Принцип работы сварочного инвертора – Принцип работы сварочного инвертора: устройство и характеристики
alexxlab | 22.06.2020 | 0 | Разное
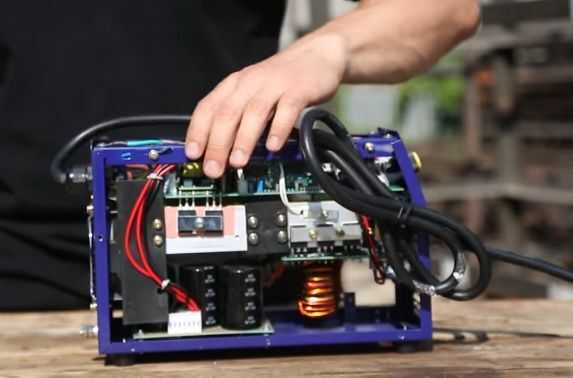
Устройство сварочного инвертора.
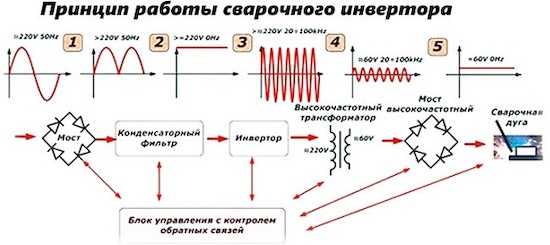
Принцип работы сварочного инвертора
В настоящее время стали очень популярны и доступны по цене сварочные аппараты инверторного типа.
Несмотря на свои положительные качества, они, как и любое другое электронное устройство, временами выходит из строя.
Чтобы отремонтировать инвертор сварочного аппарата нужно хотя бы поверхностно знать его устройство и основные функциональные блоки.
В первых двух частях будет рассказано об устройстве сварочного аппарата модели TELWIN Tecnica 144-164. В третьей части будет рассмотрен пример реального ремонта сварочного инвертора модели TELWIN Force 165. Информация будет полезна всем тем начинающим радиолюбителям, которые хотели бы научиться самостоятельно ремонтировать сварочные аппараты инверторного типа.
Дальше будет много букв – наберитесь терпения .
Сам инверторный сварочный аппарат представляет не что иное, как довольно мощный блок питания. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX. Вы спросите: «Чем они похожи? Это ведь абсолютно разные устройства…». Схожесть заключается в принципе преобразования энергии.
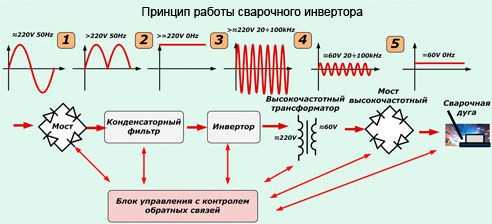
Основные этапы преобразования энергии в инверторном сварочном аппарате:
1. Выпрямление переменного напряжения электросети 220V;
2. Преобразование постоянного напряжения в переменное высокой частоты;
3. Понижение высокочастотного напряжения;
4. Выпрямление пониженного высокочастотного напряжения.
Это кратко, так сказать, на пальцах . Такие же преобразования происходят в импульсных блоках питания для ПК.
Спрашивается, а зачем нужны эти пляски с бубном (несколько ступеней преобразования напряжения и тока)? А дело тут вот в чём.
Ранее основным элементом сварочного аппарата являлся мощный силовой трансформатор. Он понижал переменное напряжение электросети и позволял получать от вторичной обмотки огромные токи (десятки – сотни ампер), необходимых для сварки. Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Из-за своей высокой мощности, трансформаторы, которые работают на частоте 50 Гц (такова частота переменного тока электросети), имеют весьма большие размеры и вес.
Чтобы устранить этот недостаток были разработаны инверторные сварочные аппараты. За счёт увеличения рабочей частоты до 60-80 кГц и более, удалось уменьшить габариты, а, следовательно, и вес трансформатора. За счёт увеличения рабочей частоты преобразования в 4 раза удаётся снизить габариты трансформатора в 2 раза. А это приводит к уменьшению веса сварочного аппарата, а также к экономии меди и других материалов на изготовление трансформатора.
Но где взять эти самые 60-80 кГц, если частота переменного тока электросети всего 50 Гц? Тут на выручку приходит инверторная схема, которая состоит из мощных ключевых транзисторов, которые переключаются с частотой 60-80 кГц. Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами. В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования.
Вот это напряжение и служит источником питания для инверторной схемы. Мощные транзисторы инвертора подключены к понижающему трансформатору. Как уже говорилось, транзисторы переключаются с огромной частотой в 60-80 кГц, а, следовательно, трансформатор работает также на этой частоте. Но, как уже говорилось, для работы на высоких частотах требуются менее громоздкие трансформаторы, ведь частота то уже не 50 Гц, а все 65000 Гц! В результате трансформатор «сжимается» до весьма малых размеров, а мощность его такая же, как и у здоровенного собрата, который работает на частоте 50 Гц. Думаю, идея понятна.
Вся эта петрушка с преобразованием привела к тому, что в схемотехнике сварочного аппарата появляется куча всяких дополнительных элементов, служащих для того, чтобы аппарат стабильно работал. Но, хватить теории, перейдём к “мясу”, а точнее к реальному железу и тому, как оно устроено.
Устройство сварочного аппарата инверторного типа. Часть 1. Силовой блок.
Разбираться в устройстве сварочного инвертора желательно по схеме конкретного аппарата. К сожалению, схемы на TELWIN Force 165 я не нашёл, поэтому нагло позаимствуем схему из руководства по ремонту другого аппарата – TELWIN Tecnica 144-164. Фотографии аппарата и его начинки будут от TELWIN Force 165, так как именно он оказался в моём распоряжении. Исходя из анализа схемотехники и элементной базы, особых отличий между этими моделями практически нет, если не учитывать мелочи.
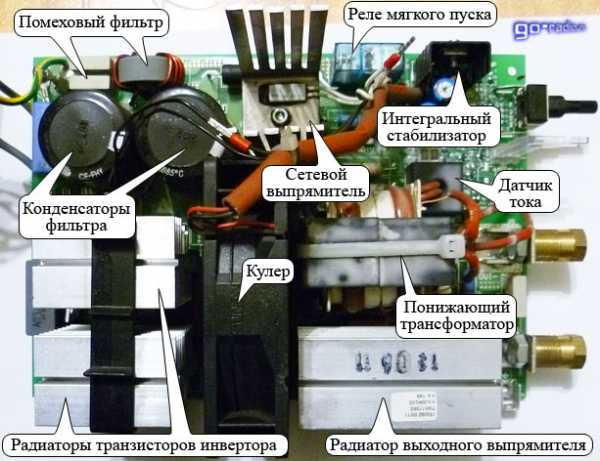
Внешний вид платы сварки TELWIN Force 165 с указанием расположения некоторых элементов схемы.
Принципиальная схема сварочного аппарата инверторного типа TELWIN Tecnica 144-164 состоит из двух основных частей: силовой и управляющей.
Сначала разберёмся в схемотехнике силовой части. Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).

Сетевой выпрямитель.
Как уже говорилось, сначала переменный ток электросети 220V выпрямляется мощным диодным мостом и фильтруется электролитическими конденсаторами. Это нужно для того, чтобы переменный ток электросети частотой 50 герц стал постоянным. Конденсаторы С21, С22 нужны для сглаживания пульсаций выпрямленного напряжения, которые всегда присутствуют после диодного выпрямителя. Выпрямитель реализован по классической схеме диодный мост. Он выполнен на диодной сборке PD1.
Следует знать, что на конденсаторах фильтра напряжение будет больше в 1,41 раза, чем на выходе диодного моста. Таким образом, если после диодного моста мы получим 220V пульсирующего напряжения, то на конденсаторах будет уже 310V постоянного напряжения (220V * 1,41 = 310,2V). Обычно же рабочее напряжение ограничивается отметкой в 250V (напряжение в сети ведь может быть и завышенным). Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом.
А что в железе?
На печатной плате сварочного аппарата TELWIN Force 165 элементы сетевого выпрямителя занимают довольно большую площадь (см. фото выше). Выпрямительный диодный мост установлен на охлаждающий радиатор. Через диодную сборку протекают большие токи и диоды, естественно, нагреваются. Для защиты диодного моста на радиаторе установлен термопредохранитель, который размыкается при превышении температуры радиатора выше 90С
В выпрямителе применяются диодные сборки (диодный мост) типа GBPC3508 или аналогичный. Сборка GBPC3508 рассчитана на прямой ток (I0) – 35А, обратное напряжение (VR) – 800V.

После диодного моста установлены два электролитических конденсатора (здоровенькие бочонки) ёмкостью 680 микрофарад каждый и рабочим напряжением 400V. Ёмкость конденсаторов зависит от модели аппарата. В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор.
Помеховый фильтр.
Для того чтобы высокочастотные помехи, которые возникают из-за работы мощного инвертора, не попадали в электросеть, перед выпрямителем устанавливается фильтр ЭМС – электромагнитной совместимости. На английский манер аббревиатура ЭМС обозначается как EMC (ElectroMagnetic Compatibility). Если взглянуть на схему, то фильтр EMC состоит из элементов С1, C8, C15 и дросселя на кольцевом магнитопроводе T4.
Инвертор.
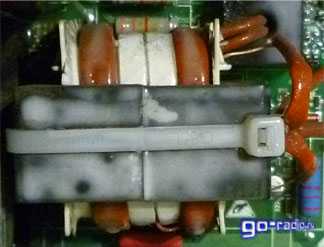
Схема инвертора собрана по схеме так называемого “косого моста”. В нём используется два мощных ключевых транзистора. В сварочном инверторе ключевыми транзисторами могут быть как IGBT-транзисторы, так и MOSFET. Например, в моделях Telwin Tecnica 141-161 и 144-164 используются IGBT-транзисторы (HGTG20N60A4, HGTG30N60A4), а в модели Telwin Force 165 применены высоковольтные MOSFET-транзисторы (FCA47N60F). Оба ключевых транзистора устанавливаются на радиатор для отвода тепла. Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165.

Снова взглянем на принципиальную схему и найдём на ней элементы инвертора.
Постоянное напряжение коммутируется транзисторами Q5 и Q8 через обмотку импульсного трансформатора T3 с частотой гораздо большей, чем частота электросети. Частота переключений может составлять несколько десятков килогерц! По сути, создаётся переменный ток, как и в электросети, но только он имеет частоту в несколько десятков килогерц и прямоугольную форму.
Для защиты транзисторов от опасных выбросов напряжения используются демпфирующие RC-цепи R46C25, R63C30.
Для понижения напряжения используется высокочастотный трансформатор T3. С помощью транзисторов Q5, Q8 через первичную обмотку трансформатора T3 (обмотка 1-2) коммутируется напряжение, которое поступает от сетевого выпрямителя (DC+, DC-). Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования.
За счёт коммутирующих транзисторов постоянное напряжение преобразуется в переменное. Как известно, трансформаторы постоянный ток не преобразуют. Со вторичной обмотки трансформатора T3 (обмотка 5-6) снимается уже намного меньшее напряжение (около 60-70 вольт), но максимальный ток может достигать 120 – 130 ампер! В этом и заключается основная роль трансформатора T3. Через первичную обмотку течёт небольшой ток, но большого напряжения. Со вторичной обмотки уже снимается малое напряжение, но большой ток.
Размеры этого самого трансформатора невелики.
Его вторичная обмотка выполнена несколькими витками ленточного медного провода в изоляции. Сечение провода внушительное, да и не мудрено, ток в обмотке может достигать 130 ампер!
Далее со вторичной обмотки импульсного трансформатора переменный ток высокой частоты выпрямляется мощными диодными выпрямителями. С выхода выпрямителя (OUT+, OUT-) снимается электрический ток с нужными параметрами. Это и необходимо для проведения сварочных работ.
Выходной выпрямитель.
Выходной выпрямитель собран на базе мощных сдвоенных диодов с общим катодом (D32, D33, D34). Эти диоды обладают высоким быстродействием, т. е. они могут быстро открываться и также быстро закрываться. Время восстановления trr < 50 ns (50 наносекунд).
Это свойство очень важно, поскольку они выпрямляют переменный ток высокой частоты (десятки килогерц). Обычные выпрямительные диоды с такой задачей бы не справились – они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя. Поэтому в случае ремонта заменять диоды в выходном выпрямителе следует именно быстродействующими.
В выпрямителе используются сдвоенные диоды марок STTH6003CW, FFh40US30DN, VS-60CPH03 (с ними мы ещё встретимся ). Все эти диоды являются аналогами, рассчитаны на прямой ток 30 ампер на один диод (60 ампер на оба) и обратное напряжение 300 вольт. Устанавливаются на радиатор.

Для защиты диодов выпрямителя используется демпфирующая RC-цепочка R60C32 (см. схему силовой части).
Схема запуска и реализация «мягкого пуска».
Для питания микросхем и элементов, которые расположены на плате управления, используется интегральный стабилизатор на 15 вольт – LM7815A. Он установлен на радиатор. Напряжение питания на стабилизатор поступает с основного выпрямителя PD1 через два последовательно включенных резистора R18, R35 (6,8 кОм 5W). Эти резисторы понижают напряжение и участвуют при запуске схемы.

Напряжение +15 со стабилизатора U3 (LM7815A) поступает на управляющую схему. Далее, когда схема управления и драйвер «раскачали» мощную схему инвертора, то на дополнительной вторичной обмотке трансформатора T3 (обмотка 3-4) появляется напряжение, которое выпрямляется диодом D11.
Через диод D9 напряжение питания поступает на интегральный стабилизатор LM7815A и теперь схема «запитывает» как бы сама себя. Вот такой вот хитрый «приём».
Выпрямленное напряжение после диода D11 также служит для питания реле RL1, охлаждающего вентилятора V1 и индикаторного светодиода D10 (Verde – “Зелёный”). Резисторы R40, R41, R65, R37 гасят излишки напряжения. Для стабилизации напряжения питания вентилятора V1 (12V) применяется 5-ти ваттный стабилитрон D36 на 12V.
Реле RL1 обеспечивает плавный запуск инвертора («мягкий пуск»). Разберёмся с этим подробнее.
В момент включения сварочного аппарата начинается заряд электролитических конденсаторов. В самом начале зарядный ток очень велик и может вызвать перегрев и выход из строя диодов выпрямителя. Чтобы уберечь диодную сборку от повреждения зарядным током применяется схема ограничения заряда (или «мягкого пуска»). Взглянем на схему.
Основным элементом схемы «мягкого пуска» служит резистор R4, мощность которого 8W (8 ватт). Сопротивление резистора – 47 ом. Именно на него возложена роль ограничения зарядного тока в первые моменты после включения.
После того, как заряд конденсаторов закончился, а инвертор начал работу в штатном режиме, электромагнитного реле RL1 замыкает контакты. Контакты реле шунтируют резистор R4, и в дальнейшем он не участвует в работе схемы, так как весь ток проходит через контакты реле. Таким образом реализован плавный запуск.
На плате инвертора TELWIN Force 165 также можно найти элементы схемы «мягкого пуска». В качестве реле RL1 выступает электромагнитное реле модели Finder на рабочее напряжение 24V (параметры контактов реле – 16A 250V~).

Итак, мы узнали о том, что сварочный инвертор состоит из сетевого выпрямителя 220V, мощного инвертора на транзисторах, понижающего трансформатора и выходного выпрямителя. Это силовые части схемы. Через них протекают огромные токи. Но где же «мозги» этого устройства? Кто управляет работой инвертора?
Об этом мы узнаем из следующей части нашего повествования. Читать далее.
Главная » Мастерская » Текущая страница
Также Вам будет интересно узнать:
go-radio.ru
устройство аппарата, из чего состоит и как работает?
Сварка относится к самым эффективным методам, позволяющим надежно соединять металлические детали. Достигнуть наиболее качественных результатов в создании разнообразных конструкций из металла можно с помощью инвертора.
Данный инструмент широко применяется не только в производственных целях, но и в бытовых условиях. Поэтому важно понимать принцип работы .
Устройство и основные характеристики инверторов
Еще совсем недавно подобные агрегаты были достаточно простыми по схеме работы. Со временем аппарат был существенно модернизирован и дополнен электроникой.
В результате такие характеристики инверторных аппаратов, как его эффективность и функциональность существенно повысились. А самое главное, в процессе подобных модификаций, устройство не стало стоить дороже.
Как показывают современные тенденции, цена на аппарат, наоборот, снизилась, что не может не радовать сварщиков.
Устройство сварочного инвертора очень схоже с блоками питания, используемыми в компьютерах.
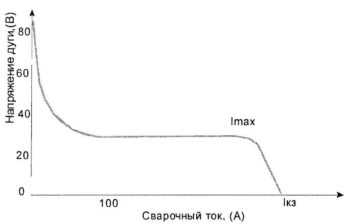
Вольт амперная характеристика инвертора для сварки.
Их схожесть заключается в принципе преобразования энергии, которое осуществляется в соответствии со следующими основными этапами:
- выпрямление переменного напряжения электросети 220 В;
- преобразование напряжения в переменное высокой частоты;
- снижение высокочастотного U;
- выпрямление пониженного напряжения.
Выше лишь кратко перечислены основные действия данного прибора. Как видно, импульсные блоки питания персональных компьютеров выполняют такие же операции, что известно даже чайникам.
Раньше главным узлом являлся мощный трансформатор. Он также позволял понижать входное напряжение и снимать со вторичной обмотки большие токи, величина которых могла достигать сотен ампер. Данных параметров было вполне достаточно, чтобы осуществлять сварку.
Недостатком такого агрегата является слишком большой вес, делающий мобильность инструмента минимальной. С целью уменьшения габаритов и веса были разработаны инверторы.
Из чего состоит данный узел? Главными элементами тут являются транзисторы, подключенные к понижающему трансформатору. Они переключаются со значительно большей частотой вплоть до 80 кГц. Это позволяет уменьшить размеры трансформатора до минимума. В то же время их мощность остается такой же высокой, как и у больших собратьев.
Однако напряжение в сварочном инверторе должно быть постоянным. В этих целях используется выпрямитель, представленный диодным мостом и конденсаторами, работающими на сглаживание выходного напряжения.
Принцип работы устройства
Принцип работы сварочного аппарата с инвертором основан на преобразовании токов высокой частоты до необходимой величины. Это и есть основное отличие от традиционного трансформаторного устройства.
В следствие того, что токи преобразуются непосредственно перед процедурой сварки, подобные устройства отличаются относительно малыми габаритами и весом.
Всем известно, в бытовой электросети величина напряжения составляет 220 вольт, а частота переменного тока – 50 Гц. Такие значения не подходят для проведения сварочных работ.
Аппарат инверторного типа позволяет обеспечить необходимые значения, подходящие для розжига дуги и поддержания ее горения.
Важным моментом является возможность инверторной обеспечивать указанные величины питания в широком диапазоне значений, что позволяет сваривать металлы в различных условиях.
Принцип работы инвертора для сварки.
Внутреннее устройство прибора предполагает наличие выпрямителя. Он запитывается от обычной бытовой электросети. Его главная задача: преобразование переменного тока в постоянный. Во время данного процесса напряжение не изменяется. Далее блок устройства выполняет обратное преобразование.
В результате указанных операций, частота тока значительно увеличивается. Вместо стандартного значения в 50, оно повышается до нескольких десятков тысяч герц. Такие большие величины достигаются благодаря использованию тиристоров и транзисторов.
В результате, на трансформатор поступает напряжение с высокой частотой. Далее происходит увеличение силы тока за счет снижения напряжения. Трансформаторы, позволяющие осуществить такой переход, отличаются незначительным весом и размерами.
В результате сварочные аппараты стали более мобильными. Такие устройства проще использовать в бытовых целях, например, в маленькой мастерской, на даче или даже дома.
Стоит отметить, что современные устройства отличаются высоким коэффициентом полезного действия, вплоть до 90 процентов.
Раньше данные приборы имели более простое устройство, очень близкое к описанному выше. Однако современные конструкции предусматривают наличие дополнительной электроники, повышающей функциональность инструмента.
Достаточно часто используются различные электронные узлы, на основе микропроцессоров. В результате осуществляется контроль напряжения и тока. Если их значения отклоняются от оптимальных, тогда они корректируются.
Таким образом, оборудование может функционировать без сбоев, а также повышается диапазон выбора параметров сварки.
Технические параметры
Итак, как работает инверторный сварочный аппарат – понятно. Данный принцип остается неизменным для всех типов таких устройств. Тем не менее на рынке доступно большое количество различных моделей, представленных как отечественным производителем, так и зарубежными компаниями.
Хотя принцип действия инверторных сварочных аппаратов остается неизменным, некоторые характеристики все же отличаются, а именно:
- величина сварочного тока может варьироваться в широком диапазоне значений: профессиональным устройствам свойственны широкие интервалы, а вот бытовым вариантам более узкие;
- продолжительность включения, показывающая длительность работы на выбранном токе без перерывов.
- холостой ход;
- напряжение электросети.
Таким образом, характеристики будут зависеть от параметров выходного выпрямителя, а также преобразователя частоты тока.
Еще к немаловажным критериям относится мощность прибора. В промышленных агрегатах она может быть очень высокой и достигать двадцати киловатт. Конечно же, использовать подобное оборудование в бытовых целях невозможно. Простая электросеть попросту не рассчитана на подобные нагрузки.
Характеристики сварочного инвертора.
Стоит понимать: стоимость инструмента будет зависеть от мощности. Чем она выше, тем больше придется заплатить.
Практически все современные типы подобных устройств способны осуществлять следующие :
- полуавтоматическая в среде инертных или активных газов, так называемая MIG/MAG;
- ручная дуговая с применением электродов;
- аргонодуговая в среде защитного газа.
В случае использования устройств в последнем типе сварки, инверторы могут комплектоваться дополнительными функциями. К таким относится возможность постепенного снижения силы тока, бесконтактное зажигание дуги, сварка в импульсном режиме, регулировка длительности обдува поверхности газом и т.д.
Процесс сварки в ручном режиме становится более простым и комфортным из-за наличия функции форсажа дуги – ее розжига простым касанием поверхности соединяемых металлических частей конструкции.
В инверторах могут быть реализованы и другие функции. Все они призваны сделать процесс сварки более простым. Тут важно понимать: количество «наворотов» устройства неукоснительно ведет к увеличению его стоимости.
Работа в среде инертных газов также может быть облегчена некоторыми дополнительными возможностями агрегата.
Среди них:
- «мягкий финиш» – автоматическое дожигание проволоки после окончания ее подачи;
- «синергетика» – автоматическое «подстраивание» параметров сварки под значения, заранее заданные мастером;
- «2/ такта» – возможность переключения подачи проволоки с автоматического режима на ручной и обратно;
- «индуктивность» – позволяет понизить количество разбрызгиваемого металла, а также контролировать ширину шва и стабильность дуги.
Плюсы и минусы инверторной сварки
Устройство инверторного обладает рядом несомненных преимуществ. Благодаря им данный тип оборудования получил широкое распространение как в промышленности, так и в домашнем использовании.
Как известно, все, что необходимо от сварщика – это плавное перемещение электрода над линией соединения без соприкосновения с поверхностью детали. Электрод должен находиться на расстоянии в несколько миллиметров от изделия.
На первый взгляд кажется, что подобная операция достаточно легка. На деле же этот простой процесс превращается в невероятно тяжелую процедуру. Это связано с особенностями работы в маске, в которую постоянно летят искры, не дающий контролировать процесс соединения с высокой точностью.
Применения простого трансформатора сопровождено некоторыми рисками, описанными ниже.

Таблица силы тока для сварки инвертором.
Так, например, касание электрода поверхности изделия приведет к короткому замыканию. Если подобное произойдет, то оторвать его будет достаточно тяжело. Придется приложить приличные усилия, в противном случае сработает теплозащита или, что еще хуже, загорится обмотка трансформатора.
В инверторе такой недостаток попросту отсутствует. Случайное прикосновение электрода к поверхности не повлечет за собой катастрофических последствий. Микропроцессор практически мгновенно отреагирует на падение напряжения и подплавит электрод. В результате оторвать его от детали не составит труда.
Если же соприкосновения не происходит, но электрод находится достаточно близка к поверхности конструкции, процессор распознает такой сценарий действий и прекратит поступление выходного напряжения. Это позволит избежать перегрева трансформатора.
Технологические достоинства
Устройство и принцип работы сварочного инвертора обладает рядом преимуществ по сравнению со своими традиционными аналогами, работающими по трансформаторной схеме, а именно:
- достаточно большая , соизмеримая с низкочастотными трансформаторами;
- маленький вес и габариты, позволяющие без труда перемещать оборудование по цеху, мастерской или дому;
- широкие возможности по настройке параметров сварки;
- низкий расход электродов;
- высокая эффективность;
- возможность осуществления сварочного процесс в различных пространственных положениях;
- совместимость с разными типами электродов.
Выше перечислены лишь основные плюсы. На деле, каждый откроет для себя еще больше положительных сторон использования подобного инструмента.
В любом случае повышенный комфорт сварки и возможность выполнения более качественной работы по достоинству оценит любой сварщик.
Недостатки
Как показано выше, обладает множеством положительных моментов. В таком случае возникает вопрос: почему же многие сварщики до сих пор используют традиционные трансформаторные приборы?
Параметры сварочных инверторов.
Главной причиной такого положения вещей является высокая стоимость оборудования. Инверторы минимум в два раза дороже. Данный факт относится к ключевым при ответе не поставленный вопрос.
Еще одним недостатком сварочного инвертора является высокий процент выхода устройств из строя. Достаточно лишь загрязниться электронике – и аппарат может сломаться.
В связи с отмеченной проблемой возникает необходимость в постоянной чистке «внутренностей» с применением сжатого воздуха.
Маленькие размеры инструмента также не относятся только к плюсам. Есть и обратная сторона медали. Наличие большого количества электронных систем ограничивает возможность работы с устройством на открытой местности во время дождя или при повышенной влажности.
Плохая погода может попросту поломать прибор, а ряд дешевых устройств и вовсе не будет функционировать при отрицательных температурах. Работа в пыльных условиях также сопряжена с риском поломки.
Со сваркой тоже не все так гладко, как может показаться на первый взгляд. В первую очередь это относится к резке толстого металла. Если напряжение на выходе сварочного аппарата будет нестабильным, что связано с перепадами в сети, характерными для сельской местности, то преобразующий узел выйдет из строя.
Один из самых больших минусов – это дорогой ремонт. В основе работы прибора заложен транзисторный блок, стоимость которого может достигать четверти стоимости самого инструмента. Таким образом, окончание срока гарантийного обслуживания сопряженно со значительными тратами в случае поломки.
Подобные агрегаты сильно востребованы в сельской местности, где постоянно появляются задачи, связанные с соединением тех или иных металлических изделий.
Высокая мобильность позволяет без труда использовать их во дворе, перенося устройство с одного места на другое. Однако отсутствие сервисных центров станет большой проблемой в случае выхода аппарата из строя.
Итог
Принцип работы сварки с использованием инвертора вместо трансформатора обладает рядом достоинств. Благодаря им подобное оборудование широко применяется и в промышленности и бытовых условиях.
В данной статье достаточно детально рассмотрено устройство такого аппарата. Эта информация позволит не только разобраться с основами работы инвертора, но и поможет при выборе и покупке инверторной сварки.
tutsvarka.ru
Принцип работы сварочного инвертора. Правила эксплуатации
Время чтения: 8 минут
Инверторная сварка в 21 веке смогла стать самой распространенной среди всех сварочных технологий, поскольку кардинально изменила представление о сварочном оборудовании. Если раньше при словосочетании «сварочный аппарат» мастера представляли большой и громоздкий трансформатор, которым трудно варить новичку. То теперь на ум приходят компактные и легкие инверторы, которые просты в эксплуатации и стоят недорого.
 Эта статья — первая ступень в изучении азов сварки с применением инвертора. Вы узнаете, как работает инверторный сварочный аппарат, каков принцип действия инверторного аппарата, какие правила нужно соблюдать, чтобы ваш сварочник прослужил долгие годы и был для вас настоящим помощников в быту или на работе.
Эта статья — первая ступень в изучении азов сварки с применением инвертора. Вы узнаете, как работает инверторный сварочный аппарат, каков принцип действия инверторного аппарата, какие правила нужно соблюдать, чтобы ваш сварочник прослужил долгие годы и был для вас настоящим помощников в быту или на работе.Содержание статьи
Общая информация
Как мы уже упомянули выше, ранее у домашнего сварщика практически не было выбора при покупке сварочного аппарата. Он мог приобрести трансформатор или выпрямитель, а затем наступало время долгого обучения. Трансформаторы нельзя просто подключить к розетке и начать сварку. Необходимо знать множество нюансов: начиная от регулировки силы тока заканчивая ведением шва.
Но, времена изменились. Прогресс не стоял на месте, и в начале 21 века на массовом рынке появились инверторы. Они существенно отличались от привычных трансформаторов не только своими габаритами, но и функционалом.
У сварщиков появилась возможность без труда перевозить сварочный аппарат из точки А в точку Б, поскольку инверторы весили в среднем 10 кг. В дополнение ко всему производители предлагали расширенный функционал, упрощающий и ускоряющий сварку. Появились функции, препятствующие прилипаю электрода к металлу, упрощающие поджиг дуги и т.д. Сварщики по достоинству оценили аппараты нового поколения.

На сегодняшний день инверторы — это самый популярный тип сварочного оборудования. Инвертор можно найти как на даче у домашнего умельца, так и в мастерской или на производстве. Сердце такого аппарата — инверторный источник сварочного тока. Отсюда и название «инвертор».
Из-за такой путаницы в названии многим новичкам трудно понять, чем отличается инвертор от сварочного аппарата инверторного типа. Все просто. Инвертор — это зачастую компактный аппарат, предназначенный для ручной дуговой сварки. На этом его функционал заканчивается. А вот сварочный аппарат инверторного типа может быть предназначен для различной сварки: от сварки в среде газа до сварки порошковой проволокой. Например, к аппаратам инверторного типа часто относится полуавтомат, поскольку в его основе так же лежит инверторный источник тока.
Появление инверторного сварочного аппарата дало возможность многим домашним мастерам быстро и просто обучиться сварочному делу. Поскольку все инверторы понятны в эксплуатации, и достаточно прочесть инструкцию к купленному вами аппарату, чтобы приступить к работе.
Принцип работы
У инверторной сварки очень простой принцип работы. Вы подключаете аппарат в обычную бытовую розетку, откуда подается переменный ток. Встроенный в инвертор выпрямитель сглаживает получаемый ток с помощью фильтра. После чего уже постоянный ток с помощью современных транзисторов преобразовывается в переменный ток высокой частоты. Частота сварочного тока на данном этапе составляет от 20 до 50 кГц.
Но это еще не все. Далее переменный ток высокой частоты понижается, и у нас есть возможность использовать сварочный ток с силой от 100 до 200 Ампер (в среднем). Вот и весь принцип действия сварочного инверторного аппарата. Ну а поскольку преобразованием тока занимается блок электросхем, у инженеров получилось создать максимально компактные сварочные аппараты. Сейчас инвертор весом 5 кг — это не редкость.

Поскольку принцип работы сварочного инверторапрост, многие умельцы самостоятельно собирают сварочный аппарат в домашних условиях из подручных материалов.
Правила эксплуатации инвертора
Инвертор — это технически сложный электроприбор, который нуждается в правильном применении, обслуживании и хранении. Мы собрали основные правила, которые следует соблюдать, чтобы ваш аппарат прослужил долго.
Прежде всего, узнайте, насколько ваш аппарат защищен от пыли и влаги. Большинство бюджетных инверторов справляются только с брызгами воды, и нуждаются в бережном хранении (о нем мы расскажем чуть позже). Если ваш инвертор будет защищен от осадков и грязи, вы сможете использовать его даже в полевых условиях.

Обращайте внимание на световые индикаторы, расположенные на корпусе инвертора. Все аппараты оснащены индикатором, сигнализирующем об опасном перегреве. Если на вашем инверторе во время сварки загорелась лампочка перегрева, то прекратите работу и дайте аппарату остыть.
Чтобы добиться хорошего качества швов металл необходимо обезжирить и зачистить перед сваркой. На поверхности не должно быть следов от краски, масла, грязи и прочих загрязнений. Для обезжиривания подойдет уайт спирит, а для зачистки можно использовать наждачную бумагу или болгарку.
Читайте также: Особенности подготовки металла под сварку
Всегда отключайте сварочный инвертор из сети, если приостанавливаете работу более чем на 10 минут или вовсе закончили сварку. Не подпускайте посторонних людей и домашних животных к месту выполнения сварки. Это основы техники безопасности.
Техника безопасности
Продолжая тему техники безопасности, дополним, что не стоит пренебрегать средствами индивидуальной защиты. Обязательно используйте сварочную робу, защитную маску (идеальный вариант — это маска типа «Хамелеон»), сварочные краги, специальная обувь, не проводящая ток. Самый простой вариант — это встать на резиновый коврик. И ни в коем случае не храните в вашей рабочей одежде предметы, которые могут легко воспламениться.

Перед сваркой осматривайте все сварочные кабели, они должны быть целыми. Не лишним станет проверка всех разъемов и внешний осмотр самого аппарата. Если при сварке вы чувствуете неприятный запах, исходящий от инвертора, немедленно отключите его.
Все эти правила созданы не на пустом месте. Игнорируя их, вы можете нанести серьезный вред себе и своему здоровью. К сожалению, сварщики часто страдают от попадания окалины в глаза, от ожогов и даже от потери зрения. А все из-за несоблюдения техники безопасности.
Базовое техническое обслуживание
Устройство и принцип работы инвертора просты, но в их основе лежит применение электросхем. И вы должны понимать, что электросхемы нуждаются в грамотном техническом обслуживании. Мне не рекомендуем новичку проводить все обслуживание своими руками. Но вы можете выполнять базовые действия, которые продлят жизнь инвертору. А более сложные работы можно доверить специалисту в сервисном центре.
Итак, самое главное, что вам нужно делать регулярно — это очищать аппарат от пыли и грязи. В идеале на поверхности корпуса вообще не должна скапливаться пыль. Она легко проникает внутрь корпуса через вентиляционные отверстия и может вывести аппарат из строя. Протирайте инвертор тряпкой и не допускайте его запыливания. Можете отнести аппарат в сервисный центр, где вам его прочистят с помощью струи сжатого воздуха.

Помимо корпуса нужно протирать все сварочные кабели. Ни в коем случае не используйте мокрую тряпку для чистки. И не забывайте выключать аппарат из розетки перед обслуживанием. Старайтесь выполнять очистку аккуратно, не заламывая провода.
Остается вопрос: как часто проводить обслуживание, чтобы инвертор сварочный служил долго? Здесь все зависит от частоты применения инвертора. Мы рекомендуем в любом случае проводить обслуживание в сервисном центре перед его отправкой на зимнее хранение. Также раз в месяц протирайте аппарат и осматривайте его.
Правила хранения инвертора
Как мы уже упомянули выше, устройство сварочного инвертора компактно благодаря тем самым электросхемам, которые так чувствительны к пыли и перепадам температур. Именно по этой причине важно уделить особое внимание хранению инвертора. Едино разовое повышение влажности и одна пылинка не убьют инвертор, но постоянное пренебрежение хранением выведет его из строя.
Самый простой вариант хранения — это использовать коробку, в которой вы его купили. Зачастую она изготовлена из довольно плотного картона, что неплохо для хранения в квартире, например. Конечно, пластиковая упаковка предпочтительнее, но вы можете использовать то, что уже имеете. Для подстраховки заверните аппарат в целлофан, проделав в нем отверстия для вентиляции.
Подойдите серьезно к выбору места хранения. Неотапливаемая дача, или гараж точно не подойдут. Инвертору нужна постоянная комнатная температура и отсутствие перепадов влажности. Производители заявляют, что их аппараты отлично хранятся и при жаре, и при минусовой температуре. Но на деле это не правда. Так что не экспериментируйте.
Вместо заключения
Теперь вы знаете, каков принцип работы сварочного аппарата инверторного типа, и какие правила нужно соблюдать, чтобы продлить срок его службы. Мы затронули лишь основы. Следующее, что вам нужно изучить — это подбор режима сварки и электродов. Настройка сварочного инвертора — это очень важная часть подготовки к сварке. От настроек во многом зависит конечное качество сварных швов. На нашем сайте вы можете найти материалы, посвященные подбору режима сварки, выбора первого инвертора и прочие полезные статьи. Оставляйте свои комментарии с советами и вопросами. Желаем удачи в работе!
svarkaed.ru
Принцип работы инверторного сварочного аппарата
Сварочные аппараты, обладающие громоздкой конструкцией, постепенно уходят в прошлое. Сегодня вместо огромных трансформаторных устройств, которые к тому же значительно понижали напряжение в электрической сети, можно приобрести сварочный инвертор небольших размеров для работы от генератора. Им будет весьма удобно пользоваться там, где нет свободного доступа к обычной электросети.
Использовать данное оборудование будет легко даже начинающим сварщикам. Однако для того, чтобы полностью разобраться в подобной конструкции, следует тщательно изучить принцип работы сварочного аппарата.
Основные сведения, касающиеся устройства изделия
Прежде всего необходимо учитывать, что в инверторном сварочном аппарате электрический ток преобразуется несколько иначе по сравнению с трансформаторной конструкцией. Если в последней все напряжение подается сразу на трансформатор довольно крупных размеров, то здесь ток меняется в ходе нескольких основных этапов.

В роли ключевого преобразователя все равно выступает трансформатор, однако его габариты значительно меньше – по величине он не больше сигаретной пачки.
Еще одним существенным отличием является система управления электронного типа. Благодаря ее использованию удается сделать сам сварочный процесс значительно легче, а швы получаются ровными и аккуратными. За счет этих двух ключевых характеристик инвертор получает положительные отзывы.
Основы функционирования инверторного аппарата для сварки
Принцип работы сварочного инвертора заключается в следующем: входное электрическое напряжение 220 В с частотой порядка 25 Гц поступает в устройство и проходит через выпрямитель, становясь из переменного постоянным. Амплитуда тока одновременно с этим сглаживается за счет установки специального фильтра.
В некоторых случаях его не устанавливают, а вместо него пользуются стандартной схемой на базе конденсаторов из электролитов. Когда электрический ток прошел через это, он подается на манипулятор полупроводникового типа, где вновь становится переменным, однако с более высокой частотой.
Каждая модель имеет собственный показатель работы этого элемента, однако он никогда не будет превышать 100 кГц. Затем напряжение вновь проходит через выпрямитель, доходя до того, чтобы можно было сваривать металлические элементы.
Работа сварочного инвертора базируется на преобразователях высокочастотного типа. Сварочным аппаратом, имеющим подобные устройства в своей конструкции, можно получить ток, сила которого будет достигать 160 А, причем для этого понадобится трансформатор, максимальная масса которого будет составлять всего лишь 250 г. Для сравнения: классический сварочный аппарат для кузовных работ трансформаторного типа весил бы порядка 18 кг, а это не слишком удобно, если от него будет требоваться определенная мобильность.
Основы работы ключевой электронной схемы устройства
Работа с помощью инверторного аппарата для проведения сварных работ подразумевает установку нескольких диодных мостов. С их помощью осуществляется сглаживание импульсов переменного тока, как правило, этого удается добиться благодаря использованию специальных конденсаторов электролитического типа. Напряжение, проходящее через диодный мост в процессе работы устройства, вызывает довольно сильный нагрев этого элемента, потому он располагается на специальных охлаждающих конденсаторах.
Инверторный сварочный аппарат имеет также специальный термопредохранитель, который включается в работу только в том случае, когда диодные мосты разогреваются до температуры минимум 90 градусов.
В непосредственной близости от выпрямительного моста устанавливаются электролитические конденсаторы, чья емкость может находиться в пределах от 140 до 800 мкФ. Еще одним немаловажным элементом является фильтр, отсекающий разного рода радиопомехи.
В большинстве случаев сварочный инвертор для работы от генератора или же от обыкновенной электрической сети предусматривает наличие двух довольно мощных транзисторов. Они позволяют сформировать переменный ток большой частоты, которая может составлять порядка нескольких десятков кГц.
Чтобы не допустить выбросов напряжения, в инверторе располагают защитные цепи, в которых находятся резисторы и сварочные конденсаторы. Подготовка сварочного аппарата к работе подразумевает подключение его к электросети и проверку наличия напряжения на выходе.
Стоит отметить, что конструкция потребляет много электрического тока, поэтому следует предварительно позаботиться, чтобы во время работы она была подключена к источнику питания, снабженного заземлением, – это необходимо для соблюдения техники безопасности.
Возможности инверторного сварочного аппарата
Главным положительным качеством является то, что сварщику не придется прилагать много усилий, чтобы переместить инвертор с одного места на другое. Однако на этом положительные характеристики аппарата не заканчиваются. При необходимости в работе с ними можно пользоваться электродами, разработанными и для постоянного, и для переменного тока.
Этот момент является очень важным, когда возникает необходимость соединить между собой чугунные, стальные заготовки и конструкции, выполненные из цветных металлов. Почти все модели оснащены дополнительными опциями, которые позволяют сделать работу гораздо более удобной и простой. В частности, они помогут освоиться со сваркой человеку, который только начинает постигать ее азы.
- Горячий старт предназначен для того, чтобы для формирования дуги получить наиболее качественные параметры.
- Антизалипание подразумевает, что в случае возникновения короткого замыкания или вследствие каких-либо иных причин свариваемый ток, подающийся на электрод, резко снижается до минимального значения, что позволяет не допустить прилипания электрода к заготовке.
- Система, дающая оптимальную силу тока и напряжение в момент, когда металл уходит от электрода, то есть происходит погашение сварочной дуги. Это позволяет не допустить возникновения слишком сильного разбрызгивания металла.
Дуга в сварочном аппарате инверторного типа зажигается гораздо лучше по сравнению с другими аналогичными устройствами во многом за счет того, что выходное напряжение почти не зависит от входного, как это наблюдается в традиционных аппаратах.
При использовании трансформаторной конструкции слишком слабый ток приведет к тому, что электрод будет постоянно прилипать. Настройка на сильный ток в этом случае способна вызвать пережиг заготовок. Работая с инвертором, подобных дефектов аппарата вы наблюдать не будете, однако сварные соединения получатся довольно прочными. В них не будет трещин, раковин, шлаковых скоплений и так далее.

Немаловажной особенностью аппарата инверторного типа является необязательность соблюдения единой длины дуги на протяжении формирования всего сварного шва. В традиционном трансформаторном оборудовании расстояние от электрода до соединения должно быть приблизительно одинаковым – около двух диаметров электрода, в противном случае это приведет к изменению силы тока, что в конечном счете станет причиной получения шва более низкого качества.
В инверторных аппаратах напряжение и сила тока всегда находятся в строго определенных рамках. Еще одним положительным качеством является то, что у инверторов ток постоянный. Длина дуги здесь играет не слишком серьезную роль, что очень важно при проведении работ, особенно если этим занимается сварщик, который только открывает для себя все премудрости сварки.
На сегодняшний день инверторы довольно активно используются как в промышленном производстве, так и в бытовых условиях. Их небольшие размеры и способность работы от генератора позволяют получить качественные соединения даже в довольно труднодоступных местах, где может полностью отсутствовать электроснабжение.
electrod.biz
Устройство и принцип работы аппаратов для сварки, как выбрать сварочный аппарат
 Сварка представляет собой способ соединения и разъединения металлов посредством электротока и основывается на образовании дуги между участком обработки — первый электрод, и подводимой к участку рукоятки — второй электрод, соединенный с соответствующим полюсом электротока. Таким способом выполняется соединение частей, разъединение металлов или разрезание их, сверление и проделывание полостей и отверстий, наплавление слоями.
Сварка представляет собой способ соединения и разъединения металлов посредством электротока и основывается на образовании дуги между участком обработки — первый электрод, и подводимой к участку рукоятки — второй электрод, соединенный с соответствующим полюсом электротока. Таким способом выполняется соединение частей, разъединение металлов или разрезание их, сверление и проделывание полостей и отверстий, наплавление слоями.
Дуговая сварка широко применяется, ведь благодаря этой технологии появилась возможность делать неразъемное соединение металлических деталей, а прочность шва при этом такая же, как и у массива материала. Это обстоятельство обусловлено непрерывностью образованных структур и молекулярными сцеплениями между деталями.
Электрическая дуга
 Температуру в тысячи градусов Цельсия обеспечивает электрическая дуга, по сути являющаяся коротким замыканием между двумя электродами, расположенными достаточно близко друг от друга. Напряжение, которое подается на электроды, увеличивается, пока не будет пробоя воздуха, являющегося изолятором.
Температуру в тысячи градусов Цельсия обеспечивает электрическая дуга, по сути являющаяся коротким замыканием между двумя электродами, расположенными достаточно близко друг от друга. Напряжение, которое подается на электроды, увеличивается, пока не будет пробоя воздуха, являющегося изолятором.
Пробой — эмиссия электронов катода. Разогреваемые током электроны выходят и направляются к ионизированным атомам анода. Затем появляется разряд, ионизируется воздух зазора, образовывается плазма, снижается сопротивление воздушной прослойки, ток усиливается, дуга разогревается, и став проводником замыкает цепь. Процесс получил название «розжиг» дуги. Стабилизируется дуга путем установления требуемого расстояния между электродами и поддержанием характеристик энергоснабжения.
Сваривание металлов
Выбор хорошего электрода и способа сварки крайне важен, так как от него зависит, будут ли его механические свойства аналогичны свойствам основного металла.
Сварочная ванна должна быть защищенной от воздействия воздуха для исключения окисления металла. С этой целью в рабочей зоне создается особая среда, что достигается двумя способами:
- Технология MIG-MAG, когда аргон, гелий или CO2 подается из специального баллона.
- Сжигание обмазки электрода и образование при этом защитного шлакового или шлакогазового «купола».
 В процессе горения электродные покрытия связывают и выводят из шва кислород. Вдобавок вещества, содержащиеся в них, помогают ионизировать дугу, рафинируют и легируют металл шва.
В процессе горения электродные покрытия связывают и выводят из шва кислород. Вдобавок вещества, содержащиеся в них, помогают ионизировать дугу, рафинируют и легируют металл шва.
В плане стабильности электроснабжения сварка — процесс довольно капризный, ведь требуемый температурный режим находится в прямой зависимости от параметров тока. Должна быть обеспечена устойчивость электрической дуги. Лишь стабильная дуга предотвратит появления дефектов шва, особенно при розжиге и затухании.
Чем свариваемые детали массивнее, тем более глубоким должно быть плавление, большего диаметра применяется электрод, больше силы и мощности требуется для работы. Определить силу тока оператор зачастую может лишь опытным путем, порой ее регулируют в процессе сварки, а иногда жестко фиксируют. Горение дуги от источника постоянного тока стабильнее, без прерываний.
При потреблении постоянного тока отсутствует полярность, образуется меньшее количество брызг металла, а шов получается качественнее. Сварка с переменным током несколько сложнее, потому что для поддержания дуги рабочий должен иметь серьезные навыки, высокого качества сварки в этом случае добиться сложно. Переменным током рекомендуется варить алюминий и его сплавы.
Разные виды аппаратов для сварки имеют разные технические особенности, свои плюсы и минусы.
Инверторы: минусы и плюсы
 Это самые молодые сварочные аппараты, их серийное производство было налажено лишь в 1980-х годах. Выпрямители с транзисторным инвертором. В этих источниках электричество многократно меняет характеристики. Когда ток пропускается через полупроводник, то выпрямляется, а потом специальный фильтр сглаживает его. Постоянный стандартной сетевой частоты 50 Гц преобразуется в переменный опять, но уже с частотой в десятки килогерц.
Это самые молодые сварочные аппараты, их серийное производство было налажено лишь в 1980-х годах. Выпрямители с транзисторным инвертором. В этих источниках электричество многократно меняет характеристики. Когда ток пропускается через полупроводник, то выпрямляется, а потом специальный фильтр сглаживает его. Постоянный стандартной сетевой частоты 50 Гц преобразуется в переменный опять, но уже с частотой в десятки килогерц.
После частотного инвертирования ток идет на миниатюрный трансформатор, где уменьшается его напряжение и увеличивается сила. Затем свою работу начинает выполнять высокочастотный фильтр и выпрямитель — постоянный ток подается на электроды для образования дуги.
Увеличение частоты тока — главное достижение инвертора. К плюсам относится также:
 Высокий КПД (85—95%).
Высокий КПД (85—95%).- Возможность питания от обычной розетки.
- Большой период непрерывной работы.
- Широкий диапазон значений силы тока.
- Плавная регулировка тока и напряжения.
- Режим работы контролируется микропроцессорами и управляющими схемами.
- Защита от перепадов напряжения.
- Качественный сварной шов.
- Возможность соединения материалов, с трудом поддающихся сварке.
- Повышенная электрическая безопасность.
 Высокий КПД (85—95%).
Высокий КПД (85—95%).Недостатки инверторов:
- Высокая стоимость.
- Плохая реакция на проникновение пыли в корпус.
- Электроника чувствительна к влаге и холоду, что может привести к появлению конденсата.
- Вероятность появления в основной сети помех.
Сварочные трансформаторы
 На сегодня это самые распространенные сварочные аппараты, относительно недорогие и простые по конструкции, надежные. Преобразование электроэнергии осуществляется силовым трансформатором стандартной частоты 50 Гц. Ток настраивается механической регулировкой магнитного потока в составном сердечнике. От сети питается первичная обмотка, намагничивается сердечник, и на вторичной обмотке индуцируется переменный ток меньшего напряжения (50—90 В) и большей силы (100—200 А), он формирует дугу. Чем меньше витков на катушках вторичной обмотки, тем меньше напряжение и больше сила тока.
На сегодня это самые распространенные сварочные аппараты, относительно недорогие и простые по конструкции, надежные. Преобразование электроэнергии осуществляется силовым трансформатором стандартной частоты 50 Гц. Ток настраивается механической регулировкой магнитного потока в составном сердечнике. От сети питается первичная обмотка, намагничивается сердечник, и на вторичной обмотке индуцируется переменный ток меньшего напряжения (50—90 В) и большей силы (100—200 А), он формирует дугу. Чем меньше витков на катушках вторичной обмотки, тем меньше напряжение и больше сила тока.
Достоинства:
- Низкая стоимость (в два-три раза дешевле инверторов).
- Простота конструкции.
- Ремонтопригодность.
- Надежность.
Недостатки:
- Большой вес и габариты.
- Из-за переменного тока сложно получить высококачественный шов.
- Трудность удерживания дуги.
- Сравнительно невысокий КПД (не более 80%).
- Невозможность подключения к внутридомовой сети.
Сварочные выпрямители
 Сетевой ток в этих аппаратах не меняет частоты и индуцируется на обмотках с понижением напряжения. После преобразования проходит еще через блок селеновых или кремниевых выпрямителей. На электроды идет постоянный ток. Благодаря этому электрическая дуга очень устойчива, без существенных прерываний и скачков.
Сетевой ток в этих аппаратах не меняет частоты и индуцируется на обмотках с понижением напряжения. После преобразования проходит еще через блок селеновых или кремниевых выпрямителей. На электроды идет постоянный ток. Благодаря этому электрическая дуга очень устойчива, без существенных прерываний и скачков.
В большинстве случаев требуется охлаждение вентиляторами. Часто устройства имеют дополнительные дроссели, позволяющие улучшить характеристики исходящего тока, который сглаживается и фильтруется. В комплекте с выпрямителями может быть защитная, измерительная и пускорегулирующая аппаратура. Тут важна стабильность температуры и тока, поэтому устанавливаются ветровые реле, термостаты, плавкие предохранители, автоматы. Наиболее распространены выпрямители на три фазы.
Достоинства сварочных выпрямителей:
- Высококачественный шов.
- Легкость поддержания дуги.
- Минимальное разбрызгивание материала присадки.
- Большая глубина плавления.
- Меньшие габариты и вес в сравнении с трансформаторами переменного тока.
- Возможность сваривания чугуна, цветных металлов, теплоустойчивой стали.
Недостатки:
- Высокая стоимость.
- Необходимость внимательного наблюдения за состоянием системы охлаждения.
- Отсутствие в большинстве случаев возможности питания от бытовой сети.
- КПД меньше, чем у инвертора.
- Относительно сложная конструкция.
Полуавтоматы: характеристика
Сварочная проволока при помощи специального механизма подается в рабочую зону, где в активном газе расплавляется и направляется в сварочную ванну. Газ вытесняет воздух около сварочной ванны, защищает шов от кислорода. Применяется с этой целью углекислый газ, аргон, гелий, комбинации этих газов. С использованием флюсовой проволоки газ можно не подавать в рабочую зону.
Плюсы:
- Легкость сваривания тонколистовых деталей.
- Качество шва, возможность получения «короткого шва».
- Широкий спектр свариваемых материалов.
- Высокая производительность.
- Большой разброс настроек и регулировок.
Минусы:
- Высокая цена.
- Высокая стоимость расходных материалов.
- Необходимо применения баллонов или подключения к специальной сети.
- Трудность работы на улице, где газовую среду нужно защищать от сдувания.
Выбор модели
 Напряжение сети. Бывает одно- или трехфазным. Для непромышленного применения рекомендуется аппарат на 220 В или универсальная машина «220/380». Большинство аппаратов могут выйти из строя или перестать варить из-за перепадов напряжения. В связи с этим инверторы комплектуются защитой от скачков напряжения. У бытовых агрегатов диапазон шире на 10—15%, а профессиональным моделям нужно напряжение 165—270 В.
Напряжение сети. Бывает одно- или трехфазным. Для непромышленного применения рекомендуется аппарат на 220 В или универсальная машина «220/380». Большинство аппаратов могут выйти из строя или перестать варить из-за перепадов напряжения. В связи с этим инверторы комплектуются защитой от скачков напряжения. У бытовых агрегатов диапазон шире на 10—15%, а профессиональным моделям нужно напряжение 165—270 В.
Напряжение холостого хода. Эта характеристика определяет способность аппарата разжигать электрическую дугу и поддерживать ее горение. Чтобы дуга возбудилась, напряжение должно быть примерно в 1,5—2,5 раза больше напряжения стабильного горения электрической дуги.
Мощность. В паспортах часто указывается максимальная мощность источника питания сварочного аппарата, соответствующая максимальным нагрузкам на сеть. Если единицы измерения кВт, значит, говорится об активной мощности, если кВА — о полной мощности, которая обычно выше из-за поправочного коэффициента.
Реальная мощность определяется силой тока, которую способен выдать аппарат. Этот показатель и определяет толщину свариваемого металла и максимальный диаметр электрода.
Класс защиты. В паспорте должен быть 2-циферный код I. P. Индекс среднестатистических источников питания для сварки — IP21-IP23. Двойка говорит, что внутрь корпуса не проникнут предметы толщиной больше 12 мм. Вторая цифра говорит о защите от влаги — 1 — означает, что капли воды, вертикально падающие на кожух, вреда не нанесут; 3 означает, что даже под углом 60 ° вода в корпус аппарата не проникнет. Но варить под дождем запрещено!
 Диапазон температур. Согласно ГОСТ, ручная сварка может осуществляться при температуре -40—40 ° C. Однако не все сварочные аппараты удается пустить в работу при температуре ниже нуля градусов. Чаще всего проблемы появляются с инверторами, в которых при минусовой температуре просто загорается сигнализатор перегрузки, и сварочный аппарат выключается.
Диапазон температур. Согласно ГОСТ, ручная сварка может осуществляться при температуре -40—40 ° C. Однако не все сварочные аппараты удается пустить в работу при температуре ниже нуля градусов. Чаще всего проблемы появляются с инверторами, в которых при минусовой температуре просто загорается сигнализатор перегрузки, и сварочный аппарат выключается.
Работа от генератора. Эта функция пригождается для работы в полевых условиях. Не все аппараты могут питаться от бытовых генераторов с ДВС.
Многие источники питания облегчают удержание дуги: «Антиприлипание на выключении», «Горячий старт», «Форсирование дуги», «Розжиг на подъёме». Полезно обратить внимание на индикацию параметров, функциональность, широту рабочих регулировок, защиту от перегрузок, качество маркировки, электробезопасность, комплектность, эргономику, ремонтопригодность. Рекомендуется приобрести аппарат с максимумом технических характеристик в паспорте, а паспорт рекомендуется купить на русском языке.
tokar.guru
Устройство и принцип работы сварочного инвертора, полуавтомата
Техника постоянно развивается и оборудование для сварки не стало исключением. В последнее время на рынке становится все больше аппаратов инверторного типа, которые уже практически вытеснили сварочные трансформаторы во всех сегментах. Конкуренция еще может оставаться только на самом простом уровне, который необходим для использование ручной дуговой сварки, так как более сложные технические процедуры, для которых нужны специальные функции, сейчас выполняются преимущественно инвертерами. Многие специалисты уже смогли на практике оценить все преимущества данных изделий, не говоря уже о том, что в частной сфере они стали практически незаменимы. Это простые в использовании и многофункциональные аппараты. Устройство и принцип работы сварочного инвертора обеспечивает надежное горение дуги, а также формирование качественных и надежных швов.
Внешний вид сварочного инвертора
В последние годы появляется все больше различных моделей, от достаточно миниатюрных аппаратов, которые могут использоваться для переносной сварки и питаться от автономных источников, до больших многофункциональных изделий, применяемых в частной сфере. Большое разнообразие производителей также способствует данному увеличению количества моделей. Компоновка сварочного полуавтомата, простого аппарата и других разновидностей может меняться в зависимости от конкретной модели, но основные принципы сохраняются изменения сильно задевают дополнительные функции, так как для них создаются отдельные блоки. Все это в целом обеспечивает отличные возможности для легкого выполнения сложных операций, благодаря чему оборудование и заслужило высокую популярность у современных специалистов. Но здесь имеются не только сплошные преимущества, так как встречаются и недостатки.
Преимущества сварочного инвертора
- Устройство сварочного полуавтомата инверторного типа, а также обыкновенного аппарата позволяет уменьшить размеры корпуса оборудования, так как все комплектующие оказываются более компактными;
- За счет снижения габаритов корпуса, снижается и общий вес, который в современных моделях может достигать всего 3-4 кг;
- Оборудование не сильно чувствительно к перепадам напряжения, так как встроенная электроника помогает поддерживать стабильность горения дуги и подстраиваться под скачки электричества в сети;
- Стабильное горение дуги не позволяет металлу сильно разбрызгиваться;
- Устройство сварочного инвертора позволяет дополнять технику дополнительными функциями, которые были недоступны и которые помогают улучшить качество сварного шва;
- Техника может работать от обыкновенной бытовой сети, так что здесь не требуется подключение к трехфазной сети;
- Затраты электроэнергии на работу инвертора значительно меньше, чем при работе трансформатором.
Недостатки сварочного инвертора
- Стоимость техники заметно выше, чем у предыдущего поколения, особенно заметно это становится с ростом мощности и количества функций;
- Устройство инверторного сварочного аппарата оказывается сильно чувствительным к перегревам, поэтому, его не рекомендуют использовать для длительных и беспрерывных работ;
- Аппарат может создавать высокий уровень электромагнитных помех вокруг себя, что может повлиять на другие виды техники, находящиеся рядом;
- Здесь также присутствует большая чувствительность к вибрациям, ударам встряскам и так далее, так как внутри присутствует электроника, которая может выйти из строя.
Принцип работы сварочного инвертора
Основной функцией данной техники является преобразование тока из сети в те параметры, которые необходимы для сваривания металла. Для этого ток проходит через сложную систему преобразований. Эта схема выглядит следующим образом:
- Первым делом все поступает на выпрямитель инвертора. Переменный ток из обыкновенной розетки входит в выпрямитель и становится постоянным на выходе.
- Затем происходит снижение напряжения. В сети оно подается с параметрами в 220 В, а специальный инверторный блок понижает его до требуемого значение, заданного настройками. Здесь же постоянный ток снова переходит в переменный, но на этот раз специальный блок повышает его частоту.
- После этого все переходит на трансформатор. Здесь напряжение снова понижается до требуемого значения. Благодаря понижению силы высокочастотного напряжения, начинает возрастать сила высокочастотного тока.
- На последнем этапе преобразованный высокочастотный ток поступает на вторичный выпрямитель, где он снова становится постоянным. Здесь же происходит окончательная регулировка его параметров, которые будут соответствовать заявленным на датчиках характеристикам.
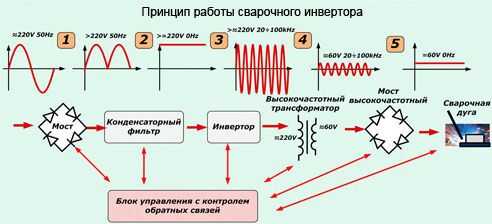
Схема работы сварочного инвертора
Таким образом, принцип работы сварочного инвертора помогает четко контролировать его параметры и повышать частоту тока и напряжения. Благодаря этому улучшается возможность работы с тугоплавкими и сложно свариваемыми металлами. Сюда относится сварка нержавейки, алюминия и прочих разновидностей.
Схема инвертора

Схема сварочного инвертора
Устройство
Устройство каждой модели может иметь ряд особенностей, но в целом многие технические узлы повторяются. В основном плата техники состоит из следующих частей:
- Радиатор выходного выпрямителя – это одна из наиболее объемных деталей, которая служит для вторичного выпрямителя сварочного тока;
- Радиаторы транзисторов – несколько радиаторов, которые в целом своем объеме занимают около четверти платы;
- Кулер – обязательное для инверторов устройство охлаждения, так как здесь большая чувствительность к перегреву;
- Сетевой выпрямитель – первичное устройство для выпрямления поступаемого из сети тока перед последующим его преобразованием;
- Датчик тока – датчик, показывающий параметры получаемого тока;
- Реле мягкого пуска – устройство, помогающее обеспечить легкий старт во время сварочного процесса;
- Интегральный стабилизатор – дополнительный блок, который помогает стабилизировать параметры электричества, даже если идут скачки в сети;
- Помеховый фильтр;
- Конденсаторы помехового фильтра.

Сварочный инвертор без корпуса
Режимы
Принцип работы инверторного сварочного аппарата позволяет ввести несколько дополнительных функций, которые помогут сделать работу более простой.
- Горячий старт. Данная функция помогает увеличить сварочный ток в тот момент, когда электрод касается заготовки. После этого сила тока возвращается на те параметры, которые указаны на датчике. Количество добавленных Ампер зависит от изначальной силы тока, так как она показывается в относительном соотношении, от 5 до 100%. Некоторые модели обладают только фиксированной величиной добавки. С помощью данной функции легче поджигать плохие электроды.
- Форсаж дуги. Данная функция становится незаменимой при сваривании тонких листов металла во время формирования и продвижения сварочной ванны она уберегает электрод от залипания и от прожигания. Здесь постоянно добавляется и убавляется количество тока, чтобы дуга горела стабильно. Принцип действия очень похож на «Горячий старт», но при этом регулировка идет постоянно. Здесь также может присутствовать фиксированное значение или регулируемое.
- Антизалипание. Данная функция не обеспечивает постоянное горение дуги, как это было в предыдущих случаях. Это одно из наиболее ранних и простых нововведений, которые были реализованы в инверторах. В то время, когда электрод залипает, образуется короткое замыкание, нагревающее аппарат и воздействующее на него прочими негативными свойствами. Чтобы избежать этого, при включенной функции антизалипания техника просто отключит подачу питания. Таким образом, ей не будет нанесено никакого вреда и можно будет спокойно продолжить сварку. При желании ее можно отключить или отрегулировать.
svarkaipayka.ru
Содержание:
Преобразование переменного тока в постоянный осуществляется с помощью выпрямителей на основе диодного моста. Получить переменный ток из постоянного также возможно, только для этого понадобится совершенно другой прибор – инвертор переменного тока. Данные устройства используются не только в виде преобразователей, но и в других электротехнических устройствах, например, в сварке. Овладеть подобной аппаратурой сможет даже начинающий специалист, изучивший принцип работы сварочного инвертора. Теоретические знания и практические навыки, приобретенные в процессе работы, позволять постепенно добиться высоких результатов и существенно повысить качество соединений. Особенности инверторной сваркиВ отличие от обычной сварки, работа инверторной аппаратуры имеет свои особенности. Основой конструкции служит инвертор, осуществляющий преобразование постоянного тока в переменное напряжение высокой частоты.
Рабочий процесс и принцип работы сварочного инвертора выглядит следующим образом:
Специальный материал сердечника трансформатора позволил сделать все устройство относительно легким и компактным. Удачные технические решения и специальные компоненты, использованные в конструкции инвертора, дали возможность получить на выходе сварочный аппарат, не подверженный влиянию скачков и перепадов постоянного тока и сетевого напряжения. При его выходе за допустимые пределы потребления, устройство полностью отключается, на что указывает загоревшаяся аварийная лампочка желтого цвета. Чтобы до конца понять возможности сварочного инвертора, необходимо знать, устройство сварочного инвертора и на каких принципах он работает. Устройство и принцип работыПрежде чем рассматривать вопрос, как работает сварочный инвертор, нужно вспомнить конструкцию обычного аппарата и потом сравнить оба устройства. Старые приборы для сварки конструировались на основе силового трансформатора повышенной мощности. Он выполнял понижение переменного сетевого напряжения, а на его вторичной обмотке появлялись высокие токи – от десятков до сотен ампер, необходимые для сварочного процесса. Ток на вторичной обмотке увеличивался в такой же степени, в какой происходило понижение напряжения. Для этого в качестве обмотки использовался провод большого диаметра со сниженным количеством витков. Требуемая высокая мощность, работа на сетевой частоте 50 Гц привели к тому, что размеры и масса обычной сварочной аппаратуры получились очень большими и громоздкими. Это создавало массу неудобств при перемещениях во время работы с одного места на другое.
Разработка сварочных инверторов постоянного тока позволила полностью устранить эти недостатки, особенно потребление энергии. Рабочая частота, увеличенная до 60-80 кгц и выше, привела к снижению габаритных размеров и массы устройства. Например, при росте частоты преобразованного напряжения в 4 раза, размеры трансформатора снижаются примерно в 2 раза. В конце концов уменьшается вес всего аппарата, он становится менее материалоемким за счет экономии меди и прочих дорогостоящих материалов. Теперь следует разобраться, для чего нужен инвертор и откуда же берутся токи с высокой частотой в 60-80 кГц, когда в электрической сети этот показатель составляет всего 50 Гц. Требуемый результат получается за счет использования инверторной схемы, в состав которой входят мощные ключевые транзисторы. Их переключение как раз и позволяет получить требуемую высокую частоту. Этот процесс запускается после подачи на них постоянного напряжения, поступающего через выпрямитель. Выпрямление сетевого напряжения осуществляется за счет работы мощного диодного моста с последующим сглаживанием фильтрами-конденсаторами. Это первый этап преобразования, в конце которого образуется постоянное напряжение величиной 220 В и выше. Именно оно выступает в качестве источника питания самого инвертора, транзисторы которого соединены с понижающим трансформатором. Переключение транзисторов происходит на высокой частоте, поэтому и трансформатор будет работать на такой же частоте – 60-80 кГц.
При работе на таких сверхчастотах уже не нужны громоздкие устройства, поэтому размеры трансформатора существенно уменьшаются, а потребляемая мощность сварочного инвертора остается такой же, как у обычного аппарата, работающего на 50 Гц. Регулировка и управление сварочным токомДля регулировки сварочного тока в инверторных устройствах предусмотрен специальный электронный регулятор. Конкретные параметры выбираются потенциометром, размещенном на передней панели устройства. Его ручка вращается и постепенно устанавливается определенный уровень первоначального напряжения на входе. Здесь расположены логические элементы, созданные в виде операционных усилителей. На выходе находится датчик тока, с которого по линии обратной связи поступает сигнал. С помощью компаратора осуществляется сравнение фактически полученного напряжения с уровнем напряжения, заданного при регулировке потенциометром.
Если уровни напряжений не совпадают, в этом случае импульс, поступающий на контроллер, изменит свою амплитуду. Одновременно изменится и скважность самих импульсов, выдаваемых контроллером. В результате, режим переключения транзисторов также изменится, оказывая тем самым влияние на величину сварочного тока. Суть данной схемы заключается в поддержании определенного равновесия и значения между фактическим и заданным током, обеспечивая его стабильное состояние. Рассматриваемая схема носит достаточно общий характер и служит примером взаимодействия узлов, деталей и блоков во всех инверторах. Более детальные электрические схемы в разных моделях могут отличаться своими конструктивными особенностями.
Работа автоматики в сварочной аппаратуре:
Действие автоматики в комплексе обеспечивает быструю работу инверторного устройства, высокое качество сварных швов. Технические характеристикиНесмотря на разные типы инверторов, представленных на рынке электротехнических изделий, все они обладают одними теми же параметрами и характеристиками. Разница заключается лишь в величине этих показателей, что дает возможность выбора наиболее подходящего аппарата. Среди них можно отметить следующие:
Все основные показатели напрямую связаны с характеристиками выпрямителя, установленного на входе, и с самим преобразователем частоты. Большое значение имеет мощность. Промышленные аппараты выпускаются достаточно мощными – до 20 кВт. В быту такое оборудование не используется, поскольку обычные сети просто не выдержат высоких нагрузок. От величины мощности зависит и стоимость того или иного устройства.
Все виды инверторов современных модификаций могут выполнять несколько основных операций:
Несколько дополнительных функций обеспечивают более удобную и комфортную работу на сварочной аппаратуре:
Преимущества и недостаткиУстройство для сварки инверторного типа обладает рядом несомненных преимуществ. Это оборудование считается очень надежным и простым в обращении. От сварщика требуется лишь плавно и равномерно перемещать электрод над соединительным швом, не касаясь поверхности изделия.
Достоинствами сварочных инверторов являются следующие:
Известно, что идеального оборудования не существует, поэтому и сварочные инверторы имеют определенные минусы:
|






electric-220.ru