Подготовка алюминия к сварке: Подготовка алюминия под сварку
alexxlab | 29.06.2021 | 0 | Разное
Сварка алюминия – раскрываем секреты технологии
Алюминий (Al) — один из наиболее популярных промышленных металлов, благодаря отличным показателям теплопроводности, электропроводности и стойкости к неблагоприятным внешним условиям. При этом, в отличие от обычной стали, сварка алюминия имеет ряд особенностей, делающих данный процесс сложным для новичка. Впрочем, нет ничего невозможного — знание технологии и постоянная практика сделают из любого начинающего сварщика серьезного специалиста по работе с этим материалом.
Почему не все так просто с алюминием
Главной особенностью Al является наличие на его поверхности оксидной пленки, которая затрудняет свариваемость материала. Дело в том что температура плавления пленки превышает 2000 °С, тогда как сам алюминий плавится уже при 660 °С. Ситуация осложняется еще и тем, что даже если пленку механически удалить, она достаточно быстро восстанавливается под действием атмосферного кислорода. Чтобы не допустить этого, требуется надежная защита сварной зоны от воздуха, для чего применяются разные методы (об этом ниже).
Как уже отмечалось, одним из преимуществ Al является его высокая теплопроводность, что сделало его основным материалом для изготовления радиаторов. Однако для сварки алюминия это качество является скорее минусом, чем плюсом. Быстрый отвод тепла требует увеличения сварочного тока, рабочие показатели которого в итоге получаются выше, чем при работе со сталью, хотя температура плавления последней выше.
пример готовой продукции
Сложность сварочного процесса заключается еще и в том, что зачастую приходится иметь дело не с чистым Al, а с его сплавами, точный состав которых не всегда известен. В одной из предыдущих статей о ремонте литых алюминиевых дисков говорилось, что очень важно, чтобы марка сплава была отображена на изделии, иначе подобрать правильный электрод и добиться качественного шва вряд ли получиться.
присадочные металлы для различных сплавов алюминия
Как подготовить алюминиевую поверхность
Важнейшим этапом сваривания алюминиевых деталей является подготовка их поверхности:
- Чистка и обезжиривание. Перед непосредственной сваркой изделие подвергается различным технологическим операциям — формовке, фрезеровке, распиловке — после чего сверху образуется слой масла и технологического мусора. Если от него не избавиться, соединение будет содержать много пор и окалин, что негативно скажется на его надежности.
- Обработка кромки. Такая процедура обычно выполняется, если толщина металла превышает 4 мм. После зачистки кромка обязательно протравливается для снижения скорости образования оксидной пленки.
- Механическая зачистка зоны сваривания. Место для шва обязательно подвергается зачистке с целью удаления оксидной пленки. Для металла выше 4 мм операцию обработки кромки и зачистки поверхности объединяют, после чего обработанная зона вскрывается антиоксидным составом.


Подготовка алюминиевого изделия похожа на предварительную обработку нержавеющей стали, о работе с которой говорилось здесь. В обоих случаях важно добиться чистой, блестящей поверхности, чтобы получить цельный однородный шов.
методы очистки поверхностей перед сваркой
Сварка алюминия с газом и без — главные отличия процесса и результата
Существуют две основные технологии соединения алюминиевых деталей — с защитным газом и защитным флюсом. Рассмотрим каждую из них.
Применения защитной газовой среды
В качестве защитного газа обычно используется аргон, который в зависимости от применяемого сплава может быть заменен гелием или специальной смесью. Основная задача вспомогательной газовой среды заключается в защите сварочной зоны от атмосферного воздуха с целью предотвращения образования оксидного слоя при взаимодействии с кислородом или появления пористости шва в результате действия водорода.
Для реализации такой технологии, как правило, применяется TIG- или MIG-сварка, а в качестве электрода используется алюминиевая проволока. При этом марка проволоки должна соответствовать марке обрабатываемого металла, чтобы соединение в итоге имело однородную структуру. Поскольку Al плавится быстрее стали, оператор сварочного аппарата должен это учесть и сделать подачу проволоки быстрее.
При этом марка проволоки должна соответствовать марке обрабатываемого металла, чтобы соединение в итоге имело однородную структуру. Поскольку Al плавится быстрее стали, оператор сварочного аппарата должен это учесть и сделать подачу проволоки быстрее.
Безгазовая технология на основе защитного флюса
Вместо газа для защиты сварочной зоны может применяться проволока со специальным флюсом. В процессе плавления металла флюс равномерно растекается по поверхности, предотвращая ее окисление.
С одной стороны, такой подход имеет свои преимущества, поскольку отсутствует необходимость в покупке газовой смеси и дополнительного оборудования для подачи газа. С другой стороны, результат применения флюсовой проволоки уступает по качеству сварке в газовой среде из-за повышенного разбрызгивания металла, затрудненного удаления шлака и появления пор внутри шва. Поэтому такой метод обычно применяют при изготовлении конструкций, требование к надежности которых не является строгим.
Поэтому такой метод обычно применяют при изготовлении конструкций, требование к надежности которых не является строгим.
Для ответственных работ лучше отдавать предпочтение применению защитного газа, тем более что современные продукты, например Миксал, позволяют не только улучшить качество шва, но и оптимизировать расход смеси, тем самым уменьшив технологические затраты. Приобрести качественный газ для сварки можно в компании «Промтехгаз» — надежного поставщика газового оборудования и расходных материалов.
Сварка алюминия: подготовка, технологии, ГОСТ
Если начинающий сварщик может отрабатывать свои навыки и умения на сварке черных металлов, то работа с алюминием не терпит дилетантства. Надо отметить, что технологии не стоят на месте, и специалисты разрабатывают новые и перспективные способы работы с цветными металлами, однако характерные свойства алюминия все же накладывают определенные требования на сварочный процесс.
Каждый знает, что алюминий, как и его сплавы, имеют относительно малый удельный вес, обладают высокой теплопроводностью, низким удельным сопротивлением. Тем не менее, металл достаточно устойчив к механическим нагрузкам. Именно эти свойства делают алюминийсодержащие материалы востребованными на производстве.
Тем не менее, металл достаточно устойчив к механическим нагрузкам. Именно эти свойства делают алюминийсодержащие материалы востребованными на производстве.
Сложности процесса
Прежде чем переходить к непосредственному описанию процесса, необходимо рассмотреть, какие именно особенности металла считаются уникальными, так как основная задача сварщика – повысить и без того низкую свариваемость алюминия.
Алюминий достаточно активен, особенно это касается химических реакций с кислородом. В результате окисления на поверхности, даже после обработки, достаточно быстро появляется окисная пленка. Она по физическим свойствам отличается от основного металла.
Температура плавления пленки из оксида алюминия составляет 2044°C градуса, в то время как сам металл плавится уже при 660°C градусах.
Расплавленный алюминий после сварки начинает кристаллизоваться, при этом капли, покрытые снаружи оксидной пленкой, образуют ячеистую структуру.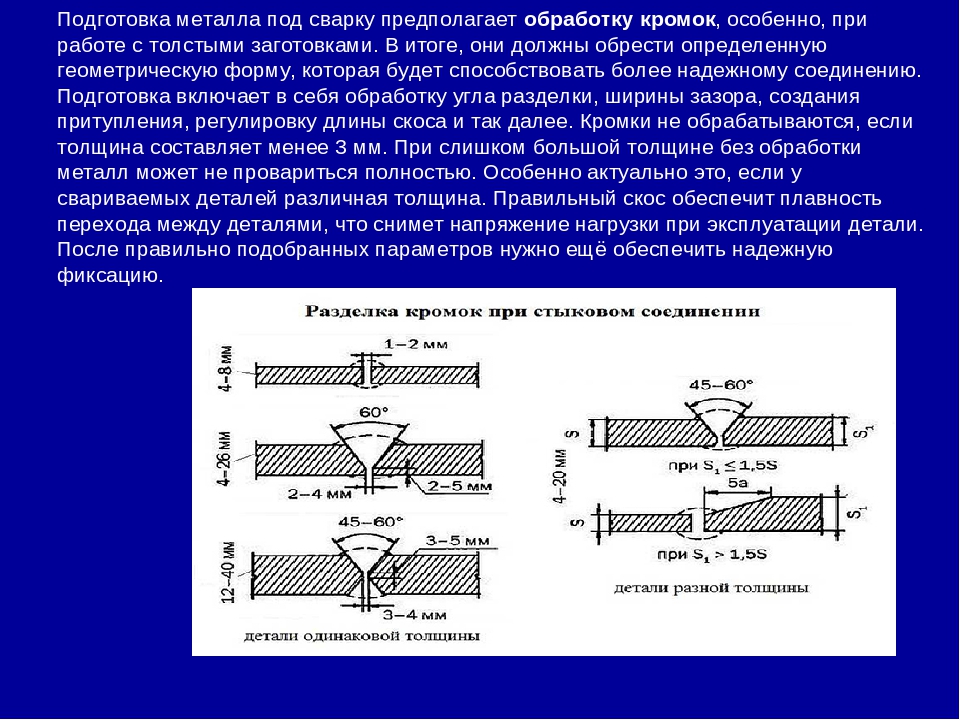 Сварной шов не получается сплошным, а это ведет к образованию свищей и пор. Дефекты шва негативно сказываются на его прочности и герметичности. Чтобы пресечь взаимодействие алюминия с кислородом, околошовную зону защищают от атмосферного воздуха. Обычно для подобных целей используется аргон. В силу сваей инертности, он не взаимодействует с металлом, а также вытесняет кислород, так как инертный газ тяжелее воздуха.
Сварной шов не получается сплошным, а это ведет к образованию свищей и пор. Дефекты шва негативно сказываются на его прочности и герметичности. Чтобы пресечь взаимодействие алюминия с кислородом, околошовную зону защищают от атмосферного воздуха. Обычно для подобных целей используется аргон. В силу сваей инертности, он не взаимодействует с металлом, а также вытесняет кислород, так как инертный газ тяжелее воздуха.
Несмотря на высокую теплопроводность, расплавленный алюминий не успевает отводить тепло в окружающую среду. Повышенная текучесть существенно осложняет процесс формирования шва. Необходимо дополнительно использовать различные теплоотводящие подкладки. Если применять различные средства, обеспечивающие интенсивное охлаждение, то резкий перепад температур может стать причиной возникновения мелких трещин.
Еще одной проблемой является растворенный в жидком металле водород. Он в виде пузырьков поднимается на поверхность ванны, но наружу выходит не весь. В застывшем металле могут образовываться поры или скопления пор. Наличие кремния в сплаве способствует образованию трещин при кристаллизации.
Наличие кремния в сплаве способствует образованию трещин при кристаллизации.
При нагревании алюминиевая заготовка увеличивается в размерах. тепловое расширение присуще каждому металлу, однако у алюминия высокий коэффициент линейного расширения. Тем не менее, на качество сварки влияет не столько расширение металла, сколько его усадка при кристаллизации ванны. Сварочный шов может подвергаться серьезным деформациям.
Высокая теплопроводность алюминия сказывается и на параметрах сварки. Чтобы достичь нужной температуры дуги приходится увеличивать силу тока. Отметим, что сварка черных металлов производится при более низких значениях сварного тока, несмотря на то, что их температура плавления выше, чем у алюминия.
Наконец, последняя сложность, препятствующая проведению работ в домашних условиях, состоит в том, что без специальных средств и материалов практически невозможно определить состав сплава, из которого изготовлены детали.
Методы
Напомним, что сварка металлов может осуществляться различными методами.
- Сварка алюминия аргоном TIG. Имеется в виду аргонодуговая сварка неплавящимся вольфрамовым электродом в среде инертного газа – аргона. В международной классификации данный режим сварки обозначается, как TIG.
- Полуавтоматическая сварка MIG. Используются защитные газы, присадочный материал в виде проволоки подается специальным механизмом. Инверторы, ведущие сварку в режиме MIG, называют полуавтоматами за наличие такого механизма.
- Ручная дуговая сварка MMA. Такая сварка ведется покрытыми плавящимися электродами.
При выборе любого из перечисленных методов задача сварщика сведется к разрушению и дальнейшему препятствованию образования оксидной пленки. Именно с этой целью оборудование настраивается для ведения сварки постоянным током с обратной полярностью.
Именно с этой целью оборудование настраивается для ведения сварки постоянным током с обратной полярностью.
Обратная полярность предусмотрена для сварки любых цветных металлов, чувствительных к перегреву. Эффект катодного распыления, возникающий при бомбардировке электрода ионами, эффективно удаляет образовавшуюся оксидную пленку. Вот почему сваривать алюминиевые детали током прямой полярности не просто нежелательно, а невозможно.
Подготовка поверхностей
Технология подготовки поверхностей алюминиевых изделий может несколько отличаться, в зависимости от условий проведения работ. Тем не менее, несмотря на отличия, требования к состоянию кромок, зазоров и поверхностей вполне определены ГОСТ. Подготовительные работы можно разделить на несколько этапов.
На первом этапе происходит очистка поверхностей от грязи, пыли, масляных и жировых отложений. Полезно обезжирить поверхности бензином, растворителем, ацетоном или уайт-спиритом. Неотъемлемым этапом является разделка кромок.
Перед непосредственной сваркой оксидную пленку нужно удалить, что производится механическим способом. В качестве инструмента подойдет напильник, наждачная бумага или металлическая щетка. Окисляется алюминий быстро, поэтому данную процедуру бессмысленно проводить задолго до начала работ. Предусмотрен и химический способ борьбы с окислом. Поверхность протирается каустической содой. Но после обработки придется деталь промыть водой и высушить.
Ручная дуговая сварка
В некоторых случаях к соединению алюминиевых деталей не предъявляются жесткие требования прочности и надежности. Примером может служить применение алюминия в качестве декора. В подобной ситуации можно использовать сварку MMA.
В домашних мастерских данный способ весьма применим, однако он имеет ряд недостатков. При попытке сваривания деталей, толщина которых не превышает 4 мм, могут образовываться сквозные прожоги. Шов получится не очень прочным, а внутренняя структура будет содержать множество пор. В процессе сварки будет происходить интенсивное разбрызгивание металла, что существенно скажется на эстетичности шва. Образовавшийся шлак сложно снять с поверхности. Через некоторое время он станет центром образования коррозии.
Покрытыми электродами в режиме MMA можно сваривать не только чистый алюминий, но и его сплавы. Популярные марки электродов – ОЗА-1 и ОЗА-2, а также пришедшие им на смену УАНА и ОЗАНА
Электроды ОЗАНА-1 используются при сварке чистого металла, а ОЗАНА-2 больше подходит для сплава алюминия и кремния. Инвертор для сварки алюминия должен быть функциональным и позволять работать на постоянном токе с обратной полярностью. Разработаны специальные таблицы значений сварного тока для каждого металла. В данном случае можно примерно оценить его значение по следующему правилу: толщину листа, выраженную в миллиметрах, необходимо умножить на 25. Полученное значение указывает номинальный ток в амперах.
В данном случае можно примерно оценить его значение по следующему правилу: толщину листа, выраженную в миллиметрах, необходимо умножить на 25. Полученное значение указывает номинальный ток в амперах.
Для эффективной сварки толстых заготовок часто применяют предварительный разогрев, который выполняется газовой горелкой. Локальный прогрев может осуществляться до разной температуры, которая зависит от толщины заготовки. При локальном разогреве допускается последующее медленное охлаждение. Разделение шва на зоны позволяет исключить возникновение деформаций и трещин в металле.
В целях экономии расходных материалов рекомендуется производить сварку электродов с повышенной скоростью. Кроме того, замедление в формировании шва чревато прожогом металла насквозь. Важно при ведении сварки одним электродом обеспечить непрерывность процесса. Если электрод отвести в сторону, то кратер шва в этом месте покроется шлаком, и снова разжечь дугу будет проблематично. Направление ведения электрода совпадает с направлением шва. Поперечных колебаний быть не должно.
Поперечных колебаний быть не должно.
После окончания сварки следует удалить шлак. Шов промывается горячей водой и зачищается металлической щеткой. Даже малейшие частицы шлака могут стать очагами коррозии. Еще раз напомним, что подобная технология сварки алюминия применима только в домашних условиях, если к прочности соединения не предъявляется особых требований.
Аргонодуговая
Сварка алюминия в среде аргона, хоть и не считается самой простой, зато является наиболее распространенной. В результате качественно выполненных работ можно получить соединения с высокой степенью прочности. Неплавящийся вольфрамовый электрод относится к расходным материалам, как и присадочные прутки. Диаметр электрода варьируется от 1,6 до 5 мм. Диаметр прутков составляет 1,6-4 мм. Аргон выступает в качестве защитного газа и подается в зону сварки через специальные сопла горелки.
Для эффективного разрушения окисла на поверхности металла сварку производят переменным током. Остальные параметры сварочного процесса необходимо выбирать из специально разработанных таблиц. В них указаны значения скорости подачи газа, диаметра прутка, диаметра электрода, силы тока. Самостоятельно определить параметры сложно, так как они зависят от типа сплава, способа соединения и обработки кромок, а также от толщины заготовки.
В них указаны значения скорости подачи газа, диаметра прутка, диаметра электрода, силы тока. Самостоятельно определить параметры сложно, так как они зависят от типа сплава, способа соединения и обработки кромок, а также от толщины заготовки.
В принципе, сварка аргоном доступна и в домашних условиях, но для этого необходимо иметь соответствующее оборудование, а также нужные расходные материалы. Но опыт придется нарабатывать методом проб и ошибок. Полезно запомнить ряд общих правил и придерживаться их.
- Вольфрамовый электрод удерживается так, чтобы между ним и поверхностью металла образовывался угол 70-80° градусов.
- Присадочный пруток подносится к электроду под углом 90° градусов.
- Зазор между электродом и поверхностью, то есть, длина дуги составляет 1,5-2,5 мм.
- Вдоль шва при его формировании пруток продвигается с незначительным опережением, а затем движется горелка. Выполнение данного правила обеспечивает более эффективную защиту аргоном.
- Движения прутка играют важную роль. Их желательно изучить на видео, прежде чем впервые начинать процесс. Манипуляции сварщика напоминают движение кисти художника.
- В качестве теплоотводящей подкладки лучше всего использовать стальную или медную пластину.
- Газ начинают подавать до розжига дуги, а заканчивают через несколько секунд после ее обрыва.

Скорость истечения газа и скорость подачи проволоки являются определяющими параметрами. От них зависит не только себестоимость процесса, но и качество шва. Высокая скорость газа только ухудшает защиту. В зону ванны будет поступать воздух и содержащийся в нем кислород. В то же время малое количество газа не может обеспечить требуемую защиту.
Полуавтоматическая
Принцип работы полуавтоматической сварки схож с принципом аргонодуговой сварки. Роль защитного газа может выполнять любой другой инертный газ. В зависимости от применяемого газа различают MIG и MAG сварку. Расходным материалом служит проволока, которая подается с помощью специального механизма. Но при работе с алюминием не эти детали являются отличительными.
Но при работе с алюминием не эти детали являются отличительными.
Некоторые полуавтоматические инверторы способны работать в импульсном режиме. Благодаря всплеску напряжения материал присадки с усилием «вбивается» в сварочную ванну. В результате такой точечной сварки получаются аккуратные и надежные соединения.
К сожалению, оборудование с возможностью импульсной сварки стоит очень дорого, поэтому в домашнем хозяйстве крайне редко встречается.
Обычные полуавтоматические инверторы тоже могут вести сварку алюминия, только присадка добавляется сплошным слоем. По надежности такие швы существенно уступают точечным швам и швам, полученным при помощи неплавящегося вольфрамового электрода. К особенностям МИГ-сварки можно отнести такие закономерности:
- Сварка осуществляется постоянным током при обратной полярности.
- Рукав, по которому подается мягкая проволока, не должен иметь петель.
- Необходимо использовать специальные наконечники подающего устройства, маркированные индексом «AL» и предназначенные для алюминия, во избежание застревания проволоки вследствие ее теплового расширения.
- Скорость подачи алюминиевой проволоки должна быть больше, чем стальной.

Такие методы сварки алюминия, как холодная сварка под давлением и контактная сварка, не были рассмотрены по той причине, что встречаются они очень редко, так как технология работ сложна и подразумевает наличие дорогостоящего оборудования.
рекомендации по сварке в среде защитных газов
Сварка металлическим электродом в среде защитных газов (процесс GMAW)
Подготовка основы: для сварки алюминия с его поверхности необходимо полностью удалить слой оксида и углеводородных загрязнений от масла или растворов для резки. Поверхностный слой оксида алюминия плавится при температуре 2040°С, а алюминий под ним – при 650°С. Из-за этого оксид может затруднить проникновение заполняющего материала внутрь соединения. Для удаления оксида можно использовать металлическую щетку из нержавеющей стали, растворители или травильные средства. Если для чистки используется щетка из нержавеющей стали, все движения щеткой можно делать только в одном направлении. При этом к ней нельзя прикладывать слишком большое усилие, так как из-за этого оксид может быть занесен еще глубже. Более того, эту щетку можно использовать только для чистки алюминиевых поверхностей – алюминий нельзя чистить щеткой, которой до того обрабатывали нержавеющую или углеродистую сталь. Если для удаления оксида используются химические травильные растворы, перед сваркой с поверхности обязательно нужно удалить их остатки. Чтобы свести к минимуму риск попадания в шов углеводородов из масла или растворов для резки, их нужно удалить обезжиривателем. В состав обезжиривателя не должны входить углеводороды.
При этом к ней нельзя прикладывать слишком большое усилие, так как из-за этого оксид может быть занесен еще глубже. Более того, эту щетку можно использовать только для чистки алюминиевых поверхностей – алюминий нельзя чистить щеткой, которой до того обрабатывали нержавеющую или углеродистую сталь. Если для удаления оксида используются химические травильные растворы, перед сваркой с поверхности обязательно нужно удалить их остатки. Чтобы свести к минимуму риск попадания в шов углеводородов из масла или растворов для резки, их нужно удалить обезжиривателем. В состав обезжиривателя не должны входить углеводороды.
Предварительный подогрев: предварительный подогрев рабочего изделия и алюминия помогает избежать растрескивания шва. Температура подогрева не должна превышать 110°С – поэтому для ее контроля нужно использовать термоиндикатор. Также для предотвращения перегрева в начале и конце свариваемой зоны можно разместить прихватки. Предварительный подогрев также необходим в случае приварки алюминиевых изделий большой толщины к более тонким. При образовании холодных натеков попробуйте использовать вводные и выводные планки.
При образовании холодных натеков попробуйте использовать вводные и выводные планки.
Техника сварки: при сварке алюминия горелку нужно направлять вперед по отношению к направлению сварки, а не назад. Такая техника обеспечивает меньшее загрязнение шва благодаря более качественной очистке и газовой защите.
Скорость сварки: сварка алюминия отличается высокой температурой и скоростью.”” В отличие от стали, высокая теплопроводимость алюминия требует более высокой силы тока, напряжения и скорости сварки. При меньшей скорости значительно возрастает риск прожигания, особенно в случае тонколистового алюминия.
Защитный газ: в качестве защитного газа при сварке алюминия чаще всего используется аргон благодаря его очищающему действию и профилю проникновения. Для сварки сплавов алюминия серии 5XXX используется смешанный защитный газ из аргона и до 75% гелия, который помогает снизить образование оксида магния.
Сварочная проволока: выбирайте алюминиевую заполняющую проволоку с такой же температурой плавления, как и у материала основы. Чем больше оператор сможет сократить разницу в температуре плавления металлов, тем проще станет сварка. Лучше всего подходит проволока диаметром 1.2 или 1.6 мм. При этом чем больше диаметр проволоки, тем проще наладить ее подачу. Для сварки тонкопрофильных материалов больше подходит проволока диаметром 0.9 мм в сочетании с процедурой импульсной сварки при низкой скорости подачи – 2.5-7.6 м/мин.
Чем больше оператор сможет сократить разницу в температуре плавления металлов, тем проще станет сварка. Лучше всего подходит проволока диаметром 1.2 или 1.6 мм. При этом чем больше диаметр проволоки, тем проще наладить ее подачу. Для сварки тонкопрофильных материалов больше подходит проволока диаметром 0.9 мм в сочетании с процедурой импульсной сварки при низкой скорости подачи – 2.5-7.6 м/мин.
Форма шва: в случае алюминия большинство поломок сварных соединений вызывается растрескиванием кратера шва. Растрескивание возникает при быстром термическом расширении и сужении алюминия в ходе сварки и последующего остывания шва. Вероятность растрескивания больше всего в случае вогнутых сварных швов, так как в таком случае поверхность кратера по мере остывания сужается и трескается. Следовательно, сварщики должны наращивать кратеры, чтобы придать шву выпуклую форму. Во время остывания выпуклая форма шва будет компенсировать сжимающие силы.
Выбор источника питания: при выборе источника питания для сварки алюминия в защитных газах в первую очередь стоит рассмотреть метод струйного или импульсного переноса металла. Для сварки со струйным переносом металла можно использовать аппараты с поддержкой режимов падающей (CC) и жесткой (CV) вольт-амперной характеристкой. В таком режиме образуется крохотный поток расплавленного металла, который переносится через дугу в металл основы. В случае толстопрофильного алюминия, для которого требуется сварочный ток силой больше 350 A, наилучшие результаты достигаются в режиме CC.
Для сварки со струйным переносом металла можно использовать аппараты с поддержкой режимов падающей (CC) и жесткой (CV) вольт-амперной характеристкой. В таком режиме образуется крохотный поток расплавленного металла, который переносится через дугу в металл основы. В случае толстопрофильного алюминия, для которого требуется сварочный ток силой больше 350 A, наилучшие результаты достигаются в режиме CC.
Импульсный перенос металла обычно используется в сочетании с инвертерными источниками питания. Последние модели включают несколько встроенных процедур импульсной сварки для разных типов и диаметров заполняющей проволоки. Во время импульсной сварки заполняющий металл переносится от электрода к рабочему изделию в момент пика сварочного тока. Такой процесс переноса металла имеет меньшее разбрызгивание и более высокую скорость следования, чем процесс струйного переноса металла. Импульсный процесс сварки также позволяет лучше контролировать тепловложение, упрощает сварку в нестандартных пространственных положениях и позволяет вести сварку тонкопрофильных материалов при низкой скорости подачи проволоки и небольшой силе тока.
Механизм подачи проволоки: предпочтительным методом подачи мягкой алюминиевой проволоки на большое расстояние является пуш-пульный метод, в котором проволока размещается в герметичном отсеке, который защищает ее от воздействия окружающей среды. Расположенный в этом отсеке двигатель с постоянным крутящим моментом и переменной скоростью вращения равномерно «толкает» и направляет проволоку через горелку. В сварочной горелке находится второй двигатель с высоким крутящим моментом, который подтягивает проволоку и тем самым помогает обеспечить стабильность скорости подачи проволоки и длины дуги.
На некоторых предприятиях для подачи стальной алюминиевой проволоки используют одни и те же механизмы подачи. В таком случае для более плавной и равномерной подачи алюминиевой проволоки можно воспользоваться пластиковыми или тефлоновыми направляющими. В качестве направляющих трубок используются долотообразные исходящие и пластиковые входящие трубки, которые удерживают проволоку как можно ближе к приводным роликам и тем самым предотвращают ее спутывание. Во время сварки горелку нужно держать как можно ровнее по отношению к проволоке, чтобы свести сопротивление к минимуму. тобы предотвратить соскабливание алюминия, нужно выровнять приводные ролики и направляющие трубки.
Используйте приводные ролики, специально предназначенные для алюминиевой проволоки. Отрегулируйте натяжение приводных роликов так, чтобы обеспечить равномерную скорость подачи проволоки. Слишком большое натяжение приведет к деформации проволоки и перебоям с подачей проволоки, слишком низкое – непостоянной скорости подачи. В обоих случаях это может привести к нестабильности дуги и пористости материала.
Сварочные горелки: для сварки алюминия нужно использовать отдельную направляющую горелки. Чтобы предотвратить перетирание проволоки, постарайтесь зафиксировать оба конца направляющей так, чтобы между направляющей и газовым диффузором горелки не было зазора. Регулярно меняйте направляющие, чтобы свести к минимуму проблемы подачи проволоки из-за абразивного оксида алюминия. Используйте контактные наконечники примерно на 0.4 мм больше, чем диаметр используемой проволоки – наконечник по мере нагревания может принять овальную форму и затруднить подачу проволоки. При использовании сварочного тока выше 200A для предотвращения перегрева и проблем с подачей проволоки часто используются горелки с жидкостным охлаждением.
Технология сварки алюминия и его сплавов
Температура плавления алюминия 660°С, окисной пленки 2060°С
Марка | Свариваемость | Технологические особенности сварки | |
Технически чистый алюминий | Очистка кромок и присадка от окисной пленки | ||
АД00, АД0, АДД, АД | Хорошая | Электродная проволока Св-А1, Св-А000, Св-85Т. Защитные газы Ar, He и их смеси | |
Деформируемые, термически не упрочняемые сплавы | |||
АМц, АМцС, Д12 | Хорошая | Электродная проволока Св-АМЦ | |
АМг1 ,АМг2, АМг3 | Электродная проволока Св-АМг3 | ||
АМг4, АМг5 | Электродная проволока Св-АМг5 | ||
АМгб | Электродная проволока Св-АМг6, Св-АМг7 | ||
Деформируемые, термически упрочняемые сплавы | |||
АД31, АДЗЗ, АД35 АВ, АК6, АК8 | Удовлетворительная | Электродная проволока Св-АК5, Св-1557 | |
АК4, АК4-1 | Ограниченная | ||
В95 | Плохая | Предварительный подогрев Термообработка после сварки при t=200-250°C. Электродная проволока Св-1557, Св-АМг5, Св-АМг6 | |
1915, 1925 | Удовлетворительная | ||
Литейные сплавы | |||
АЛ 1, АЛ2, АЛ9, АЛ 25, АЛ 26 | Хорошая | Электродная проволока той же марки, что и основной металл Защитные газы Ar, He и их смеси | |
АЛЗ, АЛ4, АЛ5, АЛ7, АЛ8, АЛ 10В | Удовлетворительная | ||
Трудности при сварке
- высокая температура плавления окисной пленки по сравнению с температурой плавления алюминия;
- высокая теплопроводность:
- образование значительных остаточных напряжений и деформаций;
- нерастворимость окисной пленки в жидком металле сварочной ванны;
- при нагреве нет явных признаков перехода алюминия и его сплавов в жидкое состояние;
- образование кристаллизационных трещин.
Подготовка к сварке
Резку и подготовку кромок деталей из алюминия и его сплавов следует вести механическими способами
Стыковое соединение металла разной толщины
Конструктивные элементы подготовки кромок (размеры приведены в мм)
Конструктивные элементы подготовки кромок при сварке со сквозным проплавлсннем н формированием шва на весу
При сварке за один проход может возникнуть надрез корня шва
При снятии фаски с обратной стороны стыкуемых кромок надрез не возникает. Для снятия фасок можно использовать напильник
Свариваемые поверхности тщательно очищают от смазки, на ширине 100-150 мм от кромок обезжиривают ацетоном, уайт-спиритом или другим растворителем.
Пленку окиси алюминия удаляют механически или химическим травлением.
При механической обработке (непосредственно перед сваркой) кромки зачищают на ширину 25-30 мм абразивной бумагой, шабером или щеткой из нержавеющей проволоки диаметром не более 0,15 мм.
Химическое травление проводят в течение 0,5-1 мин в растворе, состоящем из 50г едкого натра и 45г фтористого натрия на 1 л воды. После травления поверхность промывают проточной водой, а затем осветляют в 30-35%-ном растворе азотной кислоты (для алюминия и сплавов типа АМц) или в 25%-ном растворе ортофосфорной кислоты (для сплавов типа АМг и В95). После повторной промывки поверхность сушат до полного испарения влаги.
Алюминиевую сварочную проволоку перед сваркой тоже обрабатывают. Сначала ее обезжиривают, а затем подвергают травлению в 15%-ном растворе едкого натра в течение 5-10 мин при 60-70°С. после чего следует промывка в холодной воде и сушка при температуре 300°С в течение 10-30 мин.
Подготовленные к сварке материалы сохраняют свои свойства 3-4 дня. Позже на поверхности вновь образуется окисная пленка.
Детали из алюминия и его сплавов собирают в приспособлениях или на прихватках, выполняемых аргонодуговой сваркой W-электродом. Расстояние между прихватками должно быть не более 150-180 мм.
Поверхности прихваток непосредственно перед сваркой зачищают металлическими щетками. Обнаруженные дефектные прихватки удаляют, и стыки прихватывают повторно. При сварке прихватки полностью переплавляют.
Выбор параметров режима
Сварку ведут на постоянном токе обрат ной полярности. Защитным газом служит apгон или гелий и их смеси. Непосредственно перед сваркой кромки обезжиривают .
Диаметр сопел горелок выбирают равным не менее 18-22 мм.
Длина дуги должна составлять 2-6 мм, а сварочный ток – быть больше, чем при ручной аргонодуговой сварке W-электродом. Сварку выполняют за один проходили двусторонними швами.
Процесс сварки может быть: импульсно-дуговым (ИДС), струйным (СТР) или с короткими замыканиями дуги (КЗ).
Ориентировочные режимы
Вид соединения | Размеры, мм | Процесс сварки | Газ | Сварочный ток, А | Напряжение на дуге, В | Скорость сварки, м/ч | Диаметр электрода , мм | Вылет электрода, мм | Расход газа, л/мин | |
S | b | |||||||||
2,5-3 | 0+0,5 | ИДС | Ar | 40-80 | 15-18 | 35-45 | 1,2 | 10-13 | 7-9 | |
4 | 0+0,5 | ИДС ИДС СТР | Ar | 80-130 | 18-20 | 30-40 | 1,4-1,6 | 13-18 | 8-10 | |
6 | 0+1 | ИДС ИДС СТР | Ar | 180-250 | 23-26 | 20-35 | 1,6-3 | 15-30 | 12-14 | |
8-10 | 0+1 | ИДС СТР СТР | Ar | 250-320 | 25-30 | 20-35 | 1,6-3 | 15-40 | 12-20 | |
12-16 | 0+4 | СТР | Ar | 320-420 | 26-28 | 20-30 | 2 | 18-25 | 20-25 | |
20-30 | 0+1,5 | СТР | Ar | 310-550 | 26-35 | 18-20 | 2-4 | 20-40 | 18-25 | |
2,5-3 | 0+0,5 | ИДС | Ar | 60-100 | 16-18 | 35-40 | 1-1,4 | 10-15 | 6-8 | |
4-5 | 0+0,5 | ИДС | Аг | 120-220 | 18-22 | 25-35 | 1,2-1,6 | 12-18 | 10-12 | |
| 8 и более | 0+1 | СТР | Аг Не | 280-330 280-320 | 27-29 | 20-25 | 1,6 | 18-30 | 20-25 | |
Техника сварки
При сварке алюминия и его сплавов необходимо использовать чистые и сухие перчатки из спилка или из другого подобного материала
Механизированную сварку стыковых соединений без разделки кромок в нижнем и вертикальном положениях выполняют обычно без поперечных колебаний электрода
При наличии разделки кромок первый шов выполняют также без поперечных колебаний, а последующие – с небольшими (до 5 мм) перемещениями электрода
При сварке угловых швов в нижнем положении угол наклона горелки относительно вертикальной стенки – 30-45°. Угловой шов на вертикальной плоскости ведут снизу-вверх “углом вперед”. Однопроходную сварку выполняют с перемещениями конца электрода. Угловые швы больших сечений на вертикальной плоскости делают многопроходными путем выполнения узких швов. Так же сваривают и стыковые горизонтальные швы
С внутренней стороны шов защищают остающимися или съемными подкладками либо защитным газом, подаваемым каким-либо из способов:
1- защитный газ; 2- свариваемые детали; 3- заглушки; 4 – соединительные тросики
Схема установки заглушек в трубопровод для поддува защитного газа
При сварке деталей толщиной 4 мм и более из-за быстрого остывания сварочной ванны в шве образуются поры. Чтобы предотвратить их появление, применяют шаговую сварку с возвратно-поступательными перемещениями горелки. Каждый шаг вперед на 3-6 мм сопровождается перемещением назад на 1,5-3 мм. Такая техника сварки обеспечивает более эффективную защиту и медленную кристаллизацию сварочной ванны, что в конечном счете гарантирует отсутствие пор.
Чтобы уменьшить деформации при соединении длинномерных конструкций, широко применяют обратноступенчатый метод сварки.
Для заварки кратера горелку возвращают в обратном направлении на расстояние, немного превышающее длину кратера, и одновременно снижают скорость подачи проволоки
При сварке угловых и тавровых соединений сварку заканчивают перемещением горелки в обратную сторону по шву, одновременно замедляя подачу проволоки.
Эффективным способом окончания сварки служит вывод конца шва на выводные планки, которые после сварки удаляют
Хранение и подготовка алюминия к сварке
Статья будет полезной для сварщиков, кладовщиков и технологов предприятий, занимающихся или имеющих отношение к сварке, ведь хранение и подготовка алюминия к сварке имеет важное значение и часто может иметь существенное влияние на финальный результат качества шва. Если мы пытаемся выпускать продукцию высокого качества при сварке, то должны жестко следовать основным правилам, предусматривающим чистоту, удаление загрязняющих веществ из зоны сварки, соблюдение технологий, подходящее хранение, обращение с присадочным и сопутствующими материалами. Следуя вышеуказанным требованиям, нужно также понимать, что они в некоторой мере отличаются для различных металлов, особенно в вопросах, касающихся подготовки.
Проблематика
При хранении и подготовке алюминия к сварке мы можем выделить две области потенциальных проблем. Во-первых, оксид алюминия, который образуется в последствии реакции в определенных условиях, а во-вторых, загрязнение от углеводородов. Мы рассмотрим методику по устранению указанных проблем.
Окисление
Образование оксидной пленки, вероятно, наиболее важный вопрос. Чтобы понять особенности хранения алюминия, его подготовки к сварочным работам, нужно понимать характер и характеристики поверхностной оксидной пленки. Итак, в чем суть проблемы? На алюминиевых сплавах быстро происходит самоограничение и развивается так званая поверхностная оксидная пленка при воздействии воздуха, а часто и влаги. Оксид алюминия на поверхности металла переходит в пассивное состояние, имеет температуру плавления свыше 2000 °С в то время, когда температура плавления самого металла составляет около 660,4°C (в зависимости от чистоты металла). Из-за этой большой разницы в температуре плавления, оксидная пленка алюминия (толщина от 1 -3 нм в нормальных условиях до 20 нм при нагреве) препятствует сплавлению между присадочным материалом и обрабатываемым предметом, а в шве возможно появление включений.
Иначе говоря, сварка кусков, запчастей из алюминиевого сплава будет иметь проблемы, связанные с тем, что во время нагревания сплавы металла интенсивно подвергаются окислению в то время, когда окислы на порядок более тугоплавки.
Подготовка алюминия к сварке — этап очистки
Очищенный алюминий, имеющий тонкий оксидный слой, может быть легко сварен посредством GMAW/GTAW сварки. Благодаря применения инертных газов в таком случае тонкий окисленный слой легко разрушается. Чаще всего потенциальные проблемы возникают при хранении или консервации работ, когда происходит воздействие влаги на металл. Оксид алюминия быстро становится пористым, начинает поглощать влагу. Кроме того, он может расти в толщину, что в общей совокупности может стать серьезной проблемой при попытке получения сварных швов высокого качества.
Технология сварки алюминиевых сплавов для избегания дефектов такого рода, как правило, требует механически удалить поверхностную оксидную пленку непосредственно перед сваркой (сделать зачистку) со сварных кромок, присадочной проволоки. Чаще всего для этих целей применяют кисть и проволочную щетку из нержавеющей стали, но также можно сделать соскабливание, шлифовку. В такой ситуации важно соблюдать осторожность – применять только чистые инструменты, на которых нет никаких побочных загрязнений, таких как масла и смазки. Для решения проблемы с присадочной проволокой возможно понижение процента расплавленной присадки в шве или увеличение ее поперечника. Это будет уменьшать ее удельную поверхность, подвергающеюся окислению.
Альтернативой для удаления оксидной пленки алюминия механическим путем является химическое удаление. В таком случае производится погружение в раствор щелочи, затем следует промывка водой и далее азотной кислотой. После выполнения данных манипуляций металл ополаскивают обычной водой. Однако, применение химической очистки становится все менее распространенным методом в виду качества обработки и утилизации этих химических веществ. Более популярной становится проволока, включающая модификаторы (улучшается эвтектика). Иногда на промышленных предприятиях на сварочную ванну воздействуют внешним магнитным полем для понижения вероятности появления трещин.
Проблемы при сварке чистого алюминия и его сплавов при неправильной подготовке
Итак, мы пришли к тому что окисление, неправильная хранение, плохая подготовка алюминия к сварке в сочетании с некоторыми нарушениями технологии сварочных работ могут способствовать таким деструктивным явлениям:
- Вероятность появления высокоплотного окисла алюминия с температурой плавления выше 2000°С.
- Проваливание еще не расплавленных частиц кромок металла в шовную зону под действием массы сварочной ванны в последствии существования окислов и чрезмерно высокой температуры сварки (способствует снижению прочности, возможны утечки расплава сквозь корень шва).
- Деформации формы. Листовой алюминий лучше укреплять при помощи механических прижимов или нагрузок на стендах, так как он имеет свойство расширятся под действием температур.
- Высокая пористость шва может появиться при отсутствии обезжиривания, химической / механической обработки присадки и околокраевых зон сварки.
- Шовная трещиноватость. Причина: влага, окислы, отсутствие предварительного и сопутствующего нагрева кромок металла до 120 – 250°С (в зависимости от толщины металла).
О углеводородах
Углеводороды – еще один вопрос, касающийся хранения и подготовки, проявляется в наличии углеводородов на основном материале, наполнителе или сплаве. Базовый материал часто проходит обработки разного рода перед операцией сварки, например, распил, обрезка. Если смазка используется во время любой из операций, обязательно требуется полное последующее удаление смазки перед сваркой, если хотите полноценные сварные швы. Используйте минимальное количество веществ такого рода чтобы минимизировать затраты по времени на последующее их удаление. Углеводороды, если они присутствуют, могут быть удалены с помощью ряда методов: протиранием растворителями (такими как ацетон или спирт), моющими средствами, специальным спреем, паровым обезжириванием или просто стереть тряпкой с мягким щелочным раствором. Для удаления масла и смазки чаще всего применяются растворитель, очистители. Большинство растворителей углеводородов обладают высокой летучестью и быстро испаряются, но очистители на водной основе нужно тщательно протереть. Необходимо соблюдать осторожность в выборе растворителя и правильном его использовании. Огнеопасные вещества, очевидно, опасны при наличии сварочных дуг.
Выводы
Казалось бы, простые явления, но на самом деле они могут вызвать существенные проблемы. В связи с этим хранение присадочной проволоки — для GMAW и GTAW сварки должно соответствовать некоторым правилам. Важно избегать быстрых перепадов температур (упредить конденсацию), обеспечить сухие условия хранения. Обработка, подготовка алюминия к сварке должны быть полноценными и соответствующими. В противоположном случае влага, поверхностная оксидная пленка и технологические прорехи гарантировано обеспечат ухудшение качества сварного шва, вызовут пористость, трещины.
Особенности сварки алюминия и его сплавов
Особенности сваривания алюминиевых сплавов обусловлены их физико-химическими свойствами. Трудносвариваемость алюминия объясняется наличием окисной пленки на поверхности изделий. Данная пленка имеет высокую температуру плавления, при этом плавление самого металла осуществляется при температуре примерно втрое меньшей – 660 °С. Повышенная жидкотекучесть материла затрудняет процесс управления сварочной ванной. Это приводит к необходимости применения теплоотводящих подкладок.
За счет легкой окисляемости алюминия образуется тугоплавкая пленка на каплях расплавленного материала. Это создает трудности при соединении шва. Чтобы исключить образование пленки необходимо создать надежную защиту сварочной области от проникновения воздуха. Большая усадка материала может повлечь деформацию сварного соединения после затвердевания и окончательного охлаждения.
При сварке сплавов алюминия нужно учитывать склонность к появлению кристаллизационных трещин и пор. Это влечет ухудшение механических характеристик материала. По причине высокой теплопроводности приходится использовать большие рабочие токи. Их значение примерно вдвое больше чем для сваривания стальных изделий.
При сваривании алюминиевых сплавов используются различные технологии в зависимости от условий работы. Наиболее популярные способы сварки:
- автоматическая дуговая с применением флюса. Подбор флюса должен быть тщательным. Уделяется внимание его составу, он должен быть сделан из химически чистых элементов;
- аргонодуговая вольфрамовым электродом. Достоинство способа – в отсутствии необходимости применять флюс;
- контактная стыковая с использованием специальных машин. В данном случае можно добиться непрерывного плавления материала;
- технологичная точечная сварка;
- шовное сваривание применяется при наличии оборудования достаточной мощности с ионными прерывателями.
Сваривание алюминия посредством электродов
Сварка алюминиевых сплавов предполагает тщательную подготовку металла к технологическому процессу. Это подразумевает профилирование свариваемых кромок, удаление окислов и поверхностных загрязнений. Удаление дефектов и обезжиривание поверхностей производится при помощи специальных щелочных ванн, органических растворителей. Применяется технический ацетон, уайт-спирит, растворители РС-1, РС-2.
Процесс обезжиривания алюминиевых изделий происходит в специальном водном растворе. Важной подготовительной работой считается удаление поверхностной пленки. Окисная пленка удаляется посредством металлических щеток. При завершении обработки кромки нужно еще раз обезжирить поверхность растворителем. Как только процедура зачистки завершена необходимо начать сварку деталей в течение трех часов.
Для получения шва хорошего качества металл подвергается нагреву. Подогрев с последующим охлаждением помогает исключить возникновение кристаллизационных трещин, сократить коробление. При сваривании больших деталей применяется метод локального подогрева конкретной сварочной области.
Возврат к списку
технология процесса, подготовка металла, режимы, настройка аппарата
Чтобы не допустить ошибок при выборе способа и метода сваривания металла, выясняют его свойства.
Почему алюминий рациональней варить аргоном, какие свойства металла обусловили это
Выбор аргоновой сварки для алюминия вызван следующими характеристиками:
- Высокая скорость окисления. Это вызывает появление на поверхности тугоплавкой оксидной плёнки. Если температура плавления алюминия 650 ̊С, для окисла потребуется больше 2000 ̊С. При режиме постоянного тока плёнка погружается в расплав и ухудшает качество сварного шва. Поэтому для получения надёжного соединения создают защитную среду, для которой аргон – оптимальный вариант. Перед плавлением поверхность зачищают от окислов.
- При нагревании алюминий не меняет цвета, что мешает визуальному контролю. Это свойство часто приводит к сквозным прожогам изделий. Чтобы этого не случилось, работы доверяют квалифицированным сварщикам.
- Большая усадка, что приведёт к трещинам в зоне сварной ванны. К соединению подают больше, чем обычно, сварочной проволоки.
Технология сварки алюминия с помощью аргона
По степени механизации аргоновую технологию соединения подразделяют на ручную и полуавтоматическую. Рассмотрим первую.
Подготовка металла
Алюминий зачищают от окислов и грязи металлической щёткой или наждачной бумагой. Щётками работают только с этим металлом, чтобы не допустить попадания в зону сварки частиц других материалов – это уменьшит надёжность шва.
Применяют и химический метод зачистки деталей. Для этого в литр воды добавляют по 50 г едкого технического натра и фтористого натрия. Обработка сохраняет чистоту изделий на несколько дней. Для этого детали:
- промывают растворителем;
- протравливают едкой щелочью;
- промывают водой;
- сушат;
- прокаливают 15-20 минут при температуре 300 ̊C.
Режимы аргонодуговой сварки алюминия и необходимое оборудование
Режим процесса определяют род, полярность и величина тока. Для соединения изделий из алюминия применяют переменный или постоянный токи прямой полярности. Величина его зависит от диаметра электрода, толщины и вида металла, что отображено в таблице.
Для определения режима важны и следующие параметры:
- Напряжение дуги – зависит от её длины. Рекомендуют от 1,5 до 3 мм, тогда напряжение составит 11-14 В.
- Скорость сварки – определяется исполнителем исходя из формы и толщины шва.
- Расход аргона – так, чтобы хватило на весь процесс без необходимости прерывания и достаточно для защиты зоны шва от окисления.
- Расстояние между электродом и соплом горелки. Для стыковых соединений – 3-5 мм, тавровых и угловых – 5-8.
Комплект оборудования включает:
- источник напряжения – трансформатор или инвертор;
- горелка для плавящегося электрода или вольфрамового прутка;
- осциллятор для розжига дуги;
- баллон с газом и редуктор;
- средства защиты и расходные материалы.
Оборудование заводского изготовления стоит от 10 до 500 тысяч в зависимости от потребительских свойств и рабочих параметров, а также степени механизации процесса.
Заточка электрода, процесс сварки
Электроды различают по добавкам в их составе. Для сварки алюминия используют маркированные и с концами, окрашенными в следующие цвета:
- WC 20 серый;
- WT 20 красный;
- WL 15 жёлтый.
Затачивают под конус при сварке постоянным током, с закруглённой вершиной – при переменном режиме. Длина заточенной части от 0,5 до 2 диаметров электрода: если длина заточки больше, ширина зоны проплавления получится меньше, чем требуется для качественного соединения; если заточка мала – снизится глубина проплавления. Риски, возникающие при заточке, влияют на стабильность дуги, поэтому конус лучше отполировать.
Таблицы настроек параметров в заводской комплектации закреплены на корпусах установок. После её включения регулируют силу тока. По числу в названии установки определяют его максимальное значение. Например, в маркировке аппарата модели Kemppi MasterTig MLS 3003 ACDC цифры 3003 означают, что оборудование позволяет сваривать токами до 300 ампер при 30-процентном цикле загрузки и температуре окружающего воздуха 40 ̊C.
Прежде чем зажечь дугу, регулируют подачу газа, чтобы процесс шёл с самого начала в защитной среде. Аппаратом Kemppi MasterTig MLS 3003 ACDC работу ведут не дольше трёх минут, после чего, чтобы не перегреть, делают перерыв 5-7 минут. Затем выставляют режим плавного уменьшения тока (заварки кратера), в нашем случае 6-7 секунд. Это конечный участок сварного шва в 5-10 мм, высоту которого плавно уменьшают до нуля. Чтобы усадочная раковина в конце шва не получилась глубокой, подают большее количество присадочного материала.
Схема аргонодуговой сваркиДальше задают время выхода газа от 1 до 30 секунд с шагом в одну секунду: аргона должно хватить, чтобы в сварочную ванну от начала до конца не поступал кислород. Поэтому горелку сразу после прерывания струи поднимать не рекомендуют.
Что нужно знать об очистке и подготовке алюминиевых присадочных и основных металлов перед сваркой
Грязный алюминий ставит вас не на ту ногу еще до того, как вы зажжете дугу. Выполните следующие действия по очистке / подготовке для оптимальной сварки алюминия.
Специалист по сварочным решениям с местным поставщиком сварочных материалов, когда недавно его спросили, что является наиболее важным фактором для успешной сварки алюминия, он ответил: «Чисто, чисто, чисто, чисто… и чисто». Сварка алюминия сопряжена со своим уникальным набором проблем – попытка сваривания с грязным основным и присадочным металлами создает ненужные трудности и может привести к низкому качеству сварки.Вы также должны иметь дело с естественным окислением алюминия. Подходящая подготовка перед сваркой важна, особенно когда требуется, чтобы изделия соответствовали требованиям промышленных норм к качеству сварки, таким как AWS D1.2, который регулирует сварку конструкций из алюминия.
Есть ключевые шаги, которые вы можете предпринять при обработке и подготовке присадочных и основных металлов, чтобы не столкнуться с проблемами, связанными с грязью, жиром и переносимой по воздуху производственной пылью, а также с естественным процессом окисления, который имеет место, когда алюминий подвергается воздействию воздуха.Мы рассмотрим эти шаги и представим вам передовой опыт, чтобы убедиться, что вы не саботируете процессы сварки алюминия еще до того, как вы начнете.
Естественные проблемы алюминия
Алюминий представляет собой непосредственные проблемы по сравнению со сталью. Алюминий имеет больший потенциал для развития проблем, таких как отсутствие плавления из-за жесткого оксидного слоя, непроницаемость из-за высокой теплопроводности и пористость из-за высокой растворимости водорода в расплавленном алюминии.По существу, вся влага и углеводороды должны быть удалены, а толщина оксидной пленки должна контролироваться и предотвращаться ее гидратация из-за наличия чрезмерной влаги.
Надлежащее хранение алюминиевых наполнителей и основных металлов и обращение с ними
Оксиды на алюминиевом присадочном металле TIG могут попадать непосредственно в сварочную ванну и вызывать пористость. Оксиды на присадочных металлах MIG могут привести к ряду проблем, включая неустойчивую дугу, дополнительное сопротивление, образование сажи и плохую подачу.А более толстые оксидные слои на основном алюминии должны быть удалены механически, иначе существует риск загрязнения сварного шва. Вот несколько вещей, которые вы можете сделать в хранилище, чтобы этого не произошло:
- Храните все сварочные присадочные и недрагоценные металлы в сухом месте с минимальными колебаниями температуры (для минимизации конденсации). Сварочные присадочные материалы следует хранить в сухом и отапливаемом помещении или шкафу.
- Храните алюминиевые детали вертикально, чтобы свести к минимуму конденсацию и поглощение воды между слоями.
- По возможности, принесите все присадочные и основные металлы в зону сварки за 24 часа до сварки, чтобы они достигли комнатной температуры (минимизация конденсации).
- Перед сваркой всегда держите присадочный металл закрытым. Сюда входит герметичный корпус для стержней для сварки TIG и крышка катушки для проволоки MIG.
Оптимальная подготовка стыков под сварку алюминия
Есть два ключевых этапа подготовки соединения к сварке: механическое удаление оксидного слоя, чтобы сделать его управляемым (оксидный слой имеет более высокую температуру плавления, чем основной металл) и удаление любого масла, смазки, грязи или влаги, которые могут загрязнить сварка.
- Не используйте методы резки, при которых остается зашлифованная или размазанная поверхность. Например, высокоскоростная циркулярная пила подходит для резки алюминия, тогда как поверхность, обработанная ленточной пилой, может привести к смазыванию. По возможности следует избегать шлифовальных машин, но используйте грубую дисковую шлифовальную машину вместо шлифовальной машины, если это ваш единственный вариант. Цель состоит в том, чтобы использовать как можно более быстрый и точный метод, позволяющий быстро срезать материал, а не размазывать его. Например, шлифовальный станок может вставлять в алюминий куски камня, которые могут стать загрязняющими веществами или включениями.Размазанная поверхность может стать причиной отсутствия плавления, поэтому перед сваркой ее следует обработать напильником, чтобы удалить весь размазанный металл.
- Не используйте газовую резку с кислородом, резку угольной дугой или строжку, а также кислородное пламя для предварительного нагрева. Эти процессы повреждают участки, подвергшиеся тепловому воздействию, и способствуют росту и гидратации оксидной пленки на поверхности.
- Используйте плазменную резку и строжку, а также лазерную резку, так как эти процессы с меньшей вероятностью привнесут водород и влагу в слой оксида.
- Механически удалите кромки плазменной дуги и лазерной резки со сплавов серий 2ххх, 6ххх и 7ххх. Оплавленные кромки этих сплавов содержат вредные трещины затвердевания и условия зоны термического влияния. Удалите минимум 1/8 дюйма металла с обрезанного края. Для резки и удаления металлической стружки используйте механические методы, такие как фрезерование или шлифовальный станок с крупными заусенцами.
- По возможности не используйте смазочные материалы при резке алюминия. Любая смазка на нефтяной основе содержит углеводороды, которые разрушаются в процессе сварки и вводят водород в соединение, что приводит к пористости и растрескиванию.
- Большая часть алюминия поставляется с завода с маслом и смазкой. Чтобы очистить соединение перед сборкой, сначала обезжирьте поверхности растворителем, а затем используйте марлю или бумажное полотенце, чтобы очистить и высушить сварное соединение (они предпочтительны, поскольку они пористые и впитывают больше масла / влаги). Также протрите начисто противоположную сторону стыка, чтобы загрязнения не попали через алюминий в сварочную ванну.
- Ищите растворитель, который не оставляет следов, и не используйте хлорированные растворители в зоне сварки, поскольку эти вещества могут образовывать токсичные газы в присутствии сварочной дуги.
- Не используйте ветошь для очистки сварных швов, так как эта ветошь может легко переносить масло и грязь на сварочную поверхность.
- Не используйте сжатый воздух для продувки стыка. Сжатый воздух содержит влагу и масляные загрязнения.
- Очищайте стык щеткой из нержавеющей проволоки только после очистки растворителем. Обработка проволочной щеткой перед очисткой приводит к попаданию углеводородов и других загрязнений в металлическую поверхность, а также переносит эти нежелательные элементы на щетку, что делает щетку непригодной для очистки.
- Используйте проволочную щетку из нержавеющей стали для очистки всего протравленного металла. Перед сваркой необходимо удалить побочные продукты травления.
- Регулярно очищайте все проволочные щетки и режущие инструменты, чтобы предотвратить перенос загрязнений на сварное соединение, и, если возможно, держите специальные щетки только для сварки алюминия, чтобы свести к минимуму возможность загрязнения.
Как очистить алюминий перед сваркой (два шага) – Welding Mastermind
Очистка алюминия перед сваркой – это жизненно важный шаг в подготовке металла для предотвращения коррозии и других проблемы.
Итак, как очистить алюминий перед сварка? Этот подготовительный этап состоит из двух основных этапов:
- Обезжирить алюминий, чтобы чтобы не осталось остаточных загрязнений или влаги. Этот процесс удаляет вещества с поверхности алюминия, которые могут вызвать дефекты или проблемы с пористостью во время сварочных работ.
- Удалите все слои окисление алюминия с помощью удаления оксида. Оксиды, вваренные в соединение куска алюминия приведет к тому, что это соединение будет структурно слабым по сравнению с чистым сварным швом.Окисление также увеличивает температуру плавления алюминий.
Хотя это кажется относительно простой процесс (и это обычно так), есть много способов сделать выполнение этих двух шагов, чтобы убедиться, что очистка прошла успешно, и последующий шов проходит гладко. Читайте дальше, чтобы узнать больше о чистке алюминий для сварки.
Оборудование для очистки алюминия перед сваркой
Уксус, вода и тряпка могут быть первым решением.Если вы собираетесь чистить алюминий Перед тем, как начать сварку, вам понадобится несколько единиц соответствующего оборудования.Чистить алюминий перед сваркой, соберите следующие предметы:
- Растворитель или щелочь чистящий раствор для обезжиривания алюминия: Там для этого доступно несколько вариантов, в том числе обычное мыло для посуды, но ацетон и разбавитель для лака являются популярным выбором.
- Спрей для удаления оксидов (или уксус): Есть коммерческие удаления оксидов растворы, которые могут быть как в бутылках, так и в виде аэрозольных баллончиков, но обычный белый уксус также можно использовать для удаления окисления на поверхности алюминий.
- Несколько чистых, свежих
тряпки из микрофибры (не используйте обычные тканые магазинные тряпки): Вам понадобятся тряпки, чтобы протереть алюминий, чтобы очистить его, пока он
влажной, а также свежей ветошью, чтобы тщательно высушить алюминий после очистки и
раскисление завершено.
Использованная обычная ветошь, даже если она была постирана, – плохой выбор для эта задача, потому что они плохо переносят загрязняющие вещества, такие как масла и углеводороды на поверхность алюминия.
- Нержавеющая сталь,
проволочная щетка с мягкой щетиной. После куска алюминия
был обезжирен и пропитан уксусом или раскисляющим раствором,
используйте металлическую щетку, чтобы аккуратно стереть любые следы окисления с
поверхность из алюминия.
Выбирайте щетки с мягкой щетиной, чтобы не поцарапать алюминий. Ты можешь Найдите проволочные щетки из нержавеющей стали как в ручном, так и в механизированном вариантах.
- Горячая вода: Многие щелочные растворы для очистки алюминия требуют алюминия погрузить в горячую воду для оптимального эффекта.Держите раковину с горячей водой доступны для очистки алюминия и имеют насадку для распыления для полоскания идеально подходит.
- Коричневая крафт-бумага: Если вы не собираетесь сваривать кусок очищенного алюминия
сразу же рекомендуется хранить алюминий в коричневой крафт-бумаге.
бумагу, чтобы предотвратить ее повторное загрязнение или дальнейшее
окисление.
Если сварка будет выполняться немедленно, этот шаг можно безопасно выполнить. пропущено. Но для любого алюминия, который будет храниться несколько дней, он должны быть упакованы, чтобы избежать ухудшения качества всей тяжелой работы, выполняемой при очистке и подготовка алюминия.
- Лента упаковочная. Если вы все же решите завернуть очищенный алюминий для последующей сварки
вам понадобится упаковочная лента, чтобы закрепить коричневую крафт-бумагу на
алюминий.
Убедитесь, что упаковочная лента не контактирует с поверхностью алюминия, так как это не удастся очистить алюминий от загрязнений перед сварка.
Что делать Что делать при подготовке алюминия к чистке
При чистке алюминия для
сварке, сначала стоит сделать небольшую подготовку.Собери свои инструменты впереди
время, поэтому вам не нужно останавливать проект на полпути к поиску чего-то
вниз.
Заблаговременный сбор материалов также даст вам знать, если у вас мало
что-нибудь. Вы же не хотите чистить алюминий для сварки только для того, чтобы
узнайте, что у вас закончились уксус, мыло или ацетон. Кроме того, убедитесь, что вы
приготовьте станцию для промывания глаз.
Уберите со стола и положите чистый полотенце в качестве рабочей поверхности и положите на него алюминий. Обязательно установите это область рядом с раковиной с горячей водой, если вы планируете использовать щелочное (мыло) раствор как обезжириватель, а не как растворитель.
Между сеансами очистки убедитесь, что чтобы ваши проволочные щетки и другие режущие инструменты часто чистились, чтобы уменьшают вероятность того, что они перенесут мусор и загрязняющие вещества в вашу свежую алюминий в процессе очистки.
Что не Что делать при подготовке алюминия к чистке
Когда вы готовите алюминий к сварке, помимо нескольких вещей, которые вы всегда должны делать, есть вещи, которые вам никогда не следует делать. Вот список того, что вам не следует делать, если вы готовите алюминий к очистке перед сваркой: Необходимо очистить перед сваркой: Остатки от резки
- Не допускайте предварительного нагрева выше 1500F, , что способствует окислению.
- Не используйте сжатый воздух для очистите алюминиевый стык для сварки. Пока это на первый взгляд кажется эффективным инструментом, содержимое банки сжатый воздух легко переносит влагу и загрязнения на алюминий поверхность.
- Не используйте тряпки для
чистый алюминий для сварки. Эти тряпки тоже
могут оставить после себя маслянистые загрязнения и пыль / мусор и являются плохими
о том, как сбрасывать пух, что может раздражать и опасно.
Иногда трудно сказать, во что обливали тряпку из магазина. ранее, и если тряпка использовалась для уборки бензина или другого летучие химические вещества, они могут представлять серьезную опасность пожара на сварочной станции из-за до искр.
Недостатки грязного алюминиевого шва
Грязный алюминиевый сварной шовНетерпеливые сварщики могут испытать соблазн пропустите этап очистки алюминия перед сваркой, но они будут дураками, если сделают это. Попытка сваривать грязный алюминий сопряжена с множеством рисков, включая следующие:
- Неустойчивая дуга: Неправильная дуга имеет тенденцию разбрызгиваться и перемещать шлак к дальним краям сварной шов, который трудно удалить.Беспорядочные дуги приводят к некрасивым и сварочные работы непрофессионально выглядящие. Они также делают саму задачу сварки. сложнее контролировать.
- Дополнительное сопротивление: Дополнительное сопротивление увеличивает количество тепла, присутствующего в сварном шве и может привести к тому, что поверхность сварного шва станет слишком широкой.
- Загрязнение: Образование сажи в месте сварки вызывает некрасивый черный цвет. дефект в месте сварки, а не красивый гладкий бордюр серебристого цвета. Сажа вызвано окислением и другими загрязнителями, горящими на поверхности алюминий.
- Отсутствие плавления: Загрязнения в сварном шве алюминия могут привести к значительному отсутствию плавления. проблемы со сваркой, и даже в некоторых случаях может привести к сращиванию места сварного шва. конструктивно выйти из строя (или хотя бы не пройти проверку).
- Плохая подача проволоки: Плохая подача проволоки при сварке может привести к увеличению использования присадки. материалов, потраченного впустую времени на устранение неисправностей сварных швов и общее сокращение по качеству сварного шва. Плохая подача проволоки часто происходит из-за использования неподходящих материалов, таких как грязный алюминиевый наполнитель.
Преимущества чистого сварного шва
Изображение Идеальная сваркаПробовать много недостатков сваривать грязным алюминием; Точно так же есть много преимуществ убедитесь, что ваш алюминий чистый, прежде чем приступить к сварке.
- Консистенция: Чистые сварочные материалы обеспечивают постоянство
производственной лаборатории и позволит вам использовать ваш алюминий в качестве контрольной переменной
в ваших сварочных качествах.
Если что-то пойдет не так с вашим сварным швом и алюминий чистый, то это одно менее серьезное подозрение на причину проблемы.
- Отсутствие пористости: Пористость – это качество металла, вызванное такими загрязнителями, как
углеводороды или окисление, вваренные в них.
Если металл становится пористым, он образует менее прочное соединение, а если металл в месте сварки достаточно пористый, в результате это соединение может даже выйти из строя. Но если алюминий чистый, то на сварном шве не будет скрытых изъянов, а соединение должно работать, как задумано.
- Высокая прочность: Поскольку они не содержат загрязнений, сварные швы выполняются с чистым
алюминий имеет более высокую прочность на разрыв, чем сварные швы, выполненные с загрязненными
алюминий или алюминий с присутствием оксидов алюминия.
Поскольку металлические сварные швы имеют ответственность за общую безопасность и долговечность строительного объекта после сборки используемые сварные швы должны быть как можно более прочными, чтобы предотвратить непреднамеренное структурные повреждения. - Высокое качество: Если у кого-то возникнут проблемы, чтобы очистить свой алюминий раньше
сварка, это обеспечивает высокий уровень качества и качества получаемых сварных работ.
Сварочные работы могут требовать более высокой оплаты и стимулов, чем низкокачественные.
Высококачественные сварочные работы также необходимы всем, кто любит гордиться свою работу, особенно ту, которую они построили своими руками.Иметь чувство удовлетворения, стоит потратить немного больше времени, чтобы убедиться Ваша сварочная работа сделана правильно с первого раза.
Major Типы алюминиевых загрязнителей
Алюминий подвергается воздействию нескольких основных типы загрязняющих веществ с момента их производства для массовой розничной торговли до Дело в том, что он доходит до сварочной студии. Эти загрязнения можно разложить на три основные категории:
- Влажность: Поскольку алюминий очень быстро окисляется, это означает, что он
держаться подальше от влаги, насколько это возможно.Окисление – вот что
приводит к образованию ржавчины в алюминии, и ржавчину трудно полностью остановить, если она
начинается.
Алюминий может подвергаться воздействию влаги как при транспортировке, так и при транспортировке. условия хранения после попадания в дом. Эта влажность может быть от прямое воздействие, например, утечка влаги из окружающего воздуха.
Алюминий также может пострадать от прямого попадания влаги из-за конденсации. Этот часто встречается в складских помещениях, где нет температуры или влажности контролируется, так как колебания температуры при хранении приводят к конденсации вода на поверхности алюминия. - Смазочные материалы: Строительные материалы часто покрываются смазками или другими
масла, чтобы увеличить их внешнюю привлекательность (потому что кто не любит блестящие вещи?)
а также защитить их от повреждения влагой.
К сожалению, если в процессе сварки сгорают, эти смазочные материалы и масла могут выделять химические вещества, которые создают дефекты сварного шва. Если оставить сидеть на алюминия в течение длительного времени, эти смазочные материалы также могут вызывать окисление высвобождение углеводородов.
Загрязнение смазки в алюминии – одна из причин, по которой обезжиривание первый шаг в подготовке алюминия к сварке.
- Оксиды: Оксид алюминия – это вещество, которое образуется при образовании алюминия.
подвергается воздействию влаги и окислов или ржавчины. Эта патина ржавчины имеет более высокую
температура плавления, чем у чистого алюминиевого сплава, и в результате сварка будет такой
в результате намного сложнее.
Алюминиевые сплавы имеют температуру плавления 12000F, в то время как оксид алюминия имеет температуру плавления 37000F. Как видите, это значительно сложнее расплавить алюминий, если он заржавел перед использованием.
Окисление не только усложняет сварку, но и может привести к появлению различных дефектов типа оксидных включений в сварном шве, в результате чего качество всей работы низкое, и вероятность поломки конструкции выше.
Хотя это основные категории загрязнения, которым может подвергаться алюминий, вот список других вещей что алюминий перед использованием может быть загрязнен следующими веществами:
Многие вещи могут испачкаться алюминия перед сваркой, и это загрязнение может иметь серьезные длительные влияние на качество сварного шва.Вот почему обезжиривание и раскисление алюминий перед сваркой так важен.
Хорошие растворители для обезжиривания алюминия
Прежде чем приступить к сварке алюминия, Первое, что вам нужно сделать, чтобы очистить алюминий перед сваркой, – это обезжирить Это. Это удалит масло, жир, грязь и другие загрязнения с поверхность алюминия, которая может вызвать дефект при сварке.
Одна тактика обезжиривания алюминия перед сваркой следует использовать растворители для его очистки.Некоторые растворители, которые обычно используемые в производстве металла для очистки алюминия, включают следующие химические вещества:
- Ацетон
- Метилэтилкетон
- Разбавитель лака
- Толуол
Из этих растворителей, доступных для обезжиривание алюминия, два из самых популярных и общедоступных – ацетон и разбавитель лака.
Почему Ацетон и разбавитель для лака – хорошие растворители для очистки алюминия
Есть несколько преимуществ использования ацетон и разбавитель лака в качестве растворителей для очистки алюминия перед сваркой.Ни одно из этих веществ не впитается, не пачкает и не повредит алюминий в любых способ.
Более того, ацетон и разбавитель лака полностью испаряются, и они испаряют любой водяной пар на поверхности алюминий, с которым они соприкасаются. Это означает, что если вы очистите алюминия с ацетоном или растворителем для лака, вы получите полностью высохший поверхность.
Это отличное преимущество в чистка алюминия, так как любая влага, даже незначительная, остается на поверхности алюминия может привести к окислению и проблемам со сваркой.Потому что ацетон и разбавитель для лака также легко найти в хозяйственных магазинах, что делает их популярный выбор.
Недостатки ацетон и разбавитель для лака
В то время как ацетон и разбавитель для лака широко считается хорошим выбором для очистки и обезжиривания алюминия, есть некоторые недостатки использования этих химикатов для очистки алюминия процесс.
При использовании ацетона или лака тоньше, вы должны позаботиться о чистке алюминия в хорошо проветриваемом помещении. область.Пары ацетона считаются довольно токсичными и летучими.
Ацетон плохо воздействует на голую кожу и оказывает воздействие как на кожу, так и на печень. заболевания, если пользователи подвергаются длительному воздействию. Это также вредит глаза, если брызги в лицо.
По этой причине, наряду с обеспечением надлежащей вентиляции, любой сварщик, использующий ацетон или растворитель для лака для очистки алюминия также должны быть безопасными. защитные очки и перчатки для защиты от случайного воздействия. Если ты чувствуешь головокружение от паров, немедленно покиньте это место.
Другое Растворители
Есть много видов коммерческих доступен очиститель алюминия, который будет работать так же хорошо, как ацетон или другие растворители обезжирить алюминий. Однако некоторые из этих решений могут быть немного дорогими, поэтому просматривайте и читайте обзоры, чтобы определить, какие продукты работают лучше всего.
Если вы используете коммерческий раствор растворителя, убедитесь, что он специально для сварочных целей, а не растворитель, используемый для очистки автомобильных двигателей. и тому подобное. Они часто выпускаются в виде аэрозольных баллончиков, например Weld Aid.
Многие растворители, не предназначенные для подготовки к сварке, используют смазочные материалы, а вы хотите чтобы избежать отложений смазки на поверхности алюминия. Это означает что к выбору коммерческого растворителя не следует относиться легкомысленно.
Использование аэрозольных обезжиривателей является несколько спорным, поскольку считается эти продукты способствуют нанесению ущерба окружающей среде и изменению климата. Если это вызывает беспокойство, щелочные растворы всегда можно использовать вместо растворители.
Как записаться Используйте щелочные растворы для очистки алюминия
Если у вас нет ацетона или другого доступны химические растворители, алюминий можно обезжирить обычной горячей водой и обезжиривающее мыло, такое как концентрат средства для мытья посуды.При использовании щелочного таким способом у вас есть три варианта намыливания алюминия:
Независимо от того, какой метод вы используете для щелочные растворы для очистки алюминия перед сваркой алюминия, все остатки щелочного раствора необходимо смыть, а алюминий – полностью высохнуть, прежде чем продолжить.
Однажды Ваш алюминий был обезжирен
После того, как вы использовали свой растворитель или щелочной раствор для обезжиривания и очистки алюминия, убедитесь, что алюминий полностью высох.На этом этапе ваш алюминий готов к переходите к следующему этапу подготовки перед сваркой: удаление оксидов.
Оксид Растворы для удаления
Для удаления оксида алюминия требуется несколько другие шаги, чем обезжиривание. Чтобы раскислить алюминий, вам понадобится либо коммерческое средство для удаления оксидов, которое может быть разных стилей, либо простой белый уксус.
Вместо щелочного раствора процесс раскисления алюминия требует слабой кислоты, в которой входит уксус.Когда алюминий будет тщательно обезжирен, промыт и После высыхания его следует протереть или опрыскать средством для удаления оксидов.
Для удаления этого раствора используется нержавеющая сталь. Проволочная щетка используется, чтобы аккуратно очистить каждую часть алюминия, чтобы удалить любые патина окисления или ржавчины. Эти щетки бывают как с приводом, так и с ручным управлением. версии.
Обязательно выбирайте проволочную щетку с мягкой гибкой щетиной, так как они не будут поцарапайте алюминий, как это могут сделать жесткие проволочные щетки.
Никогда Проволочная щетка перед обезжириванием
Так как вы используете металлическую щетку для очистки алюминий во время раскисления, многие сварщики могут захотеть использовать проволочную щетку при обезжиривании алюминия это также большая ошибка.
Если вы примените проволочную щетку к алюминию до его обезжиривания, все это создает кучу микроцарапин на поверхности алюминия. чтобы масло и другие загрязнения удерживались, делая всю очистку операция намного сложнее, чем нужно.
По этой причине всегда используйте мягкую тряпка из микрофибры, чтобы обезжирить алюминий, и сохранить проволочную щетку для нападения последующее окисление.
Когда Вы закончили удаление оксидов
Когда вы закончите удаление оксидов, алюминий необходимо снова промыть и тщательно высушить.Если алюминий не собираясь сразу использовать для сварки, его следует тщательно обернуть коричневая крафт-бумага и заклеена упаковочной лентой.
Заклеивая алюминий бумагой, вы предохраняете его от воздействия воздух для дальнейшего окисления, и вы также предотвращаете его загрязнение веществами в окружающей среде, прежде чем у вас будет возможность очистить сварка.
Правильный способ хранения алюминия перед очисткой и сваркой
Правильное хранение алюминия Помогите предотвратить необходимость тщательной очистки перед началом сварочных работ.
Есть несколько вещей, которые вы можете сделать, чтобы Избегайте высоких уровней загрязнения и окисления в алюминиевом сварочном металле, в том числе:
- Завозить сварочные материалы в в цехе металлообработки не менее чем за 24 часа до начала сварки. Это позволяет вашим материалам адаптироваться к температуре окружающей среды и влажность, что снижает вероятность скопления конденсата во время сварить сам.
Обезжиривание, раскисление и очистка алюминий для сварки может показаться сложным, но это не обязательно.Изготовление быть уверенным, что у вас есть необходимое оборудование, заранее готовое – это половина дела. Другая половина – это просто смазка для локтей.
С несколькими простыми подготовительными шагами каждый когда вы будете готовы начать сварочный проект с алюминием, вы можете убедиться, что в конечном итоге получайте первоклассные результаты каждый раз, когда заходите в механический цех.
Если вас интересуют регулярные обновления и дополнительные советы по сварке, вы можете подписаться на мою рассылку здесь.
И поскольку меня часто спрашивают, какого сварщика я рекомендую, вы можете найти мой список с разбивкой по бюджету здесь.
Очистка алюминия для сварки: сравнение лазеров и других методов
Очистка алюминия перед сваркой необходима для обеспечения прочности конструкции конечного продукта. Если вы изучали, как лучше всего это сделать, вы, вероятно, нашли одну и ту же информацию повсюду:
- Удалить жир и масло с помощью жидкого обезжиривателя. Сюда входят растворители или слабые щелочные растворы, такие как ацетон и разбавитель для лака.
- Высушите поверхность чистой тканью.
- Удалите слой оксида алюминия проволочной щеткой из нержавеющей стали.
Этот ручной метод хорош, но требует много времени. Для многих сварщиков поиск альтернативного метода имеет решающее значение, чтобы тратить меньше времени на ручную очистку. Один из таких методов – лазерная чистка.
Сообщите нам свое приложение
Как работает лазерная очистка?
Лазерная очистка, также известная как лазерное удаление оксидов, удаляет сразу все типы загрязнений. Когда лазерный луч попадает на алюминиевую поверхность, жир, масло, грязь и оксиды алюминия превращаются в пыль и пары.Лазер посылает необходимое количество энергии для удаления этих загрязнений, не внося примесей в алюминий.
Качество сварных швов отличное. Как показано в нашем отчете о лазерной очистке для сварки, лазерная очистка значительно уменьшает количество и размер пористости в сварных швах. Вы можете увидеть результаты, полученные с очисткой перед сваркой и без нее.
Существует широкий спектр решений для лазерной очистки. Некоторые из них ручные, а другие полностью или полуавтоматические.Чтобы получить представление о возможностях лазерной очистки при сварке, вы можете посмотреть следующее видео.
Всегда ли лазерная очистка – хороший выбор при сварке алюминия?
Проще говоря, нет. Лазерная чистка – не всегда хорошее решение. Метод очистки нужно выбирать в каждом конкретном случае. Люди, которые покупают лазер для очистки сварных швов, обычно делают это, потому что они получают высокую окупаемость инвестиций, экономят время и получают высококачественные результаты.Однако лазеры требуют начальных вложений, которые окупаются только в том случае, если вы обработаете достаточное количество деталей.
Связаться со специалистом по лазерам
Какие существуют другие методы очистки перед сваркой?
Механическое удаление оксидов с помощью вращающихся щеток обычно является хорошей альтернативой, когда лазеры недостаточно быстрые, что может иметь место при очистке толстых оксидных слоев и больших поверхностей.
Электрохимическое удаление оксидов также широко используется, хотя все больше сварщиков отказываются от химикатов, поскольку они дороги, опасны и сложны в обращении.
Если вам интересно узнать больше об этих методах, прочитайте нашу публикацию об удалении оксида из алюминия.
Советы по подготовке алюминия к сварке
Выполняете ли вы сварку TIG, MIG или любой другой тип сварки, есть вещи, которые следует делать всегда, а других – избегать. Miller, крупный производитель оборудования для дуговой сварки, дает полезные советы о том, как создавать высококачественные алюминиевые сварные швы.
Попытка сваривать грязные основные и присадочные металлы создает ненужные трудности и может привести к ухудшению качества сварки. Вы также должны иметь дело с естественным окислением алюминия. Важна соответствующая подготовка перед сваркой.
Выдержка из книги «Что нужно знать об очистке и подготовке алюминиевого наполнителя и основных металлов перед сваркой», автор Miller
В своей статье они дают советы, которые помогут защитить сварные швы от загрязнений, которые могут смешаться со сварочной лужей, даже если вы правильно очистили поверхность.Некоторые из этих загрязнителей включают углеводороды и влагу, которые могут вызвать отсутствие плавления, непроницаемость и пористость.
Если вы используете лазерную очистку, вы можете игнорировать советы Миллера о том, как чистить алюминий перед сваркой, поскольку они используют ручной метод. Ниже мы подытожили, что вам следует и не следует делать, если вы пользуетесь лазером.
вещей, которые вы должны сделать
- Храните наполнитель и основные материалы в сухом месте с регулируемой температурой
- Храните алюминиевые детали вертикально
- Заранее внесите присадочный и основной металлы в зону сварки, чтобы они достигли комнатной температуры.
- Держите присадочные материалы закрытыми до последней минуты
- Используйте плазменную или лазерную резку для резки свариваемых деталей
- Если вы работаете с алюминиевыми сплавами серий 2000, 6000 или 7000, удалите 1/8 дюйма от расплавленных краев, образовавшихся в результате резки
Чего делать не следует
- Запрещается резать алюминиевые детали, подлежащие сварке, методами, которые оставляют смазанную или шлифованную поверхность (например, не используйте шлифовальные машины)
- Не использовать смазочные материалы при резке алюминиевых деталей под сварку
- Запрещается предварительно нагревать свариваемые детали кислородным топливом или углем
- Не используйте сжатый воздух для сдувания пыли с стыков
- Запрещается протирать свариваемые детали заводской ветошью
Что делать после сварки
После того, как процесс сварки закончен и вы сделали все правильно, чтобы предотвратить загрязнение сварных швов, ваша работа еще не закончена.Вам все равно необходимо очистить оксидные побочные продукты, образующиеся во время сварки. Возможно, вы сделали это до использования металлической щетки. Однако вы также можете удалить эти оксиды с помощью лазерной очистки.
Если вас интересует лазерная очистка для удаления оксидов при сварке, свяжитесь с нашими специалистами, чтобы обсудить ваше применение.
Связаться со специалистом по лазерам
Как очистить и подготовить алюминий к сварке
Любой, кто работал с алюминием, понимает, что сварка сталкивается с рядом проблем.По сравнению с другими металлами, такими как сталь, алюминий бывает трудно правильно сваривать; без опыта в результате может получиться некачественный готовый продукт. Вот почему так важно, чтобы вы потратили время на то, чтобы правильно очистить и подготовить алюминиевую заготовку перед началом сварки.
Алюминий обладает множеством преимуществ: с ним очень легко работать, он очень пластичен, может принимать самые разные формы и имеет высокое отношение прочности к весу. В настоящее время доступно множество различных сплавов, в том числе высококачественные специальные сплавы, которые продолжают развиваться, поэтому производители могут добиться огромного разнообразия в том, что могут сделать с алюминием.
Какие проблемы возникают при сварке алюминия?
Одна из проблем успешной сварки алюминия заключается в том, что сначала его нужно очистить. Грязь или другие загрязнения могут отрицательно повлиять на сварной шов, поэтому очистка является неотъемлемым этапом процесса, но ни в коем случае не единственным соображением.
Дело в том, что именно те качества, с которыми так легко работать с алюминием, являются также причинами, по которым его трудно сваривать. Алюминий, в отличие от других металлов, имеет низкую температуру плавления; особенно по сравнению со сталью.Объедините этот фактор со свойствами теплопроводности алюминия, и это позволит неопытному сварщику легко прожечь заготовку. Мягкость алюминия также означает, что подающая проволока может запутаться в подающем устройстве во время сварки, если вы не будете осторожны.
Другой ключевой недостаток заключается в том, что после сварки зона воздействия сварного шва, вероятно, будет слабее, чем исходный металл. Люди, которые более привыкли к сварке стали или аналогичных металлов, часто предполагают, что готовый алюминиевый шов будет таким же прочным.Как правило, это не так, потому что, когда алюминиевый сплав не подвергается термической обработке, он, вероятно, будет упрочнен в результате холодной обработки. Это означает, что после сварки он станет мягким до исходного состояния, как это происходит во время отжига.
С другой стороны, при работе с термообработанным алюминием возникают другие проблемы. Во время сварки металл будет нагреваться до гораздо более высокой температуры, чем во время первоначального процесса термообработки. Это означает, что алюминий потеряет все механические свойства, полученные в результате термообработки.
В конечном счете, эти проблемы невозможно преодолеть. Для этого требуется только правильная техника сварки и обеспечение того, чтобы у вас был подходящий материал для работы, которую вы выполняете. Некоторые сплавы будет непрактично сваривать, в то время как другие не будут такими сложными, если вы знаете, что делаете.
Как очистить алюминий перед сваркой
Когда у вас есть практические знания об основных принципах сварки алюминия, пора начинать. что начинается с правильной очистки металла.Очистка алюминия перед сваркой состоит из двух основных этапов: удаления жира и окисления.
Во-первых, обязательно убедитесь, что на свариваемом металле нет смазки или масла. Это связано с тем, что любые примеси в алюминии могут повлиять на сварной шов и привести к дефектам. Несмотря на то, что металлическая поверхность может выглядеть чистой невооруженным глазом, очень легко могут быть масла, смазки или другие жидкости, от которых не избавиться простым протиранием. Многие люди будут использовать тряпку или щетку, чтобы стереть металл, но это не удалит жир эффективно; это может только сдвинуть его с места и ухудшить ситуацию.
Чтобы быть уверенным, что вы удалили всю смазку и масло, вам понадобится жидкое обезжиривающее средство. Они делятся на две основные категории: органические растворители и слабощелочные растворы. Примеры, которые хорошо работают, включают ацетон, метилэтилкетон, разбавитель для лака и толуол. Следует избегать использования некоторых жидкостей, в том числе спирта, который плохо работает как обезжириватель, и паровых обезжиривателей, выделяющих летучие соединения.
Используйте тряпку без ворса, чтобы нанести выбранный растворитель на алюминиевую поверхность и дать жидкости испариться, прежде чем собирать какие-либо части вместе.Точно так же не заливайте растворитель в сварной шов, который вы уже соединили. При использовании некоторых щелочных растворов может потребоваться полностью погрузить свариваемые детали в жидкость. В этом случае важно дать металлу полностью высохнуть перед началом сварки.
После того, как жир и масло были удалены, самое время сосредоточиться на любых оксидах. Чтобы удалить оксиды, вы должны физически удалить материал с поверхности алюминия. Это может быть так же просто, как использовать проволочную щетку, но вам нужно убедиться, что кисть чистая (масляная щетка не справится с этой задачей), и рекомендуется использовать кисти, которые используются только для алюминия.Кроме того, использование кисти с мягкой щетиной предпочтительнее, чем использование кисти с толстой щетиной, которая, скорее всего, приведет к полировке оксида, а не к его удалению.
Другой вариант – химическое удаление. Хороший выбор для этого метода – сильный щелочной раствор. Скорее всего, вы захотите полностью погрузить детали в раствор. Также можно наносить растворы для удаления оксидов с помощью пульверизатора. Поскольку эти растворы обычно основаны на фосфорной кислоте или могут содержать фтористоводородную кислоту, важно соблюдать крайнюю осторожность при их использовании.
Какой бы вариант вы ни использовали, после очистки металла вам придется подождать достаточно долго, чтобы он полностью высох. Не стоит ждать слишком долго, потому что даже нескольких часов достаточно, чтобы жир и загрязнения оседали на вашей заготовке. Если прошло больше дня или двух, вам нужно будет начать процесс очистки заново.
Если у вас есть какие-либо вопросы, Clinton Aluminium будет рада помочь вам на каждом этапе вашего процесса закупок. Чтобы получить помощь в выборе материала и многое другое, свяжитесь с нами сегодня.
Лучший способ очистить алюминий перед сваркой?
Как лучше всего очистить алюминий перед сваркой?
Очистка перед сваркой требует двух операций: удаления масла / жира и удаления оксидов. Как показано ниже, сначала удалите масла и смазки, а затем удалите оксид. Не меняйте этот порядок.
Перед сваркой алюминия выполните следующие действия:
| 1. Удалите масло, жир и водяной пар с помощью органического растворителя, такого как ацетон, или слабого щелочного раствора, например сильного мыла.Вы также можете использовать обезжириватели на основе цитрусовых, но обязательно промойте и просушите деталь перед сваркой. 2. Удалите оксиды с поверхности проволочной щеткой из нержавеющей стали (используется только для алюминия), сильной щелочью или кислотой. Многие поставщики сварочных материалов продают растворы для удаления оксидов в аэрозольных баллончиках или баллончиках для местного применения. Будьте предельно осторожны при обращении с этими растворами и снова промойте и просушите деталь перед сваркой. 3. Соберите шарнир. Если сварка происходит не сразу, накройте стык коричневой крафт-бумагой, чтобы предотвратить попадание грязи и песка из воздуха в стык. 4. Держите алюминий в сухом месте при комнатной температуре. 5. Выполните сварку в течение нескольких дней. Снова очистите стык, если за это время он не сварился. |
Опубликовано с разрешения журнала Practical Welding Today, сентябрь / октябрь 2004 г., издание
Политика поддержки клиентов
Компания Lincoln Electric Company занимается производством и продажей высококачественного сварочного оборудования, расходных материалов и оборудования для резки.Наша задача – удовлетворить потребности наших клиентов и превзойти их ожидания. Иногда покупатели могут обращаться к Lincoln Electric за информацией или советом по использованию нашей продукции. Наши сотрудники в меру своих возможностей отвечают на запросы, основываясь на информации, предоставленной им клиентами, и на знаниях, которые они могут иметь о приложении. Однако наши сотрудники не могут проверить предоставленную информацию или оценить технические требования к конкретной сварной конструкции.Соответственно, Lincoln Electric не гарантирует и не принимает на себя никаких обязательств в отношении такой информации или советов. Более того, предоставление такой информации или советов не создает, не расширяет и не изменяет никаких гарантий на наши продукты. Любая явная или подразумеваемая гарантия, которая может возникнуть из информации или совета, включая любую подразумеваемую гарантию товарной пригодности или любую гарантию пригодности для какой-либо конкретной цели клиента, особо не признается.
Lincoln Electric – ответственный производитель, но выбор и использование конкретных продуктов, продаваемых Lincoln Electric, находится под исключительным контролем и остается исключительной ответственностью покупателя.Многие переменные, не зависящие от Lincoln Electric, влияют на результаты, полученные при применении этих методов производства и требований к обслуживанию.
3 вещи, необходимые для успешной сварки с алюминием
Если вы разбираетесь в сварке, то знаете, что одним из наиболее сложных типов материалов для работы является алюминий. Подготовка, подача проволоки и защитный газ играют большую роль в успешной сварке алюминия.
В этом блоге мы рассмотрим типичные проблемы, возникающие при сварке алюминия, и способы их решения для получения наилучших возможных сварных швов.
Препарат
Самым важным аспектом сварки алюминием является подготовка металла. Алюминий очень быстро окисляется и может вызвать проблемы с сварным швом; Вот почему так важно поддерживать чистоту основного металла.
Прежде чем даже приблизиться к основному металлу с помощью металлической щетки, его необходимо пропитать и протереть растворителями, чтобы удалить жир и масло. Обработка проволочной щеткой преждевременно приводит к появлению царапин и ямок в основном металле, в которых застревает смазка, и их становится гораздо труднее удалить.Начните с обезжиривающего растворителя, такого как метилэтилкетон, ацетон или разбавитель для лака. В крайнем случае поможет даже мягкое обезжиривающее мыло, хотя оно не лучшее средство для удаления масел. Спирт и другие паровые обезжиривающие вещества выделяют в воздух летучие соединения, и большинство из них запрещено для такого использования. Используя ткань из микроволокна, тщательно очистите основной металл, пока не убедитесь, что вся смазка удалена.
Теперь используйте проволочную щетку из нержавеющей стали, чтобы удалить оставшиеся загрязнения, которые могут прилипнуть к основному металлу.Постоянно чистите щеткой область, где вы планируете сваривать, пока все поверхностные оксиды не исчезнут. Это требует нескольких проходов, и в данном случае не бывает слишком большого количества проволочной щетки. Любое окисление основного металла может вызвать пористость и помешать правильному сплавлению сварного шва. После того, как вы почистили проволочной щеткой прилегающие поверхности, можно сразу приступить к сварке.
Поскольку алюминий окисляется очень быстро, если время между очисткой и сваркой превышает несколько минут (зависит от условий окружающей среды), вам необходимо выполнить процедуры очистки еще раз, чтобы убедиться в отсутствии загрязнений.Если после сварки на основном металле остались черные, покрытые сажей остатки, это указывает на наличие загрязнений от газа, основного металла или присадочной проволоки.
Не менее важна подготовка фонарика. Убедитесь, что используемые расходные детали подходят для сварки алюминия, в противном случае существует риск проблем с подачей проволоки или загрязнения сварочной ванны. Распространенной ошибкой является использование стальной направляющей для подачи алюминиевой проволоки. По мере того, как проволока проходит через лайнер, она будет натирать лайнер и наталкиваться на него.Во время этих коротких встреч проволока может легко захватить небольшие количества стальной гильзы и загрязнить проволоку.
Подача проволоки
Алюминиевый провод бывает во многих вариантах; наиболее распространены присадочные сплавы 4043 и 5356. Каждый присадочный сплав отличается, мы не будем вдаваться в подробности об этих различиях, но обычно алюминиевую проволоку серии 4ххх подавать сложнее, чем проволоку серии 5ххх. Алюминий имеет несколько отличий от стандартной стали, о которых вам нужно знать.
Во-первых, это разница в коэффициенте теплового расширения (КТР) алюминия и стали. КТР – это, по сути, величина расширения материала при повышении температуры. КТР алюминия намного выше – около 24 стотысячных на 1 градус Цельсия, в то время как у большинства сталей КТР составляет около 13 стотысячных миллиметра на 1 градус Цельсия. Эти цифры могут показаться маленькими и незначительными, но как только вы нагреете металл до температуры сварки, все будет иметь значение.Для борьбы с этим расширением некоторые производители имеют специальные расходные детали и футеровки для сварки алюминия. Например, слегка увеличенные контактные наконечники, чтобы оставалось достаточно места для расширения провода без заедания. Если провод зацепится за контактный наконечник, это может привести к возгоранию.
Вы увидите обратное выгорание почти при каждой сварке, но особенно часто это случается с алюминием из-за оксидов на поверхности основного металла. Эти оксиды действуют как изолятор, который останавливает поток электричества от провода к основному металлу.Если проволока все еще проходит через горелку и случайно соприкасается с основным металлом, возникает дуга. Возгорание может привести к повреждению расходных материалов и, возможно, всего резака, поэтому крайне важно убедиться, что основной металл не содержит оксидов.
Столбчатая прочность алюминия также намного ниже, чем у сталей. Это более слабый и мягкий металл; Это означает, что в большинстве случаев вам придется использовать специальное оборудование, например, двухтактный резак. У этих горелок есть миниатюрные приводные ролики в ручке, которые, как и ведущие ролики механизма подачи проволоки, обеспечивают небольшое натяжение проволоки, чтобы она не сгибалась или не ломалась.
Защитный газ
Наиболее распространенным и рекомендуемым защитным газом для использования при сварке алюминия является чистый аргон для материалов толщиной до ½ дюйма. Когда толщина материала превышает ½ дюйма, к аргону добавляется гелий для увеличения тепла и проникновения дуги. Количество гелия варьируется от 25% до 75% в зависимости от рекомендаций.
Важной переменной, которую необходимо отслеживать, является точка росы защитного газа. Аргон, соответствующий требованиям AWS (Американского сварочного общества) A5.32 / 5.32M-97, имеет точку росы -60 градусов Цельсия. Пока ваш поставщик газа следует этим спецификациям, у вас не должно возникнуть проблем с газом прямо из баллона. Тем не менее, влага может попасть в сварной шов через газопроводы. Осмотрите свои линии, чтобы убедиться, что нет конденсата. Высокий уровень влажности может привести к попаданию углеводородов в сварной шов, что приведет к пористости и другим дефектам.
После того, как вы настроите сварочную станцию для сварки алюминия, мой совет – просто оставьте ее настроенной для алюминия и используйте отдельную станцию для стали (если возможно).Это предотвратит несоответствия и позволит вам легко перейти со стали на алюминий за несколько минут. Сварка алюминия немного сложнее, чем сталь, но если вы будете следовать инструкциям и советам, изложенным выше, вы будете на пути к совершенству сварки алюминия.
Подготовка под сварку алюминия | Сварка
Нажмите на изображение, чтобы увеличить Роб Краузе
Хорошая подготовка для улучшения сварочных характеристик
Правильная подготовка алюминия перед сваркой может быть выполнена по одной из двух причин.Во-первых, необходимо включить в стандартную производственную практику надлежащую процедуру очистки перед сваркой, чтобы предотвратить возможные проблемы с качеством сварки, такие как пористость и отсутствие плавления. Второй – использовать методы очистки перед сваркой для устранения проблем, если они возникнут.
Спланируйте успешную сварку за счет хорошей подготовки.
Шаг 1. Обезжирить
В идеальном случае сначала очистите алюминий промышленным обезжиривателем, не содержащим хлорированных растворителей.Одним из наиболее популярных очистителей является ZeroTri, который выпускается в аэрозольных баллончиках и контейнерах для массовых грузов. Поскольку многие магазины предпочитают, чтобы в их магазине не было мусора из баллончиков с аэрозолем, вместо этого они используют многоразовые аэрозольные баллончики. Нехлорированные очистители тормозов могут быть хорошим выбором, также подойдет ацетон. Для человека, находящегося дома, он может даже использовать мягкий раствор хорошего средства для мытья посуды и горячей воды. Если вы используете эту опцию, обязательно хорошо промойте материал горячей водой, чтобы он быстро испарился.
Что касается обезжиривания, то лучшим выбором является обычный промышленный рулон белых бумажных полотенец, которые затем следует утилизировать в соответствии с процедурами магазина (среди прочих государственных правил салфетки должны храниться в закрытых, непротекающих, маркированных контейнерах. ).Хотя магазинные тряпки популярны, они часто служат нескольким целям и могут случайно загрязнить деталь. Иногда новая магазинная тряпка содержит ланолин, а выстиранная магазинная ветошь может содержать остатки моющего средства.
Еще несколько тонких моментов, касающихся обезжиривания и очистки в целом. Обязательно обезжиривайте перед прихваткой, иначе растворитель (и загрязнения) могут попасть между стыковочными поверхностями сварного шва. Кроме того, если вам нужно скосить кромку материала, предпочтительным методом является использование высокоскоростной твердосплавной коронки и процесс, не требующий смазки.Если для процесса требуется смазка, выполните шаги по обезжириванию, описанные выше.
Шаг 2: Удаление оксида алюминия
При контакте с воздухом алюминий мгновенно начинает образовывать слой оксида алюминия. Если алюминий плавится при температуре около 1200 ° F (точная температура варьируется в зависимости от сплава), оксид алюминия плавится при температуре около 3600 ° F.
На чистом алюминии формирующийся естественный оксидный слой имеет самоограничивающуюся толщину; она измеряется в ангстремах, единицах измерения, которые в основном используются для измерения длины световой волны.Короче слой действительно тонкий. В идеальном случае вам нужно механически удалить (или разрушить) оксидный слой перед сваркой, просто убедитесь, что материал был предварительно очищен. Однако плазма, создаваемая взаимодействием дуги с защитным газом, в сочетании с обратным потоком электронов от основного материала к электроду, как правило, разрушает слой настолько, чтобы обеспечить хорошее сплавление между основным и присадочным материалами. Это верно как для сварки TIG на переменном токе, так и для сварки MIG, для которой требуется обратная полярность постоянного тока.
На материале с гидратированным оксидным слоем (алюминий с белыми пятнами на нем) необходимо удалить оксид механическим способом. Поскольку оксид плавится при температуре, в три раза превышающей температуру основного материала, это вызывает проблемы с установкой (или поддержанием) сварочной ванны. По сути, к тому времени, когда дуга прорежет оксидный слой, вы потеряете контроль над сварочной лужей (иногда вы даже не можете создать дугу на очень грязном материале). Кроме того, даже если вы умеете сваривать, дуга разрушит гидратированные оксиды и может создать значительную пористость в сварном шве.
В любом случае, если вы собираетесь удалить оксид, используйте инструмент, который образует стружку, а не пыль. Пару примеров – агрессивные ручные напильники (от 8 до 10 зубьев на дюйм) и строгальные станки. Каким бы ни был инструмент, помните, что вы пытаетесь «соскрести» тонкий слой с поверхности материала. Большинство шлифовальных дисков по алюминию
просто размазывают поверхность. По той же причине, колеса из нержавеющей проволоки, которые устанавливаются на шлифовальный станок
, должны использоваться
только при небольшом давлении.В качестве дополнительного бонуса стружку можно легко подметать и перерабатывать.
Что касается размера области очистки, вам необходимо очистить только область размером с поверхность сварного шва (конечно, если в процедурах не указано иное). И наконец, не используйте наждачную бумагу или абразивные губки для чистки кухни для удаления окислов.