Обрабатывающий центр ис 800: ИР-800 Станок фрезерный горизонтальный – обрабатывающий центр. Паспорт, схемы, характеристики, описание
alexxlab | 04.04.2020 | 0 | Разное
ИР-800 Станок фрезерный горизонтальный – обрабатывающий центр. Паспорт, схемы, характеристики, описание
Сведения о производителе горизонтального обрабатывающего центра ИР-800
Изготовители сверлильно-фрезерно-расточных станков – горизонтальных обрабатывающих центров с инструментальным магазином барабанного (револьверного) типа ИР-800 (ИР-800МФ4, ИР-800ПМФ4) – Ивановский завод тяжелого станкостроения, основанный в 1953 году и Гомельский станкостроительный завод.
Сегодня Ивановский завод тяжелого станкостроения выпускает и предлагает к продаже более совершенные высокоточные обрабатывающие центры ИС-800 (ИС-800ПМФ4, ИСБ800ПМФ4), а также высокоскоростные, тяжелые обрабатывающие центры с грузоподъемностью стола до 25 тонн.
Гомельский станкостроительный завод в 80-е годы завод освоил производство многооперационных станков с ЧПУ вертикального и горизонтального исполнения. Основная специализация завода: вертикальные и горизонтальные обрабатывающие центры с базовыми размерами стола 500х500 мм.
Сегодня Гомельский станкостроительный завод выпускает обрабатывающие центры ГДН-500, ГДН-630 с инструментальным магазином барабанного (револьверного) типа.
Станки производства Ивановского завода тяжелого станкостроения ИЗТС
ИР-800 многоцелевой горизонтально-фрезерный обрабатывающий центр. Назначение, область применения
Сверлильно-фрезерно-расточной станок с числовым программным управлением ИР-800, с автоматической сменой инструмента (АСИ) и сменой обрабатываемых деталей предназначен для высокопроизводительной обработки корпусных деталей массой до 700 кг из конструкционных материалов от легких сплавов до высокопрочных сталей.
Широкий диапазон частоты вращения шпинделя и скоростей подач станка позволяет производить сверление, зенкерование, развертывание, растачивание точных отверстий, связанных координатами, фрезерование по контуру с линейной и круговой интерполяцией, нарезание резьбы метчиками.
Принцип работы и особенности конструкции станка
Наличие поворотного стола, устанавливаемого с высокой точностью (±5 с через 5°), расширяет технологические возможности станка, позволяет обрабатывать соосные отверстия консольным инструментом.
Повышенная степень точности станка ИР-800 (класс П) обеспечивает обработку отверстий по 7, 8 квалитетам точности с шероховатостью поверхности Ra 2,5 мкм.
Высокая степень автоматизации вспомогательных функций станка ИР-800 включает автоматическую смену инструмента и обрабатываемых деталей, позволяет встраивать его в автоматическую линию с управлением от ЭВМ.
Все узлы станка ИР-800 смонтированы на жесткой Т-образной станине, которая является общим основанием.
Лобовая бесконсольная шпиндельная бабка расположена внутри портальной стойки.
Устройство автоматической смены инструмента с инструментальным магазином барабанного типа монтируется на верхнем торце стойки.
Все базовые детали имеют обребренную конструкцию и обеспечивают максимальную жесткость и виброустойчивость при высокопроизводительной обработке, гарантируют длительное сохранение точности.
Жесткий шпиндель с диаметром под передним подшипником 105 мм и конусом № 50 изготовлен из цементированной стали с высокой поверхностной твердостью (HRC 62). Шпиндель монтируется в отдельном корпусе на прецизионных роликовых и упорно-радиальном шариковом подшипниках, что обеспечивает оптимальную точность, жесткость и виброустойчивость.
Шпиндель монтируется в отдельном корпусе на прецизионных роликовых и упорно-радиальном шариковом подшипниках, что обеспечивает оптимальную точность, жесткость и виброустойчивость.
Гидромеханическое устройство зажима инструмента в шпинделе гарантирует надежность и быстродействие крепления режущего инструмента с усилием 1250 кг.
Привод шпинделя станка осуществляется двухступенчатой коробкой скоростей от электродвигателя постоянного тока мощностью 14 кВт. В диапазоне 21 — 174 об/мин на шпинделе обеспечивается постоянный момент, а в диапазоне 182…3000 об/мин — постоянная мощность.
Автоматическая ориентация шпинделя с управлением от ЧПУ и механической фиксацией расширяет технологические возможности станка, позволяет производить целую серию технологических циклов, в которых необходимо отвести резец от рабочей поверхности, не повреждая изделие.
Перемещение подвижных узлов по осям X, У, Z осуществляется от высокомоментных электродвигателей с постоянными магнитами, которые через упругие муфты высокой жесткости непосредственно соединены с прецизионными шариковыми винтовыми парами, обладающими нагрузочной способностью, жесткостью и долговечностью.
Силовое удержание узлов при резании осуществляется следящим приводом, что исключает необходимость применения зажимных устройств.
Совершенные электроприводы подач обеспечивают постоянное (до 0,2 с) время разгона и торможения, а, следовательно, и минимальное время обработки запрограммированных перемещений.
Позиционирование осуществляется одновременно по трем координатным осям X, Y, Z.
В подвижных узлах станка применена система комбинированных направляющих, состоящих из прецизионных роликовых опор качения, установленных с предварительным натягом, и антифрикционного полимерного материала, обладающего низким коэффициентом трения и высокой демпфирующей способностью, что гарантирует высокую точность позиционирования, устойчивость станка при резании на максимальных режимах обработки. Направляющие изготовлены из высококачественной закаленной стали и отшлифованы с высокой точностью и чистотой поверхности.
Телескопическая защита, установленная на всех координатных перемещениях, надежно защищает направляющие и шариковые винтовые пары от попадания стружки и смазочно-охлаждающей жидкости и обеспечивает длительное сохранение точности станка.
Встроенный поворотный индексируемый стол перемещается по отдельной станине, которая крепится на общем основании (станине станка).
Поворотный стол имеет 72 позиции через 5°. Установка стола происходит в автоматическом режиме.
Применение в качестве индексирующего элемента специальной муфты с торцовыми зубьями в сочетании с гидравлическим устройством зажима стола гарантирует точность поворота и надежность фиксации.
Для установки и крепления деталей на поверхности плиты-спутника имеется сетка для резьбовых отверстий.
Устройство автоматической смены инструментов, расположенное вне рабочей зоны, состоит из вращающегося инструментального магазина барабанного типа с кодированными гнездами емкостью на 30 инструментов и манипулятора.
Выбор инструмента в любой последовательности с последующей гидромеханической фиксацией инструментального магазина осуществляется во время механической обработки.
Цикл смены инструмента происходит в следующем порядке:
- Магазин поворачивается для поиска инструмента
- Манипулятор делает движение вверх, захватывает инструмент за оправку и, выдвигаясь вдоль оси, вытаскивает оправку из гнезда, затем перемещается вниз и назад вдоль оси
- Шпиндельная бабка движется вверх в позицию смены инструмента, автооператор в конце хода захватывает отработавший инструмент
- Происходит смена инструмента, для этого оператор совершает ход вперед, поворот на 180°, ход назад
- Шпиндельная бабка опускается в рабочую позицию, а автооператор переносит отработавший инструмент в свое гнездо магазина
- Автооператор опускается, чтобы не мешать повороту магазина при поиске следующего инструмента
Так как основная часть перечисленных действий происходит во время обработки, то непосредственно на смену инструмента в шпинделе затрачивается 6 с.
Магазин получает вращение от высокомоментного электродвигателя М4 (N=2,8 кВт, n = 1500 мин-1) с возбуждением от постоянных магнитов через зубчатую пару.
Номера гнезд магазина закодированы; в корпусе магазина установлены упоры, воздействующие на конечные выключатели, осуществляющие отсчет поворота при поиске необходимого гнезда.
Двухзахватный автооператор имеет механизмы поворота, вертикального перемещения и выдвижения, работающие от гидросистемы станка (соответствующие гидроцилиндры на схеме не показаны). Поворот происходит от реечной передачи m=3 мм. Контроль крайних положений сборочных единиц и управление циклом автоматической смены инструментов осуществляется бесконтактными конечными выключателями.
Устройство смены стола-спутника. Автоматическая смена плит-спутников обеспечивает работу станков в автоматическом режиме, исключая из технологического цикла обработки время на установку и снятие деталей.
Накопитель столов-спутников. Отдельно стоящее гидромеханическое поворотное (на 180°) устройство, установленное у станка справа, служит для загрузки-разгрузки, ориентации и фиксации плиты-спутника на поворотном столе станка.
Работа гидравлических механизмов на станке обеспечивается аксиально-поршневым насосом переменной производительности с автоматическим регулированием расхода масла (Qmax=46 л/мин, Рmax = 60 кг/см²), что гарантирует быстродействие исполнительных органов (автоматической смены инструментов) и уменьшает нагрев рабочей жидкости.
Управление гидроцилиндрами всех рабочих органов вспомогательных движений производится при помощи блочной гидроаппаратуры.
В гидросистеме станка встроен гадроаккумулятор с эластичным мешком, что обеспечивает уравновешивание шпиндельной бабки. Масло гидросистемы охлаждается в теплообменнике с воздушным охлаждением.
Пневмоистема станка предназначена для обдува воздухом конусов, шпинделя и инструмента, базовых платиков поворотного стола и базовых поверхностей столов-спутников при их автоматической смене. Работа пневмосистемы осуществляется автоматически с управлением от системы ЧПУ переключением воздухораспределителей.
Смазка всех трущихся деталей станка и подшипников шпинделя — автоматическая централизованная дозированная от отдельной установки; шестерен и подшипников главного привода — непрерывная циркуляционная от отдельного насоса, расположенного в гидростанции.
В станке предусмотрены подача жидкой и распыленной смазочно-охлаждающей жидкости в зону резания и сток в отдельно стоящий бак по сигналу с ЧПУ. Зона резания имеет ограждение для защиты оператора и окружающей среды от разбрызгивания эмульсии.
Устройство автоматической уборки стружки исключает затраты рабочего времени на уборку стружки вручную и облегчает условия труда рабочего-станочника.
По особому заказу за отдельную плату станки изготовляются по классу точности А ОСТ2 Н72-6— 81.
Категория качества — высшая.
Разработчик — Ивановское СКБ расточных станков.
Модификации горизонтального обрабатывающего центра ИР-800
ИР-800МФ4 – Станок фрезерный горизонтальный многоцелевой с ЧПУ и АСИ, класс точности Н
ИР-800ПМФ4 – Станок фрезерный горизонтальный многоцелевой с ЧПУ и АСИ, класс точности П
ИР-800ПМ1Ф4 — Станок фрезерный горизонтальный многоцелевой с индексируемым столом и многоместным накопителем столов-спутников и устройством автоматической установки их на стол станка.
ИР-800ПМ1Ф4-01 — Станок фрезерный горизонтальный многоцелевой с непрерывной круговой подачей стола и многоместным накопителем столов-спутников и устройством автоматической установки их на стол станка.
ИР-800ПМФ4-29 — Станок фрезерный горизонтальный многоцелевой с двухместным накопителем столов-спутников и с верхним пределом оборотов шпинделя до 5300…7000 об/мин;
ИР-800ПМ1Ф4-29 — Станок фрезерный горизонтальный многоцелевой с восьмиместным накопителем столов-спутников и верхним пределом оборотов шпинделя до 5300…7000 об/мин.
Обрабатывающие центры. Общие сведения
Синонимы: многоцелевой станок, многооперационный станок, обрабатывающий центр, сверлильно-фрезерно-расточной станок с ЧПУ и АСИ, фрезерный горизонтальный обрабатывающий центр, станок горизонтально-фрезерный с ЧПУ и АСИ, Machining Center, Horizontal boring and milling center for cubical workpieces, Special purpose machining center, High speed machining center (HSC)
Многоцелевой (многооперационный) станок — это станок для комплексной обработки заготовок с числовым программным управлением и автоматической сменой инструментов.
Многим специалистам нравится название — обрабатывающий центр (ОЦ). Аналогичные термины используют за рубежом.
Кроме многоцелевых, существуют и другие станки с ЧПУ с автоматической сменой режущих инструментов, которые не называют многооперационными. В чем же различие между ними.
Многооперационные станки отличаются особо высокой концентрацией обработки. На них производят черновую, получистовую и чистовую обработку сложных корпусных заготовок, содержащих десятки обрабатываемых поверхностей, выполняют самые разнообразные технологические переходы: фрезерование плоскостей, уступов, канавок, окон, колодцев; сверление, зенкерование, развертывание, растачивание гладких и ступенчатых отверстий; растачивание отверстий инструментами с тонким регулированием на размер; обработку наружных и внутренних поверхностей и др. Для осуществления этих операций на станке необходимо иметь большой запас металлорежущих инструментов. У станков с ЧПУ и автоматической сменой инструментов запас инструментов создается обычно в револьверных головках. Среди них фрезерные и сверлильные станки, предназначенные для изготовления главным образом таких корпусных и плоскостных деталей, для обработки которых достаточно иметь 5—10 различных инструментов. Многооперационные станки имеют инструментальные магазины с запасом в 15-30, а при необходимости в 50—100 и более инструментов.
Среди них фрезерные и сверлильные станки, предназначенные для изготовления главным образом таких корпусных и плоскостных деталей, для обработки которых достаточно иметь 5—10 различных инструментов. Многооперационные станки имеют инструментальные магазины с запасом в 15-30, а при необходимости в 50—100 и более инструментов.
Еще одна важная особенность большинства многооперационных станков — наличие поворотного стола или делительного приспособления с периодическим или непрерывным (по программе) делением. Это обязательное условие для обработки заготовки с нескольких сторон без переустановки. МС новых конструкций оснащают дополнительными столами и устройствами для автоматической смены заготовок. Заготовки предварительно закрепляют на столе-спутнике, и вместе с ним они попадают с дополнительного стола на основной. Установку заготовки в спутник и снятие обработанной детали производят во время работы станка. Таким образом, вспомогательное время, затрачиваемое на загрузку — разгрузку станка, сводится к минимуму.
Многооперационные станки имеют чаще всего контурную или универсальную систему управления, позволяющую обрабатывать разнообразные криволинейные поверхности, фрезеровать отверстия и т.д. МС отличаются широким диапазоном бесступенчатого регулирования частоты вращения шпинделя (заготовки) и подач, высокими (8—12 м/мин) скоростями быстрых (вспомогательных) ходов, особо высокой жесткостью и надежностью.
В связи с высокой стоимостью многооперационных станков их используют для обработки наиболее технологически сложных заготовок. В этих случаях один многоцелевой станок может заменить три — пять станков с ЧПУ или пять — десять универсальных станков.
Габарит рабочего пространства станка ИР-800
Габарит рабочего пространства станка ИР-800
Посадочные и присоединительные базы станка ИР-800
Посадочные и присоединительные базы станка ИР-800. Шпиндель
Посадочные и присоединительные базы станка ИР-800. Стол
Стол
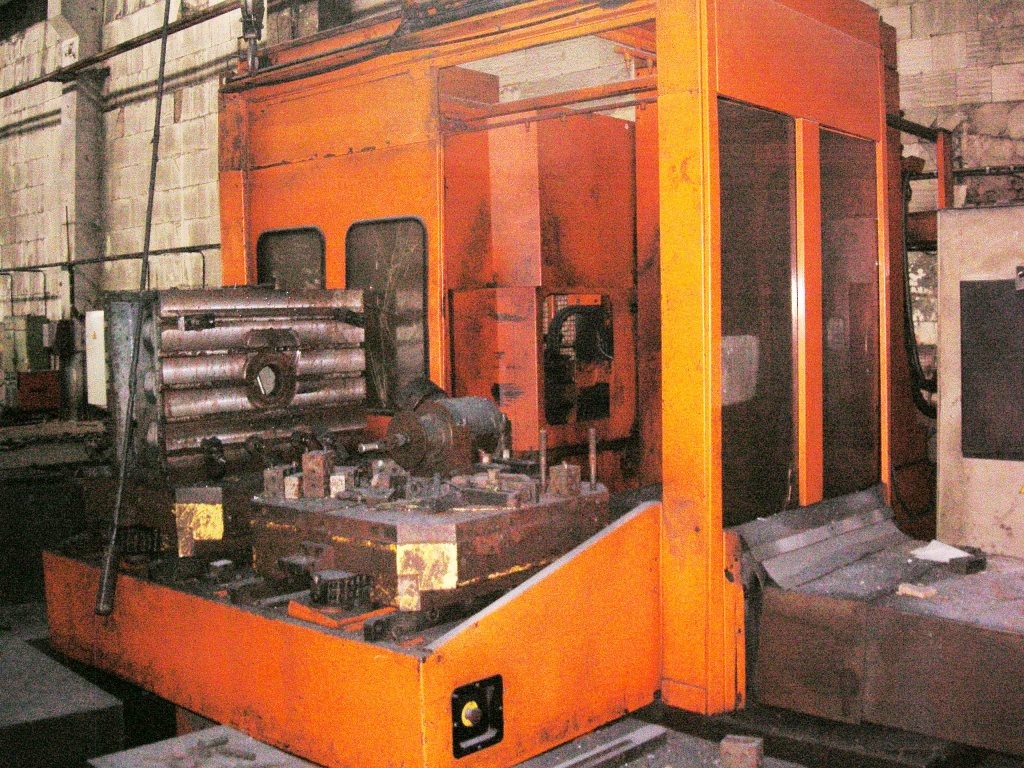
Общий вид многоцелевого станка с ЧПУ ИР-800
Фото фрезерного обрабатывающего центра ИР-800
Инструментальный магазин и манипулятор многоцелевого станка с ЧПУ ИР-800
Инструментальный магазин и манипулятор многоцелевого станка с ЧПУ ИР-800
Расположение составных частей многоцелевого горизонтального фрезерного центра ИР-800
Расположение составных частей фрезерного центра ИР-800
Перечень составных частей горизонтального фрезерного центра ИР-800
- Устройство автоматической смены столов-спутников
- Шпиндельная бабка
- Стол
- Манипулятор (автооператор)
- Инструментальный магазин
- Стойка
- Станина
Гидравлическое оборудование горизонтального фрезерного центра ИР-800
Гидравлическое оборудование. Гидростанция, гидродвигатели, распределительная и регулирующая аппаратура станка ИР-800МФ4 выполняют следующие функции:
- гидравлическое уравновешивание шпиндельной бабки;
- переключение блока шестерен в коробке скоростей;
- угловую ориентацию шпинделя; разжим инструментальной оправки;
- фиксацию инструментального магазина;
- привод механизмов автооператора;
- закрепление и раскрепление поворотного стола и спутника;
- автоматическую смену приспособлений-спутников.


В гидростанции имеются насос для питания гидродвигателей (поршневых гидроцилиндров), насос для циркуляционной смазки главного привода, агрегатная установка для автоматического централизованного смазывания направляющих, теплообменник для охлаждения масла, циркулирующего в гидросистеме.
Пульт управления горизонтального фрезерного центра ИР-800
Пульт управления горизонтального фрезерного центра ИР-800
Пульт управления представляет собой выносную панель, функционально разделенную на две части:
- пульт ЧПУ
- станочный пульт
- главный пульт
В верхней части пульта ЧПУ расположен дисплей, используемый для отображения информации. Основная часть пульта ЧПУ отведена под клавиатуру, которая служит для составления и редактирования управляющих программ и подпрограмм, задания координат, ввода системных параметров, значений корректоров, выбора режима и управления дисплеем. Назначение кнопок “СПЕЦ” и “ПС” оговорено особо в разделах “Редактор УП” и “Перфолента”.
В нижней части пульта ЧПУ расположены 8 кнопок управления “Редактором”, а также кнопки “Индикация” – для управления индикацией и “Режим” – для управления режимами работы станка.
Станочный пульт управления многооперационного центра ИР-800
В правой части станочного пульта ЧПУ расположены переключатели коррекции:
- переключатель коррекции подачи F
- переключатель коррекции скорости вращения шпинделя S
Кнопки и переключатели станочного пульта имеют следующее назначение:
- 1. Кнопка “включение пульта”
- 2. Лампа “пульт включен”
- 3. Кнопка “выбор шпинделя”
- 4. Лампа “шпиндель выбран”
- 5. Кнопка “выбор манипулятора”
- 6. Лампа “манипулятор выбран”
- 7. Лнопка “выбор инструментального магазина”
- 8. Лампа “инструментальный магазин выбран”
- 9. Кнопка “выбор стола поворотного”
- 10. Лампа “стол выбран”
- 15. Кнопка “выбор механизма УАСЗ”
- 16. Лампа “механизм УАСЗ выбран”
- 19. Кнопка “выбор шнековых транспортеров”
- 20. Лампа “шнековые транспортеры включены”
- 21. Кнопка “выбор СОЖ”
- 22. Лампа “СОЖ включена”
- 23. Кнопка “включение смазки направляющих”
- 24. Лампа “смазка направляющих включена”
- 25. Кнопка “включение разрешения смены заготовки”
- 26. Лампа “смена заготовки запрещена”
- 27. Кнопка “включение ручного режима вспомогательных механизмов”
- 28. Лампа “ручное управление вспомогательных механизмов вкл.”
- 29. Кнопка “стоп” вспомогательных механизмов”
- 78. Переключатель “коррекция скорости”
- 79. Переключатель “коррекция частот вращения шпинделя”
- 80. Кнопка включения поворота ячейки против часовой стрелки
- 81. Лампа “механизм поворота ячейки против часовой стрелки включен”
- 82. Кнопка включения поворота ячейки по часовой стрелке
- 83. Лампа “механизм поворота ячейки по часовой стрелке включен”
 Лампа “механизм УАСЗ выбран”
Лампа “механизм УАСЗ выбран”Перечень органов управления панели главного пульта
- переключатель “включение станка”
- переключатель с ключом “шунтирование аварийных конечных выключателей”
- переключатель с ключом “блокировка независимого расцепителя”
- кнопка “аварийный останов”
- кнопка “запрет редактирования” (5)
Кинематическая схема многоцелевого станка ИР-800
Кинематическая схема горизонтального фрезерного центра ир-800
1. Схема кинематическая многоцелевого станка ИР-800ПМФ4 (ИР800ВМФ4). Смотреть в увеличенном масштабе
Схема кинематическая многоцелевого станка ИР-800ПМФ4 (ИР800ВМФ4). Смотреть в увеличенном масштабе
2. Схема кинематическая многоцелевого станка ИР-800ПМФ4 (ИР800ВМФ4). Смотреть в увеличенном масштабе
Шпиндельная бабка с мощным шпинделем размещена не сбоку, как у горизонтально-расточного станка, а в проеме стойки. Бабка перемещается вертикально по направляющим, охватывающим ее с двух боковых сторон. Такая компоновка, сочетающаяся с массивной, усиленной ребрами жесткости стойкой портального типа, обеспечивает высокую жесткость шпиндельного узла и точность его линейных перемещений. Вращение шпинделя осуществляется от электродвигателя M1 постоянного тока. Изменение частоты вращения шпинделя обеспечивается регулированием двигателя и двухступенчатой коробкой скоростей. Для переключения механических диапазонов служит подвижный блок зубчатых колес z=23 и z=56, который может входить в зацепление с шестернями z=36 или z=66, закрепленными на общей ступице и связанными со шпинделем зубчатой муфтой, размещенной в отверстии ступицы. Подвижный блок может занимать два положения, соответствующие первому и второму диапазонам. Блок перемещается гидроцилиндром. При включении первого механического диапазона возможно получение частоты вращения шпинделя в пределах 21,2…1000 мин’1 при большом постоянном крутящем моменте 700 Нм. Второй диапазон обеспечивает частоту вращения шпинделя 1000…3150 мин-1 при постоянной мощности 14 кВт. Изменение направления вращения достигается реверсированием электродвигателя.
Подвижный блок может занимать два положения, соответствующие первому и второму диапазонам. Блок перемещается гидроцилиндром. При включении первого механического диапазона возможно получение частоты вращения шпинделя в пределах 21,2…1000 мин’1 при большом постоянном крутящем моменте 700 Нм. Второй диапазон обеспечивает частоту вращения шпинделя 1000…3150 мин-1 при постоянной мощности 14 кВт. Изменение направления вращения достигается реверсированием электродвигателя.
Движения подач и поворот стола осуществляются от высокомоментных электродвигателей постоянного тока М2, МЗ, М4, М5, М6.
На поворотный стол станка можно устанавливать заготовку массой 700 кг. Поворачивая стол, можно изменять угловое положение заготовки по отношению к шпинделю и производить обработку с четырех сторон при одном установе. Для сокращения вспомогательного времени на установку и снятие заготовок имеется двухпозиционный поворотный стол. Обработка заготовок ведется с закреплением их в приспособлениях-спутниках. Один из спутников находится на основном поворотном столе станка вместе с обрабатываемой заготовкой. На другом спутнике в это время устанавливают следующую заготовку. После окончания обработки первой заготовки она автоматически передвигается вместе со спутником вправо, на двухпозиционный стол. После этого стол поворачивается на 180°, и спутник со “своей” заготовкой поступает на стол в рабочую зону станка, где начинается обработка заготовки. Обработанная деталь снимается со спутника, и вместо нее устанавливают и закрепляют следующую заготовку.
Один из спутников находится на основном поворотном столе станка вместе с обрабатываемой заготовкой. На другом спутнике в это время устанавливают следующую заготовку. После окончания обработки первой заготовки она автоматически передвигается вместе со спутником вправо, на двухпозиционный стол. После этого стол поворачивается на 180°, и спутник со “своей” заготовкой поступает на стол в рабочую зону станка, где начинается обработка заготовки. Обработанная деталь снимается со спутника, и вместо нее устанавливают и закрепляют следующую заготовку.
Режущие инструменты, закрепленные вне станка в унифицированных инструментальных оправках, размещаются при наладке в гнездах инструментального магазина, расположенного сверху на стойке станка. Над каждым гнездом имеется номер (в станке принята система кодирования гнезд магазина). Для передачи инструментов из магазина в шпиндель и обратно служит двухзахватный автооператор.
Движения в станке. Главное движение — вращение шпинделя с закрепленным в нем инструментом. Вращение шпинделя обеспечивается электродвигателем M1 постоянного тока типа 2ПФ-80Г мощностью 14 кВт (номинальная частота вращения 1000 об/мин, номинальное напряжение 220 В). Изменение частоты вращения шпинделя обеспечивается регулированием двигателя и двухступенчатой коробкой скоростей. Для переключения механических диапазонов служит подвижный блок зубчатых колес 23 — 56, который может входить в зацепление с шестернями z = 33 или 2= 66, закрепленными на общей ступице и связанными со шпинделем зубчатой муфтой, размещенной в отверстии ступицы. Подвижный блок может занимать два положения, соответствующие первому и второму диапазону. Блок перемещается гидроцилиндром и вилкой (на схеме не показаны) . При включении первого механического диапазона возможно получение частоты вращения шпинделя в пределах 21,2 — 1000 об/мин при большом постоянном крутящем моменте 700 Нм. Второй диапазон обеспечивает частоту вращения шпинделя 1000 – 3150 об/мин при постоянной мощности 14 кВт. Изменение направления вращения достигается реверсированием электродвигателя.
Вращение шпинделя обеспечивается электродвигателем M1 постоянного тока типа 2ПФ-80Г мощностью 14 кВт (номинальная частота вращения 1000 об/мин, номинальное напряжение 220 В). Изменение частоты вращения шпинделя обеспечивается регулированием двигателя и двухступенчатой коробкой скоростей. Для переключения механических диапазонов служит подвижный блок зубчатых колес 23 — 56, который может входить в зацепление с шестернями z = 33 или 2= 66, закрепленными на общей ступице и связанными со шпинделем зубчатой муфтой, размещенной в отверстии ступицы. Подвижный блок может занимать два положения, соответствующие первому и второму диапазону. Блок перемещается гидроцилиндром и вилкой (на схеме не показаны) . При включении первого механического диапазона возможно получение частоты вращения шпинделя в пределах 21,2 — 1000 об/мин при большом постоянном крутящем моменте 700 Нм. Второй диапазон обеспечивает частоту вращения шпинделя 1000 – 3150 об/мин при постоянной мощности 14 кВт. Изменение направления вращения достигается реверсированием электродвигателя.
Движения подачи в станке
- по оси X – перемещение стола с заготовкой
- по оси Y – вертикальное перемещение шпиндельной бабки
- по оси Z – горизонтальное перемещение стойки
Перемещение шпиндельной бабки (по оси Y ), стойки (по оси Z) и стола (по оси X) обеспечивается одинаковыми высокомоментными электродвигателями М2 — М4 с возбуждением от постоянных магнитов. Мощность каждого двигателя 2,8 кВт (при n = 1000об/мин)
Установленные электродвигатели позволяют без применения коробки подач получать рабочую подачу по любой из координат в пределах 1 — 2000 мм/мин и быстрые установочные перемещения со скоростью 8000 или 10 000 мм/мин (последняя зависит от принятой системы ЧПУ).
Наибольшая сила подачи стола и стойки 8 кН, шпиндельной бабки 4 кН. Такие же электродвигатели использованы для вращения поворотного стола 1 (двигатель М5) инструментального магазина 3 (двигатель М6).
Установочный чертеж многоцелевого фрезерного центра ИР-800
Установочный чертеж многоцелевого фрезерного центра ИР-800
Технические характеристики станка ИР-800
| Наименование параметра | ИР-500ПМФ4 | ИР-800ПМФ4 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Размеры рабочей поверхности стола (длина х ширина), мм | 500 х 500 | 800 х 800 |
| Перемещение поперечное стола (ось X), мм | 800 | 1000 |
| Перемещение вертикальное шпиндельной бабки (ось Y), мм | 500 | 710 |
| Перемещение продольное стойки (ось Z), мм | 500 | 800 |
| Вращение индексируемого поворотного стола (ось B), град | 5° 72 поз. | 3° 120 поз. |
| Наибольший диаметр сверления в стали, мм | 40 | 40 |
| Наибольший диаметр растачиваемого отверстия, мм | 160 | 160 |
| Наибольший диаметр торцовой фрезы, мм | 160 | 160 |
| Точность позиционирования по осям X/ Y, мм | 0.018/ 0.015 | |
| Точность позиционирования по осям Z, мм | 0.022 | |
| Рабочая подача по осям X, Y, Z, мм/мин | 1..2000 | 1..3200 |
| Скорость быстрых установочных перемещений по осям X, Y, Z, м/мин | 8..10 | 10 |
| Наибольшее допустимое усилие подачи стола и стойки по осям X, Z, Н | 8000 | 10000 |
| Наибольшее допустимое усилие подачи шпиндельной бабки (вертикальное) по оси Y, Н | 4000 | 8000 |
| Расстояние от оси шпинделя до стола, мм | 50. .550 .550 | 50..760 |
| Модель устройства ЧПУ | 2С45-65 | 2С45-65 |
| Количество управляемых координат | 3 | 3 |
| Количество одновременно управляемых координат при линейной/ круговой интерполяции | 3/3 | 3/3 |
| Рабочий стол | ||
| Максимальная нагрузка на стол (по центру), кг | 700 | 150 |
| Количество резьбовых отверстий на поверхности стола | 25 | 45 |
| Диаметр резьбовых отверстий на поверхности стола, мм | М20 | М20 |
| Усилие зажима поворотного стола, кН | 40 | |
| Шпиндель | ||
| Частота вращения шпинделя, об/мин | 21.2..3000 | 21.2..3000 |
| Количество скоростей шпинделя | 89 | 89 |
| Наибольший крутящий момент, Нм | 700 | 630 |
| Конус шпинделя для крепления инструмента 7:24 | 50 | 50 |
| Магазин инструмента | ||
| Количество инструмента в магазине | 30 | 30 |
| Время смены инструмента, с | 6 | 6 |
| Время смены инструмента от стружки к стружке, с | 16,2. .21,2 .21,2 | 16,2..21,2 |
| Максимальный диаметр рядом стоящего инструмента, мм | 125 | 125 |
| Максимальный диаметр свободно стоящего инструмента, мм | 160 | 160 |
| Максимальная длина инструмента от торца шпинделя, мм | 300 | 300 |
| Масса инструментальной оправки с инструментом, кг | 20 | 20 |
| Устройство смены столов-спутников | ||
| Время смены столов-спутников, с | 45 | 50..70 |
| Электрооборудование и привод | ||
| Количество электродвигателей на станке | 12 | 12 |
| Электродвигатель постоянного тока привода главного движения, кВт | 14 | 18 |
| Электродвигатели привода подач (X, Y, Z, B) и магазина, кВт | 2,8 | 2,8 |
| Электродвигатель насоса гидростанции, кВт | 5,5 | 5,5 |
| Электродвигатель вентилятора гидростанции, кВт | 0,12 | 0,12 |
| Электродвигатель вентилятора шпинделя, кВт | 0,12 | 0,12 |
| Электродвигатель насоса смазки шпиндельной бабки, кВт | 1,1 | 1,1 |
| Электродвигатель насоса смазки направляющих, кВт | 0,02 | 0,02 |
| Электронасос охлаждающей жидкости Мощность, кВт | 0,12 | 0,12 |
| Суммарная мощность всех электродвигателей на станке, кВт | 35 | 43,18 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина), мм | 4450 х 4655 | 5388 х 4635 |
| Габариты станка (высота), мм | 3100 | 3455 |
| Масса станка, кг | 11370 | 10050 |
Полезные ссылки по теме
Каталог-справочник обрабатывающих центров
Паспорта и руководства обрабатывающих центров
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
| Размеры рабочей поверхности стола, мм | 800 х 800 |
| Класс точности по ГОСТ 8-82 | П |
| Наибольшая масса обрабатываемого изделия, кг | 1600 |
| Перемещение поперечное стола (ось X), мм | 1000 |
| Перемещение вертикальное шпиндельной бабки (ось Y), мм | 1000 |
| Перемещение продольное стойки (ось Z), мм | 800 |
| Время смены столов-спутников, с | 40 |
| Количество столов-спутников в накопителе, шт | 2 |
| Вращение индексируемого поворотного стола (ось B), град | 3° 120 позиций |
| Дискретность непрерывного вращения индексируемого поворотного стола (ось B), град | 0,001 |
| Диаметр сверления в стали, мм | 3 – 45 |
| Наибольший диаметр нарезания резьбы в стали, мм | М6 – М100 |
| Наибольший диаметр растачиваемого отверстия, мм | 315 |
| Наибольший диаметр торцовой фрезы, мм | 315 |
| Производительность съема стружки (22 кВт), см³/мин | 450 |
| Рабочая подача по осям “X”, “Y”, “Z”, мм/мин | 1 – 6000 |
| Скорость быстрых установочных перемещений по осям “X”, “Y”, “Z”, м/мин | 15 |
| Наибольшее допустимое усилие подачи стола по оси “X”, Н | 12500 |
| Наибольшее допустимое усилие подачи шпиндельной бабки (вертикальное) по оси Y вниз/ вверх, Н | 10000 / 5000 |
| Наибольшее допустимое усилие подачи стойки по оси “Z”, Н | 15000 |
| Расстояние от оси шпинделя до стола, мм | 20 – 1020 |
| Расстояние от торца шпинделя до оси стола, мм | 200 – 1000 |
| Количество управляемых координат | 3 |
| Количество одновременно управляемых координат при линейной/ круговой интерполяции | 3 / 3 |
| Количество резьбовых отверстий на поверхности стола | 47 |
| Диаметр резьбовых отверстий на поверхности стола, мм | М16 |
| Частота вращения шпинделя, мин-1 | 8 – 4500 |
| Наибольший крутящий момент, Нм | 980 |
Емкость инструментального магазина, шт. | 64 |
| Время смены инструмента, с | 8 |
| Время смены инструмента от стружки к стружке, с | 20 |
| Наибольший диаметр рядом стоящих инструментов, мм | 125 |
| Максимальная длина инструмента от торца шпинделя, мм | 400 |
| Масса инструментальной оправки с инструментом, кг | 25 |
| Время смены столов-спутников, с | 40 |
| Габаритные размеры станка (Д х Ш х В), мм | 6150х4750х4000 |
| Масса станка (без электрооборудования, гидростанции, устройств ЧПУ и смены столов), кг | 17000 |
Ивановский завод тяжелого станкостроения
Ивановский завод тяжелого станкостроения, г. Иваново
Основание завода
“Ивановский завод тяжелого станкостроения” – одно из крупнейших станкостроительных предприятий по производству высокотехнологичного и наукоемкого оборудования.
В декабре 1951 года Советом Министров СССР было принято решение о развитии в традиционно текстильном регионе машиностроительной отрасли. Преследовались одновременно две цели: изменение демографической ситуации в крае и увеличение объемов металлорежущего оборудования, в котором остро нуждалась экономика, восстанавливающаяся после войны. Ивановскому заводу расточных станков поначалу отводилась роль дублера прославленного ленинградского предприятия им. Свердлова.
Преследовались одновременно две цели: изменение демографической ситуации в крае и увеличение объемов металлорежущего оборудования, в котором остро нуждалась экономика, восстанавливающаяся после войны. Ивановскому заводу расточных станков поначалу отводилась роль дублера прославленного ленинградского предприятия им. Свердлова.
В 1953 году строительство Ивановского завода расточных станков.
в 1957 году параллельно с ходом строительства на заводе приступили к выпуску первой партии продукции. Официально предприятие вступило в число действующих в 1958 году, и, как водилось в ту пору, коллектив получил первый государственный план – 130 шпиндельных бабок.
В 1958 году был налажен выпуск узлов и комплектующих для ленинградского станкостроительного завода имени Свердлова. Со временем, на заводе был начат выпуск простых горизонтально-расточных станков по чертежам того же завода. Оснастив производство необходимой базой, станкостроители перешли на производство более сложной продукции — обрабатывающих центров (ОЦ).
С 1961 года решением правительства завод был переведен в разряд особо важных строительных объектов.
Стоит сказать, 60-е годы в истории ИЗТС-это время становления коллектива, его профессионального мужания. В цехах трудились опытные мастера. Люди работали с огромным энтузиазмом. Ради выполнения плана, нередко случалось выходили и в выходные, и ночное время.
В 1962 году конструктМоскваий отдел был преобразован в СКБ РС. И силами его специалистов был создан первый ивановский расточной станок ИР-1.
С 1973 года Ивановский завод тяжелого станкостроения специализируется на выпуске обрабатывающих центров (ОЦ), а также горизонтально-расточных станков. За период с 1970 года было выпущено около 3000 ОЦ. Станки поставлялись в важнейшие отрасли народного хозяйства, и в первую очередь аэрокосмическую, автомобильную, энергетическую, оборонную.
3 января 1976 года приступили к проектированию первого обрабатывающего центра ИР-500. Через четыре месяца были готовы все отливки, а в мае 1977-го первый ивановский обрабатывающий центр этой модели демонстрировался на выставке «Станки-77» в Москве.
Через четыре месяца были готовы все отливки, а в мае 1977-го первый ивановский обрабатывающий центр этой модели демонстрировался на выставке «Станки-77» в Москве.
В 1976 году завод преобразуется в Ивановское станкостроительное производственное объединение имени 50-летия СССР. В составе ИЗТС запустили инструментальный цех, а позже в Министерстве станкоинструментальной и инструментальной промышленности было решено о передаче Оршанского инструментального завода в состав Ивановского объединения.
В 1977 году пришло первое громкое признание. На московской выставке «Станки-77» сразу две ивановские машины ИР500МФ4 и «Модуль-500 были отмечены дипломами первой степени, а разработчики – двумя золотыми, двумя серебряными и одиннадцатью бронзовыми медалями. С этого момента в жизни коллектива начался новый этап.
В 80-х годах заводу удалось успешно реализовать некоторые крупные проекты, например, введен комплекс гибких производственных систем “Иваново-Урал” на базе 23 обрабатывающих центров ИР1600МФ4 на оборонном заводе в Нижнем Тагиле, комплекс гибких производственных систем “Иваново-ЗИЛ” на базе 63 обрабатывающих центров и специальных станков для производства дизельных двигателей автозавода ЗИЛ в Москве. Спроектирован и внедрен станочный комплекс «Талка 500», объединяющий четыре станка мод. «Модуль ИР500» и станок мод. ИР800МФ4, участок подготовки производства и готовой продукции. Внедрены ГПС на крупных предприятиях Украины, России, Белоруссии.
Спроектирован и внедрен станочный комплекс «Талка 500», объединяющий четыре станка мод. «Модуль ИР500» и станок мод. ИР800МФ4, участок подготовки производства и готовой продукции. Внедрены ГПС на крупных предприятиях Украины, России, Белоруссии.
В 1985 году в истории ивановского станкостроения началась новая глава. По итогам визита Горбачева в Болгарию стало подписание межправительственного соглашения о создании советско-болгарского научно-производственного объединения «Иваново-София».
В 1986 году создано Международное советско-болгарское научно-производственное объединение «Иваново-София». В его составе с советской стороны ГКБ «Станкосистема», завод тяжелого станкостроения и строящийся завод в Шуе; с болгарской стороны — станкостроительное объединение, включающее 24 завода.
Высокую оценку заслужила продукция Международного НПО «Иваново-София» на Пловдивской международной ярмарке. Оба представленных экспоната — обрабатывающие центры мод. ИС-500 и ИР200ПМФ4 — отмечены золотой медалью.
Станки производства ИЗТС поставлялись и на экспорт в такие страны, как Германия, Япония, Италия, Швеция, Франция, Финляндия и другие.
Наши дни
С 1999 года организовано серийное производство высокоскоростных обрабатывающих центров нового поколения – Супер-Центры ИС630, ИС-800, ИС800-Глобус.
С 2000 года Ивановский завод тяжелого станкостроения участвует во всех крупных выставках.
С 05.03.2002 года завод реорганизован в ОАО Ивановский завод тяжелого станкостроения. Ему присвоен ИНН 3731023288, КПП 370201001, ОГРН 1023700542030, ОКПО 05011422
В структуру Ивановского завода тяжелого машиностроения входят следующие подразделения:
- ООО «Торговый Дом — ИЗТС
- ИВАНОВОЦЕНТЕР – ИЗТС
- Механосборочное производство ОАО ИЗТС
- Литейный завод ОАО ИЗТС
- КБ ОАО ИЗТС
- Инструментальное производство ОАО ИЗТС
Сегодня завод выпускает высокоточные горизонтально-расточные станки, обрабатывающие центры, в том числе высокоскоростные, тяжелые обрабатывающие центры с грузоподъемностью стола до 25 тонн, а также деревообрабатывающее оборудование, инструмент и оснастку.
08.09.2014 на базе нескольких цехов ОАО ИЗТС зарегистрировано предприятие Ивановский станкостроительный завод ООО ИСЗ. Учредитель – промышленная группа Группа Стан, ООО (г. Москва).
Продукция, выпускаемая Ивановским заводом тяжелого станкостроения
Читайте также: Производство станков с ЧПУ и обрабатывающих центров в России
Ивановский завод тяжелого станкостроения. Видеоролик
Продукция завода
Полезные ссылки по теме. Дополнительная информация
Каталог-справочник обрабатывающих центров
Паспорта и руководства обрабатывающих центров
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Фрезерный обрабатывающий центр с ЧПУ ИР 500 ПМФ4, описание
Фрезерный обрабатывающий центр с ЧПУ
Синонимы: многоцелевой станок, многооперационный станок, обрабатывающий центр, сверлильно-фрезерно-расточной станок с ЧПУ и АСИ, фрезерный горизонтальный обрабатывающий центр, станок горизонтально-фрезерный с ЧПУ и АСИ, Machining Center, Horizontal boring and milling center for cubical workpieces, Special purpose machining center, High speed machining center (HSC)
Сверлильно-фрезерно-расточной станок с ЧПУ ИР500МФ4 предназначен для сверления, зенкерования, развертывания, растачивания отверстий в корпусных деталях, фрезерования по контуру, нарезания резьб метчиками в условиях серийного производства. Помимо автоматической смены инструментов станок имеет автоматическую смену столов-спутников. Емкость магазина — 30 инструментов.
Помимо автоматической смены инструментов станок имеет автоматическую смену столов-спутников. Емкость магазина — 30 инструментов.
Устройство ЧПУ и электропривода ― фирм “Fanuc”, “Bosch”, отечественных производителей.
Обрабатывающий центр ИР500МФ4 имеет вертикально-подвижную шпиндельную бабку 3 (рис. 19.19), расположенную внутри подвижной стойки 4, и поворотный стол 1. На верхнем торце стойки расположен магазин 6 барабанного типа, а у бокового торца станины на отдельном основании 10 смонтирована поворотная (на 180°) платформа 9 для двух столов-спутников 2 и 8. Поворот магазина осуществляется от высокомоментного двигателя 7. Номера гнезд магазина закодированы.
На переднем торце стойки установлен манипулятор 5 (автоматическая двухзахватная рука), осуществляющий смену инструментов. Манипулятор имеет механизмы вертикального перемещения, поворота руки на 180° и выдвижения руки. Вертикальное перемещение позволяет обходиться без смещения шпиндельной бабки вверх в позицию смены. Захват инструментальных оправок выполняют губки, стянутые двумя цилиндрическими пружинами.
Захват инструментальных оправок выполняют губки, стянутые двумя цилиндрическими пружинами.
Техническая характеристика станка
Размеры рабочей поверхности стола, мм:
- длина: 500
- ширина: 500
Перемещения подвижных частей, мм:
- поперечное передвижение стола: 800
- вертикальное—шпиндельной бабки: 500
- продольное—подвижной стойки: 500
Частота вращения шпинделя, мин-1: 21—3000
Подача стола, шпиндельной бабки, стойки, мм/мин: 1—2000
Движения в станке (рис. 19.20). Главное движение—вращение шпинделя с закрепленным в нем инструментом. Движения подачи: по оси X’ — перемещение стола с заготовкой, по оси У — вертикальное перемещение шпиндельной бабки, по оси Z — горизонтальное перемещение стойки. Вращение шпинделя 2 обеспечивается электродвигателем М1 2ПФ-80Г постоянного тока мощностью 14 кВт (номинальная частота вращения 1000 мин-1, номинальное напряжение 220 В). Изменение частоты вращения шпинделя обеспечивается регулированием двигателя и двухступенчатой коробкой скоростей. Для переключения механических диапазонов служит подвижный блок зубчатых колес z 23—56, который может входить в зацепление с зубчатыми колесами z = 33 или z = 66, закрепленными на общей ступице и связанными со шпинделем зубчатой муфтой, размещенной в отверстии ступицы. Подвижный блок может занимать два положения, соответствующие первому и второму диапазону. Блок перемещается гидроцилиндром и вилкой (на схеме не показаны). При включении первого механического диапазона возможно получение частоты вращения шпинделя 21,2—1000 мин-1 при большом постоянном крутящем моменте (700 Н*м). Второй диапазон обеспечивает частоту вращения шпинделя 1000—3150 мин-1 при постоянной мощности 14 кВт. Изменение направления вращения достигается реверсированием электродвигателя.
Для переключения механических диапазонов служит подвижный блок зубчатых колес z 23—56, который может входить в зацепление с зубчатыми колесами z = 33 или z = 66, закрепленными на общей ступице и связанными со шпинделем зубчатой муфтой, размещенной в отверстии ступицы. Подвижный блок может занимать два положения, соответствующие первому и второму диапазону. Блок перемещается гидроцилиндром и вилкой (на схеме не показаны). При включении первого механического диапазона возможно получение частоты вращения шпинделя 21,2—1000 мин-1 при большом постоянном крутящем моменте (700 Н*м). Второй диапазон обеспечивает частоту вращения шпинделя 1000—3150 мин-1 при постоянной мощности 14 кВт. Изменение направления вращения достигается реверсированием электродвигателя.
Перемещение шпиндельной бабки (по оси У), стойки (по оси 2) и стола (по оси X’) обеспечивается одинаковыми высокомоментными электродвигателями М2—М4 с возбуждением от постоянных магнитов. Мощность каждого двигателя 2,8 кВт (при n = 1000 мин-1). Установленные электродвигатели позволяют без применения коробки подач получать по любой из координат рабочую подачу 1—2000 мм/мин и быстрые установочные перемещения со скоростью 8000 или 10 000 мм/мин (последняя зависит от принятой системы ЧПУ).
Установленные электродвигатели позволяют без применения коробки подач получать по любой из координат рабочую подачу 1—2000 мм/мин и быстрые установочные перемещения со скоростью 8000 или 10 000 мм/мин (последняя зависит от принятой системы ЧПУ).
Наибольшая сила подачи стола и стойки — 8кН, шпиндельной бабки — 4кН. Такие же электродвигатели использованы для вращения поворотного стола 1 (двигатель М5) инструментального магазина 3 (двигатель Мб).
Инструментальный магазин устроен следующим образом (рис. 19.21). Корпус 19 магазина с гнездами 20 для инструментальных оправок 21 размещен на верхнем торце стойки 2 станка и может поворачиваться относительно центральной оси. Сопряжение корпуса магазина с основанием происходит по направляющим 3—5, изготовленным из полимерного материала. Для поворота магазина служит высокомоментный электродвигатель 10 с возбуждением от постоянных магнитов. На валу двигателя на шпонке закреплено зубчатое колесо 12, входящее в зацепление с зубчатым венцом 18, привернутым к корпусу магазина. Угол поворота магазина задается с помощью конечных выключателей, установленных на неподвижном кронштейне 13. Один из них (14) взаимодействует с упором 17, фиксирующим нулевое положение магазина, другой 15 служит для отсчета гнезд магазина. Напротив, каждого гнезда имеется такой же упор 16, взаимодействующий с конечным выключателем 15 при повороте магазина. Для того чтобы гнездо после очередного поворота на заданный угол останавливалось точно в положении смены инструмента, предусмотрено фиксирующее устройство. На валу электродвигателя с помощью муфты закреплен диск 11 с двумя полукруглыми пазами 25. При подходе инструментального гнезда с позиции смены ролик 9 штоком гидроцилиндра 6 вводится в паз диска. Отключается электродвигатель 10, и происходит точная фиксация магазина. Бесконтактный выключатель 8 сигнализирует об этом в систему управления. После этого вступает в работу механизм автоматической смены инструмента.
Угол поворота магазина задается с помощью конечных выключателей, установленных на неподвижном кронштейне 13. Один из них (14) взаимодействует с упором 17, фиксирующим нулевое положение магазина, другой 15 служит для отсчета гнезд магазина. Напротив, каждого гнезда имеется такой же упор 16, взаимодействующий с конечным выключателем 15 при повороте магазина. Для того чтобы гнездо после очередного поворота на заданный угол останавливалось точно в положении смены инструмента, предусмотрено фиксирующее устройство. На валу электродвигателя с помощью муфты закреплен диск 11 с двумя полукруглыми пазами 25. При подходе инструментального гнезда с позиции смены ролик 9 штоком гидроцилиндра 6 вводится в паз диска. Отключается электродвигатель 10, и происходит точная фиксация магазина. Бесконтактный выключатель 8 сигнализирует об этом в систему управления. После этого вступает в работу механизм автоматической смены инструмента.
Перед последующим поворотом ролик фиксатора выводится из зацепления с диском (шток гидроцилиндра смещается влево).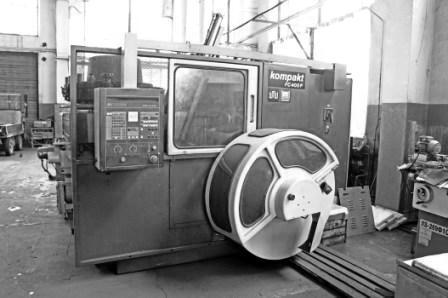 Бесконтактный выключатель 7 формирует сигнал, разрешающий выключение электродвигателя поворота магазина.
Бесконтактный выключатель 7 формирует сигнал, разрешающий выключение электродвигателя поворота магазина.
Инструментальные оправки 21 удерживаются в гнездах от выпадения фиксаторами 24 и шариками 23 с пружинами 22. Сила прижатия фиксаторов к хвостовику оправки невелика и не препятствует вытаскиванию автооператором оправки из гнезда магазина. Контроль наличия оправки в гнезде обеспечивает бесконтактный выключатель 1.
При наладке станка каждая оправка с инструментом устанавливается в гнездо магазина в строго определенном угловом положении так, чтобы паз во фланце оправки совпал с направляющей шпонкой гнезда магазина. Это необходимо для того, чтобы при переносе оправки автооператором в шпиндель станка пазы оправки совпали со шпонками шпинделя. При смене инструмента шпиндель всегда останавливается автоматически также в определенном угловом положении.
Модификации
- ИР-800МФ4 – Станок фрезерный горизонтальный многоцелевой с ЧПУ и АСИ, класс точности Н
- ИР-800ПМФ4 – Станок фрезерный горизонтальный многоцелевой с ЧПУ и АСИ, класс точности П
- ИР-800ПМ1Ф4 — Станок фрезерный горизонтальный многоцелевой с индексируемым столом и многоместным накопителем столов-спутников и устройством автоматической установки их на стол станка.
- ИР-800ПМ1Ф4-01 — Станок фрезерный горизонтальный многоцелевой с непрерывной круговой подачей стола и многоместным накопителем столов-спутников и устройством автоматической установки их на стол станка.
- ИР-800ПМФ4-29 — Станок фрезерный горизонтальный многоцелевой с двухместным накопителем столов-спутников и с верхним пределом оборотов шпинделя до 5300 ― 7000 мин-1;
- ИР-800ПМ1Ф4-29 — Станок фрезерный горизонтальный многоцелевой с восьмиместным накопителем столов-спутников и верхним пределом оборотов шпинделя до 5300 ― 7000 мин-1.

ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| ИР500ПМФ4 | ИР800ПМФ4 | |
| Программируемые перемещения | ||
| Ось Х (стол поперечно), мм | 800 | 1000 |
| Ось Y (шпиндельная бабка вертикально), мм | 500 | 710 |
| Ось Z (стойка продольно), мм | 500 | 800 |
| Ось B (поворотный стол) , дискретность позиционирования | 5° | 3° |
| Шпиндель | ||
Частота вращения шпинделя, об/мин. | 5…3000 | 5…3000 |
| Конус для крепления инструмента в шпинделе | ISO 50 | ISO 50 |
| Мощность электродвигателя привода вращения шпинделя, кВт | 22 | 22 |
| Привода подач | ||
| Диапазон рабочих подач по осям Х,Y,Z, мм/мин | 1…3600 | 1…3600 |
| Диапазон рабочих подач по оси B, град/мин | 1…2160 | 1…1800 |
| Ускоренные перемещения по осям Х,Y,Z, мм/мин. | 10000…15000 | 10000…15000 |
| Ускоренные перемещения по оси B, мин-1 | 10 | 10 |
| Устройство АСИ, грузоподъёмность столов-спутников, габариты и масса | ||
| Емкость инструментального магазина, шт | 30 | 30 |
| Наибольший диаметр инструмента с пропуском гнезд/без пропуска гнезд | 160/125 | 160/125 |
| Среднее время смены инструмента “от реза до реза”, сек | 20 | 20 |
| Размеры рабочей поверхности столов-спутников, мм | 500х500 | 800х800 |
| Емкость накопителя столов-спутников, шт | 2 | 2 |
| Грузоподъёмность стола-спутника, кг | 700 | 1500 |
| Габаритные размеры станка (LxBxH), мм | 4450х4625х3205 | 5388х5300х3455 |
| Общая масса станка, кг | 9350 | 10050 |
 youtube.com/embed/ZdcV2KRYVI0?rel=0&loop=0&autoplay=0&controls=1&showinfo=1&disablekb=0&modestbranding=0″/>
youtube.com/embed/ZdcV2KRYVI0?rel=0&loop=0&autoplay=0&controls=1&showinfo=1&disablekb=0&modestbranding=0″/>
У нас можно купить обрабатывающий центр с ЧПУ с размером паллеты 500х500 и 800х800 мм.
Ремонт, обслуживание, гарантия.
Производители обрабатывающего центра из России
Продукция крупнейших заводов по изготовлению обрабатывающего центра: сравнение цены, предпочтительных стран экспорта.
- где производят обрабатывающий центр
- ⚓ Доставка в порт (CIF/FOB)
Страны куда осуществлялись поставки из России 2018, 2019, 2020, 2021
- 🇩🇪 ГЕРМАНИЯ (24)
- 🇱🇻 ЛАТВИЯ (8)
- 🇨🇿 ЧЕШСКАЯ РЕСПУБЛИКА (7)
- 🇯🇵 ЯПОНИЯ (7)
- 🇺🇦 УКРАИНА (6)
- 🇺🇸 СОЕДИНЕННЫЕ ШТАТЫ (4)
- 🇮🇹 ИТАЛИЯ (4)
- 🇫🇷 ФРАНЦИЯ (3)
- 🇫🇮 ФИНЛЯНДИЯ (3)
- 🇨🇭 ШВЕЙЦАРИЯ (2)
- 🇦🇹 АВСТРИЯ (2)
- 🇨🇳 КИТАЙ (2)
- 🇹🇼 ТАЙВАНЬ (КИТАЙ) (1)
- 🇰🇬 КИРГИЗИЯ (1)
- 🇱🇹 ЛИТВА (1)
Выбрать обрабатывающий центр: узнать наличие, цены и купить онлайн
Крупнейшие экспортеры из России, Казахстана, Узбекистана, Белоруссии, официальные контакты компаний. Через наш сайт, вы можете отправить запрос сразу всем представителям, если вы хотите купить
обрабатывающий центр.
Через наш сайт, вы можете отправить запрос сразу всем представителям, если вы хотите купить
обрабатывающий центр.
🔥 Внимание: на сайте находятся все крупнейшие российские производители обрабатывающего центра, в основном производства находятся в России. Из-за низкой себестоимости, цены ниже, чем на мировом рынке
Поставки обрабатывающего центра оптом напрямую от завода изготовителя (Россия)
Крупнейшие заводы по производству обрабатывающего центра
Заводы по изготовлению или производству обрабатывающего центра находятся в центральной части России. Мы подготовили для вас список заводов из России, чтобы работать напрямую и легко можно было купить обрабатывающий центр оптом
Центры обрабатывающие для обработки металла
Изготовитель приспособления для крепления инструмента
Поставщики части и принадлежности к станкам товарной позиций
Крупнейшие производители изделия из черных металлов не для производства авиационных двигателей и гражданских воздушных судов
Экспортеры Центры обрабатывающие горизонтальные
Производство Цифровые панели управления со встроенной вычислительной машиной на напряжение не более В
Изготовитель шариковые или роликовые винтовые передачи
Поставщики Двигатели переменного тока многофазные : мощностью более квт
Крупнейшие производители приборы
Экспортеры машины и аппараты
Компании производители Делительные головки и другие специальные приспособления к станкам
Производство приспособления для крепления инструмента для токарных станков
изделия из алюминия
изделия литые из черных металлов
инструменты для фрезерования с рабочей частью из прочих металлов
Центры обрабатывающие горизонтальные фрезерные с высокоскоростным приводом ( об/мин и более
изделия из пластмасс и изделия из прочих материалов товарных позиций –
Центры обрабатывающие фрезерные с высокоскоростным приводом ( об/мин и более
приспособления для крепления обрабатываемых деталей (не для токарных станков)
Ошибка 404.
 Страница не найдена. Ошибка 404. Страница не найдена.
Страница не найдена. Ошибка 404. Страница не найдена.
Металлообработка – одна из главных отраслей в Украине. Металл из нашей страны продается как на ее территории, так и за рубежом. Именно поэтому руководители заводы стараются закупить лучшие станки и оборудование для металлообработки. Ведь от этого напрямую зависит качество производимого металла. Как же выяснить, какие металлообрабатывающие станки и оборудование подходят именно вам? В этом непростом вопросе поможет наш универсальный журнал «Оборудование и инструмент для профессионалов».
На страницах «Оборудование и инструмент для профессионалов» размещаются только полезные статьи о новейших инструментах по металлу. Мы посещаем разнообразные выставки, встречаемся с директорами-производителями металлообрабатывающих станков и оборудования, чтобы собрать для вас самые интересные новости и новации в данной сфере. Инструменты по металлу – огромная платформа для изобретений. Каждый год в данной сфере разрабатываются все новые и новые прогрессивные решения, о которых вам должно быть известно первыми.
Наш журнал популярен по всему миру. Мы собираем новости о станках и оборудовании из первых уст и передаем их вам посредством интернет публикаций. Быть в курсе новостей о
металлообрабатывающих станках и оборудовании, это значит держать руку на пульсе и первым узнавать все самое необходимое. В металлообработке очень много достойных конкурентов, которые стремятся, также как и вы, получить максимум от бизнеса. Вы должны регулярно посещать наш ресурс для того, чтобы первым узнать о новшествах и прогрессах данной индустрии.
Также мы размещаем не менее актуальную информацию о деревообрабатывающем оборудовании и инструменте. Это заинтересует всех, кто напрямую связан с деревообработкой. Хотите узнать своих конкурентов в лицо? Понять, что они делают для достижения максимальной выгоды? Тогда наш ресурс «Оборудование и инструмент для профессионалов» к вашим услугам. Посещайте вместе с нами только самые авторитетные выставки и будьте в курсе всех новостей.
Деревообрабатывающее оборудование и инструмент представлены на многих выставках в СНГ, но только у нас вы сможете узнать, какие вам действительно следует посетить. Наш журнал незаменим для тех, кто хочет не просто занять место на просторах деревообработки, а выйти в лидеры. Вы ищете универсальный деревообрабатывающий станок? Или вам нужна помощь и полезные контакты по деревообработке? Все это вы найдете в журнале «Оборудование и инструмент для профессионалов». Больше не надо просматривать бесконечное множество страниц в Интернете, ведь все самое интересное есть у нас. Деревообрабатывающее оборудование и инструментпостоянно совершенствуется и вам необходимо за этим следить, если не хотите работать с устаревшими аналогами. Универсальные деревообрабатывающие станкиподнимут производительность в разы, а значит и прибыль будет существенной. Не ограничивайте себя только накопленными знаниями! Посещайте журнал «Оборудование и инструмент для профессионалов» и будьте самым продвинутым в сферах деревообработки и металлообработки.
Наш журнал незаменим для тех, кто хочет не просто занять место на просторах деревообработки, а выйти в лидеры. Вы ищете универсальный деревообрабатывающий станок? Или вам нужна помощь и полезные контакты по деревообработке? Все это вы найдете в журнале «Оборудование и инструмент для профессионалов». Больше не надо просматривать бесконечное множество страниц в Интернете, ведь все самое интересное есть у нас. Деревообрабатывающее оборудование и инструментпостоянно совершенствуется и вам необходимо за этим следить, если не хотите работать с устаревшими аналогами. Универсальные деревообрабатывающие станкиподнимут производительность в разы, а значит и прибыль будет существенной. Не ограничивайте себя только накопленными знаниями! Посещайте журнал «Оборудование и инструмент для профессионалов» и будьте самым продвинутым в сферах деревообработки и металлообработки.
Уникальные статьи и мнения профессионалов помогут вам в развитии начатого дела. Мы тщательно отбираем статьи и публикуем только самые интересные и полезные инструменты по металлу и дереву. Если вы не связаны с данными видами бизнеса, прочитав наши материалы, вам обязательно захочется попробовать себя в этом деле, а мы вам поможем. Журнал «Оборудование и инструмент для профессионалов» сделает вас лидером в сферах деревообработки и металлообработки, а также достойным конкурентом для уже существующих фирм на этом рынке.
Мы тщательно отбираем статьи и публикуем только самые интересные и полезные инструменты по металлу и дереву. Если вы не связаны с данными видами бизнеса, прочитав наши материалы, вам обязательно захочется попробовать себя в этом деле, а мы вам поможем. Журнал «Оборудование и инструмент для профессионалов» сделает вас лидером в сферах деревообработки и металлообработки, а также достойным конкурентом для уже существующих фирм на этом рынке.
|
Страница могла быть перемещенна в связи с обновлением сайта.
Пожалуйста воспользуйтесь формой поиска в шапке сайта,
либо перейдите на главную страницу. Прейти на главную |
Новостная рассылка Будьте в курсе наших последних новостей. Оформите бесплатно персональную новостную рассылку.
Наше оборудование – ЗАВОД-РЕДУКТОР
Внутришлифовальный станок с УЦИ модели AIG-150-NC фирмы Glory
Газификатор холодный криогенный вертикальный ГХК
0,195/2,0-10 – 2 шт
Вертикальный обрабатывающий центр
Зубошлифовальный станок 5Д833
Ленточнопильный станок Chenlong CV-5080
Обрабатывающий центр ИС 800 ПМФ4
Печь плавильная инв. № 00002351
№ 00002351
Печь плавильная инв.№ 00002352
Плавильный индукционный комплекс IF-0.25-160-1
Полуавтоматический ленточнопильный станок KMY-280
Пресс гидравлический П3232А
Станок газо-плазменной резки металла Шквал RD 2000*3000
Станок зубофрезерный 53А30П
Станок круглошлифовальный
Станок многоцелевой специальный ИР800ПМ8Ф (с оснасткой) – 2 шт
Станок токарный с ЧПУ Fanuc
Токарно-винторезный станок с ЧПУ мод. 16А20Ф3С39
Токарный станок с ЧПУ 16К20Т1-02 — 3 шт
Универсальный сварочный аппарат Saturn 351 M2.40 FKG – 2 шт
Обрабатывающий центр 2206ВМФ4-07
Обрабатывающий центр ИС800ПМФ4-исп.710 с ЧПУ
Отжиговая печь СШ3-10-10/10 — 2 шт
Отпускная печь СШЗ-6,6/7И5
П/автомат гидрокопировальный ЕМ 473-1-01
П/автомат гидрокопировальный ЕМ 473-1-08
П/автомат гидрокопировальный ЕМ 473-10 – 2 шт
П/автомат зубожевинговальный 5Д702В — 2 шт
П/автомат зубозакругляющий 5Е58
П/автомат зубофрезерный 3ВЗОП -3 шт
П/автомат протяжной горизонт. 7А523
7А523
П/автомат резьбонакатной А2528
П/автомат токарный
1А225-6 — 3 шт
П/автомат токарный 1Б265 МП-8К
П/автомат токарный прутковый 1Б240-6К -2 шт
Пескоструйная установка — 3 шт
Печь плавильная — 6 шт
Покрасочная линия -2 шт
Пресс гидр. 25т
Пресс гидравлический 1671 40т
Пресс гидравлический п6324
Пресс П6324Б
Пресс-комплекс КД2126К -3 шт
Станок агрегатно-сверлильный АБО-839
Станок верт-сверлильный 2А125 — 2 шт
Станок верт-сверлильный 2Н118 — 3 шт
Станок верт-сверлильный 2Н125 — 2 шт
Станок верт-сверлильный 2Н125Л
Станок верт-сверлильный 2Н135 — 6 шт
Станок верт-фрезерный 6Р10
Станок верт-фрезерный ВМ127
Станок верт-фрезерный ВМ127
Станок вертикально-фрезерный ГФ2380 -2 шт
Станок внутри-шлифовальный 3А228
Станок горизонтально-протяжной 7655
Станок горизонтально-фрезерный 6Т 82Г — 3 шт
Станок заточной 3А662
Станок заточной 3Д642
Станок заточной 3М601Ф1
Станок заточной Т4ПН4
Станок зубодолбежный 5122
Станок зубодолбежный 5М150П
Станок зубодолбежный КЗС-104
Станок зубообрабатывающий 53А 80К — 4 шт
Станок зубообрабатывающий 5А 122
Станок зубообрабатывающий 5С 276 П
Станок зубофасочный 58525-2
Станок зубофрезерный ЕЗС444-350
Станок зубофрезерный. 53АЗОП — 8 шт
53АЗОП — 8 шт
Станок зубофрезерный.5К328
Станок карусельно-фрезерный специальный УФ99
Станок координатно-расточной 2Е450АФ1-1
Станок кругло-шлифовальный 3М162
Станок кругло-шлифовальный 3М162В
Станок ленточнопильный OL 320 GHA
Станок ленточнопильный UE-712C
Станок настольно-сверлильный 2А112 – 9 шт
Станок обдирочно-заточной 3К634 — 2 шт
Станок образивно-отрезной 88220
Станок отделочно-расточной ОООР290С2392
Станок плоско-шлифовальный 3Л722В
Станок продольно-фрезерный 6605
Станок продольно-фрезерный 6622
Станок радиально-сверлильный 2А554 — 3 шт
Станок радиально-сверлильный 2А576
Станок радиально-сверлильный 2М55
Станок радиально-сверлильный 2М550
Станок радиально-сверлильный 2М55Ж
Станок резьбо-шлифовальный 5К886В — 2 шт
Станок резьбонакатной GWR80
Станок спец. карусельно-фрезерный 2223С1Н19
карусельно-фрезерный 2223С1Н19
Станок специальный фрезерный 621М
Станок токарно-винторезый 16Д25 — 2 шт
Станок токарно-винторезый 250ИТВМ01 — 2 шт
Станок токарно-копировальный 4730101
Станок токарный 1А616
Станок токарный 1М65
Станок токарный гидрокопировальный 1Н713
Станок токарный гидрокопировальный ЕМ473-08
Станок токарный гидрокопировальный ЕМ473-1-01
Станок токарный гидрокопировальный ЕМ473-1-08
Станок токарный гидрокопировальный ЕМ473-1-10
Станок токарный гидрокопировальный ЕМ473-10 – 3 шт
Станок токарный универсальный 16Б16КП
Станок токарный универсальный 16Д16АФ1.181.000
Станок токарный универсальный 16К20 — 4 шт
Станок токарный универсальный 1К62 — 2 шт
Станок токарный универсальный 1К62Д — 3 шт
Станок токарный универсальный 1М63
Станок токарный универсальный 1М63БФ101
Станок токарный универсальный 1М63МС5
Станок токарный универсальный ТС-70
Станок токарный универсальный ТС-75
Станок токарный универсальный ТС-7501
Станок токарный универсальный ТТ1627Ф101
Станок точильно-шлифовальный 3Б63
Станок точильно-шлифовальный 3Е664 – 2 шт
Станок универсальный заточной 3Д641Е
Станок фрезерно-центровальный МР-71 — 2 шт
Станок фрезерно-шпоночный 692Д
Станок шлицефрезерный GFL
Станок шлицешлифовальный 3М451
Станок шпоночно-фрезерный 692Д – 2 шт
Станок шпоночно-фрезерный 692Р — 2 шт
Цементационная печь Ц105 — 2 шт
Центродоводочный станок 3922К
Вертикальный металлообрабатывающий центр модели DNM 6700 производства компании Doosan
Горизонтальный обрабатывающий центр с ЧПУ производства DOOSAN модели DBS110S
Горизонтальный токарный металлообрабатывающий центр модели PUMA 5100
Горизонтальный токарный металлообрабатывающий центр модели Puma GT2600L, производства компании Tools — 3 шт
Станок вертикально-фрезерный мод. ВМ127 Ф1 с бесступенчатым приводом подач
ВМ127 Ф1 с бесступенчатым приводом подач
3-х координатный фрезерный обрабатывающий центр MIKRON HPM 600 HD, 107.20.00.125
3-х координатный фрезерный обрабатывающий центр MIKRON HPM 600 HD, 107.20.00.128
Высечной станок TruPunch 1000, с.г.A0045A0754, 2011 г.в.
Гравировально-фрезерный станок DATRON М10 ARC сер.номер 1002231
Гравировально-фрезерный станок DATRON М8 A RC серийный номер 80242, г.в. 2011
Листогибочный станок TruBend 5085, с.н. B0502F0587, 2012 г.в.
VARIAXIS i-800
ОПИСАНИЕ МАШИНЫ:
Вертикальный обрабатывающий центр VARIAXIS i-800 имеет расширенные возможности одновременной обработки нескольких поверхностей для точной обработки больших и тяжелых деталей со сложными профилированными поверхностями за одну установку.
В сочетании с дополнительным устройством смены поддонов на два поддона машина обеспечивает автоматические операции и настройку деталей вне цикла. Эта простая и эффективная форма автоматизации позволяет операторам загружать, выгружать и проверять детали на одном поддоне, в то время как машина работает на другом без помех.
Эта простая и эффективная форма автоматизации позволяет операторам загружать, выгружать и проверять детали на одном поддоне, в то время как машина работает на другом без помех.
Машина также легко интегрируется с нашей эксклюзивной системой PALLETECH, которая может поддерживать ее работу круглосуточно без выходных.
ХАРАКТЕРИСТИКИ МАШИНЫ:
- Работает с деталями диаметром до 39,37 дюйма и высотой 19,69 дюйма
- Обрабатывает детали до 31.5 дюймов в диаметре и 19,69 дюйма в высоту (с устройством смены двух поддонов
- Расширенные возможности одновременной обработки нескольких поверхностей по 5 осям
- Шпиндель с 50 конусами и компактной головкой увеличивает ход по оси Z
- Поворотно-наклонный стол с технологией кулачка с роликовой шестерней исключает люфт
- Емкость для хранения инструментов от 30 до 120 инструментов обеспечивает высокую гибкость
- Дополнительное устройство смены поддонов на две паллеты упрощает обработку без участия оператора
- Интегрируется с дополнительной системой PALLETECH для отключения света
Технические характеристики машины
| Спецификация | Значения | |
|---|---|---|
| Шпиндель | Конус шпинделя | 50 |
| Максимальная скорость | 10000 об / мин | |
| Мощность двигателя ( 30 минут) | 50. 0 л.с. / 37 кВт 0 л.с. / 37 кВт | |
| Журнал | Количество инструментов | 30 |
| Оси вращения | Наклон стола (ось A) | 150 градус |
| Индексирование стола (ось C) | 360.0000 градус | |
| Оси подачи | Ход (ось X) | 28.74 дюйм / 730 мм |
| Ход (ось Y) | 33,46 дюйм / 850 мм | |
| Ход (ось Z) | 22,05 дюйм / 560 мм | |
Вертикальный обрабатывающий центр CV-800
- Стандартный
- Опции
- По запросу
- Шпиндель
- Скорость шпинделя 8000 об / мин
- Скорость шпинделя 12000 об / мин
- Масляный радиатор шпинделя
- Сквозной шпиндель охлаждающей жидкости (CTS)
- Система воздушного уплотнения шпинделя
- Коробка передач ZF + система охлаждения
- Система охлаждения
- Шпиндель Внешняя программируемая система продувки воздухом
- Стопорный блок для держателя инструмента подачи масла
- Программируемая форсунка для охлаждающей жидкости
- Защитное кольцо (только рычаг)
- Система охлаждения охлаждающей жидкости
- Удаление стружки
- Шнек для удаления стружки внутри машины
- Конвейер для стружки
- Тележка для чипов
- Водяной пистолет
- Пневматический пистолет
- Устройство для промывки
- Вытяжка для верхней части машины
- Полный корпус
- Измерительная система
- Инфракрасное обнаружение поломки инструмента
- Система измерения длины инструмента
- Система измерения заготовки
- Система измерения CCD
- Производство и мастерская
- Управление производством и сетевое обслуживание
- Человеко-машинный интерфейс – Интеллектуальная машина
- Коллектор масляного тумана
- Сепаратор масла / охлаждающей жидкости
- Дисковый сепаратор масла / охлаждающей жидкости
- Система разделения машинного масла и охлаждающей жидкости
- Система УВД
- Механизм автоматической смены инструмента (ATC)
- Конус ВТ-40
- Магазин инструментов типа рычага 24T
- Магазин инструментов типа рычага 32T
- 3-х осевая трансмиссия
- Трехосный шарико-винтовая передача для охлаждающей жидкости (CTB)
- 3-х осные роликовые линейные направляющие
- 3-осевые линейные весы
- Система двигателя оси Z с тормозом
- Контроль
Автомобиль
- Mitsubishi M80
- FANUC
- Сименс 828D
- Электрооборудование
- Рабочий свет
- Сигнальная лампа
- Система автоматического отключения питания M30
- Теплообменник
- Кондиционер
- Разное
- 4-я ось (поворотный стол)
- Инструмент
- Встроенный двигатель DDR (только система Mitsubishi)
Горизонтальные обрабатывающие центры | Doosan Machine Tools America
Какой тип машины вы ищете?Горизонтальный токарный центр
Вертикальный токарный центр
Вертикальный обрабатывающий центр
Горизонтальный обрабатывающий центр
Пятиосевой обрабатывающий центр
Многозадачная машина
Сверлильный / мостовой / двухстоечный станок
Другой
Вертикальный обрабатывающий центр с ЧПУ MANFORD STM VL 800 VMC Machine, перемещение по оси Z: 510, размер поддона: 950 X 500 мм, 3000000 рупий / комплект
О компании
Год основания 1996
Юридический статус компании с ограниченной ответственностью (Ltd. /Pvt.Ltd.)
/Pvt.Ltd.)
Характер бизнеса Производитель
Количество сотрудников От 101 до 500 человек
Годовой оборот 100-500 крор
Участник IndiaMART с мая 2011 г.
GST33AANCS4209B2ZO
Код импорта и экспорта (IEC) 32090 *****
Являясь признанными поставщиками и торговцами, мы “ S&T Engineers Private Limited ” , основанная в 1996, , предлагаем широкий ассортимент принадлежностей Vertex, принадлежностей для фрезерования Vertex, принадлежностей для фрезерных станков Vertex, специальных принадлежностей Vertex. и многое другое.Мы гарантируем, что эти продукты поставляются надежными поставщиками и не имеют недостатков. Качество нашей продукции позволило нам завоевать доверие огромной клиентуры по всей стране. Предлагаемые нами продукты широко известны благодаря различным характеристикам, таким как прочность на разрыв, техническое обслуживание, точное функционирование, прочная конструкция, точность размеров, надежность, превосходное качество, длительный срок службы, точность проектирования и многое другое. Кроме того, клиенты могут воспользоваться нашим диапазоном по сравнительно низким ценам.
Нас широко ценят за то, что мы располагаем современной инфраструктурой, которая оснащена всем необходимым оборудованием и машинами.Кроме того, это современное оборудование помогает нам занять важное место на рынке и в достижении целей и задач нашей фирмы. Чтобы предоставлять нашим клиентам продукцию высокого качества, мы постоянно обновляем наш объект. Точно так же для надлежащего управления операциями мы разделили обязанности между разными людьми на нашей базе, чтобы работа могла выполняться легко. Все наши сотрудники работают в единстве друг с другом, что увеличивает наши производственные мощности и минимизирует затраты, связанные с производством товаров.Кроме того, наши этические деловые отношения и надежные платежные операции помогли нам получить огромную клиентскую базу.
Видео компании
Indian Standrad Global CNC VMC 800 Вертикальный обрабатывающий центр, класс автоматизации: автоматический,
Indian Standrad Global CNC VMC 800 Вертикальный обрабатывающий центр, класс автоматизации: автоматический, | ID: 16595862912Уведомление : преобразование массива в строку в / home / indiamart / public_html / prod-fcp / cgi / view / product_details.php на линии 290
Спецификация продукта
| Марка | ГЛОБАЛЬНЫЙ ЧПУ VMC 800 ВЕРТИКАЛЬНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР |
| Название модели / номер | ГЛОБАЛЬНЫЙ ЧПУ VMC 800 ВЕРТИКАЛЬНЫЙ ОБРАБОТАТЕЛЬНЫЙ ЦЕНТР |
| Размер поддона | 1000 * 625 Самый большой в Индии 900 |
| Z – ход оси | 600 Самый большой ход этой модели в ИНДИИ |
| Скорость шпинделя | 8000-12000 |
| Мощность шпинделя Fanuc | 11/15 |
| Напряжение | Индийский стандарт |
| Уровень автоматизации | Автоматический |
| Марка / Марка | GLOBAL CNC VMC |
| Макет | Вертикальный |
Описание продукта
Мы предлагаем VMC 800Основные характеристики:
- Очень жесткая конструкция с двумя колоннами
- Повышенная стабильность с широким основанием
- Подходит для высокоскоростной обработки и обработки твердых деталей
- Роликовые направляющие для большей грузоподъемности
- Шпиндель с минимальным вылетом для лучшей производительности
- Простота выполнения работ при широко открытой дверце
- Простое удаление стружки
- Удобный дизайн
Стандартные характеристики:
- Порт последовательного интерфейса RS-232
- Регулируемая скорость переменного тока двигатель шпинделя
- Устройство автоматической смены инструмента (20 инструментов)
- Базовая система СОЖ с поддоном для стружки
- Ручной генератор импульсов
- Освещение станка
- Централизованная автоматическая смазка
- Кондиционер панели
- Полный кожух станка
- Пневматическое ружье
- Конус шпинделя обдув воздухом
- Кольцо охлаждающей жидкости вокруг сп indle
- Набор инструментов для обслуживания
Дополнительные функции:
- Транспортер для стружки вместо поддона для стружки
- Охлаждающая жидкость под высоким давлением через шпиндель
- Поворотная ось ЧПУ в качестве 4-й оси / индексация
- Пистолет для охлаждающей жидкости
- Автоматический инструмент Устройство смены (24 инструмента / 30 инструментов)
- Стабилизатор напряжения
- Edge Finder
Технические характеристики:
Ход:
- Ось X (шпиндель по горизонтали): 810 мм
- Ось Y (стол спереди назад): 510 мм
- Ось Z (вертикальный шпиндель): 510 мм
- От верхней части стола до поверхности шпинделя от 150 до 660 мм
Стол:
- Размер стола: 1000×500 мм
- От пола до столешницы : 920 мм
- Максимальная нагрузка на стол: 650 кг
Шпиндель:
- Максимальная скорость шпинделя: 8000 об / мин
- Носик шпинделя: BT-40
- Диаметр подшипника тер: 70 мм
- Мощность шпинделя (Con./ 30 мин): Fanuc 7,5 / 11 кВт, Siemens 9/12 кВт
Скорость подачи:
- Ускоренный ход (XYZ): 25 м / мин
- Скорость подачи резания (XYZ): 10 м / мин
ATC (автоматическая смена инструмента):
- Вместимость инструмента: 20 шт.
- Максимальный диаметр инструмента (с регулируемым инструментом): 80 мм
- Максимальный диаметр инструмента (без регулируемого инструмента): 125 мм
- Максимальная длина инструмента: 250 мм
- Максимальный вес инструмента: 8 кг
Точность:
- Позиционирование: 10 мкм
- Повторяемость: ± 3 мкм
Размер машины:
- Высота: 3000 мм
- Напольные весы (ДхШ): 2400×2800 мм
- Вес машины: 6200 кг
Обратный звонок
Дополнительная информация:
Заинтересовал этот товар? Получите последнюю цену у продавца
Связаться с продавцом
Видео о продукте
Изображение продукта
О компании
Год основания 2002
Юридический статус компании с ограниченной ответственностью (Ltd./Pvt.Ltd.)
Характер бизнеса Производитель
Количество сотрудников До 10 человек
Годовой оборот 1-2 крор
Участник IndiaMART с января 2014 г.
GST36AARCS7544R1Z6
Код импорта и экспорта (IEC) 09130 *****
Нас поддерживает высокопрофессиональная и квалифицированная команда профессионалов, которая поддерживала нас на протяжении всей жизни.Наши профессионалы следят за текущими рыночными тенденциями и следят за тем, чтобы они отражались в наших продуктах. Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
Cincinnati Горизонтальный обрабатывающий центр MEGA 800
Fives представляет новую интегрированную контурную головку для своей 6-осевой MEGA 800 HMC в Цинциннати, объявив о продаже ячейки с двумя станками, которая включает первое использование головки на этом станке размер.Приобретенная европейским производителем станков, новая ячейка заменит существующую двухмашинную ячейку, работающую круглосуточно, что потребует от 30 до 50 процентов больше работы, включая работу, выполняемую в настоящее время на расточных станках. Шпиндель станка с сервоуправлением и поперечной подачей с осью U может производить круглые детали диаметром до 540 мм, требующие точения, расточки, совместного растачивания, торцевания, нарезания резьбы, конического растачивания и фрезерования винтовой резьбы. Новая ячейка MEGA устраняет необходимость производить эти функции на других станках, резко сокращая перемещение заготовок, настройки и складские запасы незавершенного производства, одновременно повышая точность и скорость производства.
Ячейка включает в себя рабочую очередь на 14 поддонов, две станции загрузки / разгрузки, оборудованные вакуумом, хранилище для 640 инструментов и напольный сборщик тумана для каждой машины. Каждая машина хранит 120 инструментов, в то время как интегрированная система хранения / извлечения содержит еще 400 инструментов, которые передаются на машины через подвесного робота.
«Комбинация головки с осью U и основного фрезерно-расточного шпинделя с осью W устраняет необходимость в расточных станках и токарных центрах, объединяя обе возможности в одном многозадачном станке», – сказал менеджер по продукции Fives Cincinnati Кен Вичман.«Головка с осью U обеспечивает крутящий момент 2475 Нм (S6-60) и оснащена интерфейсом инструмента Sandvik Coromant Capto C8, способным выдерживать вес инструмента до 30 кг (66 фунтов). Диапазон, мощность, точность и возможности обращения с инструментом этой контурной головки предоставляют заказчику гораздо более широкий диапазон возможностей обработки, чем это возможно с помощью приспособлений для контурной обработки или других опций. Интегрированная головка намного более жесткая, чем приспособления, прикрепленные болтами или удерживаемые конусом шпинделя, что обеспечивает превосходное качество деталей, качество поверхности и точность размеров.Стандартный интерфейс инструмента устраняет необходимость в специальных инструментах, а встроенная головка исключает ручную замену и хранение головки. Это расширяет успешную интеграцию этой головки с более крупной платформой Giddings & Lewis HMC 1250 ».
Обе MEGA HMC в первой продаже оснащены приводным шпинделем с осью W на 4000 об / мин и мощностью 45 кВт (S6-60 л.с.) с диаметром стержня 130 мм и ходом 800 мм. Массивные машины принимают детали весом до 2200 кг (4840 фунтов), высотой 2000 мм (79 дюймов) и 1300 мм (51.2 дюйма) в диаметре. Т-образное основание с трехточечным выравниванием перемещает заготовку по прямой к шпинделю и от шпинделя для точного растачивания, при этом оси X, Y и Z приводятся в движение двумя ШВП с абсолютной обратной связью по шкале. Поворотный стол оси B с высокоточным абсолютным энкодером позволяет создавать бесконечные контуры, создавая крутящий момент 5100 Нм (3300 фут-фунтов).
В станках используется ЧПУ Siemens 840D Solution Line с ОС Windows 7 и интерфейсом оператора, а ячейка соответствует требованиям все европейцы и U.S. стандарты безопасности / здоровья.
Вертикальный обрабатывающий центр MV-800
- Шпиндель
- Скорость шпинделя 10000 об / мин
- Скорость шпинделя 12000 об / мин
- Масляный радиатор шпинделя
- Сквозной шпиндель охлаждающей жидкости (CTS)
- Система воздушного уплотнения шпинделя
- Система охлаждения
- Шпиндель Внешняя программируемая система продувки воздухом
- Стопорный блок для держателя инструмента подачи масла
- Программируемая форсунка для охлаждающей жидкости
- Брызговое кольцо (только рычаг)
- Система охлаждения охлаждающей жидкости
- Удаление стружки
- Шнек для удаления стружки внутри машины
- Конвейер для стружки
- Тележка для чипов
- Водяной пистолет
- Пневматический пистолет
- Устройство для промывки
- Вытяжка для верхней части машины
- Полный корпус
- Измерительная система
- Инфракрасное обнаружение поломки инструмента
- Система измерения длины инструмента
- Система измерения заготовки
- Система измерения CCD
- Производство и мастерская
- Управление производством и сетевое обслуживание
- Человеко-машинный интерфейс – Интеллектуальная машина
- Коллектор масляного тумана
- Сепаратор масла / охлаждающей жидкости
- Дисковый сепаратор масла / охлаждающей жидкости
- Система разделения машинного масла и охлаждающей жидкости
- Система УВД
- Механизм автоматической смены инструмента (ATC)
- Конус ВТ-40
- Магазин инструментов типа рычага 24T
- 3-х осевая трансмиссия
- Z Роликовая направляющая линейного шпинделя
- 3-осевые линейные весы
- Система двигателя оси Z с тормозом
- Контроль
Автомобиль
- Mitsubishi M80
- FANUC
- Сименс 828D
- Электрооборудование
- Рабочий свет
- Сигнальная лампа
- Система автоматического отключения питания M30
- Теплообменник
- Кондиционер
- Разное
- 4-я ось (поворотный стол)
- Инструмент
- Встроенный двигатель DDR (только система Mitsubishi)