Регулируемые развертки – Регулируемые развертки: принцип работы и применение
alexxlab | 21.04.2020 | 0 | Разное
Регулируемые развертки: принцип работы и применение
Развертка – это металлорежущий инструмент для увеличения диаметра с повышением чистоты и точности размера отверстий после сверления, применяются как для окончательной, так и для предварительной обработки отверстий. С помощью разверток можно получить размер 2-го и 3-го класса точности с чистотой поверхности Rz 10 – Rz 6,3, что невозможно добиться при использовании обычного сверла. Наибольшее применение получили регулируемые развертки, имеющие большие возможности для получения требуемого размера, чем цельный, нерегулируемый инструмент.
Возможности применения
В зависимости от конструкции регулируемые развертки подразделяются на разжимные и раздвижные. Принцип действия инструмента одинаков – при смещении вверх или вниз режущих пластин, соответственно, увеличивается или уменьшается диаметр. Разница в способе затяжки и диапазоне регулируемого диаметра. В разжимных для этого имеется две гайки (верхняя и нижняя) и максимальное увеличение размера составляет от 0,25 до 3 мм. в зависимости от диаметра. Размер раздвижных регулируемых разверток изменяется путем подтяжки винта, обеспечивающего движения шарика внутри корпуса разжимающего ножи. Раздвижные развертки более точные, максимальное увеличение диаметра составляет 0,15 – 0,5 мм.
В остальном конструкция разверток схожа и состоит из корпуса изготовленного из недорогих конструкционных сталей и вставных ножей. Последние изготовлены из тонких пластинок более дорогой инструментальной стали и их можно снять, заточить или заменить при износе на новые.
В отличие от цельных, регулируемые развертки позволяют изменять диаметр на десятые и даже сотые доли миллиметра, более экономически выгодны благодаря возможности замены ножей. В зависимости от способа применения могут быть ручными или машинными, иметь цилиндрический или квадратный хвостовик под быстрозажимной патрон.
Способ применения
Машинная развертка может быть установлена в сверлильный или токарный станок, для ручной потребуется вороток. Для установки размера разжимной развертки потребуется два ключа. Открутив верхнюю гайку необходимо затягивать нижнюю до получения необходимого размера. Для регулировки раздвижной развертки понадобится отвертка, которой необходимо подтягивать расположенный на торце винт до получения требуемого размера. При установке развертки обязательно понадобится штангенциркуль либо, при необходимости получения особо точного размера, микрометр.
mekkain.ru
Развертка. Виды и работа. Применение и уход. Особенности
Развертка – это узкоспециализированный металлорежущий инструмент, предназначенный для создания гладкой поверхности внутри раннее просверленных отверстий. Она применяется в тех случаях, когда необходимо добиться идеальной точности. Без нее не обходится производство высоко технологического оборудования, в частности двигателей внутреннего сгорания, станков и прочих механизмов.
Высокая точность обработки обеспечивается благодаря тому, что инструмент имеет несколько режущих кромок в количестве до 16 штук. При работе создается одинаковая сила противодействия на всей поверхности инструмента. Это исключает перекос, как бывает в случае со сверлом, контактирующим только двумя режущими кромками. При использовании развертки создается гладкая поверхность, шероховатости которой колеблется в пределах от 0,32 до 1,25 микрометра, в зависимости от класса развертки.
Как выглядит и из чего состоит развертка
Внешне инструмент представляет собой прут, вдоль которого идут многолезвийные выступы, заточенные для врезания в обрабатываемый металл. Количество режущих кромок в зависимости от модификации инструмента обычно колеблется в пределах от 6 до 14 штук. Редким исключением являются развертки на 16 лезвий, применяемые только на высокоточном производстве.
Внешние очертания инструмента могут быть цилиндрическими или коническими. Непосредственно сами зубья с режущей кромкой бывают прямыми или винтовыми. Они равномерно распределяется по поверхности инструмента на одинаковом расстоянии друг от друга. Чем больше режущих кромок на развертке, тем тяжелее с ней работать. Минимальное пространство между ними не позволяет эффективно выводить получаемую стружку.
К разверткам ставятся особые требования точности. В том случае если расстояние между зубьями будет неравномерным, то наблюдается повышение вибрации, что приводит к неоднородной разработке отверстия, которое обрабатывается. Выпускаемые в промышленности развертки имеют диаметр от 3 мм.
Развертка состоит из двух частей – рабочей и зажимной зоны. Рабочая представляет собой режущую кромку и участок для калибрования. Кромка оснащается острыми зубьями. Длина рабочей части инструмента пропорциональна его толщине. Обычно этот показатель составляет от 0,8 до 3 диаметров. Зажимная часть развертки выполнена в виде классического хвостовика, предназначенного для зажима в патроне станка или в воротке, если инструмент применяется вручную.
Формы разверток
В связи с тем, что получение точных отверстий необходимо для различных отраслей машиностроения и станкостроения, развертки разрабатываются сотен размеров и в нескольких формах.
По последнему критерию они разделяются на 3 группы:
- Цилиндрические.
- Конические.
- Ступенчатые.
Цилиндрические используются для обрабатывания стандартных круглых отверстий, которые получаются после сверление. Они имеют прямые или винтовые канавки, а также углубления для отвода стружки.
Коническая развертка выполнена в виде конуса со срезанной вершинкой. С ее помощью можно обрабатывать обычные отверстия или конические. После применения такой развертки отверстие приобретает форму конуса. Отвод стружки может обеспечиваться как за счет прямых, так и винтовых канавок.
Более редкими в продаже являются ступенчатые. Они являются универсальными, и предназначены для выравнивания отверстий в листовом металле. Инструмент имеет коническую форму, скос которой идет не плавно, а ступеньками. Такая конструкция является довольно прихотливой, но в случае обработки тонкого листового металла толщиной в несколько миллиметров вполне способна прослужить довольно долго.
В зависимости от того насколько отличается первоначальное отверстие от того, которое нужно получить, инструмент работает в один или несколько заходов. Обычно токари применяют развертки с обработкой в 3 захода. Это связано с тем, что данный инструмент обычно продается в комплекте из 3 разверток – обдирочной, промежуточной и чистовой. Обдирочная обеспечивает грубые срезание, после чего применяется промежуточный инструмент, убирающий имеющиеся выступы и заусенцы. Завершающим этапом является обработка чистовой разверткой, после которой отверстие приобретает максимальную гладкость.
Отличия по способу применения
По способу применения развертки бывают машинными и ручными. Ручной инструмент имеет диаметр от 3 до 50 мм. Его хвостовая часть имеют выточку под квадратный профиль для закрепления в воротке. Чем толще инструмент, тем сложнее с ним работать, поскольку увеличивается площадь трения. При работе ручной важно правильно начать вкручивание, поскольку существует вероятность того, что вход в отверстия будет деформирован и получит овальную форму.
Машинные развертки устанавливаются в станки. Они бывают существенно толще. Их можно зажать в сверлильные, токарные и револьверные станки. Их хвостовая часть может быть конической или цилиндрической.
Разновидности по конструкции
По конструкции развертки разделяют на три типа:
- Цельные.
- Насадные.
- Регулируемые.
Цельная развертка представляет собой литой инструмент с хвостовиком, сделанный из углеродистой легированной инструментальной стали. Иногда его выливают из быстрорежущей стали. Это самый распространённый инструмент, который имеет сравнительно доступную стоимость.
Насадная развертка имеет форму трубки с отверстием внутри. Ее внешний диаметр доходит до 300 мм. Данный инструмент используется для установки в станки. Подобные развертки соединяются вместе с хвостовиком, который зажимается в патрон. Такой инструмент является практически универсальным, поскольку под него можно выточить хвостовик для возможности фиксации практически в любом станке.
Регулируемая выпускается до диаметра 50 мм. Она представляет собой инструмент, который можно отрегулировать, изменяя его диаметр. Она может заменить несколько обычных разверток. Следует учитывать, что диапазон регулировки довольно маленький. Чем тоньше инструмент, тем короче диапазон настройки. Для самых маленьких этот показатель составляет доли миллиметра.
Крупные развертки на 50 мм могут изменить свой диаметр на 3 мм. Для проведения регулировки внутри их конструкции устанавливается стальной шарик, регулируемый винтом. Отверстие, по которому он передвигается, имеет коническую форму. Чем глубже его вкрутить, тем больше он деформирует внутренние стенки, расширив наружный диаметр развертки.
К преимуществам такого инструмента можно отнести не только возможность изменения его диаметра, но и продолжительный ресурс эксплуатации. Дело в том, что в отличие от обычных разверток, которые стираются, регулируемые могут подгоняться под требуемый диаметр. Всегда можно подрегулировать именно тот диаметр, который нужно. По мере стирания лезвий уменьшается только максимальная толщина отверстия, которое можно развернуть.
Особенности эксплуатации
При использовании разверток следует учитывать, что по мере применения их зубья стачиваются, в результате чего диаметр инструмента уменьшается. К примеру, если подготовленное отверстие должно получаться 10 мм, то на старой развертке показатель будет немного меньше. Если нужна предельная точность, то следует при выполнении ответственной работы использовать только новую развертку.
Особенность применения разверстки заключается в том, что при съеме значительной толщины металла лезвия тупятся быстрее. В связи с этим, если необходимо увеличить имеющиеся отверстия, лучше использовать несколько инструментов постепенно повышая их толщину, пока не дойдет очередь до последнего, который и сделает нужный диаметр.
Применение машинных разверток
Развертка применяется в тех случаях, когда необходимо достичь предельной точности, но чтобы исключить отклонения нужно ее применять правильно. Особенно это касается машинных разверток, которые устанавливается в станки. На них оказывается мощное давление при работе, поэтому следует при выполнении любых операций использовать хорошую смазку, так же как и при сверлении или нарезании резьбы.
В идеале при применении развертки на станке устанавливать ее сразу после сверления отверстия. В этом случае развертка закрепляется и направляется точно по такой же траектории, как и применяемое ранее сверло, поскольку деталь не двигалась. Благодаря этому инструмент входит плавно, и на все зубья оказывается одинаковое давление. Это минимизирует биение, и повышает точность.
Следует учитывать, что нельзя проводить развертывание на высокой скорости. Идеальное количество оборотов составляет показатель в 3 раза меньше, чем скорость вращения сверла такого же диаметра. При таком количестве оборотов создается максимальная точность и обеспечивается минимальный перегрев и стирание лезвий.
Уход за разверткой
Развертка является дорогостоящим инструментом, при покупке которого нужно выложить довольно крупную сумму. В связи с этим во избежание повторных затрат в дальнейшем, следует обеспечить тщательный уход за режущей кромкой, чтобы продлить ее ресурс эксплуатации. В первую очередь следует изолировать инструмент от попадания влаги и сырого воздуха. Для этого развертку лучше всего хранить в закрытом боксе. В идеале, если каждый инструмент будет иметь индивидуальный тубус или будет надежно фиксироваться, чтобы не контактировать с прочими развертками и сверлами.
После каждого использования режущие кромки следует очистить от смазки и прилипшей стружки. Если этого не сделать, то мелкие частицы могут покрыться ржавчиной и плотно прикрепиться к кромке, что ускорит затупление инструмента. Это приведет и к тому, что при начале работы на заготовке будут оставляться ржавые разводы.
Похожие темы:
tehpribory.ru
инженер поможет – Виды и характеристики развёрток по металлу
Развертка –режущий инструмент, применяемый для разворачивание отверстий, имеющий высокую точность. Класс точности развертки значительно выше, чем у обычного сверла для металла, поэтому ей доводят отверстие после сверления, если нужна высокая точность.
Например, сверло с диаметром 9 мм, а реальный получаемого им отверстия равен 9,4мм, поэтому используют развертку, чтобы получить идеальное отверстие диаметром 10 мм.

Видов разверток существует очень много
Самая распространенная это ручная развертка.
Но ручная развертка, как вы понимаете, не используется на станках с ЧПУ.
Не регулируемая развертка
Обычно для станков с ЧПУ используют развертки с конической формой с острыми гранями по всей длине. Развертки имеют размерный ряд от 3 до 58мм, с шагом в 1мм. Иногда встречаются развертки с долями миллиметра, например 2,5мм.
Заходная часть у развертки для станов с ЧПУ должна обязательно иметь подточку, как у фрез для этого же материала. Например у разверток для алюминия передний угол заходной части подточки должен быть от 15 до 20 градусов. Для нержавеющей стали передний угол на заходной части развертки должен быть от 3 до 5 градусов.

Количество зубьев значительно влияет на чистоту и точность получения отверстия, чем больше зубьев, тем плавне работает инструмент и увеличивается общая длина режущей кромки. Стружкоотвод при значительно малом съеме не так сильно влияет на процесс резания, как при сверлении.
За счет использования винтовой канавки у развертки, дополнительно увеличивается е точность и плавность работы, что особенно заметно при сравни с разверткой имеющей прямую канавку.
Привожу примерные цены на развертки в 2014г:
3мм – 50руб
10мм – 120руб
17мм – 215руб
34мм – 410руб
40мм – 1200руб
50мм – 2300руб
Регулируемая развертка
При мелкосерийном производстве применяются регулируемые развертки.

Эта развертка позволяет получать разные диаметры. Размер у нее меняется в пределах от 0,5 до 3,0 мм, в зависимости от диаметра развертки. Чем меньше развертка, тем на меньший диаметр она раздвигается.
Выставляются регулируемые развертки для станков с ЧПУ с помощью двух гаек.
Регулировка размера развертки
На развертке есть две гайки, снизу и сверху. Сначала откручивают верхнюю гайку, потом затягивают нижнюю, при ее затяжке режущие пластины смещаются, что увеличивает диаметр развертки, так как смещаются они по конусной направляющей. Чем выше вы их двигаете, затягивая нижнюю гайку, тем больший имеете размер.
Смещать ее нужно до тех пор пока не получите необходимый вам размер.
Узнать полученный размер развертки можно при помощи штангенциркуля или микрометра.
Материал развертки
Развертки изготавливают из быстрорежущей стали HSS, для увеличения стойкости или производительности обработки применяют твердый сплав.
Виды брака при использовании развертки
Уменьшение диаметра получаемого отверстия при развертывании связано с критическим
износом развертки или упругой деформацией металла при обработке тонкостенных деталей.
Если часть поверхности остается не обработанной, то нужно или увеличить припуск на обработку или ранее отверстие имело биение.
Плохое качество шероховатости поверхности после обработки связано с выбранным слишком большим припуском или критическим износом развертки.
engcrafts.com
Развертки регулируемые
Развертка ручная разжимная ГОСТ 3509-71
Развертки предназначены для точной и чистовой обработки отверстий после их предварительной обработки расточным резцом,сверлом, зенкером отверстий с целью придания им высокой чистоты поверхности и точности размеров. Конструкция разжимных разверток, изготовляемых по ГОСТ 3509—71, позволяет восстанавливать их размер после износа. На всей длине рабочей части разверток имеется ступенчатое отверстие, в котором между большим и малым отверстиями расположен конический участок. Конусность этого участка для разверток диаметром 8 мм составляет 1:20, для разверток диаметром свыше 8 мм — 1:10. На этом коническом участке помещается стальной шарик, который поджимается ввинчивающимся с торца упором (винтом). Ввинчива
обработки расточным резцом,сверлом, зенкером отверстий с целью придания им высокой чистоты поверхности и точности размеров. Конструкция разжимных разверток, изготовляемых по ГОСТ 3509—71, позволяет восстанавливать их размер после износа. На всей длине рабочей части разверток имеется ступенчатое отверстие, в котором между большим и малым отверстиями расположен конический участок. Конусность этого участка для разверток диаметром 8 мм составляет 1:20, для разверток диаметром свыше 8 мм — 1:10. На этом коническом участке помещается стальной шарик, который поджимается ввинчивающимся с торца упором (винтом). Ввинчива| Обозначение | D | d | L | S* | Обозначение | D | d | L | S* | |
| 2362-0001 | Развертка разжимная 8 | 7,7 | 110 | +0,16 | 2362-0016 | Развертка разжимная 24 | 23,7 | 220 | +0,40 | |
| 2362-0002 | Развертка разжимная 9 | 8,7 | 125 | +0,16 | 2362-0017 | Развертка разжимная 25 | 24,7 | 240 | +0,40 | |
| 2362-0003 | Развертка разжимная 10 | 9,7 | 125 | +0,16 | 2362-0018 | Развертка разжимная 26 | 25,7 | 240 | +0,40 | |
| 2362-0004 | Развертка разжимная 11 | 10,7 | 140 | +0.25 | 2362-0019 | Развертка разжимная 27 | 26,7 | 240 | +0,40 | |
| 2362-0005 | Развертка разжимная 12 | 11,7 | 140 | +0,25 | 2362-0020 | Развертка разжимная 28 | 27,7 | 260 | +0,40 | |
| 2362-0006 | Развертка разжимная 13 | 12,7 | 140 | +0,25 | 2362-0021 | Развертка разжимная 30 | 29,7 | 260 | +0,40 | |
| 2362-0007 | Развертка разжимная 14 | 13,7 | 160 | +0,25 | 2362-0022 | Развертка разжимная 32 | 31,7 | 260 | +0,50 | |
| 2362-0008 | Развертка разжимная 15 | 14,7 | 160 | +0,25 | 2362-0023 | Развертка разжимная 34 | 33,7 | 260 | +0,50 | |
| 2362-0009 | Развертка разжимная 16 | 15,7 | 160 | +0,25 | 2362-0024 | Развертка разжимная 36 | 35,7 | 300 | +0,50 | |
| 2362-0010 | Развертка разжимная 17 | 16,7 | 160 | +0,25 | 2362-0025 | Развертка разжимная 38 | 37,7 | 300 | +0,50 | |
| 2362-0011 | Развертка разжимная 18 | 17,7 | 180 | +0,25 | 2362-0026 | Развертка разжимная 40 | 39,7 | 340 | +0,50 | |
| 2362-0012 | Развертка разжимная 19 | 18,7 | 180 | +0,25 | 2362-0027 | Развертка разжимная 42 | 41,7 | 340 | +0,50 | |
| 2362-0013 | Развертка разжимная 20 | 19,7 | 200 | +0,25 | 2362-0028 | Развертка разжимная 45 | 44,7 | 380 | +0,50 | |
| 2362-0014 | Развертка разжимная 21 | 20,7 | 200 | +0,40 | 2362-0029 | Развертка разжимная 48 | 47,7 | 380 | +0,50 | |
| 2362-0015 | Развертка разжимная 22 | 21,7 | 220 | +0,40 | 2362-0030 | Развертка разжимная 50 | 49,7 | 380 | +0,50 |
*Допускаемое регулирование по диаметру (от номинального размера) должно быть не менее величины S.

Развертки ручные регулируемые по чертежам завода-изготовителя ТУ 2 035-229-71.
Развертки регулируемые предназначены для обработки предварительно просверленных или зенкерованных отверстий. Они удобны в эксплуатации и широко применяются при ремонтных работах. Конструкция разверток позволяет обрабатывать отверстия любого диаметра при небольшой номенклатуре разверток. Регулирование разверток осуществляется за счет осевого перемещения ножей по дну пазов в корпусе, выполненных с уклоном 1:25.
| Обозначение | D | d | L |
| 2361-0016 | Развертка ручная регулируемая 16,25—17,25 | 14,89 | 170 |
| 2361-0017 | Развертка ручная регулируемая 17,26—19,00 | 16,89 | 170 |
| 2361-0018 | Развертка ручная регулируемая 19,00—21,00 | 18,58 | 180 |
| 2361-0019 | Развертка ручная регулируемая 21,00—23,00 | 20,58 | 195 |
| 2361-0020 | Развертка ручная регулируемая 23,00—26,00 | 22,58 | 215 |
| 2361-0021 | Развертка ручная регулируемая 26,00—29,50 | 22,55 | 240 |
| 2361-0022 | Развертка ручная регулируемая 29,50—33,50 | 29 | 270 |
| 2361-0023 | Развертка ручная регулируемая 33,50—38,00 | 32,98 | 310 |
Развертки ручные регулируемые по чертежам завода-изготовителя ТУ У 28.6-00222083-002-2002.
| D | L | l |
| Развертка ручная регулируемая 10,0—10,75 | 130 | 40 |
| Развертка ручная регулируемая 10,75—11,75 | 130 | 40 |
| Развертка ручная регулируемая 12,0—13,5 | 150 | 52 |
| Развертка ручная регулируемая 13,5—15,5 | 150 | 56 |
| Развертка ручная регулируемая 15,25—17,25 | 160 | 56 |
| Развертка ручная регулируемая 17,25—19,0 | 170 | 54,5 |
| Развертка ручная регулируемая 19,0—21,0 | 180 | 54,5 |
| Развертка ручная регулируемая 21,0—23,0 | 190 | 72 |
| Развертка ручная регулируемая 23,0—26,0 | 205 | 72 |
| Развертка ручная регулируемая 26,0—29,5 | 240 | 78 |
| Развертка ручная регулируемая 29,5—33,5 | 260 | 97 |
| Развертка ручная регулируемая 33,5—35,0 | 305 | 97 |
| Развертка ручная регулируемая 35,0—40,0 | 305 | 94 |
| Развертка ручная регулируемая 40,0—43,0 | 305 | 89,4 |
| Развертка ручная регулируемая 43,0—45,0 | 305 | 86,3 |
| Развертка ручная регулируемая 45,0—47,0 | 305 | 84,3 |
| Развертка ручная регулируемая 47,0—50,0 | 320 | 84,3 |
www.vladpm.ru
Развертка регулируемая
ту 2-035-478-76
Развертка регулируемая — металлорежущий инструмент, предназначенный для окончательной доводки уже готовых отверстий.
Стоимость может меняться в зависимости курса $ согласно ЦБ РФ. Действующие цены и наличие уточняйте по телефону +7 (812) 321-32-94
| Артикул | Название товара | Ед. изм. | Цена (руб) | На складе | Заказать |
|---|---|---|---|---|---|
| 5562 | Развертка цил. ручная регулируемая, 7-7,5 мм | 340.00 | 22 | ||
| 5563 | Развертка цил. ручная регулируемая, 7,5-8,0 мм | 340.00 | 16 | ||
| 5564 | Развертка цил. ручная регулируемая, 8-8,5 мм | 340.00 | 11 | ||
| 5565 | Развертка цил. ручная регулируемая, 8,5-9,0 мм | 340.00 | 10 | ||
| 5566 | Развертка цил. ручная регулируемая, 9,0-9,5 мм | 340.00 | 4 | ||
| 5567 | Развертка цил. ручная регулируемая, 9,0-10,0 мм | 340.00 | 6 | ||
| 5568 | Развертка цил. ручная регулируемая, 9,5-10,0 мм | 340.00 | Под заказ | ||
| 5569 | Развертка цил. ручная регулируемая, 10-10,5 мм | 340.00 | 15 | ||
| 5570 | Развертка цил. ручная регулируемая, 10,5-11,5 мм | 340.00 | Под заказ | ||
| 5571 | Развертка цил. ручная регулируемая, 11,0-12,0 мм | 340.00 | 6 | ||
| 5572 | Развертка цил. ручная регулируемая, 12,0-13,5 мм | 340.00 | 4 | ||
| 5573 | Развертка цил. ручная регулируемая, 13,5-15,0 мм | 470.00 | 8 | ||
| 5574 | Развертка цил. ручная регулируемая, 15,0-17,0 мм | 470.00 | 3 | ||
| 5576 | Развертка цил. ручная регулируемая, 15,25-17,25 мм | 470.00 | 20 | ||
| 5577 | Развертка цил. ручная регулируемая, 19-21 мм | 500.00 | 10 | ||
| 5578 | Развертка цил. ручная регулируемая, 21-23 мм | 520.00 | 9 | ||
| 5579 | Развертка цил. ручная регулируемая, 23-26 мм | 540.00 | Под заказ | ||
| 5580 | Развертка цил. ручная регулируемая, 26-29 мм | 740.00 | 1 | ||
| 5581 | Развертка цил. ручная регулируемая, 29-33,5 мм | 850.00 | 4 | ||
| 5582 | Развертка цил. ручная регулируемая, 33,5-38 мм | 890.00 | 6 |
 Они разделяются на ручные и машинные. Ручная работа производится при помощи воротка, машинная — на станке.
Они разделяются на ручные и машинные. Ручная работа производится при помощи воротка, машинная — на станке.
Развертка регулируемая может иметь от 6 до 16 неравномерно расположенных зубьев, что позволяет оарабатывать поверхность отверстия очень эффективно. Особая конструкция такого типа разверток позволяет регулировать положение ножей, что дает возможность применять их в отверстиях различного диаметра.
www.tehross.ru
Регулируемые развертки – Энциклопедия по машиностроению XXL
Например, при развертывании отверстий большого диаметра (вкладышей подшипников, различных втулок) применяют регулируемые развертки со вставными зубьями. [c.106]В крупносерийном производстве развертывание выполняют с применением кондуктора цельными или регулируемыми развертками. Операцию осуществляют двумя-тремя развертками, отличающимися по диаметру на 0,01—0,02 мм, с небольшим количеством зубьев (пять—девять). После окончания развертывания острые кромки зачищают шабером и тщательно промывают узел. [c.312]
Наряду с двумя стандартными типами широкое распространение на заводах СССР находят регулируемые развертки с креплением вставных ножей 1 (фиг. 64) в пазах при помощи наклад- [c.334]
Произвести доводку отверстия / регулируемой разверткой или притиром. Допускается эллипсность и конусность отверстия в пределах 0,013 мм. [c.800]
Проверить состояние отверстия под пиноль. При наличии повышенных отклонений отверстие исправить развертыванием вручную или на станке регулируемой разверткой с последующей доводкой притиром [c.805]
Развертывание часто применяют для окончательной подгонки отверстий стальных или бронзовых втулок. Вызываемые натягом радиальные силы, которые возникают на поверхности контакта охватывающей и охватываемой деталей (фиг. 19), при всех неподвижных посадках дают упругие деформации. В запрессованной втулке эти деформации выражаются в изменении внутреннего диаметра, уменьшение которого тем значительнее, чем больше натяг. Для восстановления посадочных размеров втулку после запрессовки растачивают, шабрят или развертывают. Подгонку втулки по сопряженной детали производят при помощи регулируемых разверток. Если нужно развернуть две втулки, которые должны иметь соосность, применяют регулируемые развертки с направляющей частью с последующей проверкой перпендикулярности оси отверстия втулки к базовой плоскости (фиг. 20). [c.160]
Машинные регулируемые развертки применяются самых разнообразных конструкций. Развертка, показанная на фиг. 232, имеет обычные клиновидные рифленые ножи. Увеличение диаметра развертки после износа достигается перестановкой ножей на одно рифление в радиальном направлении. Рекомендуется в таких развертках делать различное расстояние рифлений до дна паза. Переставляя ножи из одного паза в другой, можно увеличить диаметр развертки, так как расстояние от первого рифления до дна паза постепенно увеличивается. [c.289]
| Фиг. 232. Машинные регулируемые развертки |  |
| Фиг. 233. Насадная регулируемая развертка с гладкими плоскими ножами. |  |
Обыкновенные цилиндрические развертки имеют тот недостаток, что после I одной-двух заточек теряют свой размер. При изготовлении большого количества отверстий точно одинакового размера применяют регулируемые развертки. Подобная развертка показана на фиг. 213. Она имеет внутри просверленную слегка на конус канавку, куда вгоняется шарик или стержень с коническим концом. При перемещении последних вдоль канавки диаметр развертки может изменяться на 0,25—1 мм для облегчения регулировки на развертке через 2—3 зуба прорезаны долевые щели. [c.274]
| Фиг. 214. Регулируемая развертка со вставными ножами. |  |
| Фиг. 215. Регулируемая развертка с привинченными ножами. |  |
По нормалям завода Фрезер изготовляются раздвижные регулируемые развертки, преимуществом которых являются значительно большие пределы регулирования диаметров (0,5—3 мм). [c.306]
Обычные цилиндрические развертки после переточки теряют свои размеры, поэтому некоторые развертки делают регулируемыми. При развертывании отверстий большого диаметра, например вкладышей подшипников, различных втулок, применяют регулируемые развертки со вставными зубьями. [c.107]
Котельные развертки Регулируемые развертки 254 30 3 [c.134]
Регулируемые развертки конические и котельные изготовляются с двойным задним углом а = 6 ч-8° и 2= 15- 20°. [c.119]
| Рис. 134. Отладка регулируемой развертки | 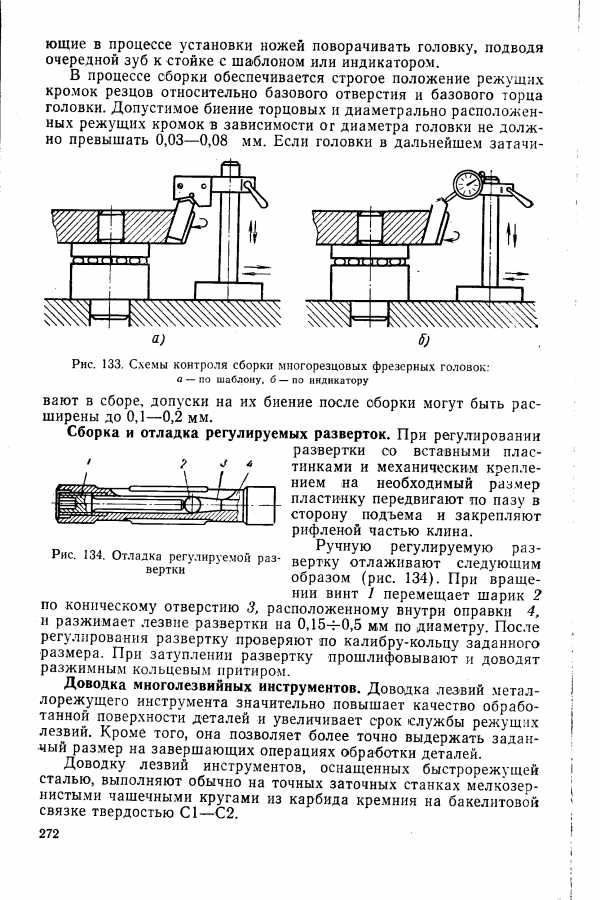 |
| Рис. 3. Однозубая регулируемая развертка |  |
Конструкция регулируемой развертки со вставными ножами показана на рис. 192. В ее корпусе имеются наклонные пазы, в [c.193]
Широкое распространение в машиностроении получили машинные регулируемые развертки со вставными ножами из быстрорежущей стали (рис. 116). В корпусе развертки [c.107]
Конструкция регулируемой развертки со вставными ножами показана на фиг. 192. В ее корпусе имеются наклонные пазы, в которых расположены ножи 1, удерживаемые пластинками 2 и винтами 3. Гайка 4 и контргайка 5 препятствуют [c.170]
Регулируемые развертки с разрезанной рабочей частью изготавливают диаметром от 10 до 40 мм. Они [c.238]
| Рис. 114. Насадная регулируемая развертка. |  |
Регулируемыми развертками называются такие, которые тем или иным способом допускают в известных пределах некоторую регулировку своего диаметра для компенсации износа вли ддя перестановка иа новый размер [c.262]
Все цельные развертки имеют общий недостаток вследствие износа их диаметральный размер уменьшается, и инструмент выходит из строя. Поэтому часто применяют регулируемые развертки, зубья которых допускают регулировку по диаметру в определенных пределах. [c.336]
Раздвижные (регулируемые) развертки (рис.331,о) применяются при развертывании отверстий диаметром от 24 до 80 мм. Они допускают увеличение диаметра на 0,25—0,5 м.и. [c.348]
Регулируемые развертки получили наибольшее распространение. Они состоят из корпуса, который служит довольно долго, и изготовляются из сравнительно недорогих конструкционных сталей и вставных ножей простой формы. Ножи делают из тонких пластинок, на них расходуется небольшое количество дорогостоящего металла. Их можно переставлять или раздвигать на больший диаметр, регулируя или затачивая до нужного размера. Когда [c.348]
Раздвижные (регулируемые) развертки (рис.324, [c.316]
Затраты времени на конструирование специальных режущих, вспомогательных в измерительных инструментов также рассчитываются на основании укрупнённых нормативных данных вроде приведённых для примера в табл. 34. Здесь по сложности к 1-й группе отнесены простые резцы, свёрла, развёртки, гладкие калибры и т. п. ко 2-й — резьбовые и тангенциальные резцы, развёртки и зенкеры специальной формы, однорезцовые державки и оправки, переходные втулки, конусные калибры, плоские шаблоны и т.п. к 3-й — фасонные резцы, регулируемые развертки, двухрезцовые державки, однорезцовые борштанги, резьбовые и шлицевые калибры, сборные шаблоны и т. п. к 4-й — фасонные резцы для сложных профилей, свёрла для глубокого сверления, зенкеры и развёртки со вставными ножами, дисковые фрезы, двухрезцовые борштанги. калибры для трапецоидальной резьбы и т. п. к 5-й — расточные блоки оригинальной конструкции, зенкеры и развёртки с направлением, плашки, метчики, трёхрезцовые борштанги, поводковые патроны и т. п. к 6-й — крупные составные зенкеры и развёртки, сложные фасонные фрезы, тангенциальные плашки, четырёхрезцовые борштанги и т. п. и к 7-й — сложные борштанги, круглые и шпоночные протяжки, червячные фрезы, долбяки (прямозубые) и т.п. [c.575]
Недостаток цельных разверток заключается в том, что после каждой заточки они теряют свой размер и выходят из строя по этой причине срок службы развертки часто составляет всего несколько часов. Когда требуется изготовить большое количество отверстий одинакового размера, употребляют регулируемые развертки. Их преимущество заклвэ-чается в том, что после износа первоначальный размер снова может П4 [c.204]
Осциллограф Н-102 имеет 12 ступеней скоростей (от 1 до 5000 мм сек), а осциллограф Н-105—14 скоростей (от 0,5 до 10 000 мм1сек). Окно визуального наблюдения имеет регулируемую развертку. Имеется регулировка диафрагмы для каждого в-ибрз-Т10ра. [c.47]
Развертки имеют различное число зубьез а) плавающие развертки имеют два зуба б) котельные—от трех до восьми зубьев в) регулируемые развертки со вставными ножами — от четырех до 10 зубьев в зависимости от диаметра г) стандартные ручные и машинные цельные развертки диаметром до 10 Л1М имеют 2 = 6, диаметром И—19 мм 2 = 8, диаметром 20—30 лш 2 = 10, диаметром 32—45 лш [c.237]
Ручную регулируемую развертку отлаживают следующим образом (рис. 134). При вращении винт 1 перемещает шарик 2 по коническому отверстию 3, расположенному внутри оправки 4, и разжимает лезвие развертки на 0,15- 0,5 мм по диаметру. После регулирования развертку проверяют по калибру-кольцу заданного размера. При затуплении развертку прошлифовывают и доводят разжимным кольцевым притиром. [c.272]
Припуски под тонкое (прецизионное) развертывание, производимое после чистового, назначаются в. два раза меньше, чем под чистовое, а отверстия получаются 1—2-го класса с чистотой поверхности до 8-го класса. Для тонкого развертывания обычно применяют регулируемые развертки и работают ими при низких скоростях резания (1,5—2 м мин) и малых подачах (0,2—0,5 мм1о6). [c.159]
Машинные регулируемые развертки выполняются с разрезанн[c.238]
Регулируемые развертки с цельной рабочей частью обладяют большей жесткостью, чети развертки с разрезанной рабочей частью, и обеспечивают постоянство ци-линдричности или обратной конуеност калибрующей части при регулировке. При правильном выполнении деформируемых элементов развертки имеют достаточную упругость и позволяют регулировать диаметр в пределах 0,1—0,3 мм. [c.239]
mash-xxl.info
Регулируемая развертка – Большая Энциклопедия Нефти и Газа, статья, страница 1
Регулируемая развертка
Cтраница 1
Регулируемые развертки с разрезанной рабочей частью изготавливают диаметром от 10 до 40 мм. [2]
Регулируемые развертки с цельной рабочей частью обладают большей жесткостью, чети развертки с разрезанной рабочей частью, и обеспечивают постоянство ци-линдричности или обратной конусности калибрующей части при регулировке. При правильном выполнении деформируемых элементов развертки имеют достаточную упругость и позволяют регулировать диаметр в пределах 0 1 – 0 3 мм. [3]
Регулируемые развертки в отличие от разверток постоянных допускают изменение величины диаметра. Существуют различные конструкции регулируемых разверток. [4]
Регулируемые развертки бывают разжимными ( фиг. [5]
Машинные регулируемые развертки выполняются с разрезанной рабочей частью ( подобно цанге) и с цельной. [7]
Конструкция регулируемых разверток позволяет восстанавливать их диаметр при переточках, что увеличивает срок работы развертки. [9]
Конструкция регулируемой развертки со вставными ножами показана на фиг. [10]
Конструкция регулируемых разверток позволяет восстанавливать их диаметр при переточках, что увеличивает срок работы инструмента. [12]
Устройство регулируемой развертки заключается в том, что корпус ее сделан полым коническим, с продоль-ными канавками, прорезанными между зубьями на длине рабочей части ( фиг. При завертывании винта его конический конец заставляет зубья развертки раздаваться; тем самым увеличивается и регулируется в определенных пределах диаметр развертки. [13]
СССР находят регулируемые развертки типа В ( фиг. Надежность крепления ножей в стандартном типе А зависит от точности изготовления распорных кулачков и гнезд для их размещения; в типе В – от точности изготовления резьбовых соединений, исключающих возможность ослабления винтов во время работы разверток. [14]
Окно визуального наблюдения имеет регулируемую развертку. Имеется регулировка диафрагмы для каждого вибратора. [15]
Страницы: 1 2 3
www.ngpedia.ru