Ремонт сварочных инверторов своими руками схемы: виды неисправностей, их возникновения, ремонт
alexxlab | 09.09.2018 | 0 | Разное
виды неисправностей, их возникновения, ремонт
Довольно часто домашние мастера сталкиваются с необходимостью выполнения сварочных работ. Для этого им необходимо специальное сварочное оборудование.Сегодня сварочные инверторы являются довольно распространенным видом подобных аппаратов, которые все чаще можно встретить у многих владельцев. Однако в определённый момент это оборудование может выходить из строя, что заставляет задумываться о ремонте.
Причем в этом случае необязательно обращаться к специалистам, в некоторых случаях можно вернуть сварочный аппарат в рабочее состояние своими силами. Главное — знать, что именно привело к неисправности и каким образом можно ликвидировать ее самостоятельно, не неся необязательных расходов на сервисное обслуживание.
Ремонт сварочных инверторов своими руками
Одним из главных качеств, которые обеспечили популярность сварочных инверторных аппаратов, является высокое качество сварки, которое может обеспечить любой человек, не обладающий достаточными навыками в обращении с ним. При этом сами условия по эксплуатации этого агрегата отличаются высоким уровнем удобства.
При этом сами условия по эксплуатации этого агрегата отличаются высоким уровнем удобства.Нужно упомянуть о наличии у этого оборудования более сложной конструкции, если сравнивать его со сварочными выпрямителями и трансформаторами. Это, в свою очередь, негативно отражается на их надежности. Также нужно сказать о том, что перечисленные выше предшественники представляют с собой электротехнические устройства. В отличие от них инверторные аппараты — это одна из разновидностей сложных электронных приборов.
По этой причине, если владелец столкнулся с неполадками в работе сварочного инвертора, для обнаружения причины неисправности и выполнения непосредственно ремонта необходимо убедиться в работоспособности составных его элементов: диодов, транзисторов, стабилитронов, резисторов, а также иных элементов электронной схемы инвертора. Следует также быть готовым к тому, что пользователь столкнется с необходимостью использования таких устройств, как вольтметр, цифровой мультиметр, а также иной рядовой измерительной техники, включая и осциллограф.
Схема ремонта сварочного инвертора своими руками
Приступая к ремонту инверторных сварочных аппаратов, необходимо помнить о следующем моменте: довольно часто сложно понять, ориентируясь лишь на характер возникшей неполадки, что же именно привело к прекращению работы аппарата.В подобной ситуации владельцу не остается ничего другого, как по очереди проверять каждый элемент схемы. Поэтому, чтобы ремонт оправдал затрачиваемые на него усилия и время и обеспечить необходимый результат, владелец подобного аппарата должен обладать определенными познаниями в электронике, а также хотя бы минимальными навыками работы с электросхемами.
Если он в этом плане не разбирается, то, решившись на самостоятельный ремонт инверторного сварочного аппарата, он рискует лишь понапрасну потерять силы, время, не добившись своей цели. Не исключено, что его инициатива может ухудшить работу устройства, а выполненные им действия станут причиной возникновения новых неполадок.
Основные неисправности сварочных инверторов
Если рассмотреть все неполадки, которые диагностируют при эксплуатации сварочных инверторов любого типа, то они могут быть классифицированы на несколько групп:
- неполадки, возникшие в результате неграмотного выбора рабочего режима сварки;
- неполадки, причиной появления которых является неисправность или же неправильная работа электронных составляющих оборудования.


Вне зависимости от характера неисправности подобная ситуация не позволит владельцу продолжить в привычном режиме сварку. К появлению неисправности в работе сварочного инвертора могут приводить различные факторы. Для определения точной причины необходимо проверять по очереди каждый из них, причем вначале начинают с простых операций и постепенно продвигаются к более сложным. После проведения всех рекомендуемых диагностических процедур может случиться так, что сварочный аппарат по-прежнему находится в нерабочем режиме. В этом случае можно предположить, что неполадки связаны с нерабочей электросхемой инверторного модуля. Чаще всего выход из строя электронной схемы происходит по следующим причинам:
- Проникновение влаги внутрь устройства. В большинстве случаев этому способствуют осадки.
- В случае скопления под корпусом пыли возникают благоприятные условия для нарушения правильного охлаждения составляющих узлов электронной схемы. Чаще всего наибольшему риску загрязнения подвержено оборудование, которое используется на строительных площадках. Для предотвращения выхода из строя инвертора под влиянием подобных условий работы следует регулярно выполнять его чистку.
- Пренебрежение рекомендациями изготовителя относительно подходящего режима использования инвертора, работающего без перерывов. Это также может стать одной из причин возникновения неполадок в работе электроники оборудования, возникающих на фоне его перегрева.
 Для предотвращения выхода из строя инвертора под влиянием подобных условий работы следует регулярно выполнять его чистку.
Для предотвращения выхода из строя инвертора под влиянием подобных условий работы следует регулярно выполнять его чистку.Распространенные неисправности инверторов
Обычно инверторные аппараты выходят из строя по причине воздействия внешних факторов, а также неправильной настройки и пренебрежения рекомендациями по использованию аппарата. Среди подобных ситуаций чаще всего можно наблюдать следующие:
- Процесс горения сварочной дуги имеет неустойчивый характер или же отмечается слишком сильное разбрызгивание материала электрода. Столкнуться с подобным можно в том случае, если был неправильно подобран ток. Во избежание проблем нужно ориентироваться на диаметр и тип электрода, а также скорость сварки. Эту задачу производитель решает за потребителя, приводя соответствующие рекомендации по определению силы тока на упаковке. Если же подобные сведения отсутствуют, то можно воспользоваться следующей формулой: ток определяется из расчета 20-40 А на каждый миллиметр диаметр электрода. При достаточно медленной скорости сварки необходимо выбрать меньшую величину тока.
- Сварочный электрод с усилием отводится от металла. Подобная ситуация может возникать из-за нескольких различных факторов. В большинстве случаев этому способствует чересчур низкое питающее напряжение сети, к которой подключено оборудование. Если же сварочные работы выполняются с применением инвертора, рассчитанного на эксплуатацию при пониженном напряжении, то причиной его выхода из строя может стать снижение величины напряжения в случае подключения нагрузки, не превышающий уровня, который соответствует минимальному. Наряду с этим неисправности могут быть связаны с плохим контактом модулей прибора в панельных гнездах. Для решения этой проблемы необходимо подтянуть крепления или же гораздо плотнее зафиксировать вставки. Если на входе аппарата наблюдается падение напряжения, в качестве причины этого может служить использование сетевого удлинителя, где применяется кабель с сечением менее 2,5 мм2. В таких условиях также можно наблюдать уменьшение питающего напряжения сварочного аппарата во время выполнения работ. Неполадки в работе оборудования могут возникнуть и из-за слишком длинного удлинителя. Не следует использовать провод, который в длину достигает более 40 метров, поскольку в этом случае нельзя обеспечить эффективную работу устройства. В противном случае в питающей цепи будут наблюдаться слишком большие потери. Причиной возникновения прилипания может выступать подгорание или окисление контактов в цепи питания. На фоне такого явления напряжение также может в значительной степени просто «просаживаться». Столкнуться с такой проблемой можно и тогда, когда была проведена посредственная подготовка свариваемых элементов.
- При включенном инверторе индикаторы показывают рабочее состояние, при этом невозможно осуществлять сварку. Обычно причиной подобной неполадки является перегрев оборудования, при этом довольно сложно увидеть свечение контрольного индикатора или лампы, а звуковой сигнал в используемой модели не предусмотрен. Другой причиной подобной неисправности может быть самостоятельное отсоединение сварочных проводов или их повреждение.
- Во время сварки можно столкнуться с постоянным отключением сетевого напряжения. Чаще всего это связано с ошибками относительно выбора для электрощитка автоматического выключателя. Для правильной работы нужно, чтобы этот прибор был предназначен для использования с током до 25 А.
- Невозможно включить инвертор. Столкнулся с подобной неполадкой можно, если в сети наблюдается низкое напряжение, которого не хватает для создания нормальных условий для выполнения сварочных работ.
- Отключение инвертора при длительном выполнении сварочных работ. Наиболее вероятной причиной прекращения работы аппарата следует назвать срабатывание защиты по температуре, однако это не следует считать неполадкой. Достаточно сделать перерыв в 20-30 минут, после чего можно продолжать работу.
 Эту задачу производитель решает за потребителя, приводя соответствующие рекомендации по определению силы тока на упаковке. Если же подобные сведения отсутствуют, то можно воспользоваться следующей формулой: ток определяется из расчета 20-40 А на каждый миллиметр диаметр электрода. При достаточно медленной скорости сварки необходимо выбрать меньшую величину тока.
Эту задачу производитель решает за потребителя, приводя соответствующие рекомендации по определению силы тока на упаковке. Если же подобные сведения отсутствуют, то можно воспользоваться следующей формулой: ток определяется из расчета 20-40 А на каждый миллиметр диаметр электрода. При достаточно медленной скорости сварки необходимо выбрать меньшую величину тока. Для решения этой проблемы необходимо подтянуть крепления или же гораздо плотнее зафиксировать вставки. Если на входе аппарата наблюдается падение напряжения, в качестве причины этого может служить использование сетевого удлинителя, где применяется кабель с сечением менее 2,5 мм2. В таких условиях также можно наблюдать уменьшение питающего напряжения сварочного аппарата во время выполнения работ. Неполадки в работе оборудования могут возникнуть и из-за слишком длинного удлинителя. Не следует использовать провод, который в длину достигает более 40 метров, поскольку в этом случае нельзя обеспечить эффективную работу устройства. В противном случае в питающей цепи будут наблюдаться слишком большие потери. Причиной возникновения прилипания может выступать подгорание или окисление контактов в цепи питания. На фоне такого явления напряжение также может в значительной степени просто «просаживаться». Столкнуться с такой проблемой можно и тогда, когда была проведена посредственная подготовка свариваемых элементов.
Для решения этой проблемы необходимо подтянуть крепления или же гораздо плотнее зафиксировать вставки. Если на входе аппарата наблюдается падение напряжения, в качестве причины этого может служить использование сетевого удлинителя, где применяется кабель с сечением менее 2,5 мм2. В таких условиях также можно наблюдать уменьшение питающего напряжения сварочного аппарата во время выполнения работ. Неполадки в работе оборудования могут возникнуть и из-за слишком длинного удлинителя. Не следует использовать провод, который в длину достигает более 40 метров, поскольку в этом случае нельзя обеспечить эффективную работу устройства. В противном случае в питающей цепи будут наблюдаться слишком большие потери. Причиной возникновения прилипания может выступать подгорание или окисление контактов в цепи питания. На фоне такого явления напряжение также может в значительной степени просто «просаживаться». Столкнуться с такой проблемой можно и тогда, когда была проведена посредственная подготовка свариваемых элементов.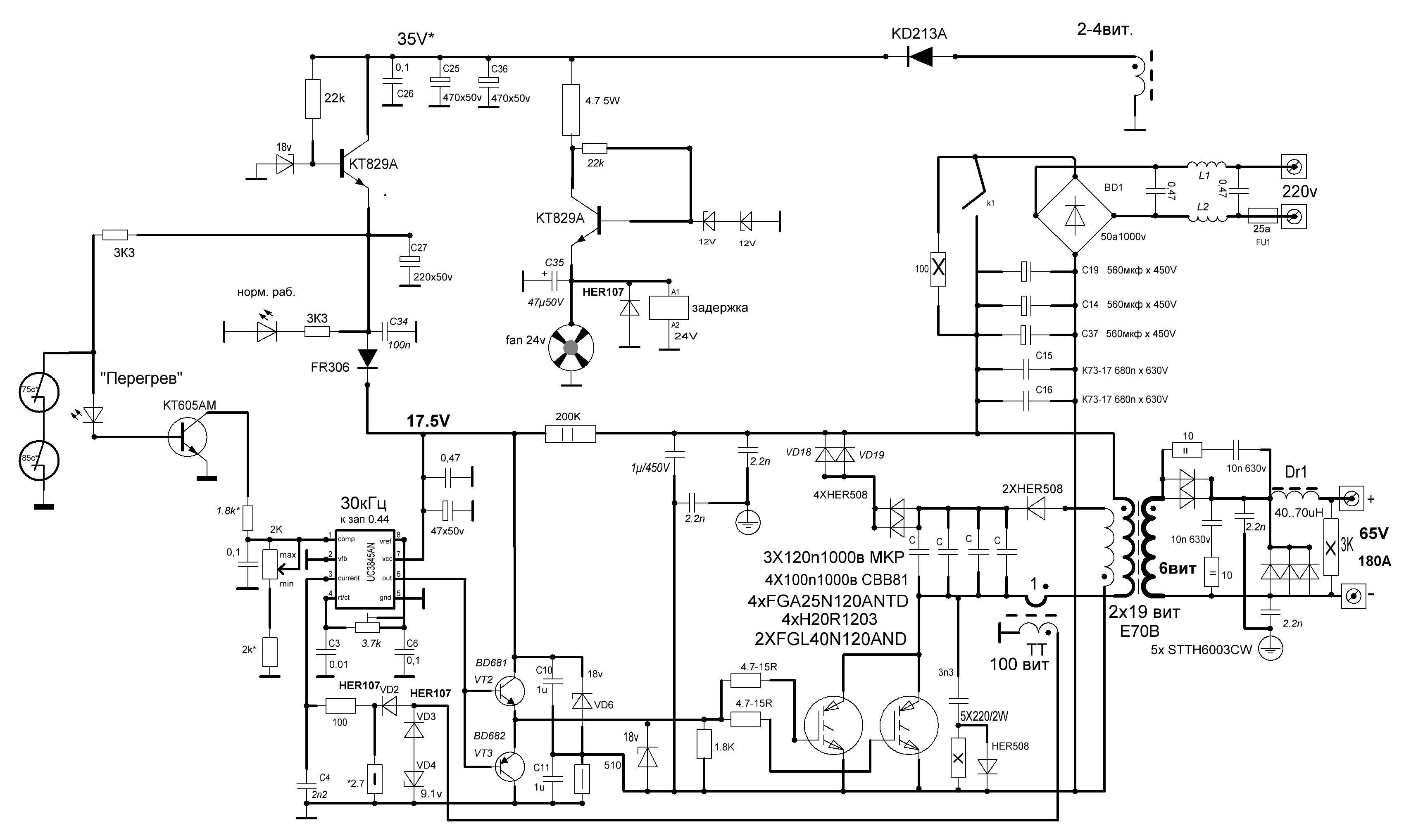
 Наиболее вероятной причиной прекращения работы аппарата следует назвать срабатывание защиты по температуре, однако это не следует считать неполадкой. Достаточно сделать перерыв в 20-30 минут, после чего можно продолжать работу.
Наиболее вероятной причиной прекращения работы аппарата следует назвать срабатывание защиты по температуре, однако это не следует считать неполадкой. Достаточно сделать перерыв в 20-30 минут, после чего можно продолжать работу.Ремонт инверторных сварочных аппаратов
Признаком возникновения серьезных неполадок в работе инверторного модуля может выступать возникновение запаха гари из корпуса аппарата. В подобной ситуации наилучшим решением будет вызов специалистов сервисной службы. Чтобы устранить подобную неисправность своими руками, владелец должен обладать определенными навыками и знаниями.
Технология работ
Процедура ремонта своими руками заключается в получении доступа к корпусу аппарата, дальнейшем обследовании его начинки. В некоторых случаях причиной неисправности может быть некачественная пайка элементов, кабелей, иных контактов на платах схемы.Поэтому в подобной ситуации вернуть прибор в рабочее состояние можно путем перепайки. На начальном этапе нужно попытаться выяснить, какие элементы вышли из строя. На это могут указывать трещины, темные пятна на корпусе или признаки прогорания на плате выводов, а также вздутие верхней части электролитических конденсаторов.
На начальном этапе нужно попытаться выяснить, какие элементы вышли из строя. На это могут указывать трещины, темные пятна на корпусе или признаки прогорания на плате выводов, а также вздутие верхней части электролитических конденсаторов.
После того, как удалось установить неисправные узлы, их необходимо выпаять, далее установить вместо них идентичные или схожие с ними по характеристикам детали. При выборе заменяемых деталей необходимо обращать внимание на маркировку, присутствующую на корпусе, либо использовать таблицы. Во время извлечения поврежденных элементов рекомендуется применять паяльник с отсосом. Это позволит с минимальными затратами времени выполнить работу и избежать серьезных проблем.
В некоторых случаях обследование может не дать результатов. В подобной ситуации имеет смысл начать прозванивать элементы, используя для этого омметр или мультиметр. Наименьший уровень защиты имеют транзисторы. По этой причине во время ремонта прибора необходимо в первую очередь обследовать их и проверить работоспособность. В большинстве своем силовые транзисторы отличаются высокой надежностью. И если все же они оказались неисправны, то чаще всего благоприятствующим этому фактором становится отказ элементов «раскачивающего» их контура. Элементы последнего и нужно проверить в самом начале. После выполнения проверки необходимо подвергнуть прозванию и прочие элементы платы.
В большинстве своем силовые транзисторы отличаются высокой надежностью. И если все же они оказались неисправны, то чаще всего благоприятствующим этому фактором становится отказ элементов «раскачивающего» их контура. Элементы последнего и нужно проверить в самом начале. После выполнения проверки необходимо подвергнуть прозванию и прочие элементы платы.
При обследовании платы следует уделить внимание состоянию каждого печатного проводника, где нужно убедиться, что они не имеют обрывов и подгаров. Если были обнаружены подгоревшие участки, их нужно убрать и напаять перемычки. Эту операцию выполняют своими руками по той же схеме, как и при повреждении кабеля ПЭЛ. Если потребуется, то проверке следует подвергнуть и контакты каждого из присутствующих в устройстве разъемов. В некоторых случаях их придется зачистить.
Заключение
Инверторные сварочные аппараты способны намного упростить процедуру сварки различных изделий. Выход из строя этого оборудования может огорчить любого владельца. Однако не стоит раньше времени обращаться к специалистам сервисного центра. В ряде случаев вернуть в работоспособное состояние аппарат можно и своими руками. Часто это оборудование имеет довольно простые неисправности, которые можно легко устранить. Главное — четко понимать, что именно привело к выходу из строя аппарата и как правильно выполнить ремонт.
Однако не стоит раньше времени обращаться к специалистам сервисного центра. В ряде случаев вернуть в работоспособное состояние аппарат можно и своими руками. Часто это оборудование имеет довольно простые неисправности, которые можно легко устранить. Главное — четко понимать, что именно привело к выходу из строя аппарата и как правильно выполнить ремонт.
Ремонт сварочных инверторов своими руками – основные положения + Видео
1 Особенности ремонта сварочных инверторов
Сварочные инверторные аппараты обеспечивают высокое качество сварки при минимальных профессиональных навыках и максимальном комфорте сварщика. У них более сложная, чем у сварочных выпрямителей и трансформаторов, конструкция и, соответственно, менее надежная. В отличие от вышеуказанных предшественников, являющихся в большей мере электротехническими изделиями, инверторные аппараты представляют собой достаточно сложное электронное устройство.
Поэтому в случае выхода из строя какого-либо компонента этого оборудования неотъемлемой частью диагностики и ремонта будет проверка работоспособности диодов, транзисторов, стабилитронов, резисторов, прочих элементов электронной схемы инвертора. Не исключено, что потребуется умение работать не только с вольтметром, цифровым мультиметром, прочей рядовой измерительной техникой, но и с осциллографом.
Ремонт инверторных сварочных аппаратов отличается также следующей особенностью: нередки случаи, когда по характеру неисправности определить вышедший из строя элемент невозможно или трудно и приходится последовательно проверять все компоненты схемы. Из всего вышеуказанного следует, что для успешного самостоятельного ремонта необходимы познания в электронике (хотя бы на начальном, базовом уровне) и маломальские навыки работы с электросхемами. При отсутствии оных ремонт своими руками может обернуться напрасной потерей сил, времени и даже привести к появлению дополнительных неисправностей.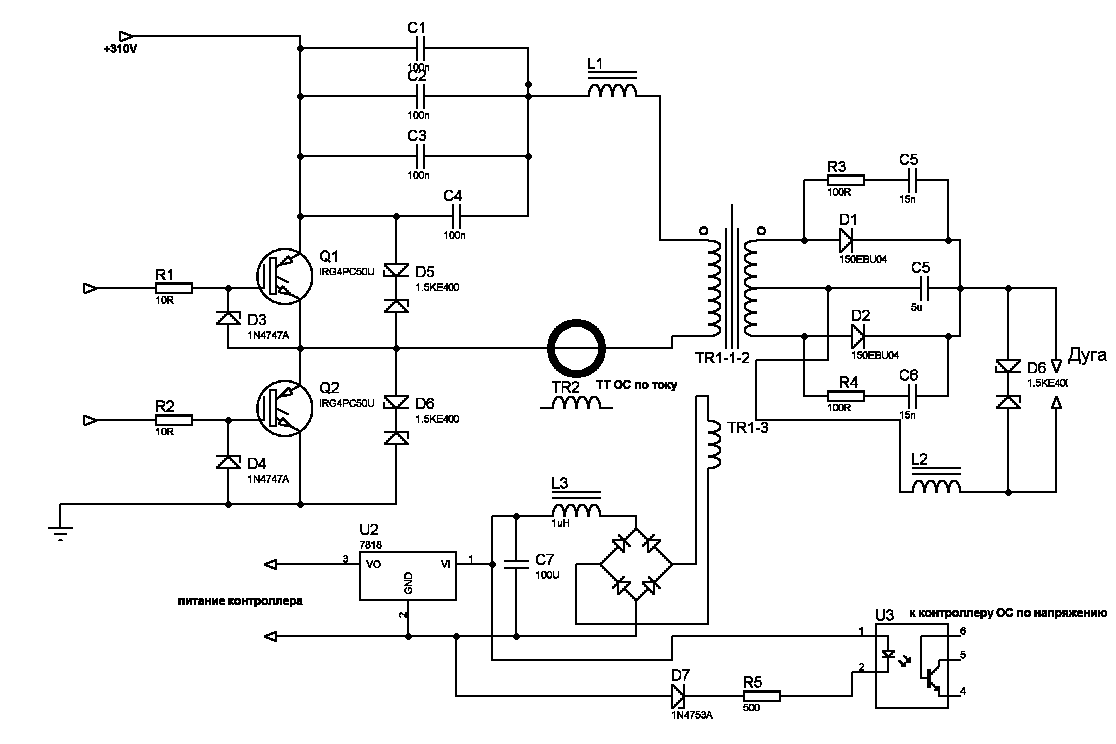
В комплекте с каждым агрегатом идет инструкция, в которой содержится полный перечень возможных неисправностей и соответствующие способы решения образовавшихся проблем. Поэтому, прежде чем что-либо предпринимать, следует ознакомится с рекомендациями предприятия-производителя инвертора.
2 Неисправности сварочных инверторов – основные виды и причины
Все неисправности сварочных инверторов любого типа (бытовых, профессиональных, промышленных) можно разделить на следующие группы:
- обусловленные неправильным выбором рабочего режима сварки;
- связанные с выходом из строя или неправильной работой электронных компонентов аппарата.
В любом случае сварочный процесс затруднен или невозможен. Неполадка в работе аппарата может быть вызвана несколькими факторами. Выявлять их следует последовательно, переходя от простого действия (операции) к более сложному. Если все рекомендуемые проверки выполнены, но нормальная работа сварочного аппарата не восстановлена, то велика вероятность неисправности электросхемы инверторного модуля. Основные причины отказа электронной схемы:
Если все рекомендуемые проверки выполнены, но нормальная работа сварочного аппарата не восстановлена, то велика вероятность неисправности электросхемы инверторного модуля. Основные причины отказа электронной схемы:
- Попадание внутрь устройства влаги – чаще всего происходит из-за осадков (снег, дождь).
- Пыль, скопившаяся внутри корпуса, нарушает нормальное охлаждение элементов электронной схемы. Как правило больше всего пыли попадает в аппарат при его эксплуатации на строительных площадках. Чтобы это не послужило причиной поломки инвертора, его необходимо периодически чистить.
- Несоблюдение предусмотренного изготовителем режима непрерывности сварочных работ – также способно привести к выходу из строя электроники инвертора в результате ее перегрева.
3 Наиболее распространенные неисправности инверторных аппаратов
Чаще всего неисправности связаны с внешними факторами, настройками и ошибками в эксплуатации инвертора. Наиболее типичные ситуации:
Наиболее типичные ситуации:
- Сварочная дуга горит неустойчиво или работа сопровождается чрезмерным разбрызгиванием материала электрода. Это происходит при неправильном выборе тока, который должен соответствовать диаметру и типу электрода, а также скорости сварки. Рекомендации по подбору силы тока производитель электродов указывает на упаковке. При отсутствии такой информации стоит применять простейшую формулу: подавать 20–40 А из расчета на 1 мм диаметра электрода. В случае уменьшения скорости сварки следует снизить величину тока.
- Сварочный электрод прилипает к металлу – может быть вызвано несколькими причинами. Чаще всего такое происходит из-за слишком низкого питающего напряжения сети, к которой подключен аппарат, а в случае инвертора с возможностью работы при пониженном напряжении – снижение последнего при подключении нагрузки до уровня меньшего, чем предусмотренный минимум. Еще одна возможная причина – плохой контакт модулей аппарата в панельных гнездах. Устраняется подтягиванием креплений или более плотным фиксированием вставок (плат).
- Инвертор включен, его индикаторы работают, а сварки нет. Чаще всего это происходит из-за перегрева аппарата, когда свечение контрольного индикатора или лампы (при наличии) малозаметно, а звуковой сигнал у инвертора отсутствует. Вторая причина – самопроизвольное отсоединение сварочных кабелей или их обрыв (повреждение).
- Отключение сетевого напряжения при сварке – в электрощитке установлен неправильно подобранный автоматический выключатель. Это устройство должно быть рассчитано на ток до 25 А.
- Инвертор не включается – низкое напряжение в сети, недостаточное для работы аппарата.
- Прекращение работы инвертора в процессе продолжительной сварки – вероятнее всего сработала защита по температуре, что не является неисправностью. Выдержав паузу в 20–30 минут сварку можно возобновить.


4 Самостоятельный ремонт инверторных сварочных аппаратов
Чтобы выявить и устранить причину неисправности, корпус аппарата вскрывают и производят визуальный осмотр его начинки. Иногда все дело только в некачественной пайке деталей, проводов, других контактов на платах схемы и достаточно произвести их перепайку, чтобы аппарат заработал. Поврежденные детали сначала пытаются определить визуально – они могут быть треснутыми, иметь потемневший корпус или прогоревшие на плате выводы, электролитические конденсаторы будут вздутыми в верхней части. Все выявленные неисправные элементы выпаивают и заменяют на такие же или аналогичные с подходящими характеристиками. Подбор производят по маркировке на корпусе или по таблицам. При выпаивании деталей использование паяльника с отсосом обеспечит максимальные скорость и удобство работы.
Иногда все дело только в некачественной пайке деталей, проводов, других контактов на платах схемы и достаточно произвести их перепайку, чтобы аппарат заработал. Поврежденные детали сначала пытаются определить визуально – они могут быть треснутыми, иметь потемневший корпус или прогоревшие на плате выводы, электролитические конденсаторы будут вздутыми в верхней части. Все выявленные неисправные элементы выпаивают и заменяют на такие же или аналогичные с подходящими характеристиками. Подбор производят по маркировке на корпусе или по таблицам. При выпаивании деталей использование паяльника с отсосом обеспечит максимальные скорость и удобство работы.
Если визуальный осмотр не принес результата, то переходят к прозваниванию (тестированию) деталей с помощью омметра или мультиметра. Самыми уязвимыми элементами инверторных модулей являются транзисторы. Поэтому ремонт аппарата обычно начинают с их осмотра и проверки. Силовые транзисторы редко сами по себе выходят из строя – как правило этому предшествует отказ элементов “раскачивающего” их контура (драйвера), детали которого проверяют в первую очередь. Точно так же, посредством тестера, прозванивают остальные элементы платы.
Точно так же, посредством тестера, прозванивают остальные элементы платы.
На плате необходимо проверить состояние всех печатных проводников на предмет отсутствия обрывов и подгаров. Подгоревшие участки удаляют и напаивают перемычки, как и в случае обрывов, проводом ПЭЛ (с сечением, соответствующем проводнику платы). Следует также проверить и в случае необходимости зачистить (стирательной белой резинкой) контакты всех имеющихся в аппарате разъемов.
Выпрямители (входные и выходные), представляющие собой обычные диодные мосты, закрепленные на радиаторе, считаются достаточно надежными компонентами инверторов. Но иногда и они выходят из строя. Производить проверку диодного моста удобнее всего после отпаивания от него проводов и снятия с платы. Если вся группа диодов звонится накоротко, то следует искать пробитый (неисправный) диод.
В последнюю очередь проверяют плату управления ключами. В инверторном модуле это наиболее сложный элемент и от его функционирования зависит работа всех остальных компонентов аппарата.
При неясных и более сложных, чем описанные выше, случаях потребуется вмешательство специалистов. Пытаться устранить неисправность самостоятельно не стоит, особенно когда инверторный аппарат находится на гарантии.
ремонт сварочных инверторов своими руками: схемы аппаратов, неисправности, force срабатывает термозащита, не включается
Сложная техника выходит из строя в неподходящий момент. Оперативный ремонт инверторных сварочных аппаратов своими руками для одних не составит труда. Половина владельцев обратится в сервисный центр, хотя в простых случаях разобраться в причине отказа и решить проблему домашними средствами вполне по силам.
Назначение и особенности
Назначение инвертора – преобразование переменного сетевого тока высокой частоты
 Использование – для дуговой сварки плавким электродом, проволокой с барабана в режиме полуавтомата, неплавящимся электродом с ручной подачей присадочного материала.
Использование – для дуговой сварки плавким электродом, проволокой с барабана в режиме полуавтомата, неплавящимся электродом с ручной подачей присадочного материала.Преобразователи напряжения мостовые 4-транзисторные полные ставятся на профессиональное оборудование. Полумостовые двухтактные на 2 транзисторах – на бытовые аппараты.
Блоковая схема устройства определяет значимые компоненты, несущие основную нагрузку, при ремонте сварочного инвертора своими руками тестируются сначала эти элементы:
- Входной блок выпрямления, основа – диодный мост на радиаторе, дополнительное оборудование: приточный вентилятор, термодатчик для разрыва цепи при достижении температуры диодов 800 С,
- Сетевой (конденсаторный) фильтр запараллелен с диодным мостом, назначение – выравнивание пульсаций переменного тока с сблокированными конденсаторами на 400 В каждый,
- Транзисторный преобразователь частоты переводит постоянный ток в переменный с учащением до 100 кГц, для нейтрализации всплесков электромагнитных волн и напряжения перед частотным преобразователем ставится RC-фильтр подавления помех,
- Трансформатор понижающий высокочастотный с ферритовым магнитопроводом приводит напряжение к значению 70 В,
- Выходной выпрямитель оборудован диодами с завидной реактивностью: полный цикл операций по открытию, закрытию, восстановлению укладывается в 50 ns или 5х10-8сек. ,
- Управляет инвертором микропроцессор.
 ,
,Факторы выхода техники из строя
Причиной отказов инвертора часто становится пользователь. Элементарное несоблюдение правил эксплуатации приводит к дорогостоящим ремонтам и мотивированным отказам в гарантийном обслуживании:
- Превышение продолжительности включения (ПВ). Продолжительная эксплуатация без регламентированных перерывов приводит к перегреву,
- Работа в запылённых помещениях, несвоевременная очистка, результат – снижение теплоотдачи: активизация осаждения пыли вследствие электризации, перегрев,
- Выпадение конденсата при контрасте температур, проникновение капель осадков внутрь,
- Неверно выбран рабочий режим.
Поиск причин начинать нужно с изучения приобретения: методика выявления распространённых неисправностей и пути решения задач расписаны детально. Специальных знаний для устранения помех не требуется
Неисправности инверторного сварочного аппарата в режиме MMA
| Замеченная неисправность | Методы устранения |
| Нестабильность дуги | Установить силу тока 25–40 А на 1 мм диаметра электрода |
| Залипание электрода | а) Стабилизировать напряжение сети, б) Зажать кабельные вставки, в) Устранить подгорание, окисление контактов, г) Увеличить сечение питающего провода, д) Зачистить заготовки. |
| Индикатор сети горит, сварки нет | а) Восстановить обрыв кабелей, б) Проверить и закрепить зажимы массы, держателя электрода. |
| Индикатор сети не горит, нет дуги, вентилятор не работает | а) Нет напряжения (обрыв питающего кабеля), б) Сработала защита при избыточном напряжении сети. |
| Нет сварочной дуги, индикации, вентилятор работает | Нарушение соединений внутри прибора. Требуется вмешательство специалиста. |
| Отключение напряжения под нагрузкой | Заменить автоматический выключатель сети: а) неисправен, б) не соответствует номиналу. |
| Отсутствие индикации, инверторная сварка не включается | а) Проверить состояние сети, электрогенератора, б) Удостовериться в целостности силового кабеля, в) Обратиться в сервисный центр. |
| Горит индикатор перегрева | Превышение ПН. Остудить аппарат. |
| Ненормативное искрение электрода, затруднённая сварка | Смените полярность. |
| Нет регуляции сварочного тока | а) Нарушение соединений регулятора, б) Замыкание в дросселе, пробой вторичного трансформатора – тестирование, замена. |
| Избыточное энергопотребление, даже без нагрузки | Межвитковое замыкание трансформатора. Обратиться в мастерскую. |
Единичное самоотключение инвертора настораживает – нужна доскональная проверка защитных функций.
Ремонт своими руками, схемы
Проявление причин отказа предпочтительно искать на стадии первых проявлений, не доводя до аварийной остановки. Посторонние звуки, изменение качества сварки на привычном режиме – тревожный сигнал.
Пример. В режиме сварка force срабатывает термозащита, ремонт своими силами доступен только ассу электроники. Краткий перечень вероятных неполадок, если не помогло пылеудаление:
- Перегрев вывел из строя выводы управления силовых ключей,
- Разрегулирован термодатчик,
- Термическая нестабильность неизвестного элемента схемы,
Появление свиста высоких тонов – предупреждение о критическом состоянии электроники, так проявляется пробой вторичного выпрямителя, платы управления.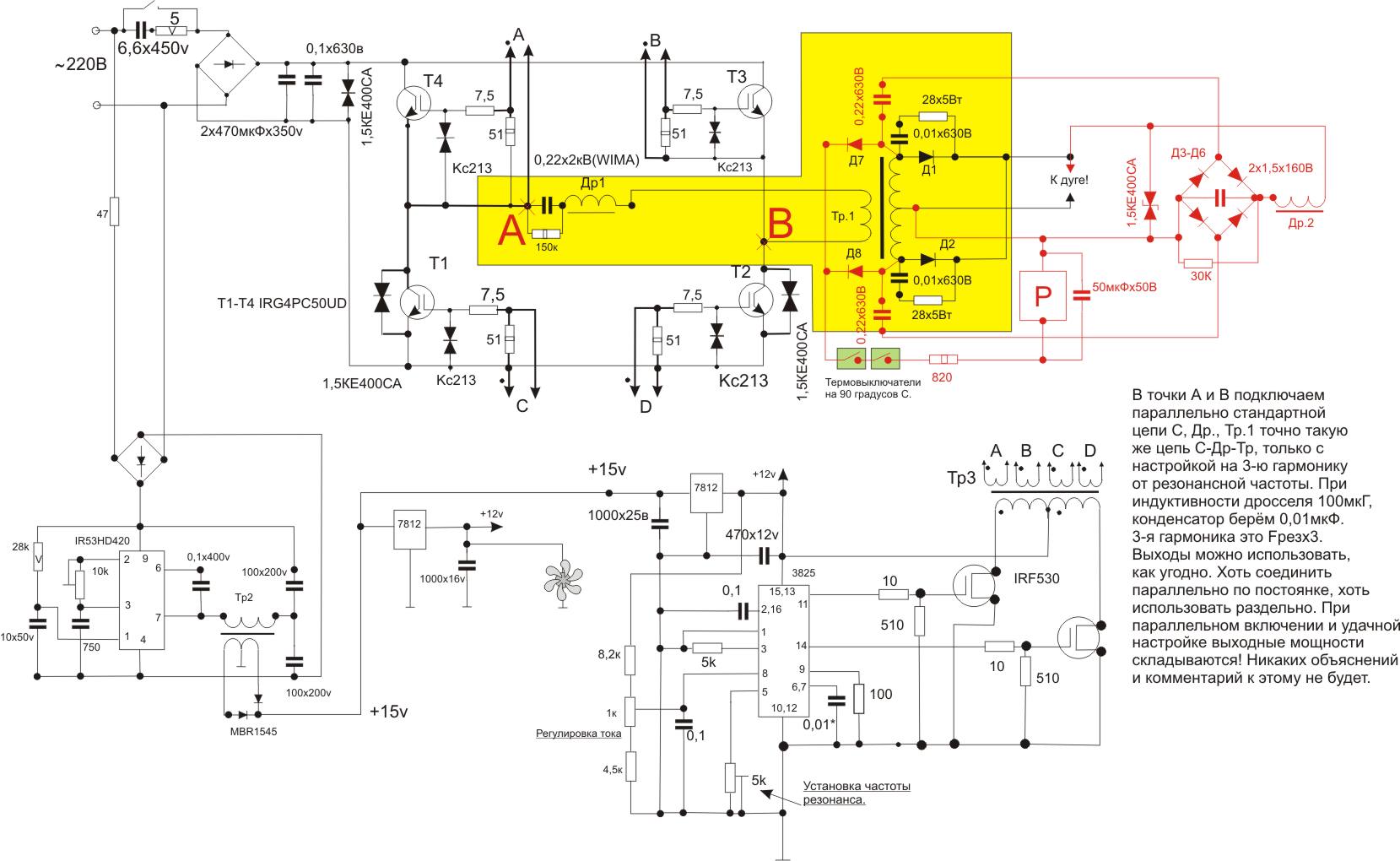
Для тестирования и ведения самостоятельного ремонта инвертора своими руками потребуются кроме паяльника с отсосом:
- Многорежимный мультиметр для прозвона целостности цепей, диодов, измерения напряжения и сопротивления,
- Осциллограф для остальных элементов электронной начинки.
Схема аппарата Ресанта.
Изредка достаточно визуального осмотра для определения отошедших проводников, вздувшихся, потемневших деталей. Равноценная замена без схемы затруднена – встречаются нечитаемые маркировки.
Ремонтники поступают проще: прозванивают блоки, начиная с силового, как более уязвимого. И далее ревизуются составные элементы, перемычки печатных плат. Плата управления ключами – самый ответственный участок. Прохождение сигналов на шины затворов проверяются осциллографом.
Далее следует подробная перепроверка. Только после этого проводится силовое испытание. Дерзайте, ищите способы и методы устранения проблем в пределах компетенции. С электроникой следует проявить осторожность и осмотрительность, чтобы не удвоить стоимость ремонта.
С электроникой следует проявить осторожность и осмотрительность, чтобы не удвоить стоимость ремонта.
принципы и правила, как сделать своими руками
Сварочные аппараты инверторного типа в наши дни являются надёжными помощниками в выполнении работ квалифицированными специалистами. Их поломка и последующий ремонт у мастера может затянуться, а время простоя — сказаться на оперативности выполнения работ и потере денег. Некоторые прибегают к самостоятельной починке аппарата.
Ремонт инверторных сварочных аппаратов своими руками довольно прост, если знать типовые неисправности и иметь нужное оборудование и запчасти. Здесь помогут как измерительная техника вроде мультиметров и осциллографов, так и обычный мощный паяльник, качественный флюс и припой для замены повреждённых элементов. Это ведёт к значительной экономии средств на обслуживание, так как обращаться в специализированные сервисные центры придётся только в случае крупных или фатальных неисправностей.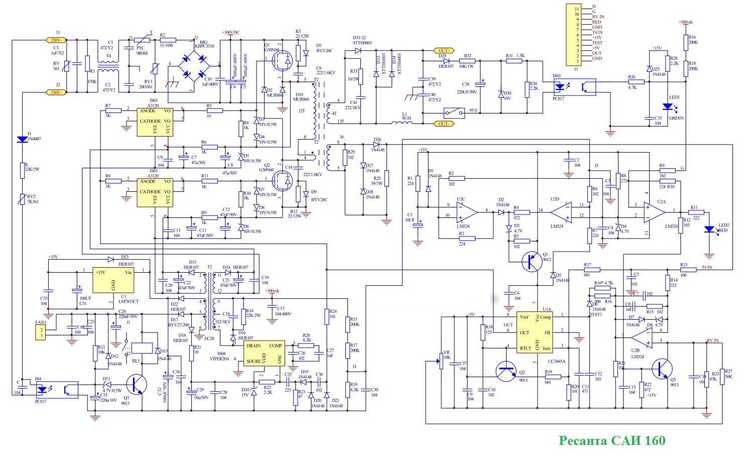
Как работает сварочный инвертор
Инверторный аппарат — источник постоянного тока, обеспечивающий во время сварки конструкций и изделий из металла зажигание и непрерывность работы электрической дуги. Это достигается высокочастотной трансформацией тока большой силы, что приводит к уменьшению размера трансформатора и делает выходящий ток стабильнее. Нужные параметры тока достигаются в несколько этапов:
- первичное выпрямление тока, поступившего из сети;
- трансформация выпрямленного тока в высокочастотный;
- увеличение силы тока высокочастотным трансформатором, что ведёт к уменьшению его напряжения;
- вторичное выпрямление до заданной величины.
Выпрямление тока происходит с помощью диодных мостов нужной мощности, частоту регулируют высокомощные трансформаторы, которые, имея высокую частоту, обеспечивают необходимую силу тока на выходе.
Конструкция инверторных аппаратов
Большинство сварочных инверторов имеет блочное строение, где каждый из блоков можно, в свою очередь, разделить на собственные составляющие. Основных блоков три:
- блок питания;
- управляющий блок;
- силовой блок.
Блок питания стабилизирует входной ток. От других элементов его обычно отделяет металлическая перегородка. Он состоит из конденсаторов, накапливающих заряд, дроссельной системы управления, собранной на диодах, и управляемого транзисторами многообмоточного дросселя.
В свою очередь, силовой блок, контролирующий процессы преобразования тока, состоит из таких частей, как:
- первичный и вторичный выпрямители — собраны на основе диодных мостов, в случае первичного способных выдерживать ток силой до 40 ампер, напряжением до 250 вольт и частотой 50 Гц, а в случае вторичного — мощных диодов, способных поддерживать ток в 250 ампер с напряжением около 100 вольт;
- инверторный преобразователь — силовой транзистор с пороговыми значениями силы, напряжения и мощности тока, соответственно, 32 ампера, 400 вольт и 8 киловатт;
- высокочастотный трансформатор, состоящий из обмоток медной ленты, делающих возможным повышение силы тока до 250 ампер с напряжением во вторичной обмотке трансформатора не выше 40 вольт.

Тепловая и силовая защита силового блока осуществляется термовыключателями и специальными платами, построенными на основе логических микросхем типа 561ЛА7 или её аналогов (CD4011 или К176ЛА7, например). Конденсаторы и резисторы входят в состав фильтров высокой частоты, защищающих преобразователи и выпрямители тока. Для охлаждения всех частей инвертора используются вентиляторы малого диаметра (до 60 мм) и радиаторы, отводящие тепло от самых горячих радиоэлектронных элементов плат.
Управляющий блок, как правило, собирают на основе либо задающего генератора, либо широкоимпульсного модулятора. В его состав входят и резонансные дроссели и конденсаторы.
Типовые неисправности инверторов
Ремонт сварочного инвертора своими руками следует начинать с установления причин выхода аппарата из строя. Таких причин может быть две: неправильно выбранный режим работы аппарата (например, когда его мощности не хватает для разрезания металла большой толщины) или неисправности в силовой и электронной части.
Признаки неправильной работы аппарата помогают понять к какой причине относится неисправность. Так, если в процессе сварки в горении дуги наблюдается неустойчивость или разбрызгивается металл, следует проверить правильность выставленной величины силы тока. Её для каждого электрода нужно подбирать в зависимости от его длины, толщины и типа. От силы тока также зависит и скорость сварки.
Если сварочный электрод прилипает к поверхности детали, но при этом величина силы тока установлена в соответствии с его характеристиками, следует проверить длину и толщину провода используемого удлинителя, так как для сварки должны использоваться электрические кабеля небольшой длины, не больше 40 метров, и сечением более 4 квадратных миллиметров. Ещё несколькими причинами этого могут быть упавшее напряжение в сети, плохо подготовленная поверхность сварки, окисление ключевых элементов схемы питания инвертора и плохой контакт блоков инвертора в панельных гнёздах.
Если аппарат отключается при продолжительном выполнении сварки деталей, ему, скорее всего, нужно дать остыть, так как срабатывает защита от перегрева. Получаса достаточно для продолжения работ.
Получаса достаточно для продолжения работ.
Невозможность включить аппарат может говорить о многих проблемах. В первую очередь следует проверить стабильность напряжения в сети, так как если оно опускается ниже 190 вольт, инвертор работать не будет.
Как отремонтировать сварочный инвертор своими руками
Приступая к ремонту, в первую очередь необходимо снять корпус инвертора, осмотреть на предмет запылённости и проверить основные силовые элементы. Признаки окисления и потемнения вследствие перегрева на платах основных блоков, вспухшие конденсаторы, выгоревшие детали, канавки на ножках электронных элементов и отсутствие контактов ножек с платой в результате некачественной пайки, всё это может привести к потере работоспособности. Если есть возможность визуально определить такие элементы, они выпаиваются с плат.
Кроме мощного паяльника здесь пригодятся отсос для припоя, легкоплавкие сплавы для упрощения съёма некоторых деталей, в пайке которых применялся, например, бессвинцовый припой, оплётки из медных нитей, позволяющие убрать крупные скопления припоя возле ножек элементов и, конечно же, качественный флюс, улучшающий теплопередачу и позволяющий припою на плате расплавляться легче.
Замена производится на детали с такой же маркировкой или аналогичные, подбираемые с помощью сравнения основных характеристик — конденсаторы могут быть чуть более высокой ёмкости, например. Оборванные провода нужно соединять аналогичными по толщине сечения и использовать термоусадочные трубки в местах спайки двух проводом между собой.
Если замена самых визуально заметных повреждений плат не помогла, следует приступить к прозвонке электронных схем. Самое уязвимое место, с которого следует начать прозвонку — это силовой блок с транзисторами. Если транзисторы не прозваниваются в соответствии с нормой, неисправность могла затронуть и драйвер, который их раскачивает.
Самый сложный ремонт, с которым можно столкнуться, обслуживая инвертор — это ремонт платы управления ключами, подающей управляющие сигналы на шины затворов блока ключей. Здесь необходимо использовать осциллограф, так как только при его помощи можно увидеть наличие этих сигналов и стабильность их прохода на блок управления.
Отремонтировать аппарат своими руками, имея определённые навыки и детали под рукой, не составляет проблем. Но если опыта работы с паяльником или понимания принципа работы радиоэлектронных деталей у вас нет, лучше всё же доверить такой ремонт профессионалам. Инвертор работает с токами большой силы и при неправильном ремонте может выйти из строя окончательно и грозить покупкой нового аппарата.
Самостоятельный ремонт сварочного инвертора: принципы и правила
Независимо от надёжности и гарантий производителя аппарат для сварки со временем выходит из строя. В некоторых случаях найти неполадку и устранить её можно своими руками. Это позволит оптимизировать расходы, связанные с его эксплуатацией.
1 / 1
Распространённые неисправности
Самое слабое звено сварочного трансформатора – это его клеммная колодка. Плохой контакт и большая величина сварочного тока приводят к сильному нагреву соединения и проводов. Результатом становится разрушение самого соединения и замыкание. Другие распространённые поломки трансформаторов:
Плохой контакт и большая величина сварочного тока приводят к сильному нагреву соединения и проводов. Результатом становится разрушение самого соединения и замыкание. Другие распространённые поломки трансформаторов:
-
Отключение оборудование в произвольном порядке.
-
Появление сильного гудения.
-
Ощутимый нагрев сварочного оборудования.
-
Плохая регулировка или низкая величина сварочного тока.
-
Повышенное потребление тока при отсутствующей нагрузке.
-
Обрыв дуги по непонятной причине.
К наиболее типичным неисправностям инверторных аппаратов относятся следующие моменты:
-
Дуга горит неустойчиво или она сопровождается большим разбрызгиванием материала электрода.
Причина этому – неправильный выбор тока и скорости сварки.
-
Инвертор находится во включённом состоянии, индикаторы работают, но сварка отсутствует. К основным причинам относятся перегрев устройства и повреждение кабелей.
-
Сварочный электрод стал прилипать к металлу. Обычно подобное происходит из-за низкого питающего напряжения электросети. Также на это может повлиять плохой контакт модулей оборудования в панельных гнёздах или слишком длинный удлинитель. Если длина последнего составляет 40 м и более, то эффективность работы сильно падает вследствие больших потерь в питающей электросети.
 Причина этому – неправильный выбор тока и скорости сварки.
Причина этому – неправильный выбор тока и скорости сварки.
Основные причины выхода инверторов из строя
Инверторный аппарат обладает более сложной, чем выпрямитель или трансформатор, конструкцией. Соответственно, она менее надёжная. В случае выхода какой-либо детали этого оборудования необходимо проверить работоспособность транзисторов, диодов и прочих элементов, относящихся к электронной схеме инвертора. Для этого пользователю нужно уметь работать с цифровым мультиметром, вольтметром и другой измерительной техникой. Не лишними будут навыки работы с осциллографом. Причины поломки электронной схемы инвертора:
Для этого пользователю нужно уметь работать с цифровым мультиметром, вольтметром и другой измерительной техникой. Не лишними будут навыки работы с осциллографом. Причины поломки электронной схемы инвертора:
-
Попадание под корпус аппарата влаги. Чаще всего причиной являются осадки: снег и дождь.
-
Скопление большого количества пыли внутри корпуса. Плохо влияет на охлаждение электронной схемы. Чаще всего пыль попадает в устройство во время его использования на стройплощадках.
-
Несоблюдение режима непрерывности сварочных работ, предусмотренного изготовителем. Может привести к выходу из строя электроники вследствие перегрева инвертора.
-
Инвертор не включается. Одна из причин – это низкое напряжение в электросети.
-
Прекращение работы устройства во время длительной работы.
Возможно, сработала защита по температуре. Это не неисправность. Нужно выдержать паузу в 20-30 мин.
 Возможно, сработала защита по температуре. Это не неисправность. Нужно выдержать паузу в 20-30 мин.
Возможно, сработала защита по температуре. Это не неисправность. Нужно выдержать паузу в 20-30 мин.
Как устранить неполадку
Выполнить ремонт сварочного аппарата своими руками можно не в каждой ситуации. Если из корпуса появился дым или вы почувствовали запах гари, то это говорит о сложности поломки. Для её устранения следует воспользоваться помощью сервисной службы.
Нередко бывает так, что определить неисправность по определённым признакам невозможно. В подобной ситуации приходится проверять один компонент схемы за другим. Из этого следует, что для ремонта своими руками требуются также познания в области электроники – хотя бы на базовом уровне. Их отсутствие может привести к появлению новых неисправностей и обернутся напрасной тратой времени. Полезные рекомендации:
-
Самостоятельный ремонт инверторных сварочных аппаратов начинается со вскрытия корпуса.
Это нужно для того, чтобы визуально осмотреть начинку.
-
Нередко причиной неполадки становится плохая произведённая пайка проводов и контактов на плате. Достаточно перепаять их, чтобы инвертор заработал в нормальном режиме.
-
Визуально определить повреждённые детали несложно. Они могут быть покрыты трещинами, иметь пригоревшие на плате выводы и потемневший корпус. Все вышедшие из строя детали нужно уделить и заменить на аналогичные. Характеристики старых и новых элементов должны совпадать. Производите подбор по специальным таблицам или маркировке на корпусе оборудования.
-
Что делать, если визуальный осмотр не помог? Нужно заняться тестированием (прозваниванием) деталей оборудования. Воспользуйтесь омметром или мультиметром. Самые уязвимые части инверторных моделей – это транзисторы. Поэтому диагностику оборудования начните с их проверки.
Также при помощи тестера нужно прозвонить оставшиеся части платы.
-
Проверьте все печатные проводники – возможно, вы найдёте обрывы или подгоревшие участки. Последние нужно удалить и напаять перемычки проводом ПЭЛ.
-
Выполните проверку контактов всех разъёмов, имеющихся в аппарате. В случае необходимости зачистите контакты. Используйте белую стиральную резинку.
-
Проверять диодные мосты удобнее после предварительного отпаивания от них проводов и удаления с платы. Несмотря на то, что они являются достаточно надёжными компонентами инвертора, иногда диодные мосты выходят из строя.
 Это нужно для того, чтобы визуально осмотреть начинку.
Это нужно для того, чтобы визуально осмотреть начинку.
 Также при помощи тестера нужно прозвонить оставшиеся части платы.
Также при помощи тестера нужно прозвонить оставшиеся части платы.
Ремонт сварочного инвертора предполагает также проверку сигналов, которые поступают на шины затворов блока ключей. Узнать, если ли этот сигнал или нет можно при помощи осциллографа. Более сложные и неопределённые случаи требуют вмешательства специалистов.
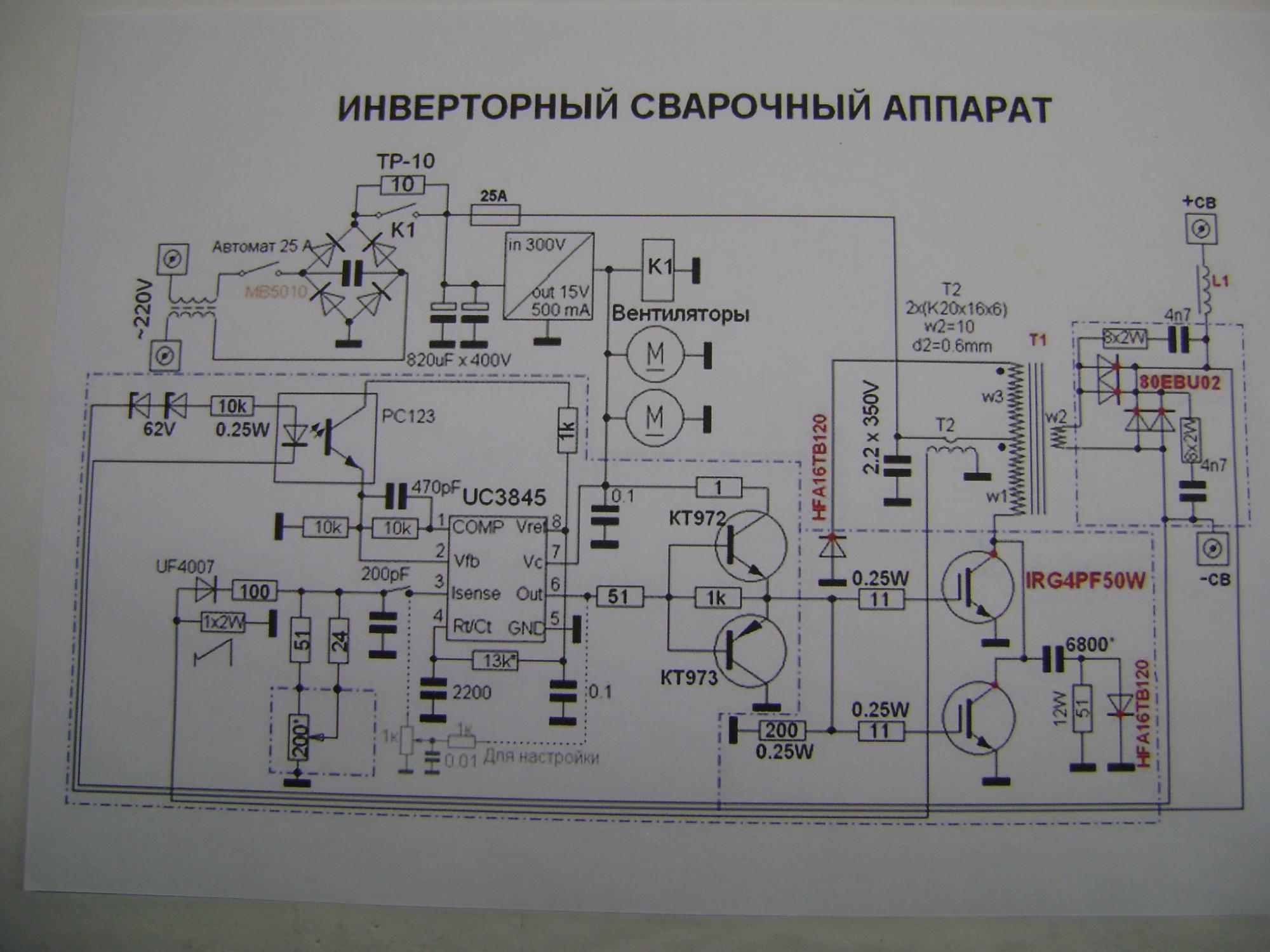
Ремонт сварочного инвертора своими руками
В последнее время для проведения сварки на загородном участке широко применяются сварочные инверторы. От обычного сварочного аппарата, основной частью которого является понижающий трансформатор сети переменного тока, сварочный инвертор отличается более высокими характеристиками.
Это отличие связано, в первую очередь с тем, что такой прибор работает на значительно более высоких частотах, чем частота сети в 50 Гц. Благодаря этому в сварочном инверторе можно использовать понижающий трансформатор, имеющий гораздо меньшие размеры и вес, чем в обычных сварочных аппаратах. Такой прибор имеет и меньшие потери, а, следовательно, больший кпд.
Блок-схема сварочного инвертора
Прежде, чем начать самостоятельный ремонт сварочного инвертора, необходимо понять принцип действия этого устройства. Основными в его конструкции являются следующие блоки:
- выпрямитель переменного тока 50 Гц с фильтром;
- инвертор с понижающим трансформатором 50-100 кГц;
- выпрямитель переменного тока 50-100кГц с фильтром;
- устройства управления и защиты;
- вентилятор.
Выпрямитель переменного тока 50 Гц предназначен для получения постоянного напряжения, используемого далее для питания инвертора. В выпрямителе обычно используется мостовая схема выпрямления. Для сглаживания получаемого после выпрямления пульсирующего напряжения используется фильтр, состоящий из конденсаторов, а в некоторых случаях — ещё и дросселя.
Полученное после выпрямителя и фильтра постоянное напряжение подается на инвертор. Инвертор — это блок, который генерирует колебания высокой частоты в 50-100 кГц.
В качестве активных элементов в таком преобразователе используются мощные транзисторы различного типа, которые работают в ключевом режиме. Частота колебаний преобразователя зависит от частоты подаваемых на ее вход сигналов из схемы управления. На его выходе подключен понижающий трансформатор.
Выпрямитель 50 -100 кГц подключен к вторичной обмотке выходного трансформатора и представляет собой мостовую схему. Особенностью выпрямительных диодов, работающих в этой схеме, является то, что кроме большого рабочего тока, они должны иметь достаточное быстродействие для того, чтобы работать на больших частотах.
Одним из разновидностей таких агрегатов является термовоздушная паяльная станция, которая является самым распространенным инструментом для бесконтактной пайки.
Важной и довольно сложной частью сварочного инвертора является схема управления. В этом блоке задается частота генерации колебаний инвертора, через него осуществляется запуск инвертора и регулировка величины тока сварки, а также производится отключение генератора в аварийных ситуациях. При этом регулировка величины тока может осуществляться различными способами – изменением амплитуды, частоты или ширины импульсов.
Наиболее распространенным способом является широтно-импульсное регулирование, поскольку в этом случае излучается меньше электромагнитных помех.
Основные причины неисправности
Появление неисправностей сварочного аппарата зависит от разных причин. Например, поломки могут возникнуть по субъективным или причинам, связанным с внешними факторами. К первым можно отнести недостаточную квалификацию пользователя аппарата, в результате чего прибор неправильно подключается или эксплуатируется. Ко вторым причинам можно отнести такие случаи, как нестабильность сети или необходимость эксплуатации устройства при плохой погоде.
Например, поломки могут возникнуть по субъективным или причинам, связанным с внешними факторами. К первым можно отнести недостаточную квалификацию пользователя аппарата, в результате чего прибор неправильно подключается или эксплуатируется. Ко вторым причинам можно отнести такие случаи, как нестабильность сети или необходимость эксплуатации устройства при плохой погоде.
Прежде, чем начинать разбирать аппарат для ремонта, необходимо проверить правильность его эксплуатации. При этом надо учитывать следующие факты:
- при неправильном выборе режима работы может происходить разбрызгивание металла или плохое горение дуги;
- частое прилипание электрода к металлу может быть связано с пониженным напряжением сети;
- длительная сварка приводит к перегреву аппарата и срабатывает реле термозащиты;
- отключение инвертора при сварке может быть вызвано выходом из строя неправильно подобранного автомата в распределительном щитке.
Ремонт сварочного аппарата инверторного типа своими руками
При сложных отказах в работе сварочного инвертора надежней всего пригласить для его ремонта специалиста. Однако в некоторых случаях устранить неисправности в работе этого агрегата можно своими руками. Поскольку сварочный инвертор имеет в своем составе большое количество различных электронных компонентов, то для его ремонта могут понадобиться соответствующие приборы и инструменты. В этот состав надо включить:
Однако в некоторых случаях устранить неисправности в работе этого агрегата можно своими руками. Поскольку сварочный инвертор имеет в своем составе большое количество различных электронных компонентов, то для его ремонта могут понадобиться соответствующие приборы и инструменты. В этот состав надо включить:
- мультиметр или тестер;
- вольтметр;
- осциллограф;
- паяльник;
- отвертку;
- пассатижи.
Убедившись, что причины, указанные в предыдущем разделе устранены, а все контактные и клеммные площадки зачищены, можно приступать к определению неисправностей и ремонту сварочного аппарата своими руками.
- Обычно вначале производится внешний осмотр схемы.
- Часто выходят из строя ключевые транзисторы.
- Необходимо проверять также входной и выходной выпрямители.
- При замене диода надо учитывать то, что в выходном выпрямителе рабочие токи могут достигать 150 А.
- Наиболее трудным и сложным в ремонте инверторных сварочных аппаратов является определение неисправности в схеме управления, от исправности которой зависит работоспособность аппарата.
Производится проверка всех печатных проводников. При наличии обрыва необходимо напаять перемычки. В случае нахождения элементов, которые по своему виду отличаются от своих соседей подгоревшими выводами или корпусом, они заменяются новыми.
Обычно на это указывает треснувший корпус и подгоревшие выводы. При подозрении на неисправность транзистор выпаивается из схемы (как проверить транзистор мультиметром — мы уже знаем).
При обнаружении короткого замыкания или холостого хода в переходах транзистора его заменяют. При монтаже нового транзистора надо учитывать то, что он крепится на радиаторе с использованием термопасты, улучшающей отвод тепла.
Сложность проверки выпрямителя состоит в том, что он представляет собой собранный и установленный на радиаторе диодный мост. Для его проверки мост надо выпаять из схемы и снять с радиатора. В такой схеме при проверке короткое замыкание показывается даже при одном закороченном диоде. Поэтому каждый диод надо прозвонить отдельно. Другой путь определения неисправного диода без его выпаивания из схемы – это использование осциллографа.
Частотный преобразователь для асинхронных двигателей служит для плавного пуска и остановки такого оборудования. Разобравшись в принципе работы и рекомендациях по обслуживанию такой прибор можно собрать своими руками.
Разобравшись в принципе работы и рекомендациях по обслуживанию такой прибор можно собрать своими руками.На основе принципа обратимости можно использовать асинхронный мотор как генератор в домашних условиях. Для этого необходимо оценить уровень эффективности такого преобразования. Любой генератор в определенных условиях требует проверки на работоспособность. Как это сделать — читайте здесь.
Это значит, что припаивать новый диод надо очень качественно, поскольку любая оплошность может привести к перегреву плохо пропаянного места, а потом и к возникновению неисправности. При ремонте импортных сварочных инверторов замену диода в выходном выпрямителе надо проводить на подобный диод.
Поскольку в продаже не всегда имеются диоды нужного типа, то при замене диода на другой тип надо обращать внимание на то, чтобы диод для замены был бы быстродействующим.
При этом с помощью осциллографа проверяется подача управляющих сигналов с платы управления на транзисторные ключи.
Выводы:
- Сварочный инвертор, работающий на высоких частотах, имеет значительные преимущества перед обычным сварочным трансформатором.
- Сложная схема и большое количество применяемых в сварочном инверторе электронных приборов и элементов является причиной возникновения неисправностей прибора.
- Во многих случаях можно починить сварочный инвертор своими руками.
Видео о ремонте сварочных инверторов
Ремонт сварочных инверторов своими руками
Плохая работа сварочного аппарата требует вмешательство мастера. Ремонт сварочных инверторов заключается не только в замене деталей вышедших из строя. Чаще всего
Ремонт сварочных инверторов заключается не только в замене деталей вышедших из строя. Чаще всего
- Неправильно выбранный режим сварки (сила тока) приводит к слабой дуге или разбрызгиванию металла электрода.
- Частое залипание электрода может говорить о слабом напряжении в общей сети. Нестабильность работы инвертора наступает при падении напряжения на 10-15%. Но подобное явление может случиться при следующих факторах: плохой контакт в быстроразъемном соединении вследствие окисления контактов, большое сопротивление удлиняющего кабеля вследствие большой длины или малого сечения.
- Отсутствие дуги при включенном инверторе говорит о плохом контакте зажима кабеля с деталью, но может случиться и обрыв кабеля.
- Отключение напряжения во внешней сети происходит при несоответствии предохранительного автомата по току, требуемому по технологии сварки.
- Срабатывание защиты инвертора по температуре происходит при превышении времени непрерывной сварки. Защита срабатывает при температуре свыше 700-800 градусов. Необходимо сделать паузу для охлаждения.

Любой ремонт сварочных инверторов начинается с вскрытия корпуса и внешнего осмотра панелей, плат и электронных деталей. Иногда можно по внешнему виду определить негодную деталь. Входной выпрямительный модуль с мощным мостом редко выходит из строя, но если агрегат вскрыт, то следует его прозвонить.
Инверторный модуль с транзисторными ключами наиболее уязвим, в плане поломки. Мощные транзисторы-ключи при выходе из строя имеют лопнувший или вздутый корпус или обгоревшие выводы. То же самое относится и к конденсаторам схемы. В идеальном варианте можно быстро определить сгоревшие детали и заменить их аналогичными. Если это не удается, то необходимо использовать специальное тестирующее оборудования для проверки транзисторов и проверки на проводимость всей схемы. Вот тут, кроме наличия тестирующих приборов и схемы, необходимо разбираться, как работают транзисторы, диоды и конденсаторы.
Если ремонт производится самостоятельно, то, при отсутствии внешних признаков поломки, необходимо собрать аппарат и отнести его в сервисный центр на ремонт. Подобная тактика сэкономит время и деньги. Если при сборке оказались лишние детали, то отдайте их мастеру вместе со сварочным инвертором.
Читайте также
Сварка: ARC – Forsyth Tech
Сварка: ARC
Это курс продолжительностью один семестр, предназначенный для обучения студентов основным принципам дуговой сварки. Студенты будут работать на сварочных аппаратах трансформаторного типа AC-DC. Исследования будут включать диапазоны нагрева, полярность и использование сварочных электродов с флюсовым покрытием. Сварка будет выполняться на низкоуглеродистой стали в плоском, горизонтальном и вертикальном положениях. При использовании инструментов и оборудования на протяжении всего курса особое внимание уделяется безопасности.Требуются защитные очки.
Студенты будут работать на сварочных аппаратах трансформаторного типа AC-DC. Исследования будут включать диапазоны нагрева, полярность и использование сварочных электродов с флюсовым покрытием. Сварка будет выполняться на низкоуглеродистой стали в плоском, горизонтальном и вертикальном положениях. При использовании инструментов и оборудования на протяжении всего курса особое внимание уделяется безопасности.Требуются защитные очки.
Описание занятия
Предполагается, что сварщик произведет следующие ремонтные работы:
- Ремонт и установка трубопроводных систем
- Ремонт механических систем
- Ремонт и строительство различных металлоконструкций
Дополнительная информация
Развитие экономических кадров: технические стандарты сварки
Вакансии
Сварщиков нанимают сварочные подрядчики, ремонтные предприятия, больницы, фабрики и другие обслуживающие компании.
Профессиональный прогноз
Цели обучения
Основные темы:
- Принципы дуговой сварки
- Аппарат для сварки трансформаторов AC-DC
- Диапазон нагрева и полярность, необходимые для сварки различных металлов
- Типы сварочных стержней, используемых для каждого свариваемого материала
- Сварочные позиции; потолочные, горизонтальные, вертикальные
- Безопасность магазина
Посредством лекций в аудитории и практических занятий в лаборатории студент узнает о безопасном и практическом применении дуговой сварки. Учебные занятия проводятся в лаборатории / классе по сварке технических навыков. Лаборатория оснащена необходимыми принадлежностями и инструментами для преподавания этого курса и ознакомления студентов с принципами дуговой сварки.
Учебные занятия проводятся в лаборатории / классе по сварке технических навыков. Лаборатория оснащена необходимыми принадлежностями и инструментами для преподавания этого курса и ознакомления студентов с принципами дуговой сварки.
Рекомендуемые курсы и навыки
Предварительных условий нет, но очень важна сильная механическая способность.
Полезные личные качества
Должен уметь работать в команде, быть организованным, ориентированным на детали и решать проблемы.
Расписание курсов
| Даты | дней | раз | Расположение | Стоимость | Единицы | Код курса |
|---|---|---|---|---|---|---|
| 06.07.2021 – 29.07.2021 | Вт, Вт | 17:30 – 20:30 | Stokes Trade Shop Bldg 105 | $ 80. 00 00 | 2,40 | 143387 |
Контактная информация по программе
Для получения дополнительной информации обратитесь в службу поддержки клиентов по телефону 336.734.7023.
Сделать ремонт головки двигателя в доме
Передаете ли вы на аутсорсинг ремонт головки двигателя, требующий сварки? Если это так, возможно, вы упускаете возможность получить дополнительный доход для своего магазина и сократить время обслуживания клиентов.Вот посмотрите, как вы можете потенциально повысить прибыльность и производительность, привлекая это собственными силами.
Для успешного выполнения таких сварных швов требуются соответствующие кадры и оборудование. Поскольку этот ремонт обычно выполняется с использованием процесса сварки TIG, вам потребуется обученный сварщик TIG. Если у вас его нет, возможно, стоит обучить правильного человека. К счастью, программы обучения легко найти, обратившись в местный общественный колледж или изучив специализированные школы, такие как Lincoln Electric в Кливленде, штат Огайо.
К счастью, программы обучения легко найти, обратившись в местный общественный колледж или изучив специализированные школы, такие как Lincoln Electric в Кливленде, штат Огайо.
Другая часть уравнения – наличие правильного оборудования и знание тонкостей ремонта сварных швов на головках двигателей. В этой статье мы рассмотрим оба аспекта подробно.
Очистка и предварительный нагрев
Параметры головки двигателя могут быть самыми разными, но большинство из них старые, грязные и содержат масло, углеводороды и другие остатки от многолетней эксплуатации. Для начала нужно удалить все эти загрязнения. В большинстве магазинов есть инструменты для этого с помощью ультразвуковых очистителей или растворителей.
Следующий шаг – предварительный нагрев. Лучший источник тепла – духовка (она может быть такой же, как у вас на кухне). Духовка позволяет лучше контролировать температуру детали. Если у вас его еще нет, это стоит долгосрочных вложений.
При сварке алюминия температура всегда является проблемой.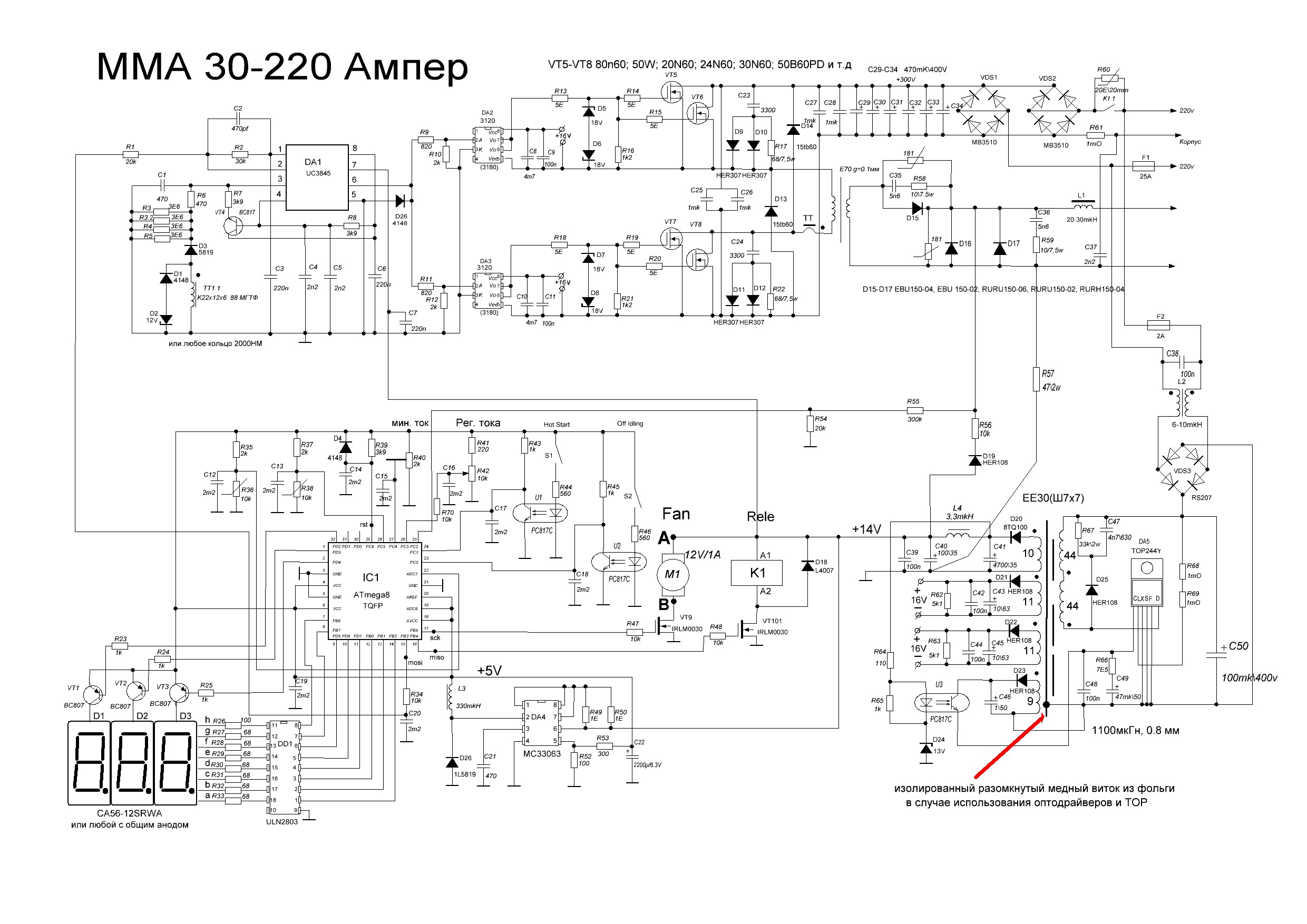 Холодный материал может привести к образованию горячих коротких сварных трещин. Слишком много тепла может привести к появлению мягких пятен. Нагрев детали в духовке с температурой 350 ° F помогает предотвратить эти проблемы. Еще одно преимущество духовки заключается в том, что тепло помогает удалить оставшиеся загрязнения, которые не удалось удалить во время чистки.
Холодный материал может привести к образованию горячих коротких сварных трещин. Слишком много тепла может привести к появлению мягких пятен. Нагрев детали в духовке с температурой 350 ° F помогает предотвратить эти проблемы. Еще одно преимущество духовки заключается в том, что тепло помогает удалить оставшиеся загрязнения, которые не удалось удалить во время чистки.
Оборудование для сварки TIG и параметры
Первый шаг – убедиться, что у вас есть подходящий аппарат для сварки TIG. Поскольку сварка – это лишь одна из многих выполняемых вами работ, убедитесь, что вы выбрали универсальный, портативный аппарат, обеспечивающий необходимый диапазон силы тока.
Ищите машину с простым и интуитивно понятным управлением. А поскольку у вас вряд ли будет место для сварки, важен аппарат, который можно легко привезти туда, где вы делаете ремонт.Другие характеристики машины, на которые следует обратить внимание, включают технологию, которая обеспечивает превосходные характеристики дуги, чистый запуск и стабильное управление дугой. Все это, например, можно найти в Precision TIG® 275 от Lincoln Electric.
Все это, например, можно найти в Precision TIG® 275 от Lincoln Electric.
Наличие аппарата TIG в вашем цехе дает вам большую гибкость при использовании его для других ремонтных работ. Кроме того, многие аппараты TIG также позволяют выполнять сварку стержнем, в которой время от времени может возникнуть необходимость.
Теперь поговорим о самой сварке. Вы обнаружите, что следующие параметры применимы примерно к 90% ремонтов сварных швов.Поскольку большинство головок двигателя представляют собой отливки из алюминия A-356 или A-355, сварка TIG – лучший процесс.
Как правило, вы будете использовать вольфрам диаметром 3/32 дюйма. Для 3/32 дюйма вам не нужно превышать 200 ампер сварочного аппарата. Если вам нужно увеличить ток до 250 ампер, используйте вольфрам диаметром 1/8 дюйма. Если для ремонта требуется более 250 ампер, скорее всего, деталь остыла и ее необходимо повторно нагреть.
Переведите аппарат TIG в режим переменного тока, используйте смесь газов, состоящую из 75 процентов аргона и 25 процентов гелия..jpg) Поскольку гелий – более горячий газ, его использование позволяет повысить эффективность горелки. Использование только аргона потребует более высокой силы тока. По возможности покупайте предварительно приготовленную смесь газов. Это помогает предотвратить включение слишком большого количества любого газа, потому что слишком много гелия может вызвать нестабильную дугу.
Поскольку гелий – более горячий газ, его использование позволяет повысить эффективность горелки. Использование только аргона потребует более высокой силы тока. По возможности покупайте предварительно приготовленную смесь газов. Это помогает предотвратить включение слишком большого количества любого газа, потому что слишком много гелия может вызвать нестабильную дугу.
Как правило, требуется поток воздуха от 15 до 20 куб. Футов в час, при этом вольфрам не должен выступать более чем на дюйма, что обеспечивает лучший контроль сварного шва.
Часто в головной части двигателя есть труднодоступные участки, например, седла клапанов.В этих случаях стандартный фонарик не обеспечит необходимой вам досягаемости. Низкопрофильная горелка позволяет производить сварку и выходить до того, как горелка сгорит. Бывают также случаи, когда лучистое тепло может обжечь резину на вашем фонаре. Вы можете продлить срок службы фонарика, обернув его алюминиевой фольгой.
В большинстве случаев используйте наполнитель 40/43. Он имеет меньшую чувствительность к трещинам по сравнению с материалом 53/56. После ремонта заверните голову в термоодеяло. Это позволяет ему медленно остывать.Если деталь остывает слишком быстро, вы обнаружите расслоение сплавов в сварном шве, что напрямую влияет на конечное качество и срок службы сварного шва.
Он имеет меньшую чувствительность к трещинам по сравнению с материалом 53/56. После ремонта заверните голову в термоодеяло. Это позволяет ему медленно остывать.Если деталь остывает слишком быстро, вы обнаружите расслоение сплавов в сварном шве, что напрямую влияет на конечное качество и срок службы сварного шва.
Что это значит для вашего бизнеса
Проведение ремонта сварных швов головки двигателя на дому дает вашей мастерской возможность получить дополнительный источник прибыли и повысить ценность для ваших клиентов. При правильном вложении средств в рабочую силу и оборудование вы можете не только увеличить производительность своего магазина, но и положительно увеличить свою прибыль.
NASD – Безопасность дуговой сварки
Электродуговая сварка остается одним из наших самых полезных и экономящих время
единицы торгового оборудования. Почти каждая ферма, ранчо и профессионально-техническое училище
Сельскохозяйственный цех оборудован одним или несколькими сварщиками, которые
используются для изготовления, ремонта и / или образовательных программ. Большинство этих сварочных аппаратов обычно используют трансформаторы переменного / постоянного тока на 240 вольт.
виды, использующие электричество в качестве источника энергии.Портативные сварочные аппараты
относятся к типу с дизельным / бензиновым двигателем. Правильно установлен
и используемый дуговой сварщик очень безопасен, но при неправильном использовании
оператор может подвергнуться ряду опасностей, включая
токсичные пары, пыль, ожоги, пожары, взрывы, поражение электрическим током,
радиация, шум и тепловой стресс. Любая из этих опасностей может
вызвать травму или смерть. Следуя предложениям и рекомендациям
в этой брошюре риски можно значительно минимизировать.
Большинство этих сварочных аппаратов обычно используют трансформаторы переменного / постоянного тока на 240 вольт.
виды, использующие электричество в качестве источника энергии.Портативные сварочные аппараты
относятся к типу с дизельным / бензиновым двигателем. Правильно установлен
и используемый дуговой сварщик очень безопасен, но при неправильном использовании
оператор может подвергнуться ряду опасностей, включая
токсичные пары, пыль, ожоги, пожары, взрывы, поражение электрическим током,
радиация, шум и тепловой стресс. Любая из этих опасностей может
вызвать травму или смерть. Следуя предложениям и рекомендациям
в этой брошюре риски можно значительно минимизировать.
Когда
приобретая аппарат для дуговой сварки, вы можете быть уверены в надежности конструкции
если устройство соответствует требованиям Национальной ассоциации производителей электроэнергии
(NEMA) или стандарты безопасности для сварщиков дуговой сварки как
определяется Underwriters Laboratories (UL). Будь уверен, что
сварщик, которого вы покупаете, имеет печать одобрения одного
этих организаций.
Будь уверен, что
сварщик, которого вы покупаете, имеет печать одобрения одного
этих организаций.
Перед установкой дуговой сварки необходимо определить, нынешняя электрическая система способна справиться с повышенной нагрузка, необходимая сварщику. Ваш местный поставщик электроэнергии или квалифицированный электрик может помочь вам определить это. Для вашей безопасности очень важно установить сварочный аппарат в соответствие требованиям штата Аризона по охране труда и технике безопасности Регламенты администрации (AOSHA) и Национальная электротехническая Код (NEC) квалифицированным электриком.Неспособность сделать это может вызвать пожар, замыкание на землю или отказ оборудования. Следующее правила не являются полным списком, но являются особенно важными рекомендациями, которые следует придерживаться:
- The
рама или корпус сварщика должны быть должным образом заземлены.
- А предохранительный выключатель или контроллер должны быть расположен рядом с машиной (см. рисунок 1).
- сварщик или сварщики должны быть защищены предохранитель или автоматический выключатель на независимой цепи.
The
сварщик должен находиться в помещении с достаточной вентиляцией.
В общем, при сварке металлов не считается
опасна, вентиляционная система, которая перемещает минимум
2000 кубических футов воздуха в минуту (CFM) на одного сварщика – это удовлетворительно.Однако многие материалы считаются очень опасными и должны
выполнять сварку только в хорошо вентилируемых помещениях, чтобы предотвратить
накопление токсичных материалов или удаление возможного кислорода
недостаток не только для оператора, но и для других в непосредственной
окрестности. Такая вентиляция должна обеспечиваться вытяжной
система расположена как можно ближе к работе (см. рис.
2).При сварке или резке металлов с опасными покрытиями, такими как
в качестве оцинкованного металла оператор должен использовать приточный воздух
респиратор или респиратор, специально разработанный для фильтрации
специфический металлический дым. Материалы, входящие в очень опасные
категория: флюсы для сварочных стержней, покрытия или другие материалы.
содержащие соединения фтора, цинк, свинец, бериллий, адмий,
и ртуть.Также некоторые чистящие и обезжиривающие составы
поскольку металлы, которыми они были очищены, также опасны. Всегда
перед сваркой или резкой соблюдайте меры предосторожности производителя.
при наличии этих материалов.
Такая вентиляция должна обеспечиваться вытяжной
система расположена как можно ближе к работе (см. рис.
2).При сварке или резке металлов с опасными покрытиями, такими как
в качестве оцинкованного металла оператор должен использовать приточный воздух
респиратор или респиратор, специально разработанный для фильтрации
специфический металлический дым. Материалы, входящие в очень опасные
категория: флюсы для сварочных стержней, покрытия или другие материалы.
содержащие соединения фтора, цинк, свинец, бериллий, адмий,
и ртуть.Также некоторые чистящие и обезжиривающие составы
поскольку металлы, которыми они были очищены, также опасны. Всегда
перед сваркой или резкой соблюдайте меры предосторожности производителя.
при наличии этих материалов.
The
Аппарат для дуговой сварки способен создавать температуры, превышающие
10000 градусов по Фаренгейту, поэтому важно, чтобы на рабочем месте
быть пожаробезопасным. Этого можно добиться с помощью металлических листов.
или огнестойкие шторы в качестве противопожарных преград. Пол должен
быть бетоном или другим огнестойким материалом. Трещины в
пол следует залить, чтобы предотвратить искры и горячий металл.
вход. Если работа не может быть перенесена в пожаробезопасное место, тогда
зона должна быть безопасной, удалив или защитив горючие материалы.
от источников возгорания.В определенных сварочных ситуациях это может
необходимо попросить кого-нибудь следить за пожарами, которые могут
незамеченными, пока сварщик не закончит работу.
Этого можно добиться с помощью металлических листов.
или огнестойкие шторы в качестве противопожарных преград. Пол должен
быть бетоном или другим огнестойким материалом. Трещины в
пол следует залить, чтобы предотвратить искры и горячий металл.
вход. Если работа не может быть перенесена в пожаробезопасное место, тогда
зона должна быть безопасной, удалив или защитив горючие материалы.
от источников возгорания.В определенных сварочных ситуациях это может
необходимо попросить кого-нибудь следить за пожарами, которые могут
незамеченными, пока сварщик не закончит работу.
Подходит
оборудование для пожаротушения, такое как ведра с песком или
сухой химический огнетушитель типа ABC должен быть легко
имеется в наличии. Огнетушитель должен быть достаточно большим, чтобы
ситуация с размером 10 #, подходящим для большинства ферм и школ
магазины.
Очень важно, чтобы оператор и помощники были правильно одеты.
и защищен от тепла, ультрафиолетовых лучей и искр,
производится дуговой сваркой (см. рисунок 3). Для защиты тела
пара огнестойких комбинезонов с длинными рукавами без манжет
хороший выбор. Всегда избегайте одежды со слезами, заедами, разрывами,
или потертости, так как они легко воспламеняются от искры.Рукава
воротники должны быть застегнуты. Руки следует беречь
с кожаными перчатками. Пара высоких кожаных туфель,
желательно защитная обувь, это хорошая защита для ног. Если
надеты полуботинки, щиколотки должны быть защищены огнестойкой
леггинсы. Глаза следует защищать прозрачными очками, если
в противном случае человек носит очки по рецепту или защитные очки.Сварочный шлем или щиток для рук с фильтрующей пластиной и крышкой
пластина обязательна для защиты глаз от вредных лучей
дуги. Пластина фильтра должна быть не ниже 10 оттенка.
общая сварка до 200 ампер. Однако некоторые операции
такие как сварка угольной дугой и сварка более сильным током
требуются более темные оттенки. Никогда не используйте шлем, если фильтрующая пластина
или крышка линзы треснула или сломана.Огнестойкая тюбетейка
для защиты волос и головы, а также средств защиты слуха в
рекомендуется шумная обстановка.
Пластина фильтра должна быть не ниже 10 оттенка.
общая сварка до 200 ампер. Однако некоторые операции
такие как сварка угольной дугой и сварка более сильным током
требуются более темные оттенки. Никогда не используйте шлем, если фильтрующая пластина
или крышка линзы треснула или сломана.Огнестойкая тюбетейка
для защиты волос и головы, а также средств защиты слуха в
рекомендуется шумная обстановка.
Пластик
одноразовые зажигалки очень опасны в жару
и пламя. Очень важно, чтобы их не пронесли
карманы при сварке. Всегда обеспечивайте защиту посторонним
или другим рабочим путем сварки внутри должным образом экранированной области,
если возможно.Если вы не можете работать в закрытом помещении, тогда
защиту для окружающих должен обеспечивать переносной экран
или щитом, или их защитными очками.
Это Важно проинструктировать всех, кто работает со сварочным аппаратом. о безопасном использовании квалифицированным преподавателем или сварщиком.
Потому что из-за их потенциально взрывоопасной природы, мы настоятельно рекомендуем запрещается выполнять сварку, резку или горячие работы с использованными бочки, бочки, цистерны или другие емкости при любых обстоятельствах.
Если возможно,
работа для сварки должна быть размещена на поверхность огнеупорной
на удобной высоте. Сварка никогда не должна выполняться напрямую
на бетонном полу. Тепло от дуги может вызвать выделение пара.
скопление на полу, которое может вызвать взрыв. В
кабели сварочного аппарата следует располагать так, чтобы искры и
на них не упадет металл. Их также следует держать свободными
смазки и масла и расположены там, где они не будут двигаться
над.
Их также следует держать свободными
смазки и масла и расположены там, где они не будут двигаться
над.
Электрический сварщики могут убить электрическим током. Если сварочная операция должен выполняться на стали или другом проводящем материале изолирующим мат должен использоваться под оператором. Если зона сварки мокрый или влажный, или оператор сильно потеет, тогда он / она следует надевать резиновые перчатки под сварочные перчатки.
Это
проще и безопаснее установить дугу на чистой поверхности, чем
грязный или ржавый. Поэтому металл всегда нужно тщательно
очистить проволочной щеткой или другим способом перед сваркой.
При скалывании шлака или чистке проволочной щеткой готового валика
Оператор всегда должен защищать свои глаза и тело
от летучих шлаков и стружки. Неиспользуемые электроды и электрод
окурки нельзя оставлять на полу, так как они создают скольжение
опасность. С горячим металлом следует обращаться с металлическими щипцами или плоскогубцами. Закалку горячего металла в воде следует производить осторожно.
чтобы предотвратить болезненные ожоги выходящим паром. Любой металл
оставить остыть, следует тщательно пометить как «ГОРЯЧЕЕ» с помощью мыльного камня.
Когда сварка закончена на день или приостановлена на любой
время, в течение которого электроды следует извлекать из держателя.Держатель следует разместить так, чтобы исключить случайный контакт.
происходят, и сварщик должен быть отключен от источника питания
источник.
Неиспользуемые электроды и электрод
окурки нельзя оставлять на полу, так как они создают скольжение
опасность. С горячим металлом следует обращаться с металлическими щипцами или плоскогубцами. Закалку горячего металла в воде следует производить осторожно.
чтобы предотвратить болезненные ожоги выходящим паром. Любой металл
оставить остыть, следует тщательно пометить как «ГОРЯЧЕЕ» с помощью мыльного камня.
Когда сварка закончена на день или приостановлена на любой
время, в течение которого электроды следует извлекать из держателя.Держатель следует разместить так, чтобы исключить случайный контакт.
происходят, и сварщик должен быть отключен от источника питания
источник.
- Всегда
работать на открытом, хорошо проветриваемом месте или вентилировать двигатель
вытяжка прямо на улице.
- Никогда заправляйте двигатель во время работы или при наличии открытого пламя.
- Протрите немедленно залейте пролитое топливо и дождитесь, пока пары разойдутся перед запуском двигателя. * Никогда не снимайте давление в радиаторе. крышка от двигателей с жидкостным охлаждением, пока они горячие, чтобы предотвратить ошпарить себя.
- Стоп двигатель перед выполнением любого обслуживания или неисправности стрельба.Систему зажигания следует отключить во избежание случайный запуск двигателя.
- Сохранить все ограждения и щиты на месте.
- Сохранить руки, волосы и одежду подальше от движущихся частей.
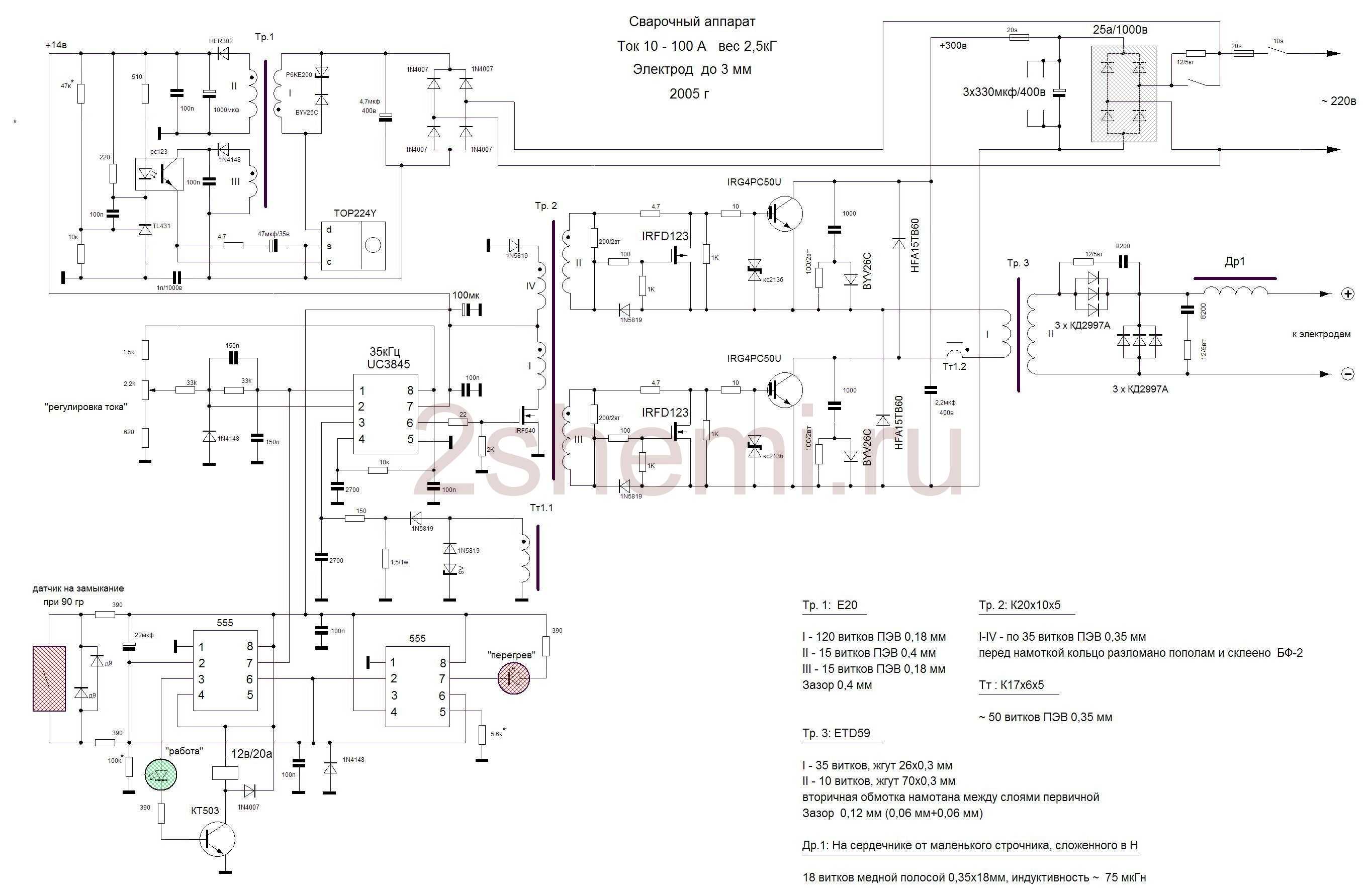
The
зона сварки всегда должна быть оборудована противопожарным покрытием и
хорошо укомплектованная аптечка.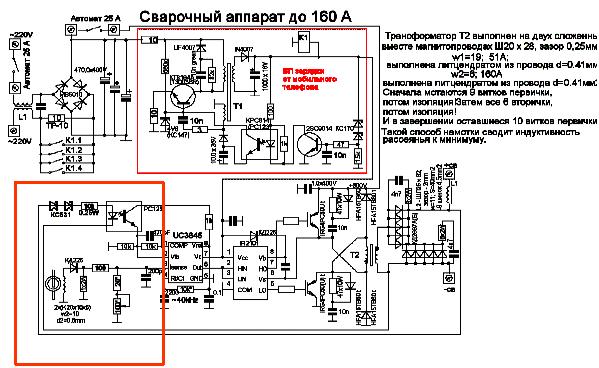 Желательно, чтобы один человек
пройти обучение оказанию первой помощи при лечении легких травм, которые могут
происходят. Все травмы, какими бы незначительными они ни казались, могут стать
более серьезные, если не лечить должным образом обученным медицинским персоналом.
Желательно, чтобы один человек
пройти обучение оказанию первой помощи при лечении легких травм, которые могут
происходят. Все травмы, какими бы незначительными они ни казались, могут стать
более серьезные, если не лечить должным образом обученным медицинским персоналом.
- Be убедитесь, что сварочный аппарат правильно установлен и заземлен.
- Никогда сваривать без соответствующей вентиляции.
- Взять надлежащие меры предосторожности для предотвращения возгорания.
- Защитить все ваше тело в огнезащитной одежде, обуви и перчатки.
- Износ постоянная защита глаз.
- Сварка
только в пожаробезопасной зоне.
- Никогда выполнять сварочные работы, резку или горячие работы с бывшими в употреблении барабанами, бочками, цистерны или другие емкости.
- Марка металл «ГОРЯЧЕЕ» с мыльным камнем.
- Сохранить под рукой хорошо укомплектованная аптечка.
Публикация №: 8818
Этот документ является частью серия от Cooperative Extension, Университета Аризона, Тусон, Аризона 85719.Дата публикации: май 1989 г.
Копье
Fluegel, координатор по безопасности, и Брэдли Рейн, инженерно-технический отдел
Специалист сельскохозяйственного колледжа Университета
Аризона, Тусон, Аризона 85719.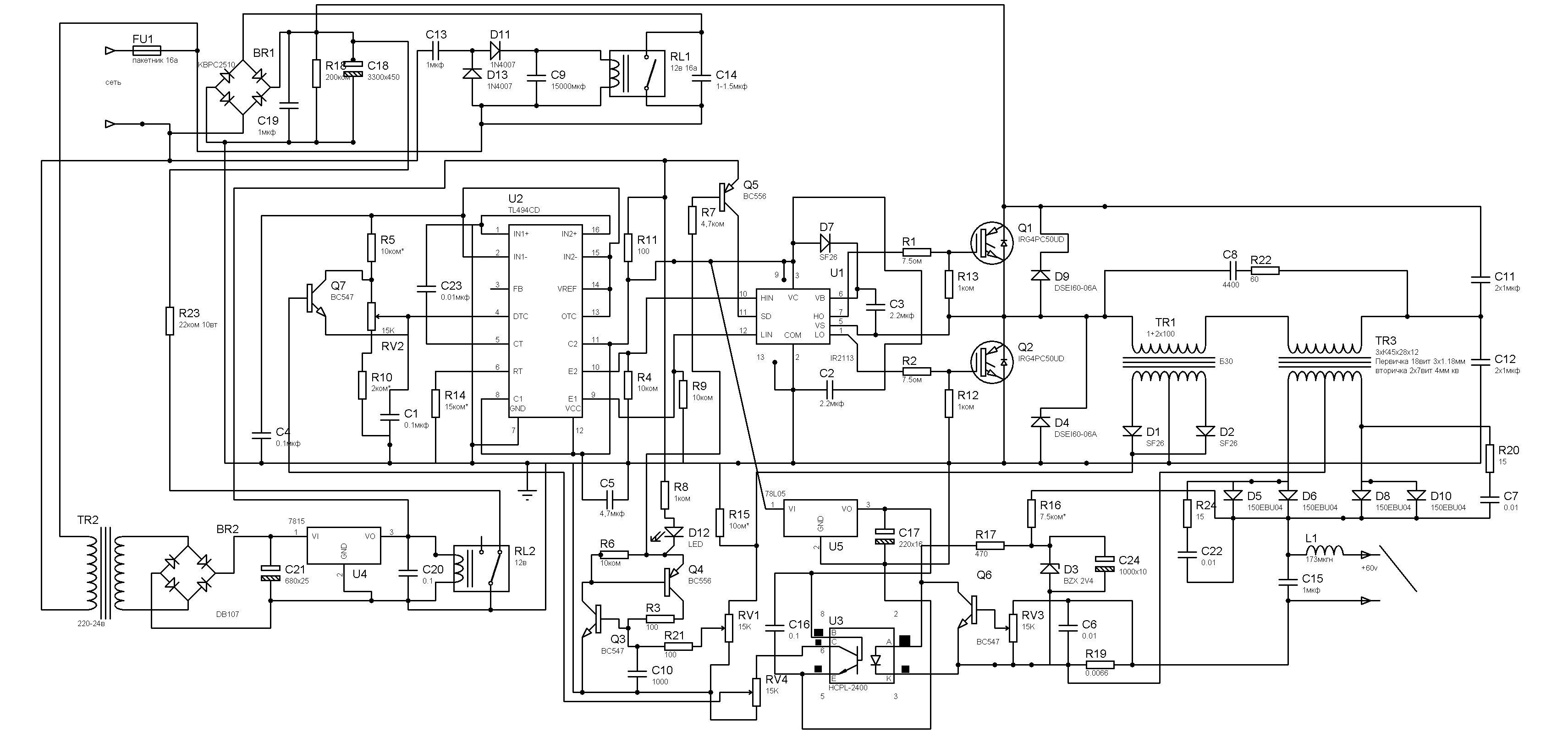
Информация об ограничении ответственности и воспроизведении: Информация в NASD не представляет политику NIOSH. Информация включена в NASD появляется с разрешения автора и / или правообладателя.Больше
Сварочные услуги | Ремонт сварочного оборудования | Сварочные аппараты на продажу
КомпанияWelders Supply Company гордится тем, что увеличивает стоимость продукции для сварки, которую мы продаем.
Услуги по ремонту сварочного оборудования, прошедшие обучение на заводе, Висконсин
Наш высококвалифицированный обслуживающий персонал предлагает быстрое и профессиональное обслуживание всех основных марок сварочного и режущего оборудования. Также доступны услуги профилактического обслуживания и калибровки машин.
Инвентаризация сварочного оборудования, управляемая поставщиком
Welders Supply Company может предложить программу VMI для удовлетворения потребностей вашей компании. Наш персонал следит за уровнем запасов, чтобы убедиться, что у вас есть продукты, необходимые для работы. Сюда входят товары и поставки газа. Больше никаких аварийных поставок или отключений! Шкафы для хранения и ящики для запчастей предоставляются по запросу.
Сюда входят товары и поставки газа. Больше никаких аварийных поставок или отключений! Шкафы для хранения и ящики для запчастей предоставляются по запросу.
Сварочное оборудование и принадлежности для продажи через Интернет
Закажите товары онлайн на нашем веб-сайте от Б до Б и получите скидку 1% на свои заказы.Веб-сайт показывает цену и доступность, а также отправляет подтверждение ваших заказов по электронной почте. Сайт может быть настроен для приема ваших уникальных номеров деталей. Свяжитесь с нами, чтобы создать учетную запись электронной коммерции сегодня.
Программа сокращения затрат на сварку в Висконсине
Позвольте Welders Supply Company проанализировать весь процесс сварки, чтобы определить, где можно достичь экономии. Используя эту программу, можно сэкономить многие тысячи долларов.
Программы обеспечения безопасности сварочной продукции
Welders Supply Company предлагает обучение по использованию и безопасности всей продаваемой нами продукции, включая работу резака и регулятора, сжатые и криогенные газы, абразивные материалы и средства индивидуальной защиты. Имеются сертификаты, которые помогут вам задокументировать участие вашего сотрудника. ПЕРВОЕ БЕЗОПАСНОСТЬ: Спросите о наших отсеках для хранения баллонов, ограничителях обратного возгорания, системах отвода дыма, сварочных шлемах с воздушным фильтром, респираторах и других средствах индивидуальной защиты.
Имеются сертификаты, которые помогут вам задокументировать участие вашего сотрудника. ПЕРВОЕ БЕЗОПАСНОСТЬ: Спросите о наших отсеках для хранения баллонов, ограничителях обратного возгорания, системах отвода дыма, сварочных шлемах с воздушным фильтром, респираторах и других средствах индивидуальной защиты.
Contact Welders Supply Company для продажи качественного сварочного оборудования, расходных материалов и аппаратов в Интернете 1-844-682-0205
Свяжитесь сейчас
Что нужно для сварки в домашних условиях – Baker’s Gas & Welding Supplies, Inc.
Начало работы с домашней сваркой или изменение домашней сварочной установки приведет к множеству вопросов о безопасности, стоимости и лучших машинах и продуктах. Есть много факторов, которые следует учитывать, и даже больше мнений о том, каким из них стоит следовать.
Независимо от того, покупаете ли вы сварочный аппарат для использования дома в первый раз или переходите на новый аппарат, сварщики должны знать, как они могут безопасно его эксплуатировать и что им нужно иметь под рукой для сварки.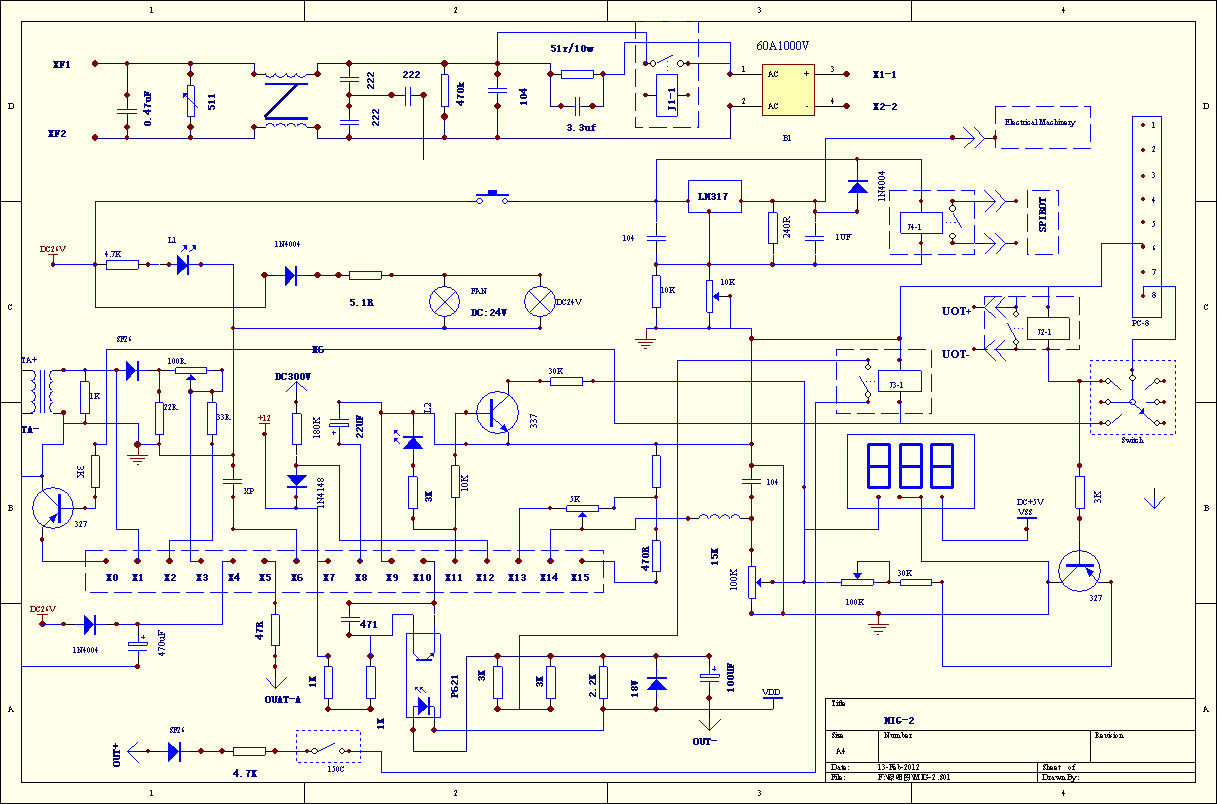 В следующем руководстве будут изложены некоторые из основных рекомендаций по сварке в домашних условиях, чтобы избежать срабатывания прерывателя, повреждения дома / магазина или остановки в середине проекта, чтобы бежать в магазин за неожиданным инструментом.
В следующем руководстве будут изложены некоторые из основных рекомендаций по сварке в домашних условиях, чтобы избежать срабатывания прерывателя, повреждения дома / магазина или остановки в середине проекта, чтобы бежать в магазин за неожиданным инструментом.
Электроустановка для домашней сварки
Перед покупкой сварочного аппарата и особенно перед его первым запуском важно сначала узнать, сможет ли гараж или магазин выдержать электрический ток, необходимый сварщику. Предполагая, что во время работы свет будет гореть, убедитесь, что выключатель не перегружен. Сварочные аппараты с низким напряжением предназначены для работы в домашней розетке, в то время как для моделей с более высоким напряжением требуются вилки большей мощности, такие как те, что используются в электрических сушилках.
Многие сварщики рекомендуют начинать домашние проекты со сварочного аппарата Millermatic 141 MIG, поскольку он не требует напряжения более 120 В и отлично работает в большинстве домашних электрических розеток. Однако перед запуском всегда консультируйтесь с руководством сварщика и с опытным сварщиком или электриком. Существует так много различных исключений, которые следует учитывать, что ни одна онлайн-статья не может учесть их все. (Хотя сварщики TIG популярны среди квалифицированных сварщиков, домашние сварщики, особенно начинающие, как правило, избегают сварщиков TIG, потому что им требуется больше времени для обучения. Поэтому в этой статье основное внимание будет уделено базовому использованию MIG и сварочных аппаратов в домашних условиях. бывают исключения.)
Однако перед запуском всегда консультируйтесь с руководством сварщика и с опытным сварщиком или электриком. Существует так много различных исключений, которые следует учитывать, что ни одна онлайн-статья не может учесть их все. (Хотя сварщики TIG популярны среди квалифицированных сварщиков, домашние сварщики, особенно начинающие, как правило, избегают сварщиков TIG, потому что им требуется больше времени для обучения. Поэтому в этой статье основное внимание будет уделено базовому использованию MIG и сварочных аппаратов в домашних условиях. бывают исключения.)
Сварщик, такой как сварщик Millermatic 141 MIG, обычно может справиться с большинством домашних проектов, но некоторые сварщики предпочитают использовать дома сварочный аппарат на 220 В, чтобы сваривать более толстую сталь в тяжелых условиях и получать достаточно тепла для создания прочного сварка. Меньшая мощность означает меньше тепла, а для сварки более толстого металла требуется много тепла.
Для сварочного аппарата на 220 В электрик должен будет установить вилку, которая выдержит дополнительную силу тока, которая ему требуется.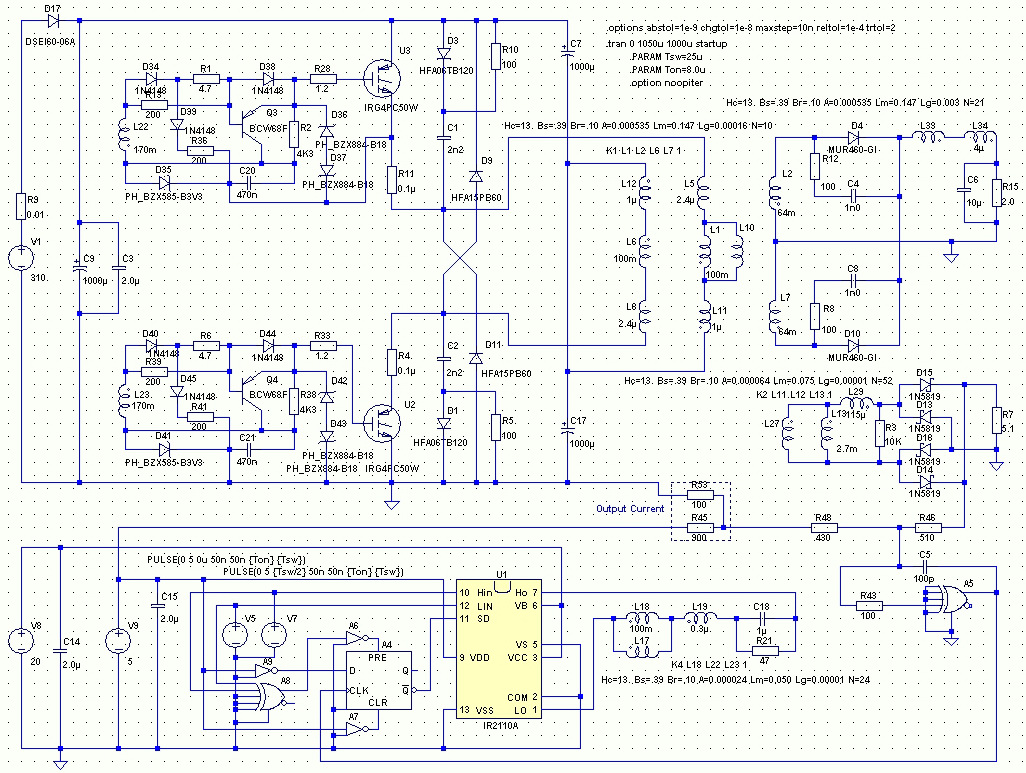
В случае сварщиков, которые не могут изменить домашнюю настройку или хотят немного большей мобильности, существуют комбинации генераторов и сварщиков / генераторов, которые могут вызвать дополнительный шум, но будут выдавать 3000, 4300 или даже 4500 Вт мощности. .Сварщики, снимающие дом, могут обнаружить, что это лучшее решение, если они не могут подключить своих сварщиков к розеткам.
Газовая установка для домашней сварки
После выбора сварщика газ может потребоваться или не потребоваться для защиты сварочной ванны. Сварочные аппараты создают сварной шов с помощью электрода с флюсовым покрытием, который защищает сварочную ванну, вместо защитного газа. Электрод с флюсовым покрытием делает сварку штучной сваркой дешевым и простым процессом, но он довольно грязный и требует большего мастерства, чем сварка MIG.Однако для случайного домашнего сварщика сварка штангой предлагает доступный способ сделать простой ремонт в доме.
Сварка MIG – это более простой процесс для освоения, и он предлагает два варианта присадочной проволоки. Для выполнения сварных швов в процессе MIG используются порошковые и твердые присадочные проволоки. Порошковая сварочная проволока MIG не требует защитного газа. Как и электроды для стержневой сварки, они обеспечивают сварочный присадочный материал и используют флюс для создания защитного барьера вокруг сварного шва при его охлаждении.Это позволяет сэкономить как на стоимости защитного газа, так и на необходимости хранить его в гараже, но шлак, образованный защитным флюсом, необходимо удалить, и поэтому сварной шов не будет таким чистым.
Для выполнения сварных швов в процессе MIG используются порошковые и твердые присадочные проволоки. Порошковая сварочная проволока MIG не требует защитного газа. Как и электроды для стержневой сварки, они обеспечивают сварочный присадочный материал и используют флюс для создания защитного барьера вокруг сварного шва при его охлаждении.Это позволяет сэкономить как на стоимости защитного газа, так и на необходимости хранить его в гараже, но шлак, образованный защитным флюсом, необходимо удалить, и поэтому сварной шов не будет таким чистым.
Многие домашние сварщики выбирают сварочный аппарат MIG, потому что он прост в освоении и предлагает универсальный и аккуратный сварной шов. Сварка MIG проволокой со сплошным сердечником требует использования защитного газа для защиты сварного шва, который обычно представляет собой смесь аргона и CO2 или иногда просто аргона в зависимости от свариваемого материала.Сварка MIG сплошной проволокой и защитным газом без отслаивания шлака – это очень аккуратный процесс, который особенно полезен при ремонте автомобилей.
Может возникнуть соблазн купить топливный цилиндр меньшего размера на 20 кубических футов, но примите во внимание потенциальную экономию за счет использования большой баллона. Резервуар емкостью 80 или 125 кубических футов сэкономит на расходах на заправку и сэкономит время на поездку в магазин. Канистры меньшего размера полезно иметь под рукой, если защитный газ закончится в выходные, но покупка большего количества топлива сразу сэкономит и время, и деньги.
При хранении бензина в домашней мастерской или гараже убедитесь, что канистры с газом стоят вертикально и надежно, чтобы они не упали. Убедитесь, что газовые и топливные баллоны хранятся на безопасном расстоянии от сварочных работ и искр.
Gas также может вызвать проблемы при страховании жилья и аренде. Прежде чем совершить покупку, узнайте об ограничениях в вашей собственности и проявите особую осторожность с хранилищем газа, проведя его надлежащий осмотр и обслуживание. Некоторые полисы страхования жилья имеют ограничения и исключения, которые применяются, если в доме есть сосуды под давлением, в том числе газовые баллоны под давлением.
Сварочные изделия Essential для дома
Помимо сварщика, электрода и защитного газа, сварщикам необходимо будет рассмотреть продукт для резки металла, которым может быть что угодно, от отрезной пилы до ацетиленовой горелки или плазменной резки. Ацетилен легко воспламеняется, и его следует использовать только тем, кто знает о проблемах безопасности, которые он представляет. Разделочная пила с прочным основанием и прочным задним шарнирным стержнем отлично подойдет большинству сварщиков для выполнения многих задач по резке.
Угловая шлифовальная машина также необходима для подготовки металлов перед сваркой, что критически важно для создания чистого, прочного и безопасного сварного шва при сварке MIG.Некоторые сварщики предлагают ультратонкие отрезные диски для шлифовальных машин, чтобы свести к минимуму потери материала во время процесса шлифования. Лепестковые диски в угловой шлифовальной машине полезны для полировки металла перед покраской.
В то время как некоторых сварщиков можно купить с тележкой в комплекте, известно, что сварщики находят множество творческих решений от адаптации тележки для инструментов до создания своих собственных. Сварочная тележка, купленная или построенная, особенно полезна как для безопасного хранения сварщика, так и для того, чтобы сварщики могли работать в наиболее безопасном и удобном месте.
Сварочная тележка, купленная или построенная, особенно полезна как для безопасного хранения сварщика, так и для того, чтобы сварщики могли работать в наиболее безопасном и удобном месте.
Рабочие зажимы удерживают сварочный материал на месте и обеспечивают ровный и аккуратный сварной шов. Сварщики имеют определенные преимущества в своих проектах, где они не могут работать без дополнительных зажимов. Зажимы – это небольшие предметы, которые могут иметь огромное значение для успешного завершения сварки.
Сварочный шлем с автоматическим затемнением, перчатки, кожаная обувь и защитная одежда – критически важные средства защиты, которые необходимы каждому сварщику. Все они подробно описаны в руководстве Baker: Основное сварочное оборудование и приспособления.
Безопасность для домашних сварочных работ
Безопасность – самый важный аспект сварки в домашних условиях, поскольку крошечная искра может сжечь гараж или магазин. Удалите легковоспламеняющиеся материалы, такие как коврики, в непосредственной близости от сварщика, а также любое другое топливо или газы, которые не используются.
Для максимально возможной безопасности в сварочном пространстве создайте сварочный «щит» с крючками в потолке и подвесите специально разработанные огнестойкие одеяла. Это защитит гараж от искр, а также предотвратит порчу предметов, хранящихся в гараже или магазине, от брызг.Для сварщиков, которые хотят работать с открытой дверью гаража, но опасаются подвергать прохожих воздействию ультрафиолетовых лучей, есть прозрачные экраны, которые можно установить поперек проема гаража, которые пропускают свет, но блокируют лучи.
Держите под рукой не менее двух огнетушителей, а не убирайте их в угол. По возможности, работайте по металлу только в одном помещении, а по дереву – в другом. Скопившимся опилкам в трещинах и зазорах в стенах достаточно всего одной искры, чтобы начать тлеть.
Сварщики со смешанными помещениями используют воздуходувки для очистки своих рабочих мест и часто проверяют наличие дыма или тления после завершения своих проектов, но любые картонные коробки, обрезки дерева или опилки могут загореться, поэтому проверяйте их через час или два после завершения.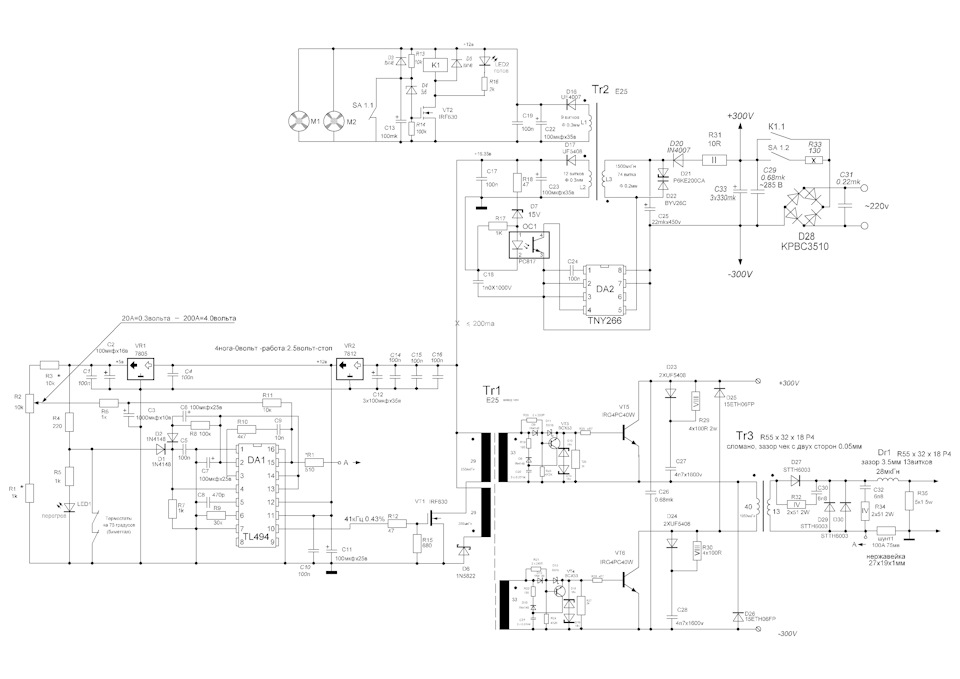 проект.
проект.
В случае пристроенных гаражей следует учитывать необходимость вентиляции, особенно зимой. Обычно для проветривания зоны сварки достаточно открытого окна с вентилятором, но перед началом проекта проконсультируйтесь со специалистом-сварщиком.
Типичная безопасность при сварке включает в себя обеспечение надлежащего заземления сварщика и отсутствие в рабочей зоне беспорядка, такого как ненужные шланги и шнуры питания. Кроме того, регулярно проверяйте шланги на предмет утечек и перегибов.Лучшая сварочная установка – это такая, которая сводит к минимуму отвлекающие факторы и опасности, которые могут помешать работе над проектом.
Ремонт пресс-формы: лазерная сварка снижает затраты и повышает качество
Портативная технология лазерной сварки позволяет ремонтировать большие инструменты где угодно, даже прямо на пятиосевом обрабатывающем центре.
Ремонт изношенной формы всегда будет дешевле, чем ее замена. Загвоздка в том, насколько хорошо отремонтированная форма будет работать в будущем. Будет ли он производить детали, не уступающие по качеству оригиналу? Как долго он прослужит до тех пор, пока ему снова не понадобится ремонт или его придется утилизировать?
Будет ли он производить детали, не уступающие по качеству оригиналу? Как долго он прослужит до тех пор, пока ему снова не понадобится ремонт или его придется утилизировать?
Для пресс-форм, отправляемых в ремонтно-сварочную мастерскую, качество сварных швов и процесс сварки имеют решающее значение для ответа на эти вопросы. В США наиболее распространенной практикой восстановления изношенных поверхностей полости и сердечника является сварка TIG (вольфрамовый инертный газ).
Однако переработчики пластмасс обнаружат, что альтернативная импульсная лазерная сварка обеспечивает превосходный результат с меньшим повреждением основного материала, поэтому пресс-форма будет производить детали более высокого качества и прослужит значительно дольше после ремонта.
Чтобы понять, как работает импульсная лазерная сварка, мы поговорили с президентом компании Blair Learn и менеджером по продажам Уэсом Уилером в Alpha Laser (Мидвилл, Пенсильвания). У этой компании на самом деле два бизнеса; Alpha Laser-US – это американское подразделение немецкого производителя лазеров Alpha Laser GmbH, а другое, Phoenix Laser Solutions, специализируется на лазерной сварке в качестве услуги.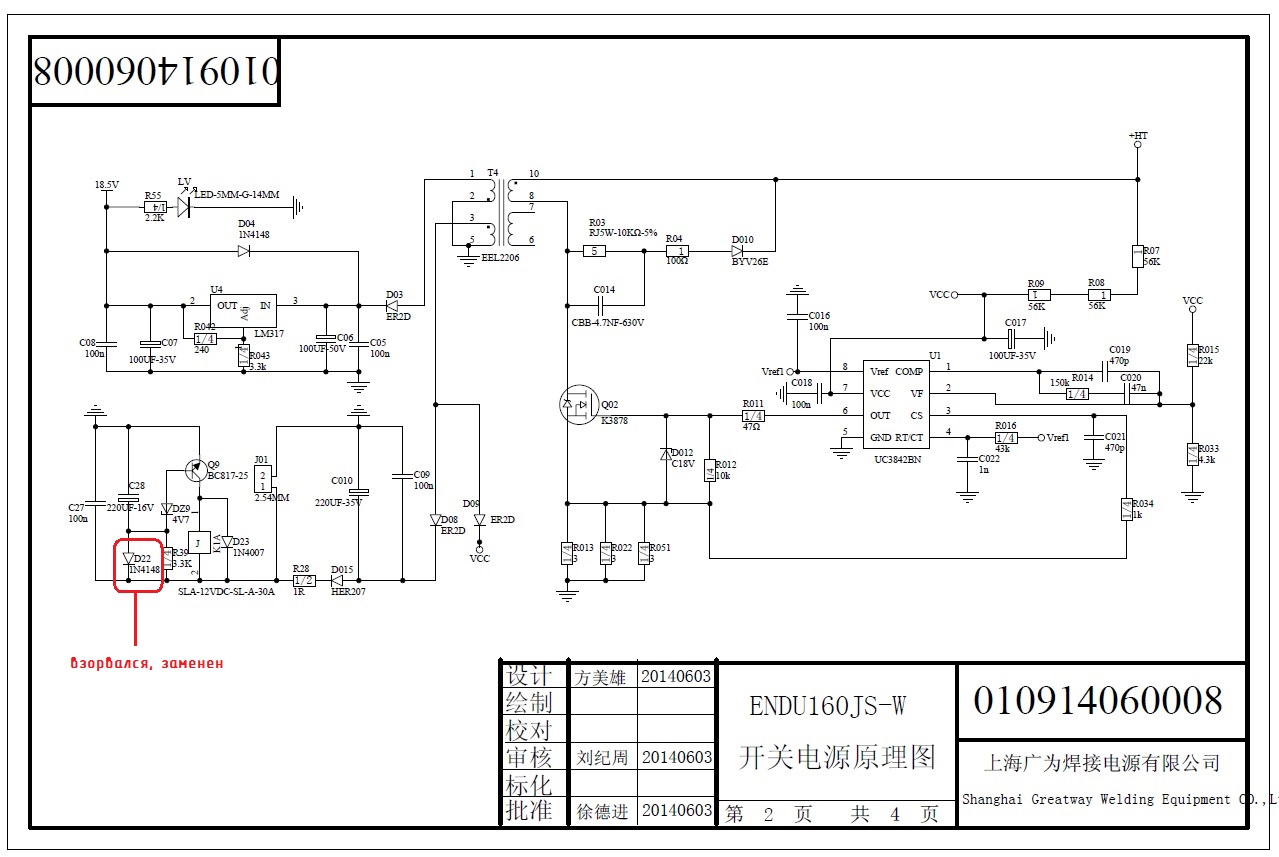 Помимо продажи лазеров, эти компании ежедневно работают с клиентами, ремонтируя пресс-формы, штампы и другие сложные детали.
Помимо продажи лазеров, эти компании ежедневно работают с клиентами, ремонтируя пресс-формы, штампы и другие сложные детали.
Главный аргумент в пользу импульсной лазерной сварки по сравнению с традиционной сваркой TIG или микро TIG заключается в том, что лазер обеспечивает более качественный конечный результат, поскольку он наносит меньший побочный ущерб смежным областям сварного шва (например, зоне термического влияния).При обычном процессе сварки материал в этой зоне становится мягче и подвержен износу. Микротрещины и / или пористость в самом сварном шве приведут к плохому качеству поверхности и сокращению срока службы инструмента.
Помимо этого основного преимущества, другие преимущества современной технологии лазерной сварки включают:
- Возможность многократного ремонта пресс-форм
- Более быстрый ремонт пресс-форм с гораздо более быстрой обработкой или временем обработки
- Портативный и гибкий для работы практически с любой функцией, даже в больших формах
- Дешевле с точки зрения общих затрат и служит дольше
Вот как современные технологии импульсной лазерной сварки обеспечивают все эти преимущества.
Что происходит при сварке
Начнем с основных. Вы отправляете пресс-форму в сварочный цех, например, чтобы восстановить изношенный угол, заполнить трещину или отверстие или отремонтировать изношенный затвор, который теперь генерирует вспышку. Во-первых, эти области формы будут созданы или заполнены путем приваривания валика присадочного материала к поверхности детали. Затем элементы повторно обрабатываются, чтобы смешать поверхности и восстановить исходные размеры формы.
При традиционной сварке TIG электрический ток подается на поверхность детали и присадочную проволоку через электрод, который создает «сварочную дугу».Сварщик держит горелку TIG в одной руке, а проволоку из присадочного материала – в другой, и медленно перемещается по зоне ремонта, при этом дуга плавит присадочный материал и укладывает валик.
При импульсной лазерной сварке очень точный луч направляется на укладываемый присадочный материал. Помимо большей точности позиционирования, ширину луча можно легко контролировать с помощью сварочных лазеров Alpha диаметром от 0,2 до 2,0 мм.
Пульсация луча (обычно около 5-30 импульсов в секунду) позволяет очень точно контролировать, сколько энергии направляется на сварной шов.Лазер направляется импульсами высокой энергии, которые позволяют сварщику двигаться с более высокой скоростью, не выделяя больше тепла, чем необходимо. Пульсация также способствует более быстрому охлаждению заготовки.
Лазерная сварка намного точнее и оставляет
значительно меньшую зону термического влияния (HAZ).
Все эти факторы помогают существенно снизить количество тепла, необходимое для создания качественного сварного шва. Фактически, вы можете комфортно прикасаться к заготовке сразу после лазерной сварки.Не делайте этого после обычной сварки TIG.
Этот процесс с меньшим нагревом оказывает большое влияние на то, как отремонтированная форма будет выдерживать длительное время, поскольку металлургические свойства материала формы значительно изменяются в зоне термического влияния (HAZ). Высокая температура существенно отжигает металл, делая его более мягким.
Типичный процесс сварки TIG смягчает металл вокруг сварного шва примерно на 10–15 баллов по шкале твердости Роквелла (RC). Учитывая, что инструментальные стали для стержней и полостей обычно закалены до примерно 30-60 RC (для повышения износостойкости), это снижает твердость на 20-30%.При импульсной лазерной сварке размягчение намного ниже, примерно от 2 до 4 точек RC.
Что еще более важно при использовании импульсной лазерной технологии, зона термического влияния намного меньше. Обычная сварка TIG создает зону HAZ глубиной почти 0,100 дюйма, в то время как импульсный лазер создает только около 0,008 дюйма.
Эта размягченная область формы будет изнашиваться намного быстрее, чем это было в исходной форме. Более того, сильный нагрев может вызвать физическую деформацию металла, что может отрицательно повлиять на хрупкие детали прецизионной полости.
Также может быть проблема с пористостью внутри самого сварного шва. Это может быть не видно сверху готового сварного шва, но будет видно, когда область будет обработана. Формы, отремонтированные с помощью лазера и сварки TIG, невооруженным глазом могут выглядеть одинаково. Однако, как только вы подвергнете эти формы повторяющемуся процессу литья под давлением при давлении 20000 фунтов на квадратный дюйм, результаты со временем будут сильно отличаться.
Формы, отремонтированные с помощью лазера и сварки TIG, невооруженным глазом могут выглядеть одинаково. Однако, как только вы подвергнете эти формы повторяющемуся процессу литья под давлением при давлении 20000 фунтов на квадратный дюйм, результаты со временем будут сильно отличаться.
Лазерная сварка позволяет использовать самые разные материалы.Здесь нержавеющая сталь 420 приваривается к бериллиевой меди.
Мощный и портативный
Не все лазеры созданы равными, и Alpha соглашается с тем, что этот процесс подвергся некоторой критике, когда впервые появился 20 лет назад. По их мнению, в основном это произошло из-за того, что лазеры были недостаточно мощными для сварки инструментальной стали. Недостаточная мощность лазера замедляет процесс, что имитирует те же проблемы, что и при обычной сварке. Вот почему, по их словам, сварочные лазеры Alpha на Nd: YAG вырабатывают до 500 Вт (Вт) по сравнению с более типичными 300 Вт, которые используются сегодня.
Еще одним ограничением первых лазеров было то, что они были стационарным оборудованием с относительно ограниченным физическим радиусом действия. Это делало лазерную сварку непрактичной во многих случаях, особенно для больших форм.
Две модели лазеров Alpha – модели ALM и ALFlak – демонстрируют, насколько эволюционировала технология.
Благодаря чрезвычайно короткому времени наладки и мобильности, лазерный сварочный аппарат ALM позволяет ремонтировать большие формы в любом месте. Просто переместите лазерный сварочный аппарат ALM в нужное положение, закрепите зону лазера, направьте тонкий лазерный луч на сварной шов и начните сварку.Гидравлические тормоза фиксируют лазерный луч точно в желаемом рабочем положении, а если требуется большая гибкость, лазерную головку можно поворачивать и наклонять, что позволяет пользователю перемещать лазерный луч под углом до 40 градусов от вертикали в любом направлении. Сварку можно производить вручную с помощью джойстика, в полуавтоматическом или полностью автоматическом режиме с помощью внешнего устройства управления.
Более крупные модели ALFlak Max могут достигать еще большего количества функций из одного положения с помощью лазерного манипулятора, который может достигать 9 футов в длину в самой большой модели.По-прежнему портативные, эти лазеры могут приводиться в движение самоходной гусеницей или перемещаться вручную. ALFlak может накладывать бусинки или швы длиной более 19-1 / 2 дюймов (500 мм) из одного положения.
Такое сочетание портативности, мощности и точности делает лазерную сварку хорошим выбором практически для любых условий. Для очень больших форм вы можете подвести лазер к инструменту, даже прямо на прессе, и при этом создать самые тонкие детали в полости. Как говорит Alpha, если вы это видите, вы можете сварить.
Лучшие формы быстрее
Для Phoenix Laser Solutions эта возможность является ключевым конкурентным преимуществом для бизнеса. Помимо точности самого процесса, импульсная лазерная сварка позволяет им работать с широким спектром материалов и сваривать разнородные материалы. Например, вы можете отремонтировать изношенную деталь пресс-формы, используя более твердый материал, чем основной металл, чтобы улучшить ее износостойкость по сравнению с оригиналом. В совокупности все преимущества импульсной лазерной сварки позволяют Phoenix поставлять отремонтированные формы, работающие так же хорошо, как когда они были совершенно новыми.
Например, вы можете отремонтировать изношенную деталь пресс-формы, используя более твердый материал, чем основной металл, чтобы улучшить ее износостойкость по сравнению с оригиналом. В совокупности все преимущества импульсной лазерной сварки позволяют Phoenix поставлять отремонтированные формы, работающие так же хорошо, как когда они были совершенно новыми.
Теперь эти инструменты можно ремонтировать несколько раз. Уже одно это имеет огромные финансовые последствия для процессора, которому они принадлежат.
Преимущество как для ремонтной мастерской, так и для ее клиентов заключается в том, что импульсная лазерная сварка является более точной, так что процесс ремонта сокращается за счет ограничения повреждения окружающих областей сварного шва. Эта точность сокращает время обработки и доработки, так как меньше сварного шва нужно удалить.
Независимо от того, ремонтируете ли вы пресс-формы в сфере оказания услуг или имеете инструментальный цех, который делает это самостоятельно, эту технологию, безусловно, стоит изучить.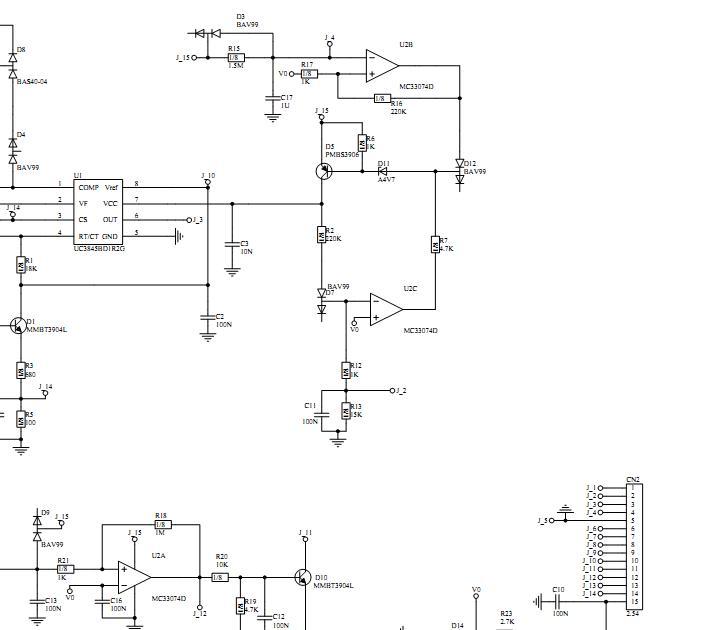 Это повысит конкурентоспособность вашего бизнеса и сэкономит время и деньги в долгосрочной перспективе.
Это повысит конкурентоспособность вашего бизнеса и сэкономит время и деньги в долгосрочной перспективе.
Посетите Alpha Laser, чтобы получить дополнительную информацию об оборудовании для импульсной лазерной сварки, и Phoenix Laser Solutions, чтобы получить дополнительную информацию об услугах по ремонту лазерной сварки.
Обучение сварке: 19 шагов (с изображениями)
Друг выразил интерес к обучению сварке. Я пишу это, чтобы познакомить со сваркой таких людей, как она. Это также место для каталогизации некоторых очень полезных вещей, на которые мне потребовалось довольно много времени и чтения, чтобы выучить их.
Я свариваю низкоуглеродистую сталь дома, чтобы делать вещи, которые мне нужны, и ремонтировать вещи, которые мне нужны. Я не свариваю алюминий или нержавеющую сталь. Я очень мало работаю со своим сварщиком. Я в основном самоучка. Я знаю «Инструктаж Тима Андерсона: дешевая сварка панков». Он добавил некоторую информацию, которую я не буду раскрывать. Думаю, у меня есть некоторая информация, которую он не раскрыл.
Думаю, у меня есть некоторая информация, которую он не раскрыл.
Если термины в следующем абзаце для вас новы, см. Абзац «Определения», который следует за ним. Здесь определены слова, выделенные курсивом.
По большей части я работаю с электрическими сварочными аппаратами для стержневой сварки . Они стоят меньше, чем другие сварочные системы, но требуют больше практики и навыков, чтобы хорошо изучить их. Многие вещи, которые нужно сделать, чтобы получить хороший сварной шов с помощью аппарата для ручной сварки, мало чем отличаются от аналогичной ситуации с использованием сварочного аппарата с подачей проволоки (проплавление , плетение, предотвращение провисания ), и я буду обсуждать оба случая время, когда это возможно. Упомяну немного о сварке кислородно-ацетиленовой (газовой) смеси .Но, для начала, случайный сварщик; Сварщик с подачей проволоки значительно упрощает обучение сварке. MIG обычно предпочтительнее и дороже, чем сварка с подачей проволоки с флюсовым сердечником. У обоих есть свое место. Людям, которые хотят начать сварку, часто не хватает денег, и они вполне могут начать со сварочного аппарата штангой, прежде чем через несколько лет перейти к сварочному аппарату с подачей проволоки, поэтому некоторое внимание будет уделено сварке штангой. У меня нет опыта сварки TIG , и я не буду это обсуждать.
У обоих есть свое место. Людям, которые хотят начать сварку, часто не хватает денег, и они вполне могут начать со сварочного аппарата штангой, прежде чем через несколько лет перейти к сварочному аппарату с подачей проволоки, поэтому некоторое внимание будет уделено сварке штангой. У меня нет опыта сварки TIG , и я не буду это обсуждать.
Определения :
Stick Сварочные аппараты носят это название, потому что сварочный электрод с проволокой с покрытием напоминает палку, которую можно подобрать с лужайки.
Сварочные аппараты с механизмом подачи проволоки используют непрерывный проволочный электрод на катушке. Ролики в сварочном аппарате, приводимые в движение двигателем, подают проволоку с постоянной скоростью через электрододержатель, обычно называемый пистолетом. Сварочные аппараты с механизмом подачи проволоки были изобретены для увеличения производительности за счет устранения необходимости останавливать и заменять сгоревший электрод.
Проникновение означает, что сварщик не просто уложил валик сварочного материала поверх стыка, но и часть основного металла расплавилась и сплавилась под сварным швом.
Плетение перемещает дугу с одной стороны стыка на другую, чтобы убедиться, что сварной шов проникает в обе стороны стыка. Шаблон плетения также используется для предотвращения провисания при сварке в восходящем направлении на вертикальном стыке. Посмотрите несколько видеороликов о сварке людей.При плетении, особенно с использованием сварочного аппарата с механизмом подачи проволоки, важно «держать углы». То есть, когда дуга находится на одной стороне сустава или на другой, сделайте паузу на большую часть секунды, затем переместитесь через сустав и сделайте паузу примерно на секунду и на этой стороне. Расплавленный сварочный материал притягивается к теплу. «Удерживание углов» гарантирует, что углы сварного шва станут достаточно горячими, чтобы металл вливался в них, а не просто лежал на них. Центр бусинки будет красивым, если уделить внимание углам.
Центр бусинки будет красивым, если уделить внимание углам.
Sag – это расплавленный металл, который вытекает из стыка во время сварки под действием силы тяжести. Это может быть проблемой, если сварной шов выполняется вертикально, над головой или горизонтально вдоль боковой стороны вертикальной поверхности. Избегая чрезмерного нагрева, электроды предназначены для быстрой закалки, угол, под которым направлена дуга, и общие манипуляции с дугой используются для управления сварным швом и противодействия провисанию.
Аппараты для кислородно-ацетиленовой сварки используют два бака, один заполненный кислородом, а другой ацетиленом.Оба газа проходят через шланги под контролируемым давлением, смешиваются и горят очень горячим острым пламенем в горелке.
MIG относится к сварочному аппарату с подачей проволоки, который защищает свежий сварной шов от смешивания с кислородом в воздухе, непрерывно покрывая область сварного шва инертным газом.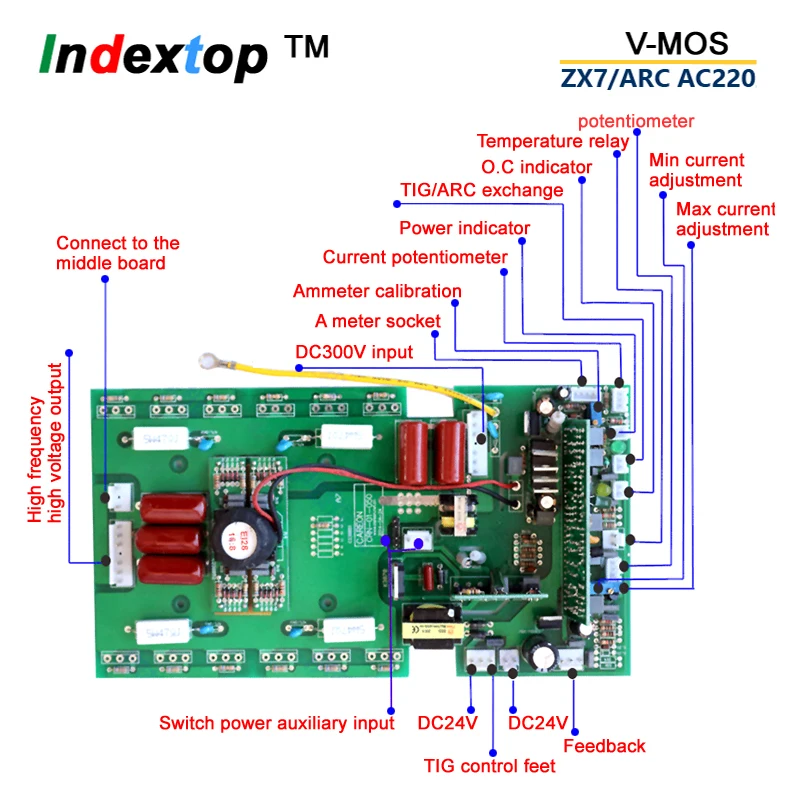 Если кислород попадает на горячий свежий сварной шов; сварной шов становится пористым и ослабляется.
Если кислород попадает на горячий свежий сварной шов; сварной шов становится пористым и ослабляется.
Сердечник из флюса Сварщики используют электрод из тонкой проволоки с химическим порошком в центре. Этот порошок плавится и стекает по сварному шву, защищая свежий сварной шов от кислорода.Это затвердевшее покрытие называется шлак . После того, как сварной шов остынет, отколите его или счистите щеткой, в зависимости от его толщины.
Сварочные аппараты TIG используют горелку с острым вольфрамовым наконечником для создания лужи расплавленного металла с помощью дуги. Оператор вытирает металл из тонкой проволоки в бассейн. В то же время оператор увеличивает или уменьшает ток дуги с помощью педального управления. Сварка TIG позволяет создавать красивые швы на алюминии и различных специальных металлах. Чтобы учиться, требуется много навыков и практики.
Другие термины, которые вы можете встретить в сварочной литературе (не беспокойтесь об этом, если вы не столкнетесь с ними):
SMAW – дуговая сварка защищенным металлом – сварка штучной сваркой
FCAW – дуговая сварка порошковой проволокой
GMAW – газовая дуговая сварка металлическим электродом – Сварка MIG
GTAW – Сварка вольфрамом в среде инертного газа – Сварка TIG
(Фото из Bing Images.