Расточные станки модели: назначение, схема, характеристика. Модели расточных станков :: BusinessMan.ru
alexxlab | 15.03.2018 | 0 | Разное
Горизонтально-расточной станок: модели, технические характеристики
Горизонтально-расточный станок, модели и технические характеристики которого могут быть разными, имеет следующее назначение:
- Растачивание отверстий.
- Сверление.
- Обтачивание деталей с цилиндрической формой.
- Обработка торцов изделий.
- Фрезерование.
- Зенкерование.
- Нарезка резьбы при помощи изделия с обозначением 2620В.
И это далеко не полный список операций, выполняемых установкой горизонтально-расточным станком. Благодаря чему можно использовать только один вид оборудования для проведения полного цикла изготовления деталей из заготовок. При многосерийном производстве это весьма удобный вариант, не требуется привлечения дополнительной техники.
Наличие шпинделя – одна из отличительных особенностей. Эта часть конструкции бывает горизонтальной, вертикальной. 1 горизонтально расположенный элемент встречается чаще всего.
Шпиндель используется для закрепления приспособлений с режущим действием на горизонтально-расточном станке 2620, включая:
- зенкер;
- сверла;
- резцы;
- фрезы и так далее.
Во время работы параметры определяются диаметром шпинделей. То же касается габаритных показателей станков, в том числе – варианта 2620В.
Об особенностях в конструктивном плане
Особенности конструкции и использованные заготовки позволяют выделить установка специального, универсального назначения.

Горизонтально-расточные станки 2620 бывают:
- Алмазно-расточными.
- Координатно-расточными.
- Горизонтального вида.
Станок горизонтально располагающийся имеет исполнение трех вариантов:
- с двумя направлениями перемещения;
- с движением по одному направлению;
- отсутствие движений.
Шпиндель движется – значит, осуществляется начало работы, формообразование, когда проводится обработка заготовок при помощи горизонтально-расточного станка 2620. Подаваться может как сам инструмент, так и заготовка. Конкретный вариант определяется используемой технологией. Обработка не обходится без дополнительных движений:
- Использование направляющих при движении люнета.
- Соединение люнета и задней стойки.
- Движение стола поперек или вдоль.
- Шпиндельная бабка, идущая по вертикали. У конструкций 2620В тоже есть такая возможность. Это делает технические характеристики высокими, и относительно варианта 2620а.
Поворотным столом снабжается большая часть станков, со шпинделями 125-миллиметрового диаметра. Столы двигаются как поперечно, так и вдоль. Среди важных дополнений – передние стойки, без движений.
При 125-миллиметровом диаметре шпинделей стойки без проблем двигаются в одном, нескольких направлениях. Но чаще всего встречаются модели горизонтально-расточных станков 2620 с неподвижными составляющими.
Работа – на каком принципе основывается?
Движения подач – главная особенность работы у данных устройств. Здесь надо описать несколько важных элементов и принципов:
- Закрепление режущих инструментов происходит при участии суппорта планшайбы, либо шпинделя. Здесь начинается вращение. Принцип сохраняется и в моделях 2620а.
- Расположение на поверхности подвижного стола, с применением специального приспособления.
- При работе стол перемещается, вдоль или поперек. Модели 2620В такие же возможности.
Передняя стойка участвует в процессе движения шпиндельной бабки, с сохранением вертикального направления. Люнет опоры совмещен со стойкой сзади. Движение двух деталей происходит одновременно.
Когда растачиваются отверстия либо осуществляется нарезка внутренней резьбы, движение поступательного типа осуществляется расточным шпинделем. Когда обрабатывается деталь с помощью горизонтально-расточного станка 2620, двигается планшайба с суппортом, только придерживаясь радиального направления.
Какие модели получили распространение?
Среди всех модификаций горизонтально-расточных станков с ЧПУ и без, наибольшую известность получили следующие варианты:
- Skoda W200.
- 2a614, 2л614.
- 2а622ф4, 2а622.
- 2620.
Особенности модели 2620
У этого горизонтально-расточного станка с ЧПУ также существует некоторое количество модификаций – 2620Г, 2620В, 2620А, 2А620, 2620. При их применении раньше допустима была обработка деталей с корпусами, имеющих средние и больше размеры. Без выдвижных шпинделей станки не производятся.
Для него характерно наличие планшайб внутри, 90-миллиметровый диаметр. Обрабатываются детали весом меньше 3 тонн. Это подтверждает паспорт ис2а636ф1.
Различия у моделей имеются следующие:
- 2а620Г – задняя стойка отсутствует;
- 2А620В – задняя стойка присутствует;
- 2а620Ф1 – с устройством, осуществляющим цифровую идентификацию.
Информация о модификациях 2А622Ф4 и 2А622
Это новая разновидность горизонтально-расточного станка с ЧПУ, заменившая морально устаревшие аналоги.
Устройства рассчитаны на то, чтобы обрабатывать детали консольно, даже при наличии корпусов больших размеров. Их вес может доходить до 4 тонн. Обработка не должна доставить хлопот, даже если имеются отверстия, требующие соблюдения точных параметров. И когда сохраняются определенные размеры для связи осей. Иногда так устроены изделия с номером 2Л614.
Обязательной частью оборудования выступают поворотный стол и передняя стойка, сохраняющая неподвижное положение. А вот сам стол перемещается, вдоль либо поперек. На станках этой серии легко фрезеровать заготовки, следуя восьмиугольному контуру. Допустим вариант с круговой подачей стола. Одна из доступных модификаций – ис2а636ф1.
В конструкции присутствует и выдвижной шпиндель, с диаметром в 110 миллиметров. Плиты в одном положении монтируются на бабку шпинделя, с торца стенки. Так работает и модель горизонтально расточного станка 2а614.
Из главных характеристик стоит отметить высокую жесткость, способность сопротивляться вибрациям. Благодаря чему срок службы шпиндельного устройства увеличивается. Консольные технологии повышают эффективность. Обработка торцевых поверхностей деталей становится возможной благодаря съемной планшайбе. Расточка отверстий большого диаметра упрощается. Свойство есть у вариантов 2Л614.
Разновидность конструкций определяет наличие тех или иных дополнительных деталей:
- Вариант с ЧПУ.
- Технологии идентификации по цифровому типу.
- Отсчеты координат в цифровом виде, для обработанной детали это важно.
2а614 – чем отличается модель?
Главное назначение модели с обозначением 2а614 – детали корпусного типа, до 2-тонного веса. Упрощается работа с конструкциями, где есть отверстия точных размеров со связью, предполагающей соблюдение параметров между осями. Расточные станки серии 2а614 – устройства универсального типа, открывающие доступ к следующим возможностям, как и изделия 2Л614:
- Обрабатывание канавок кольцевого устройства.
- Стачивание поверхности на торцах.
- Работы с выборкой, фрезерованием.
- Отверстия с разверткой.
- Зенкерование.
- Расточка отверстий. С этой функцией справляются и горизонтально расточные станки 2а622.
- Сверление.
Производитель может дополнительно установить резьбонарезное устройство, если есть необходимость. Даже на конструкцию 2Л614.
Обязательным дополнением становится зажимание инструментов механизированным способом. Для приспособления характерна высокая устойчивость к вибрационным воздействиям. Уровень производительности так высок, а управление такое удобное, что работа требует минимум усилий и вложений. Уровень точности также будет удивлять лишь приятно. Но этим могут похвастаться и горизонтально-расточные станки 2а622.
Стол с поворотом встраивается в любые конструкции. Он осуществляет движение вдоль, поперек шпиндельной части. Характерно наличие стоек впереди, не меняющих положение. Как и у модели 2Л614.
Работа также осуществляется за счет встроенной планшайбы, с радиальным суппортом. Шпиндель и планшайба не смогли бы двигаться без участия электромотора на переменном токе. Для этого используется скоростная коробка, с зубчатым устройством. Рукояточный механизм выбора передач тоже становится незаменимым помощником.
Мотор на постоянном токе отвечает за организацию подач. Широты спектра регулирования хватает, чтобы решение вопроса не вызвало дополнительных проблем. Величину подачи можно изменить в любой момент, не останавливая движение. Такую возможность обеспечивают и в моделях горизонтально-расточных станков 2м614.
2Л614 – о характеристиках оборудования
Этот станок также представляет группу с универсальными изделиями. Его применяют при обработке корпусных деталей, имеющих вес не больше 1000 килограмм. Характерны и другие особенности:
- Оснащение встроенным поворотным столом. Стандартные движения – с использованием продольного, поперечного направления. Их придерживаются и в изделии 2а622ф4.
- Стоит отметить наличие передней стойки, которая неподвижна.
- Среди главных агрегатов – электромотор на переменном токе, отвечающий за организацию вращательного движения, которое осуществляется при участии шпинделя, планшайбы.
- Управлять процессом легче при использовании механизма выбора передач с рукояткой. Как и в варианте 2а622ф4.
Станок-модификация 2л614 всегда дополняется не только планшайбой встроенной разновидности, но и суппортом, двигающимся радиально. Список выполняемых операций больше благодаря радиальному суппорту.
При обработке можно использовать так называемый выдвижной шпиндель. Тогда фрезерные работы позволяют не использовать суппорт радиального типа.
Станки принесут пользу предприятиям в сфере механики, инструментального производства. По точности есть соответствие категории, обозначаемой H. По-другому устроены изделия 2а622Ф4.
Видео: горизонтальный расточной станок с ЧПУ.
Skoda W200 – чем хороша данная модель?
Вариант актуален для владельцев проектов производства поштучно, мелкосерийно. В том числе – для деталей, корпусов серьезных габаритов. В зависимости от договоренности с заказчиками, производители могут поставлять два варианта: с контроллером УЦИ, либо при поддержке варианта ЧПУ. Немного по-другому устроены горизонтально-расточные станки 262Г.
Кроме того, любая модель оснащается:
- Угловыми головками.
- Шпиндельной установкой 200-миллиметрового диаметра, с выдвижным корпусом.
- Столом поворачивающегося типа, движение у которого – вдоль-поперек.
- Плитой, остающейся в одном положении.
- Стойкой, с поперечно-подвижным устройством. Которая есть и у 2а622Ф4.
Детали могут иметь максимальный 20-тонный вес при подобных обстоятельствах. Станок позволяет осуществлять нарезание резьбы, использовать фрезу на торце, обрабатывать торцы, и многие другие операции. Это современная конструкция, при производстве которой используются только комплектующие высокого качества.
Модель 2а622Ф4 не стала исключением. Ведь при выполнении подобных операций ошибки недопустимы. Одно из лучших предложений, доступное участникам Европейского рынка. Широко используется в экспорте, поставляется представителям зарубежных стран.
модели, технические характеристики, назначение :: SYL.ru
Расточной станок используются для обработки заготовок как в условиях единичного, так и серийного производства. Относится такое оборудование к классу универсального. Качественно обрабатывать изделия с его использованием можно в том числе и без переноса заготовок на какие-либо другие специализированные станки.
Основное назначение
Используются станки этого типа в первую очередь, конечно же, для расточки в заготовках отверстий разного диаметра. Но при необходимости их можно применять также для:
- обточки внешних поверхностей цилиндрических деталей;
- обработки торцов заготовок;
- зенкерования и развертывания отверстий;
- нарезания резьбы;
- фрезерования.

Виды расточных станков
Классифицироваться оборудование этого типа может по нескольким признакам. По сфере применения такие станки могут быть:
- универсальными токарно-расточными;
- специализированными.
Станки второй группы в свою очередь подразделяются на следующие разновидности:
- горизонтально-расточные;
- координатно-расточные;
- алмазно-расточные.
В последнее время очень широкое распространение на предприятиях получили расточные станки с ЧПУ.

Какие рабочие инструменты используются
Операции на таком оборудовании, как расточной станок, таким образом, могут производится самые разные. При обработке деталей на этих агрегатах используются такие режущие инструменты, как:
- сверло;
- резец;
- фреза;
- зенкер;
- метчик и т. д.
При выборе такого оборудования любой разновидности в первую очередь обращают внимание на диаметр шпинделя.
Каким может быть координатно расточной станок
Оборудование этого типа предназначено, прежде всего, для максимально точной обработки заготовок. Коородинатно-расточные станки могут быть:
- одностоечными;
- двухстоечными.
В конструкцию таких станков входят:
- станина;
- стойка;
- стол с салазками;
- расточная головка.
Также в конструкцию такого оборудования включена траверса.

Особенности работы на коородинатно-расточном станке
При использовании оборудования этого типа обрабатываемую заготовку предварительно закрепляют на рабочем столе. Далее в шпинделе устанавливают нужный режущий инструмент. Затем работа выполняется в следующем порядке:
- в зависимости от того, какую высоту имеет обрабатываемая деталь, регулируют траверсу и расточную головку;
- устанавливают шпиндель на заданные координаты.
Последняя операция на таком оборудовании, как координатно-расточной станок, в зависимости от его вида, может выполняться по-разному. На одностоечной модели шпиндель устанавливается должным образом путем перемещения рабочего стола в двух перпендикулярных направлениях. На двухстоечном оборудовании:
- стол передвигают в продольном направлении;
- расточную головку перемещают в поперечном направлении по траверсе.
Модельный ряд координатно-расточных станков
Выпускают такое оборудование сегодня многие производители. Но чаще всего на предприятиях используются координатно-расточные станки:
- 2Е450. Эта одностоечная модель имеет размеры стола 630 х 1120 мм и оснащена оптической измерительной системой, дополненной экранным отсчетом. Также этот расточной станок имеет функцию автоматической остановки салазок. Еще одним повышающим удобство в работе дополнением в этой модели является устройство предварительного набора координат.
- 2Д450. Эта модель также имеет размеры стола 630 х 1120. Входящее в ее конструкцию оптическое устройство может отсчитывать как целую, так и дробную части координат.
Могут использоваться на предприятиях, конечно же, и другие координатные расточные станки. Модели 2А450, 2Л450АФ11-01, к примеру, также сегодня очень востребованы.

Горизонтально-расточные станки
Такое оборудование используется на предприятиях и в мастерских также достаточно часто. Основной его отличительной особенностью является то, что шпиндель в нем расположен горизонтально. Основным движением последнего является вращательно-поступательное относительно оси. При этом во время обточки может осуществляться как подача заготовки, так и передвижение самого рабочего инструмента.
Перемещение шпиндельной бабки на таком оборудовании, как горизонтально-расточной станок, является движением дополнительным.
Какие модели могут использоваться
На рынок сегодня может поставляться оборудование этого типа как обычное универсальное со шпинделем диаметром 110-130 мм, так и тяжелое. Станки последней разновидности обычно дополнительно оснащаются ползуном и подвижной колонной.
Моделей такого оборудования производителями выпускается также множество. К примеру, большой популярностью у потребителей пользуются агрегаты линеек ВФЦ и F.O.R.T.
Горизонтально расточной станок ВФЦ может быть предназначен для обработки заготовок весом до 10 тонн. Применяются такие станки в основном для растачивания деталей из чугуна и стали. Построены эти модели по модульному принципу и имеют поворотный стол.
Станки серии F.O.R.T также представлены на рынке в очень широком ассортименте. Конструкцию они могут иметь классическую с крестообразным столом либо с подвижной колонной. Размеры стола у горизонтально-расточных станков F.O.R.T варьируются от 1250 х 1400 мм до 4000 х 4000 мм. Диаметр шпинделя при этом у них может быть равен 100-260 мм.
Алмазно-расточные станки
Оборудование этой разновидности предназначено в основном для тонкой окончательной обработки заготовок. Инструменты в таких станках, как уже можно судить по их названию, используются либо алмазные, либо твердосплавные. Расточной станок этой разновидности может применяться для обработки заготовок как из стали и чугуна, так и из сплавов цветных металлов, эбонита, текстолита, резины и т. д. В ряде случаев алмазная расточка может заменить даже шлифование.
Резка на таком оборудовании производится со значительной скоростью и при этом небольшой глубиной снятия материала. По расположению шпинделя алмазно-расточные станки могут быть горизонтальными или вертикальными.

Модельный ряд
Этот вид оборудования на рынке представлен не так широко, как горизонтально- и коородинатно-расточные станки. Однако марок подобных агрегатов выпускается сегодня также довольно-таки много. Одной из самых популярных моделей такого оборудования является 2А78. Очень неплохие имеет этот расточной станок технические характеристики. Размеры стола у этой модели равны 500 х 1000. С использованием этого оборудования можно делать отверстия в заготовках диаметром 27-200 мм.
Токарно-расточные станки
Основной особенностью оборудования этой разновидности является очень высокая скорость вращения шпинделя. Токарно-расточной станок может использоваться для обработки как плоских деталей, так и цилиндрических.
При работе на таком оборудовании заготовка крепится на столе. При этом шпиндель совершает вращательно-поступательное движение.
Современной промышленностью выпускаются в том числе и токарно-расточные станки крупногабаритные. Диаметр обточки у такого оборудования может быть равен 4 м. При этом на станке допускается выполнять обработку деталей длиной до 32 м. Наиболее востребованной моделью токарно-расточного станка на данный момент является 2А656РФ11.
Оборудование с ЧПУ
ЧПУ могут дополняться как алмазно-, так и горизонтально-, токарно- или координатно-расточные станки. Современная электроника, конечно же, в разы повышает удобство пользования этим оборудованием. Работой станка с ЧПУ токарь управляет не вручную, а через компьютер. Это позволяет добиться высочайшей точности сверления или резки и максимальной производительности.

Использоваться расточные станки с ЧПУ могут как для черновой, так и для чистовой обработки заготовок. Стоят они, конечно же, намного дороже обычных моделей. Работать на таких станках могут только токари, прошедшие переквалификацию по соответствующей программе.
Координатно-расточные станки с ЧПУ: технические характеристики Координатно-расточной станок
Алмазно-расточные станки
Среди токарного оборудования станки, которые относятся к координатно-расточной группе, считаются наиболее точными. Координатно-расточной станок устанавливается для получения сложных деталей, производство которых вызывает большое количество трудностей. Горизонтально координатно-расточной станок или с вертикальной компоновкой предназначен для получения деталей с несколькими отверстиями, расположенными относительно друг друга с определенным смещением. Впервые появился именно координатно-расточной станок с ЧПУ, так как принцип работы основан на перемещении заготовки относительно режущего инструмента с точностью до одной тысячной миллиметра. При этом устройство может контролировать точность размеров, а также расположения заготовки в автоматическом режиме.
 Координатно-расточной станок
Координатно-расточной станокОбласть применения
Координатно-расточные станки для дерева и металла не существенно отличаются друг от друга, разница заключается лишь в том, какая нагрузка может выдерживаться и какие режущие инструменты устанавливаются в шпинделе. Конечно, на моделях, предназначенных для дерева, не следует проводить обработку заготовок из металла.
Координатно-токарно-расточной станок создавался для получения межцентровых отверстий, расположенных относительно друг друга на определенном расстоянии. Работа устройства проводится без установки специальных измерительных приспособлений, которые предназначены для направления инструмента.
Следует учитывать, что принцип работы координатно-расточного станка предусматривает выполнение следующих операций:
- Получение глухих и сквозных отверстий.
- Выполнение финишного прохода по поверхности фрезой.
- Расточки и развертки.
- Разметочные работы и обработка торцевых поверхностей.
- Контроль заданных размеров.
Схема координатно-расточного станка определяет то, что большинство заготовок представлено корпусными деталями. Кроме этого проводится выполнение работы по созданию отверстий в кондукторах, в которых они должны быть расположены с высокой точностью относительно друг друга.
Расточка и другие операции на координатно-расточном станке могут проводиться в рамках выпуска средних и больших партий деталей.

Составные части станка и пример обрабатываемых отверстий
Устанавливаемые инструменты координатно-расточного станка позволяют проводить и разметку деталей, в основном межцентровых расстояний. Особенности конструкции позволяют создавать отверстия, которые расположены под углом или во взаимно перпендикулярных плоскостях. Шпиндель координатно-расточного станка позволяет выполнять создание отверстий, которые находятся с торцевых сторон.
Рассматривая виды и модели координатно-расточных станков следует отметить, что оборудование может оснащаться оптическим отсчетным устройством, а также системой ЧПУ контроля позиции заготовки и режущего инструмента. При этом производители координатно-расточных станков указывают на то, что подобное оборудование является сочетанием измерительной и металлообрабатывающей машины. Именно поэтому в некоторых случаях базирование заготовки проводится на рассматриваемом станке, а вот обработка выполняется другим оборудованием.
Если основные узлы координатно-расточных станков находятся в хорошем техническом состоянии, то точность обработки составляет 0, 004 миллиметра. На металлообрабатывающем оборудовании обычной токарной группы нельзя получить детали со столь точными размерами. Рассматривая ГОСТ и нормы точности координатно-расточных станков следует также отметить, что некоторые снабжаются устройством цифровой индикации, которое позволяет контролировать размеры с точностью вплоть до тысячных миллиметра.
Возможная компоновка
Рассматривая координатно-расточные станки и их технические характеристики следует уделить внимание тому, что их применение рентабельно только в случае необходимости точного позиционирования инструмента. При этом выделяют:
- Модели с одной стойкой.
- Двухстоечный координатно-расточной станок.
В чем заключается разница подобных моделей? Рассматривая описание координатно-расточных станков следует уделить внимание тому, сколько колон возвышается над столом. При больших размерах стола для повышения жесткости конструкции и обеспечения более высокой точности позиционирования инструмента устанавливается две стойки. Координатно-расточной современный станок конструктивно может существенно отличаться, что следует учитывать.

Общий вид координатно-расточного станка
Особенности конструкции
Горизонтальный координатно-расточной металлообрабатывающий станок получил весьма большое распространение, так как основные узлы удобно расположены для обработки заготовок больших размеров. Схема координатно-расточного одностоечного и двухстоечного станка существенно отличаются. Примером можно назвать токарно-расточной станок одностоечного типа:
- Основная часть конструкции представлена станиной, на которой расположены все узлы.
- Расточка на координатно-расточном современном станке проходит за счет установки особой расточной головкой. В некоторых случаях она предусматривает быструю смену инструмента. Инструмент координатно-расточного современного станка может крепиться через специальную оснастку.
- Крестовой стол. Принцип работы этого оборудования определяет возможность перемещения заготовок в двух направлениях.
Двухстоечные координатно-расточные станки производители выпускают со следующими узлами:
- Все тот же стол, на котором проводится обработка устанавливаемых заготовок. Их можно закрепить для того, чтобы получить отверстие или несколько с точным взаимным расположением.
- Стойка и станина. Многие модели предусматривают расположение инструмента над корпусной или другой деталью. Шпиндель может быть самым различным.
- Расточная головка. Основные технические характеристики определяются особенностями устанавливаемой расточной головки. Некоторое оборудование имеет головки с автоматической сменой инструмента.
Практически во всех случаях двухстоечный координатно-расточной станок или одностоечного типа имеет станину, которая состоит из двух плоских и одной Т-образной направляющей. По данным направляющим проходит передвижение салазок. Нормы точности выдерживаются согласно ГОСТ благодаря точному позиционированию всех элементов относительно друг друга. На самых различных элементах конструкции могут быть расположены блоки управления: их виды зависят от того, какая фирма занимается производством оборудования, и какая система управления установлена.

Электрическая схема координатного-расточного станка на примере 2А450МФ
Принцип действия
На момент производства рассматриваемого оборудования учитываются следующие моменты:
- Деталь закрепляется на столе, который, как ранее было отмечено, может передвигаться по установленным направляющим. Этот момент определяет то, что можно проводить получение отверстий растачиванием
- Как практически во всех металлообрабатывающих станках, так и в тех, что могут обрабатывать дерево, есть шпиндель. Стоит учитывать, что шпиндель предназначается для крепления режущего инструмента. У некоторых моделей шпиндель представлен головкой, которая может сменять режущий инструмент согласно заданной программе. За счет этого существенно упрощается процесс. Шпиндель может быть расположен на различных элементах, все зависит от особенностей конкретной модели.
- Расточная головка и траверса также закрепляются оператором на необходимой высоте, которая зависит от размеров детали.
Рассматривая токарно-расточной станок следует уделить внимание тому, что позиционирование шпинделя проводится следующим образом:
- Описание этого оборудования определяет возможность позиционирования путем установки стола благодаря перпендикулярно расположенным относительно друг другу направляющим.
- Устанавливаемая головка может перемещаться по траверсе. Именно поэтому токарно-расточной станок может применяться для получения отверстий на корпусных заготовках весьма больших габаритов.
Однако сложность конструкции заключается не в возможности позиционирования инструмента и заготовки относительно друг друга, а в высокой точности всех размеров. Стандарт определяет точность не менее 0,004 мм погрешности.
Модели с ЧПУ
Следует учитывать тот момент, что координатно-расточной современный станок с ЧПУ получил весьма большое распространение в последнее время. Это связано с тем, что по ГОСТу размеры многих деталей должны быть весьма точными. Поэтому если по ГОСТ точность должна быть очень высокой, а производство проводится в течение короткого промежутка времени, следует уделить внимание координатно-расточным станкам с ЧПУ.

Координатно-расточной станок с ЧПУ
Почему данный тип оборудования сегодня настолько востребован?
Координатно-расточные станки с ЧПУ оснащаются компьютерами, через которые проводится установка координат и режимов обработки. За счет того, что ГОСТ соблюдается не вручную оператором, а точность контролируется компьютером существенно снижается вероятность появления погрешности. Поэтому ГОСТ сегодня соблюсти можно только при установке моделей, которые снабжаются блоком ЧПУ.
Модели с ЧПУ могут применяться как для черновой, так и для чистовой обработки. Однако стоит учитывать, что оператором могут стать только подготовленные люди, несмотря на отсутствие необходимости в ручном управлении. Токари и другие специалисты должны проходить переподготовку для того чтобы правильно управлять оборудованием.
Достоинствами моделей с блоком числового программного управления можно назвать:
- Высокую точность работы.
- Высокий показатель производительности.
- Возможность установки на автоматизированных линиях.
- Защищенность зоны резания от окружающей среды.
- Возможность получения сложных заготовок, которые имеют различные плоскости и отверстия: глухие, пересекающиеся, наклонные и так далее.
- Компактные размеры при высокой производительности.
Однако есть и несколько существенных недостатков:
- Достаточно высокая стоимость. Применение современных технологий определяет существенное удорожание оборудования. Поэтому рентабельность установки станков с ЧПУ должна быть тщательно просчитана.
- Сложность в обслуживании. Стоит помнить о том, что координатно-расточной станок с ЧПУ может обслуживать и ремонтировать исключительно специалист, имеющий соответствующие навыки. В случае повреждения или выхода из строя одного из узлов придется обращаться к продавцу или компаниям, которые предоставляют услуги по ремонту. Решить проблему самостоятельно будет практически не возможно.
- В некоторых случаях для наладки производства при установке станков с ЧПУ нужно нанимать специалиста. Это связано со сложностями, которые возникают при составлении программы по обработке и наладке оборудования.
- Показатель трудозатрат снижается до 80%, а производительности увеличивается примерно на 50%. Эта информация определяет то, что один станок с ЧПУ может заменить три обычных.
Современные нормы изготовления различных деталей обязывают заводы и иные организации, занимающиеся производством устанавливать станки с ЧПУ. Это связано с тем, что только они могут обеспечить высокую точность размером и показателя шероховатости поверхности.
Лучшими производителями считают МЗКРС и «Стан-Самара». Они выпускают модели, которые устанавливаются практически на всех заводах и производственных линиях. Наиболее распространенными моделями назовем 2В440А, 2Д450, 2А450. При выборе наиболее подходящей модели уделяют внимание на следующие моменты:
- Максимальные размеры заготовки.
- Масса конструкции.
- Максимальный и минимальный диаметр отверстия.
- Скорость, с какой может вращаться режущийся инструмент.
- Максимальный вес заготовки.
- Мощность главного привода и всех дополнительных электродвигателей.
Чаще всего это металлообрабатывающее оборудование устанавливается в машиностроительных цехах. Сегодня распространение получили и модели, выпускаемые под брендом Newall (Англия). Еще относительно небольшое распространение получили модели, выпускаемые под брендами WHN и WKV.
Координатно-расточный станок: виды и модели
Среди оборудования своеобразными «аристократами» называют координатно-расточные станки, которые предназначаются для создания самых ответственных деталей – отверстий с небольшими отклонениями их взаимного размещения. На подобных станках имеется специальное отсчетное устройство, при помощи которого можно заготовка относительно инструмента перемещается с погрешностью не больше 0,001 миллиметра, и контролирующее устройство для проверки отклонений размеров на обработанных деталях.
Содержание:
- Предназначение координатно-расточного станка
- Классификация координатно-расточных станков
- Модели координатно-расчетных станков
Предназначение координатно-расточного станка
Координатно-расточные станки предназначаются для обработки межцентровых отверстий, расстояние между которыми должно точно выдерживаться от базовых поверхностей в прямоугольной системе координат, без использования приспособлений для направления инструмента.
На подобных станках производится сверление, чистовое фрезерование, растачивание, развертывание и зенкерование отверстий, контроль и измерение деталей, чистовое фрезерование торцов, а также разметочные работы. Станки применяются для проделывания отверстий в корпусных деталях и приспособлениях, а также кондукторах, для которых нужна существенная точность взаимного размещения отверстий, в мелкосерийном, единичном и массовом производстве.
На станках наряду с растачиванием выполняются разметка и проверка размеров, в том числе и межцентровых расстояний. Применяя поворотные столы, которые поставляются со станком, можно обрабатывать отверстия, что заданы в полярной системе координат, взаимноперпендикулярные и наклонные отверстия, а также протачивать торцовые поверхности.
Станок оснащен оптическими отсчетными устройствами, которые позволяют отсчитывать целые и дробные части координатного размера. Так как устройство координатно-расточных станков является соединением измерительной машины и металлорежущего станка, то работая на подобном оборудовании, можно контролировать детали, обработанные на других станках.
При нормальной эксплуатации вертикальный координатно-расточный станок способен обеспечивать точность межцентровых расстояний в системе координат порядка 0,004 миллиметра. Чтобы получить более точное расстояние между центрами отверстий, оснащают координатно-расточный станок устройством цифровой индикации, которое дает оператору возможности произведения установки координат с дискретностью около 0,001 миллиметра.
Классификация координатно-расточных станков
Бывают координатно-расточные станки одно- и двухстоечными. Имеют одностоечные станки в своей конструкции крестовый стол, который предназначается для передвижения заготовки в двух направлениях, которые являются взаимно перпендикулярными. Основным движением здесь являются вращающиеся движения шпинделя, а движением подачи – вертикальное перемещение шпинделя.
Двухстоечные станки в своей конструкции имеют стол, который находится на направляющих. Стол способен перемещать установленную заготовку в направлении координаты Х. При движении шпиндельной бабки ось шпинделя передвигается относительно изделия, установленного на столе, в направлении координаты У. Для опускания и подъема шпиндельной бабки поперечину принято перемещать вниз или вверх по направляющим стоек.
Основываясь на уровне автоматизации, координатно-расточные станки разделяют на станки с ЧПУ, цифровой индикацией и набором координат, а также с автоматической сменой заготовок и инструментов, которые позволяют выполнять разные фрезерные работы с высоким уровнем точности.
Зависимо от характера производимых операций, конструктивных особенностей и назначения, координатно-расточные станки бывают универсальными и специализированными. Универсальные станки, в свою очередь, разделяются на горизонтально-расточные и отделочно-расточные. Самым существенным параметром для всех видов станков выступает диаметр расточного шпинделя.
Модели координатно-расчетных станков
Популярные модели координатно-расточных станков в своей конструкции имеют прямоугольный стол с поперечным и продольным перемещением. Предусматривается установочное передвижение шпиндельной бабки. Ускоренное и рабочее перемещение стола в поперечном и продольном направлении проводится электрическими приводами с широчайшим диапазоном регулирования, который позволяет увеличить жесткость и производительность координатно-расточного станка при фрезеровании. Рассмотрим подробнее технические характеристики популярных моделей координатно-расточных станков.
Координатно-расточный станок 2а450
Размеры координатно-расточного станка 2а450, включая ход салазок и стола, – 2670 на 3305 на 2660 миллиметров. Рабочая поверхность стола имеет размеры 1100 на 630 миллиметров. Вес станка, не учитывая массу принадлежностей и электрошкафа, – 7300 килограмм. При работе на данном станке можно достичь наибольшего диаметра сверления в 30 миллиметров и наибольшего растачиваемого отверстия в 250 миллиметров при использовании изделия с максимальным весом в 600 килограмм. Частота вращения шпинделя достигает 50-2000 оборотов в минуту, скорость передвижения изделия при фрезеровке доходит 30-200 оборотов в минуту. При использовании координатно-расточного станка 2а450 мощность электродвигателя достигает 4,5 вКт, частота вращения – 1800 оборотов в минуту.
Координатно-расточный станок 2д450
Координатно-расточный станок 2д450 имеет такие размеры (с ходом салазок и стола) – 3305 на 2705 на 2800 миллиметров. Рабочая поверхность имеет габариты 1100 на 630 миллиметров. Вес станка без электрошкафа и необходимых принадлежностей – 7800 килограмм. Наибольший диаметр расточки отверстий составляет 250 миллиметров, при этом возможно использование изделия с весом до 600 килограмм. В минуту число оборотов шпинделя составляет 50-2000. Мощность установленного на станке электродвигателя – 2 вКт, частота вращения – 700 оборотов в минуту.
Координатно-расточный станок 2в440а
Габариты координатно-расточного станка 2в440а, в том числе хода салазок и стола, – 2520 на 2195 на 2430 миллиметров. Длина рабочей поверхности стола составляет 800, а ширина – 400 миллиметров. Масса станка с выносными принадлежностями составляет 3630 килограмм. При использовании координатно-расточного станка 2в440а возможно достижение максимального диаметра сверления в сплошном материале 25 миллиметров и максимального диаметра расточки в 250 миллиметров при использовании изделий с наибольшим весом в 320 килограмм. Предел частоты вращения шпинделя доходит в минуту до 50-2000 оборотов, мощность электродвигателя составляет 2,2 вКт, частота вращения – 800 оборотов в минуту.
Координатно-расточный станок 2431
Модель 2431 имеет габаритные размеры – 1900 на 1445 на 2435 миллиметров и вес без электрооборудования – 2510 килограмм. Масса электрооборудования к координатно-расточному станку 2431 составляет 420 и комплекта принадлежностей 380 килограмм. Габариты рабочей поверхности стола – 560 на 320 миллиметров. При использовании данной модели достигается максимальный диаметр сверления в 18 миллиметров и максимальный диаметр расточки в 125 миллиметров при применении изделий с наибольшим весом в 250 килограмм. Предел частоты вращения шпинделя в минуту составляет от 75 до 3000 оборотов, общая мощность электродвигателей составляет 2,81 вКт, мощность главного двигателя 2,2 Квт.
Координатно-расточный станок 2421
Габариты координатно-расточного станка 2421 составляют – 900 на 1615 на 2207 миллиметров. Рабочий стол имеет размеры 450 на 250 миллиметров. Масса станка с комплектом принадлежностей составляет 1610 килограмм. Используя данную модель, можно достичь максимального диаметра сверления в сплошном материале 12 миллиметров и максимального растачиваемого отверстия в 80 миллиметров при использовании изделий с наибольшим весом в 150 килограмм. Частота вращения шпинделя составляет от 135 до 3000 оборотов в минуту. Мощность электродвигателя – 10 вКт.
Таким образом, координатно-расточные станки выполняют самую ответственную функцию – проделку отверстий и контроль их отклонений. Станок оснащен устройством цифровой индикации, которое дает возможность оператору устанавливать координаты с дискретностью 0,001 миллиметра, а также отсчетными устройствами для отсчитывания целой и дробной части координатного размера.
Алмазно-расточные станки: принцип работы и виды
Алмазно-расточные станки используются в сфере шлифования конической формы фасонных вращающихся поверхностей, специальных канав и торцов, подходят при тонком растачивании цилиндрических плоскостей. Такие агрегаты используются при последней стадии шлифовки отверстий. Тонкое растачивание гарантирует гладкость металлической поверхности и 100%-ную точность различной формы углублений.
 Алмазно-расточные станки
Алмазно-расточные станкиОборудование такого типа укомплектовано двумя разновидностями механизма:
- твердосплавный – используется для резки стальных и чугунных материалов;
- алмазные – обработка пластмассовых, вулканизованных видов каучуков, прочих синтетических материалов.
Почти все модели алмазно-расточных станков с числовым программным обеспечением используются не только для создания запчастей к автомобильным двигателям, но и для создания точных деталей для двигателей различных других станков или иного оборудования. Это программное обеспечение создано на базе компьютеризированной системы управления, работающей с приводами технологического оборудования.
Чтобы понять, как работает станок, создана специальная кинематическая схема, на которой изображена последовательность передачи движения от двигателя станка к остальным его рабочим органам, а также их взаимосвязь.
Растачивание тонкого типа
Это заключительный этап шлифования отверстий, которое выполняется высокопрочными инструментами – алмазными или из твердосплавных материалов. Алмазно-расточной станок предназначен для расточки текстолитовых заготовок, цветных металлов, каучуковых, эбонитовых и иных синтоматериалов. К числу таких деталей принадлежат гильзы, шатуны, втулки, вкладыши, проем для пальца в поршнях, головки блока, и многое подобное. Такое растачивание осуществляется при небольших углублениях, высокоскоростным процессом резания, что обеспечивает наименьшую шероховатость отполированных деталей.

Тонкое растачивание
Алмазный вид растачивания обеспечивает отсутствие эффекта шаржирования (т.е. абразивные частицы осуществляют мягкую обработку поверхностного слоя заготовок). Этот эффект появляется в процессе хонингования, шлифовке и доводке будущей запчасти. Он уменьшает износоустойчивость запчастей.
Виды станков
Все модели алмазно-расточных станков представлены четырьмя видами: вертикально и горизонтально направленные, а по количеству шпинделей – много- и одношпиндельные. Вертикальные одношпиндельные ставки наделены раздельным приводом с главным движением, а именно круговое движение шпинделя производится благодаря, ременной передаче. Горизонтальные виды предназначаются для проведения работ наивысшей точности, поэтому у них двигатель располагается за пределами станка, не предусмотрена коробка передач, а вращение шпинделям придается на основе тех же ременных передач. Чтобы настроить интенсивность вращения используются сменные и ступенчатые шкивы.

Общий вид алмазно-расточного станка
Вертикальные модели с одним шпинделем передают движение подачи по специальному шпинделю, а вот в горизонтальных двух или односторонних станках по специальной поверхности при помощи приспособления, которое будет надежно закреплять будущее готовое изделие. Стол осуществляет целый комплекс из заумных рабочих перенесений, путем подач детали различным головкам шпинделя, которые фиксируют на специальных мостиках. Специализированный алмазно-расточной станок работает немного по другому принципу: перемещение происходит благодаря шпиндельным головкам, а сама заготовка фиксируется в недвижимом положении.
Полуавтомат отделочно-расточной 2705
Алмазно-расточной станок 2705 с функцией автопрограммирования цикла, который предназначен для шлифовок цилиндрических, точных конических или фигурных поверхностей, чтобы вырезать канавки, подрезания внутренних или наружных торцов. Возможности этой машины помогают обрабатывать сразу пару небольших отверстий в мелкокалиберных элементах всего лишь за несколько подходов.

Алмазно-расточной станок 2705
Устройство станка позволяет фиксировать детали специальным приспособлением на рабочей поверхности, который производит рабочую передачу с быстрой конвенцией и бесступенчатым контролем скорости. Механизм 2705 позволяется использовать на предприятиях и фабриках, осуществляющих масштабное и массовое изготовление металлических составляющих.
Характеристики алмазно-расточного станка 2705:
- калибр отверстия в виду расточки – 8-200 мм;
- габариты плоскости стола – 320х500 мм;
- напряжение составляет 220/380 В;
- количество головок шпинделя, закреплённых на мостике – 3221.
Более подробный обзор станка показывает вес и многие другие характеристики изделия. Также вы можете посмотреть фото алмазно-расточного станка.
Односторонний алмазно-расточной станок 2706
Алмазно-расточной станок 2706 создан для растачивания цилиндрических отверстий. Он состоит из станины, сверху которой установлены два специализированных мостика, и между них на направляющих станины движется стол. Инструкция по эксплуатации станка 2706 говорит о том, что станок работает на основе электродвигателя, который установлен в станине и закрыт специализированным кожухом от попадания стружки.

Алмазно-расточной станок 2706
Для того, чтобы рассмотреть то, как он работает, вам понадобится электросхема. На станине также имеется гидростанция, которая осуществляет подачу масла в цилиндры, движущие механизмы станка. Схема работы показывает, что она управляется при помощи пульта и гидропанели. Если изучить паспорт изделия и его характеристики, то можно заметь, что все электрооборудование находится в специальном шкафу.
При выборе алмазно-расточного станка, обязательно просматривайте схему работы и паспорт устройства, потому как не все изделия работают по одинаковой схеме. Некоторые из них предусмотрены для того, чтобы более качественно обрабатывать детали различных двигателей. К тому же каждая модель алмазно-расточного станка рассчитана на создание определенных запчастей и приспособлений и иные детали невозможно будет обработать.
Сверлильные и расточные станки
Содержание страницы
Сверлильный станок появился в глубокой древности и использовался еще для получения отверстий в каменных топорах (рис. 1, а), а история каменных орудий насчитывает 400-100 тыс. лет. Среди археологических находок, датированных 3000 г. до н. э. и обнаруженных в Египте и Месопотамии, есть металлические сверла. К XV в. сверлильный станок стал коловоротом, в котором использовался кривошип.
Сверлильный станок братьев Черепановых (рис. 1, б) выглядит довольно современно, но еще совсем недавно повсеместно использовались простейшие сверлильные станки, закрепляемые на стену (рис. 1, в). Такой станок еще в 1950-е гг. был в кузнице деревни Скарчево Барановичского района. А на рис. 1, г показан станок, применявшийся на заводах в начале ХХ в.
На сайте УП «МЗОР» можно прочитать, что в 1927-1928 гг. на заводе выпущены первые при советской власти 200 белорусских сверлильных станков. Тогда завод носил имя «Энергия».
1. Классификация сверлильных станков
По технологическому назначению сверлильные станки делят на универсальные (вертикально-сверлильные, радиально-сверлильные, многошпиндельные) и специализированные (горизонтально-сверлильные для глубокого сверления, центровальные для получения центровых отверстий в торцах заготовок валов, станки для обработки отверстий в коленчатых и кулачковых валах, шатунах, фильерах и т. д. ). Специализированные станки применяют в условиях серийного и массового производства.
Сверлильные станки по типу делятся:
- на вертикально-сверлильные;
- полуавтоматы одношпиндельные и многошпиндельные;
- радиально-сверлильные;
- горизонтально-сверлильные;
- специализированные и центровальные.
Вертикально-сверлильные станки составляют основную часть парка сверлильных станков и выпускаются двух конструктивных разновидностей: на колонне (основной и наиболее распространенный тип, предназначены для сверления отверстий диаметром 18, 25, 35, 50, 75 и 100 мм в материалах, по прочности соответствующих стали 45) и настольные (устанавливаются на верстаке и предназначены для сверления отверстий диаметром 3, 6, 12 и 16 мм в деталях малых и средних размеров из стали 45 в единичном и мелкосерийном производстве)
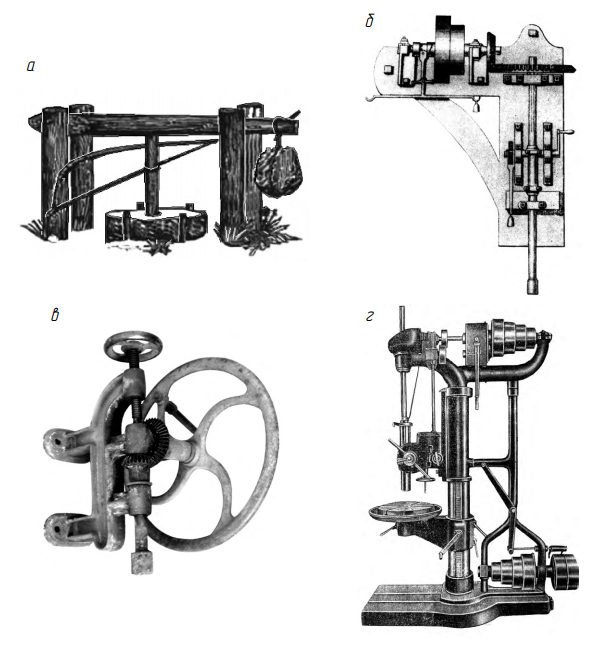
Рис. 1. Простейшие сверлильные станки
На вертикально-сверлильных станках для совмещения осей обрабатываемого отверстия и режущего инструмента заготовку вместе с приспособлением приходится перемещать по столу станка вручную. Это затрудняет обработку крупных тяжелых заготовок. Их гораздо удобнее обрабатывать на радиально-сверлильных станках, на которых совмещение осей отверстии и инструмента производится перемещением шпинделя станка относительно неподвижной заготовки. Вылет консоли у радиально-сверлильных станков до 2000 мм. Предназначены они для сверления отверстий диаметром до 100 мм в стальных деталях.
Горизонтально-сверлильные станки применяют для обработки отверстий очень большой длины. Так, станок модели Т2150 (производства фирмы Dezhou (КНР)) может обрабатывать отверстия ∅80 мм и глубиной до 12 м.
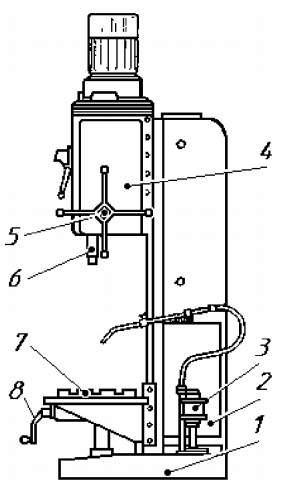
Рис. 2. Вертикальносверлильный станок модели 2Н118
2. Компоновка и устройство вертикально-сверлильного станка
Рассмотрим основные узлы вертикально-сверлильного станка (рис. 2) . Фундаментная плита коробчатой формы 1 является одновременно основанием и резервуаром для смазывающе-охлаждающей жидкости. На основании смонтирована пустотелая колонна 2, имеющая на своей передней поверхности направляющие типа «ласточкин хвост». В нижней части колонны на направляющих с опорой на основание закреплен стол 7, который можно перемещать с помощью рукоятки 8 в наладочном режиме вверх и вниз по направляющим в зависимости от габаритов детали На столе есть Т-образные пазы для крепления зажимного приспособления На верхней части колонны на направляющих закреплена сверлильная головка 4 с коробками скоростей и подач и шпинделем 6. Механизм подач обеспечивает механическое или ручное (маховиком 5) перемещение шпинделя. Для извлечения инструмента из конуса шпинделя применяется специальный механизм. Сверлильная головка также в наладочном режиме может перемещаться по колонне Сверху на сверлильной головке установлен фланцевый трехфазный асинхронный электродвигатель.
В нише колонны подвешен груз, уравновешивающий массу шпинделя. Электрооборудование станка расположено в электрошкафу В целом станок предназначен для работы в единичном производстве, но, применив быстросменный сверлильный патрон и автоматическое отключение подачи при достижении сверлом нужной глубины, станок можно использовать в крупносерийном и массовом производстве. Еще лучшие результаты получаются при оборудовании станка загрузочным приспособлением.
Кинематическая схема вертикально-сверлильного станка модели 2Н118 (рис. 3) состоит из двух настраиваемых цепей: цепи главного движения и цепи подач, которые сообщаются шпинделю с инструментом.
Главное движение (вращение шпинделя) осуществляется от вертикально расположенного электродвигателя (N = 1,7 кВт; n = 1420 мин-1) . Коробка скоростей с помощью двух тройных блоков зубчатых колес сообщает шпинделю девять различных скоростей вращения шпинделя. Через зубчатую передачу 1-39 движение передается на вал I. Зубчатые пары 3-37, 4-36 и 5-35 передают движение на вал VIII, с которого на вал III, изготовленный в виде полой гильзы с внутренним шлицевым отверстием, вдоль которого перемещается шпиндель VII, движение передается колесами 35-34, 34-32 и 30-31.
Движение подачи передается на гильзу шпинделя через зубчатые колеса 29-6, тройной блок 28-7 или 27-10, или 26-12. Дальше движение снимается двойным блоком через пары 12-11 или 8-9 и через передачу 13-18, муфту, червячную пару 19-23 передается на реечное колесо 24, а потом на рейку, нарезанную на пиноли шпинделя (m = 2,5 мм). Коробка подач обеспечивает получение шести различных подач.
Вспомогательные движения, обеспечивающие перемещение сверлильной головки вдоль колонны с расположенными внутри ее коробками скоростей, подачи шпинделя и механизма подач, осуществляются вращением соответствующей рукоятки через червячную 17-14 и реечную 15-16 пары. Вертикальное перемещение стола производится вручную поворотом рукоятки через коническую 21-22 и винтовую 20 пары.
3. Компоновка и устройство радиально-сверлильного станка
Радиально-сверлильные станки применяются для обработки крупных деталей в индивидуальном и серийном производстве, а также для сверления в деталях нескольких отверстий при больших межцентровых расстояниях. Радиально-сверлильный переносной станок 2К522 (рис. 4, табл. 1) предназначен для обработки отверстий в мелких, средних и, главным образом, в труднодоступных местах крупных деталей.
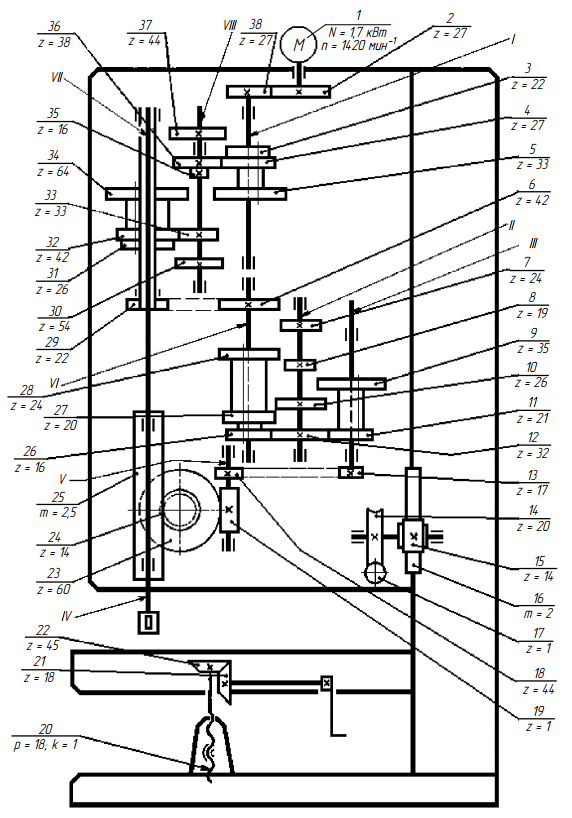
Рис. 3. Кинематическая схема вертикально-сверлильного станка модели 2Н118
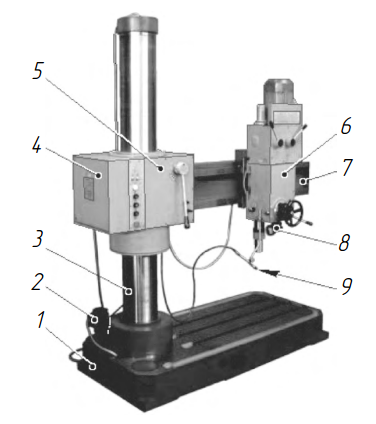
Рис. 4. Радиально-сверлильный станок модели 2К522 РУП «Гомельский завод станочных узлов»: 1 — основание; 2 — насос охлаждения; 3 — колонна; 4 — электрооборудование; 5 — корпус; 6 — сверлильная головка; 7 — траверса; 8 — светильник; 9 — подвод СОЖ
Таблица 1
Технические характеристики радиально-сверлильного станка 2К522
| Характеристика | Значение |
| Расстояние от оси шпинделя до колонны, мм | 300. ..800 |
| Расстояние от торца шпинделя до основания, мм | 200…1000 |
| Число ступеней частоты вращения шпинделя | 12 (45, 63, 90, 125, 180, 250, 355, 500, 710, 1000,1400, 2000) |
| Число подач шпинделя | 4 (0,056; 0,1; 0,18; 0,32) |
| Наибольшее усилие подачи, Н | 5000 |
| Мощность главного привода, кВт | 1,5 |
На станке можно выполнять сверление диаметром до 25 мм в стали, рассверливание, зенкерование, развертывание, нарезание резьбы до М16 в разных плоскостях и под любыми углами. При соответствующей оснастке на станке можно выполнять растачивание, хонингование, полирование и мелкое фрезерование концевыми фрезами.
Радиально-сверлильный станок 2К522 имеет фундаментную плиту 1 прямоугольной формы, одновременно являющуюся столом для установки деталей. Для повышения устойчивости станка, а также для выставления зеркала основания в горизонтальной плоскости служат приставные опоры, которые устанавливаются на боковые стороны основания.
На основании неподвижно монтируется колонна 3, которая несет на себе корпус 5 с траверсой 7 и сверлильной головкой 6. В корпусе 5 расположены механизмы подъема и опускания корпуса, зажима корпуса на колонне, поворота траверсы вокруг горизонтальной оси и поворота корпуса вокруг колонны.
Сверлильная головка 6 состоит из коробок скоростей и подач с механизмами переключения, механизма подач, штурвального устройства, механизмов перемещения и поворота сверлильной головки, шпинделя, механизма реверса вращения шпинделя. Шпиндель монтируется на подшипниках 5-го класса точности и снабжен безударным выбивным устройством для удаления инструмента из конического отверстия.
Сверлильная головка перемещается вправо-влево по расположенным на лицевой стороне траверсы направляющим. Для работы в стесненном пространстве (поверхности внутренних объемов) на станке предусмотрена возможность демонтажа траверсы и установки вместо нее сверлильной головки.
К основанию станка крепится бак с охлаждающей жидкостью и насосом 2. Электрооборудование 4 собрано в шкафу на корпусе.
При наладке станка совмещение оси шпинделя с осью размеченного отверстия в заготовке производится поворотом траверсы 7 вокруг колонны 3 и перемещением сверлильной головки 6 по траверсе. Траверса может поворачиваться вокруг горизонтальной оси, что позволяет сверлить не только вертикальные отверстия Кроме того, сверлильная головка может поворачиваться на каретке вокруг горизонтальной оси Таким образом, на станке 2К522 можно сверлить отверстия в любой точке сферы Это делает станок широкоуниверсальным.
Кинематическая схема станка (рис. 5) содержит семь кинематических цепей: вращения шпинделя, подач, вертикального перемещения траверсы, перемещения сверлильной головки, поворота траверсы, поворота сверлильной головки, зажима корпуса на колонне.
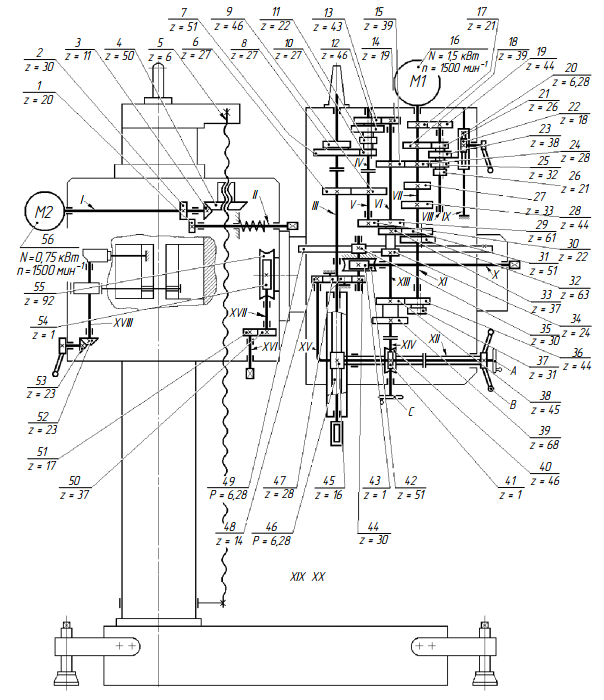
Рис. 5. Кинематическая схема радиально-сверлильного станка модели 2К522
Цепь вращения шпинделя. Вращение шпинделя от электродвигателя 16 передается через коробку скоростей на полый вал III, внутри которого проходит шлицевый хвостовик шпинделя. Передвижные блоки 21-23-25-26 и 10-12-13 коробки скоростей обеспечивают 12 ступеней частоты вращения шпинделя в диапазоне от 45 до 2000 мин-1. Установка необходимой частоты вращения шпинделя производится двумя рукоятками, расположенными на лицевой стороне коробки скоростей.
Цепь подач. Вращение от вала привода шпинделя III через цилиндрические передачи 6-9 и 30-29, коробку подач, червячную передачу 41-40, зубчатое колесо 45 передается на рейку 46 пиноли шпинделя. Передвижные блоки коробки подач 31-32 и 36-37 обеспечивают четыре механические подачи: 0,056; 0,1; 0,18; 0,32.
Включение механической подачи осуществляется рукоятками B штурвального устройства в направлении «от себя» . Тонкая ручная подача осуществляется маховиком С. Ручной подвод инструмента, а при необходимости и ручная подача производятся рукоятками B штурвального устройства при выключенной муфте, соединяющей вал-втулку XII и вал XV (движение рукояток B «на себя») .
В цепи подач имеется предохранительное устройство от перегрузок по осевой силе, настроенное на заводе-изготовителе на осевое усилие 5000 Н. Отключение подачи возможно с помощью жесткого упора.
Цепь вертикального перемещения траверсы. Вертикальное перемещение траверсы осуществляется от двигателя 56 через коническую пару 3-4 с помощью винтовой передачи 4-5. Коническое зубчатое колесо 4 связано с гайкой, которая, вращаясь по неподвижному винту 5, вертикально перемещает корпус вверх-вниз Перемещение корпуса по колонне осуществляется во втулках скольжения.
Точное выставление траверсы по высоте на заданную координату при горизонтальном положении шпинделя осуществляется с помощью рукоятки, надеваемой на подпружиненный квадратный хвостовик вала II, расположенного в нижней передней части корпуса. При таком положении зубчатых колес электродвигатель отключен от сети. Изменяется направление перемещения траверсы реверсом электродвигателя.
Цепь перемещения сверлильной головки по траверсе. Перемещение сверлильной головки по траверсе осуществляется вручную с помощью маховика A, установленного на валу XV, который проходит через отверстие вала-шестерни подачи На другом конце с помощью зубчатых колес 48-47-47-44 вал соединен колесом 34 с рейкой 49, неподвижно укрепленной на траверсе.
Цепь поворота траверсы вокруг горизонтальной оси. Поворот траверсы осуществляется при помощи рукоятки, устанавливаемой на квадратный хвостовик вала XVI, через зубчатую пару 51-50 посредством червячной передачи 54-55, червячное колесо которой жестко связано с траверсой. Поворот траверсы относительно колонны ограничен жестким упором для предотвращения обрыва электропроводки, проходящей внутри колонны.
Цепь поворота сверлильной головки вокруг горизонтальной оси. Сверлильная головка установлена на каретку, которая перемещается по направляющим траверсы Поворот головки осуществляется посредством червячной передачи 43-42 при помощи рукоятки, устанавливаемой на квадратный хвостовик вала X на торце траверсы.
Цепь зажима корпуса на колонне. Зажим корпуса осуществляется клеммой, которая сжимается-разжимается тягами, соединенными с эксцентриковым валом XVIII, приводимым в движение рукояткой через зубчатые колеса 53-52.
4. Сверлильные станки с ЧПУ
Устройство ЧПУ получили вертикально-сверлильные и радиально-сверлильные станки. Круг их функций дополнился расточными и фрезерными операциями, и на их базе со временем были разработаны многооперационные обрабатывающие центры с инструментальными магазинами большой емкости или c револьверной головкой.
Кроме оснащения устройством ЧПУ с обеспечением перемещения инструмента по трем осям, станки получили существенные конструктивные изменения: появилось много портальных конструкций, широко распространились крестовые столы, станки стали оснащаться поворотно-делительными приспособлениями. Одна из конструкций вертикально-сверлильного станка с ЧПУ представлена на рис. 6. Стол станка имеет продольное перемещение, сверлильная головка — вертикальное, а горизонтальное поперечное перемещение обеспечивает дополнительный узел, на котором установлена сверлильная головка.
Расточные станки, входящие в рассматриваемую группу, делятся на универсальные и специальные. Универсальные (которые могут быть горизонтальными и вертикальными) в свою очередь делятся на простые для обычных работ, координатно-расточные для фиксации особо точных межцентровых расстояний в пределах 1. . . 5 мкм и отделочно-расточные для растачивания точных отверстий с отклонением от цилиндрической формы в пределах 3. . . 5 мкм.
Универсальные горизонтально-расточные станки предназначены для обработки деталей в условиях единичного и серийного производств. Они позволяют в ряде случаев производить полную обработку детали без перестановки ее на другие станки, что особенно важно для тяжелого машиностроения. Характерной особенностью расточных станков является наличие горизонтального (или вертикального) шпинделя, который совершает движение осевой подачи.
В общем виде современный горизонтальный расточный станок повторяет изобретение Джона Вилькинсона 1775 г. (рис. 3.56). «Вилькинсон, — писал в 1776 г. Джеймс Уатт в письме Джону Смитону, — настолько усовершенствовал способ расточки цилиндров, что я обещаю тебе соблюсти в цилиндре длиной 72 дюйма точность до толщины тонкой шестипенсовой монетки в самом худшем случае» . К 1830 г. этот станок приобрел вполне современный вид.
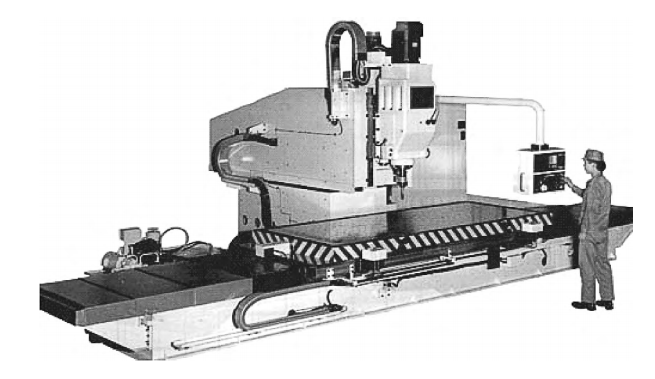
Рис. 6. Вертикально-сверлильный станок с ЧПУ
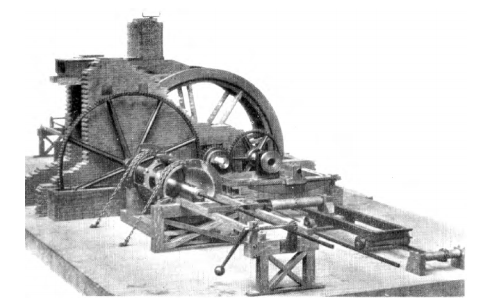
Рис. 3.56. Модель расточного станка Д. Вилькинсона
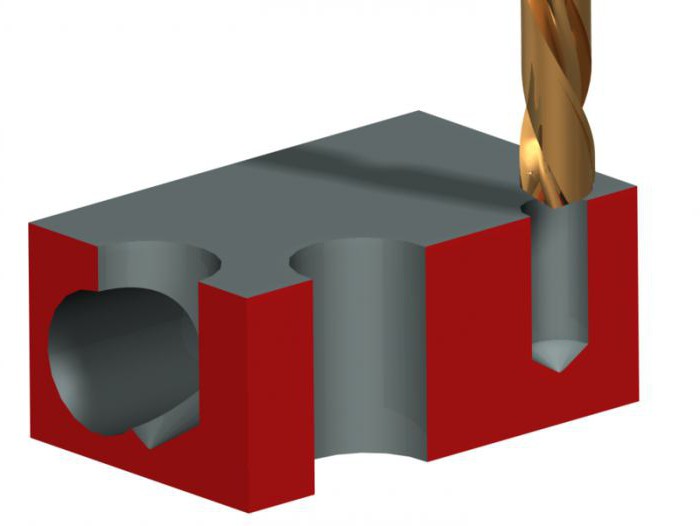
В шпинделе горизонтально-расточного станка крепится режущий инструмент: борштанга с резцами, сверло, зенкер, фреза, метчик и др. На горизонтально-расточных станках можно выполнять растачивание цилиндрических отверстий резцами, обрабатывать отверстия сверлами, зенкерами, развертками, фрезеровать торцы, плоские поверхности, пазы, подрезать торцы и плоскости резцами, нарезать резьбу резцами и метчиками.
5. Конструкция и устройство горизонтально-расточного станка
Устройство горизонтально-расточных станков и их работу рассмотрим на примере станка модели 2620В с выдвижным (710 мм) шпинделем диаметром 90 мм и радиальным суппортом на встроенной планшайбе (рис. 8) .
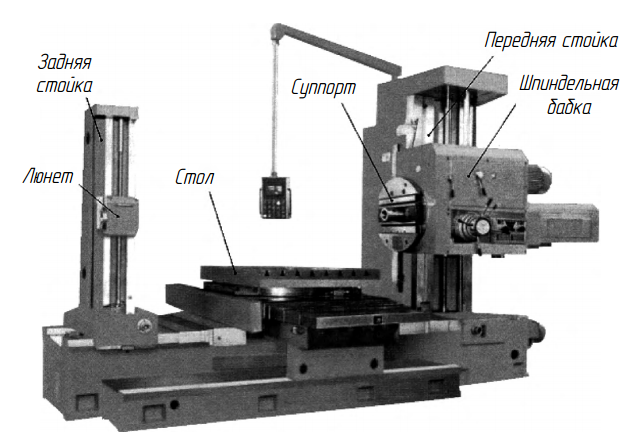
Рис. 8. Основные узлы горизонтально-расточного станка
Станок имеет неподвижную переднюю стойку, установленную на правой стороне основания На направляющих стойки может перемещаться вверх-вниз в пределах 1000 мм шпиндельная бабка с расточным шпинделем. По направляющим основания перемещаются салазки, а на них стол 1300 х 1120 мм, имеющий продольное (1090 мм) и поперечное (1000 мм) перемещение относительно оси шпинделя При необходимости столу сообщается вращательное движение. На левой стороне основания установлена задняя стойка с люнетом, служащим дополнительной опорой борштанги при расточке длинных отверстий. На планшайбе в радиальных направляющих смонтирован суппорт, обеспечивающий обработку резцом плоских торцовых поверхностей и выточек.
Рекомендуется использовать данный горизонтально-расточный станок для работ, выполняемых преимущественно с помощью радиального суппорта, а также допускающих проход шпинделя через растачиваемое отверстие. На этом станке можно растачивать отверстия большого диаметра, точить канавки, нарезать резьбу Широкий диапазон скоростей (у шпинделя от 12,5 до 2000 мин-1 — 23 скорости, у планшайбы от 8 до 200 мин-1 — 15 скоростей) позволяет обрабатывать цветные металлы (рис. 9) . Переключение скоростей шпинделя и планшайбы осуществляется однорукояточным механизмом с устройством, автоматически защищающим торцы зубцов от износа во время переключения Привод подачи постоянного тока позволяет изменять подачу во время резания без переключения каких-либо муфт или зубчатых колес и управлять тонкими и быстрыми установочными перемещениями рабочих органов посредством специального электрического устройства — оператора. Управление станком осуществляется с главного и вспомогательного пультов. Для перемещения всех рабочих органов станка вручную имеется центральный штурвал.
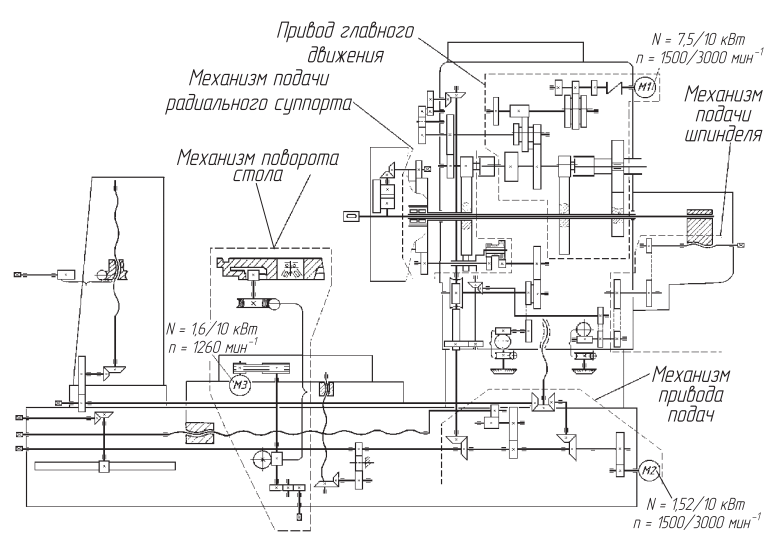
Рис. 9. Кинематическая схема горизонтально-расточного станка модели 2620В
При чистовой обработке зазоры в направляющих стола и бабки автоматически исключаются специальными пружинными устройствами. Блокируется и задняя стойка. Антифрикционные накладки в направляющих повышают плавность перемещения, уменьшают износ направляющих. Зажимы подвижных узлов однорукояточные централизованные.
Шпиндель и планшайба приводятся во вращение двухскоростным асинхронным двигателем. Изменение скорости вращения главного привода достигается переключением обмоток двигателя и двух тройных блоков зубчатых колес. Направление вращения изменяется реверсированием двигателя.
При включенной планшайбе вращается и расточный шпиндель со скоростью в 1,58 раза большей, чем планшайба. Переключение скоростей можно выполнять как при остановленном, так и при вращающемся вхолостую шпинделе.
Привод подач рабочих, медленных и установочных перемещений подвижных органов станка осуществляется от двигателя постоянного тока с диапазоном регулирования R = 1600.
В кинематической цепи суппорта планшайбы имеется планетарное устройство, обеспечивающее возможность перемещения суппорта во время вращения планшайбы. Осевое перемещение расточного шпинделя происходит от винтореечной передачи, расположенной в хвостовой части шпиндельной бабки. Для включения подачи надо отжать соответствующий орган, установить переключатель на него, установить нужную подачу и включить ее кнопкой.
На станке есть два пульта: стационарный и переносной. Стационарный пульт предназначен для управления станком с основного рабочего места, переносной используется в удаленных точках и имеет те же основные органы, что и стационарный. Станок снабжен навесными оптическими устройствами для отсчета координат бабки и стола в поперечном направлении, люнета задней стойки и углов поворота стола через 90° с точностью 0,02 мм на радиусе 500 мм.
Целые миллиметры отсчитываются указателем с риской по линейке. Десятые и сотые доли миллиметра отсчитываются по круговой шкале микроскопа.
Станок 2620В снабжен большим количеством разнообразных блокирующих устройств.
Возможность применения на горизонтально-расточных станках различных инструментов позволила широко оснастить их системами ЧПУ. Здесь пошли двумя путями: оснащали универсальные станки программным управлением и создавали на базе этих станков многооперационные обрабатывающие центры с магазинами инструментов большой емкости В первом случае позиционное программное управление обеспечивает перемещение исполнительных органов по трем координатам: X — поперечное перемещение стола; W — продольное перемещение стола; Y — вертикальное перемещение шпиндельной бабки. Во втором случае применяется еще и автоматическая смена инструментов Второй вариант модернизации горизонтально-расточных станков получил самое широкое распространение
6. Классификация координатно-расточных станков
Координатно-расточные станки предназначены для обработки отверстий с высокой точностью взаимного расположения отверстий. С помощью этих станков изготавливают кондукторы и точные детали Наряду с растачиванием, на координатно-расточных станках могут выполняться сверлильные операции, чистовое фрезерование. Применяя поставляемые со станком поворотные столы и другие приспособления, можно обрабатывать отверстия в полярной системе координат (точность — 5″), наклонные и взаимно перпендикулярные отверстия, подрезать торцовые поверхности. Эти станки можно использовать как двухкоординатные измерительные машины для проверки размеров деталей и выполнения особо точных разметочных работ По причине высокой точности координатно-расточных станков их устанавливают в термоконстантных помещениях. Используются они в единичном и мелкосерийном производствах.
Координатно-расточные станки бывают одно- и двухстоечные (рис. 10). В одностоечных станках крестовый стол может двигаться в продольном и поперечном направлениях. Шпинделю сообщаются вращательное движение и вертикальная подача В двухстоечных станках стол имеет только продольный ход, а поперечная подача осуществляется перемещением шпиндельной бабки. У станка есть устройства для автоматического зажима-разжима стола и салазок во время работы. Для точного отсчета перемещений подвижных узлов координатно-расточные станки прошлых лет выпуска имеют точные ходовые винты с лимбами и нониусами, жесткие и регулируемые концевые меры, снабженные индикаторными устройствами, прецизионные масштабные линейки с оптическими устройствами и индуктивные винтовые проходные датчики. Для этого применяют механические, оптико-механические, оптические, оптико-электрические и электрические системы.
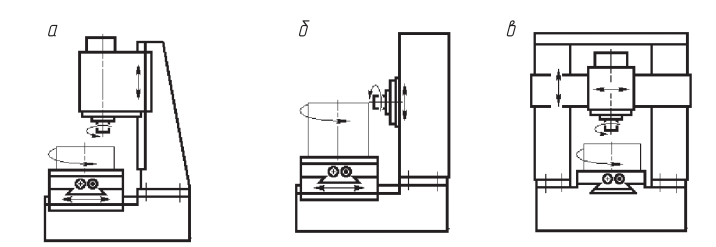
Рис. 10. Основные компоновки координатно-расточных станков: а — одностоечный вертикальный; б — горизонтальный; в — двухстоечный.
Современные координатно-расточные станки оборудуются контурными системами ЧПУ, которые позволяют предварительно устанавливать необходимые координаты отверстия, включать перемещение рабочих органов и по показаниям на дисплее следить за их положением. Такой системой оборудован координатно-расточный станок модели 2Е450АФ30. Он не имеет оптической системы отсчета, а оборудован контурно-позиционным устройством CNC модели 2С42-65, которое обеспечивает такие функции, как ручное управление, предварительный набор координат X и Y, обработку фрезой по кругу, автоматическую обработку по сложному контуру и некоторые другие операции. Работает он в декартовой и полярной системах координат. Задания могут вводиться в режиме «диалог» (программа составляется непосредственно на рабочем месте и вводится с клавиатуры), но станок работает и под управлением программы, считываемой с перфоленты Значения координат можно вводить как в абсолютной системе счета, так и в приращениях Дискретность задания линейных перемещений стола — 0,001 мм, угловых — 0,001°. Возможно вносить коррекцию в размеры инструмента. Система ЧПУ обеспечивает ускоренные перемещения со скоростью до 16 м/мин с ускорением до 0,25 м/с2 .
Данная система ЧПУ поддерживает связь с ЭВМ верхнего уровня Станок можно встраивать в гибкие производственные модули
7. Конструкция и устройство координатно-расточного станка
Основанием координатно-расточного станка 2Е450АФ1-1 (рис. 11) служит литая станина 1. По двум плоским и одной средней призматической направляющим станины на роликах, заключенных в сепараторы, перемещаются салазки 2. Стол 4 перемещается по плоской и призматической направляющим салазок также на роликах. Стол и салазки перемещаются при помощи шариковых винтов, которые приводятся во вращение от электродвигателей постоянного тока.
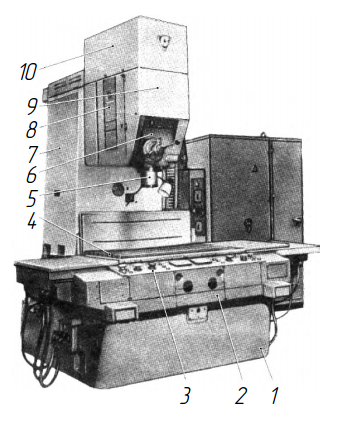
Рис. 11. Общий вид координатнорасточного станка модели 2Е450АФ1-1 и его основные узлы
На передней стенке салазок смонтированы экраны продольного и поперечного ходов и пульт управления 3.
На станине установлена вертикальная стойка 7 с укрепленным на ней блоком направляющих 8. По двум вертикальным призматическим направляющим блока перемещается шпиндельная коробка 6. На блоке направляющих сверху закреплены двухступенчатая коробка скоростей 10 и редуктор подачи гильзы 9 и шпиндельной коробки. Коробка скоростей и редуктор соединены со шпиндельной коробкой шлицевыми валами. Электродвигатель привода шпинделя расположен на стойке сзади и соединен с коробкой скоростей клиноременной передачей.
Зажим стола, салазок и шпиндельной коробки осуществляется автоматически усилием пружин после окончании перемещения через рычажную систему Пневмоцилиндры используются для разжима.
В шпиндельной коробке 6 перемещается шпиндель 5. Перемещение шпинделя может производиться рукоятками быстрого перемещения или маховиком тонкой подачи вручную или механически В шпиндельной коробке имеется устройство для отключения подачи на заданной глубине. Уравновешиваются шпиндельная коробка и гильза двумя грузами, расположенными в стойке станка.
Кинематическая схема координатно-расточного станка модели 2Е450АФ1-1 (рис. 13) включает привод главного движения (от электродвигателя 1), привод подачи шпинделя и шпиндельной коробки (от электродвигателя 28), приводы поперечного перемещения салазок (46) и продольного перемещения стола (45).
Привод главного движения осуществляется от электродвигателя постоянного тока 1 через клиноременную передачу, колесо 2 и далее через двухступенчатую коробку 5-4 или 3-6, переключаемую от двигателя 9 через передачу 8-7 с помощью рычага.
Привод подачи имеет свой электродвигатель 28. Далее от клиноременной передачи кинематическая цепь разветвляется: первый поток — это вертикальная подача шпинделя с инструментом (1011-25-24, 21-20, 26-27), а второй — установочное перемещение шпиндельной головки (13-12, 16-17, 18-19). Переключение цепей производится с помощью двух фрикционных электромагнитных муфт. Шпиндель можно ускоренно перемещать вручную с помощью рычага, а точно — маховичком по цепи 22-23, 21-20, 26-27 — шпиндель.
Приводы поперечных салазок и стола одинаковые и имеют два варианта: с электродвигателем постоянного тока и двухскоростным редуктором, переключаемым с помощью электромагнитных муфт (этот вариант показан на рис. 12) или с высокомоментным электродвигателем, но уже без редуктора
8. Классификация алмазно-расточных станков
Алмазно-расточные станки (отделочно-расточные) выполняют тонкое растачивание точных цилиндрических и конических отверстий, а также обтачивание и подрезку торцов с обеспечением заданного взаимного расположения или положения осей отверстий относительно баз детали.
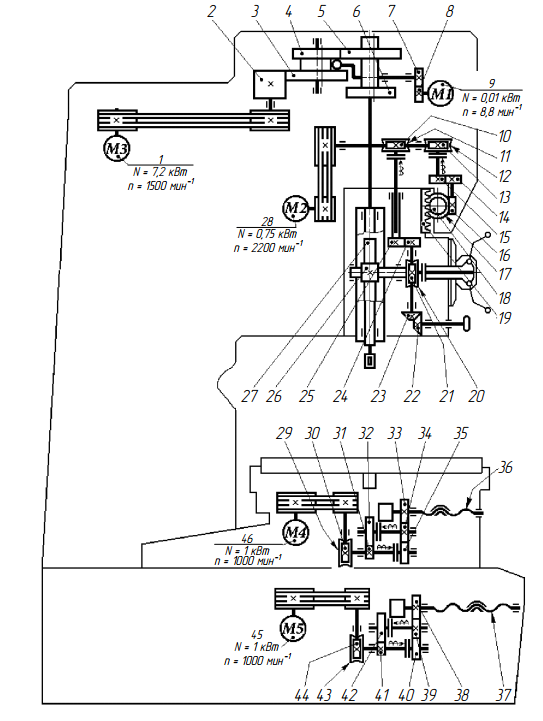
Рис. 12. Кинематическая схема координатно-расточного станка модели 2Е450АФ1-1
Рис. 13. Алмазно-расточные станки
Метод тонкого растачивания позволяет подготовить отверстие под хонингование и раскатывание. Алмазно-расточные станки делят на горизонтальные (рис. 13, а) и вертикальные (рис. 13, б), одно- и многошпиндельные. Горизонтальные могут быть односторонними и двухсторонними (показан на рисунке).
На алмазно-расточных станках обрабатывают детали на высоких скоростях (до 300 м/мин), малых подачах (0,01. .. 0,1 мм/об. ) и малых глубинах резания (0,1. . . 0,3 мм) . Применяют резцы из натурального и искусственного алмаза и из твердого сплава При обработке отверстий добиваются точности диаметра до 0,003 мм. Типичными деталями являются корпусные детали, цилиндры двигателей, поршни, шатуны, втулки, вкладыши, отверстия под подшипники и т п.
Главным движением в алмазно-расточных станках является вращение шпинделя с инструментом. Вертикальные станки имеют привод главного движения от коробки скоростей с помощью ременной передачи. Представленный на рис. 13, б вертикальный одношпиндельный отделочно-расточный станок предназначен для выполнения ремонтных работ по тонкой расточке гильз и блоков цилиндров двигателей В горизонтальных отделочно-расточных станках коробка скоростей отсутствует, электродвигатель установлен вне станка и вращение с частотой до 5000 мин-1 передается с помощью клиноременной передачи. Настройка скорости резания производится заменой шкивов. Несмотря на то что алмазно-расточные станки являются универсальными, обычно они выпускаются налаженными на обработку определенной детали.
Движение подачи в вертикальных станках сообщается шпинделю, а в горизонтальных — столу с заготовкой. Для получения подач чаще всего используется гидравлический привод с бесступенчатым регулированием. Если привод механический, он обычно осуществляется кулачковым барабаном. Цикл работы такого станка соответствует одному обороту барабана, скорость которого регулируется гитарой сменных колес. Тонкое алмазное растачивание, в отличие от шлифования, дает более качественную поверхность: резец не оставляет в порах обработанной поверхности абразивных зерен, как шлифовальный круг
9. Устройство алмазно-расточного станка
Схема горизонтального алмазно-расточного станка с гидроприводом подачи модели ОС-4750 показан на рис. 14. Станок состоит из станины, гидроцилиндра 4, гидрокоммуникации, бачка смазки направляющих, маслораспределителя, ролика приводного, привода левой стороны, моста 7, стола, гидропривода, устройства динамического торможения, электрошкафа и шпиндельных головок 5.
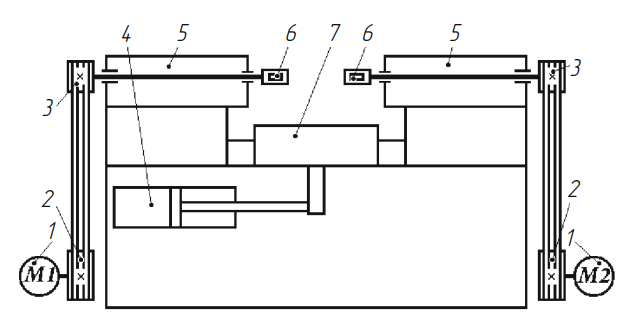
Рис. 14. Кинематическая схема алмазно-расточного станка с гидроприводом подачи: 1 — двигатель главного привода; 2, 3 — сменные шкивы главного привода; 4 — гидроцилиндр привода подачи; 5 — шпиндельная головка; 6 — борштанга; 7 — мост.
Коробки скоростей у станка нет, и привод главного движения состоит из электродвигателя 1 и клиноременной передачи. Скорость резания подбирается диаметрами шкивов 2 и 3. Расточная бор- штанга 6 своим фланцем крепится к шпинделю шпиндельной головки 5. В борштанге установлен расточный резец. Приспособление для закрепления заготовок установлено на мосту 7, получающем перемещение из исходного положения загрузки со скоростью подачи с помощью годроцилиндра 4. Величина подачи регулируется поворотом дросселя. Заготовка закрепляется в приспособлении осуществляется при помощи гидроцилиндра через систему рычагов
Просмотров: 738
Станки СССР | Все модели токарных, фрезерных, расточных станков и кузнечно-прессового оборудования.
Использование материалов, размещенных на сайте, без письменного
разрешения владельцев авторских прав запрещено. Правовая информация
Адрес: Россия, г. Москва, Щелковское ш., д. 5.
E-mail: [email protected]
. 900 900 900 27 3 9002 ПЛАСТИНА ПК
В этом разделе мы представляем Вашему вниманию самые популярные и распространённые станки производства СССР. Если Вам известна модель необходимого станка, то перейдя по соответствующей ссылке, Вы получите перечень современных аналогов от различных европейских производителей.
Токарно-винторезные станки:
Тяжёлые токарные станки
Лоботокарные станки
Токарные станки с ЧПУ
Токарно-карусельные станки:
Вертикально-фрезерные станки:
- 6Н10, 6Р10, 6Т10, 6М10
- 6Р11, 6Н11, 6Т11
- 6Р12, 6Т12, 6М12П, 6С12, 6Н12, 6Р12Б
- 6Р13, 6Т13, 6М13П, 6Н13П, 6Н13
- BM127
Горизонтально-фрезерные станки:
- 6Р80, 6Р80Г, 6Т80, 6М80, 6Н80
- 6Р81, 6Н81, 6Р81Г, 6М81
- 6Р82, 6М82, 6Р82Г, 6Т82, 6Т82Г, 6Н82
- 6Р83, 6Т83Г, 6Т83, 6М83, 6Р83Г
Универсально-фрезерные станки:
- 675, 675П, 6В75
- СФ676, 676П
- 6Т80Ш, 6Р80Ш, 6М80Ш, 6Н80Ш
- 6Р81Ш, 6К81Ш, 6Т81Ш
- 6Р82Ш, 6Т82Ш, 6К82Ш, 6М82Ш
- 6Т83Ш, 6Р83Ш, 6М83Ш
Фрезерные станки с ЧПУ:
- 6Р13Ф3, 6Р13РФ3, 6Т13Ф3
- ГФ2171C5, ГФ2171
- 65А60, 65А60Ф1, 65А60Ф4
- 65А80, 65А80Ф1, 65А80Ф4, 65А80ПФ4, 65А80ПМФ4
- 65А90, 65А90Ф1, 65А90Ф4, 65А90ПМФ4
Продольно-фрезерные станки:
- 6М610, 6М610Ф1, 6М610Ф11, 6М610Ф3, 6М610МФ4
- 6М612, 6М612Ф11, 6М612МФ4, 6М612Ф4
- 6М616, 6М616Ф11, 6М616МФ4, 6М616Ф4
Горизонтальные обрабатывающие центры
Горизонтально-расточные станки:
- 2А614, 2Л614, 2М614, 2Н614, 2А615, 2М615
- 2620, 2А620, 2620А, 2620В, 2620Г
- 2А622, 2А622Ф4, 2А622Ф2, 2622, 2622В, 2622Г
- 2А635, 2Б635
- 2А636Ф1, 2А636, 2636, 6Н636ГФ1, 6Н636
- 2А637Ф1, 2А637ГФ1, 2А637, 2Н637ГФ1, 2637
- 2А656, 2А656Ф11, 2656, 2Е656Р, 2Е656
- 2Б660, 2Г660, 2Б660Ф2, 2Б660Ф1
Координатно-расточные станки
- 2421, 2421СФ10, 2421АФ10
- 2431, 2431СФ10, 2431С
- 2Е440А, 2В440А, 2В440, 2Е440, 24К40, 24К40СФ4
- 2А450, 2Д450, 2Е450, 2Е450АФ30, 2450
- 2455АФ11, 2455
- 2Е460, 2А460А
- 2Е470, 2Е470А
Плоскошлифовальные станки:
Зубофрезерные станки:
Зубодолбёжные станки:
Листогибочные прессы и вальцы:
Валковые листогибы:
Пресс для запрессовки колёсных пар:
Звоните и уточняйте характеристики моделей токарных станков и фрезерных станков. В настоящее время раздел станки производства СССР находится в активной разработке.
ООО “Новатор” – Металлообрабатывающие станки из ЕвропыИспользование материалов, размещенных на сайте, без письменного
разрешения владельцев авторских прав запрещено. Правовая информация
Адрес: Россия, г. Москва, Щелковское ш., д. 5.
E-mail: [email protected]
(499) 944-48-80
(4852) 45-55-00
сверлильный станок для цилиндров Модель T8018c
Горизонтально-расточной станок модели T8018C
Станок в основном используется для расточки отверстий цилиндров двигателя внутреннего сгорания и внутреннего отверстия гильзы цилиндров автомобилей или тракторов, а также для отверстий других элементов машины.
T8018C используется для обработки специальных больших цилиндров двигателя. Машины обладают преимуществами тесной конструкции, надежной работы, широкого применения и высокой точности обработки и т. Д.
Спецификация:
Основные характеристики | T8018C | |
Диаметр обработки мм | Макс. , Глубина растачивания мм | 650 |
Скорость шпинделя об / мин | 175,230,300,350,460,600 | |
Подача шпинделя мм / р | 0.05,0.10,0.20 | |
Мощность главного двигателя кВт | 3,75 | |
Габаритные размеры мм (Д х Ш х В) | 2680 x 1500 x 2325 | |
NW / GW кг | 3500/3700 |
Фото машины:
АКСЕССУАРЫ:
ИМЯ
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
КОЛ-ВО
ЗАМЕЧАНИЕ
1
ГОЛОВКИ СТАНКОВ
563227
E3000 9275 1 000556 727
1 0005 9275
ДРУГИЕ ГОЛОВКИ ДЛЯ РАБОТЫ, КАК 40,120 И ТАК НА, ДОПОЛНИТЕЛЬНЫ
2
ЦЕНТРАЛЬНЫЕ ИНСТРУМЕНТЫ
1 КОМПЛЕКТ
3
3 9002
3
3
3
3
9003
3
9002 3
9003
3
9003 9002
9002
3 9002
9003
ДРУГИЕ СТАНКИ
4 КОМПЛЕКТА
4
СТАНОК
2 PCS
КРУГЛЫЙ КРЫШКА БИТ
2 PCS
6
РЕЗАК НА СТРОИТЕЛЬНЫЙ ПЛАН
2 PCS
9 9005
ФРЕЗЕРНЫЙ БЛОК
1 КОМПЛЕКТ
ФРЕЗЕРНЫЙ ДИСК ДОПОЛНИТЕЛЬНЫЙ
8
ВНУТРЕННИЙ ГЕКСАГОНАЛЬНЫЙ СПАНЕР 6,8
9
НЕФТЬ GUN
1 КОМПЛЕКТ
900 9 9005
БОЛТ И НУТ
6 КОМПЛЕКТОВ
11
В КРЕПЛЕНИЕ ТИПА ТИПА 30 ° + 45 °
1 КОМПЛЕКТ
НА ДОПОЛНИТЕЛЬНАЯ СТОИМОСТЬ
12 9IN 5000 КБ ПРИСПОСОБЛЕНИЕ
1 КОМПЛЕКТ
за дополнительную плату
с несколькими функциями Модель Tk69 Серия
Описание продукта
1. Характеристики Горизонтально-расточной станок с несколькими функциями модель TK69 серии
| Технические характеристики | Блок | TK6913 | TK6916 | TK6920 | TK6926 |
| Шпиндель бор диам. | мм | 130 | 160 | 200 | 260 |
| Конус шпинделя | ISO (BT 50) | ISO (BT 50) | ISO60 | ISO60 | |
| Скорость вращения шпинделя | об / мин | 2-1000 (Оп: 2000) | 2-800 (Оп: 2000) | 2-800 (Оп: 1200) | 2-800 |
| Размер сечения плунжера | мм | 380×380 | 480×520 | 480×520 | 640×720 |
| Ход шпинделя и поршня | мм | 1500 | 2400 | 2400 | 3200 |
| Ход шпинделя (ось W) | мм | 1200 | 1200 | 1600 | |
| Ход поршня (ось Z) | мм | 700 | 1200 | 1200 | 1600 |
| Направление движения вверх / вверх wn (ось Y) | мм | 2000-4000 | 2000-6000 | 2000-7000 | 3000-9000 |
| продольное перемещение колонны (ось X) | мм | 3000-30000 | 3000 -30000 | 3000-30000 | 3000-30000 |
| Подача плунжера (ось Z) | мм / мин | 0.5-4800 | 1-4000 | 1-4000 | 0,5-4800 |
| Подача расточного шпинделя (ось W) | мм / мин | 0,5-4800 | 1-4000 | 1-4000 | 0,5-4800 |
| Скорость продольного перемещения колонны | мм / мин | 1-5600 | 1-6000 | 1-6000 | 1-5600 |
| Скорость вертикального перемещения расточной головки | мм / мин. | 1-5600 | 1-6000 | 1-6000 | 1-5600 |
| Мощность главного двигателя | кВт | 22/30 | 55 | 75 | 110 |
3.Фотографии сверлильного станка напольного типа с несколькими функциями модели TK69 серии
.
Китай популярная модель 630 мм Bc6063 сверлильный станок
US $ 4.500,00 – 7000,00 долларов США / Устанавливать | 1 компл. (Минимальный заказ)
- Перевозка:
- Служба поддержки Морские перевозки
модель T8018b
Вертикально-сверлильный станок модели T8018B
В основном для отверстия для расточного цилиндра и отверстия для гильзы цилиндра двигателя внутреннего сгорания для средних / тяжелых транспортных средств и тракторов. Также используется для точного расточки внутреннего отверстия других деталей.
Станок в основном используется для расточки отверстий цилиндров двигателя внутреннего сгорания и внутреннего отверстия гильзы цилиндров автомобилей или тракторов, а также для отверстий других элементов машины.T8018A – частота вращения шпинделя с механическим приводом и изменением частоты вращения шпинделя. T8018B – с механическим приводом.
Основные технические характеристики:
Основные технические характеристики | T8018 030-180 30-180 | ||
Макс.Глубина растачивания мм | 450 | 450 | |
Скорость шпинделя об / мин | Бесступенчатая | 175,230,300,350,460,600 | 000 000 2 000 5 000 000 000 000 000 000 000 000 000 000 00,05,0,10,0,20 0,05,0,10,0,20 Мощность главного двигателя кВт 3,75 3.75 Габаритные размеры мм (Д х Ш х В) 2000 x 1235 x 1920 2000 x 1235 x 1920 Размеры упаковки мм (Д х Ш х В) ) 1400 x 1400 x 2250 1400 x 1400 x 2250 NW / GW кг 2000/2200 2000/2200 901 5 000 95 9 9 000 8 9 000 5 Стандартные принадлежности: Дополнительные аксессуары: Стандартные принадлежности Машина реальные фотографии: |