какие особенности изображения и обозначения резьбы прямоугольной и с проточкой [c.66]
Резьбы прямоугольного и полукруглого профиля не стандартизованы, и их изготовление производится по чертежам ведомственных нормалей. [c.82]
Винтовые пары в машиностроении имеют самое широкое применение. При помощи винтов в машинах передается движение, а также осевые усилия. Осевая сила, нагружающая винт, вызывает на поверхности нарезки значительное трение, которое приходится преодолевать движущему моменту. Разберем сначала более простой случай винта, имеющего прямоугольную резьбу. Прямоугольная резьба (иначе — ленточная) применяется, например, в винтовых домкратах (грузовые винты), в ходовых винтах токарных станков (передаточные винты). [c.287]
Резьба трапециевидная (рис. 207) широко применяется в червячных передачах. Хотя в этом случае теоретически и следовало бы применять резьбу прямоугольную (для повышения к. п. д.), условия зацепления заставляют отступить от прямоугольной формы профиля резьбы. Значение угла р здесь берут меньше, чем в треугольной резьбе. Оно обычно колеблется в пределах для угла зацепления = 20° 5 = 40° для = 15° р = 30°. [c.294]
Наилучшие результаты дает мелкая треугольная резьба (высота витков 0,5-0,7 мм) при условии, если гребешки витков прошлифованы в размер, обеспечивающий малый зазор в соединении. Уплотняющая способность резьбы прямоугольного профиля примерно вдвое меньше. Трапецеидальная резьба занимает промежуточное положение. Оптимальный угол наклона витков резьбы треугольного профиля 5 —10°, прямоугольного 3 — 5 . [c.101]
Резьба прямоугольная (см. рис. 1.5, в), широко применявшаяся ранее в винтовых механизмах, в настоящее время не стандартизована и почти вытеснена трапецеидальной. Изготовить прямоугольную резьбу более производительным способом на резьбофрезерных стан- [c.25]
Резьба метрическая с крупным шагом Применение 1.278 — Размеры 1.275 в– о мелким шагом Применение 1.278 — Размеры 1.275 Резьба прямоугольная — Применение 1.287 [c.648]
В передачах винт-гайка применяется резьба прямоугольная, квадратная, трапецеидальная, упорная и треугольная. Трапецеидальная резьба нормирована ОСТ 2409—2411. Упорная резьба нормирована ОСТ 7739—7741. ГОСТы для треугольной резьбы указаны в разделе Резьбовые соединения . [c.230]
Шаг резьбы можно также измерить по ее оттиску на бумаге или дереве. К такому приему часто приходится прибегать при измерении шага внутренней резьбы малого диаметра. Для этого в отверстие резьбы вводят тоненькую деревянную палочку, прижимают ее к резьбе и получают оттиск, по которому измеряют шаг резьбы. Шаг специальной резьбы (прямоугольной, трапецеидальной) измеряют штангенциркулем (фиг, 194, в) или по оттиску резьбы на бумаге. [c.249]
В зависимости от профиля различают резьбы прямоугольные, треугольные, трапецеидальные, упорные и круг-лые от направления винтовой линии — правые и левые-, от числа винтовых линий — однозаходные и многозаходные. [c.258]
Болты, винты и шпильки, применяемые в неподвижных соединениях, как правило, имеют резьбу треугольного профиля, называемую крепежной резьбой. Прямоугольные и трапецеидальные резьбы применяют в подвижных соединениях, где при помощи винтовых соединений передается движение или усилие, например винты домкратов, ходовые винты в металлорежущих станках и пр. [c.83]
Шаг специальной резьбы (прямоугольной, трапецоидальной) из-меряют штангенциркулем (фиг. 112, в) или по ее оттиску на бумаге. [c.164]
Экспериментальное исследование силовых факторов при нарезании резьбы прямоугольного профиля на оболочках из стеклопластиков производили методом многофакторного планируемого эксперимента. Исследовались все три составляющие силы резания Рх, Ру, Рг. В качестве факторов были приняты скорость резания V, глубина резания t (величина врезания на проход) и шаг резьбы Р. Пределы варьирования факторов выбирали исходя из возможностей применяемого оборудования и имеющегося опыта работы. В результате математической обработки результатов эксперимента получены зависимости [c.98]
Указанные недостатки снижают эффективность метода, поэтому проведены предварительные исследования нарезания резьбы, в частности резьбы прямоугольного профиля (см. рис. 4.18), многолезвийным инструментом дисковыми твердосплавными фрезами, абразивными и алмазными кругами, которые показали неприемлемость нарезания резьбы с помощью фрез из-за их низкой стойкости и сложности заточки. [c.159]
Необходимо указать, что формулы (10.8), (10.9), (10.8а) и (10.9 а) применимы также для винтовых кинематических пар (см. гл. 9, 9.6). Если резьба прямоугольная, то следует применять формулы (10.8) и (10.9), а если треугольная или трапецеидальная, тЬ формулы (10.8 а) и (10.9 а). При этом формулы (10.8) и (10.8 а) следует применять, если осевая сила является силой сопротивления (прямой ход), а формулы (10.9) и (10.9 а)—если осевая сила является движущей (обратный ход). [c.284]
Нарезание прямоугольной и трапецеидальной резьб является более сложной работой по сравнению с нарезанием треугольных резьб. Прямоугольные и трапецеидальные резьбы на ходовых винтах и червяках бывают одно-заходными и многозаходными. [c.112]
Развертки конические для предварительной обработки отверстий отличаются наличием резьбы на образующей. Профиль резьбы — прямоугольный. Благодаря такой образующей предварительная развертка превращает цилиндрическое отверстие в отверстие с нарезкой, а чистовая развертка осуществляет окончательную обработку отверстия. [c.271]
Прямоугольная резьба. Прямоугольная резьба не стандартизована, так как наряду с её преимуществом, заключающимся в несколько более высоком коэфициенте полезного действия по сравнению с трапецоидальной, она менее прочна и более сложна в производстве. [c.774]
Прямоугольные резьбы — см. Резьбы прямоугольные Псевдогармонические колебания 247 [c.1086]
На рис. 28.3 показаны профили резьб прямоугольная (а), трапецеидальная (б) и,упорная (в), которые применяются [c.340]
У какой из двух резьб (прямоугольной и треунольной) к. и. д. выше и почему [c.398]
Резьба прямоугольная (рис. 4.13) изготовляется на токарно-винторезных станках. Эгол способ имеет низкую производи елыюсгь и точносгь. Обладает пониженной прочностью. При изнашивании образуются трудно устранимые осевые зазоры. Не стандартизована. Применяется сравнительно редко в малонагруженных передачах винт — гайка. [c.72]
На винтах домкратов и прессов часто нарезают одноходовую резьбу прямоугольного (квадратного) профиля. Одноходовые прямоугольные резьбы в наибольшей степени обладают свойством самоторможения. [c.82]
При соединении изделий из ВКПМ применяют как традиционные, так и специальные виды соединений. Одним из часто встречающихся методов соединения является резьбовое, однако из-за специфических свойств ВКПМ оно имеет свои конструктивные особенности. Так, применение резьбы треугольного профиля, в частности метрической, не всегда оправдано вследствие ее малой прочности, объясняемой малой прочностью этих материалов на срез. Поэтому при резьбовом соединении изделий из ВКПМ с металлическими в большинстве случаев применяют резьбы прямоугольные или упорные с несимметричным профилем, рассчитанным из условия равнопрочности резьбы [28]. [c.95]
Исследования нарезания резьбы абразивными и алмазными кругами производили на описанной выше установке. Нарезали резьбу прямоугольного профиля (см. рис. 4.18) на оболочках из стеклопластика КППН диаметром 120 мм. Проводили нарезание резьбы и на оболочках из углепластика. [c.159]
mash-xxl.info