Пассивация сварных швов нержавеющей стали: Пассивация сварных швов нержавеющей стали: химия или электрохимия?
alexxlab | 15.03.2023 | 0 | Разное
Средства для очистки, травления и пассивации
Вы здесь
Главная – Продукты – Средства для очистки, травления и пассивации
Выберите продукт
- Мойки для деталей
- Ручные мойки
- Био-мойки для деталей
- Мобильные системы очистки
- Мойки для деталей высокого давления
- Системы очистки краскопультов
- Универсальные мойки для деталей
- Очистители для ручных моек
- Автоматические мойки
- Мойки карусельного типа
- Очистители для автоматических моек
- Комбинированные мойки
- Аппараты 3 в 1 BIO-CIRCLE
- Комбинированные промывочные установки
- Очистители для комбинированных моек
- Ультразвуковые ванны для очистки деталей
- Ультразвуковые мойки Elmasonic
- Промышленные ультразвуковые ванны ГРАД
- Стандартные ультразвуковые ванны ГРАД
- Очистители для УЗ-ванн
- Аксессуары для моечных машин
- Ручные мойки
- Очистители и специальные средства
- Средства для очистки после сварки нержавейки
- Ингибиторы и средства для пассивации
- Средства для моечных систем CleanBox
- Средства для ручных моек
- Средства для моек ВД
- Средства для автоматических моек
- Обезжириватели
- Пеногасители
- Средства для подготовки поверхностей
- Моющие и дезинфицирующие средства
- Антикоррозийные составы
- Средства для нержавеющей стали и цветных металлов
- Универсальные средства
- Многоразовые средства
- Средства от стойких нагаров и копоти
- Средства для очистки фасадов
- Средства для мойки помещений
- Средства для смывки лакокрасочных материалов
- Средства от ржавчины
- Средства от клеевых загрязнений
- Средства от стойких загрязнений
- Средства для удаления накипи
- Средства для промывки труб, котлов, теплообменников
- Средства для рук
- Решения для сварки
- Оборудование для очистки и пассивации сварных швов
- Средства для очистки, травления и пассивации
- Разделительные средства
- Расходные материалы
- Технологии струйной очистки поверхностей
- Гидроструйные аппараты высокого давления
- Парогенераторы
- Криобластеры
- Грануляторы
- Системы очистки внутренних загрязнений
- Промывочное оборудование для труб, теплообменников
- Очистители для промывочного оборудования
- Полезная информация
- Обезжиривание деталей
- Система нанесения разделительного средства на кромко-облицовочных станках MobilaTect
- Оборудование для обезжиривания деталей и узлов
Фильтр товаров
Производитель ВыберитеРоссия
Рабочая температура (С) Выберите
Размеры ванны (ШхД) Выберите
Полезная нагрузка (кг) Выберите
Объем рабочей жидкости (л) Выберите
Электропитание (В) Выберите
Скачать каталог
Для достижения высокого качества очистки, пассивации и осветления сварных швов на нержавеющей стали необходимо совокупное использование как аппаратов C-WELD® X10 или ISOJET ® Cleaner 5, так и качественных, безопасных расходных материалов.
Методы химической и механической обработки сварных швов не удовлетворяют требованиям современной промышленности. Химический способ предполагает применение крайне небезопасных травильных паст, что вынуждает многих производителей отказываться от этого метода вследствие высоких рисков безопасности персонала. При механической обработке существуют ограничения по доступности во внутренних полостях, стыках, различных конфигурациях, где также требуется очистка и пассивация.
Таким образом, электрохимическая пассивация швов с электролитом C-WELD ® S, а также предлагаемые нами материалы и химия для обработки швов после сварки делают применение электрохимической пассивации единственно правильным и безопасным в современных условиях производств.
ABICLEANER зачистка сварного шва | ABICOR BINZEL
Идеально обработанные ограждения из нержавеющей стали, фасады, привлекающие внимание своим металлическим блеском, шкафы управления, хорошо вписывающиеся в окружающую обстановку – красивые поверхности из нержавеющей стали имеют свой особый шарм. Каждый, кто когда-либо обрабатывал эти высокочувствительные металлы, знает об этом. При сварке MIG, MAG и TIG образуются непривлекательные потускнения, которые необходимо как можно бережнее удалить после процесса сварки. Обычные методы очистки металлических поверхностей или зачистки сварных швов, такие как травильные пасты, шлифовальные инструменты или войлочные губки, не подходят, поскольку они оставляют на поверхности непривлекательные царапины.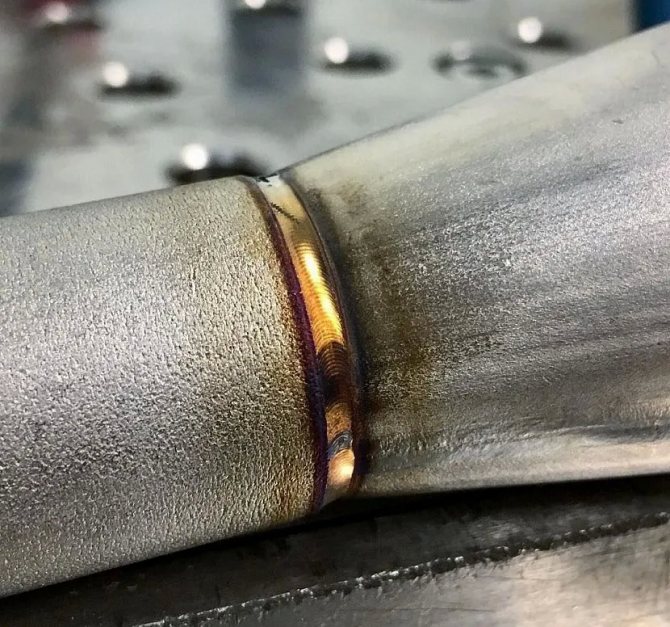 Некоторые из них даже очень токсичны. Компания ABICOR BINZEL теперь предлагает устройства ABICLEANER для очистки сварных швов, которые могут сделать больше, чем просто удалить потускнение.
Некоторые из них даже очень токсичны. Компания ABICOR BINZEL теперь предлагает устройства ABICLEANER для очистки сварных швов, которые могут сделать больше, чем просто удалить потускнение.
Устройства ABICLEANER от ABICOR BINZEL бережно, быстро и безопасно очищают сварные швы из высокочувствительных металлов, таких как нержавеющая сталь. Пассивация нержавеющей стали является само собой разумеющимся делом при использовании этих устройств для электрохимической очистки. ABICLEANER AC/DC подходит даже для полировки металлических поверхностей.
Вся информация, краткий обзор
- Электрохимическая очистка – альтернатива технологии абразивного шлифования
- Электрохимическая очистка – метод
- Устройства ABICLEANER для очистки сварных швов
- Принадлежности для зачистки сварных швов
- Видеоролики об электрохимической очистке
- Документация
Электрохимическая очистка – альтернатива технологии абразивного шлифования
При сварке нержавеющей стали возникает окисление, которое проявляется в обесцвечивании – некоторые также говорят о потускнении – которое необходимо снова удалять. Окисление облегчает коррозии проникать на поверхность металла. Удаляя потускнение, удаляется слой окисления и восстанавливается защита от коррозии. Классическим методом очистки сварных швов является использование травильной пасты, которая также обеспечивает восстановление защитного оксидного слоя. Проблема с травильными пастами заключается в том, что они оставляют непривлекательный травильный налет и, кроме того, обычно очень токсичны. При их использовании и утилизации необходимо соблюдать особые меры предосторожности. Абразивные инструменты в виде щеток и губок оставляют неприглядные царапины на чувствительных поверхностях из нержавеющей стали.
Окисление облегчает коррозии проникать на поверхность металла. Удаляя потускнение, удаляется слой окисления и восстанавливается защита от коррозии. Классическим методом очистки сварных швов является использование травильной пасты, которая также обеспечивает восстановление защитного оксидного слоя. Проблема с травильными пастами заключается в том, что они оставляют непривлекательный травильный налет и, кроме того, обычно очень токсичны. При их использовании и утилизации необходимо соблюдать особые меры предосторожности. Абразивные инструменты в виде щеток и губок оставляют неприглядные царапины на чувствительных поверхностях из нержавеющей стали.
Альтернативой абразивным методам или методам, вредным для здоровья и окружающей среды, является электрохимическая очистка с помощью устройств ABICLEANER от ABICOR BINZEL. Этот процесс является щадящим для поверхности, безвредным для окружающей среды и может применяться даже для чувствительных поверхностных структур. При обработке металлических поверхностей с помощью электрохимической очистки восстанавливается их первоначальный вид.
Электрохимическая очистка – метод
Во время электрохимической очистки с помощью ABICLEANER от ABICOR BINZEL специальная щетка из углеродного волокна, смоченная электролитом и состоящая примерно из 1,5 миллионов нитей, перемещается по сварному шву. При этом образуются миллионы маленьких микродуг, соответствующих количеству волокон щетки, которые удаляют следы сварки с поверхности металла. Очистка происходит мгновенно и эффективно. На этом же этапе обработанная поверхность металла пассивируется с помощью ABICLEANER. Таким образом, сварной шов снова напрямую защищен от коррозии
Устройства ABICLEANER для очистки сварных швов
Эти устройства электрохимической очистки позволяют добиться максимального эффекта от каждого сварного шва.
ABICLEANER 800 (AC)Легкий, компактный аппарат переменного тока, который быстро и эффективно устраняет потускнение. ABICLEANER 800 идеально подходит для очистки сварных швов нержавеющей стали и пассивирования нержавеющей стали за один шаг и может применяться, например, при сварке лестничных ограждений, балконных перил, фасадов из нержавеющей стали, а также при строительстве трубопроводов и строительстве заводов.
ABICLEANER 1000 – настоящий многофункциональный гений: это устройство для электрохимической очистки не только очищает и пассивирует сварные швы, но и полирует, кондиционирует и осветляет. После очистки и пассивации сварного шва ABICLEANER 1000 может также создать красивую металлическую поверхность. Это делает его универсальным средством для слесарных работ и для (повторной) обработки сварных швов в медицинской сфере.
Принадлежности для зачистки сварных швов
Для запуска процесса очистки сварного шва устройствам для очистки ABICLEANER требуются дополнительные принадлежности.
Щетка из углеродного волокна ABIBRUSHЩетка ABIBRUSH из углеродного волокна имеет около 1,5 миллионов очень тонких нитей, которые позволяют проникать в узкие или труднодоступные места или углы. Длину щетины щетки можно варьировать в зависимости от применения. Кисть ABIBRUSH – это только настоящий продукт ABICOR BINZEL с пурпурным волокном в центре.
Ручка имеет эргономичную форму, что предотвращает усталость для оператора, поэтому работа с щеткой подходит даже для длительного использования. Резьбовая часть на ручке и адаптер щетки изготовлены из высококачественной нержавеющей стали (1.4571) и, соответственно, устойчивы к коррозии.
Очистка электролита ABICLEAN все в одномДля процесса электрохимической очистки необходима жидкость-электролит. Очищающая жидкость, используемая в устройствах ABICLEANER, – это универсальный электролитный раствор ABICLEAN. Он очень удобен в использовании, поскольку заменяет часто требуемые дополнительные очищающие растворы, растворы для подготовки сварных швов и растворы для последующей обработки – и все это в одном продукте. Просто налейте небольшое количество ABICLEAN в пластиковый контейнер из комплекта поставки, окуните в него щетку из углеродного волокна ABIBRUSH и легкими круговыми движениями смочите поверхность металла. После обработки поверхности остатки растворителя просто смываются водой. Чистящий электролит ABICLEAN подходит для очистки и полировки поверхности.
Чистящий электролит ABICLEAN подходит для очистки и полировки поверхности.
Поскольку этот раствор электролита не содержит плавиковую кислоту, как обычные травильные средства для очистки сварных швов, транспортировка, хранение, использование и утилизация безвредны.
Видеоролики об электрохимической очистке
Устранение некрасивого потускнения после сварки экологически безопасно
Документация
Пассивированная сварная нержавеющая сталь
Место, где мир собирается для
гальваники, анодирования и отделки. Вопросы и ответы с 1989 года.
—–
2001
В. У меня вопрос относительно необходимости пассивации сварных швов на сборке бака 304L. Этот резервуар будет подвергаться воздействию рН 3-4. Меня беспокоит миграция углерода из-за высокой температуры сварки TIG. В настоящее время я изучаю процесс MIG под названием STT, который должен помочь в зоне термического влияния. Будет ли пассивация защищать только поверхность, а также будет ли рН раствора, на который воздействует резервуар, устранить процесс пассивации?
Этот резервуар будет подвергаться воздействию рН 3-4. Меня беспокоит миграция углерода из-за высокой температуры сварки TIG. В настоящее время я изучаю процесс MIG под названием STT, который должен помочь в зоне термического влияния. Будет ли пассивация защищать только поверхность, а также будет ли рН раствора, на который воздействует резервуар, устранить процесс пассивации?
Боб Янг
– Ланкастер, Пенсильвания
2001
A. Bob:
Каждый раз, когда вы свариваете нержавеющую сталь, сварные швы, по крайней мере, должны быть пассивированы, если вы хотите, чтобы они были устойчивыми к коррозии. То, что вы получаете в сварном шве и зоне нагрева сварного шва, представляет собой сплавы, которые полностью отличаются от основного металла.
После пассивации сварных швов они должны выдерживать pH
3-4 без проблем, если только вы не говорите об отбеливателе, HCl или другом материале, содержащем галогениды. Они могут нанести вред нержавеющей стали и сварным швам.
Они могут нанести вред нержавеющей стали и сварным швам.
pH 3-4 не разрушит пассивирующий слой, если он не является одним из вышеперечисленных материалов или подобным.
Как азотная кислота, так и наши составы на основе лимонной кислоты дают хорошие результаты при пассивации сварных швов. Доступны пасты, если устройства слишком велики для погружения в резервуары.
(дополнительно)
Свяжитесь с нами, если мы можем помочь.
Lee Kremer
Stellar Solutions, Inc.
McHenry, Illinois
Менее опасная пассивация нержавеющей стали на основе лимонной кислоты
2001
В. В настоящее время мы используем азотно-фторсодержащую пасту для пассивации сварных соединений после сварки. Мы читали, что для выполнения той же задачи можно использовать пасту на основе лимонной кислоты. Мы ищем менее опасный материал для использования. Любая помощь будет оценена по достоинству.
Джерри Рейц
– Государственный колледж, Пенсильвания
2001
A. Свариваем нержавеющую сталь и устраняем пригар сварки с помощью электрохимического процесса с участием фосфора. Это уменьшает оксидный материал, а также пассивирует. Однако, чтобы быть в безопасности, мы также пассивируем, используя раствор лимонной кислоты в воде (10% масс./об.).
Ник Уинстон-Купер
– Бридженд, Южный Уэльс, Великобритания
2001
A. Jerry:
Да, на рынке есть отличные продукты на основе лимонной кислоты, которые обеспечивают хорошую пассивацию сварных швов и других поверхностей. Эти продукты, однако, не удаляют все обесцвечивание сварного шва, как азот/HF. Чтобы получить превосходную пассивацию и хорошую эстетику, вам необходимо либо удалить обесцвечивание с помощью Scotchbrite (TM) или другого абразива, не содержащего железа (подойдет щетка из нержавеющей стали 316), перед пассивацией лимонным продуктом; или вы можете использовать хорошую электрическую палочку, чтобы сделать это.
Lee Kremer
Stellar Solutions, Inc.
McHenry, Illinois
Пассивация зон сварки из нержавеющей стали
2003
В. Я ищу работу, которая требует пассивации зон сварки на нержавеющей стали 304. Везде используется электрод e316L. Работа заключается в обшивке носовой части лодки. Я ценю любую информацию об этом.
С уважением,
Дэн Маккрикард
– Ванкувер, Британская Колумбия, Канада
2003
A. Существует несколько способов очистки и пассивации сварных швов. Во-первых, мы предполагаем, что вам нужно очистить сварные швы, чтобы сделать их эстетически хорошими.
1) Для очистки и пассивации сварных швов можно использовать пасту из азотной/плавиковой кислоты. Это очень опасно, но относительно легко. Это сделает матовой поверхность, на которую вы наносите пасту. Для этого на рынке существует ряд продуктов с различными составами.
Это сделает матовой поверхность, на которую вы наносите пасту. Для этого на рынке существует ряд продуктов с различными составами.
2) Вы можете отшлифовать поверхность без обесцвечивания с помощью Scotchbrite (TM) или другого материала, НЕ содержащего ЖЕЛЕЗО, или щетки из нержавеющей стали 316ss, а затем пассивировать поверхность различными материалами. Самым безопасным и простым является использование доступных на рынке материалов на основе лимонной кислоты. Есть гелеобразные продукты, которые хорошо подходят для пассивации.
3) Вы можете дробеструйно очистить поверхность сварных швов, чтобы удалить все обесцвечивание, а затем пассивировать поверхность, как в пункте 2 выше.
4) Вы также можете сделать это легко и безопасно с помощью сварочного аппарата и хорошего продукта, предназначенного для удаления обесцвечивания и пассивации поверхности. Это похоже на локальную операцию электрополировки сварного шва.
доб.
Дайте нам знать, если мы можем помочь.
Ли Кремер
Stellar Solutions, Inc.
McHenry, Illinois
2001
В. У нас есть контейнер из нержавеющей стали 316 л, который будет использоваться для хранения смеси метанола и воды. Мы будем пассивировать контейнер. Мой вопрос: как только внутренняя часть будет пассивирована, и у нас будет точечная сварка снаружи контейнера, возникнет ли проблема с коррозией внутри в этих местах?
Анджела Дас
– Ричмонд, Британская Колумбия, Канада
2001
A. Нет, если все сделано правильно, Анджела. Использование 316L должно исключать сенсибилизацию, и я не могу придумать ничего, что могло бы оставить частицы железа внутри после пассивации.
Удачи!
Ли Гирхарт
металлург – Э. Аврора, Нью-Йорк
2002
A. В целом я согласен с Ли, но я видел, как питтинг в таких областях происходит довольно быстро. Хотя метанол и вода кажутся довольно безобидными, это зависит от того, что находится в воде. Испарение может вызвать концентрацию растворенных твердых веществ. Точечная сварка может разрушить пассивную поверхность в месте сварки. Если есть оттенок сварного шва, эта область не будет автоматически пассивироваться и может быть подвержена воздействию хлоридов или подобных химикатов. Исправить легко. Удалите оттенок сварного шва с помощью протравки или даже губки 3M Scotchbrite. Тщательно очистите область и оставьте ее для автопассивации. Или, если вы хотите стать придирчивым, протрите его небольшим количеством 20% азотной кислоты.
В целом я согласен с Ли, но я видел, как питтинг в таких областях происходит довольно быстро. Хотя метанол и вода кажутся довольно безобидными, это зависит от того, что находится в воде. Испарение может вызвать концентрацию растворенных твердых веществ. Точечная сварка может разрушить пассивную поверхность в месте сварки. Если есть оттенок сварного шва, эта область не будет автоматически пассивироваться и может быть подвержена воздействию хлоридов или подобных химикатов. Исправить легко. Удалите оттенок сварного шва с помощью протравки или даже губки 3M Scotchbrite. Тщательно очистите область и оставьте ее для автопассивации. Или, если вы хотите стать придирчивым, протрите его небольшим количеством 20% азотной кислоты.
Джон Холройд
– Элкхорн, Висконсин
27 марта 2012 г.
В. Добрый день, пожалуйста, я выполняю работу по пассивации на плавучей плавучей платформе с использованием Weldbrite в качестве травильного геля. После нанесения оставляю на поверхности на 20 минут, затем смываю поверхность и высушиваю. После этого я наношу S-поле на поверхность и оставляю на час, затем смываю водой из-под крана.
После нанесения оставляю на поверхности на 20 минут, затем смываю поверхность и высушиваю. После этого я наношу S-поле на поверхность и оставляю на час, затем смываю водой из-под крана.
Пожалуйста, после всего этого поверхность не ясна; У меня все еще есть некоторая точечная затененная область на поверхности и что-то вроде следов кисти на поверхности.
Пожалуйста, помогите мне в этой ситуации.
Буду признателен за вашу помощь, спасибо.
Контроль качества Ubon Dickson
– Нигерия
04.04.2012
А. Убон,
Я не знаком с этой продукцией навскидку. Какую химию они используют? Мы говорим здесь о пасте для травления азотно-HF? Возможно, вы вызываете легкое травление поверхности нержавеющей стали. Скорее всего, это просто косметическая проблема, с коррозионной стойкостью все должно быть в порядке. Я не знаю, насколько для вас важен внешний вид, я знаю много мест, где это не должно быть требованием, но люди все равно делают это требованием.
Рэй Кремер
Stellar Solutions, Inc.
McHenry, Illinois
12 июня 2013 г.
В. Мы привариваем торцевые заглушки из нержавеющей стали 17-4 PH (стенка 0,035 дюйма) к трубе из нержавеющей стали 17-7 PH (стенка 0,035 дюйма). Нужно ли нам пассивировать каждую деталь перед сваркой И сборку после сварки ИЛИ можно будет пассивировать только один раз после сварки?
Патрисия Пирротта
Proofing mfg process – Чатсуорт, Калифорния, США
21 июня 2013 г.
А. Патрисия,
Одного раза после сварки должно хватить.
Рэй Кремер
Stellar Solutions, Inc.
McHenry, Illinois
13 июня 2013 г.
Q. Привет
Мы провели пассивацию (лимонная кислота) резервуара объемом 5000 л (предварительно отполированного составом Formax) с помощью распылительного шарика в соответствии со стандартом ASTM A967 / A967M. [аффил. ссылка на сайт]
стандарт. Пассивация производилась с помощью распыляющих шаров и циркуляции кислоты внутри бака. Нам было трудно удалить всю грязь внутри после механической полировки. После обезжиривания и пассивации было проведено испытание на протирание, и результаты подтвердились. Блеск (обесцвечивание) в местах сварки (зоны термического влияния) отличается от основного металла и на некоторых участках распыляемых шариков (круглые пятна). Мы считаем, что это, вероятно, вызвано теплом во время сварки и разницей между химическим составом основного материала (316) и сварочного электрода? Процесс пассивации и обезжиривания занял в общей сложности 8 часов (много циклов обезжиривания, до очистки, перед пассивацией), чтобы быть уверенным в удалении всей грязи и копоти, а на шариках распылителя (круглые пятна) и на сварные участки.
[аффил. ссылка на сайт]
стандарт. Пассивация производилась с помощью распыляющих шаров и циркуляции кислоты внутри бака. Нам было трудно удалить всю грязь внутри после механической полировки. После обезжиривания и пассивации было проведено испытание на протирание, и результаты подтвердились. Блеск (обесцвечивание) в местах сварки (зоны термического влияния) отличается от основного металла и на некоторых участках распыляемых шариков (круглые пятна). Мы считаем, что это, вероятно, вызвано теплом во время сварки и разницей между химическим составом основного материала (316) и сварочного электрода? Процесс пассивации и обезжиривания занял в общей сложности 8 часов (много циклов обезжиривания, до очистки, перед пассивацией), чтобы быть уверенным в удалении всей грязи и копоти, а на шариках распылителя (круглые пятна) и на сварные участки.
В чем причина? Изменяет ли лимонная кислота стойкость нержавеющей стали к продуктам после пассивации?
Спасибо!
Реми Кармуш
– Монреаль, Квебек, Канада
21 июня 2013 г.
А. Реми,
Ваш вопрос меня немного смущает. Да, пассивация лимонной кислотой (или азотной тоже) меняет стойкость нержавейки к коррозии, повышает ее.
Обесцвечивание, о котором вы говорите, может ли это быть областью с другой отделкой поверхности? Если вы говорите о местах, которые были сварены, а затем отшлифованы, это, безусловно, имело бы место, если бы они не были отполированы таким образом, чтобы они соответствовали окружающим участкам. Азотная пассивация способна вызвать легкое травление на всех поверхностях и может несколько скрыть этот эффект, но лимонная кислота не травит поверхность, поэтому любые различия в отделке поверхности останутся.
Ray Kremer
Stellar Solutions, Inc.
McHenry, Illinois
Механическая и химическая пассивация сварных швов из нержавеющей стали 316 для сверхчистой воды
23 февраля 2015 г.
В. Я только что построил камеру для бани с ультрачистой водой (20-60 °C) в нашем механическом цехе, и мне нужно обработать ее для предотвращения коррозии. Я сделал его из нержавеющей стали 316/L, так как он будет заполнен сверхчистой (18 МОм) водой, и я хотел бы защитить его от ржавчины. К сожалению, у него есть значительное обесцвечивание сварного шва, а листы, используемые для стен, не были обработаны до гладкости перед приваркой (они были отожжены и горячекатаны производителем: McMaster 9195K11 или аналогичный). Я не помню, какой метод использовался для сварки, но валик имеет ширину около 1/8 дюйма и имеет коричневый и синий цвет для приваренных фланцев, а также есть некоторое изменение цвета на внутренней стороне от внешних угловых сварных швов. пытаясь выяснить, сколько мне нужно сделать, чтобы пассивировать его и обеспечить коррозионную стойкость.Вот изображение обесцвечивания сварного шва –
Я сделал его из нержавеющей стали 316/L, так как он будет заполнен сверхчистой (18 МОм) водой, и я хотел бы защитить его от ржавчины. К сожалению, у него есть значительное обесцвечивание сварного шва, а листы, используемые для стен, не были обработаны до гладкости перед приваркой (они были отожжены и горячекатаны производителем: McMaster 9195K11 или аналогичный). Я не помню, какой метод использовался для сварки, но валик имеет ширину около 1/8 дюйма и имеет коричневый и синий цвет для приваренных фланцев, а также есть некоторое изменение цвета на внутренней стороне от внешних угловых сварных швов. пытаясь выяснить, сколько мне нужно сделать, чтобы пассивировать его и обеспечить коррозионную стойкость.Вот изображение обесцвечивания сварного шва –
Судя по поиску здесь и в Интернете, мне нужно сделать следующее:
– удалить всю смазку (уже чистил алконоксом)
– механически очистить поверхность хотя бы сварных швов (можно по желанию)
– можно протравить, если достаточно плохо
– пассивировать (желательно лимонной кислотой)
Парень из нашего механического цеха предложил дробеструйную очистку поверхности, удаление заусенцев и придание ей более красивого вида, но я не уверен. Я знаю, что нужно поставить его перед этапом пассивации, если я это сделаю.
Я знаю, что нужно поставить его перед этапом пассивации, если я это сделаю.
Дробеструйная обработка – хорошая или плохая идея?
Нужно ли удалять обесцвечивание сварного шва проволочной щеткой или подобным инструментом?
Что насчет электрополировки, можно ли ее делать вместо или в дополнение к пассивации?
«ТЕКУЩИЕ МЕТОДОЛОГИИ И ХИМИИ, ИСПОЛЬЗУЕМЫЕ В ПРОЦЕДУРАХ ЭФФЕКТИВНОЙ ПАССИВАЦИИ» Дэрила Ролла, кажется, указывает на то, что мне не нужно удалять обесцвечивание, если я пассивирую, и что электрополировка может быть не так хороша, но привлекательна для сглаживания поверхности.
Нужно ли мариновать? Я не думаю, что у меня есть весы, но я не уверен.
Джастин Пай
Исследователь – Атланта, Джорджия
| 24 февраля 2015 г. Для применений, использующих сверхчистую/чистую воду и пар, о струйной очистке не может быть и речи из-за увеличения шероховатости и загрязнения поверхности. – Diksmuide, Бельгия, Европа 24 февраля 2015 г. A. Я уже говорил с Джастином о его заявке, но для потомков, пока он пассивирует сварной шов, обесцвечивание ничему не повредит. Подойдет пескоструйная обработка (которая также устранит обесцвечивание) с последующей пассивацией. Травление – это химическое удаление окалины и обесцвечивания, в основном с использованием ванны азота/HF для достижения того же, что и при дробеструйной очистке за счет механической абразивной силы. EP, вероятно, немного экстравагантен для этого. Он, конечно, сглаживает поверхность, что по-своему помогает с коррозионной стойкостью. Я думаю, вам будет достаточно пассивации, в качестве дополнительного шага я бы не стал заморачиваться ни с чем, кроме дробеструйной обработки. Рэй Кремер Stellar Solutions, Inc. МакГенри, Иллинойс |


Февраль 2015 г.
A. Привет, Джастин. Каждый может высказать свое мнение, основанное на собственном опыте, и вы одновременно слышали мнение двух людей с разными мнениями… которые не имели возможности увидеть ответ другого…
Когда вы смотрите в микроскоп с достаточно высоким разрешением, все механически обработанные поверхности выглядят как вспаханные поля, тогда как электрополированные поверхности выглядят как океанские волны. Таким образом, для максимальной чистоты ничто не сравнится с электрополировкой. Но в случае с резервуаром, содержащим только сверхчистую воду, в которой нечего чистить и нечем загрязнить следующую партию, я не думаю, что Рэй ошибается. Было бы здорово, если бы вы сделали два танка и у нас было бы настоящее разрешение 🙂
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
finish. com – Пайн-Бич, Нью-Джерси
com – Пайн-Бич, Нью-Джерси
4 марта 2015 г.
В. Электрополировка очень привлекательна из-за красивой отделки и других упомянутых причин, но, судя по моему краткому чтению, довольно сложная форма камеры с портами, резьбовыми отверстиями и прочим может затруднить настройку электрод для равномерного прохождения тока.
Я попробую легкую очистку щеткой, очистку ультразвуком с помощью Alconox, промывку, пассивацию с помощью Citrisurf 2050 в нагретом ультразвуковом аппарате (спасибо Рэю), промывку горячей деионизированной водой, сушку. Я буду обновлять, если будут какие-либо неудачи или интересные результаты, но я действительно не хочу делать второй танк, так как этот занял некоторое время.
К сожалению, часть одного из портов будет сделана из алюминия (скоро будет анодирован). Я буду добавлять прокладки уплотнительных колец, чтобы попытаться предотвратить гальваническую коррозию. Надеюсь, это не слишком меня ранит.
Джастин Пай [возвращается]
– Атланта, Джорджия, США
Март 2015 г.
A. Еще раз привет. Я просто пошутил насчет второго бака; люди обычно не могут удвоить свои капиталовложения ради эксперимента.
У вас не может быть гальванической коррозии, пока алюминий не соединяется с металлом из нержавеющей стали. Удачи.
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
finish.com – Пайн-Бич, Нью-Джерси
06.03.2015
Локальная электрополировка только зоны сварки – самая дешевая и оптимальная защита поверхности.
доб.
Свяжитесь со мной для получения дополнительной информации.
Анна Беркович
Russamer Lab
Питтсбург, Пенсильвания
25 июня 2015 г.
В. Привет.
Меня попросили рассчитать стоимость изготовления резервуара для химической обработки для компании по нанесению покрытий на заказ:
I. D. 18-дюймовый куб
D. 18-дюймовый куб
Материал: нержавеющая сталь 316
Отделка: 2B
Раствор: 50% серная кислота при температуре не более 200 °F
Нагрев погружением
Без примесей
Адгезивные отложения
Открытый воздух
Циркуляция >1,5 м/мин
Я хотел бы чтобы узнать, какую обработку после сварки вы бы порекомендовали, например, снятие напряжения, травление, пассивацию и т. д.
Большое спасибо
Майкл Орландо
– Сан-Диего, Калифорния, США
Август 2015 г.
A. Привет, Майкл. Краткий ответ 1). не позорьте свою компанию некачественной работой; 2). соответствовать спецификациям; 3). Это оно 🙂
Я участвовал в изготовлении тысяч резервуаров для линий гальваники и не помню, чтобы мне хоть раз сняли стресс. Шлак удаляется из сварных швов, и это обычно все, а дальнейшее выщелачивание и т. Д. Делает покупатель. Убедитесь, что покупатель дважды проверил, что 316 является подходящим конструкционным материалом, а затем предложите 316L (который в наши дни часто имеет ту же цену и характеристики, что и 316). Несмотря на очень маленький размер бака, подумайте о том, чтобы сделать его из листа толщиной 3/16 дюйма, сваренного внутри и снаружи, и вам больше никогда не придется беспокоиться об этом баке 🙂
Несмотря на очень маленький размер бака, подумайте о том, чтобы сделать его из листа толщиной 3/16 дюйма, сваренного внутри и снаружи, и вам больше никогда не придется беспокоиться об этом баке 🙂
С уважением,
Тед Муни, ЧП RET
Стремление к жизни Aloha
Finishing.com — Пайн-Бич, Нью-Джерси
Полировка и пассивация конвейеров и платформ из нержавеющей стали
20 августа 2015 г.
В. У меня есть компания, которая производит конвейеры, платформы и изделия для пищевой промышленности. У нас никогда не было проблем с какой-либо нашей нержавеющей сталью, но я заметил, что в нескольких разных помещениях в разных компаниях часть нержавеющей стали ржавеет. Это может быть наш материал, это может быть от другой компании, которая специализируется на нержавеющей стали.
В настоящее время мы используем только губки Scotch Brite на шлифовальных машинах с небольшим количеством полировальной пасты. Мы должны обеспечить безопасность всех пищевых продуктов, поэтому мы не используем много в полевых условиях.
Мы должны обеспечить безопасность всех пищевых продуктов, поэтому мы не используем много в полевых условиях.
Каковы эффективные способы очистки/пассивации нержавеющей стали в цехе без обращения в цех пассивации. Мы всегда пытаемся пассивировать, но наши временные рамки могут этого не позволить.
Большинство деталей просто свариваются вольфрамовым электродом вольфрамовым электродом без шлифовки сварных швов.
Джон Аллен
– Нью-Джерси
24 августа 2015 г.
A. John,
Многие виды пищевого оборудования (и других крупных производств) в наши дни пассивируются с помощью продукта типа геля/пасты на основе лимонной кислоты. Это позволяет вам сделать это самостоятельно безопасно и без иммерсионного бака.
Существуют версии, удаляющие ржавчину, а также пассивирующие, которые ваши клиенты могут использовать на своем поврежденном оборудовании. В большинстве случаев они начинают появляться из-за использования отбеливателя или других чистящих средств с высоким содержанием хлоридов. Кроме того, непассивированные сварные швы, как правило, идут первыми, особенно в случаях перекрестного загрязнения мягкой сталью.
Кроме того, непассивированные сварные швы, как правило, идут первыми, особенно в случаях перекрестного загрязнения мягкой сталью.
доб.
Дайте нам знать, если мы можем помочь.
Рэй Кремер
Stellar Solutions, Inc.
McHenry, Illinois
26 августа 2015 г.
A. John,
Возможны несколько способов решения этой проблемы:
1. Пассивировать распылением или нанесением пассивирующего геля на месте (вы можете доставить гель и инструкцию своим клиентам).
2. На этапе изготовления конвейера добавить дополнительный этап его электрополировки. Таким образом, вы предотвратите проблемы со ржавчиной.
доб.
См. прикрепленное изображение наших испытаний непрерывной электрополировки конвейерной линии.
Свяжитесь со мной для получения дополнительной информации.
Анна Беркович
Russamer Lab
Питтсбург, Пенсильвания
Защита сварных швов на нержавеющей стали 316L от соляной и серной кислот
21 декабря 2016 г.
В. Мы производим сварные кольца из проволоки диаметром 0,1875 дюйма с наружным диаметром 12,00 дюймов.
Используются на электростанциях, работающих на угле. Одним из побочных продуктов сжигания угля является производство соляной и серной кислот. Они производятся в небольших количествах, но постоянно.
Мы производим эти кольца из нержавеющей стали типа 316L. Мы не пассивировали кольца, и сварные швы разрушились.
Что даст нам лучшие характеристики: добавление пассивации или добавление эпоксидной смолы Ecoat Bis F? Или мы должны делать и то, и другое?
Говард Берман
– Йонкерс, Нью-Йорк, США
Декабрь 2016 г.
А. Привет, Ховард. Основная причина, по которой существует 316L, заключается в хорошо известной проблеме, заключающейся в том, что сварка нержавеющей стали 316 вызывает сегрегацию углерода, что приводит к повреждению мест сварки. Таким образом, если остальная часть объекта не подверглась чрезмерному нападению, первое, что я бы посоветовал, это убедиться, что ваши пластины и сварочные стержни действительно изготовлены из правильного материала.
С уважением,
Тед Муни, ЧП RET
Стремление жить Алоха
finish.com – Пайн-Бич, Нью-Джерси
22 декабря 2016 г.
В. Это жертвенный процесс сварки с использованием аргона. Это сильно модифицированная версия стандартного сварочного оборудования, которое было разработано внутри компании, детали которого мне не разрешено раскрывать.
Но нет ни прутка, ни пластины. Сплавляем концы проводов между собой.
Таким образом, не должно быть никакого внешнего загрязнения. Мы подводим тепло к соединяемым концам и омываем зону сварки аргоном.
Я хотел бы сказать больше, но я ограничен в этом отношении.
Мы проводим испытания проволоки 316L, покрытой эпоксидной смолой Bis F. Это значительно увеличивает стоимость. Действительно, мы видим, что затраты на пассивирование аналогичны затратам на эпоксидное покрытие.
Так что же нам лучше: эпоксидное покрытие или пассивирование деталей?
Говард
Говард Берман [возвращается]
– Йонкерс, Нью-Йорк, США
2 января 2017 г.
А. Ховард,
Соляная кислота хуже всего подходит для нержавеющей стали. Даже хорошо пассивированный сплав 316 не выдержит такой нагрузки без периодической повторной пассивации.
Кроме того, непассивированные сварные швы всегда подвергаются коррозии задолго до того, как остальная часть детали.
Рэй Кремер
Stellar Solutions, Inc.
McHenry, Illinois
28 июня 2018 г.
В. Нам нужно изготовить бак из дуплексной нержавеющей стали с тарельчатыми концами. После завершения сварки торцов одной тарелки проводят травление, пассивирование сопла и швов.
Теперь необходимо выполнить сварку конца тарелки.
Можно ли делать сварку на пассивированном участке? После заварки замыкающего торца тарелки, пассивации и повторного травления, пассивации пораженного участка?
Чандракант Вайдья
Enpro Industries Pvt Ltd. – Пуна, Махараштра, Индия
10 июля 2018 г.
А. Чандракант,
Травление или пассивация должны быть выполнены вдоль сварных швов для восстановления полной коррозионной стойкости, да. Часто используется продукт типа геля или пасты.
Рэй Кремер
Stellar Solutions, Inc.
McHenry, Illinois
14 марта 2020 г.
В. Я выполнил сварку трубопровода из нержавеющей стали SS304L и должен провести пассивацию азотной кислотой. После обработки NaOH и пассивации HNO3 обнаружил, что сварной шов желтоватый. Так может ли кто-нибудь помочь мне понять, что такое желтоватый цвет на сварном шве?
NG WEY KEAN
– Sungai Bakap, Malaysia, Pulau Pinang
Finishing.com стал возможным благодаря …
этот текст заменяется на bannerText
Вопрос, ответ или комментарий в ЭТОЙ теме -или- Начать НОВУЮ тему
Отказ от ответственности: с помощью этих страниц невозможно полностью диагностировать проблему отделки или опасность операции. Вся представленная информация предназначена для общего ознакомления и не является профессиональным мнением или политикой работодателя автора. Интернет в значительной степени анонимен и непроверен; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Вся представленная информация предназначена для общего ознакомления и не является профессиональным мнением или политикой работодателя автора. Интернет в значительной степени анонимен и непроверен; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металлов, проверьте следующие каталоги:
О нас/Контакты – Политика конфиденциальности – Удаление окалины
Нам задают много вопросов о пассивации сварных швов из нержавеющей стали. Часто клиенты хотят знать, что такое пассивация. Другие спрашивают, нужно ли это. Учитывая количество факторов, от которых зависит такое решение, Super Radiator хочет, чтобы клиенты понимали преимущества пассивации, а также понимали, что происходит в более широком процессе обработки поверхностей из нержавеющей стали.
В этом посте мы обсудим некоторые виды обработки поверхности нержавеющей стали, объясним их назначение и расскажем о некоторых популярных методах получения пассивной поверхности после сварки.
Чтобы ответить на этот вопрос, прежде всего важно знать некоторые характеристики нержавеющей стали. Нержавеющая сталь представляет собой сплав на основе железа, который содержит не менее 10 % хрома (Cr), и классифицируется по четырем семействам в зависимости от их свойств и микроструктуры:
Нравится, что вы читаете? Подпишитесь на наш блог и никогда не пропустите пост!
Нержавеющие стали обязаны своей коррозионной стойкостью присутствию хрома, который варьируется в зависимости от типа нержавеющей стали, но присутствует во всех разновидностях. Как только этот хром вступает в реакцию с кислородом при нормальных атмосферных условиях, создается тонкий, но прочный пассивный слой оксида хрома. Этот пассивный слой является именно пассивным, что означает, что он подавляет реактивность, предотвращая возникновение таких реакций, как окисление, также известное как образование ржавчины.
Существует ряд способов обработки поверхности нержавеющей стали, предназначенных для создания или улучшения пассивного слоя стали. Этими процессами являются удаление накипи, травление и пассивация.
Все эти процессы связаны с тем или иным способом создания или ускорения образования пассивного слоя, или каким-либо другим методом химической обработки стали, чтобы избавить ее от загрязняющих веществ, не нарушая естественный пассивный слой. Некоторыми примерами таких загрязняющих веществ являются свободное железо, оксидная окалина, ржавчина, жир, масло, углеродсодержащие или другие остаточные химические пленки, почва, твердые частицы, металлическая стружка или грязь.
Однако часто эти три процесса объединяют. Несмотря на то, что они похожи, они не идентичны, хотя каждый из них служит отдельным этапом более крупного процесса обработки поверхности нержавеющей стали. Следует отметить, что чистота нержавеющей стали является важным фактором в последующих процессах, поскольку масло, жир и другие загрязняющие вещества могут привести к плохому покрытию или пятнистости.
Удаление окалины:
Это процесс удаления толстой видимой оксидной окалины с поверхности стали. Обычно это делается в процессе производства стали и может выполняться с помощью механической очистки или процесса кислотной очистки.
Травление:
Травление похоже на удаление накипи, но считается отдельным процессом. Он заключается в химическом удалении слоя стали, который был открыт в процессе удаления окалины. Это достигается с помощью любого количества смесей азотной и плавиковой кислот и устраняет дефекты, возникающие в результате промышленных процессов, таких как окрашивание сварных швов.
Пассивация:
Пассивация со временем происходит естественным образом, но производители часто стараются ускорить этот процесс с помощью химических реагентов, таких как азотная или лимонная кислота. Это известно как кислотная пассивация. В отличие от травления, этот метод пассивации не удаляет основной металл с поверхности стали, а растворяет поверхностные загрязнения и ускоряет естественное образование слоя оксида хрома на стали при наличии достаточной концентрации кислорода.
Какие существуют методы пассивации нержавеющей стали?
Существует несколько различных методов пассивации нержавеющей стали, включая химические ванны, а также нанесение кистью и распылением.
Пассивирование азотной кислотой/лимонной кислотой: Для типов 304 и 316, содержание хрома в которых обычно составляет от 15 до 23 процентов, существует два распространенных типа кислотных ванн. Первый включает погружение изделия в раствор лимонной кислоты концентрацией 10% по весу на 30 минут при температуре 150°F. Другим вариантом является использование 20% раствора азотной кислоты по весу в течение 30 минут при температуре 120-140°F.
Специализированные инструменты: Третий вариант — это ряд имеющихся в продаже инструментов, специально предназначенных для обработки поверхностей из нержавеющей стали после сварки. Мы используем этот метод в Super Radiator, в частности щетку TIG, в которой используется регулируемый зонд для нанесения комбинации электричества, химии и тепла на поверхность стали, тем самым восстанавливая пассивный слой после сварки. Основным преимуществом этого метода является эффективность, поскольку щетка для сварки TIG удаляет оксидную окалину со сварных швов и пассивирует сталь за один проход.
Мы используем этот метод в Super Radiator, в частности щетку TIG, в которой используется регулируемый зонд для нанесения комбинации электричества, химии и тепла на поверхность стали, тем самым восстанавливая пассивный слой после сварки. Основным преимуществом этого метода является эффективность, поскольку щетка для сварки TIG удаляет оксидную окалину со сварных швов и пассивирует сталь за один проход.
В конечном счете, решение о пассивации рулонов нержавеющей стали остается на усмотрение заказчика. Однако, если коррозионная стойкость является приоритетом, а пассивация не требует больших затрат, имеет смысл выбрать ее.
В компании Super Radiator есть штатные специалисты по нержавеющей стали, которые могут дать рекомендации и рекомендации при принятии решения о пассивации теплообменников из нержавеющей стали. Мы считаем пассивацию нержавеющей стали лучшей практикой, так как она обеспечивает максимальную коррозионную стойкость относительно дорогого материала, тем самым увеличивая срок службы и долговечность изделия.