Ремонт деталей ручной сваркой и наплавкой: Ремонт деталей сваркой и наплавкой
alexxlab | 02.09.2018 | 0 | Разное
статочных напряжений. При сварке таких сталей не допускаются поры, непровары, шлаковые включения. Переход от изделия к поверхности наплавленного слоя должен быть плавным. Многослойную наплавку следует вести так, чтобы при наложении последующего слоя предыдущий не успевал охладиться до температуры менее 200 °С. Стали, легко подвергающиеся закалке, предварительно подогревают до температуры 200… 250°С.
Среднеуглеродистые и низколегированные стали сваривают и наплавляют преимущественно электродами типа Э-42 или Э-46. Наилучшие результаты при сварке конструкционных сталей дают электроды типа Э-42А. Быстроизнашивающиеся поверхности деталей, работающих в абразивной среде, а также деталей, имеющих высокую твердость, рекомендуется наплавлять электродами типа Т-590, Т-620, 13кН. Они позволяют без термической обработку получать твердость металла шва до HRC 56 .. . 62.
Режимы сварки и наплавки среднеуглеродистых и низколегированных сталей приведены в таблице 2. Цементованные поверхности деталей с высокой твердостью рекомендуется восстанавливать электродами 03H-400 и ЦЧ-4.
Таблица 2. Режимы сварки и наплавки среднеуглеродистых и низколегированных сталей
| Толщина свариваемого металла, мм | Диаметр электрода, мм | Сила сварочного тока, А |
|---|---|---|
| 2…4 | 3…4 | 75…125 |
| 4…6 | 4.,.5 | 150…200 |
| 6…10 | 5…6 | 200…400 |
Детали сельскохозяйственной техники, работающие в условиях абразивного изнашивания, часто изготавливают из высокомарганцовистой стали Г-13, содержащей 1,5% углерода и 13% марганца. При нагревании этой стали выше температуры 1200 °С и медленном охлаждении в результате образования карбидов марганца она становится хрупкой, появляются трещины. Сварку и наплавку этих сталей рекомендуется производить широкими валиками и короткими участками с охлаждением водой. Для сварки высокомарганцовистых сталей применяют электроды ОЗЛ-4 со стержнем из проволоки Св-10Х20Н15 или ЦЛ-2М, ЦЛ-2АЛ со стержнем из проволоки Св-04Х19Н9, для наплавки применяют электроды ОМГ-Н со стержнем из проволоки 08НЗ.
Рис. 1. Определение границ трещин.
В качестве оборудования для ручной сварки и наплавки в условиях ремонтных предприятий применяют: сварочные трансформаторы типов СТН, ТСК, ТД, ТС, СТШ, ТС-300, ТС-500, ТСМ-500 с конденсаторами ТСК-300, ТСК-500, с подвижным шунтом СТШ-300, СТШ-500; сварочные преобразователи ПСО-ЗОО-З, ПС-500, ПСО-500, ПСУ-300, ПСУ-500; сварочные селеновые выпрямители ВСС-120А, ВСС-300-3, универсальные ВСУ-300, ВСУ-500, специальные ВКСМ-1000-1, ВДМ-1601, ВДМ-3001. Для сварки в полевых условиях применяются передвижные сварочные агрегаты (с двигателем внутреннего сгорания) АСБ-300-4, АСБ-300-7.
Сварка чугунных деталей. Большинство корпусных, базовых и других деталей сельскохозяйственной техники изготавливают из серого чугуна СЧ18-36. Наибольшее распространение при устранении дефектов (трещин, пробоин, отколов) получила сварка.
Серый чугун — трудносвариваемый материал. Трудность процесса сварки серого чугуна обусловлена его химическим составом, структурой и особыми механическими свойствами. Кроме того, чугунные детали, бывшие в эксплуатации, содержат в порах большое количество посторонних материалов, особенно масла, проникающего на значительную глубину, что ухудшает условия сварки. Сварка чугунных деталей может осуществляться как холодным, так и горячим способом.
Трудность процесса сварки серого чугуна обусловлена его химическим составом, структурой и особыми механическими свойствами. Кроме того, чугунные детали, бывшие в эксплуатации, содержат в порах большое количество посторонних материалов, особенно масла, проникающего на значительную глубину, что ухудшает условия сварки. Сварка чугунных деталей может осуществляться как холодным, так и горячим способом.
Холодная сварка чугуна находит все более широкое применение на ремонтных предприятиях. При холодной сварке чугуна применяют либо специальные сварочные материалы, либо специальные приемы сварки (например, метод отжигающих валиков).
Для механизированной сварки корпусных деталей из чугуна любых марок получила распространение созданная Институтом электросварки им. Е. О. Патона самозащитная проволока ПАНЧ-11, с помощью которой можно высококачественно устранять различные дефекты корпусных деталей. Используя ПАНЧ-11, можно ремонтировать отверстия под штифты и болты крепления с сорванной резьбой, вести сварку серого, ковкого и высокопрочного чугуна и их комбинации, в том числе и со сталью.
Рис. 2. Разделка сквозных трещин.
Трещины, пробоины и другие дефекты заваривают в такой последовательности. Моют чугунную корпусную деталь, устанавливают ее в кантователь или на стол, зачищают поверхность до металлического блеска по обе стороны трещины на ширину 10…20 мм, определяют границы трещины (рис. 1). Зачистка производится электрической шлифовальной машиной, шлифовальным кругом ПП110X40X10 или пневмошлифовальной машиной ИП2009Л с шлифовальным кругом ПП110X20X20. Определив Границы трещины, иа расстоянии 6… 10 мм от видимого конца в НАПрвплшии ее развития сверлят сквозные отверстия диаметром 3…4 мм, применим сверлильную электрическую машину, патрон 10-2а или сверлильную пневматическую машину ИП-1011, сверлильный патрон П-18, сверло 4 мм. После зачистки поверхностей разделывают трещины, причем сквозные трещины в тонких стенках— с одной стороны, в толстых — с двух сторон (рис. 2). Трещину в перемычках между отверстиями обрабатывают с двух сторон по всей ее высоте. Несквозные трещины разделывают до целого металла.
Для получения усиленного сварного шва при сварке наиболее ответственных участков детали применяют более сложную форму разделки дефекта (рис. 3).
При наличии пробоин зачищают от коррозии поверхность по всему периметру пробоины, запиливают острые кромки и вырезают накладку по форме пробоины из стали 3 толщиной 2 … 3 мм с таким расчетом, чтобы кромки пробоины были перекрыты на 10 … 15 мм.
Рис. 4. Последовательность заварки трещины; Рис. 3. Разделка трещин для усиленного шва: а — сверление отверстий на концах трещины; б — сверление отверстий вдоль трещины и продольная разделка; в — поперечная разделка трещины.
Все подготовительные операции выполняют без применения охлаждающей жидкости. Заварку трещин на стенках чугунных деталей и в перемычках между отверстиями самозащитной проволокой ПАНЧ-11 производят открытой дугой на постоянном токе прямой полярности.
Трещины заваривают участками, длиной 30 … 50 мм с проковкой и охлаждением каждого участка до температуры 50…60°С двумя способами по схеме, изображенной на рисунке 4. Заварка трещин со сложной формой разделки также производится участками длиной 30 *.. 50 мм с проковкой и охлаждением до температуры 50…60°С в порядке, указанном на рисунке 5. Заплаты приваривают вразброс участками длиной 30 … 50 мм по контуру заплаты. Каждый следующий участок начинают заваривать после проковки и охлаждения предыдущего до температуры 50…60°С. Для сварки используют полуавтоматы типа ПДПГ-500, ПДГ-300,. ПДГ-301, А-547, А-825М и другие в комплекте с выпрямителем ВС-300 или аналогичными.
Рис. 5. Порядок заварки трещины со сложной формой разделки.
Механические свойства металла сварного шва следующие: предел прочности на разрыв до 500 МН/м2, предел текучести до 300 МН/м2, удлинение до 20%, твердость НВ 160 .. . 180. На узком участке околошовной зоны наблюдается повышение твердости до НВ 280… 310. Прочность сварных соединений на разрыв не ниже 95% прочности основного металла.
Положительные результаты позволяет получать при заварке трещин, в том числе и в перемычках между отверстиями, полуавтоматическая сварка в среде аргона А проволокой МНЖКТ-5-1-02-02 диаметром 1,0… 1,2 мм. Сваривают током обратной полярности 80… 120 А, при напряжении 20 … 25 В, с последующей проковкой при скорости подачи проволоки 7… 11 м/мин. Расход аргона — 6 … 9 л/мин. Сварку можно производить с помощью полуавтоматов А-547У, А-825М, ПДГ-301 или установки типа УДГ. Сварные соединения высокого качества при холодной свар: ке чугуна получают за счет применения специальных электродов МНЧ-2, изготовленных из монельметалла (70% никеля и 26% меди, остальное — железо и марганец).
Получили распространение при сварке чугуна также медножелезные электроды ОЗЧ-2, изготовленные из медного стержня с фтористо-калиевым покрытием, в которое добавляют 50% железного порошка. Они дешевле электродов МНЧ-2, но в процессе сварки наблюдается наиболее выраженный отбел в околошовной зоне. С целью получения наплавленного слоя с требуемым качеством и экономией дорогостоящего материала можно применять комбинированную сварку электродами различных марок. При этом первый слой на кромках трещины наносят проволокой ПАНЧ-11, электродами МНЧ-2 или ОЗЧ-2, а последующие слои — стальными электродами ЦЧ-ЗА, ЦЧ-4, УОНИ-13/45. Можно также первый слой наложить электродами МНЧ-2, второй—электродами ОЗЧ-2. Такие сочетания позволяют получить наплавленный слой с требуемой твёрдостью.
При сварке методом наложения отжигающих валиков трещины предварительно зачищают. С кромок трещины снимают фаски (для толстых наружных стенок деталей) и ведут сварку стальными электродами марок УОНИ-13/45 или ОММ-5 диаметром 4 мм короткими участками длиной 30 … 60 мм вразброс с перерывами для охлаждения, чтобы уменьшить внутренние напряжения, которые могут привести к растрескиванию сварного шва. Стальные электроды для сварки рекомендуется выбирать с содержанием в них углерода не выше 0,1%.
Сварной шов по химическому составу представляет собой высокоуглеродистую сталь, механические свойства шва близки к механическим свойствам чугуна. Вследствие высокой температуры в зоне сварки и быстрого охлаждения в зоне сплавления образуются хрупкие ледебуритная и мартенситная структуры, обладающие высокой твердостью.
Холодную сварку чугуна стальными электродами следует применять в крайних случаях, когда отсутствуют специальные сварочные материалы, описанные выше.
Горячая сварка чугуна начинается с того, что детали ппгревают до температуры 600… 650 °С в нагревательных печах, затем в специальных термосах заваривают трещины, пробоины, сколы и другие дефекты электродуговой или газовой сваркой. Присадочный материал — чугунные прутки марки А того же химического состава, что и детали.
При сварке применяют специальный флюс ФСЧ-1. Можно также применять в качестве флюса техническую буру или 50%-ную смесь углекислых калия и натрия. Охлаждение детали ниже 500 °С не допускается. После заварки трещин и пробоин чугунную деталь вновь помещают в печь и вместе с ней охлаждают со скоростью 50… 100 °С в час для нормализации и снятия внутренних напряжений.
После горячей сварки сварной шов имеет достаточно однородные структуру и химический состав, на линии сплавления отсутствуют хрупкие структуры отбеленного чугуна, соединение имеет высокую механическую прочность.
Высокая трудоемкость и тяжелые условия труда сварщика ограничивают применение этого способа. Несмотря на это, учитывая высокое качество соединения, в отдельных случаях, особенно при ремонте тонкостенных корпусных деталей, этот способ незаменим.
При ремонте чугунных деталей можно применять пайко-свар-ку, исключающую отбел в зоне сварного соединения. Для этого применяют латунные припои JIOK59-1-03, JIOMHA-49-1-10-02 и JIK-62-05. Наряду с латунными применяют также цинковый Ц1 и медно-цинковые ПМЦ-36, ПМЦ-48, ПМЦ-54 припои, однако механические свойства сварных соединений с использованием цинковых и медно-цинковых припоев ниже латунных. При сварке и наплавке чугунных деталей медными сплавами медь проникает в свариваемый чугун на глубину до 0,5 мм и повышает тем самым механическую прочность соединения, достигая прочности соединения на разрыв свыше 200 МН/м2.
Пайко-сварка ведется при температуре 700 … 750 °С. Такое снижение рабочей температуры получено за счет применения специальных поверхностно-активных флюсов ФПСН-1 и ФПСН-2. Активное флюсование обеспечивает высокую смачиваемость чугуна припоем.
Активное флюсование обеспечивает высокую смачиваемость чугуна припоем.
Применяют также флюсы ФНЧ-1 , ФСЧ-2, МАФ-1, ЗП-19, АНП-2, АН-ШТ-1, АН-ШТ-2, № 209 и № 284.
Восстановление деталей сваркой и наплавкой
Восстановление деталей сваркой и наплавкой
Категория:
Ремонт промышленного оборудования
Восстановление деталей сваркой и наплавкой
Сварка и наплавка широко применяются при ремонтных работах. Сваркой исправляют детали с изломами, трещинами и отколами.
Наплавка является разновидностью сварки и заключается в том, что этим способом не соединяют металлические детали или части в одно целое, а наращивают, наплавляя на основной металл присадочный материал. Наплавкой восстанавливают изношенные поверхности деталей, посадочные размеры которых затем получают механической обработкой на станках.
В ремонтном деле применяют главным образом два вида сварки: дуговую и газовую.
Дуговая сварка может осуществляться металлическим и угольным электродами. Широко применяют сварку на переменном токе (по сравнению с постоянным током) вследствие меньшего расхода электроэнергии, небольшой стоимости оборудования и простоты ухода за оборудованием. При этом применяют электроды со стабилизирующими обмазками.
Широко применяют сварку на переменном токе (по сравнению с постоянным током) вследствие меньшего расхода электроэнергии, небольшой стоимости оборудования и простоты ухода за оборудованием. При этом применяют электроды со стабилизирующими обмазками.
Газовая сварка также широко используется в ремонтном производстве. Сущность газовой сварки стальных и чугунных деталей заключается в плавлении металла при горении ацетилена в избыточной среде кислорода, при этом развивается температура 3300 °С и выше.
Решая вопросы восстановления деталей сваркой и наплавкой, необходимо учитывать недостатки данного метода. При этом происходит нагрев, вызывающий деформация и возникновение внутренних напряжений. Для ликвидации последних приходится осуществлять термическую обработку, которая также может быть причиной деформации деталей.
Сварка и наплавка стальных деталей. Свариваемость стали зависит от ее химического состава, главным образом от содержания углерода. Большое влияние оказывают и легирующие элементы — хром, марганец, никель и др. С увеличением количества углерода и легирующих элементов в стали ее свариваемость ухудшается.
С увеличением количества углерода и легирующих элементов в стали ее свариваемость ухудшается.
Хорошо сваривающиеся стали можно сваривать или наплавлять в оГычных производственных условиях без предварительного нагрева и баз последующей термической обработки. Это же относится и к удовлетворительно сваривающимся сталям. Однако детали из этих сталей большой толщины и большого диаметра нужно перед сваркой назреть, чтобы предотвратить образование трещин. Стали с ограничен эй и тем более с плохой свариваемостью могут давать трещины (в зоне теплового влияния в наплавленном металле), поэтому рекомендуется детали из них перед сваркой отжигать при температуре 600—650 °С, а по окончании сварки подвергать закалке и отпуску.
В ремонтной практике применяют главным образом дуговую сварку металлическими электродами.
Наплавкой восстанавливают многие детали, в том числе и вращающиеся в подшипниках скольжения цапфы валов и осей. Прежде чем приступить к наплавке, поверхность детали очищают до металлического блеска. Наплавку ведут слоями параллельно оси цапфы, причем слои наплавляют поочередно на диаметрально противоположных участках цапф, чтобы предупредить деформацию детали. Ширина наплавленного слоя не должна превышать двойной толщины электрода. Наплавив слой, зачищают его стальной щеткой. Следующий слой должен покрывать предыдущий на одну треть ширины.
Наплавку ведут слоями параллельно оси цапфы, причем слои наплавляют поочередно на диаметрально противоположных участках цапф, чтобы предупредить деформацию детали. Ширина наплавленного слоя не должна превышать двойной толщины электрода. Наплавив слой, зачищают его стальной щеткой. Следующий слой должен покрывать предыдущий на одну треть ширины.
Сварка и наплавка деталей из чугуна. При восстановлении чугунных деталей (а также деталей из углеродистых сталей толщиной менее мм) применяют главным образом газовую сварку. Сварочный шов получают, используя присадочный материал в виде прутков или проволоки. Чугунные отливки (детали) сваривают обычно при помощи чугунного же присадочного материала. Сварка чугуна ведется кислородно-ацетиленовым пламенем с небольшим избытком ацетилена (пламя получается восстановительное). Чтобы предохранить расплавленный металл шва от окисления, применяют флюсы.
Детали из серого чугуна можно сварить с предварительным общим нагревом, с местным подогревом или без подогрева. Сварку деталей с предварительным подогревом до 500—700 °С условно называют горячей сваркой, при подогреве до 250—450 °С— полугорячей, а без подогрева — холодной сваркой. Лучшие результаты дает горячая сварка. Детали нагревают в печах или горнах.
Сварку деталей с предварительным подогревом до 500—700 °С условно называют горячей сваркой, при подогреве до 250—450 °С— полугорячей, а без подогрева — холодной сваркой. Лучшие результаты дает горячая сварка. Детали нагревают в печах или горнах.
В ремонтной практике широко распространен способ восстановления корпусных деталей из чугуна методом сварка-пайка латунной проволокой и прутками, отлитыми из медно-цинковых оловянных сплавов. Этот способ не требует нагрева свариваемых кромок до расплавления, а лишь до температуры плавления припоя.
Ковкий чугун плохо поддается сварке. Наиболее простым способом восстановления деталей из ковкого чугуна является сварка с применением латунных электродов или электродов из монель-металла.
Для высококачественной сварки необходима соответствующая подготовка поверхности для сварки и режим охлаждения соединения деталей. Сварное соединение охлаждают медленно. Крупные детали охлаждают вместе с печью, в которой они были нагреты, мелкие помещают в сухой горячий песок или золу. При быстром охлаждении образуется твердый и хрупкий отбеленный чугун. Неравномерное охлаждение приводит к возникновению внутренних напряжений и появлению трещин.
При быстром охлаждении образуется твердый и хрупкий отбеленный чугун. Неравномерное охлаждение приводит к возникновению внутренних напряжений и появлению трещин.
Наплавка цветных металлов
Изношенные детали, изготовленные из меди, бронзы, латуни, алюминия и его сплавов, восстанавливают газовой наплавкой. В качестве присадочных материалов применяют стержни, близкие по составу к основному металлу.
При восстановлении размеров деталей из бронзы в качестве присадочного материала могут служить латуни Л62, Л К-62-03, ЛСЖ-1-03, которые дают плотный наплавленный металл, хорошо сопротивляющийся изнашиванию. Детали больших размеров и массой более кг предварительно подогревают горелкой или в специальных печах до 400—460 °С. После наплавки рекомендуется быстрое охлаждение на воздухе, а для бронз с высоким содержанием меди — в воде.
Детали из меди наплавляют медной проволокой. Большие детали наплавляют двумя горелками, одной из которых осуществляют подогрев, а другой ведут наплавку. Наплавленный слой можно дополнительно уплотнить проковкой в горячем состоянии.
Наплавленный слой можно дополнительно уплотнить проковкой в горячем состоянии.
Алюминиевые детали восстанавливают газовой наплавкой с применением флюса АФ-4А. В качестве присадки выбирают металл, близкий по составу к основному металлу.
Детали из черных металлов можно наплавлять медью, латунью, бронзой при помощи ацетилено-кислородной горелки с применением газообразных флюсов БМ-1 или БМ-2. При этом получается плотный слой цветного металла, хорошо сплавленного с основным.
Поверхность детали, подлежащую наплавке, тщательно очищают и обезжиривают, затем нагревают газовой горелкой до температуры, близкой к температуре плавления присадочного металла. При больших размерах наплавляемой поверхности наплавку нужно выполнять с предварительным нагревом.
В ряде случаев целесообразно выполнять наплавку двумя горелками, одну из которых располагают впереди (по ходу процесса наплавки) и подогревают ею металл, а второй с флюсом БМ-1 ведут наплавку. Флюс БМ-1 обеспечивает полную защиту от окисления расплавленного слоя цветного металла, что не достигается в присутствии порошковых флюсов. Поверхность металла после остывания получается ровной, блестящей и неокисленной.
Поверхность металла после остывания получается ровной, блестящей и неокисленной.
Для наплавки рекомендуются латуни различных марок (например, Л62), не содержащие кремния, свинца, олова, бронзы, в частности БрКМЦЗ-0,5, дающие плотный слой при наплавке на чугун и сталь. Прочность соединения с чугуном и сталью соответствует прочности литой латуни.
Наплавка поверхностей твердыми сплавами
Для восстановления деталей и Повышения их износостойкости применяют наплавку легированными сплавами, обладающими высоким сопротивлением износу (повышение срока службы в 2—6 раз и более). При ремонте деталей часто применяют сормайт, литой твердый сплав, порошковый твердый сплав, а также электроды со специальной обмазкой, компоненты которой в процессе плавления, соединяясь с основным металлом и металлом электрода, образуют однородный износостойкий слой.
Сормайт № применяют в виде прутка диаметром от до мм. Этими сплавами ремонтируют кулачковые муфты, фиксаторы, различные упоры и др. После охлаждения наплавленную деталь обрабатывают шлифованием.
После охлаждения наплавленную деталь обрабатывают шлифованием.
Реклама:
Читать далее:
Восстановление и упрочнение изношенных деталей электролитическими и химико-термическими способами
Статьи по теме:
Ремонт деталей сваркой – Энциклопедия по машиностроению XXL
Ремонт деталей сваркой и пайкой производят при температуре окружающего воздуха не ниже +5° С. [c.280]Ремонт деталей сваркой, наплавкой и электроискровым способом [c.268]
Ремонт деталей сваркой и наплавкой применяется наиболее широко. Этим способом ремонтируется свыше 50% восстанавливаемых деталей. В авторемонтном производстве внедряются высокопроизводительные механизированные способы сварки и наплавки. К ним относятся автоматическая и полуавтоматическая сварка и наплавка под слоем флюса, полуавтоматическая сварка в защитной среде углекислого газа и др.
[c. 268]
268]
Несколько расширен раздел Ремонт деталей сваркой в связ)) с большим внедрением сварки при ремонте дизелей. Описаны многочисленные сварные швы, которые могут найти применение при ремонте дизелей и трубопроводов. [c.4]
РЕМОНТ ДЕТАЛЕЙ СВАРКОЙ [c.78]
Ремонт деталей сваркой состоит из следующих основных операций подготовка поверхностей, сварка, слесарная или механическая обработка и при необходимости термическая обработка детали после сварки. Во избежание дальнейшего распространения трещины в детали перед сваркой по концам трещины сверлят отверстия диаметром 4—5 мм. При толщине детали до 5 мм поверхность основного металла вдоль трещины зачищают до блеска на ширину 10—15 мм с каждой стороны и сваривают без разделки кромок. При толщине детали от [c.202]
Чугун относится к категории плохо сваривающихся сплавов. Его сваривают при исправлении дефектов в отливках и ремонте деталей. Дуговая сварка чугуна чугунными электродами и с покры-
[c.233]
Дуговая сварка чугуна чугунными электродами и с покры-
[c.233]
За последние годы указанный способ получил также некоторое применение при сварке труб, ремонте крупных деталей, сварке стержней, проводов и т. д. Соединяемые стыки перед сваркой формуются. [c.64]
В ряде случаев представляется целесообразным использовать для сварных изделий из перлитных и хромистых сталей режим полной термической обработки закалку с последующим отпуском. При этом обеспечивается наиболее высокая однородность сварного соединения. Данный вид термической обработки может применяться для отливок, подвергаемых крупным заваркам в целях ремонта. На сварку отливка поступает в отожженном состоянии, а после сварки деталь проходит полную термообработку по режиму для основного металла. [c.92]
Сварка чугуна имеет большое значение в народном хозяйстве, она используется, например, при заварке дефектов литья, при ремонте деталей автотракторной промышленности, подвижного состава железных дорог, оборудования машиностроительных заводов. [c.128]
[c.128]
ВОССТАНОВЛЕНИЕ И РЕМОНТ ИЗНОШЕННЫХ ДЕТАЛЕЙ СВАРКОЙ [c.178]
Характерной особенностью наплавки в среде углекислого газа является простота процесса в сочетании с высокой производительностью, маневренностью и универсальностью. Для ремонта деталей проточного тракта наиболее рациональной является полуавтоматическая наплавка в среде углекислого газа проволокой диаметром 1,2—1,6 мм с использованием шланговых полуавтоматов, предназначенных для сварки в среде защитных газов. [c.70]
РЕМОНТ КОНСТРУКЦИЙ И ДЕТАЛЕЙ СВАРКОЙ И ПАЙКОЙ [c.312]
Чугун относится к категории плохо свариваемых сплавов. Его сваривают при исправлении дефектов в отливках и ремонте деталей. Дуговая сварка чугуна чугунными электродами с покрытиями не обеспечивает хорошего качества сварных соединений. Металл шва получает структуру белого чугуна, а з. т. в. закаливается. 0 затрудняет механическую обработку сварных соединений и может привести к образованию трещин.
[c.277]
т. в. закаливается. 0 затрудняет механическую обработку сварных соединений и может привести к образованию трещин.
[c.277]
Сварку таких чугунов без предварительного нафева деталей применяют для исправления мелких дефектов отливок и при ремонте деталей и изделий с выполнением швов как до термической обработки отливок, так и после нее. [c.365]
РЕМОНТ ДЕТАЛЕЙ МЕТОДАМИ СВАРКИ [c.277]
При решении вопроса о ремонте тех или иных деталей сваркой (наплавкой) необходимо учитывать свариваемость металла, из которого эти детали изготовлены, т. е. его способность давать при сварке доброкачественные сварные соединения. [c.132]
При ремонте деталей тормозного оборудования применяется сварка (кузнечная, автогенная, электродуговая), механическая обработка, хромирование, а также притирка пастами или порошками. [c.14]
При ремонте автомобилей обязательно восстанавливают посадки (зазоры и натяги) в сопряжениях. Посадки в сопряжениях можно восстанавливать изменением или восстановлением номинальных размеров деталей. В первом случае требуемый зазор или натяг в сопряжении обеспечивается обработкой деталей под ремонтный размер или постановкой дополнительных деталей (компенсаторов), а во втором — за счет восстановления номинальных размеров деталей сваркой и наплавкой, осаждением электролитических и химических (хромовых, стальных, никель-фосфорных, железо-никелевых и др.) покрытий, пластическим перераспределением металла с нерабочих поверхностей на рабочие, металлизацией, полимерными и клеевыми композициями, электрофизическими методами.
[c.185]
Посадки в сопряжениях можно восстанавливать изменением или восстановлением номинальных размеров деталей. В первом случае требуемый зазор или натяг в сопряжении обеспечивается обработкой деталей под ремонтный размер или постановкой дополнительных деталей (компенсаторов), а во втором — за счет восстановления номинальных размеров деталей сваркой и наплавкой, осаждением электролитических и химических (хромовых, стальных, никель-фосфорных, железо-никелевых и др.) покрытий, пластическим перераспределением металла с нерабочих поверхностей на рабочие, металлизацией, полимерными и клеевыми композициями, электрофизическими методами.
[c.185]
Наибольшее применение получили ремонт деталей сваркой под ремонтный размер, постановкой дополнл-тельных ремонтных деталей и давлением. Хромирование и металлизация, требующие специального оборудования и применения сложного технологического процесса, применяют только для ограниченной номенклатуры деталей. [c.16]
Во всех случаях, когда техническими условиями допускается ремонт деталей сваркой, заваркой, приваркой, сварной шов не должен иметь шлаковых включений, непроваренных участков, пористости и трещин. [c.7]
[c.7]
Во всех случаях ремонта деталей сваркой и наплавкой сварной шов не должен иметь шлаковых включений, непровареиных участков, подрезов и других дефектов После сварки шов зачистить Наплывы металла устранить, чтобы они не мешали установке сопрягаемых деталей [c.23]
При изготовлении и ремонте деталей, узлов и металлоконструкций оборудования широко применяют соединения деталей сваркой. Наиболее распространены изготовленные ручной или автоматической (полуавтоматической) сваркой из углёродистой или низколегированной стали следующие виды сварных соединений стыковые, тавровые, угловые и внахлестку с различной подготовкой кромок свариваемых деталей. Толщина свариваемых деталей от 4 до 50 мм. [c.56]
Самый быстрый и надежный способ ремонта треснувших или лопнувших деталей — сварка. Но если деталь сделана из плохо сваривающегося материала, ее приходится заменять. И дело не только в ее цене. На изготовление нового многотонного маховика или корпуса паровой турбины, на монтаж и демонтаж уходит иногда по полгода, а то и целый год. Убытки от простоя машины за это время многократно перекрывают стоимость самой заменяемой детали. Американская ремонтная фирма из Питсбурга разработала способ механической сшивки треснувших деталей, удовлетворяющий самым строгим прочностным требованиям. Деталь поперек трещины рассверливают так, чтобы отверстия частично наезжали друг на друга. Затем в образовавшуюся полость заклепочным молотком плотно запрессовывают гребенку из прочной хромоникелевой стали. Чтобы соединение хорошо работало и на сжатие, выдерживало знакопеременные нагрузки, трещину дополнительно засверливают вдоль оси и в образовавшиеся отверстия забивают стальные конические пробки, создающие сильный натяг. Если от шва требуется герметичность, оставшиеся щели замазывают герметиком . Этот же метод освоен недавно в ГДР, где организован даже специальный технический центр по новому виду работ. Немецкие инженеры считают механическую сшивку незаменимым способом так-
[c.46]
Убытки от простоя машины за это время многократно перекрывают стоимость самой заменяемой детали. Американская ремонтная фирма из Питсбурга разработала способ механической сшивки треснувших деталей, удовлетворяющий самым строгим прочностным требованиям. Деталь поперек трещины рассверливают так, чтобы отверстия частично наезжали друг на друга. Затем в образовавшуюся полость заклепочным молотком плотно запрессовывают гребенку из прочной хромоникелевой стали. Чтобы соединение хорошо работало и на сжатие, выдерживало знакопеременные нагрузки, трещину дополнительно засверливают вдоль оси и в образовавшиеся отверстия забивают стальные конические пробки, создающие сильный натяг. Если от шва требуется герметичность, оставшиеся щели замазывают герметиком . Этот же метод освоен недавно в ГДР, где организован даже специальный технический центр по новому виду работ. Немецкие инженеры считают механическую сшивку незаменимым способом так-
[c.46]
Поврелсдение деталей будет иметь место при недопустимом нагреве. Не следует применять сварки при ремонте деталей ротора и других ответст1ве1Нных частей турбины.
[c.29]
Не следует применять сварки при ремонте деталей ротора и других ответст1ве1Нных частей турбины.
[c.29]
Этот метод, разработа нный в последнее время, находит все более широкое. применение в промышленности благодаря своей универсальности, простоте и высокой производительности. Сущность этого способа наплавки заключается в том, что в качестве сварочной проволоки применяется трубка из низкоуглеродистой стали, внутрь которой запрессована порошкообразная шихта, состоя-ящая из смеси легирующих, шлакообразующих, газозащитных и других компонентов. Это позволяет производить сварку и наплавку открытой дугой без дополнительной защиты зоны сварки. Возможность сварки открытой дугой значительно упрощает технологический процесс наплавки и делает его весьма перспективным во многих случаях, в том числе и при ремонте деталей проточного тракта гидротурбин. [c.97]
Ремонт тонкостенных деталей горячего тракта. При ремонте деталей из сплава ЭИ602 аргоно-дуговая сварка может быть заменена электродуговой сваркой, а для деталей из сплава ЭИ435 и стали Я1Т может быть применена также и аце-тилено-кислородная сварка. [c.280]
[c.280]
Если при ремонте деталь, имевшая до сварки предел прочности ниже 150 кПсм , подвергалась электродуговой сварке, то последующей термической обработке ее не подвергают. [c.318]
Если при ремонте деталь, имевшая до сварки предел прочности выше 70 кПмм , подвергалась газовой сварке, то деталь подвергают термической обработке (закалке и отпуску). [c.318]
Сварку только остальными электродами типа Э42 и Э42А (предпочтительно марки УОНИ-13/45) применяют при ремонте мелких и крупных деталей, когда не требуется механическая обработка сварных соединений и не предъявляются требования к их прочности. Сварочный процесс ведется на минимальных токовых режимах, отдельными участками с перерывами на охлаждение основного металла. На поверхность наплавленного металла рекомендуется наплавлять отжигающий валик без выхода его на чугунную деталь. Форму шва рекомендуется выполнять с выпуклостью увеличенной ширины при ремонте деталей с толщиной стенки
[c. 363]
363]
По степени свободы взаимного перемещения деталей различаются неподвижные, неразъемные соединения, в которых одна сопрягаемая деталь неподвижна относительно другой в течение всего времени работы маханизма соединения деталей сваркой, клепкой, клеем, соединения с гарантированным натягом разборка первых двух видов этих соединений не производится, а третьего и четвертого может производиться только при необходимости неподвижные, разъемные соединения, отличающиеся от предыдущих тем, что в них возможно перемещение одной детали относительно другой при регулировке и возможна разборка соединения при ремонте (например, крепежные резьбовые, шлицевые, шпоночные, клиновые и штифтовые соединения) [c.21]
Восстановление деталей должно базироваться на групповой маршрутной технологии. При этом следует применять только те способы, которые гарантируют надежную работу деталей до очередного кпвитального ремонта (автоматическая сварка и наплавка под слоем флюса и в среде нейтрального газа, электролитические и химические покрытия). Способы восстановления, которые заведомо снижают срок службы сопряжений и не обеспечивают заданной долговечности работы автомобилей, необходимо исключить из ремонтной практики. В первую очередь это относится к ответственным и труднодоступным для ремонта деталям.
[c.93]
Способы восстановления, которые заведомо снижают срок службы сопряжений и не обеспечивают заданной долговечности работы автомобилей, необходимо исключить из ремонтной практики. В первую очередь это относится к ответственным и труднодоступным для ремонта деталям.
[c.93]
Как спасти деталь и увеличить ее «жизненный» срокО технологиях ремонта и восстановления деталей на российском рынке
Многие отечественные предприятия – владельцы спецтехники с каждым годом все активнее ищут возможности восстановления изношенных деталей и узлов вместо того, чтобы приобретать новые для замены. Сегодня активно применяется вибродуговая, плазменная, лазерная наплавка, а также наплавка в среде защитных газов. В зависимости от объемов ремонтных работ одни предприятия организовывают собственные участки по восстановлению запчастей, другие (и таких большинство) обращаются в специализированные фирмы, в частности в те, которые профессионально выполняют сварочные работы с помощью ручной дуговой сварки или сварки под слоем флюса.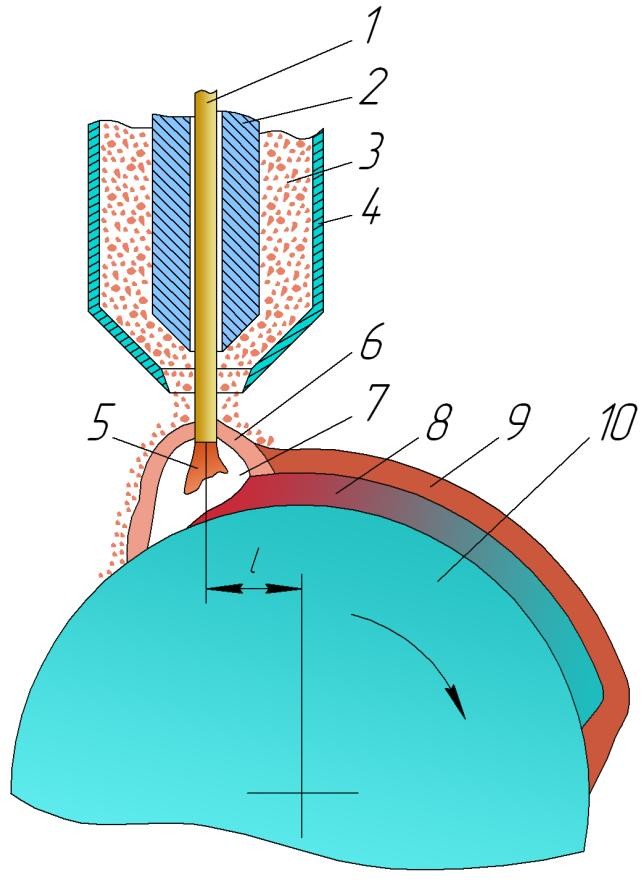
Упрочнение наплавкой
Рабочие орудия землеройного, дорожно-строительного оборудования, буровой и горной техники, дробильно-сортировочных комплексов и т. п. эксплуатируются в условиях, вызывающих, как правило, повышенный износ трущихся поверхностей. Увеличить ресурс деталей можно с помощью наплавки на поверхности, испытывающие повышенные нагрузки, слоя материала с заданными свойствами, учитывающими те или иные особенности эксплуатации.
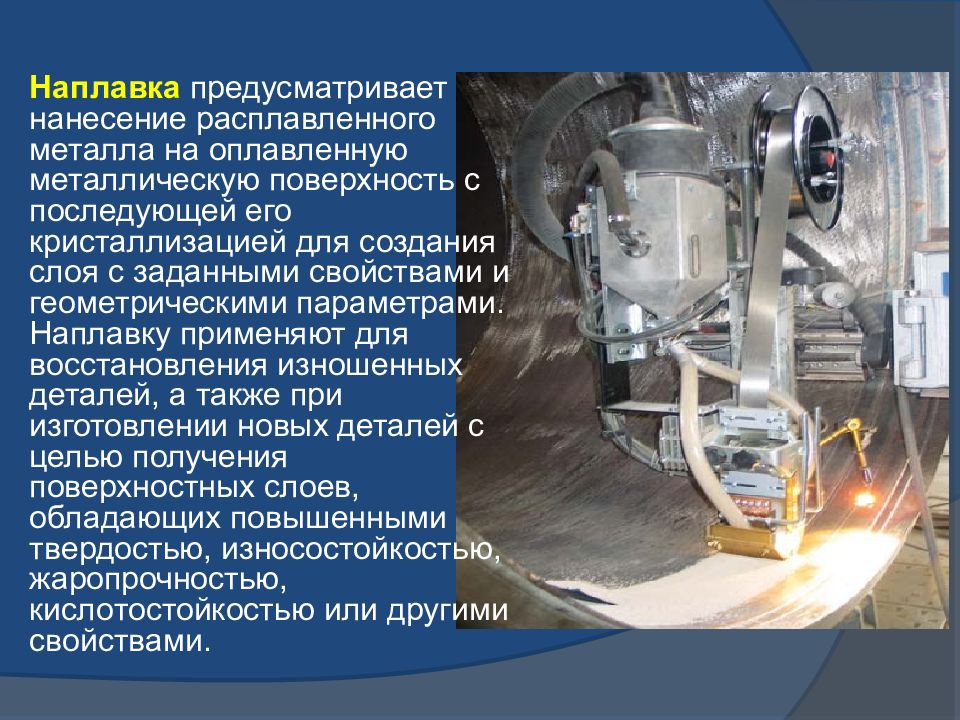
Наплавка представляет собой нанесение слоя расплавленного металла со специальными свойствами на ремонтируемую поверхность детали. Как правило, наплавленный слой в результате физико-химических процессов оказывается связан с основным металлом очень прочно. Для массивных и дорогостоящих комплектующих спецтехники ремонт наплавкой часто является единственным выходом, если сложно изыскать средства на приобретение новой детали или она редко бывает в продаже. Используя малозатратный и в то же время очень эффективный метод ремонта наплавкой с последующей механической обработкой, владелец спецтехники не только восстанавливает первоначальные геометрические размеры прежде дефектной детали, но и улучшает механические свойства поверхностей трения, поскольку нанесенный твердый слой, безусловно, будет препятствовать интенсивному износу, приведшему к данному ремонту. Экономисты подсчитали, что стоимость ремонта деталей наплавкой с последующей обработкой составляет не более 25–75% от стоимости новых аналогичных деталей.
Экономисты подсчитали, что стоимость ремонта деталей наплавкой с последующей обработкой составляет не более 25–75% от стоимости новых аналогичных деталей.
Компания из Санкт-Петербурга ООО «ПолиТехСервис» специализируется на сварочном ремонте деталей спецтехники, навесного оборудования и рабочих орудий спецмашин. Используя метод ручной дуговой наплавки электродами, а также наплавку под слоем флюса, специалисты «ПолиТехСервиса» ремонтируют ковши, рыхлители, отвалы, вилы и другие подобные инструменты. Слесари и сварщики компании берутся за восстановление рамных конструкций, таких как изношенные стрелы, рукояти, колонны, опоры, ходовые тележки и манипуляторы. Предприятие имеет большой опыт ремонта навесных агрегатов: гидромолотов, бетоноломов, грейферных перегружателей, виброуплотнителей и т. п. С помощью сварки надежно устраняются трещины, дефекты сварочных швов, завариваются изломы.
Но особенно преуспели специалисты «ПолиТехСервиса» в упрочнении с помощью наплавки таких деталей, как зубья ковшей, буровые коронки, ножи для ковшей землеройной техники, била, поверхности отвалов и различных захватов, ковшей, щек дробилок и т. д. Причем технологии, используемые «ПолиТехСервисом», таковы, что сварочные работы могут выполняться прямо на объекте заказчика и внешнего электропитания для сварочного и слесарного оборудования не требуется. Все, что нужно для наплавки защитных слоев на упрочняемые поверхности в полевых условиях, у специалистов «ПолиТехСервиса» находится при себе.
д. Причем технологии, используемые «ПолиТехСервисом», таковы, что сварочные работы могут выполняться прямо на объекте заказчика и внешнего электропитания для сварочного и слесарного оборудования не требуется. Все, что нужно для наплавки защитных слоев на упрочняемые поверхности в полевых условиях, у специалистов «ПолиТехСервиса» находится при себе.
То, что вчера меняли на новое, сегодня наплавляют
Известная в Санкт-Петербурге компания ООО «АСТ» развивает разные виды деятельности, но приоритетным вектором является ремонт спецтехники и восстановление деталей. Компания имеет сегодня уже опыт работы не только с отечественными машинами, но и с оборудованием таких известных брендов, как Caterpillar, JCB, New Holland, Hidromek, Terex, Shaanxi.
Среди методов восстановления деталей машин компания использует все ту же наплавку. С помощью наплавки электродами или порошковой проволокой наплавляется поверхность детали, имеющая выработку, а затем с помощью механической обработки восстанавливается утраченная геометрия. За счет того, что при наплавке на ремонтируемую поверхность могут наноситься сплавы металлов с различными свойствами, в итоге ремонтируемая поверхность может получить либо повышенную твердость, либо износостойкость. Наплавкой можно улучшить коррозионную стойкость ремонтной поверхности, а также ее жаростойкость либо антифрикционность и т. д. Таким образом, можно говорить о том, что наплавка является эффективным способом не только восстановления деталей машин, но и средством увеличения срока их эксплуатации. Причем специалисты «АСТ» наплавляют поверхности любой формы: плоские, цилиндрические, конические и даже сферические. Для этого применяют качественные наплавочные материалы, специализированное, современное, надежное оборудование, а также уникальные и проверенные технологии. Например, плазменную наплавку.
За счет того, что при наплавке на ремонтируемую поверхность могут наноситься сплавы металлов с различными свойствами, в итоге ремонтируемая поверхность может получить либо повышенную твердость, либо износостойкость. Наплавкой можно улучшить коррозионную стойкость ремонтной поверхности, а также ее жаростойкость либо антифрикционность и т. д. Таким образом, можно говорить о том, что наплавка является эффективным способом не только восстановления деталей машин, но и средством увеличения срока их эксплуатации. Причем специалисты «АСТ» наплавляют поверхности любой формы: плоские, цилиндрические, конические и даже сферические. Для этого применяют качественные наплавочные материалы, специализированное, современное, надежное оборудование, а также уникальные и проверенные технологии. Например, плазменную наплавку.
В последнее время все большее распространение получают плазменные технологии. Базовым оборудованием для плазменной наплавки является вращатель, чаще всего это токарный станок и сварочный выпрямитель. Для восстановления различных деталей разработаны различные типы плазматронов, отличающиеся надежностью, долговечностью и простотой обслуживания.
Для восстановления различных деталей разработаны различные типы плазматронов, отличающиеся надежностью, долговечностью и простотой обслуживания.
Однако восстановление деталей – это сложный технологический процесс, требующий не только специализированного оборудования, но и многолетнего профессионального опыта. Комбинации из различных порошков или порошка и проволоки позволяют изменять эксплуатационные свойства наплавленных слоев. Плазменная наплавка дает возможность наносить слои толщиной от 0,3 до 5 мм, и это позволяет восстанавливать детали с большим износом. Номенклатура восстанавливаемых деталей разнообразна: гусеничные пальцы, оси балансиров, шкворни, детали гидронасосов, валы роторов электродвигателей, крестовины и другие детали. Незначительная глубина плавления основного металла, до 0,5 мм, его незначительное, до 5%, содержание в наплавленном слое обеспечивают сохранение практически всех исходных свойств наплавляемого материала. К тому же технология плазменной наплавки позволяет повысить усталостную прочность предельно изношенных коленчатых валов дизельных двигателей с 60 до 83 и даже до 92% от прочности новых, износостойкость же наплавленных слоев практически такая же, как и у новой детали. Таким образом, обработанные на токарном, а затем круглошлифовальном станке коленчатые валы, восстановленные плазменной наплавкой, успешно работают в условиях больших знакопеременных и динамических нагрузок.
Таким образом, обработанные на токарном, а затем круглошлифовальном станке коленчатые валы, восстановленные плазменной наплавкой, успешно работают в условиях больших знакопеременных и динамических нагрузок.
Методом наплавки восстанавливает посадочные отверстия деталей спецтехники и предприятие из Кронштадта ООО «Спецтехника 78». Специалисты компании наплавляют отверстия, получившие значительные дефекты в результате износа, в среде защитного газа, а затем растачивают до чертежного размера, используя оборудование итальянской компании Sir Meccanica S.p.A., а именно расточно-наплавочные комплексы WS1 и WS2 plus. Ремонтные итальянские комплексы позволяют выполнять ремонт не только на производственной базе, но и на объектах, где непосредственно находится техника, требующая участия специалистов «Спецтехники 78». Среди клиентов компании предприятия, использующие землеройную, коммунальную, строительную технику. Обращаются в «Спецтехнику 78» и владельцы нефте- и газодобывающего оборудования, грузоподъемных устройств и сельхозтехники.
С помощью установок Sir Meccanica S.p.A. быстро и качественно, при необходимости буквально «в поле», можно восстановить посадку под центральную цапфу экскаватора, отремонтировать изношенные соединения стрелы и колонны, довести до чертежных размеров отверстия ходовой рамы, отверстия креплений гидроцилиндров, восстановить отверстия в стрелах, рукоятях и ковшах экскаваторов и вообще отремонтировать и восстановить любые соосные отверстия практически в любых металлоконструкциях.
С помощью конструкционной сварки в среде защитного газа, кроме реставрации корпусных деталей, устранения сколов и ремонта посадочных мест сочленений, ремонта навесного оборудования и усиления ковшей, клиент может заказать нанесение на быстроизнашиваемые поверхности слоя твердосплавного металла.
Надо отметить, что технологии, используемые в «Спецтехнике 78», позволяют ремонтировать детали из чугуна, низколегированных сталей, а также из углеродистых, инструментальных, марганцовистых, нержавеющих, жаростойких сталей. Кроме того, отработаны методы восстановления комплектующих из цветных металлов, алюминиевых и медных сплавов, бронзы и т. д. Те детали и узлы, которые эксплуатирующие организации ранее считали неремонтопригодными, сегодня благодаря расточно-наплавочным мобильным комплексам Sir Meccanica успешно восстанавливаются. При этом заказчики не только получают солидную материальную выгоду, не тратя средства на приобретение новой детали, но и, как правило, затрачивают на восстановительные мероприятия намного меньше времени, которое ушло бы на поиски, доставку и монтаж нового компонента.
Кроме того, отработаны методы восстановления комплектующих из цветных металлов, алюминиевых и медных сплавов, бронзы и т. д. Те детали и узлы, которые эксплуатирующие организации ранее считали неремонтопригодными, сегодня благодаря расточно-наплавочным мобильным комплексам Sir Meccanica успешно восстанавливаются. При этом заказчики не только получают солидную материальную выгоду, не тратя средства на приобретение новой детали, но и, как правило, затрачивают на восстановительные мероприятия намного меньше времени, которое ушло бы на поиски, доставку и монтаж нового компонента.
В «Плазме-плюс» методы восстановления тоже сварочные
Воронежское предприятие ООО «Плазма-плюс» при восстановлении деталей спецтехники действует по трем направлениям. Если внутренний посадочный диаметр, требующий ремонта, превышает 60 мм, либо вал, нуждающийся в наплавке, имеет диаметр более 5 мм, или же требуется наплавить плоскость, то на предприятии эти задачи решают с помощью электродуговой сварки-наплавки или газотермического напыления.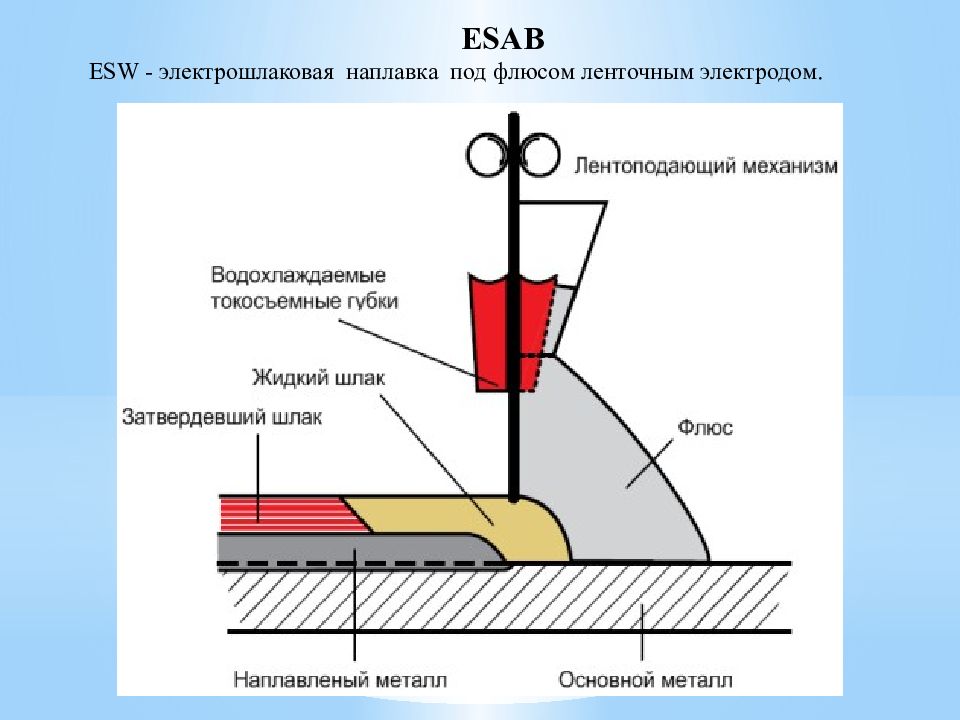 Сотрудники «Плазмы-плюс» имеют большой опыт в восстановлении деталей, им приходилось ремонтировать оборудование практически из всех сфер экономики, начиная от коммунальных машин и заканчивая авиакосмическими аппаратами. Поэтому при наплавке в зависимости от поставленной задачи используется либо метод наплавки вибрирующим электродом, либо метод горения дуги в среде защитного газа фогон, либо будет применяться наплавка под слоем флюса, или наплавка самозащитной порошковой проволокой.
Сотрудники «Плазмы-плюс» имеют большой опыт в восстановлении деталей, им приходилось ремонтировать оборудование практически из всех сфер экономики, начиная от коммунальных машин и заканчивая авиакосмическими аппаратами. Поэтому при наплавке в зависимости от поставленной задачи используется либо метод наплавки вибрирующим электродом, либо метод горения дуги в среде защитного газа фогон, либо будет применяться наплавка под слоем флюса, или наплавка самозащитной порошковой проволокой.
Иногда механикам приходится менять деталь, масса которой составляет несколько сотен килограммов, только из-за износа шейки или посадочного места с выработкой глубиной несколько миллиметров. «Плазма-плюс» ремонтирует такие детали вращения, диаметр которых не превышает 1700 мм, а длина не более 7000 мм. Причем наплавляемый слой можно нанести практически любой. Для автоматизации наплавочных работ порошковой проволокой на предприятии используются установки УД-209, УД-209М и более современная У-653. Сварка-наплавка детали в защищенной от воздуха зоне позволяет избежать таких негативных последствий, как образование окалины, выгорание легирующих элементов и т.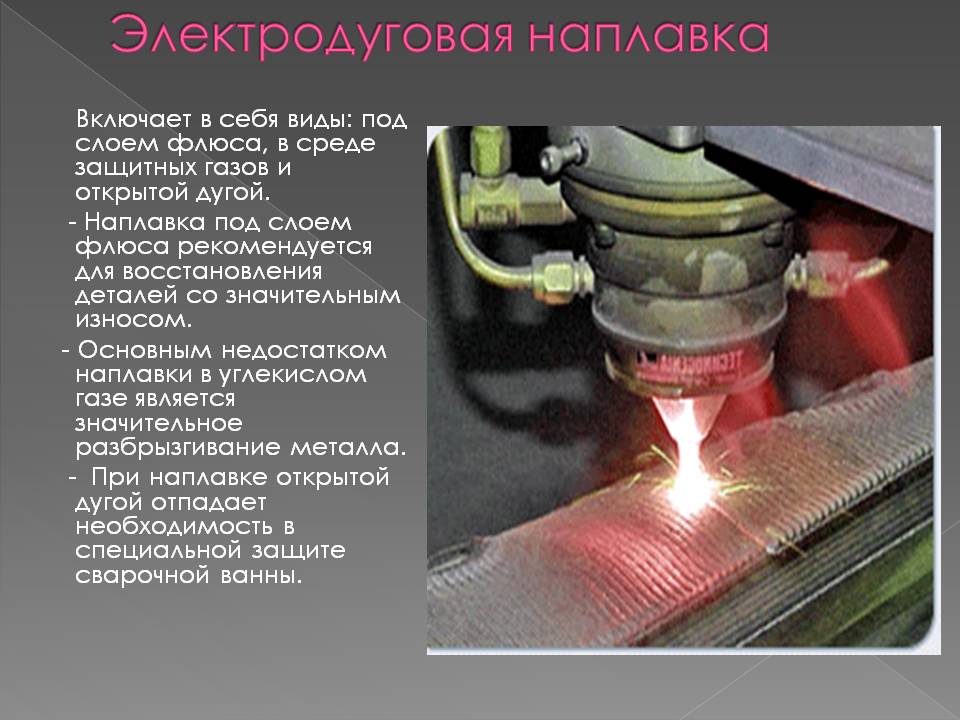 д.
д.
Освоенное предприятием газотермическое напыление отличается от других видов напыления тем, что напыляться могут не только сплавы или оксиды, но и карбиды, бориды, различные композитные материалы. Соответственно в зависимости от напыляемого вещества газотермические покрытия делят на жаростойкие, коррозионностойкие и специальные. Газотермическое покрытие имеет замечательную особенность: оно не снижает усталостной прочности, а иногда даже повышает ее, в то время как любые наплавки снижают этот параметр у детали на 15–20%. Поэтому коленчатые валы, работающие при знакопеременных нагрузках, на воронежском предприятии подвергают только газотермическому напылению.
Но для восстановления деталей в ООО «Плазма-плюс» используют не только сварку и напыление. Предприятие активно развивает ремонтно-восстановительные технологии с участием композитных материалов. Корпуса насосов, посадочные места под подшипники в редукторах, задиры на штоках – сегодня эти дефекты «Плазма-плюс» предлагает ремонтировать с помощью композитных материалов холодного отвердения.
Оборудование и материалы производим сами или почти сами
Рассматривая набирающие все большую популярность процессы восстановления деталей спецтехники методами наплавки и напыления, не можем не порадоваться, что у нас сегодня есть мощные отечественные производители технологического оборудования.
ООО «Производственная фирма «Технап» (г. Москва) уже более 15 лет изготавливает специальное механизированное и автоматизированное оборудование для предприятий, занимающихся восстановлением деталей сваркой, наплавкой и напылением. Это вращатели для нанесения покрытий на наружные и внутренние диаметры деталей, дробеструйные камеры, автоматические системы для нанесения антикоррозионных покрытий на плоские и профильные конструкции методом газового напыления. Сегодня только на РЖД работает 540 участков по ремонту подвижного состава, оснащенных механизированными и автоматизированными сварочно-наплавочными комплексами «Технап».
ЗАО «НПО «Техноплазма» (Московская обл.) также производит широкий ассортимент оборудования для восстановления и ремонта деталей машин антифрикционными коррозионно-стойкими, жаростойкими, износостойкими материалами. «Техноплазма» предлагает апробированные в производстве плазмотроны, аргонодуговые горелки и горелки для сварки плавящимся электродом.
«Техноплазма» предлагает апробированные в производстве плазмотроны, аргонодуговые горелки и горелки для сварки плавящимся электродом.
Надо также отметить, что во всем мире наблюдается снижение объемов производства покрытых электродов – это следствие все меньшего применения ручной сварки. Растут объемы механизированной и автоматизированной сварки и наплавки порошковой проволокой. Компании Lincoln Electric, Hobart, ESAB, S.A.F. Oerlicon, Thyssen Bőhler, Kobelko, Elga и др. производят и поставляют на наш рынок десятки марок порошковых проволок для сварки в углекислом газе и в смеси газов (Ar + СО2), под флюсом, а также самозащитные.
Наше производство несколько отстает, однако перспективы очевидны. ООО «Интерпро» (Орловская обл.) производит сварочную и наплавочную порошковую проволоку. Предприятие образовано в 2012 г. и оснащено новейшим европейским оборудованием. Такого оборудования нет на других предприятиях России и в странах СНГ. Освоено производство наиболее популярных марок порошковых проволок для сварки и наплавки. Сегодня реализуется три вида порошковой проволоки: для наплавки под флюсом, в среде защитных газов и открытой дугой на воздухе.
Сегодня реализуется три вида порошковой проволоки: для наплавки под флюсом, в среде защитных газов и открытой дугой на воздухе.
«Судиславский завод сварочных материалов» (Костромская обл.) в 2011 г. ввел в эксплуатацию новейший цех по выпуску сварочной проволоки мощностью 6 тыс. т проволоки в год. Омедненная и полированная проволока с графитовым покрытием различного диаметра производится на оборудовании немецкой компании Koch и итальянской компании WWM.
В 2000 г. было образовано ЗАО «ЭСАБ-СВЭЛ» (г. Санкт-Петербург) – дочернее предприятие в России одного из мировых лидеров в области производства сварочных материалов шведской компании ESAB. Сегодня завод «ЭСАБ-СВЭЛ» выпускает как отечественные марки электродов, так и фирменные сварочные материалы ESAB марки OK. Важно отметить, что ESAB был первым иностранным производителем сварочных материалов, открывшим собственное производство в России. Проволока российского производства изготавливается также на заводе «ЭСАБ-Тюмень» по программе импортозамещения.
Статистика свидетельствует, что за период с момента приобретения усредненной модели спецтехники до ее капитального ремонта менее 20% всех деталей полностью вырабатывают свой ресурс. Это в основном поршни, кольца, подшипники, уплотнительные материалы и т. д. Около трети всех деталей машины при капитальном ремонте не нуждаются в каком-либо ремонте. А вот остальные детали (а их почти половина) могут и должны использоваться повторно. Это огромный резерв нашей экономики, и его нужно использовать.
Ремонт деталей сваркой и наплавкой
Основные виды сварки и наплавки. В настоящее время при ремонте используются следующие основные виды сварки и наплавки деталей: 1) ручная электродуговая сварка и наплавка: 2) газовая сварка и резка металлов; 3) автоматическая наплавка под слоем флюса; 4) сварка и наплавка в среде защитных газов и пара; 5) электроимпульсная наплавка.
Ручная электродуговая сварка и наплавка осуществляются угольным или графитовым электродом (способ Бенардоса) и металлическими электродами (способ Славянова). Электродуговой сваркой можно ремонтировать детали как в стационарных, так и в полевых условиях. Сварка применяется для заварки трещин, восстановления сварных швов в рамах и корпусах, соединения деталей, обеспечивающего их взаимную неподвижность, соединения двух частей поврежденной детали и других работ. Технологический процесс ремонта деталей сваркой состоит из следующих операций: подготовки поверхностей детали к сварке, термической обработки детали после сварки и слесарной или механической обработки.
Электродуговой сваркой можно ремонтировать детали как в стационарных, так и в полевых условиях. Сварка применяется для заварки трещин, восстановления сварных швов в рамах и корпусах, соединения деталей, обеспечивающего их взаимную неподвижность, соединения двух частей поврежденной детали и других работ. Технологический процесс ремонта деталей сваркой состоит из следующих операций: подготовки поверхностей детали к сварке, термической обработки детали после сварки и слесарной или механической обработки.
Подготовку трещин под заварку производят сверлением отверстий диаметром 4—5 мм по концам трещины, зачисткой до блеска металлической щеткой или наждаком поверхности около трещины на ширину 15—20 мм с каждой стороны и расфасовкой трещины зубилом или коротким сверлом. При толщине стенки до 55 мм расфасовку можно не производить, а ограничиться только зачисткой поверхности.
Газовую сварку применяют при ремонте ответственных чугунных деталей, тонкостенных деталей, деталей из цветных металлов, а также при наплавке деталей твердыми сплавами.
Преимуществом газовой сварки перед электродуговой является возможность широко регулировать температуру нагрева детали и нагревать независимо от нее присадочный материал при сварке тонких листов, регулируя характер пламени и оказывая
влияние на процесс сварки. Наиболее сложными для ремонта сваркой являются чугунные детали. Для них используют три способа сварки: 1) с общим нагревом детали, или горячую сварку; 2) с местным нагревом, или полугорячую сварку; 3) без подогрева детали, или холодную сварку.
Горячая сварка чугуна производится ацетиленово – кислородным пламенем при малой толщине стенок и электрической дугой чугунным или стальным электродом со специальным покрытием.
Автоматическая сварка и наплавка под слоем флюса позволяют восстанавливать детали индустриальным способом большими электроимпульсной (вибродуговой) наплавки металла партиями. Автоматическая наплавка под флюсом производится электродуговым способом плавящимся металлическим электродом. Электрическая дуга горит между изделием и электродом, к которым подведен ток. Дуга расплавляет проволоку и металл изделия. Для защиты расплавленного металла от вредного действия воздуха, а также для сохранения тепла дуги и предупреждения разбрызгивания металла служит сыпучий флюс. Расплавленный флюс выполняет роль электродного покрытия, надежно закрывая место сварки. Схема процесса наплавки круглого изделия показана на рис. 21.3. Наплавка под флюсом осуществляется сварочными автоматами разных марок. Этим способом ремонтируют коленчатые и распределительные валы, оси, шлицевые валы, ролики, ступицы и др.
Дуга расплавляет проволоку и металл изделия. Для защиты расплавленного металла от вредного действия воздуха, а также для сохранения тепла дуги и предупреждения разбрызгивания металла служит сыпучий флюс. Расплавленный флюс выполняет роль электродного покрытия, надежно закрывая место сварки. Схема процесса наплавки круглого изделия показана на рис. 21.3. Наплавка под флюсом осуществляется сварочными автоматами разных марок. Этим способом ремонтируют коленчатые и распределительные валы, оси, шлицевые валы, ролики, ступицы и др.
Рис. 21.3. Схема наращивания слоев детали круглого сечения автоматической наплавкой под слоем флюса: а —смещение электрода от центра наплавляемой детали: 1 — зона горения дуги; 2 — электродная проволока; 3 — слой флюса; 4 и 5 — ванны; 6 — шлаковая корка; 7 — наплавленный слой; 8 — деталь
Рис. 21.4. Схема установки
Для ремонта деталей из тонкого листа (защитных кожухов, бункеров, кабин) применяется полуавтоматическая сварка в среде углекислого газа. При этом виде сварки защита расплавленного металла от вредного действия кислорода и азота осуществляется струей углекислого газа, которая при выходе из сопла газоэлектрической горелки оттесняет от зоны сварки воздух.
При этом виде сварки защита расплавленного металла от вредного действия кислорода и азота осуществляется струей углекислого газа, которая при выходе из сопла газоэлектрической горелки оттесняет от зоны сварки воздух.
Электроимпульсная автоматическая наплавка металла в охлаждающей жидкости позволяет наплавлять закаленные детали без последующей термической обработки и правки. В электроимпульсной установке к наплавляемой поверхности вращающейся детали 6 (рис. 21.4) роликами 2 с кассеты 3 через вибрирующий мундштук 4 подается с частотой 100 колебаний в секунду электродная проволока 5. Вследствие этого между проволокой и деталью происходят замыкания и размыкания электрической сварочной цепи. В периоды соприкосновения электрода с деталью от источника тока 1 через контакт проходят мощные испульсы тока короткого замыкания, под действием которых к детали привариваются частицы металла, и одновременно в катушке самоиндукции накапливается энергия магнитного поля. Расплавление металла происходит в основном под действием импульсных разрядов исчезающего магнитного поля в периоды отрыва проволоки.
Ремонт детален металлизацией. Сущность процесса металлизации состоит в расплавлении металла и распылении его сжатым воздухом или инертным газом на мелкие частицы, которые, двигаясь с большой скоростью, попадают на заранее подготовленную поверхность обрабатываемой детали, образуя на ней металлическое покрытие. Для нанесения покрытий служат металлизационные аппараты. По способу расплавления подводимого металла их делят на три типа: электродуговые, газовые и высокочастотные. Схема распыления металла электродуговым металлизатором показана на рис. 21.5. В корпусе 5 установлен механизм аппарата. К приемным трубкам 8 подводится проволока 6, защищенная изолирующими шлангами. Пройдя между верхними и нижними подающими рифлеными роликами 7, проволока поступает в распылительную камеру аппарата. Ролики подачи приводятся в движение воздушной турбинкой или электродвигателем. Далее проволока 6 попадает в наконечники 3, которые направляют ее навстречу друг другу и через контактные трубки подводят к проволоке ток от трансформатора. При замыкании проволоки зажигается электрическая дуга 2. По трубке 4 подводится сжатый воздух, который распыляет расплавленный металл и направляет его на подготовленную поверхность детали 1.
При замыкании проволоки зажигается электрическая дуга 2. По трубке 4 подводится сжатый воздух, который распыляет расплавленный металл и направляет его на подготовленную поверхность детали 1.
Рис. 21.5. Схема распыления металла аппаратом для электрометаллизации
При подготовке деталей к металлизации необходимо: очистить поверхность детали от жиров, окислов, ржавчины, влаги и грязи, так как качественное сцепление слоя получается тогда, когда поверхность абсолютно чистая; придать правильную геометрическую форму изношенной детали; сделать поверхность шероховатой для обеспечения надлежащей степени сцепления металлизированного слоя с основным металлом; изолировать места, не подлежащие покрытию.
Рис. 21.6. Схема процесса хромирования
Детали обезжиривают в растворах каустической и кальцинированной соды и придают им шероховатость, применяя обработку дробью, анодно-механическую, электроискровую, пескоструйную обработку или нарезку «рваной» резьбы. «Рваную» резьбу нарезают резцом, передний угол которого равен 0°, а угол при вершине — около 60°.
После металлизации детали обрабатываются на токарных станках резцами с пластинками из твердых сплавов, а при очень высокой твердости — шлифованием или анодно-механической обработкой. Механическая обработка покрытия является одновременно проверкой его качества: если слой не выкрошился, качество сцепления считается удовлетворительным, и деталь может быть пущена в эксплуатацию. При этом детали, работающие в условиях трения скольжения, после механической обработки пропитывают маслом при температуре 40—50 °С в течение 5—6 ч.
Прогрессивным методом распыливания является высокочастотная металлизация, для которой используются специальные распылительные головки. Круглые детали металлизируются на токарных станках, а плоские — в специальных металлизационных камерах.
Ремонт деталей электролитическим наращиванием. Некоторые детали строительных машин восстанавливают наращиванием различных металлов электролитическим способом. Наиболее часто применяемыми видами наращивания являются хромирование (гладкое и пористое), осталивание, меднение и цинкование.
Благодаря высоким физико-механическим свойствам покрытий эти способы получили широкое распространение на машиностроительных, металлообрабатывающих заводах и ремонтных предприятиях.
Процесс нанесения на поверхность металлических изделий тонких слоев другого металла из раствора его соли производят с помощью электрического тока.
Растворы включаются в электрическую цепь с помощью электродов— анода и катода (рис. 21.6). При прохождении тока через раствор, называемый электролитом, возникает электролиз, который вызывает отложение на аноде кислотных остатков и неметаллов, а на катоде — металлов и водорода.
Количественно процесс электролиза выражается формулой
где m – масса металла, осажденного на катоде, г; С — электрохимический эквивалент, г/А*ч; I — сила тока, А; T0 — время осаждения металла, ч.
При прохождении одного и того же тока через разные электролиты выделяется количество вещества, прямо пропорциональное эквивалентным массам. Эквивалентная масса равна атомной массе, деленной на валентность. При постоянных значениях электрохимического эквивалента и времени осаждения металла эквивалентная масса будет зависеть от силы тока.
При постоянных значениях электрохимического эквивалента и времени осаждения металла эквивалентная масса будет зависеть от силы тока.
Сила тока, отнесенная к единице поверхности катода (или анода), называется плотностью тока, т. е.
где Dк — плотность тока на катоде; I — сила тока, A; S — поверхность катода, м2*10-2. Количество фактически осажденного металла меньше количества металла, подсчитанного по теоретической формуле.
Отношение количества фактически полученного вещества к теоретически вычисленному количеству вещества (%) называется выходом по току
где n – выход по току; mф — масса фактически полученного вещества; F — количество электричества, необходимое для превращения на электроде одного грамм-эквивалента вещества, lF=26,8A*ч; I — сила тока, А; С — эквивалентная масса вещества, полученная на электроде.
При осаждении меди n = 94—99 %, цинка n = 75—85, хрома n = 12-19 %.
Продолжительность осаждения металла
где T0 — время осаждения (электролиза) металла; v — плотность металла; V — объем металла, определяемый расчетом; С —электрохимический эквивалент, S — поверхность катода; Dк — плотность тока на катоде; n — выход по току.
Необходимые значения для расчета некоторых видов покрытий приведены в табл. 21.1.
Хромирование деталей (покрытие хромом) осуществляется в сернокислом электролите (рис. 21.6). В ванну заливают электролит 4, через который посредством электродов пропускают постоянный электрический ток от специального низковольтного источника 1. Электрод, присоединенный к положительному полюсу источника тока, называется анодом, а к отрицательному полюсу — катодом. Деталь 3 помещают на катоде, а на аноде — пластинку 2, изготовленную из сплава свинца и сурьмы. При прохождении электрического тока через раствор электролит подвергается электролизу. Положительно заряженные ионы (катионы) в виде атомов металла и водорода направляются к катоду. Отрицательно заряженные ионы (анионы) в виде кислотных остатков и гидроксильной группы направляются к аноду. Достигнув электродов, ионы отдают им свои заряды, а вместе с тем теряют и свои характерные свойства, превращаясь в нейтральные атомы.
Табл. 21.1. Свойства некоторых металлов
Свойства некоторых металлов
| Наименование покрытия | Эквивалентная масса | Электрохимический эквивалент, г/А * ч | Плотность, кг/дм3 | Температура, °С | Твердость покрытий по Бринеллю | |
| плавления | кипения | |||||
| Хром | 8,67 | 0,323 | 7,10 | 1565 | 1800 | 400—969 |
| Железо | 6,98 | 0,694 | 7,86 | 1529 | 2450 | 150—350 |
| Никель | 29,30 | 1,095 | 8,80 | 1452 | 2340 | 125—560 |
| Медь | 63,57 | 2,372 | 8,93 | 1083 | 2360 | 50—300 |
В процессах с нерастворимыми анодами (хромирование) на катоде, которым является наращиваемая деталь, осаждается металл (хром), получаемый за счет диссоциации электролита, содержащего соли хрома и периодически добавляемого в электролит хромового ангидрида.
В процессах с растворимыми анодами (осталивание, меднение и цинкование) осаждаемый на детали металл получается дополнительно за счет растворения анода из этих металлов.
Электролитическое осталивание является таким процессом электролиза, при котором при пропускании постоянного тока через водный раствор соли железа на катоде (детали) в результате разряда ионов железа осаждается слой железа. Одновременно с этим растворяется металл анодов, посылая свои ионы в раствор взамен израсходованных на образование осадка.
Для электролитического осталивания применяют преимущественно растворы хлористого железа. Детали с большими износами и требующие приработки трущихся поверхностей восстанавливают электролитом в составе: хлористое железо 650—700 г/л, соляная кислота 0,8—1,0 г/л. Для получения покрытий с повышенными механическими свойствами и твердостью 500—550 НВ рекомендуется: хлористое железо — 450—500 г/л, хлористый натрий 100 г/л, хлористый марганец 10 г/л.
Процесс осталивания является более экономичным по сравнению с хромированием. При этом покрытия получаются более толстыми (2—3 мм и более), что весьма важно при восстановлении деталей с большими износами.
При этом покрытия получаются более толстыми (2—3 мм и более), что весьма важно при восстановлении деталей с большими износами.
Меднение используется для восстановления изношенных бронзовых втулок (после обжатия) по наружному диаметру, а также для защиты элементов деталей при цементации.
Меднение деталей из сплавов меди производится в кислых ваннах, при этом электролит состоит из медного купороса (200— 250 г/л), серной кислоты (50—75 г/л) и воды.
Во время электролиза в медной ванне происходит осаждение меди на катоде и растворение медного анода.
Стальные детали нельзя омеднять в кислотной ванне, так как осадки обладают низкой сцепляемостью с основным металлом детали. Поэтому стальные детали сначала покрывают тонким слоем меди в пирофосфорных электролитах, а затем переносят в кислую ванну. Пирофосфорный электролит состоит из сернокислой меди (35 г/л), натрия пирофосфорнокислого (140 г/л), натрия фосфорнокислого двузамещенного (95 г/л) и воды.
Цинкование применяется для предохранения деталей машин от коррозии. Его производят в щелочных (цинкатных) электролитах из сернокислого цинка (215 г/л), сернокислого алюминия (30 г/л), алюминиевых квасцов (45—50 г/л) и декстрина (10 г/л). При этом кислотность электролита должна составлять 3,8—4,4, температура электролита комнатная. Аноды изготовляют из элекролитического цинка с примесью 0,3 % ртути и 0,5 % алюминия.
Его производят в щелочных (цинкатных) электролитах из сернокислого цинка (215 г/л), сернокислого алюминия (30 г/л), алюминиевых квасцов (45—50 г/л) и декстрина (10 г/л). При этом кислотность электролита должна составлять 3,8—4,4, температура электролита комнатная. Аноды изготовляют из элекролитического цинка с примесью 0,3 % ртути и 0,5 % алюминия.
Химическое никелирование используется при ремонте деталей с небольшим износом для защиты от коррозии и повышения износостойкости.
При химическом никелировании на поверхности детали осаждается никельфосфорный слой, и в отличие от электролитических процессов электрический ток не применяется. Деталь после предварительной подготовки погружают в горячий раствор, состоящий из соли никеля (хлористый никель NiCl3’6h30— 21 г/л), восстановителя (гипофосфит натрия Na2h3’P02h30— 24 г/л) и комплек-сообразователя или буфера (уксуснокислый натрий Nah3C202— Юг/л).
Во время химического никелирования никель восстанавливается гипофосфитом из раствора его солей. После выдержки в течение 4—5 ч и разгрузки каждой партии деталей из ванны составные элементы раствора пополняют.
После выдержки в течение 4—5 ч и разгрузки каждой партии деталей из ванны составные элементы раствора пополняют.
Покрытия, получаемые при химическом никелировании, содержат 3—12 % фосфора и обладают более высокими антикоррозийными и антифрикционными свойствами, чем никелевые покрытия.
Никельфосфорное покрытие может быть нанесено на детали, изготовленные из стали (плунжеры топливных насосов и гидравлических приводов) или медных и алюминиевых сплавов. При нагреве стальных деталей, покрытых никельфосфорным слоем, на 380—480 гр С микротвердость и прочность сцепления значительно повышаются и становятся близкими к подобным показателям хромового покрытия.
Восстановление деталей наплавкой и сваркой –
Восстановление деталей наплавкой и сваркой – это технологический процесс устранения путем сварки и наплавки недопустимых дефектов образовавшихся в процессе эксплуатации оборудования. Ремонтную сварку можно выделить в самостоятельный производственный процесс, проводимый с целью восстановления конструкций, узлов, деталей, поврежденных под действием эксплуатационных нагрузок и факторов или по иным причинам.
Решение о возможности и целесообразности выполнения ремонтных работ с помощью сварки и наплавки принимается с учетом всех требований, указанных в документации на проектирование, изготовление и эксплуатации ремонтируемой конструкции.
Способы восстановления деталей наплавкой и сваркой
Восстановление эксплуатационных повреждений можно выполнить различными способами сварки:
- автоматическая сварка под флюсом сплошной или порошковой проволокой
- механизированная электродуговая сварка в среде защитных газов сплошной или порошковой проволокой
- аргонодуговая автоматическая и механизированная сварка с присадочной проволокой
- плазменная сварка и плазменное напыление
- ручная электродуговая сварка покрытым электродом.
ООО «Сервис Тяжелых Машин» выполняет следующие варианты наплавки в г. Тюмень
- механизированная электродуговая сварка в среде защитных газов сплошной или порошковой проволокой
- аргонодуговая автоматическая и механизированная сварка с присадочной проволокой
- ручная электродуговая сварка покрытым электродом.

ООО «Сервис Тяжелых Машин» производим наплавку специальными сплавами и восстановительный ремонт деталей общепромышленного назначения:
- все существующие размеры колёс крановых и колёсных пар
- валки правильных машин и прокатных станов,
- оси, валы, пальцы дорожно-строительных машин
Производим ремонт любых тел вращения, наружных и внутренних поверхностей, отверстий, а также восстановление деталей произвольной и плоской формы,
ООО «Сервис Тяжелых Машин» внедрило в производство — инновационный высокопроизводительный процесс TIG COLD WIRE, основанный на традиционной технологии аргонодуговой сварки неплавящимся электродом в защитном газе (TIG) с автоматизированной подачей присадочной проволоки.
Процесс сварки основан на принципе сварки неплавящимся электродом в среде защитного газа, именуемого коротко — TIG. В этом процессе дуга горит между неплавящимся вольфрамовым электродом и металлической заготовкой в бескислородной и безреагентной газовой атмосфере. Поток тока нагревает электрод, в результате чего происходит поток электронов. Это уменьшает комплексное сопротивление, создавая мягкую широкую дугу. Инертный защитный газовый экран означает, что в жидкой сварочной ванне нет химических реакций. Это позволяет пользователям получать идеальный внешний вид сварного шва без цветов побежалости и без брызг, а также качество наружной поверхности с равномерным формированием геометрии сварного шва. Сварка TIG подходит для различных сплавов и применений, включая сложные металлы, такие как титан.
Поток тока нагревает электрод, в результате чего происходит поток электронов. Это уменьшает комплексное сопротивление, создавая мягкую широкую дугу. Инертный защитный газовый экран означает, что в жидкой сварочной ванне нет химических реакций. Это позволяет пользователям получать идеальный внешний вид сварного шва без цветов побежалости и без брызг, а также качество наружной поверхности с равномерным формированием геометрии сварного шва. Сварка TIG подходит для различных сплавов и применений, включая сложные металлы, такие как титан.
ПРЕИМУЩЕСТВА И НЕДОСТАТКИ МЕТОДА СВАРКИ TIG
Преимущества:
- Высокая универсальность метода
- Может использоваться для самых различных материалов
- Может использоваться для выполнения сварочных швов во всех положениях
- Мощная, устойчивая дуга
- Высокое качество наплавки
- Гладкие и ровные сварные швы
- Отсутствие разбрызгивания металла
- Отсутствие шлака
- В некоторых случаях не требуется присадочного металла
- Высокая скорость сварки при работе с материалами с толщиной до 3 – 4 мм (механизированная сварка горячей проволокой)
ИМПУЛЬС TIG
Так как предустановленная сила тока не всегда идеально соответствует условиям работы в течение всего процесса сварки, часто используется пульсирующий сварочный ток. Например, при сварке труб в стесненных условиях необходимо частое изменение силы тока. Если достигается слишком высокая температура, появляется опасность вытекания жидкого металла из сварочной ванны. При слишком низкой температуре не происходит достаточного расплавления материала детали.
Например, при сварке труб в стесненных условиях необходимо частое изменение силы тока. Если достигается слишком высокая температура, появляется опасность вытекания жидкого металла из сварочной ванны. При слишком низкой температуре не происходит достаточного расплавления материала детали.
Относительно низкий сварочный ток (базовый ток IG) увеличивается по круто восходящей линии до значительно большей величины (величины тока импульса I1) и снова падает по истечении предустановленного периода (рабочего цикла) до величины базового тока IG. Этот процесс повторяется снова и снова.
Во время сварки небольшие участки в зоне сварки быстро расплавляются и затвердевают. При использовании этого метода значительно легче управлять процессом наплавления сварного шва.
Этот метод также используется при сварке тонколистового металла. Каждая точка расплавления перекрывает следующую, таким образом, формируется аккуратный и ровный шов.
Когда используется импульсный метод TIG при ручной сварке, сварочный пруток прилагается на каждом пике силы тока (это возможно только в диапазоне самой низкой частоте 0,25 – 5 Гц). Более высокая частота импульсов используется обычно при автоматической сварке и служит, в основном, для стабилизации сварочной дуги.
Более высокая частота импульсов используется обычно при автоматической сварке и служит, в основном, для стабилизации сварочной дуги.
Эксплуатация и ремонт машин и оборудования нг промыслов
Приступая к этой теме, следует предварительно четко разграничить процессы сварки и наплавки.
Сваркой называется процесс образования неразъемного соединения деталей или их отдельных частей вследствие межатомарного взаимодействия или действия сил молекулярного сцепления. Сваркой соединяют металлы и яеметаллические материалы, например, стекло, пластмассы и др. При> сварке металлов, за исключением холодной сварки, производят местный нагрев соеди-ияемых частей до перехода их в пластическое (сварка давлением) или в расплавленное состояние (сварка плавлением). Стремятся, чтобы металл шва облагал одинаковыми свойствами с основным металлом. Это определяет подбор присадочного материала и режима сварки.
На ремонтных предприятиях нефтяной и газовой промышленности для ремонта стальных деталей в основном применяют ручную электродуговую н реже ручную газовую сварку. Для деталей из чугуна обычно используют ручную газовую сварку и реже электродуговую с нагревом всей детали, с местным нагревом и без подогрева. Для ремонта деталей из цветных металлов применяют ручную газовую или аргоно-дуговую сварку.
Для деталей из чугуна обычно используют ручную газовую сварку и реже электродуговую с нагревом всей детали, с местным нагревом и без подогрева. Для ремонта деталей из цветных металлов применяют ручную газовую или аргоно-дуговую сварку.
Оборудование, используемое при ремонте деталей сваркой, такое же, как и при сварке новых деталей.
Сваркой соединяют отдельные части деталей, заваривают трещины, раковины и устраняют другие дефекты.
Наплавка — процесс нанесения расплавленного металла необходимого состава на поверхность детали, нагретую до температуры плавления. При наплавке нанесенный слой металла прочно соединяется с основным металлом вследствие образования металлической связи.
Наплавку применяют для восстановления размеров детали и придания заданных свойств ее поверхности путем правильного выбора химического состава и структуры наплавленного металла.
Наплавка является разновидностью сварки. Однако наплавочные процессы отличаются от сварочных. При наплавке сварочный процесс используется для наращивания на основной металл слоя металла или сплава со свойствами, иногда отличающимися от свойств основного металла.
В связи с этим к процессу наплавки предъявляются следующие основные требования:
1) для обеспечения заданных физико-механических свойств в наплавленном слое процесс наплавки не должен изменять исходного химического состава и структуры наносимого металла, т. е. при наплавке доля основного металла и наплавленном слое должна быть минимальной;
2) для сохранения прочности ремонтируемой детали процесс наплавки но должен изменять ее исходного химического состава, структуры и напряженного состояния;
‘Л) наплавленный слой должен обладать достаточно высокой прочностью ецси.’кмшя с основным металлом.
Для сохранения исходного химического состава, структуры и физико-мехашмкюких свойств основного и наплавленного металлов следует как можно мгнмне порогревать наплавляемый металл во избежание выгорания компонентой н но доводить основной металл до расплавленного состояния, чтобы не допустим, (ми перемешивания с наплавлониым металлом и образования переходной
122
зоны с резко отличающимися свойствами. В то же время, чтобы обеспечить наибольшую прочность сцепления, требуется перегревать наносимый металл и доводить наплавляемую поверхность детали до расплавленного состояния. В результате происходит перемешивание основного и наплавленного металлов с образованием переходной зоны.
В то же время, чтобы обеспечить наибольшую прочность сцепления, требуется перегревать наносимый металл и доводить наплавляемую поверхность детали до расплавленного состояния. В результате происходит перемешивание основного и наплавленного металлов с образованием переходной зоны.
На практике эту проблему решают путем соответствующего выбора тех- . нологических режимов наплавки, стараясь обеспечить достаточную прочность соединения основного и наплавленного металлов и в то же время в минимальной степени изменить их исходное состояние. При этом одним из определяющих факторов является производительность процесса.
Масса наплавленного металла обычно незначительна по отношению к массе основного металла, так как у детали изнашивается, как правило, небольшой слой, который необходимо восстановить или создать более износостойкий слой. Процесс наплавки отличается высокой экономичностью.
Наплавка является распространенным способом ремонта деталей бурового и газонефтепромыслового оборудования, таких как валы, зубчатые колеса, муфты, звездочки, клапаны и штоки буровых насосов и другие детали.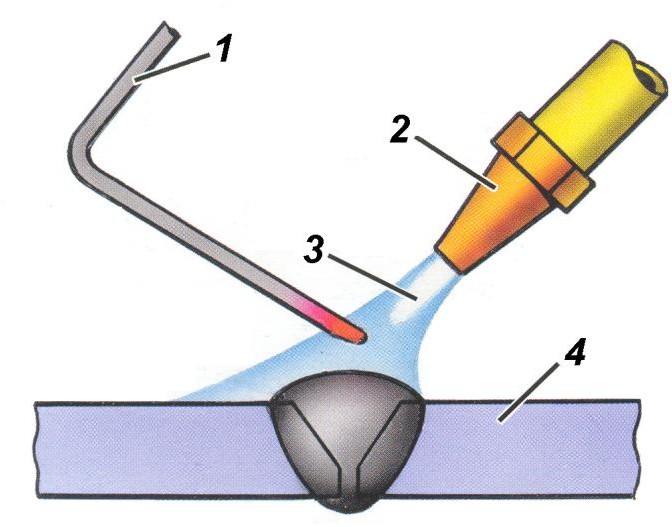
Для ремонта деталей применяют ручные и механизированные виды наплавки (см. классификацию на рис. 5.9). Наибольшее распространение на ремонтных предприятиях нефтяной и газовой промышленности получили ручная газовая и электродуговая наплавки, автоматическая и полуавтоматическая наплавки электрической дугой под слоем флюса и вибродуговая наплавка. Автоматическая и полуавтоматическая наплавки применяются на специализированных ремонтных предприятиях при ремонте большого числа однотипных деталей.
Выбор наплавляемого материала производят с учетом материала ремонтируемой детали, ее формы, размеров, технических требований, условий работы и применяемого вида наплавки. Широко используется стальная сварочная проволока. Углеродистые и легированные сварочные проволоки применяют для восстановления размеров изношенных деталей. Высокохромистые проволоки Св-10Х13, Св-10Х17Т и Св-08Х14ГТ обеспечивают высокую износо- стойкость и коррозионную стойкость наплавленного слоя. Хромоникелевыми аустенитными проволоками Св-06Х19Н9 и Св-06Х19Н9Т наплавляют детали, подверженные коррозии и кавитации.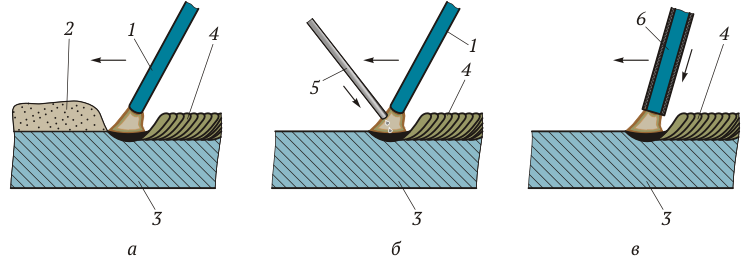
Широко применяют наплавку порошковой проволокой, представляющей собой металлическую оболочку из низкоуглеродистой стальной ленты толщиной 0,5—1,0 мм, наполненную порошковыми сплавами. Порошковую проволоку используют в основном, при наплавке высоколегированных и высокоуглеродистых сплавов, что позволяет повысить производительность наплавки при высоком легировании наплавленного металла. Для наплавки под слоем’ флюса применяют порошковые проволоки марок ПП-ЗХ2В8, ПП-Х10В14, ПП-Х42ВФ, ПП-Г13А и др. Для наплавки в углекислом газе используют порошковые проволоки марок ПП-2ХЗВ10ГТ, ПП-Х12ВФТ, ПП-ЗОХЮГЮТ. Для наплавки открытой дугой применяют порошковую проволоку с внутренней защитой (Ш1-ЗХ4ВЭФ-0, ПП-У15Х12М-0 и другие), которая наряду с легирующими элементами содержит газо- и шлакообразующие материалы, защищающие
зону наплавки.
Для ручной газовой и электродуговой наплавки обычно используют металлические электроды, что объясняется сравнительной простотой процесса наплавки и возможностью широкого регулирования химического состава и свойств наплавленного слоя. Регулирование химического состава и свойств наплавленного слоя осуществляют через покрытие или через электродный стержень, или комбинированным методом. Для предотвращения появления деформаций и трещин при наплавке применяют предварительный нагрев детали в пределах 200—400° С, предварительный изгиб детали в направлении, обратном деформации, погружение детали в воду без смачивания наплавляемой поверхности, наложение наплавляемых валиков в определенной последовательности, высокий температурный отпуск детали после наплавки.
Регулирование химического состава и свойств наплавленного слоя осуществляют через покрытие или через электродный стержень, или комбинированным методом. Для предотвращения появления деформаций и трещин при наплавке применяют предварительный нагрев детали в пределах 200—400° С, предварительный изгиб детали в направлении, обратном деформации, погружение детали в воду без смачивания наплавляемой поверхности, наложение наплавляемых валиков в определенной последовательности, высокий температурный отпуск детали после наплавки.
Справочник
-Hardsurfacing, здание
Handbook-Hardsurfacing, Building Сварка Цветной Металлы Лечение Сварка Чугун Сварка Железо Металлы 1 БРОНЗА-ПОВЕРХНОСТЬ, УПРОЧНЕНИЕ И ВОССТАНОВЛЕНИЕ В во многих цехах кислородно-ацетиленовая сварочная горелка чаще используется для ремонта или восстановите металлические детали, чем это для соединения металлических компонентов. Как указано в заголовке главы, мы рассмотрим эти
приложения под тремя общими заголовками:
наплавка бронзой, наплавка и прочий ремонт
операции. Собственно наплавка бронзой и некоторая наплавка
приложения можно также назвать «перестройкой»; однако трудный
часто применяется к новым деталям, имеющим
еще не видел сервис. Бронза
Наплавка Когда
методы и материалы сварки пайкой используются для восстановления или восстановления изношенных поверхностей
частей, операция обычно
называется наплавкой под бронзу.Когда бронза наносится на сталь
или чугунные детали, подверженные трению скольжения, такие как
поршни, стопорные кольца, поворотные клапаны или большие шестерни, восстановленные детали будут
часто служат дольше, чем новые
части. Преимущества
наплавки бронзой, пожалуй, наиболее отчетливо проиллюстрированы на примере поршней.
Когда поршни становятся
изношены, эффективность двигателя или насоса, в котором они работают, снижается. В конце концов
поршни должны быть
списаны и заменены, или восстановлены до первоначальных размеров или меньшего диаметра
гильзы цилиндров, установленные в двигателе
или насос.
Как указано в заголовке главы, мы рассмотрим эти
приложения под тремя общими заголовками:
наплавка бронзой, наплавка и прочий ремонт
операции. Собственно наплавка бронзой и некоторая наплавка
приложения можно также назвать «перестройкой»; однако трудный
часто применяется к новым деталям, имеющим
еще не видел сервис. Бронза
Наплавка Когда
методы и материалы сварки пайкой используются для восстановления или восстановления изношенных поверхностей
частей, операция обычно
называется наплавкой под бронзу.Когда бронза наносится на сталь
или чугунные детали, подверженные трению скольжения, такие как
поршни, стопорные кольца, поворотные клапаны или большие шестерни, восстановленные детали будут
часто служат дольше, чем новые
части. Преимущества
наплавки бронзой, пожалуй, наиболее отчетливо проиллюстрированы на примере поршней.
Когда поршни становятся
изношены, эффективность двигателя или насоса, в котором они работают, снижается. В конце концов
поршни должны быть
списаны и заменены, или восстановлены до первоначальных размеров или меньшего диаметра
гильзы цилиндров, установленные в двигателе
или насос. Во многих случаях покрытие бронзой – единственный доступный метод.
для восстановления. Когда поршень
большая, затраты на наплавку и повторную обработку бронзы могут быть существенно меньше
чем стоимость нового поршня,
а восстановленный поршень часто выходит из строя новый поршень.
Хотя повод для такой работы
возможно, в наши дни реже, чем несколько десятилетий назад, использование
методы сварки пайкой для замены
сломанные зубья в больших чугунных зубчатых колесах – еще один яркий пример
универсальность кислородно-ацетиленовой горелки.При замене такого зуба шестерни сваркой плавлением кислородно-
ацетилен или электрическая дуга, часто
целесообразно, использование бронзы практически всегда упростит работу и удешевит
замены.
Минимизирована необходимость в предварительном нагреве; время, необходимое для самого восстановления
не должно быть больше; и
время, необходимое для восстановления восстановленного зуба до нужных размеров, должно быть меньше.
Готовый зуб будет иметь достаточно
прочность и будет противостоять трению скольжения, которому подвержены большие зубья шестерни.
Во многих случаях покрытие бронзой – единственный доступный метод.
для восстановления. Когда поршень
большая, затраты на наплавку и повторную обработку бронзы могут быть существенно меньше
чем стоимость нового поршня,
а восстановленный поршень часто выходит из строя новый поршень.
Хотя повод для такой работы
возможно, в наши дни реже, чем несколько десятилетий назад, использование
методы сварки пайкой для замены
сломанные зубья в больших чугунных зубчатых колесах – еще один яркий пример
универсальность кислородно-ацетиленовой горелки.При замене такого зуба шестерни сваркой плавлением кислородно-
ацетилен или электрическая дуга, часто
целесообразно, использование бронзы практически всегда упростит работу и удешевит
замены.
Минимизирована необходимость в предварительном нагреве; время, необходимое для самого восстановления
не должно быть больше; и
время, необходимое для восстановления восстановленного зуба до нужных размеров, должно быть меньше.
Готовый зуб будет иметь достаточно
прочность и будет противостоять трению скольжения, которому подвержены большие зубья шестерни. подвергнутый по крайней мере так же хорошо, как оригинал
чугун.
подвергнутый по крайней мере так же хорошо, как оригинал
чугун.(PDF) Ремонтная сварка массивной отливки
8 ARC HI V ES FO UN DRYEN GI NE ER INGV o lu me 1 7, I ss ue 2/2 0 1 7, 5 – 8
Рис.9. Структуры в середине поверхностного слоя
5. Выводы
В случае ремонта массивных отливок важно использовать соответствующий процесс обработки
до, во время и после сварки
. Использование предварительного нагрева обеспечивает безопасный и эффективный ремонт.
Контроль температуры промежуточного прохода (до 300 ° C) и предварительного нагрева
(до 200 ° C) дает ожидаемые эффекты качества. Важным фактором
является способ выявления дефектов отливки до
в процессе ремонта. Для этого могут использоваться такие методы, как: исследования
исследования поверхности, визуальные, проникающие и магнитные порошки,
ультразвуковые и радиографические исследования. Из-за большого объема полостей
следует обратить внимание на:
последовательность параметров сварки,
геометрию валиков,
минимизацию факторов, связанных с неоднородностью химических элементов
сегрегация в отливке из-за наложения буферного слоя,
напряжение, возникающее в сварном шве, которое может вызвать несовместимость
в процессе ремонта.
Ссылки
[1] Бенчковски Р. и Гуцва М. (2014). Влияние текущих настроек
на изменение размера геометрических поперечных сварных швов
. Обзор сварочных технологий. 86 (9), 72-76.
[2] Бенчковски Р. и Гуцва М. (2016). Анализ появления
дефектов сварки в ветроэнергетическом проекте
. Обзор сварочных технологий. 88 (5), 93-96.
[3] Бенчковски, Р. и Гуцва, М.(2016). Дефекты, появляющиеся в
наплавочных слоях износостойкие. Архив
Литейное дело. 16 (4), 23–28; DOI: 10.1515 / afe-2016-
0077.
[4] Бенчковски Р. и Гуцва М. (2015). Избранные аспекты ремонта литых корпусов энергетического оборудования
. Сварка
Обзор технологий. 87 (5), 106-109.
[5] Čamek, L., Lichý, P., Kroupová, I., Duda, J., Beňo, J.,
, Korbáš, M., Радковский, Ф., Близнюков, С. (2016). Влияние
металлургического производства стального литья на появление
дефектов литья. Металлургия. 55 (4), 701-704.
[6] Пивоварчик Т., Винницки М., Малаховска А. и
Амброзяк А. (2014). Заполнение дефектов отливки методом холодного напыления под низким давлением
. Архив литейного производства
Машиностроение. 14 (спец.1), 109-114.
[7] Васкова, И., Фекко, Д. и Малик, Дж.(2012) Зависимость качества отливок
, полученных из глиняных формовочных смесей
, от свойств связующего на основе монтмориллонита.
Архив литейного дела. 12 (3), 123–128.
[8] Szajnar, J., Wróbel, P. & Wróbel, T. (2010). Многослойные отливки
. Архив литейного дела. 10 (1), 181-186.
[9] Турзыньски, Дж., Пытель, А., Пыш, С. и Лючек, Р. (2006)
Повышение качества отливок за счет применения современных инструментов
для проектирования и испытаний.Архив литейного производства
Машиностроение. 6 (18), 224-230. (по польски).
[10] Климпель А. (2000). Плакировка и термическое напыление –
технологий. Варшава: WNT. (по польски).
[11] PN-EN ISO 6520-1: 2009 Сварка и родственные процессы.
Классификация геометрических дефектов металлических
материалов. Часть 1. Сварка плавлением.
[12] PN-EN ISO 5817: 2014-05 Сварка. Сварные плавлением стали
, никель, титан и их сплавы (за исключением лучевой сварки
).Уровни качества для недостатков.
[13] PN-EN ISO 17635: 2011 Неразрушающий контроль сварных швов.
Общие правила для металлических материалов.
[14] PN-EN ISO 17637: 2011 Неразрушающий контроль сварных швов.
Визуальный контроль сварных соединений плавлением.
[15] PN-EN 1370-2012, Основание. Осмотр поверхности
Состояние.
[16] PN-EN ISO 3452-1: 2013 Неразрушающий контроль. Тестирование пенетранта
. Часть 1: Общие принципы.
[17] PN-EN 1371-1: 2012-01. Основание – Испытание на проникновение жидкости
– Часть 1: Песок, гравитационная матрица и литье под низким давлением. Часть
2: Основание.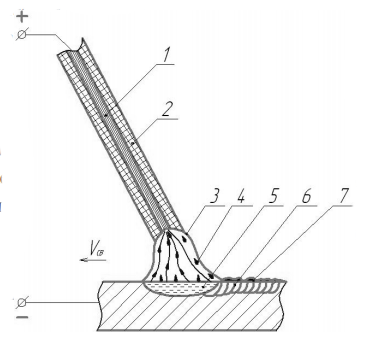 Жидкостный проникающий контроль. Литье
Жидкостный проникающий контроль. Литье
отливки.
[18] PN-EN ISO 9934-1: 2016 Неразрушающий контроль. Магнитный контроль частиц
. Часть 1: Общие принципы.
[19] PN-EN 1369: 2012 Основание. Магнитопорошковый контроль
[20] PN-EN ISO 16810: 2014 Неразрушающий контроль.Ультразвуковой
контроль. Общие принципы.
[21] PN-EN 12680-1: 2003 Основание. Ультразвуковое исследование.
Отливки стальные общего назначения.
[22] PN-EN ISO 5579: 2013 Неразрушающий контроль.
Радиографические испытания металлических материалов с использованием пленки и X-
или гамма-излучения. Основные правила.
[23] PN-EN ISO 19232-1: 2013 Неразрушающий контроль. Изображение
качество рентгенограмм. Часть 1: Определение значения качества изображения
с помощью индикаторов качества изображения проводного типа.
[24] PN-EN 12681: 2003 Основание. Рентгенологическое обследование.
РАЗЛИЧНЫЕ ВИДЫ СВАРКИ И ИХ ПРИМЕНЕНИЕ
Металлы – одни из самых прочных материалов на планете. Таким образом, были предприняты значительные разработки в области инженерии для формования и придания формы металлу деталей машин и приспособлений, которые вы видите и используете ежедневно. Одним из этапов, используемых в металлических конструкциях, является сварка, процесс, в котором рабочий плавит один кусок металла концентрированным теплом в выбранном месте, а затем связывает его с соответствующей металлической деталью.Со временем изобретатели разработали различные методы сварки двух или более металлических деталей.
Таким образом, были предприняты значительные разработки в области инженерии для формования и придания формы металлу деталей машин и приспособлений, которые вы видите и используете ежедневно. Одним из этапов, используемых в металлических конструкциях, является сварка, процесс, в котором рабочий плавит один кусок металла концентрированным теплом в выбранном месте, а затем связывает его с соответствующей металлической деталью.Со временем изобретатели разработали различные методы сварки двух или более металлических деталей.
Три наиболее распространенных типа сварки – это MIG, TIG и Stick. Каждый из этих методов пригоден для различных сварочных работ. В следующей статье рассматриваются эти и другие типы сварки и определения.
Сварка металла в среде инертного газа (MIG) – это форма ручной дуговой сварки тяжелых металлов, также известная как дуговая сварка металла в газе.
Сварка MIG – это процесс соединения металла и придания ему формы, при котором электрод пропускается через инструментальный пистолет и наносится на соответствующие металлические поверхности. Чтобы предотвратить загрязнение, сварочный пистолет использует защитный газ, который защищает область сварного шва. Процесс MIG – это простой и доступный процесс сварки для слесарных рабочих и любителей.
Чтобы предотвратить загрязнение, сварочный пистолет использует защитный газ, который защищает область сварного шва. Процесс MIG – это простой и доступный процесс сварки для слесарных рабочих и любителей.
Этот процесс работает с металлами толщиной от 24 до полдюйма. Сварка MIG популярна среди новичков в области металлообработки, потому что это более простой метод для изучения и освоения. Проволока MIG не защищает металлические конструкции от ржавчины или коррозии. Поэтому перед нанесением MIG очистите и обработайте щеткой металлические детали.Чтобы обеспечить беспрепятственное прохождение электрического провода, используйте в процессе только чистый металл.
Сварка MIG – один из наиболее часто используемых методов дуговой сварки в тяжелых условиях. Некоторые из металлических компонентов, из которых состоит система канализации или водоснабжения вашего города, являются результатом сварки MIG. Этот процесс является стандартным для сварки труб. Таким образом, вода, которую вы используете для питья, приготовления пищи и санитарии, поступает по трубам, что было бы невозможно без сварки MIG.
Из-за того, что этот метод предназначен для тяжелых условий эксплуатации, сварка MIG является типичным методом наплавки твердым сплавом, при котором грубые материалы привариваются к основным металлам.Вам следует поблагодарить сварку MIG за некоторые детали тракторов, кранов и других типов подвижного состава.
СваркаMIG также сыграла важную роль при подготовке и сборке железнодорожных путей страны. Благодаря способности этого метода соединять толстые металлические детали с непревзойденной прочностью, сварка MIG используется для железных дорог и путей общественного трамвая, которые редко требуют обслуживания. Таким образом, сварка MIG – это главный помощник в транспортировке и торговле.
Автомобильная промышленность также полагается на сварку MIG. На заводах, где рабочие производят и собирают автомобильные детали в готовые автомобили, они используют сварку MIG для более тяжелых металлов и оборудования. Кроме того, сварка MIG отвечает за изготовление заводского оборудования, которое вы видите вдоль производственных линий. Сварка МИГ также является популярным методом в автомастерских.
Сварка МИГ также является популярным методом в автомастерских.
Сварка вольфрамовым электродом в среде инертного газа (TIG) – это процесс ручной дуговой сварки тяжелых металлов, также известный как дуговая сварка вольфрамовым газом.
Сварка TIG – это процесс соединения металлов, в котором для соединения одной поверхности металла с другой используется вольфрамовый электрод. Во время процесса газообразный аргон или гелий образует защитный экран на обрабатываемых поверхностях от окисления и других загрязнителей, связанных с воздухом. Применения, в которых используется газообразный гелий, также называют гелиарными сварными швами. В большинстве приложений TIG используется средний металл. Исключения из правила называются автогенными швами.
Существенное различие между сваркой MIG и TIG состоит в том, что первая основана на непрерывной подаче проволоки, а вторая – на сварочных стержнях, которые вы направляете в сварочную ванну.
Сварка TIG играет жизненно важную роль в автомобильной промышленности, где этот процесс эффективен для соединения металлических деталей друг с другом при строительстве автомобилей, фургонов, грузовиков и внедорожников. Вольфрамовые электроды хорошо работают на заводах, где рабочие собирают детали двигателя из отдельных кусков металла, а также на заводах, где детали кузова готовятся к сборочным конвейерам.
Вольфрамовые электроды хорошо работают на заводах, где рабочие собирают детали двигателя из отдельных кусков металла, а также на заводах, где детали кузова готовятся к сборочным конвейерам.
TIG также важна в строительной отрасли, где оборудование доставляется на рабочие места и используется при подготовке деталей для зданий и общественных памятников.Многие из зданий, которые вы видите вдоль улиц и проездов в вашем районе, были работой строительных бригад, которые в значительной степени полагаются на сварку TIG.
В судостроении также применяется сварка TIG. Этот процесс упрощает для судостроителей соединение фасонных металлических деталей для таких кораблей, как авианосцы или круизные лайнеры. Если во время службы в ВМС США вы летали на пассажирском судне или путешествовали за границу, вероятно, вольфрамовые электроды сварили корпус каждого корабля полностью или частично.
Сварка TIG также имеет решающее значение в аэрокосмической промышленности, где в процессе объединяются детали, из которых состоят ракетные корабли и космические корабли НАСА.
Ручная сварка – это разновидность ручной дуговой сварки, которая применяется для различных металлов. Этот процесс также известен как дуговая сварка в защитном металлическом корпусе и дуговая сварка в защитном флюсе.
Сварка палкой – это метод соединения металлов, при котором покрытый флюсом плавящийся электрод соединяет две металлические поверхности вместе. В процессе сварки штангой между электродом и прилегающими металлическими поверхностями образуется постоянный или переменный ток.Пары, образующиеся в результате тускнеющих электродов, создают защитный газ. Люди обычно используют этот процесс для сварки стали и железа, а также меди, никеля и алюминия.
Сварка палкой может помочь рабочим выполнять большие и малые задачи практически в любом месте. Для исходящих приложений этот процесс удобен, поскольку необходимое оборудование портативно и его легко транспортировать для выполнения задач ремонта по вызову. Поэтому сварка штангой часто применяется в труднодоступных местах и удаленных общественных зданиях.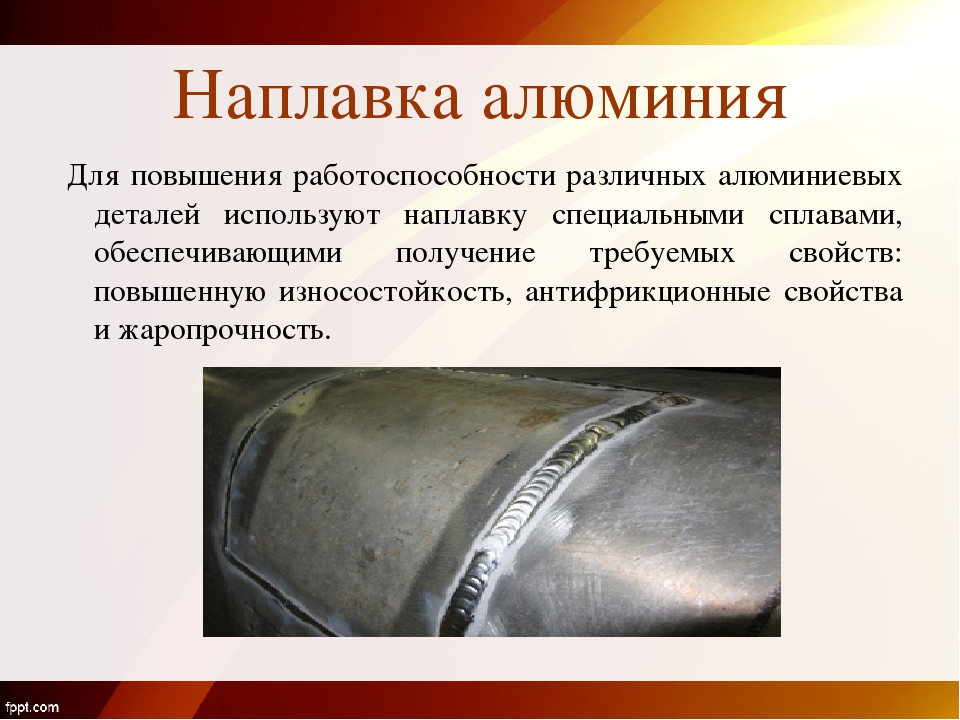
палкой также широко распространена на строительных площадках под открытым небом, где рабочий процесс упрощает сборку и модификацию металлических деталей на месте. Покрытые флюсом электроды устойчивы к ветру, что делает процесс удобным в различных средах. Когда случается бедствие, сварка стержнем часто используется для ремонта поврежденных металлических приспособлений.
В удаленных настройках сварка штангой – один из самых удобных видов дуговой сварки. Когда рабочие собирают временные конструкции для окружных ярмарок и карнавалов, сварка стержнем может укрепить и укрепить опорные балки палаток и заборов.Для сообществ, живущих за пределами сети, сварка стержнем – один из самых надежных методов ремонта и строительства металла.
Портативность и простота сварки штангой также сделали ее одним из предпочтительных методов среди любителей и независимых мастеров. Поскольку этот подход работает с широким спектром металлов, ювелиры иногда используют сварку стержнем.
В большинстве отраслей промышленности, где используются металлоконструкции, наиболее широко используются процессы сварки MIG, TIG и электродной сварки благодаря мощности, эффективности и универсальности каждого метода.Однако многие другие процессы также позволяют сваривать две или более металлических детали. Итак, сколько существует видов сварки? Существует множество различных подходов к сварке, включая следующие 12 методов, некоторые из которых в некоторой степени относятся к трем наиболее популярным типам.
Дуговая сварка порошковой проволокой (FCAW) – это метод соединения металлов, аналогичный сварке MIG, поскольку в обоих случаях используется непрерывный электрод. Однако для FCAW требуется проволока в форме трубки, а не сплошная. Этот метод подходит как для внутреннего, так и для наружного использования, если провода имеют надлежащее экранирование.FCAW – один из наиболее эффективных подходов к дуговой сварке, поскольку он использует большую часть электрода, который используется в процессе. Благодаря форме порошковой проволоки, использование защитного газа при FCAW не требуется. Этот метод оставляет мало мусора и, следовательно, требует лишь небольшого процесса очистки после завершения.
Электронно-лучевая сварка (ЭЛС) – это метод соединения металлов, при котором электронные лучи запускаются с высокой скоростью, чтобы соединить одну поверхность металла с другой. Когда луч попадает в цель, пораженное пятно расплавляется ровно настолько, чтобы соединить соседний кусок на месте.Электронно-лучевая сварка играет важную роль во всем промышленном секторе. Этот метод особенно полезен для производителей автомобилей и авиакосмической отрасли, которые используют сварку EBW для плавления многих металлических деталей, используемых в автомобилях, грузовиках, самолетах и космических кораблях. Благодаря вакуумной природе электронно-лучевой сварки, процесс безопасен для аварийных работ в эвакуированных зданиях и жилых домах.
Сварка атомарным водородом (AHW) – это старый метод соединения металлов, который по большей части уступил место более эффективным и действенным методам, таким как дуговая сварка металлическим электродом в газовой среде.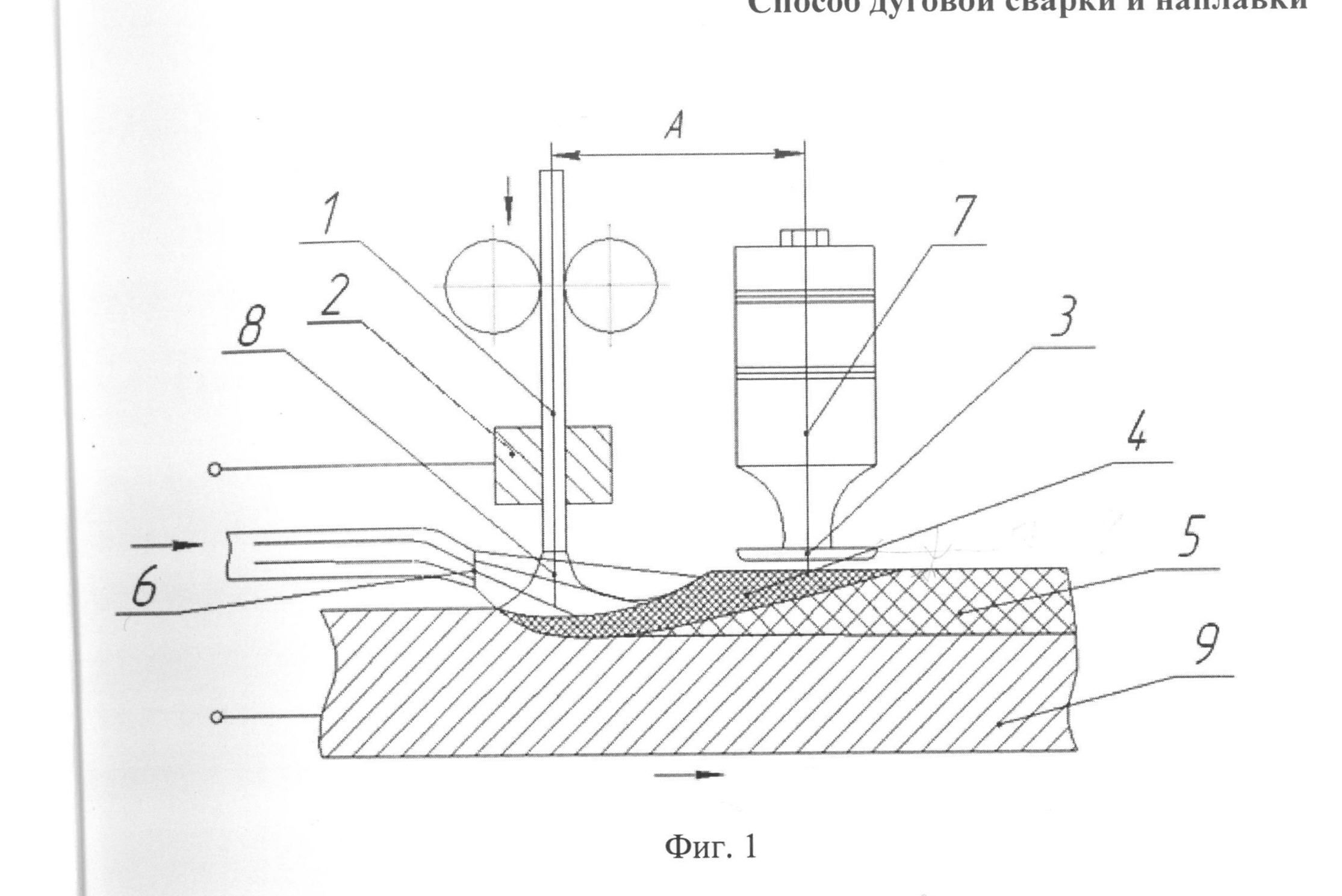 Одна область, в которой AHW все еще широко распространена, – это сварка вольфрама. Поскольку вольфрам очень чувствителен к нагреванию, AHW безопасен для этого процесса. Американский химик Ирвинг Ленгмюр разработал этот процесс после открытия атомарного водорода.
Одна область, в которой AHW все еще широко распространена, – это сварка вольфрама. Поскольку вольфрам очень чувствителен к нагреванию, AHW безопасен для этого процесса. Американский химик Ирвинг Ленгмюр разработал этот процесс после открытия атомарного водорода.
Плазменная дуговая сварка, изобретенная в середине 1950-х годов, представляет собой метод, аналогичный дуговой сварке вольфрамовым электродом в газе. В этом процессе используется электрический ток, который проходит через крошечное сопло, прорезающее защитный газ. Когда вам нужно сварить небольшие участки на металлической поверхности, плазменная сварка обеспечивает максимальную точность.Плазменно-дуговая сварка идеально подходит для сварочных работ при суровых температурах, так как при этом создаются более прочные и плотные сварные швы. Производители самолетов используют этот метод, как и независимые мастера для целого ряда проектов.
Электрошлак – это процесс быстрой сварки, который был новшеством в 1950-х годах. Электрошлаковая сварка склеивает детали из тяжелых металлов для использования в машинах и промышленном оборудовании. Процесс происходит в вертикальном положении, что позволяет четко видеть работу по мере ее обретения.Метод получил свое название от медных держателей воды, содержащихся внутри инструмента, используемого для электрошлаковой сварки. Вода предотвращает просачивание жидкого шлака в другие участки во время сеанса сварки.
Электрошлаковая сварка склеивает детали из тяжелых металлов для использования в машинах и промышленном оборудовании. Процесс происходит в вертикальном положении, что позволяет четко видеть работу по мере ее обретения.Метод получил свое название от медных держателей воды, содержащихся внутри инструмента, используемого для электрошлаковой сварки. Вода предотвращает просачивание жидкого шлака в другие участки во время сеанса сварки.
Одной из менее часто используемых форм соединения металлов является процесс дуговой сварки под флюсом, который подходит только для нержавеющей стали и других металлов, богатых железом. Процесс позволяет использовать как автоматические, так и полуавтоматические средства, что делает его быстрым и эффективным. Несмотря на скорость, для этого процесса требуется флюс для защиты металла при сварке, отсюда и название «погружной».«С этой обложкой люди могут завершить свою работу без риска разбрызгивания. Поэтому дуговая сварка под флюсом – безопасная практика для независимых мастеров.
Угольная дуговая сварка (CAW) – это метод соединения металлов при температурах, превышающих 300 градусов Цельсия. При сварке CAW между металлическими поверхностями и электродом образуется дуга. Этот метод когда-то был популярен, но в последние десятилетия его заменила дуговая сварка двумя углями.
Кислородная сварка – это процесс, в котором для придания формы металлу используется жидкое топливо и кислород.Французские инженеры Эдмон Фуше и Шарль Пикар изобрели его на рубеже 20-го века. Температура, генерируемая кислородом, используемая в процессе, применяется к концентрированным областям поверхности металла. Кислородная сварка проводится в помещении.
Контактная точечная сварка – это метод дуговой сварки, при котором металлические поверхности склеиваются при нагревании. Это тепло выделяется благодаря сопротивлению электрическим токам. Сварка RSW относится к группе методов сварки, известных как контактная сварка сопротивлением.
Сварка контактным швом – это метод, при котором между соприкасающимися поверхностями металлов с аналогичными свойствами выделяется тепло. Сварка шва начинается с одной стороны стыка и продолжается до другого конца. Процесс зависит от двойных электродов, обычно сделанных из меди.
Сварка шва начинается с одной стороны стыка и продолжается до другого конца. Процесс зависит от двойных электродов, обычно сделанных из меди.
Как форма точечной сварки, выступающая сварка – это процесс, при котором тепло локализуется в определенной области для позиционирования. Этот процесс распространен в проектах, в которых используются гайки, шпильки и другие металлические крепежные детали с резьбой, а также перекрещенные стержни и провода.
Холодная сварка, также известная как контактная сварка, – это метод соединения поверхностей без нагрева или плавления.
Более 30 лет Astro Machine Works сваривает металлы для изделий и оборудования, используемого в различных отраслях промышленности. Как основные специалисты по сварке в Пенсильвании, наша команда обслуживала, в частности, аэрокосмическую, электронную, телекоммуникационную, пищевую и фармацевтическую промышленность. Чтобы узнать больше о наших сварочных услугах, свяжитесь с нами сегодня, чтобы поговорить с нашими представителями.
Что такое сварка? – Определение, процессы и типы сварных швов
Сварка – это процесс изготовления, при котором две или более детали соединяются вместе с помощью тепла, давления или обоих, образуя соединение при охлаждении деталей. Сварка обычно применяется к металлам и термопластам, но также может применяться к дереву. Готовое сварное соединение можно называть сварной конструкцией.
Нажмите здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .
Некоторые материалы требуют использования определенных процессов и методов. Число считается « несвариваемым », термин, который обычно не встречается в словарях, но полезен и информативен.
Соединяемые части известны как исходный материал . Материал, добавленный для образования соединения, называется наполнителем или расходным материалом . По форме эти материалы могут быть названы основной пластиной или трубой, присадочной проволокой, плавящимся электродом (для дуговой сварки) и т. Д.
По форме эти материалы могут быть названы основной пластиной или трубой, присадочной проволокой, плавящимся электродом (для дуговой сварки) и т. Д.
Расходные материалы обычно выбираются так, чтобы они были аналогичны по составу основному материалу, таким образом, образуя однородный сварной шов, но бывают случаи, например, при сварке хрупких чугунов, когда используется наполнитель с совершенно другим составом и, следовательно, свойствами. Такие сварные швы называют неоднородными.
Готовый сварной шов может называться сварной конструкцией .
Если у вас есть вопросы или вам нужна помощь, напишите нам, чтобы получить консультацию специалиста:
contactus @ twi.co.uk
Содержание:
- Как работает сварка?
- Общие конфигурации шарниров
- Виды сварных соединений
- Источники энергии
- Различные типы и для чего они используются
- Услуги
- Где используется?
Соединительные металлы
В отличие от пайки и пайки, при которых не плавится основной металл, сварка представляет собой процесс с высокой температурой плавления основного материала. Обычно с добавлением наполнителя.
Обычно с добавлением наполнителя.
Нагрев при высокой температуре вызывает образование сварочной ванны из расплавленного материала, которая охлаждается, образуя соединение, которое может быть прочнее, чем основной металл. Давление также можно использовать для создания сварного шва, наряду с нагревом или отдельно.
Он также может использовать защитный газ для защиты расплавленного металла и присадочного металла от загрязнения или окисления.
Соединение пластмасс
При сварке пластмасс также используется тепло для соединения материалов (но не в случае сварки растворителем), и выполняется в три этапа.
Во-первых, поверхности подготавливаются перед приложением тепла и давления и, наконец, материалам дают остыть для плавления. Способы соединения пластмасс можно разделить на методы внешнего и внутреннего нагрева, в зависимости от конкретного используемого процесса.
Соединение дерева
При сварке дерева для соединения материалов используется тепло, выделяемое трением. Соединяемые материалы подвергаются значительному давлению, прежде чем линейное движение трения создает тепло для соединения деталей друг с другом.
Соединяемые материалы подвергаются значительному давлению, прежде чем линейное движение трения создает тепло для соединения деталей друг с другом.
Это быстрый процесс, который позволяет соединить древесину без клея и гвоздей за считанные секунды.
стыковое соединение
Соединение между концами или краями двух частей, образующих угол между собой 135–180 ° включительно в области соединения.
Т-шарнир
Соединение между концом или краем одной части и лицевой стороной другой части, при этом части составляют угол друг с другом от более 5 до 90 ° включительно в области соединения.
Угловой шарнир
Соединение между концами или краями двух частей, образующих угол друг к другу более 30, но менее 135 ° в области соединения.
Кромочный стык
Соединение краев двух частей под углом друг к другу от 0 до 30 ° включительно в области стыка.
Крестообразный шарнир
Соединение, в котором две плоские пластины или два стержня приварены к другой плоской пластине под прямым углом и на одной оси.
Нахлест
Соединение между двумя перекрывающимися частями, образующими угол между собой 0-5 ° включительно в области сварного шва или сварных швов.
Сварные швы на основе конфигурации
Сварка с пазом
Соединение между двумя перекрывающимися компонентами, выполненное путем наложения углового сварного шва по периферии отверстия в одном компоненте, чтобы соединить его с поверхностью другого компонента, открытой через отверстие.
Электрозаклепка
Сварка, выполненная путем заполнения отверстия в одном компоненте заготовки присадочным металлом таким образом, чтобы соединить его с поверхностью перекрывающегося компонента, открытого через отверстие (отверстие может быть круглым или овальным).
На основе проникновения
Сварной шов с полным проплавлением
Сварное соединение, при котором металл шва полностью проникает в соединение с полным проплавлением корня. В США предпочтительным термином является шов с полным проплавлением (CJP, см. AWS D1.1).
В США предпочтительным термином является шов с полным проплавлением (CJP, см. AWS D1.1).
Сварной шов с частичным проплавлением
Сварной шов, в котором проплавление намеренно меньше полного провара. В США предпочтительным термином является шов с частичным проплавлением (PJP).
Сварные швы с учетом доступности
Характеристики завершенных сварных швов
Сварка встык
Угловой шов
Основной металл
Металл, соединяемый или покрываемый сваркой, пайкой или пайкой.
Присадочный металл
Металл, добавленный при сварке, пайке, пайке или наплавке.
Сварной металл
Весь металл расплавился во время сварки и оставался в сварном шве.
Зона теплового воздействия (HAZ)
Часть основного металла, подвергшаяся металлургическому воздействию тепла сварного шва или термической резки, но не расплавленная.
Линия Fusion
Граница между металлом шва и ЗТВ при сварке плавлением. Это нестандартный термин для обозначения сварного соединения.
Зона сварки
Зона, содержащая металл шва и ЗТВ.
Поверхность сварного шва
Поверхность сварного шва, открытая со стороны, с которой он был выполнен.
Корень сварного шва
Зона на стороне первого участка, наиболее удаленной от сварщика.
Носок под приварку
Граница между поверхностью шва и основным металлом или между прогонами. Это очень важная особенность сварного шва, поскольку пальцы ног являются точками высокой концентрации напряжений и часто являются точками возникновения различных типов трещин (например, усталостных трещин, холодных трещин).
Чтобы снизить концентрацию напряжения, пальцы ног должны плавно переходить в поверхность основного металла.
Избыточный металл шва
Металл сварного шва, лежащий вне плоскости, соединяющей пальцы ног. Другие нестандартные термины для этой особенности: армирование, перелив.
Другие нестандартные термины для этой особенности: армирование, перелив.
Примечание: термин «армирование», хотя и обычно используется, не подходит, потому что любой избыток сварочного металла над поверхностью основного металла и над ним не делает соединение прочнее.
Фактически, толщина, учитываемая при проектировании сварного компонента, представляет собой расчетную толщину шва, которая не включает избыточный металл шва.
Бег (проход)
Металл расплавился или выпал во время одного прохода электрода, горелки или выдувной трубки.
Слой
Слой металла шва, состоящий из одного или нескольких прогонов.
Различные процессы зависят от используемого источника энергии, и доступно множество различных методов.
До конца XIX века кузнечная сварка была единственным методом, который использовался, но с тех пор были разработаны более поздние процессы, такие как дуговая сварка.Современные методы используют газовое пламя, электрическую дугу, лазеры, электронный луч, трение и даже ультразвук для соединения материалов.
Необходимо соблюдать осторожность при использовании этих процессов, поскольку они могут привести к ожогам, поражению электрическим током, повреждению зрения, воздействию радиации или вдыханию ядовитых сварочных паров и газов.
Существует множество различных процессов со своими собственными технологиями и приложениями для промышленности, к ним относятся:
Дуга
Эта категория включает ряд общих ручных, полуавтоматических и автоматических процессов.К ним относятся сварка в среде инертного газа (MIG), сварка штучной сваркой, сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как дуговая сварка вольфрамовым электродом (GTAW), газовая сварка, сварка в среде активного газа (MAG), дуговая сварка порошковой проволокой (FCAW), газовая дуговая сварка металлическим электродом (GMAW), дуговая сварка под флюсом (SAW), дуговая сварка металлическим электродом в защитных оболочках (SMAW) и плазменная сварка.
В этих методах обычно используется присадочный материал, и они в основном используются для соединения металлов, включая нержавеющую сталь, алюминий, никель и медные сплавы, кобальт и титан.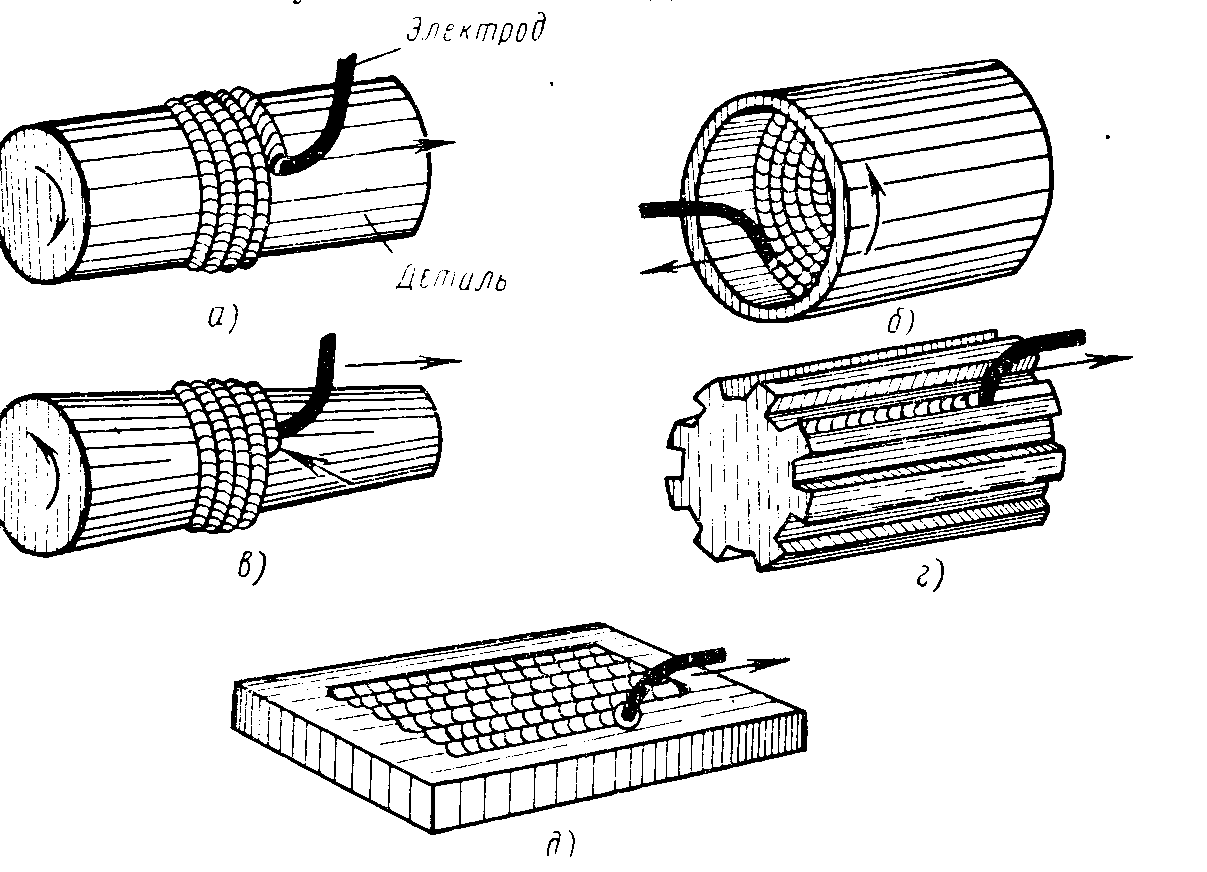 Процессы дуговой сварки широко используются в таких отраслях, как нефтегазовая, энергетическая, аэрокосмическая, автомобильная и др.
Процессы дуговой сварки широко используются в таких отраслях, как нефтегазовая, энергетическая, аэрокосмическая, автомобильная и др.
Трение
Методы сварки трением соединяют материалы с использованием механического трения. Это можно сделать разными способами на различных сварочных материалах, включая сталь, алюминий или даже дерево.
При механическом трении выделяется тепло, которое смягчает смешанные материалы, создавая связь по мере их охлаждения. Способ, которым происходит соединение, зависит от точного используемого процесса, например, сварка трением с перемешиванием (FSW), точечная сварка трением с перемешиванием (FSSW), линейная сварка трением (LFW) и ротационная сварка трением (RFW).
Сварка трением не требует использования присадочных металлов, флюса или защитного газа.
Трение часто используется в аэрокосмической промышленности, поскольку оно идеально подходит для соединения легких алюминиевых сплавов, которые иначе не поддаются сварке.
Процессы трения используются в промышленности, а также изучаются как метод склеивания древесины без использования клея или гвоздей.
Электронный луч
Этот процесс соединения сплавлением использует пучок высокоскоростных электронов для соединения материалов.Кинетическая энергия электронов трансформируется в тепло при ударе о детали, заставляя материалы плавиться вместе.
Электронно-лучевая сварка (EBW) выполняется в вакууме (с использованием вакуумной камеры) для предотвращения рассеивания луча.
ЭЛС широко применяется для соединения толстых профилей. Это означает, что его можно применять в различных отраслях промышленности, от авиакосмической до атомной энергетики и от автомобильной до железнодорожного транспорта.
Лазер
Используется для соединения термопластов или кусков металла, в этом процессе используется лазер для создания концентрированного тепла, идеально подходящего для сварных швов, глубоких швов и высоких скоростей соединения. Благодаря простой автоматизации, высокая скорость сварки, с которой может выполняться этот процесс, делает его идеальным для применения в больших объемах, например, в автомобильной промышленности.
Благодаря простой автоматизации, высокая скорость сварки, с которой может выполняться этот процесс, делает его идеальным для применения в больших объемах, например, в автомобильной промышленности.
Сварка лазерным лучом может выполняться на воздухе, а не в вакууме, например, при сварке электронным лучом.
Сопротивление
Это быстрый процесс, который обычно используется в автомобильной промышленности. Этот процесс можно разделить на два типа: контактная точечная сварка и контактная сварка швом.
При точечной сваркеиспользуется тепло, передаваемое между двумя электродами, которое прикладывается к небольшой площади, когда детали зажимаются вместе.
Шовная сварка похожа на точечную сварку, за исключением того, что в ней электроды заменяются вращающимися колесами, что обеспечивает непрерывный сварной шов без утечек.
TWI предлагает один из самых полных наборов услуг.
Терминология сварки, определения и сокращения
А – С
А
АЦЕТОН:
Воспламеняющаяся, летучая жидкость, используемая в ацетиленовых баллонах для растворения и стабилизации ацетилена под высоким давлением.
АЦЕТИЛЕН:
Легковоспламеняющийся газ, состоящий из углерода и водорода.Используется в качестве топливного газа в процессе кислородно-ацетиленовой сварки.
ФАКТИЧЕСКАЯ ГОРЛО:
См. ГОРЛО ФИЛЕЙНОЙ СВАРКИ.
AIR-ACETYLENE:
Низкотемпературный факел, получаемый путем сжигания ацетилена с воздухом вместо кислорода.
ВОЗДУШНАЯ РЕЗКА:
Процесс электродуговой резки, при котором металлы, подлежащие резке, плавятся под действием тепла угольной дуги.
СПЛАВ:
Смесь с металлическими свойствами, состоящая из двух или более элементов, из которых по крайней мере один является металлом.
ПЕРЕМЕННЫЙ ТОК:
Электрический ток, меняющий направление на противоположное через регулярные интервалы времени.
АММЕТР:
Прибор для измерения электрического тока в амперах с помощью индикатора, активируемого движением катушки в магнитном поле или продольным расширением провода, по которому проходит ток.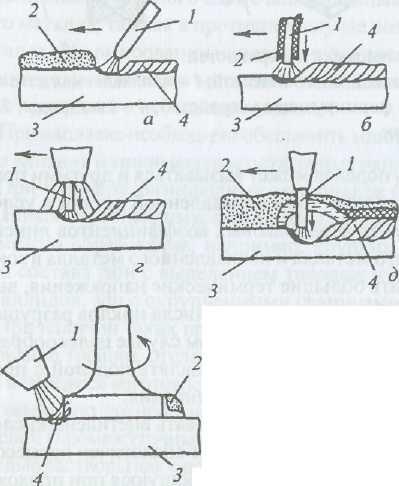
ОТЖИГ:
Обширный термин, используемый для описания цикла нагрева и охлаждения стали в твердом состоянии. Термин отжиг обычно подразумевает относительно медленное охлаждение.При отжиге температура операции, скорость нагрева и охлаждения, а также время выдержки металла при нагревании зависят от состава, формы и размера обрабатываемого стального изделия, а также от цели обработки. Наиболее важными целями отжига стали являются следующие: снятие напряжений; вызвать мягкость; для изменения пластичности, вязкости, электрических, магнитных или других физических и механических свойств; изменить кристаллическую структуру; для удаления газов; и получить определенную микроструктуру.
ARC BLOW:
Отклонение электрической дуги от нормального пути из-за магнитных сил.
ARC BRAZING:
Процесс пайки, при котором тепло получается от электрической дуги, образованной между основным металлом и электродом или между двумя электродами.
ДУГОВАЯ РЕЗКА:
Группа процессов резки, в которых резка металлов осуществляется путем плавления с помощью тепла дуги между электродом и основным металлом. См. УГЛЕРОДУГОВАЯ РЕЗКА, ДУГОВАЯ РЕЗКА, ДУГОВАЯ РЕЗКА И ДУГОВАЯ РЕЗКА.
См. УГЛЕРОДУГОВАЯ РЕЗКА, ДУГОВАЯ РЕЗКА, ДУГОВАЯ РЕЗКА И ДУГОВАЯ РЕЗКА.
ДЛИНА ДУГИ:
Расстояние между концом электрода и сварочной ванной.
ДУГОВАЯ КИСЛОРОДНАЯ РЕЗКА:
Процесс кислородной резки, используемый для резки металлов путем химической реакции кислорода с основным металлом при повышенных температурах.
НАПРЯЖЕНИЕ ДУГИ:
Напряжение на сварочной дуге.
ДУГОВАЯ СВАРКА:
Группа сварочных процессов, в которых плавление достигается путем нагрева электрической дугой или дугой с использованием или без использования присадочного металла.
AS WELDED:
Состояние сварного металла, сварных соединений и сварных деталей после сварки и до любых последующих термических, механических или химических обработок.
СВАРКА АТОМНЫМ ВОДОРОДОМ:
Процесс дуговой сварки, при котором плавление достигается путем нагрева дугой, поддерживаемой между двумя металлическими электродами в атмосфере водорода. Можно использовать или не использовать напорный металл и / или присадочный металл.
АУСТЕНИТ:
Немагнитная форма железа, характеризующаяся кристаллической структурой гранецентрированной кубической решетки.Он производится путем нагрева стали выше верхней критической температуры и имеет высокую растворимость в твердых веществах для углерода и легирующих элементов.
ОСЬ ШВА:
Линия, проходящая по длине сварного шва, перпендикулярная поперечному сечению в его центре тяжести.
Б
BACK FIRE:
Кратковременное поджигание кончика пламени, за которым следует щелчок или хлопок, а затем немедленное повторное появление или выгорание пламени.
BACK PASS:
Проход для нанесения обратного шва.
BACK UP:
При сварке оплавлением и осадкой локатор, используемый для передачи всей или части силы осадки на заготовки.
BACK WELD:
Сварной шов, нанесенный на заднюю часть сварного шва с одной кромкой.
ЗАДНЯЯ СВАРКА:
Метод сварки, при котором пламя направлено на готовый шов.
ОПОРНАЯ ПОЛОСА:
Кусок материала, используемый для удержания расплавленного металла у основания сварного шва и / или увеличения теплоемкости соединения, чтобы предотвратить чрезмерное коробление основного металла.
BACKING WELD:
Сварной валик, наносимый на основание соединения с одной канавкой, чтобы обеспечить полное проплавление корня.
BACKSTEP:
Последовательность, в которой приращения сварного шва наносятся в направлении, противоположном направлению продвижения.
ГОЛЫЙ ЭЛЕКТРОД:
Электрод для дуговой сварки, не имеющий другого покрытия, кроме покрытия, нанесенного при волочении проволоки.
ДУГОВАЯ СВАРКА ГОЛЫМ МЕТАЛЛОМ:
Процесс дуговой сварки, при котором плавление достигается путем нагревания неэкранированной дугой между неизолированным или слегка покрытым электродом и изделием.Давление не используется, а присадочный металл получается из электрода.
ОСНОВНОЙ МЕТАЛЛ:
Металл, подлежащий сварке или резке. В сплавах это металл, присутствующий в наибольшей степени.
BEAD WELD:
Тип сварного шва, состоящий из одной или нескольких ниток или переплетений, нанесенных на непрерывную поверхность.
ШИРОК:
См. СВАРКА СТРУЖНЫМ ШИРОМ и ПЛЕТЕНИЕ БУСИНА.
СВАРКА СТРУЖНЫМ ШИРОМ и ПЛЕТЕНИЕ БУСИНА.
УГОЛ СКУСА:
Угол, образованный между подготовленным краем элемента и плоскостью, перпендикулярной его поверхности.
КУЗОВА:
См. КУЗОВНУЮ СВАРКУ.
BLOCK BRAZING:
Процесс пайки, в котором соединение осуществляется за счет тепла, полученного от нагретых блоков, приложенных к соединяемым деталям, и цветного присадочного металла, температура плавления которого выше 800 ºF (427 ºC), но ниже температуры плавления основной металл. Наполнитель распределяется в стыке за счет капиллярного притяжения.
ПОСЛЕДОВАТЕЛЬНОСТЬ БЛОКА:
Построение последовательности непрерывных многопроходных сварных швов, в которых отдельные отрезки сварного шва полностью или частично нарастают перед наплавкой промежуточных отрезков.См. ПОСЛЕДОВАТЕЛЬНОСТЬ НАСТРОЙКИ.
ПРОДУВНОЕ ОТВЕРСТИЕ:
см. ГАЗОВЫЙ КАРМАН.
BOND:
Место соединения сварочного металла и основного металла.
BOXING:
Операция продолжения углового шва вокруг угла элемента в качестве продолжения основного сварного шва.
ТОПКА:
Группа сварочных процессов, при которых соединение паза, углового соединения, внахлестку или фланца соединяется с использованием цветного присадочного металла с температурой плавления выше 800 ºF (427 ºC), но ниже, чем у основных металлов.Присадочный металл распределяется в шве за счет капиллярного притяжения.
ПАРНАЯ СВАРКА:
Метод сварки с использованием присадочного металла, который разжижается при температурах выше 450 ºC (842 ºF) и ниже твердого состояния основных металлов. В отличие от пайки, при сварке пайкой присадочный металл не распределяется в соединении за счет капиллярного действия.
BRIDGING:
Дефект сварки, вызванный плохим проваром. Пустота в основании сварного шва перекрыта металлом сварного шва.
ИЗГОТОВЛЕНИЕ:
Деформация, вызванная нагревом в процессе сварки.
ПОСЛЕДОВАТЕЛЬНОСТЬ НАСТРОЙКИ:
Порядок, в котором наплавленные валики многопроходного сварного шва накладываются по отношению к поперечному сечению стыка. См. ПОСЛЕДОВАТЕЛЬНОСТЬ БЛОКА.
См. ПОСЛЕДОВАТЕЛЬНОСТЬ БЛОКА.
СОЕДИНИТЕЛЬНОЕ СОЕДИНЕНИЕ:
Соединение между двумя заготовками таким образом, что сварной шов, соединяющий детали, находится между плоскостями поверхности обеих соединяемых деталей.
BUTT WELD:
Сварной шов в стыковом соединении.
BUTTER WELD:
Сварка, образованная одной или несколькими нитями или валиками, уложенными на непрерывную поверхность для получения желаемых свойств или размеров.
К
КАПИЛЛЯРНОЕ ПРИТЯЖЕНИЕ:
Явление, при котором адгезия между расплавленным присадочным металлом и основными металлами вместе с поверхностным натяжением расплавленного присадочного металла вызывает распределение присадочного металла между правильно подогнанными поверхностями паяемого соединения.
ОСАЖДЕНИЕ КАРБИДА:
Состояние, встречающееся в аустенитной нержавеющей стали, содержащей углерод в перенасыщенном твердом растворе. Это состояние нестабильно.Перемешивание стали во время сварки вызывает выпадение в осадок излишков углерода в растворе. Этот эффект также называется распадом сварного шва.
Этот эффект также называется распадом сварного шва.
УГЛЕРОДНАЯ РЕЗКА:
Процесс резки металлов теплом дуги между углеродным электродом и деталью.
УГЛЕРОДНАЯ СВАРКА:
Процесс сварки, в котором плавление осуществляется дугой между углеродным электродом и изделием. Можно использовать или не использовать напорный и / или присадочный металл и / или экранирование.
ПЛАМЯ НАГРЕЖДЕНИЯ:
Пламя оксиацетилена с избытком ацетилена.Также называется избытком ацетилена или уменьшением пламени.
КАСКАДНАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ: Последующие шарики останавливаются на коротком расстоянии от предыдущей, создавая каскадный эффект.
УПЛОТНЕНИЕ КОРПУСА:
Процесс поверхностного упрочнения, включающий изменение состава внешнего слоя сплава на основе железа путем диффузии внутрь из газа или жидкости с последующей соответствующей термической обработкой. Типичными процессами упрочнения являются науглероживание, цианирование, нитроцементация и азотирование.
ЦЕПНЫЕ ПРЕРЫВНЫЕ ФИЛЕВЫЕ ШВЫ:
Две линии прерывистых угловых швов в Т-образном соединении или внахлестку, в которых сварные швы в одной линии приблизительно противоположны швам в другой линии.
ФАСКА:
Подготовка сварного контура, кроме сварного шва с квадратной канавкой, на краю соединительного элемента.
COALESCENCE:
Соединение или сплавление металлов при нагревании.
ЭЛЕКТРОД С ПОКРЫТИЕМ:
Электрод, на который снаружи нанесен флюс путем погружения, распыления, окраски или других аналогичных методов. При горении покрытие выделяет газ, охватывающий дугу.
СВАРКА С ОБЩИМ УПРАВЛЕНИЕМ:
Выполнение ряда точечных или выступающих сварных швов, в которых несколько электродов, одновременно контактирующих с изделием, постепенно работают под управлением электрического коммутационного устройства.
КОМПОЗИТНЫЙ ЭЛЕКТРОД:
Электрод из присадочного металла, используемый при дуговой сварке, состоящий из более чем одного металлического компонента, соединенного механически. Он может включать или не включать материалы, улучшающие свойства сварного шва или стабилизирующие дугу.
Он может включать или не включать материалы, улучшающие свойства сварного шва или стабилизирующие дугу.
КОМПОЗИТНОЕ СОЕДИНЕНИЕ:
Соединение, в котором термический и механический процесс используются для соединения основных металлических частей.
Вогнутость:
Максимальное перпендикулярное расстояние от поверхности вогнутого сварного шва до линии, соединяющей пальцы.
ПОСТОЯННЫЙ НАГРЕВ:
Дополнительное тепло, прикладываемое к конструкции во время сварки.
КОНУС:
Коническая часть газового пламени рядом с отверстием наконечника.
РАСХОДНЫЕ ВСТАВКИ:
Предварительно нанесенный присадочный металл, который полностью вплавлен в основание стыка и становится частью сварного шва.
ВЫПУСКНОСТЬ:
Максимальное расстояние по перпендикуляру от поверхности выпуклого углового шва до линии, соединяющей пальцы.
УГЛОВОЕ СОЕДИНЕНИЕ:
Соединение между двумя элементами, расположенными приблизительно под прямым углом друг к другу в форме L.
КРЫШЕЧНОЕ СТЕКЛО:
Прозрачное стекло, используемое в защитных очках, щитках для рук и шлемах для защиты стекла фильтра от разбрызгивания материала.
ЭЛЕКТРОД С ПОКРЫТИЕМ:
Металлический электрод с покрытием, стабилизирующим дугу и улучшающим свойства сварочного металла. Материал может представлять собой внешнюю обертку из бумаги, асбеста и других материалов или покрытие из флюса.
CRACK:
Разрыв типа трещины, характеризующийся острой вершиной и большим отношением длины и ширины к смещению раскрытия.
CRATER:
Впадина в конце дугового шва.
КРИТИЧЕСКАЯ ТЕМПЕРАТУРА:
Температура перехода вещества из одной кристаллической формы в другую.
ПЛОТНОСТЬ ТОКА:
Ампер на квадратный дюйм площади поперечного сечения электрода.
НАКОНЕЧНИК ДЛЯ РЕЗКИ:
Наконечник газовой горелки, специально приспособленный для резки.
РЕЗКА:
Устройство, используемое при газовой резке для контроля газов, используемых для предварительного нагрева, и кислорода, используемого для резки металла
ЦИЛИНДР:
Переносной цилиндрический контейнер, используемый для хранения сжатого газа.
D – F
Д
ДЕФЕКТ:
Непрерывность или неоднородность, которые по своей природе или совокупному эффекту (например, общая длина трещины) делают деталь или продукт неспособными соответствовать минимальным применимым стандартам или спецификациям приемки. Этот термин обозначает отклоняемость.
РАЗМЕЩЕННЫЙ МЕТАЛЛ:
Присадочный металл, добавленный во время операции сварки.
ЭФФЕКТИВНОСТЬ НАПЛАВЛЕНИЯ:
Отношение веса наплавленного металла к весу нетто израсходованных электродов без учета шлейфов.
ГЛУБИНА ПЛАВЛЕНИЯ:
Расстояние от исходной поверхности основного металла до точки, в которой плавление прекращается во время операции сварки.
УМЕР:
а. Сварка сопротивлением. Элемент, обычно имеющий форму рабочего контура, используемый для зажима свариваемых деталей и проведения сварочного тока.
г. Кузнечная сварка. Устройство, используемое при кузнечной сварке в первую очередь для формирования изделия в горячем состоянии и приложения необходимого давления.
ПЛАСТИНЧАТАЯ СВАРКА:
Процесс кузнечной сварки, при котором плавление производится путем нагрева в печи и приложения давления с помощью штампов.
DIP BRAZING:
Процесс пайки, в котором соединение осуществляется путем нагрева в ванне расплавленного химического вещества или металла и с использованием цветного присадочного металла, имеющего температуру плавления выше 800 ºF (427 ºC), но ниже, чем у основных металлов. Наполнитель распределяется в стыке за счет капиллярного притяжения. Когда используется металлическая ванна, она обеспечивает присадочный металл.
ОТРИЦАТЕЛЬНЫЙ ЭЛЕКТРОД ПРЯМОГО ТОКА (DCEN):
Расположение выводов для дуговой сварки на постоянном токе, при котором работа является положительным полюсом, а электрод – отрицательным полюсом сварочной дуги.
ПОЛОЖИТЕЛЬНЫЙ ЭЛЕКТРОД ПРЯМОГО ТОКА (DCEP):
Расположение выводов для дуговой сварки на постоянном токе, при котором работа является отрицательным полюсом, а электрод – положительным полюсом сварочной дуги.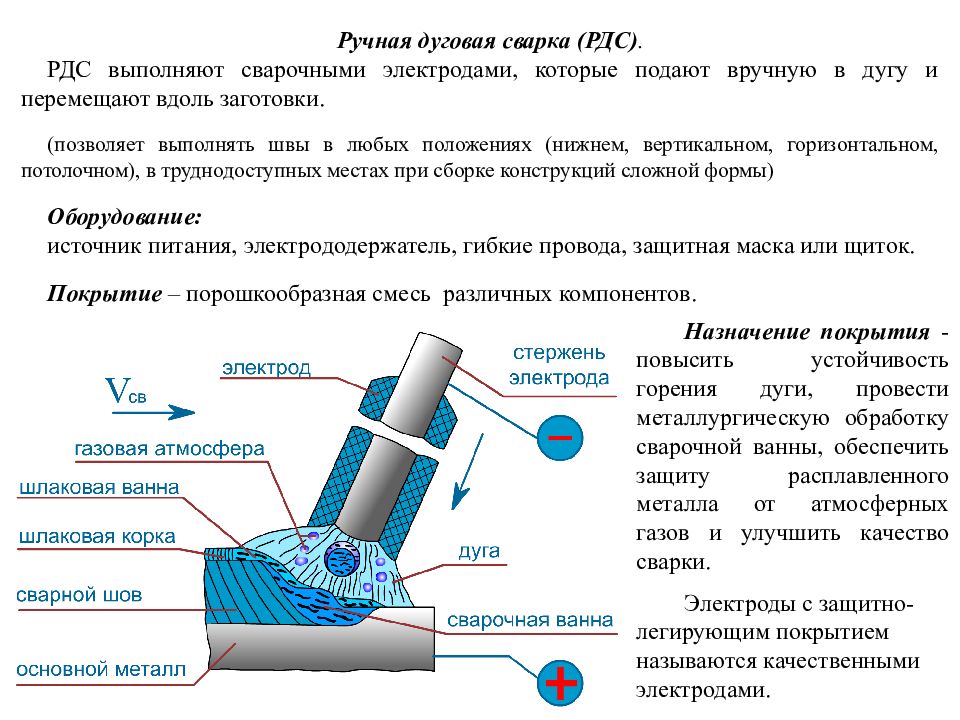
DISCONTINUITY:
Нарушение типичной структуры сварного изделия, например, отсутствие однородности механических, металлургических или физических характеристик материала или сварного изделия. Нарушение непрерывности не обязательно является дефектом.
DRAG:
Расстояние по горизонтали между точкой входа и точкой выхода режущего потока кислорода.
ЭЛЕКТРОПРОВОДИМОСТЬ:
Свойство металла, которое позволяет ему постоянно деформироваться при растяжении до окончательного разрушения. Пластичность обычно оценивается испытанием на растяжение, при котором измеряется и рассчитывается величина удлинения и уменьшение площади разрушенного образца по сравнению с исходным испытательным образцом.
DUTY CYCLE:
Процент времени в течение произвольного периода тестирования, обычно 10 минут, в течение которого источник питания может работать с номинальной мощностью без перегрузки.
E
КРАЕВОЕ СОЕДИНЕНИЕ:
Соединение между краями двух или более параллельных или почти параллельных элементов.
ПОДГОТОВКА КРАЯ:
Контур, подготовленный на кромке соединительного элемента для сварки
ЭФФЕКТИВНАЯ ДЛИНА ШВА:
Длина сварного шва, на которой выходит правильно подобранное поперечное сечение.
ELECTRIC ARC:
Существует несколько процессов, в которых используется электрическая дуга. К ним относятся:
- сварка под флюсом
- приварка шпильки
- плазменная сварка
- электрогазовая сварка
- атомно-водородная сварка
- дуговая точечная сварка
- подводная дуговая сварка
ЭЛЕКТРОД:
а.Металл-дуга. Присадочный металл в виде проволоки или прутка, голый или покрытый, через который проходит ток между электрододержателем и дугой.
г. Карбон-Дуга. Угольный или графитовый стержень, по которому ток проходит между электрододержателем и дугой.
c. Атомный Hydroqen. Один из двух вольфрамовых стержней, между точками которого поддерживается дуга.
г. Электролитическое производство кислорода и водорода. Проводники, по которым ток входит и выходит из воды, которая разлагается при прохождении тока.
Электролитическое производство кислорода и водорода. Проводники, по которым ток входит и выходит из воды, которая разлагается при прохождении тока.
e. Сварка сопротивлением. Деталь или части аппарата для контактной сварки, через которые сварочный ток и давление воздействуют непосредственно на изделие.
СИЛА ЭЛЕКТРОДА:
а. Динамический. При точечной, шовной и выступающей сварке – сила (фунты) между электродами во время фактического цикла сварки.
г. Теоретический. При точечной, шовной и выступающей сварке сила, не считая трения и инерции, прилагаемая к электродам машины для контактной сварки в силу начального приложения силы и теоретического механического преимущества системы.
г. Статический. При точечной, шовной и выступающей сварке – сила между электродами в условиях сварки, но при отсутствии тока и движения сварочного аппарата.
ДЕРЖАТЕЛЬ ЭЛЕКТРОДА:
Устройство, используемое для механического удержания электрода и подачи к нему тока.
ELECTRODE SKID:
Скольжение электрода по поверхности изделия при точечной, шовной или выступающей сварке.
ВЫТИСНЕНИЕ:
Подъем или выступ на поверхности металла.
ТРАВЛЕНИЕ:
Процесс подготовки металлических образцов и сварных швов для макрографического или микрографического исследования.
Факс
ЛИЦЕВОЕ УСИЛЕНИЕ:
Усиление сварного шва на стороне соединения, с которого производилась сварка.
ЛИЦЕВАЯ СВАРКА:
Открытая поверхность сварного шва, выполненного дуговой или газовой сваркой, на стороне, с которой выполнялась сварка.
FAYING SURFACE:
Та поверхность элемента, которая контактирует с другим элементом, к которому он присоединен.
FERRITE:
Практически чистая форма железа, существующая ниже более низкой критической температуры и характеризующаяся кристаллической структурой объемно-центрированной кубической решетки. Он магнитный и имеет очень небольшую твердую растворимость углерода.
НАПОЛНИТЕЛЬНЫЙ МЕТАЛЛ:
Металл, добавляемый при сварке.
FILLET WELD:
Сварной шов приблизительно треугольного поперечного сечения, используемый при соединении внахлест, соединяющий две поверхности приблизительно под прямым углом друг к другу.
ФИЛЬТР СТЕКЛО:
Цветное стекло, используемое в защитных очках, шлемах и щитках для защиты от вредных световых лучей.
ПЛАМЕННАЯ РЕЗКА:
см. КИСЛОРОДНАЯ РЕЗКА.
ЗАЖАЖКА ПЛАМЕНЕМ:
См. КИСЛОРОДНАЯ ЗАЖАЖКА.
ПЛАМЕННАЯ ЗАКАЛКА:
Метод упрочнения стальной поверхности путем нагрева газовым пламенем с последующей быстрой закалкой.
МЯГЧЕНИЕ ПЛАМЕНИ:
Способ размягчения стали путем нагрева газовым пламенем с последующим медленным охлаждением.
FLASH:
Металл и оксид удалены из соединения, выполненного методом контактной сварки.
FLASH WELDING:
Процесс контактной сварки, при котором плавление осуществляется одновременно по всей площади соприкасающихся поверхностей за счет тепла, полученного в результате сопротивления току между двумя поверхностями и приложения давления после нагрева, практически завершен. Прошивка сопровождается вытеснением металла из стыка.
Прошивка сопровождается вытеснением металла из стыка.
ВОСПРОИЗВЕДЕНИЕ:
Горение газов внутри горелки или за пределами горелки в шланге, обычно с пронзительным шипящим звуком.
ПЛОСКОЕ ПОЛОЖЕНИЕ:
Положение, в котором сварка выполняется с верхней стороны соединения и лицевой стороны сварного шва, приблизительно горизонтально.
ПЛЕНКА:
Процесс, в котором соединение производится путем нагревания расплавленным цветным присадочным металлом, наливаемым на соединение, до тех пор, пока не будет достигнута температура пайки.Наполнитель распределяется в стыке за счет капиллярного притяжения. Смотрите BRAZING.
РАСХОДОМЕР:
Используется для регулирования газов, используемых при сварке, таких как гелий и аргон.
FLOW WELDING:
Процесс, в котором плавление осуществляется путем нагрева расплавленным присадочным металлом, наливаемым на свариваемые поверхности, до тех пор, пока не будет достигнута температура сварки и не будет добавлен необходимый присадочный металл.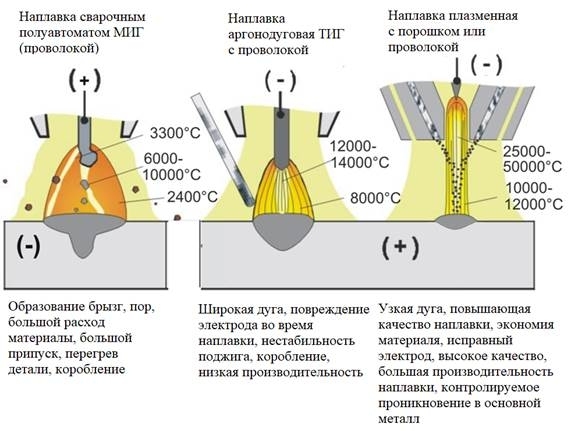 Присадочный металл не распределяется в шве за счет капиллярного притяжения.
Присадочный металл не распределяется в шве за счет капиллярного притяжения.
FLUX:
Чистящее средство, используемое для растворения оксидов, выделения захваченных газов и шлака, а также для очистки металлов при сварке, пайке и пайке.
ПЕРЕДНЯЯ СВАРКА:
Метод газовой сварки, при котором факел направляется на основной металл перед завершенным швом.
КУЗОВАЯ СВАРКА:
Группа сварочных процессов, в которых плавление производится путем нагрева в кузнице или печи и приложения давления или ударов.
ИСПЫТАНИЕ НА СВОБОДНЫЙ ИЗГИБ:
Метод испытания образцов сварных швов без использования направляющей.
FULL FILLET WELD:
Угловой шов, размер которого равен толщине более тонкого соединяемого элемента.
ТОПКА ПЕЧИ:
Процесс, в котором соединение осуществляется нагревом печи и цветным присадочным металлом, имеющим точку плавления выше 800 ºF (427 ºC), но ниже, чем у основных металлов. Наполнитель распределяется в стыке за счет капиллярного притяжения.
FUSION:
Тщательное и полное смешивание двух кромок основного металла, подлежащего соединению, или между основным металлом и присадочным металлом, добавленным во время сварки.
ЗОНА ПЛАВЛЕНИЯ (ПРОНИКНОВЕНИЕ НАПОЛНИТЕЛЯ):
Площадь плавления основного металла, определяемая по поперечному сечению сварного шва.
г – я
г
ГАЗОВАЯ УГЛЕРОДНАЯ СВАРКА:
Процесс дуговой сварки, при котором плавление осуществляется путем нагрева электрической дугой между угольным электродом и изделием. Защита обеспечивается инертным газом, таким как гелий или аргон. Можно использовать или не использовать напорный металл и / или присадочный металл.
GAS METAL-ARC (MIG) WELDING (GMAW):
Процесс дуговой сварки, в котором плавление осуществляется путем нагрева электрической дугой между металлическим электродом и изделием.Защита обеспечивается инертным газом, таким как гелий или аргон. Можно использовать или не использовать напорный металл и / или присадочный металл.
ГАЗОВЫЙ КАРМАН:
Сварочная полость, образовавшаяся в результате улавливания газов, выделяемых металлом при охлаждении.
ГАЗОВАЯ СВАРКА Вольфрамовым электродом вольфрамовым электродом (TIG) (GTAW):
Процесс дуговой сварки, при котором плавление осуществляется путем нагревания электрической дугой между вольфрамовым электродом и изделием, в то время как инертный газ образуется вокруг области сварного шва для предотвращения окисления. Флюс не используется.
ГАЗОВАЯ СВАРКА:
Процесс, при котором тепло при сварке получается из газового пламени.
МИРОВОЙ ПЕРЕНОС (ДУГОВАЯ СВАРКА):
Тип переноса металла, при котором расплавленный присадочный металл переносится через дугу большими каплями.
GMAW:
Газовая дуговая сварка металлическим электродом (также известная как MIG, дуговая сварка порошковой проволокой, дуговая сварка со струйной дугой и сварка коротким замыканием) используется для 70% сварочных работ сегодня. Обеспечивает высокую скорость сварки, узкий валик и глубокое проплавление. В процессе используется электродная проволока с непрерывной подачей и защитный газ.
В процессе используется электродная проволока с непрерывной подачей и защитный газ.
ОЧКИ:
Устройство с цветными линзами, защищающими глаза от вредного излучения при сварке и резке.
КАНАВ:
Отверстие между двумя элементами, которое должно быть соединено сваркой с разделкой кромок.
УГОЛ КАНАВКИ:
Общий угол наклона канавки между деталями, соединяемыми сваркой с канавкой.
ПЕРЕДНЯЯ ЧАСТЬ:
Эта поверхность элемента, входящая в канавку.
РАДИУС КАНАВКИ:
Радиус J- или U-образной канавки.
СВАРОЧНЫЙ ШВ:
Сварной шов, выполненный путем нанесения присадочного металла в канавку между двумя соединяемыми элементами.
ПОДКЛЮЧЕНИЕ НА ЗЕМЛЮ:
Подключение рабочего кабеля к работе.
GTAW:
Сварка с использованием электрической дуги и неплавящегося вольфрамового электрода в горелке с водяным охлаждением. Также называется сваркой TIG или HELLIARC.
ИСПЫТАНИЕ НА НАПРАВЛЯЕМЫЙ ИЗГИБ:
Испытание на изгиб, при котором испытуемый образец изгибается до определенной формы с помощью зажимного приспособления.
H
HAMMER WELDING:
Процесс кузнечной сварки.
РУЧНОЙ ЩИТ:
Устройство, используемое при дуговой сварке для защиты лица и шеи. Он оснащен линзой со стеклянным фильтром и предназначен для использования в руке.
ЖЕСТКАЯ ОБЛИЦОВКА:
Особая форма наплавки, при которой покрытие или оболочка наносится на поверхность с основной целью уменьшения износа или потерь материала в результате истирания, ударов, эрозии, истирания и кавитации.
ЖЕСТКАЯ ПОВЕРХНОСТЬ:
Нанесение твердого износостойкого сплава на поверхность более мягкого металла.
ЗАКАЛКА:
а. Нагревание и закалка некоторых сплавов на основе железа от температуры выше критического диапазона температур с целью получения твердости, превышающей твердость, полученную при отсутствии закалки сплава. Этот термин обычно ограничивается образованием мартенсита.
г. Любой процесс увеличения твердости металла подходящей обработкой, обычно включающий нагрев и охлаждение.
ЗОНА, ВЛИЯЮЩАЯ НА ТЕПЛО:
Та часть основного металла, структура или свойства которой были изменены теплом сварки или резки.
ВРЕМЯ НАГРЕВА:
Продолжительность каждого импульса тока при импульсной сварке.
ТЕПЛОВАЯ ОБРАБОТКА:
Операция или комбинация операций, включающая нагрев и охлаждение металла или сплава в твердом состоянии с целью получения определенных желаемых условий или свойств. Отопление и охлаждение с единственной целью механической обработки исключаются из значения определения.
НАГРЕВАТЕЛЬНЫЕ ВОРОТА:
Отверстие в термитной форме, через которое свариваемые детали предварительно нагреваются.
ШЛЕМ:
Устройство, используемое при дуговой сварке для защиты лица и шеи. Он оснащен фильтрующим стеклом и предназначен для ношения на голове.
ВРЕМЯ УДЕРЖАНИЯ:
Время, в течение которого давление поддерживается на электродах после прекращения подачи сварочного тока.
ГОРИЗОНТАЛЬНАЯ СВАРКА:
Процесс сварки валиком или встык, при котором его линейное направление горизонтально или наклонено под углом менее 45 градусов к горизонтали, а свариваемые детали расположены вертикально или приблизительно вертикально.
HORN:
Держатель электродов аппарата для точечной контактной сварки.
HORN SPACING:
В аппарате для контактной сварки – свободный рабочий зазор между выступами или плитами под прямым углом к глубине горловины. Это расстояние измеряется с параллельными и горизонтальными рогами в конце хода вниз.
HOT SHORT:
Состояние, которое возникает, когда металл нагревается до этой точки перед плавлением, когда вся прочность теряется, но форма все еще сохраняется.
Пайка водородом:
Метод пайки в печи в атмосфере водорода.
ГИДРОМАТИЧЕСКАЯ СВАРКА:
См. СВАРКА С КОНТРОЛЬНЫМ ДАВЛЕНИЕМ.
HYGROSCOPIC:
Легко впитывает и удерживает влагу.
Я
ИСПЫТАНИЕ НА УДАР:
Испытание, при котором по образцу внезапно наносятся один или несколько ударов. Результаты обычно выражаются в единицах поглощенной энергии или количества ударов заданной интенсивности, необходимых для разрушения образца.
ДУГОВАЯ СВАРКА МЕТАЛЛА НА ПРОПИТАННОЙ ЛЕНТЕ
Процесс дуговой сварки, при котором плавление осуществляется путем нагрева с помощью электрической дуги между металлическим электродом и изделием. Экранирование достигается за счет разложения пропитанной ленты, намотанной вокруг электрода, когда она подается на дугу. Давление не используется, а присадочный металл получают из электрода.
Экранирование достигается за счет разложения пропитанной ленты, намотанной вокруг электрода, когда она подается на дугу. Давление не используется, а присадочный металл получают из электрода.
ИНДУКЦИОННАЯ ПРЕПЯТКА:
Процесс, в котором соединение осуществляется за счет тепла, полученного в результате сопротивления изделия потоку индуцированного электрического тока, и с использованием цветного присадочного металла с точкой плавления выше 800 ºF (427 ºC), но ниже что из неблагородных металлов.Наполнитель распределяется в стыке за счет капиллярного притяжения.
ИНДУКЦИОННАЯ СВАРКА:
Процесс, в котором плавление осуществляется за счет тепла, полученного в результате сопротивления работы потоку индуцированного электрического тока, с приложением давления или без него.
ИНЕРТНЫЙ ГАЗ:
Газ, который обычно химически не соединяется с основным металлом или присадочным металлом.
МЕЖПРОХОДНАЯ ТЕМПЕРАТУРА:
В многопроходном сварном шве самая низкая температура наплавленного металла шва перед началом следующего прохода.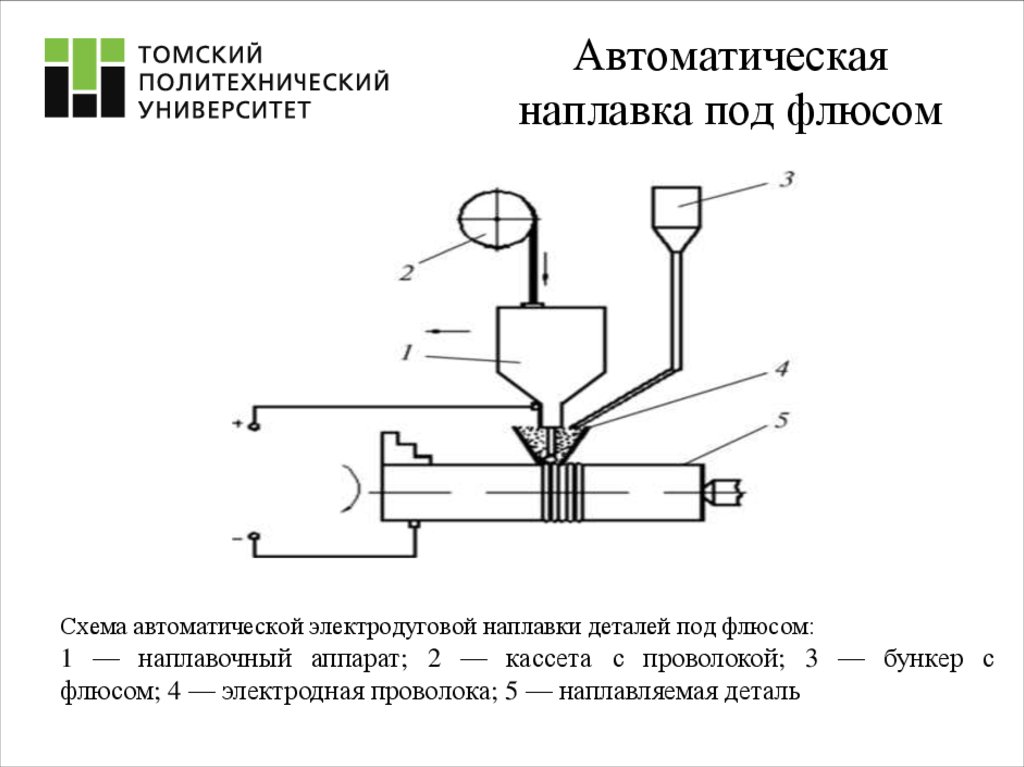
Дж – М
Дж
СОЕДИНЕНИЕ:
Часть конструкции, в которой соединяются отдельные детали из основного металла.
ПРОНИКНОВЕНИЕ СОЕДИНЕНИЯ:
Максимальная глубина, на которую шов с разделкой кромок выходит от его поверхности в стык, без учета армирования.
К
KERF:
Пространство, из которого был удален металл в процессе резки.
л
LAP JOINT:
Соединение между двумя перекрывающимися элементами.
СЛОЙ:
Слой металла шва, состоящий из одного или нескольких валиков сварного шва.
НОЖКА ФИЛЕЙНОГО ШВА:
Расстояние от основания стыка до носка углового шва.
LIQUIDUS:
Самая низкая температура, при которой металл или сплав становятся полностью жидкими.
МЕСТНЫЙ ПРЕДВАРИТЕЛЬНЫЙ ОБОГРЕВ:
Предварительный нагрев определенной части конструкции.
ДЛЯ СНИЖЕНИЯ МЕСТНЫХ НАПРЯЖЕНИЙ:
Термическая обработка для снятия напряжений в определенной части конструкции.
М
КОЛЛЕКТОР:
Множественный коллектор для подключения нескольких цилиндров к одной или нескольким линиям подачи резака.
МАРТЕНСИТ:
Мартенсит – это микрокомпонент или структура в закаленной стали, характеризующаяся игольчатым или игольчатым рисунком на поверхности полировки. Он имеет максимальную твердость по сравнению с любой структурой, образованной продуктами разложения аустенита.
ЗАМЯСНАЯ СВАРКА:
Шовный сварной шов, выполненный внахлестку, при которой толщина внахлестку уменьшается приблизительно до толщины одного из нахлестанных соединений путем приложения давления, когда металл находится в пластичном состоянии.
ТОЧКА ПЛАВЛЕНИЯ:
Температура, при которой металл начинает плавиться.
ДИАПАЗОН ПЛАВЛЕНИЯ:
Диапазон температур между солидусом и ликвидусом.
СКОРОСТЬ ПЛАВЛЕНИЯ:
Вес или длина электрода, плавящегося за единицу времени.
ДУГОВАЯ РЕЗКА МЕТАЛЛА:
Процесс резки металлов плавлением с использованием тепла металлической дуги.
ДУГОВАЯ СВАРКА МЕТАЛЛА:
Процесс дуговой сварки, при котором металлический электрод удерживается таким образом, чтобы тепло дуги плавило электрод и изделие с образованием сварного шва.
МЕТАЛЛИЗАЦИЯ:
Метод наплавки или склеивания металла для ремонта изношенных деталей.
MIG:
Газовая дуговая сварка металла. Также называется MIG для инертного газа металла. Пистолет держит электрод, такой же, как и присадочный стержень. Заполняющий стержень подается с катушки, что исключает необходимость остановки и запуска. Используется в основном для сварки алюминия и стали.
СМЕСИТЕЛЬНАЯ КАМЕРА:
Часть сварочной горелки или резака, в которой смешиваются газы для сгорания.
МУЛЬТИИМПУЛЬСНАЯ СВАРКА:
Выполнение точечной, выпуклой и высаженной сварки более чем одним импульсом тока.При использовании переменного тока каждый импульс может состоять из части цикла или числа циклов.
MULTIPASS WELDS:
Когда несколько сварных швов применяются в одном проекте.
N – P
N
НЕЙТРАЛЬНОЕ ПЛАМЯ:
Газовое пламя, в котором уравновешиваются объемы кислорода и ацетилена и оба газа полностью сгорают.
NICK BREAK TEST:
Метод проверки прочности сварных швов путем надрезания каждого конца сварного шва, а затем резкого удара молотком по образцу для разрушения сварного шва от зазубрины до зазубрины.Визуальный осмотр покажет любые дефекты сварного шва.
ЦВЕТНЫЕ:
Металлы, не содержащие железа. Алюминий, латунь, бронза, медь, свинец, никель и титан – цветные металлы.
НОРМАЛИЗАЦИЯ:
Нагрев сплавов на основе железа примерно до 100 ºF (38 ºC) выше критического диапазона температур с последующим охлаждением ниже этого диапазона в неподвижном воздухе при обычной температуре.
NUGGET:
Зона сплавленного металла контактной сварки.
О
OFW: Аббревиатура для кислородно-топливной сварки.В группу Oxy входят три процесса, включая ацетилен, кислородно-кислородную сварку и сварку газом под давлением.
НАПРЯЖЕНИЕ ОТКРЫТОЙ ЦЕПИ:
Напряжение между клеммами источника сварки, когда в цепи сварки нет тока.
ПОЛОЖЕНИЕ НАБЛЮДЕНИЯ:
Положение, в котором сварка выполняется с нижней стороны стыка и лицевой стороны сварного шва, приблизительно горизонтально.
НАКЛАДКА:
Выступ металла сварного шва за пределы соединения на носке сварного шва.
ОКИСЛЯЮЩЕЕ ПЛАМЯ:
Пламя ацетилена с избытком кислорода. Несгоревший излишек имеет тенденцию окислять металл шва.
ОКСИАЦЕТИЛЕНОВАЯ РЕЗКА:
Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, полученным при сгорании ацетилена с кислородом.
СВАРКА ОКСИАЦЕТИЛЕНА:
Процесс сварки, при котором требуемая температура достигается за счет пламени, образующегося при сгорании ацетилена с кислородом.
КИСЛОРОДНАЯ РЕЗКА:
Процесс кислородной резки, при котором необходимая температура резки поддерживается с помощью дуги между электродом и основным металлом.
OXY-CITY GAS CUTTING:
Процесс кислородной резки, в котором необходимая температура резки поддерживается пламенем, полученным при сжигании городского газа с кислородом.
КИСЛОРОДНАЯ РЕЗКА:
Процесс резки черных металлов путем химического воздействия кислорода на элементы в основном металле при повышенных температурах.
КИСЛОРОДНАЯ СТРОЖКА:
Применение кислородной резки, при котором образуется фаска или канавка.
КИСЛОРОДНО-ВОДОРОДНАЯ РЕЗКА:
Процесс кислородной резки, в котором необходимая температура резки поддерживается пламенем, полученным при сжигании городского газа с кислородом.
КИСЛОРОДНО-ВОДОРОДНАЯ СВАРКА:
Процесс газовой сварки, в котором требуемая температура сварки достигается за счет пламени, полученного при сгорании водорода с кислородом.
КИСЛОРОДНАЯ ГАЗОВАЯ РЕЗКА:
Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, получаемым при сжигании природного газа с кислородом.
КИСЛОРОПРОПАНОВАЯ РЕЗКА:
Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, полученным при сгорании пропана с кислородом.
п.
PASS:
Металл сварного шва наплавлен за одну общую последовательность вдоль оси сварного шва.
ПИНИНГ:
Механическая обработка металлов ударами молотка. Упрочнение имеет тенденцию к растяжению поверхности холодного металла, тем самым снимая напряжения сжатия.
ВНИМАТЕЛЬНАЯ ИНСПЕКЦИЯ:
a. Флуоресцентный. Смываемый водой пенетрант с высокой флуоресценцией и низким поверхностным натяжением. Он втягивается в небольшие отверстия на поверхности за счет капиллярного действия. Под воздействием черного света краситель флуоресцирует.
г. Краситель. Процесс, включающий использование трех некоррозионных жидкостей. Сначала используется раствор для очистки поверхностей. Затем наносится пенетрант и выдерживается не менее 5 минут. После отстаивания пенетрант удаляют более бедным раствором и наносят проявитель.Пенетрант красителя, который остался в неоднородности поверхности, будет вытянут проявителем на поверхность, что приведет к появлению ярко-красных индикаторов.
УПОРНАЯ СВАРКА:
Процесс контактной сварки, при котором разряд электрической энергии и приложение высокого давления происходят одновременно или при котором электрический разряд происходит незадолго до приложения давления.
ПЕРЛИТ:
Перлит – это пластинчатый агрегат феррита и карбида железа, образующийся в результате прямого превращения аустенита в нижней критической точке.
ШАГ:
Расстояние от центра до центра сварных швов.
ПРИВАРНАЯ ЗАГЛУШКА:
Сварной шов выполняется в отверстии в одном элементе соединения внахлест, соединяя этот элемент с той частью поверхности другого элемента, которая видна через отверстие. Стенки отверстия могут быть или не быть параллельными, и отверстие может быть частично или полностью заполнено металлом сварного шва.
ТОЧЕЧНАЯ СВАРКА:
Процесс точечной сварки, при котором давление прикладывается вручную к одному электроду. Другой электрод прижимается к любой части металла почти так же, как заземление при дуговой сварке.
ПОРИСТОСТЬ:
Наличие газовых карманов или включений при сварке.
ПОЛОЖЕНИЯ СВАРКИ:
Вся сварка выполняется в одном из четырех положений: плоском, горизонтальном, потолочном и вертикальном. Предельные углы различных положений в некоторой степени зависят от того, является ли сварной шов угловым или канавочным.
POSTHEATING:
Нагревание узла после сварки, пайки, пайки, термического напыления или резки.
ИНТЕРВАЛ ПОСЛЕ СВАРКИ:
При контактной сварке время нагрева между окончанием времени сварки или интервалом между сварками и началом времени выдержки.В течение этого интервала сварной шов подвергается механической и термической обработке.
ПРЕДВАРИТЕЛЬНЫЙ НАГРЕВ:
Нагревание основного металла перед операцией сварки или резки.
СВАРКА С КОНТРОЛЬНЫМ ДАВЛЕНИЕМ:
Выполнение ряда точечных или выступающих сварных швов, в которых несколько электродов работают постепенно под контролем устройства контроля давления.
СВАРКА ПОД ДАВЛЕНИЕМ:
Любой процесс или метод сварки, в которых давление используется для завершения сварки.
ИНТЕРВАЛ ПРЕДВАРИТЕЛЬНОЙ СВАРКИ:
При точечной, выступающей сварке и сварке с осадкой – время между окончанием времени сжатия и началом времени сварки или интервала сварки, в течение которого материал предварительно нагревается. При сварке оплавлением это время, в течение которого материал предварительно нагревается.
КВАЛИФИКАЦИЯ ПРОЦЕДУРЫ:
Демонстрация того, что сварные швы, выполненные с помощью определенной процедуры, могут соответствовать установленным стандартам.
ПРОЕКЦИОННАЯ СВАРКА:
Процесс контактной сварки между двумя или более поверхностями или между концами одного элемента и поверхностью другого.Сварные швы локализуются в заранее определенных точках или выступах.
ПУЛЬСАЦИОННАЯ СВАРКА:
Процесс точечной, выступающей или шовной сварки, при котором сварочный ток прерывается один или несколько раз без сброса давления или изменения положения электродов.
PUSH WELDING:
Выполнение точечной или выступающей сварки, в которой сила равняется току, прерывается один или несколько раз без сброса давления или изменения положения электродов.
PUSH WELDING:
Выполнение точечной или выступающей сварки, при которой усилие прикладывается вручную к одному электроду, а заготовка или опорный стержень заменяет другой электрод.
Q – S
Q
QUENCHING:
Внезапное охлаждение нагретого металла маслом, водой или сжатым воздухом.
R
РЕАКЦИОННОЕ НАПРЯЖЕНИЕ:
Остаточное напряжение, которое иначе не могло бы существовать, если бы свариваемые элементы или части были изолированы как свободные тела без соединения с другими частями конструкции.
ПОНИЖЕНИЕ ПЛАМЕНИ:
См. ПЛАМЯ КАРБЮРИРОВАНИЯ.
РЕГУЛЯТОР:
Устройство, используемое для понижения давления в цилиндре до подходящего рабочего давления горелки.
УСИЛЕННЫЙ СВАР:
Металл сварного шва, образовавшийся над поверхностью двух прилегающих листов или пластин, сверх того, что требуется для указанного размера сварного шва.
ОСТАТОЧНОЕ НАПРЯЖЕНИЕ:
Напряжение, остающееся в конструкции или элементе в результате термической и / или механической обработки.
СОПРОТИВЛЕНИЕ ПЕЧИ:
Процесс пайки, в котором соединение осуществляется за счет тепла, полученного в результате сопротивления прохождению электрического тока в цепи, частью которой является обрабатываемая деталь, и с использованием цветного присадочного металла, температура плавления которого превышает 800 ºF. (427 ºC), но ниже, чем у неблагородных металлов.Наполнитель распределяется в стыке за счет капиллярного притяжения.
РЕЗИСТЕНТНАЯ СВАРКА:
Группа процессов контактной сварки, при которой сварка выполняется одновременно по всей площади контакта соединяемых деталей.
ТОЧЕЧНАЯ СВАРКА СОПРОТИВЛЕНИЯ (RSW):
Использует электрический ток, который проходит через металл. Не требует присадочного стержня. Процесс легко автоматизировать и требует небольшого тепловложения.
СОПРОТИВЛЕНИЕ СВАРКА:
Группа сварочных процессов, в которых плавление осуществляется за счет тепла, полученного в результате сопротивления потоку электрического тока в цепи, частью которой является обрабатываемая деталь, и за счет приложения давления.
ОБРАТНАЯ ПОЛЯРНОСТЬ:
Расположение выводов для дуговой сварки на постоянном токе, при котором работа является отрицательным полюсом, а электрод – положительным полюсом сварочной дуги.
ИСПЫТАНИЕ НА ТВЕРДОСТЬ ПО РОКВЕЛЛУ:
В этом испытании прибор измеряет твердость, определяя глубину проникновения пенетратора в образец при определенных произвольных фиксированных условиях испытания. Пенетратором может быть стальной шарик или алмазный сферокон.
КОРЕНЬ:
См. КОРЕНЬ СОЕДИНЕНИЯ и КОРЕНЬ СВАРЯ.
КОРЕНЕВАЯ ТРЕЩИНА:
Трещина в сварном шве или основном металле, возникающая в основании сварного шва.
КОРНЕВАЯ КРАЯ:
Кромка свариваемой детали, примыкающая к основанию.
КОРНЕВАЯ ЛИЦО:
Часть подготовленной кромки элемента, которая должна быть соединена сварным швом с разделкой кромок, который не имеет фаски или бороздки.
КОРЕНЬ СОЕДИНЕНИЯ:
Та часть свариваемого соединения, где элементы подходят ближе всего друг к другу. В поперечном сечении основание соединения может быть точкой, линией или областью.
КОРЕНЬ ШВА:
Точки, как показано в поперечном сечении, в которых основание сварного шва пересекает поверхности основного металла.
ОТКРЫТИЕ КОРНЯ:
Разделение между элементами, которые необходимо соединить в основании стыка.
ПРОНИКНОВЕНИЕ КОРНЯ:
Глубина, на которую сварной шов с канавкой доходит до основания стыка, измеряется по средней линии поперечного сечения корня.
S
ШАРФ:
Скошенная поверхность стыка.
SCARFING:
Процесс удаления дефектов и дефектов, возникающих при прокатке стальных заготовок, с использованием низкоскоростной кислородной горелки для удаления шва.
SEAL WELD:
Сварной шов, используемый в основном для обеспечения герметичности и предотвращения утечки.
СВАРКА ШВОВ:
Сварка продольного шва листового металла путем стыковки или перекрытия стыков.
SELECTIVE BLOCK SEQUENCE:
Последовательность блоков, в которой следующие друг за другом блоки завершаются в определенном порядке, выбранном для создания заданного образца напряжения.
:
Процесс контактной сварки, при котором два или более сварных шва выполняются одновременно с помощью одного сварочного трансформатора, причем полный ток проходит через каждый сварной шов.
РАЗДЕЛЕНИЕ ЛИСТА:
При точечной, шовной и выступающей сварке – зазор вокруг сварного шва между стыковочными поверхностями после того, как соединение было сварено.
ЗАЩИТНАЯ СВАРКА:
Процесс дуговой сварки, при котором защита от атмосферы достигается за счет использования флюса, разложения покрытия электрода или инертного газа.
ПЛЕЧО:
См. КОРЕННЕЕ ЛИЦО.
НАПРЯЖЕНИЕ НА УСАДКУ:
См. ОСТАТОЧНОЕ НАПРЯЖЕНИЕ.
СВАРКА ОДИНАРНЫМ ИМПУЛЬСОМ:
Выполнение точечной, выпуклой и высаженной сварки одиночным импульсом тока.Когда используется переменный ток, импульс может состоять из части цикла или количества циклов.
РАЗМЕР ШВА:
а. Пазовый сварной шов. Врезание шва (глубина снятия фаски плюс врезание корня, если указано).
г. Угловые швы равнополочные. Длина участка наибольшего равнобедренного прямоугольного треугольника, который можно вписать в поперечное сечение углового шва.
г. Угловые швы с неравными опорами. Длина участка наибольшего прямоугольного треугольника, который может быть вписан в поперечное сечение углового шва.
г. Приварной фланец. Толщина металла шва, измеренная у основания сварного шва.
ПРОПУСТИТЬ ПОСЛЕДОВАТЕЛЬНОСТЬ:
См. ПОСЛЕДОВАТЕЛЬНОСТЬ ПЕРЕДАЧИ.
ВКЛЮЧЕНИЕ ШЛАКА:
Неметаллический твердый материал, застрявший в металле сварного шва или между металлом сварного шва и основным металлом.
SLOT WELD:
Сварной шов, выполненный в удлиненном отверстии в одном элементе соединения внахлестку или тройник, соединяющий этот элемент с той частью поверхности другого элемента, которая выходит через отверстие. Отверстие может быть открытым с одного конца и может быть частично или полностью заполнено металлом сварного шва.(Паз, сваренный угловым сварным швом, не следует рассматривать как соответствующий этому определению.)
ЗАКРЫТИЕ:
Добавление отдельного элемента или частей материала в соединение до или во время сварки с получением сварного соединения, которое не соответствует требованиям чертежа или спецификации.
SMAW: При дуговой сварке защищенным металлом (стержнем) используется плавящийся электрод, в сердечнике которого находится твердый металлический стержень. Стержень и электрод плавятся и становятся частью сварного шва. Электрод покрыт флюсом для защиты сварного шва от загрязнения.
ПАЙКА:
Группа сварочных процессов, при которых происходит коалесценция материалов путем их нагрева до подходящей температуры и использования присадочного металла, температура ликвидуса которого не превышает 450 ºC (842 ºF) и ниже солидуса основных материалов. Наполнитель распределяется между плотно прилегающими поверхностями стыка за счет капиллярного действия.
SOLIDUS:
Самая высокая температура, при которой металл или сплав становится полностью твердым.
РАСПОРНАЯ ПОЛОСА:
Металлическая полоса или стержень, вставленная в основание соединения, подготовленное для сварного шва с разделкой кромок, чтобы служить в качестве основы и поддерживать отверстие в корне во время сварки.
SPALL:
Небольшие сколы или фрагменты, которые иногда выделяются электродами во время сварочных работ. Эта проблема особенно характерна для электродов с толстым покрытием.
БРЫЗГИ:
Частицы металла, выбрасываемые во время дуговой и газовой сварки, не являющиеся частью сварного шва.
ТОЧЕЧНАЯ СВАРКА:
Процесс контактной сварки, при котором плавление осуществляется за счет тепла, полученного в результате сопротивления прохождению электрического тока через детали, удерживаемые вместе под давлением электродами.Размер и форма индивидуально сформированных сварных швов ограничены размером и контуром электродов.
ПЕРЕДАЧА РАСПЫЛЕНИЯ:
Тип переноса металла, при котором расплавленный присадочный металл перемещается в осевом направлении через дугу небольшими каплями.
СВАРКА РАСПЫЛЕНИЕМ: другой термин для дуговой сварки распылением или GMAW.
ШАГОВАЯ ПЕРЕДАЧА ФИЛЕЙНОЙ СВАРКИ:
Две линии прерывистой сварки на стыке, таком как тройник, при этом приращения углового шва в одной линии смещены относительно таковых на другой линии.
СВАРКА С СОХРАНЕННОЙ ЭНЕРГИЕЙ:
Выполнение сварного шва с использованием электрической энергии, аккумулируемой электростатическим, электронным или электрохимическим способом с относительно низкой скоростью и доступной при требуемой скорости сварки.
ПРЯМАЯ ПОЛЯРНОСТЬ:
Расположение выводов для дуговой сварки на постоянном токе, при котором работа является положительным полюсом, а электрод – отрицательным полюсом сварочной дуги.
СНИЖЕНИЕ НАПРЯЖЕНИЙ:
Процесс снижения внутренних остаточных напряжений в металлическом объекте путем нагрева до подходящей температуры и выдержки в течение определенного времени при этой температуре.Эта обработка может применяться для снятия напряжений, вызванных литьем, закалкой, нормализацией, механической обработкой, холодной обработкой или сваркой.
СТРУННАЯ СВАРКА:
Метод металлической дуговой сварки деталей толщиной 3/4 дюйма (19 мм) или более, при котором наплавленный металл наплавляется слоями, состоящими из цепочек валиков, нанесенных непосредственно на поверхность скоса.
СТАНДАРТНАЯ СВАРКА:
Процесс дуговой сварки, при котором плавление осуществляется путем нагревания электрической дугой между металлической шпилькой или аналогичной деталью и другой заготовкой до тех пор, пока соединяемые поверхности не нагреются должным образом.Их объединяют под давлением.
Дуговая сварка под флюсом:
Процесс дуговой сварки, при котором плавление осуществляется путем нагревания электрической дугой или дугой между неизолированным металлическим электродом или электродами и изделием. Сварка защищена слоем гранулированного легкоплавкого материала. Давление не используется. Присадочный металл получают из электрода, а иногда и из дополнительной сварочной проволоки.
ПОВЕРХНОСТЬ:
Нанесение присадочного металла на металлическую поверхность для получения желаемых свойств или размеров.
Т – Я
Т
ПРИЕМНИК:
Сварной шов, предназначенный для удержания частей сварной конструкции в правильном положении до тех пор, пока не будут выполнены окончательные сварные швы.
ТРОЙНИК:
Соединение между двумя элементами, расположенными примерно под прямым углом друг к другу в форме T.
TEMPER COLORS:
Цвета, которые появляются на поверхности стали, нагретой при низкой температуре в окислительной атмосфере.
ВРЕМЯ ТЕМПЕРАТУРЫ:
При контактной сварке – часть периода после сварки, в течение которой протекает ток, пригодный для отпуска или термообработки.Ток может быть одно- или многоимпульсным, с различными интервалами нагрева и охлаждения.
ЗАПУСК:
Повторный нагрев закаленной стали до некоторой температуры ниже нижней критической температуры с последующим охлаждением с желаемой скоростью. Целью отпуска стали, закаленной закалкой, является снятие возникающих напряжений, восстановление части ее пластичности и повышение вязкости путем регулирования или корректировки охрупченных структурных компонентов металла. Температурные условия отпуска могут быть выбраны для данного состава стали, чтобы получить практически любую желаемую комбинацию свойств.
ПРОЧНОСТЬ НА РАЗРЫВ:
Максимальная нагрузка на единицу первоначальной площади поперечного сечения, которую выдерживает материал во время испытания на растяжение.
ИСПЫТАНИЕ НА НАПРЯЖЕНИЕ:
Испытание, при котором образец разрушается путем приложения возрастающей нагрузки к двум концам. В ходе испытания определяются упругие свойства и предел прочности материала. После разрыва сломанный образец можно измерить на удлинение и уменьшение площади.
THERMIT CRUCIBLE:
Сосуд, в котором происходит реакция термита.
THERMIT MIXTURE:
Смесь оксида металла и мелкодисперсного алюминия с добавлением легирующих металлов по мере необходимости.
THERMIT MOLD:
Форма, формируемая вокруг свариваемых деталей для приема расплавленного металла.
ТЕРМИЧЕСКАЯ РЕАКЦИЯ:
Химическая реакция между оксидом металла и алюминием, в результате которой образуется перегретый расплавленный металл и шлак оксида алюминия.
ТЕРМИТНАЯ СВАРКА:
Группа сварочных процессов, в которых плавление осуществляется путем нагревания перегретого жидкого металла и шлака в результате химической реакции между оксидом металла и алюминием с приложением давления или без него.Присадочный металл, если его используют, получают из жидкого металла.
ГЛУБИНА:
В аппарате для контактной сварки – расстояние от центральной линии электродов или валиков до ближайшей точки столкновения для плоских поверхностей или листов. В машине для шовной сварки с универсальной головкой глубина горловины измеряется на машине, предназначенной для поперечной сварки.
ГОРЛО ФИЛЕЙНОЙ СВАРКИ:
а. Теоретический. Расстояние от начала корня стыка, перпендикулярного гипотенузе наибольшего прямоугольного треугольника, которое может быть вписано в поперечное сечение углового шва.
г. Актуально. Расстояние от корня углового шва до центра его грани.
TIG:
TIG – это еще одно название GTAW (газовая дуговая сварка вольфрамом). В этом процессе используются неплавящийся вольфрамовый электрод и горелка с воздушным или водяным охлаждением. В процессе используется электрическая дуга для выработки тепла, он стоит дороже, чем другие процессы, но значительно чище.
TOE CRACK:
Трещина в основном металле, образовавшаяся на носке сварного шва.
НОС ШВА:
Место соединения лицевой поверхности сварного шва и основного металла.
ФАКЕЛ:
См. РЕЗКАЛЬНЫЙ ФАКЕЛ или СВАРОЧНЫЙ ФАКЕЛ.
РЕЗЕРВНАЯ Пайка:
Процесс пайки, в котором соединение осуществляется путем нагрева газовым пламенем и с использованием цветного присадочного металла с температурой плавления выше 800 ºF (427 ºC), но ниже, чем у основного металла. Присадочный металл распределяется в стыке капиллярного притяжения.
ПОПЕРЕЧНАЯ СВАРКА:
Выполнение шва в направлении, по существу перпендикулярном глубине горловины аппарата для шовной сварки.
Вольфрамовый электрод:
Металлический электрод без присадок, используемый при дуговой сварке или резке, в основном из вольфрама.
U
ПОДЗЕМНАЯ ТРЕЩИНА:
Трещина в зоне термического влияния, не доходящая до поверхности основного металла.
UNDERCUT:
Канавка, вплавленная в основной металл, прилегающая к носку или основанию сварного шва и оставленная незаполненной металлом сварного шва.
ОБРЕЗАНИЕ:
Нежелательная кратер на краю сварного шва, вызванный плохой техникой плетения или чрезмерной скоростью сварки.
UPSET:
Локальное увеличение объема в области сварного шва в результате приложения давления.
СВАРКА НА ПЕРЕБОРОКЕ:
Процесс контактной сварки, в котором плавление осуществляется одновременно по всей площади соприкасающихся поверхностей или постепенно вдоль стыка за счет тепла, полученного в результате сопротивления прохождению электрического тока через область контакта этих поверхностей. Давление прикладывается до начала нагрева и поддерживается в течение всего периода нагрева.
СИЛА РАЗГОНА:
Сила, действующая на свариваемые поверхности при оплавлении или сварке с осаждением.
В
ВЕРТИКАЛЬНОЕ ПОЛОЖЕНИЕ:
Положение сварки, при котором ось шва приблизительно вертикальна. При сварке труб труба находится в вертикальном положении, а сварка выполняется в горизонтальном положении.
Вт
ПОСЛЕДОВАТЕЛЬНОСТЬ БЛОКА ПЕРЕДАЧИ:
Последовательность сварки блоков, в которой последовательные блоки сварки завершаются случайным образом после завершения нескольких блоков запуска.
WANDERING SEQUENCE:
Продольная последовательность, в которой приращения сварного шва наносятся случайным образом.
ВОСКОВЫЙ ИЗОБРАЖЕНИЕ:
Восковое формование вокруг свариваемых деталей методом термитной сварки до формы, необходимой для готового шва.
WEAVE BEAD:
Тип сварного шва с поперечным колебанием.
WEAVING:
Метод наплавки металла шва, при котором электрод колеблется. Обычно это достигается полукруглым движением дуги вправо и влево от направления сварки.Плетение служит для увеличения ширины отложения, уменьшения перекрытия и способствует образованию шлака.
WELD:
Локальное сплавление металлов путем нагрева до подходящей температуры. Можно использовать или не использовать напорный металл и / или присадочный металл. Наплавочный металл имеет температуру плавления примерно такую же или ниже, чем у основных металлов, но всегда выше 800 ºF (427 ºC).
WELD BEAD:
Наплавленный шов в результате прохода.
МАНОМЕТР:
Устройство, предназначенное для проверки формы и размера сварных швов.
СВАРОЧНЫЙ МЕТАЛЛ:
Часть сварного шва, расплавленная во время сварки.
СИМВОЛ СВАРКИ:
Изображение, используемое для обозначения желаемого типа сварного шва.
СВАРОЧНОСТЬ:
Способность материала образовывать прочное сцепление под давлением или при затвердевании из жидкости.
СЕРТИФИКАЦИЯ СВАРОЧНИКА:
Письменное свидетельство о том, что сварщик произвел сварные швы, соответствующие установленным стандартам.
КВАЛИФИКАЦИЯ СПОСОБОВ СВАРОЧНИКА:
Демонстрация способности сварщика выполнять сварные швы, соответствующие установленным стандартам.
СВАРКИ:
а. Электродный вывод. Электрический проводник между источником тока дуговой сварки и электрододержателем.
г. Ведущий работы. Электрический проводник между источником тока дуговой сварки и заготовкой.
ПОЗИЦИИ ДЛЯ СВАРКИ:
Имеется четыре положения сварки: плоское, горизонтальное, потолочное и вертикальное.
ДАВЛЕНИЕ СВАРКИ:
Давление, оказываемое во время операции сварки на свариваемые детали.
ПРОЦЕДУРА СВАРКИ:
Подробное описание методов и практик, включая все процедуры сварки стыков, используемых при производстве сварного изделия.
СВАРОЧНЫЙ ПРУТ:
Присадочный металл в виде проволоки или прутка, используемый в процессах газовой сварки и пайки, а также в тех процессах дуговой сварки, в которых электрод не обеспечивает присадочный металл.
СИМВОЛ СВАРКИ:
Собранный символ состоит из следующих восьми элементов или таких из них, которые необходимы: контрольная линия, стрелка, основные символы сварного шва, размеры и другие данные, дополнительные символы, символы отделки, хвостовая часть, спецификация, процесс или другие ссылки.
ТЕХНИКА СВАРКИ:
Подробные сведения о ручной, машинной или полуавтоматической сварке, которые, в пределах ограничений предписанной процедуры сварки стыков, контролируются сварщиком или оператором сварки.
НАКОНЕЧНИК ПО СВАРКЕ:
Наконечник газовой горелки, специально приспособленный для сварки.
СВАРОЧНЫЙ ГОРЕЛ:
Устройство, используемое при газовой сварке и пайке горелкой для смешивания и управления потоком газов.
ТРАНСФОРМАТОР СВАРОЧНЫЙ:
Устройство для подачи тока заданного напряжения.
СВАРКА:
Узел, составные части которого сформированы сваркой.
СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ:
Скорость в мин / сек или дюйм / мин, при которой присадочный металл расходуется при дуговой сварке или термическом напылении.
ПРОВОДКА:
Электрический проводник (кабель) между источником тока дуговой сварки и деталью.
Х
РЕНТГЕНОВСКИЙ:
Метод радиографического контроля, используемый для обнаружения внутренних дефектов сварного шва
Y
Предел текучести:
Предел текучести – это нагрузка на единицу площади, при которой происходит заметное увеличение деформации образца с небольшим увеличением нагрузки или без нее; другими словами, предел текучести – это напряжение, при котором происходит заметное увеличение деформации с незначительным увеличением напряжения или без него.
Руководство по сварке алюминия: советы и методы
Алюминий – это легкий, мягкий, малопрочный металл, который легко лить, ковать, обрабатывать, формовать и сваривать.
Если он не легирован специальными элементами, он подходит только для низкотемпературных применений.
Алюминий легко соединяется сваркой, пайкой и пайкой.
Во многих случаях алюминий соединяют с другими металлами с помощью обычного оборудования и технологий.Однако иногда может потребоваться специальное оборудование или методы.
Сплав, конфигурация соединения, требуемая прочность, внешний вид и стоимость – факторы, определяющие выбор процесса. У каждого процесса есть определенные преимущества и ограничения.
Цвет
Алюминий имеет цвет от светло-серого до серебристого, очень яркий при полировке и тусклый при окислении.
Характеристики
Излом в алюминиевых профилях показывает гладкую яркую структуру. Алюминий не дает искр при испытании на искру и не показывает красный цвет до плавления.На расплавленной поверхности мгновенно образуется тяжелая пленка белого оксида.
Алюминий легкий и сохраняет хорошую пластичность при отрицательных температурах. Он также обладает высокой устойчивостью к коррозии, хорошей электрической и теплопроводностью, а также высокой отражательной способностью как к теплу, так и к свету.
Чистый алюминий плавится при 1220ºF (660ºC), тогда как алюминиевые сплавы имеют приблизительный диапазон плавления от 900 до 1220ºF (482-660ºC). При нагревании до диапазона сварки или пайки цвет алюминия не меняется.
Сочетание легкости и высокой прочности делает алюминий вторым по популярности свариваемым металлом.
Однопроводная сварка алюминия MIGАлюминий против сварки стали
Одна из причин, по которой алюминий отличается от стали при сварке, заключается в том, что он не приобретает цвета по мере приближения к температуре плавления до тех пор, пока не поднимется выше точки плавления, после чего он станет тускло-красным.
При пайке алюминия горелкой используется флюс.Флюс будет плавиться по мере приближения температуры основного металла к требуемой. Сначала высыхает флюс и плавится, когда основной металл достигает правильной рабочей температуры.
При сварке горелкой в кислородно-ацетиленовой или кислородно-водородной среде поверхность основного металла сначала плавится и приобретает характерный влажный и блестящий вид. (Это помогает узнать, когда достигаются температуры сварки.) При сварке газовой вольфрамовой дугой или газовой металлической дугой цвет не так важен, потому что сварка завершается до того, как прилегающая область плавится.
Расплавленный алюминиевый наполнитель
Правильное добавление алюминиевого наполнителя в расплавленную сварочную ваннуСварочные свойства и сплавы
Алюминий и алюминиевые сплавы удовлетворительно свариваются металлической дугой, угольной дугой и другими процессами дуговой сварки. Чистый алюминий можно сплавить со многими другими металлами для получения широкого диапазона физических и механических свойств.
Способы, с помощью которых легирующие элементы упрочняют алюминий, используются в качестве основы для классификации сплавов на две категории: нетермообрабатываемые и термически обрабатываемые.Деформируемые сплавы в виде листов и пластин, труб, прессованных и катаных профилей, а также поковок имеют одинаковые характеристики соединения независимо от формы.
Алюминиевые сплавы также производятся в виде отливок в виде песка, постоянной формы или литья под давлением. Практически одинаковые методы сварки, пайки или пайки используются как для литого, так и для кованого металла.
Литье под давлением не нашли широкого применения там, где требуется сварная конструкция. Однако они были приклеены и в ограниченной степени припаяны.Последние разработки в области вакуумного литья под давлением улучшили качество отливок до такой степени, что их можно удовлетворительно сваривать для некоторых применений.
Основным преимуществом использования процессов дуговой сварки является то, что дуга дает высококонцентрированную зону нагрева.
По этой причине предотвращается чрезмерное расширение и деформация металла.
Алюминий обладает рядом свойств, которые отличают сварку от сварки сталей.Это: покрытие поверхности оксидом алюминия; высокая теплопроводность; высокий коэффициент теплового расширения; низкая температура плавления; и отсутствие изменения цвета при приближении температуры к точке плавления.
Обычные металлургические факторы, применимые к другим металлам, применимы и к алюминию.
Алюминий – это активный металл, который реагирует с кислородом воздуха, образуя твердую тонкую пленку оксида алюминия на поверхности.
Температура плавления оксида алюминия составляет приблизительно 3600 ° F (1982 ° C), что почти в три раза выше точки плавления чистого алюминия (1220 ° F (660 ° C)).Кроме того, эта пленка оксида алюминия поглощает влагу из воздуха, особенно когда она становится толще.
Влага является источником водорода, который вызывает пористость в сварных швах алюминия. Водород также может поступать из масла, краски и грязи в зоне сварного шва. Это также происходит из-за оксидов и посторонних материалов на электроде или присадочной проволоке, а также из основного металла. Водород попадает в сварочную ванну и растворяется в расплавленном алюминии. Когда алюминий затвердевает, он будет удерживать гораздо меньше водорода.
Водород не выделяется во время затвердевания. При высокой скорости охлаждения свободный водород остается в сварном шве и вызывает пористость. Пористость в зависимости от количества снижает прочность и пластичность сварного шва.
Сварочные стержни
Алюминий для сварки палкой (алюминиевые сварочные стержни) доступны с толщиной примерно 1/8 дюйма стали. Это отличный выбор для ремонта резервуаров и трубопроводов в полевых условиях. Также хороший выбор при работе в ветреную погоду.Это не для точной работы.
Обратной стороной использования алюминиевых сварочных стержней является необходимость значительного количества практики. Также существует проблема с потоком. флюс сильно горит и его трудно удалить. Он также прожигает краску.
Существуют превосходные альтернативы алюминиевым сварочным стержням, такие как сварка с подачей проволоки.
Нумерация из алюминиевого сплава
Разработано много алюминиевых сплавов. Важно знать, какой сплав будет свариваться. Система четырехзначных чисел была разработана Aluminium Association, Inc., для обозначения различных типов деформируемых алюминиевых сплавов.
Эта система групп сплавов выглядит следующим образом:
- 1XXX серия . Это глинозем с чистотой 99% или выше, которые используются в основном в электрической и химической промышленности.
- 2XXX серии . Медь является основным сплавом в этой группе, который обеспечивает чрезвычайно высокую прочность при правильной термообработке. Эти сплавы не обладают такой хорошей коррозионной стойкостью и часто плакируются чистым алюминием или алюминием из специальных сплавов.Эти сплавы используются в авиастроении.
- 3ХХХ серии . Марганец является основным легирующим элементом в этой группе, который не поддается термической обработке. Содержание марганца ограничено примерно 1,5%. Эти сплавы обладают средней прочностью и легко обрабатываются.
- 4XXX серии . Кремний является основным легирующим элементом в этой группе. Его можно добавлять в достаточных количествах, чтобы существенно снизить температуру плавления, и он используется для пайки сплавов и сварочных электродов.Большинство сплавов этой группы не поддаются термической обработке.
- 5XXX серии . Магний является основным легирующим элементом этой группы, представляющей собой сплавы средней прочности. Они обладают хорошими сварочными характеристиками и хорошей устойчивостью к коррозии, но объем холодных работ следует ограничивать.
- 6XXX серии . Сплавы этой группы содержат кремний и магний, что делает их пригодными для термической обработки. Эти сплавы обладают средней прочностью и хорошей коррозионной стойкостью.
- 7XXX серии . Цинк является основным легирующим элементом в этой группе. Магний также входит в состав большинства этих сплавов. Вместе они образуют термически обрабатываемый сплав очень высокой прочности, который используется для изготовления корпусов самолетов.
Очистка
Поскольку алюминий имеет большое сродство к кислороду, на его поверхности всегда присутствует пленка оксида. Эта пленка должна быть удалена перед любой попыткой сварить, припаять или припаять материал. Также необходимо предотвратить его образование во время процедуры соединения.
При подготовке алюминия к сварке, пайке или пайке соскоблите эту пленку острым инструментом, проволочной щеткой, наждачной бумагой или аналогичными средствами. Использование инертных газов или большое количество флюса предотвращает образование оксидов в процессе соединения.
Алюминий и алюминиевые сплавы не следует очищать каустической содой или чистящими средствами с pH выше 10, поскольку они могут вступать в химическую реакцию.
Пленку оксида алюминия необходимо удалить перед сваркой. Если его не удалить полностью, мелкие частицы нерасплавленного оксида будут задерживаться в сварочной ванне и вызовут снижение пластичности, отсутствие плавления и, возможно, растрескивание сварного шва.
Оксид алюминия можно удалить механическим, химическим или электрическим способом. Механическое удаление включает соскоб острым инструментом, наждачной бумагой, проволочной щеткой (нержавеющая сталь), опиливание или любой другой механический метод.
Химическое удаление можно выполнить двумя способами. Один из них заключается в использовании чистящих растворов, травильных или нетравильных. Типы без заедания следует использовать только при запуске с относительно чистыми деталями и вместе с другими очистителями на основе растворителей.Для лучшей очистки рекомендуются растворы для травления, но их следует использовать с осторожностью.
При использовании окунания настоятельно рекомендуется горячее и холодное ополаскивание. Растворы типа травления – щелочные растворы. Время нахождения в растворе необходимо контролировать, чтобы не произошло слишком сильного травления.
Химическая очистка
Химическая очистка включает использование сварочных флюсов. Флюсы используются для газовой сварки, пайки и пайки. Покрытие покрытых алюминиевых электродов также сохраняет флюсы для очистки основного металла.Всякий раз, когда используется очистка травлением или очистка флюсом, флюс и щелочные травильные материалы должны быть полностью удалены из зоны сварки, чтобы избежать коррозии в будущем.
Электрическая система удаления оксидов
В системе удаления оксидов электричества используется катодная бомбардировка. Катодная бомбардировка происходит во время полупериода сварки вольфрамовым электродом на переменном токе, когда электрод является положительным (обратная полярность).
Это электрическое явление, при котором оксидное покрытие стирается, чтобы получить чистую поверхность.Это одна из причин, почему дуговая сварка вольфрамовым электродом на переменном токе так популярна для сварки алюминия.
Поскольку алюминий настолько активен химически, оксидная пленка немедленно начинает преобразовываться. Время нароста не очень быстрое, но сварные швы следует выполнять после очистки алюминия в течение не менее 8 часов для качественной сварки. Если наступит более длительный период времени, качество сварного шва снизится.
Теплопроводность
Алюминий обладает высокой теплопроводностью и низкой температурой плавления.В зависимости от сплава, он проводит тепло в три-пять раз быстрее, чем сталь.
Алюминий необходимо нагреть больше, даже если температура плавления алюминия вдвое меньше, чем у стали. Из-за высокой теплопроводности для сварки более толстых участков часто используется предварительный нагрев. Если температура слишком высока или период времени слишком велик, прочность сварного соединения как в термообработанных, так и в закаленных сплавах может снизиться.
Предварительный нагрев алюминия не должен превышать 400 ° F (204 ° C), и детали не должны выдерживаться при этой температуре дольше, чем необходимо.Из-за высокой теплопроводности в процедурах следует использовать высокоскоростные сварочные процессы с большим тепловложением. И газовая вольфрамовая дуга, и газовая дуга с металлической дугой удовлетворяют этому требованию.
Высокая теплопроводность алюминия может быть полезной, поскольку сварной шов очень быстро затвердевает, если тепло отводится от сварного шва очень быстро. Наряду с поверхностным натяжением это помогает удерживать металл шва в нужном положении и делает практичную сварку с использованием газовой вольфрамовой дуги и газовую дуговую сварку металлическим электродом во всех положениях.
Тепловое расширение алюминия в два раза больше, чем у стали. Кроме того, алюминиевые сварные швы уменьшаются в объеме примерно на 6 процентов при затвердевании из расплавленного состояния. Это изменение размера может вызвать деформацию и растрескивание.
Сварка алюминиевых листов
Для сварки алюминиевых листов из-за сложности управления дугой, стыковые и угловые швы трудно производить на листах толщиной менее 1/8 дюйма (3,2 мм). При сварке пластины тяжелее 1/8 дюйма (3,2 мм) соединение, подготовленное со скосом 20 градусов, будет иметь прочность, равную прочности сварного шва, выполненного кислородноацетиленовым процессом.
Этот сварной шов может быть пористым и непригодным для герметичных соединений с жидкостями или газами. Однако дуговая сварка металла особенно подходит для тяжелых материалов и используется для обработки листов толщиной до 2-1 / 2 дюйма (63,5 мм).
Настройки тока и полярности
Настройки тока и полярности зависят от типа электродов каждого производителя. Используемая полярность должна быть определена путем испытания соединений, которые необходимо выполнить.
Подготовка кромки пластины
В целом конструкция сварных соединений для алюминия вполне соответствует конструкции сварных соединений для стальных соединений.Однако из-за более высокой текучести алюминия под сварочной дугой следует помнить о некоторых важных общих принципах. При использовании алюминиевых листов меньшей толщины предпочтительнее использовать меньшее расстояние между канавками, когда разбавление сварного шва не имеет значения.
Управляющим фактором является совместная подготовка. Специально разработанная V-образная канавка отлично подходит там, где сварка может выполняться только с одной стороны и где требуется гладкий проникающий валик. Эффективность этой конкретной конструкции зависит от поверхностного натяжения и должна применяться ко всем материалам размером более 1/8 дюйма.(3,2 мм) толщиной.
Дно специальной V-образной канавки должно быть достаточно широким, чтобы полностью вместить корневой проход. Это требует добавления относительно большого количества присадочного сплава для заполнения канавки.
Превосходный контроль проплавления и получение прочных корневых швов. Эта подготовка кромки может использоваться для сварки во всех положениях. Это устраняет трудности, связанные с прожогом или проплавлением при перегреве и горизонтальной сварке. Он применим ко всем свариваемым основным сплавам и всем присадочным сплавам.
Сварка алюминия MIG
Полностью автоматическая однопроволочная сварка MIGГазовая дуговая сварка (MIG) (GMAW)
Этот быстрый, адаптируемый процесс используется с постоянным током обратной полярности и инертным газом для сварки алюминиевых сплавов большой толщины в любом положении, от 1/016 дюйма (1,6 мм) до нескольких дюймов. TM 5-3431-211-15 описывает работу типичного сварочного аппарата MIG.
Защитный газ
Необходимо принять меры для обеспечения максимальной эффективности газовой защиты.Для сварки алюминия используются аргон, гелий или смесь этих газов. Аргон дает более плавную и стабильную дугу, чем гелий. При определенном токе и длине дуги гелий обеспечивает более глубокое проникновение и более горячую дугу, чем аргон.
Напряжение дуги выше у гелия, и данное изменение длины дуги приводит к большему изменению напряжения дуги. Профиль валика и характер проплавления алюминиевых швов, выполненных аргоном и гелием, различаются. У аргона профиль шарика уже и выпуклее, чем у гелия.Схема проникновения показывает глубокий центральный разрез.
Гелий дает более плоский и широкий шарик и более широкий рисунок проникновения под шариком. Смесь примерно 75 процентов гелия и 25 процентов аргона обеспечивает преимущества обоих защитных газов без нежелательных характеристик ни одного из них.
Картина проникновения и контур валика показывают характеристики обоих газов. Стабильность дуги сравнима с аргоном. Угол наклона пистолета или горелки более важен при сварке алюминия в инертном защитном газе.Рекомендуется передний угол хода 30 °.
Наконечник электродной проволоки должен быть больше алюминия. В Таблице 7-21 приведены технологические схемы сварки алюминия газовой дугой.
Сварка алюминия GMAW
Алюминиевый шов, выполненный методом GMAW. Сварщик «укладывает валик» из расплавленного металла, который становится швом без шлака.Техника для сварки алюминия
Проволока электрода должна быть чистой. Дуга зажигается, когда электродная проволока выступает примерно на 1/2 дюйма.(12,7 мм) от чашки.
Часто используется метод зажигания дуги приблизительно на 1,0 дюйма (25,4 мм) перед началом сварки, а затем быстрое подведение дуги к начальной точке сварки, изменение направления движения и продолжение обычной сварки. В качестве альтернативы дуга может быть зажжена за пределами сварной канавки на начальном выступе.
При окончании или прекращении сварки аналогичная практика может сопровождаться изменением направления сварки на противоположное и одновременным увеличением скорости сварки для уменьшения ширины ванны расплава до разрыва дуги.Это помогает предотвратить появление кратеров и трещин. Обычно используются вкладки стока.
После создания дуги сварщик перемещает электрод вдоль стыка, сохраняя угол переда от 70 до 85 градусов по отношению к работе.
Обычно предпочтительнее использовать струны из бисера. Следует следить за тем, чтобы угол переда не изменялся или не увеличивался по мере приближения к концу сварного шва. Скорость движения дуги контролирует размер валика.
При сварке алюминия этим процессом важно поддерживать высокие скорости хода.При сварке одинаковой толщины угол между электродом и рабочим углом должен быть одинаковым с обеих сторон сварного шва.
При сварке в горизонтальном положении наилучшие результаты достигаются, если направить пистолет немного вверх. При сварке толстых листов с тонкими пластинами полезно направлять дугу в сторону более тяжелого участка.
Небольшой угол обратной стороны иногда бывает полезным при сварке тонких секций с толстыми. Для корневого прохода стыка обычно требуется короткая дуга, чтобы обеспечить желаемое проплавление.При последующих проходах можно использовать более длинные дуги и более высокое напряжение дуги.
Оборудование подачи проволоки для сварки алюминия должно быть хорошо отрегулировано для обеспечения эффективной подачи проволоки. Используйте вкладыши нейлонового типа в кабельных сборках. Для алюминиевой проволоки и размера электродной проволоки необходимо выбрать соответствующие приводные ролики.
Труднее протолкнуть алюминиевую проволоку чрезвычайно малого диаметра через длинные кабельные сборки пистолета, чем стальную проволоку. По этой причине для электродных проволок малого диаметра используются катушки-пистолеты или недавно разработанные пистолеты с линейным двигателем подачи.
Требуются пистолеты с водяным охлаждением, за исключением слаботочной сварки. Для сварки алюминия используются как источник питания постоянного тока (CC) с согласованным механизмом подачи проволоки с измерением напряжения, так и источник питания постоянного напряжения (CV) с механизмом подачи проволоки постоянной скорости. Кроме того, механизм подачи проволоки с постоянной скоростью иногда используется с источником питания постоянного тока.
В целом, система CV предпочтительнее при сварке тонких материалов и использовании электродной проволоки любого диаметра. Это обеспечивает лучший запуск и регулировку дуги.Система CC предпочтительна при сварке толстого материала с использованием электродной проволоки большего диаметра.
Качество сварки с этой системой кажется лучше. Источник питания постоянного тока с умеренным падением напряжения от 15 до 20 вольт на 100 ампер и механизм подачи проволоки с постоянной скоростью обеспечивают наиболее стабильную подачу мощности на сварку и высочайшее качество сварки.
Конструкция сварного соединения алюминия
Кромки могут быть подготовлены к сварке распиловкой, механической обработкой, круговым строганием, фрезерованием или дуговой резкой.
Полностью автоматическая однопроволочная сварка алюминия MIG
Пример сварки алюминия: присадочная проволока: AA 5183 (AlMg4,5Mn) 2,4 мм Основной материал: AA 5356 (AlMg5) Размер: 500 x 150 x 15 мм (предварительный нагрев не допускается) Защитный газ: Ar70 / He30 Скорость сварки: 60/40 см / мин Положение сварки: 1 G Двухслойный второй слой> осциллирующийГазовая вольфрамо-дуговая сварка (GTAW)
Меры предосторожности
Процесс газовой дуговой сварки вольфрамом (TIG) используется для сварки более тонких профилей алюминия и алюминиевых сплавов.При использовании этого процесса следует упомянуть несколько мер предосторожности.
- Переменный ток рекомендуется для универсальных работ, так как он обеспечивает половину цикла очищающего действия. В Таблице 7-22 представлены графики процедуры сварки для использования процесса на разной толщине для получения различных сварных швов. Сварка переменным током, обычно с высокой частотой, широко используется как в ручном, так и в автоматическом режиме. Необходимо строго соблюдать процедуры, и особое внимание следует уделять типу вольфрамового электрода, размеру сварочного сопла, типу газа и расходу газа.При ручной сварке длина дуги должна быть небольшой и равной диаметру электрода. Вольфрамовый электрод не должен выступать слишком далеко за конец сопла. Вольфрамовый электрод следует содержать в чистоте. Если он случайно коснется расплавленного металла, его необходимо восстановить.
- Сварка алюминия Следует использовать источники сварочного тока, предназначенные для дуговой сварки вольфрамовым электродом. Новое оборудование обеспечивает программирование, предварительную и продувку защитного газа, а также пульсирование.
- Сварка алюминия Для автоматической или машинной сварки можно использовать отрицательный электрод постоянного тока (прямая полярность). Очистка должна быть чрезвычайно эффективной, так как катодная бомбардировка не помогает. Когда используется отрицательный электрод постоянного тока, можно получить чрезвычайно глубокое проникновение и высокие скорости. В Таблице 7-23 приведены графики процедуры сварки для отрицательной сварки электродом постоянного тока.
- В качестве защитных газов для сварки алюминия используются аргон, гелий или их смесь. Аргон используется с меньшим расходом.Гелий увеличивает проникновение, но требуется более высокая скорость потока. При использовании присадочной проволоки она должна быть чистой. Оксид, не удаленный с присадочной проволоки, может содержать влагу, которая будет создавать полярность в наплавленном шве.
Ручная сварка алюминия MIG
Ручная сварочная горелка с «квазиподобной» геометрией соединения Диаметр проволоки: AA 5183 (1,6 мм) Основной материал: AA 6061 (AlMgSi) Толщина: 15 ммСварка на переменном токе
Характеристики процесса
Сварка алюминия методом газовой вольфрамо-дуговой сварки на переменном токе обеспечивает очистку от оксидов.
В качестве защитного газа используется аргон. Лучшие результаты достигаются при сварке алюминия переменным током с использованием оборудования, предназначенного для создания сбалансированной волны или равного тока в обоих направлениях.
Дисбаланс приведет к потере мощности и снижению очищающего действия дуги. Характеристики стабильной дуги – это отсутствие щелчков или трещин, плавное зажигание дуги и притяжение добавленного присадочного металла к сварочной ванне, а не склонность к отталкиванию.Стабильная дуга приводит к меньшему количеству включений вольфрама.
Ручная сварка алюминия MIG
Техника для сварки алюминия
При ручной сварке алюминия переменным током электрододержатель удерживается в одной руке, а присадочный стержень, если он используется, – в другой. Начальная дуга зажигается на пусковом блоке для нагрева электрода.
Затем дуга прерывается и снова зажигается в суставе. Этот метод снижает вероятность появления включений вольфрама в начале сварки. Дуга сохраняется в начальной точке до тех пор, пока металл не станет жидким и не образуется сварочная ванна.
Создание и поддержание подходящей сварочной ванны очень важно, и сварка не должна продолжаться перед лужей.
Если требуется присадочный металл, его можно добавить к передней или передней кромке бассейна, но с одной стороны от центральной линии. Обе руки двигаются в унисон с легкими движениями вперед и назад вдоль сустава. Вольфрамовый электрод не должен касаться присадочного стержня.
Горячий конец присадочного стержня не должен выниматься из аргонового экрана.Необходимо поддерживать короткую длину дуги, чтобы обеспечить достаточное проплавление и избежать подрезов, чрезмерной ширины сварного шва и, как следствие, потери контроля проплавления и контура сварного шва.
Одно правило – использовать длину дуги, приблизительно равную диаметру вольфрамового электрода. При разрыве дуги в кратере сварного шва могут возникнуть усадочные трещины, что приведет к повреждению сварного шва.
Этот дефект можно предотвратить, постепенно увеличивая длину дуги при добавлении в кратер присадочного металла.Затем быстро разорвите и повторно зажгите дугу несколько раз, добавляя в кратер дополнительный присадочный металл, или используйте педаль для уменьшения тока в конце сварного шва. Прихватывание перед сваркой помогает контролировать деформацию.
Прихваточные швы должны быть достаточного размера и прочности, а на концах перед сваркой должны быть вырезаны сколы или сужаться.
Конструкция сварного шва
Конструкции соединений применимы к процессу газовой вольфрамо-дуговой сварки за небольшими исключениями.Неопытным сварщикам, которые не могут поддерживать очень короткую дугу, может потребоваться более широкая подготовка кромок, включенный угол или расстояние между стыками.
Соединения могут быть сплавлены с помощью этого процесса без добавления присадочного металла, если сплав основного металла также является удовлетворительным присадочным сплавом. Крайние и угловые сварные швы выполняются быстро без добавления присадочного металла и имеют хороший внешний вид, но при этом очень важно их точное прилегание.
Прямая полярность постоянного тока
Характеристики процесса
Этот процесс с использованием гелиевых и торированных вольфрамовых электродов полезен для многих автоматических сварочных операций, особенно при сварке тяжелых профилей.Поскольку существует меньшая тенденция к нагреванию электрода, для заданного сварочного тока можно использовать электроды меньшего размера. Это будет способствовать сохранению узкого сварного шва.
Использование постоянного тока прямой полярности (dcsp) обеспечивает больший подвод тепла, чем при использовании переменного тока. В сварочной ванне, которая, следовательно, становится глубже и уже.
Методы
Для зажигания дуги следует использовать ток высокой частоты. Запуск от касания приведет к загрязнению вольфрамового электрода.Нет необходимости образовывать лужу, как при сварке на переменном токе, поскольку плавление происходит в момент зажигания дуги. Следует позаботиться о том, чтобы дуга зажглась в зоне сварки, чтобы предотвратить нежелательную маркировку материала.
Используются стандартные методы, такие как отводы и ножные регуляторы нагрева. Они полезны для предотвращения или заполнения кратеров, для регулировки силы тока при рабочем нагреве, а также для корректировки изменения толщины сечения. При сварке постоянным током горелка постоянно перемещается вперед.Присадочная проволока равномерно подается в переднюю кромку сварочной ванны или укладывается на стык и плавится по мере продвижения дуги.
Во всех случаях кратер должен быть заполнен до точки над валиком сварного шва, чтобы устранить трещины кратера. Размер галтели можно регулировать, варьируя размер присадочной проволоки. DCSP адаптируется к ремонтным работам. Предварительный нагрев не требуется даже для тяжелых секций, а зона термического влияния будет меньше с меньшими искажениями.
Конструкции сварных соединений алюминия
Для ручного DCSP концентрированное тепло дуги дает отличное закрепление корня.Поверхность корня может быть толще, канавки уже, а нарост можно легко контролировать, меняя размер присадочной проволоки и скорость перемещения.
Сварка прямоугольным переменным током (TIG)
Методы
Для зажигания дуги следует использовать ток высокой частоты. Запуск от касания приведет к загрязнению вольфрамового электрода. Нет необходимости образовывать лужу, как при сварке на переменном токе, поскольку плавление происходит в момент зажигания дуги. Следует позаботиться о том, чтобы дуга зажглась в зоне сварки, чтобы предотвратить нежелательную маркировку материала.
Используются стандартные методы, такие как отводы и ножные регуляторы нагрева. Они полезны для предотвращения или заполнения кратеров, для регулировки силы тока при рабочем нагреве, а также для корректировки изменения толщины сечения. При сварке постоянным током горелка постоянно перемещается вперед.
Присадочная проволока равномерно подается в переднюю кромку сварочной ванны или накладывается на стык и плавится по мере продвижения дуги. Во всех случаях кратер следует заполнить до точки над валиком сварного шва, чтобы устранить трещины кратера.
Размер скругления можно регулировать, варьируя размер присадочной проволоки. DCSP адаптируется к ремонтным работам. Предварительный нагрев не требуется даже для тяжелых секций, а зона термического влияния будет меньше с меньшими искажениями.
Конструкции сварных соединений алюминия
Для ручного DCSP концентрированное тепло дуги дает отличное закрепление корня. Поверхность корня может быть толще, канавки уже, а нарост можно легко контролировать, меняя размер присадочной проволоки и скорость перемещения.
Сварка металло-дуговой сваркой в защитных оболочках
В процессе дуговой сварки металлическим электродом с защитным слоем используется электрод с покрытием из твердого флюса или экструдированного флюса.Покрытие электродов такое же, как и у обычных стальных электродов. Покрытие из флюса обеспечивает газовый экран вокруг дуги и лужи расплавленного алюминия, а также химически объединяет и удаляет оксид алюминия, образуя шлак.
При сварке алюминия процесс довольно ограничен из-за разбрызгивания дуги, непостоянного управления дугой, ограничений на тонкий материал и коррозионного действия флюса, если он не удален должным образом.
Экранированная углеродно-дуговая сварка
Для соединения алюминия можно использовать процесс дуговой сварки в среде защитного угля.Для этого требуется флюс, и он дает сварные швы такого же внешнего вида, прочности и структуры, как и сварные швы, полученные с помощью ацетиленовой или кислородно-водородной сварки. Сварка в среде защитного угля производится как вручную, так и автоматически.
Угольная дуга используется в качестве источника тепла, а присадочный металл подается от отдельного присадочного стержня. После сварки необходимо удалить флюс; в противном случае возникнет сильная коррозия.
Ручная дуговая сварка в среде защитного угля обычно ограничивается толщиной менее 3/8 дюйма.(9,5 мм), выполненный тем же способом, что и при ручной дуговой сварке других материалов. Подготовка стыков аналогична той, что используется при газовой сварке. Используется стержень, покрытый флюсом.
Сварка на атомарном водороде
Этот процесс сварки заключается в поддержании дуги между двумя вольфрамовыми электродами в атмосфере газообразного водорода.
Процесс может быть ручным или автоматическим с процедурами и методами, близкими к тем, которые используются при кислородно-ацетиленовой сварке.
Поскольку водородный экран, окружающий основной металл, исключает кислород, для объединения или удаления оксида алюминия требуется меньшее количество флюса.Повышается видимость, меньше флюсовых включений, наплавляется очень прочный металл.
Сварка шпилек
Приварка алюминиевых шпилек может быть выполнена с помощью обычного оборудования для дуговой сварки шпилек, с использованием методов разряда конденсатора или разрядки конденсатора тянутой дугой.
Обычный процесс дуговой приварки шпилек можно использовать для приваривания алюминиевых шпилек диаметром от 3/16 до 3/4 дюйма (от 4,7 до 19,0 мм).
К сварочному пистолету для приварки алюминиевых шпилек был добавлен специальный адаптер для контроля защитных газов высокой чистоты, используемых во время цикла сварки.Дополнительный вспомогательный элемент управления для контроля врезания шпильки по завершении цикла сварки существенно повышает качество сварки и снижает потери от разбрызгивания.
Используется обратная полярность: электрод-пистолет положительный, а деталь – отрицательный. Небольшой цилиндрический или конусообразный выступ на конце алюминиевой шпильки инициирует дугу и помогает установить большую длину дуги, необходимую для сварки алюминия.
Процессы
Процессы приварки шпилек неэкранированного конденсатора или разрядки конденсатора с натянутой дугой используются с алюминиевыми шпильками от 1/16 до 1/4 дюйма.(От 1,6 до 6,4 мм) диаметром.
Конденсаторная сварка использует низковольтную электростатическую накопительную систему, в которой энергия сварки накапливается при низком напряжении в конденсаторах с высокой емкостью в качестве источника питания. В процессе приварки шпильки конденсаторного разряда небольшой наконечник или выступ на конце шпильки используется для зажигания дуги.
В процессе приварки шпильки разрядом конденсатора протянутой дугой используется шпилька с заостренным или слегка закругленным концом. Для зажигания дуги не требуется зубчатый наконечник или выступ на конце шпильки.В обоих случаях цикл сварки аналогичен обычному процессу приварки шпилек. Однако использование выступа на основании шпильки обеспечивает наиболее стабильную сварку.
Короткое время горения дуги в процессе разряда конденсатора ограничивает плавление, что приводит к неглубокому проникновению в заготовку. Минимальная толщина алюминиевой заготовки, которая считается практичной, составляет 0,032 дюйма (0,800 мм).
Электронно-лучевая сварка
Электронно-лучевая сварка – это процесс соединения плавлением, при котором заготовка бомбардируется плотным потоком высокоскоростных электронов, и практически вся кинетическая энергия электронов при ударе преобразуется в тепло.
Электронно-лучевая сварка обычно проводится в откачанной камере. Размер камеры является ограничивающим фактором для размера сварного изделия. Обычные дуговые и газовые нагреватели плавятся немного больше, чем поверхность. Дальнейшее проникновение происходит исключительно за счет проведения тепла во всех направлениях от этого пятна расплавленной поверхности. Зона слияния расширяется по мере необходимости.
Электронный пучок способен к такому интенсивному локальному нагреву, что почти мгновенно испаряет отверстие по всей толщине стыка.Стенки этого отверстия расплавляются, и по мере того, как отверстие перемещается вдоль стыка, расплавляется больше металла на продвигающейся стороне отверстия. Это дефект вокруг отверстия отверстия и затвердевает вдоль задней стороны отверстия, чтобы сделать сварной шов.
Интенсивность луча можно уменьшить, чтобы получить частичное проникновение с такой же узкой конфигурацией. Электронно-лучевая сварка обычно применяется для краевых, стыковых, угловых, сквозных и точечных сварных швов. Присадочный металл используется редко, кроме наплавки.
Сварка сопротивлением
Способы контактной сварки алюминия (точечная, шовная и оплавление) важны при производстве алюминиевых сплавов. Эти процессы особенно полезны при соединении высокопрочных термически обрабатываемых сплавов, которые трудно соединить сваркой плавлением, но которые можно соединить методом контактной сварки практически без потери прочности.
Естественное оксидное покрытие алюминия имеет довольно высокое и неустойчивое электрическое сопротивление.Чтобы получить точечные или шовные сварные швы максимальной прочности и однородности, обычно необходимо уменьшить это оксидное покрытие перед сваркой.
Сварка Точечная сварка
Сварные швы с неизменно высокой прочностью и хорошим внешним видом зависят от стабильно низкого поверхностного сопротивления между рабочими местами. В большинстве случаев перед точечной или шовной сваркой алюминия необходимы некоторые операции по очистке.
Подготовка поверхности к сварке обычно состоит из удаления жира, масла, грязи или идентификационной маркировки, а также уменьшения и улучшения консистенции оксидной пленки на поверхности алюминия.Удовлетворительное качество точечной сварки в процессе эксплуатации в значительной степени зависит от конструкции соединения.
Точечные сварные швы всегда должны выдерживать сдвиговые нагрузки. Однако, когда можно ожидать растяжения или комбинированных нагрузок, следует провести специальные испытания для определения фактической прочности соединения при эксплуатационной нагрузке. Прочность точечной сварки при прямом растяжении может варьироваться от 20 до 90 процентов прочности на сдвиг.
Сварка швов
Шовная сварка алюминия и его сплавов очень похожа на точечную сварку, за исключением того, что электроды заменены колесами.
Пятна, оставленные аппаратом для сварки швов, могут перекрываться, образуя газонепроницаемое или непроницаемое для жидкости соединение. Регулируя синхронизацию, машина для шовной сварки может производить точечную сварку с равномерным интервалом, равную по качеству той, которая производится на обычной машине для точечной сварки, и с большей скоростью. Эта процедура называется точечной сваркой или прерывистым швом.
Сварка алюминия оплавлением
Все алюминиевые сплавы можно соединять оплавлением. Этот процесс особенно подходит для выполнения стыковых или угловых соединений между двумя частями одинакового поперечного сечения.Он был адаптирован для соединения алюминия с медью в виде стержней и трубок. Соединения, полученные таким образом, выходят из строя за пределами области сварки при приложении растягивающих нагрузок.
Газовая сварка алюминия
Газовая сварка алюминия выполняется с использованием пламени как ацетилена, так и водорода. В любом случае требуется абсолютно нейтральное пламя. В качестве присадочного стержня используется флюс. Этот процесс также не слишком популярен из-за низкого тепловложения и необходимости удаления флюса.
Электрошлаковая сварка
Электрошлаковая сварка используется для соединения чистого алюминия, но не подходит для сварки алюминиевых сплавов.Сварка под флюсом используется в некоторых странах, где нет инертного газа.
Другие процессы
Большинство процессов сварки в твердом состоянии, включая сварку трением, ультразвуковую сварку и холодную сварку, используются для алюминия. Алюминий также можно соединять пайкой и пайкой. Пайка может быть выполнена большинством методов пайки. Используется наполнитель из сплава с высоким содержанием кремния.
Для дополнительного чтения
Газовая сварка алюминия
Пайка алюминия
Подробнее о сварке алюминия Tig
Ремонт лазерных штампов | Industrial Laser Solutions
Ручная сварка / наплавка с использованием импульсных лазеров Nd: YAG – это развивающийся процесс, который недавно был внедрен североамериканскими производителями инструментов и форм.Энергия лазера обеспечивает нагревание присадочной проволоки из инструментальной стали на изношенных поверхностях инструментальной стали для достижения превосходного восстановления поверхности. Два производителя предлагают пакеты для лазерной обработки, которые обеспечивают быстрый и удобный метод восстановления поверхности штампа инструмента и литьевого формования пластмассы.
Лазерная наплавка инструментальной стали используется в Европе в течение некоторого времени, успешно восстанавливая поверхности инструментальной стали для пластиковых форм и штампов. В США доминирующим процессом восстановления инструментальной стали является газо-вольфрамовая дуговая сварка (GTAW), часто называемая сваркой TIG или «микродуговой сваркой».«Другой, менее популярный процесс, вызвавший интерес, – это электронно-лучевая сварка. В этой статье рассматривается хронология плакирования инструментальной стали, от дуговой сварки до электронно-лучевой сварки до внедрения промышленных лазерных процессов.
Наплавка и восстановление инструментальной стали сваркой Поверхности начали с GTAW в конце 1960. Этот процесс принципиально прост – передача переменного электрического тока в форме ионизированной дуги через контролируемый промежуток разомкнутой цепи.Обычно для поддержания стабильной дуги используется аргон или гелий, поскольку сварщик ослабляет ток дуги с помощью регулируемого ножного потенциометра. Первыми пользователями восстановления поверхности инструментальной стали была автомобильная промышленность для ремонта штампов для штамповки инструментальной стали.
До появления современной электроники GTAW источники питания были довольно простыми устройствами, которые использовались для генерирования большого количества концентрированной тепловой энергии для плавления поверхностей инструментальной стали и наплавления наполнителя на поверхности дефектных участков.Эти первые источники питания с простыми элементами управления были ограничены поддержанием дугового тока в диапазоне от 5,0 до 10,0 ампер, причем дуга начиналась с удвоенной силы тока. Такое сложное зажигание дуги поставило перед опытным сварщиком задачу по формированию небольших и точных сварных швов.
В течение следующих 30 лет GTAW превратилась в усовершенствованный процесс за счет разработки сложных источников питания, в которых используются преобразование сигналов, инверторная технология, микропроцессоры и схемы с обратной связью.Современный источник питания GTAW теперь может обеспечивать стабильность дуги на уровне 0,1 А. Дуга может быть инициирована в пределах 2,0 ампер, что важно для микросварки, которая является классификацией при сварке менее 20 ампер. Источники питания для дуговой сварки могут стоить от 5000 до 30 000 долларов, что делает их популярным вариантом для облицовки и восстановления поверхностей.
На самом деле только несколько признанных технологов по микродуговой сварке развили высокотехнологичные навыки, необходимые для выполнения микросварки сложных деталей из инструментальной стали.По оценкам, сегодня в Северной Америке существует менее 20 таких мастеров по микросварке.
От этих мастеров микросварки во многом зависит инструментальная промышленность и производство пресс-форм. В результате специальных навыков, необходимых для выполнения микродуговой сварки, очень немногие штатные механики или производители инструментов обладают навыками или имеют место для обучения этим навыкам, так что для быстрого восстановления инструмента может быть применена собственная микросварка. Поэтому инструменты или формы должны быть доставлены к специалисту по микросварке.В ходе недавнего независимого опроса профессионалов в области производства инструментов было обнаружено, что растет уровень разочарования из-за отсутствия технологических разработок в области облицовки и восстановления поверхностей. Следовательно, современный машинист проявляет энтузиазм по поводу новой технологии, которая предлагает альтернативу микродуговой сварке.
Подходя к случаю
Joining Technologies (JT – East Granby, CT), мастерская по прецизионной сварке, специализирующаяся на ремонте инструментальной стали с помощью пучка электронов высокой энергии, начала экспериментировать с плакировкой инструментальной стали в 1985 году.В то время оборонный и аэрокосмический бизнес процветал, но открыть двери для нового процесса облицовки было сложно без сети контактов и поддерживающей инфраструктуры компании. JT обратилась за помощью в местное отделение малого и среднего бизнеса, которое предложило компании сделать презентацию об электронно-лучевой сварке на местном собрании. Вскоре после этого в JT начали поступать запросы на ремонт штампов и пластиковых форм.
Электронно-лучевая сварка
Ранние попытки электронно-лучевой сварки инструментальной стали оказались трудными и временами казались безнадежными.Электронно-лучевой сварочный аппарат (ЭЛ) представляет собой вакуумную систему с электронной пушкой, расположенной над отверстием в верхней части рабочей камеры, и некоторыми сложными электронными элементами управления. Для электронно-лучевой сварки требуется, чтобы материал мишени был проводящим и имел путь к земле для образования луча. Первые аппараты для электронно-лучевой сварки в JT были разработаны для быстрой одноцикловой автоматической сварки производственных компонентов. Рабочие камеры представляли собой крошечные 9-дюймовые кубы, а управление не было удобным для пользователя. Поскольку компании требовалась работа, чтобы выжить, она импровизировала.Были перестроены органы управления и разработаны механические столы для манипулирования деталями. Компания научилась прикреплять присадочную проволоку к поверхностям инструментальной стали с помощью ручной контактной сварки.
Инструментальщики часто сопровождали инструменты или формы, которые они приносили для ремонта. Работа с этими высококвалифицированными мастерами дала опыт, который иногда приводил либо к техническим чудесам, либо к разрушению ремонтного компонента. Благодаря тому, что компания JT приобрела опыт в различных областях ремонта электронно-лучевых инструментов, были разработаны необычайные навыки и техника.
Основная техника ремонта электронно-лучевой сваркой начинается с подготовки инструмента перед сваркой. Каждое место ремонта пресс-формы хирургически очищается растворителем или абразивным материалом, а затем помещается под микроскоп для осмотра изношенных поверхностей. Затем на пораженный участок предварительно укладывается присадочный материал и на восстанавливаемый участок тщательно приваривается контактная прихватка. Затем инструмент предварительно нагревают до заданной температуры расфокусированным лучом. На последнем этапе инструмент фиксируется в небольшой вакуумной камере устройства для электронно-лучевой сварки, где энергия электронного луча фокусируется на предварительно размещенном наполнителе для создания сплавления сопрягаемых материалов.Этот метод, называемый «второстепенным нагревом», приводит к минимальному искажению основного материала. Техник-сварщик может наблюдать за процессом плавления через увеличенный бинокулярный микроскоп, прикрепленный к колонке электронной пушки, и деталь может перемещаться по пути луча.
Завершенный сварной шов EB оставляет небольшое количество сварного шва или вообще не оставляет его в основании зоны плавления, а сварной шов яркий и чистый – атрибуты, которые впечатляют инструментальщиков. Успех усовершенствованного процесса электронно-лучевой сварки заставил производителей инструментов и форм обратить внимание на этот альтернативный высокотехнологичный процесс, потому что они стремились найти альтернативы процессу микродуговой сварки.
Проблемы, с которыми JT столкнулась при электронно-лучевой ремонтной сварке, в конечном итоге привели к прекращению этого процесса. Это перегружало рутинный бизнес компании, препятствуя планированию производственных работ, которые часто были более прибыльными, чем сварка деталей из инструментальной стали в отделении неотложной помощи. Электронно-лучевой процесс также имеет ограничения по размеру и геометрии детали. Несмотря на свои недостатки, популярность электронно-лучевой сварки способствовала появлению новых производителей инструментов. В настоящее время электронно-лучевая сварка редко используется для плакирования поверхностей инструментальной стали из-за факторов стоимости.Появились новые специалисты по микросварке, которые конкурируют за ремонт микросваркой toolsteel, а электронно-лучевая сварка предназначена для специальных применений.
Лазерная сварка – конкуренция
Сегодня компактные интегрированные лазерные системы широко используются в мастерских и на производственных предприятиях. Преимущества, которые дает лазер при восстановлении поверхности формы, аналогичны преимуществам электронно-лучевой сварки, но за небольшую часть стоимости и со свободой манипулирования деталями за пределами вакуумной системы. Бесконтактный лазерный источник энергии, в отличие от электронного луча, не требует электрической цепи, поэтому детали можно зажимать в неметаллических тисках или приспособлениях.Лазерный луч можно фокусировать в глубокие полости и углубления в форме. Быстрое охлаждение при лазерной сварке контролирует деформацию, обеспечивая превосходные металлургические преимущества. Процесс лазерной наплавки легко адаптируется к моторике сварщика и ловкости рук. Параметры сварки легко настраиваются и могут быть запрограммированы в соответствии с присадочным материалом. Как следствие, мы можем ожидать услышать больше о новых методах восстановления металлических поверхностей в инструментальной и штамповой промышленности.
На выставке Moldmaking 2002 в Чикаго, Trumpf Inc.предложила компаниям попробовать свою новую систему микросварки PowerWeld. Большинство людей успешно выполняли сварные швы на деталях из инструментальной стали в течение нескольких минут после того, как сели за лазерный станок. Для сегмента рынка ремонта штампов в сварочных технологиях не было большого прогресса, поэтому производители инструментов, похоже, довольны внедрением лазерной сварки и ее возможностями в будущем.
Первоначальная высокая стоимость лазерного оборудования по сравнению с GTAW вызвала некоторые опасения, но можно показать, что этот относительно простой в использовании процесс позволяет использовать собственные возможности, что приводит к более высокой производительности.
Сегодня современный слесарь-слесарь может быстро освоить лазерную сварку проволокой с ручной подачей проволоки в считанные часы. JT может предвидеть день, когда портативные лазерные устройства будут выполнять большую часть общих потребностей в сварке плавлением.
Компания Trumpf USA выбрала Joining Technologies в качестве основного дистрибьютора и технологического партнера для внедрения PowerWeld в США. В комплект рабочей станции PowerWeld входит джойстик или рабочий стол с ЧПУ, дополненный установленным на оси Z 25-кратным микроскопом с креплением для камеры CCD, приспособлением для подачи газа и внутренней системой удаления дыма и сажи.