Резьба внешняя на чертеже: Изображение и обозначение резьбы – Черчение
alexxlab | 29.05.2018 | 0 | Разное
Изображение резьбы на чертежах
Поскольку вычертить на плоскости винтовую поверхность весьма проблематично и занимает немало времени, то на чертежах для изображения резьбы используются условные обозначения.
Резьба наружная
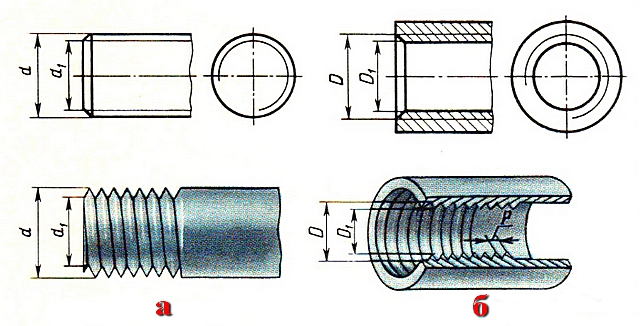
Для изображения наружных резьб на стержнях используются сплошные основные и сплошные тонкие линии. При этом первые проходят по их наружным диаметрам, а вторые, по диаметрам внутренним.
На спроецированном изображении резьбы на плоскость, параллельную оси стержня, сплошные тонкие линии располагаются таким образом, что пересекают границу фаски.
На изображение резьбы, получаемым методом проецирования на плоскость, перпендикулярно оси резьбы, проводится окружность по её наружному диаметру, сплошной основной линией, а внутренний диаметр наносится тонкой сплошной линией, длинна которой составляет примерно три четверти окружности. Она может быть разомкнута на любом участке, а фаска при этом не изображается.
Внутренняя резьба
Для изображение внутренних резьб на продольном разрезе, используются основные и сплошные тонкие линии, первые из которых проходят по внутренним, а вторые по наружным диаметрам, причем только до тех линий, которые обозначают фаски.
На изображении резьбы, полученном методом проецирования на плоскость, перпендикулярную оси резьбы, по её внутреннему диаметру проводится окружность в виде сплошной основной линии, а наружный диаметр отображается тонкой сплошной линией составляющей три четверти окружности, разомкнутой в любом месте. Отображение фаски на таком виде не предусматривается.
При изображении резьбы расстояние, отделяющее сплошные тонкие и основные линии, не должно превышать ее шаг и не должно быть менее 0,8 миллиметра.
Линия границ резьбы
Те линии, которые определяют границы резьбы, как на стержнях, так и на отверстиях наносят до начала сбега, то есть в самом конце ее полного профиля. При этом граница резьбы изображается с помощью сплошной основной или штриховой линии (в тех случаях, когда резьба изображается в качестве невидимой), которые проводятся до линии наружного диаметра.
При этом граница резьбы изображается с помощью сплошной основной или штриховой линии (в тех случаях, когда резьба изображается в качестве невидимой), которые проводятся до линии наружного диаметра.
Штриховка в разрезе резьбы
Под штриховкой подразумевается некий ряд линий, которые или пересекаются между собой, или располагаются параллельно друг относительно друга.
Указание размера длины резьбы на стержне
На чертежах все размеры детали указываются с учетом того, как она будет изготавливаться, а так же взаимодействовать с другими частями узлов и агрегатов.
Резьбы нарезаются с использованием таких специализированных инструментов, как резцы, фрезы, метчики и плашки.
Метчики используются для нарезания внутренних резьб, а плашки – наружных. Режущая поверхность этих инструментов состоит из двух частей: конической и цилиндрической, и поэтому в конце резьбы, как на стержнях, так и на отверстиях остается так называемый сбег: участок, имеющий уменьшающуюся высоту профиля. Он изображается на чертежах при помощи сплошной тонкой прямой линии. Указание линейных размеров резьбы производится в миллиметрах.
Он изображается на чертежах при помощи сплошной тонкой прямой линии. Указание линейных размеров резьбы производится в миллиметрах.
Изображение и обозначение резьбы
Правила изображения резьбы и нанесения ее обозначений на чертежах устанавливает ГОСТ 2.311-68.
Резьбу на стержне изображают сплошными основными линиями по наружному диаметру (выступам) и сплошными тонкими линиями по внутреннему диаметру (впадинам). Сплошную тонкую линию проводят на всю длину резьбы без сбега. Эта линия пересекает фаску (рис. 6.4, а). Для изображения на плоскости, перпендикулярной оси стержня, по внутреннему диаметру резьбы проводят дугу, примерно равную 3/4 окружности, разомкнутую в любом месте (рис. 6.4, а, б). Сплошную тонкую линию при изображении резьбы наносят на расстоянии не менее 0,8 мм от основной линии и не более величины шага резьбы.
Рис. 6.4. Изображение резьбы на стержне
Коническую резьбу на виде со стороны меньшего основания конуса изображают окружностями внутреннего и наружного диаметров резьбы меньшего основания и окружностей диаметра большего основания (рис. 6.4, б).
6.4, б).
Резьбу в отверстии изображают сплошными линиями по внутреннему диаметру и сплошными тонкими линиями – по наружному (рис. 6.5). На изображениях, полученных проецированием на плоскость, перпендикулярную оси отверстия, по наружному диаметру проводят дугу, приблизительно равную 3/4 окружности, разомкнутую в любом месте (рис. 6.5, б, в). Фаски, не имеющие специального конструктивного назначения, в проекции на плоскость, перпендикулярную оси резьбы, не изображают.
Рис. 6.5. Изображение резьбы в отверстии
Линию, определяющую границу резьбы, наносят на стержне и в отверстии с учетом длины резьбы без сбега. Ее проводят до линии наружного диаметра резьбы сплошной основной линией (см. рис. 6.4 и 6.5, а, б). Размер длины резьбы на стержне и в отверстии указывают без сбега (см. рис. 6.4, а и 6.5, а). Резьбу, показываемую как невидимую, изображают штриховыми линиями одной толщины по наружному и внутреннему диаметрам.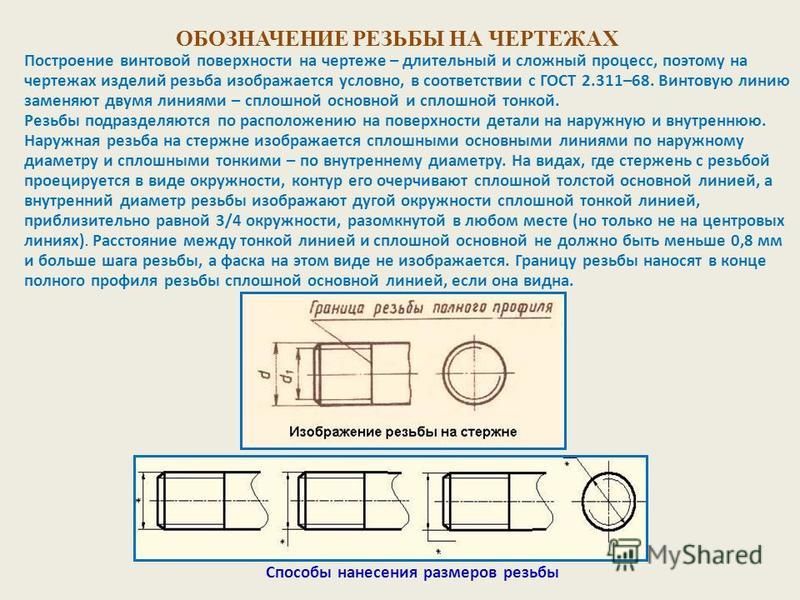
Рис. 6.6. Изображение невидимой резьбы
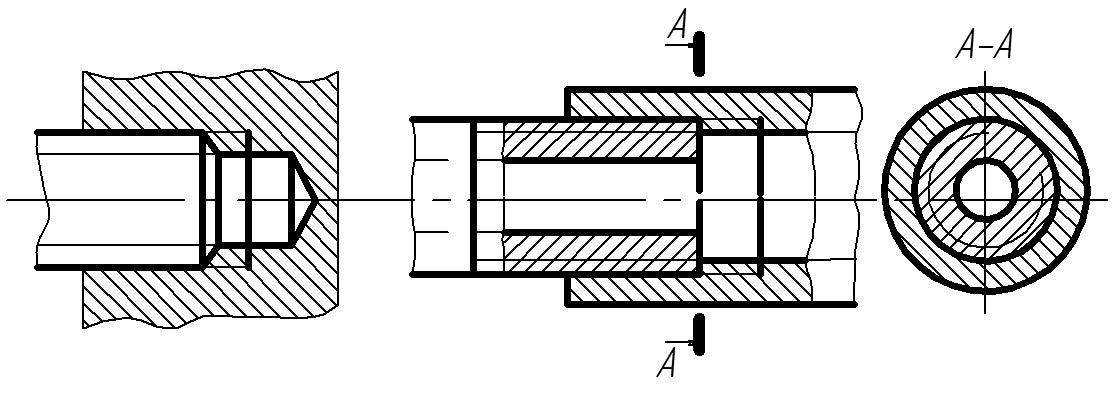
При изображении резьбы в разрезах и сечениях штриховку проводят до сплошной основной линии, т. е. до линии наружного диаметра резьбы на стержне и до линии внутреннего диаметра в отверстии (см. рис. 6.5).
На чертежах, по которым резьба не изготавливается, например, на сборочных, изображение резьбы показывают на всю глубину сверления. Размер глубины сверления наносят на чертеже только с учетом цилиндрической части.
Резьбу нестандартного профиля показывают со всеми ее размерами и дополнительными надписями (рис. 6.7). Кроме размеров и предельных отклонений резьбы, на чертеже указываются дополнительные данные о числе заходов, о левом направлении резьбы с дополнением слова «Резьба».
В соединениях резьба условно изображается на стержне, а в отверстии – только та часть резьбы, которая не закрыта стержнем (рис. 6.8, а).
6.8, а).
Условное изображение резьбы не дает полного представления о ней, так как все резьбы обозначаются одинаково. Поэтому изображение стандартной резьбы дополняется условным обозначением, в котором указывается:
– буквенное обозначение, определяющее тип резьбы;
– номинальный диаметр резьбы;
– шаг и ход резьбы;
– направление резьбы;
– условное обозначение поля допуска и класса точности;
– номер стандарта.
Рис. 6.8. Изображение резьбы в соединениях и её условное обозначение
На учебных чертежах допускается не указывать поле допуска и класс точности при обозначении резьбы.
Обозначение резьбы на цилиндрических стержнях и в отверстиях относят к наружному диаметру, проставляя значение над размерной линией, на ее продолжении или на полке (рис. 6.8, б). Обозначение конической и трубной цилиндрической резьбы относят к контуру резьбы посредством линий-выносок с полкой, над которой пишут обозначение резьбы (рис. 6.8, в). В условном обозначении трубной цилиндрической резьбы указывается внутренний диаметр трубы в дюймах (1“ = 25,4 мм), на внешней поверхности которой выполняется данная резьба. В условном обозначении конической резьбы указывается наружный диаметр в среднем (приблизительно) сечении по длине резьбы в дюймах.
6.8, в). В условном обозначении трубной цилиндрической резьбы указывается внутренний диаметр трубы в дюймах (1“ = 25,4 мм), на внешней поверхности которой выполняется данная резьба. В условном обозначении конической резьбы указывается наружный диаметр в среднем (приблизительно) сечении по длине резьбы в дюймах.
При обозначении метрической и дюймовых резьб с крупным шагом шаг резьбы не указывается.
В обозначение многозаходных резьб входит ход резьбы, а шаг проставляется в скобках. Направление указывается только для левой резьбы буквами
Примеры обозначения резьб (см. рис. 6.8):
– М20 – метрическая резьба с наружным диаметром 20 мм и крупным шагом резьбы;
– М20×2 – метрическая резьба с наружным диаметром 20 мм и мелким шагом 2 мм;
– S30×3LH – упорная резьба однозаходная с наружным диаметром 30мм, шагом 3мм, левая;
– Тr20×8(Р4) – трапецеидальная резьба двухзаходная с наружным диаметром 20 мм, ходом 8 мм, шагом 4 мм;
– G7/8 – трубная цилиндрическая резьба с размером внутреннего диаметра трубы 7/8. ;
;
– R3/4 – наружная трубная коническая резьба с размером наружного диаметра 3/4. в среднем (приблизительном) сечении по длине резьбы.
Болты
Болт представляет собой цилиндрический стержень с резьбой на одном конце и головкой на другом, чаще всего в виде шестигранной призмы. В большинстве конструкций болтов на его головке имеется фаска, сглаживающая острые края и облегчающая наложение гаечного ключа при свинчивании.
Существуют различные типы болтов, отличающиеся друг от друга по форме и размерам головки и стержня, по форме стержня, по шагу резьбы, по точности изготовления, характеру исполнения. В зависимости от условий работы и назначения, головки болтов могут иметь шестигранную, полукруглую и потайную формы.
Болты с шестигранной головкой имеют несколько исполнений (рис. 6.9):
– исполнение 1 – без отверстий в головке и в стержне;
– исполнение 2 – с отверстиями в стержне;
– исполнение 3 – с двумя отверстиями в головке болта.
Рис. 6.9. Изображение болта в 3-х исполнениях
Каждому диаметру резьбы болта d соответствуют определенные размеры его головки. При одном и том же диаметре резьбы болт может изготавливаться различной длины l, которая стандартизирована.
Обычно резьбовые крепежные изделия на чертежах располагаются так, что их ось расположена горизонтально. Все необходимые размеры для вычерчивания болтов приведены в соответствующих таблицах ГОСТов. Чертеж болта выполняется в двух видах с указанием необходимых размеров (рис. 6.10).
Рис. 6.10. Изображение элементов болта
Так, на рис. 6.10 показана простановка размеров элементов болта: d –диаметр болта; l0 – длина резьбы; l – длина болта; D1 – диаметр описанной окружности головки; D – диаметр фаски головки болта; h – высота головки болта; S – размер под ключ.
При вычерчивании болта наибольшее затруднение вызывает изображение фаски на шестигранной головке. Рассмотрим последовательность ее выполнения (рис. 6.11).
Рис.6.11. Построение фаски головки болта
Построим шестигранник в двух проекциях по размерам S, D, h, с торцевой окружностью диаметра D1 = 0,95S, где S – размер под ключ. На виде слева она изображается окружностью, пересекающей вертикальную осевую линию в точках 1 и 2 , а на главном виде – отрезком 12 22.
Через точки 12 и 22 проведем проекции образующих конуса под углом 30° к проекции основания призмы. На главном виде получаются точки А2 и В2 – проекции точек пересечения боковых ребер призмы с поверхностью конуса. Ребра призмы располагаются симметрично относительно её оси, поэтому точки пересечения всех ребер с поверхностью конуса будут располагаться на одной высоте от основания призмы.
Фаска представляет собой поверхность усеченного конуса. При пересечении граней шестигранника с конической поверхностью фаски образуют гиперболы, которые с целью упрощения построения заменяют дугами окружностей радиусов R и r.
Проведя из точки А2 прямую параллельно основанию призмы, получим С2 и Е2 – точки пересечения ребер с поверхностью конуса. Фронтальную проекцию грани А2С2 делим пополам, к линии 12А2 (фаске) в точке А2 проводим перпендикуляр, который пересечет линию, делящую фронтальную проекцию грани пополам в точке О* и ось головки болта в точке О . Из точки О радиусом R = ОС2 и из точек О* и О** радиусом r = О*А2 проводим три дуги окружностей. На этом построение фаски завершено.
Рассмотренный способ построения является универсальным при изображении фасок с углом 30° на любых гранных деталях, в том числе и при изображении гайки.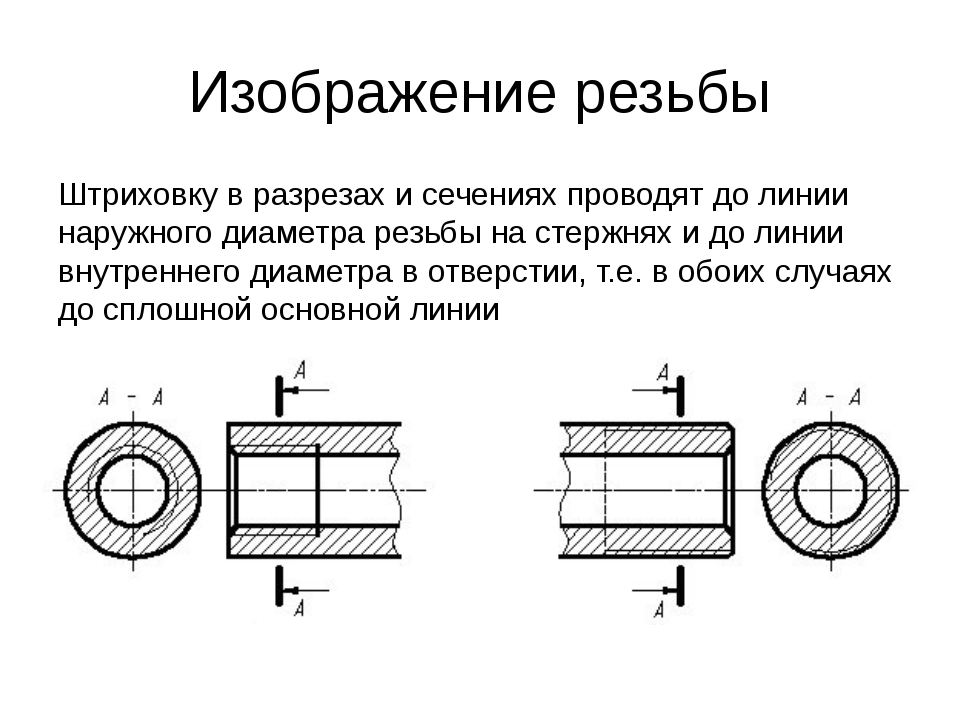 Под чертежом болта следует выполнить надпись условного обозначения болта чертежным шрифтом.
Под чертежом болта следует выполнить надпись условного обозначения болта чертежным шрифтом.
Для крепежных деталей, к которым относятся болты, винты, шпильки, гайки, установлены технические требования (ГОСТ 1759-70), которые включают в себя классы прочности (для изделий из легированных сталей) или группы прочности (для изделий из специальных сталей и цветных металлов), классы точности (допуски размеров), виды покрытий и т. д.
Классы прочности. Для крепежных изделий установлены классы прочности 3.6, 4.6, 4.8, 5.8, 6.6, 6.8, 8.8, 9.8, 10.9 и 12.9. Обозначение состоит из двух цифр, первая соответствует номинальному значению временного сопротивления разрыву (Н/мм2), вторая – отношению номинального значения предела текучести к временному сопротивлению в процентах.
Класс точности. Для крепежных изделий установлены три (А, В, С) класса точности. Для классов А и В – поля допусков внутренней резьбы – 6Н, наружной – 6g; для класса С – наружной – 8g, внутренней – 7Н.
Покрытия. Крепежные изделия поставляют или без покрытия, или с покрытием, которое указывают цифрами, например: 01 – цинковое хроматирование, 02 – кадмиевое хроматирование, 03 – многослойное медно-никелевое и т. д.
Пример условного обозначения болта исполнения 1 с диаметром резьбы d = 12 мм, с размером под ключ S = 18 мм, длиной l = 60 мм, с крупным шагом резьбы, с полем допуска 6g, класса точности 5.8 (точку между цифрами не ставят), без покрытия:
Болт М12 – 6g×60.58 (S18) ГОСТ 7798-70.
Гайки
Гайкой называют изделие, имеющее резьбовое отверстие для навинчивания на болт, шпильку и др. Гайки классифицируют по форме поверхности, характеру исполнения, шагу резьбы, точности изготовления. По форме поверхности различают гайки шестигранные, круглые, гайки-барашки, колпачковые.
Наибольшее распространение получили шестигранные гайки, которые изготавливаются повышенной, грубой и нормальной точности. Последние изготавливаются в трех исполнениях (рис. 6.12):
Последние изготавливаются в трех исполнениях (рис. 6.12):
– исполнение 1 – с двумя коническими фасками;
– исполнение 2 – с одной конической фаской;
– исполнение 3 – без фасок, но с коническим выступом с одного торца (нет на чертеже).
Чертеж гайки выполняется в двух изображениях. На плоскости проекций, параллельной оси гайки, соединяем половину вида с половиной фронтального разреза и изображаем вид слева со стороны фаски. Все необходимые размеры для вычерчивания гаек приведены в соответствующих таблицах ГОСТов. Способ вычерчивания гайки с фаской одинаков с построением головки болта (см. рис. 6.11). Под чертежом гайки наносят ее условное обозначение.
Например: гайка исполнения 1 диаметром резьбы d = 12 мм, размером под ключ S =18 мм, крупным шагом резьбы, полем допуска 6Н, класса прочности 5.8, без покрытия:
Гайка М12 – 6Н.58 (S18) ГОСТ 5915–70.
Рис. 6.12. Изображение гайки
6.12. Изображение гайки
Шайбы
Шайбой называют изделие, имеющее форму диска с цилиндрическим отверстием под болт. Это деталь, которую устанавливают для предохранения материала детали от задиров и смятия при затяжке гайки и более равномерного распределения давления на соединяемые детали, а также, чтобы исключить возможность самоотвинчивания крепежной детали. Шайбы разделяют на круглые, косые, пружинные, стопорные и др.
Круглые обычные шайбы изготавливают в двух исполнениях (рис. 6.13):
– исполнение 1 – без фаски;
– исполнение 2 – с фаской.
По величине эти шайбы разделяются на нормальные и увеличенные. Форму круглой шайбы определяет одно изображение. Чертеж шайбы выполняют с фронтальным разрезом. Все необходимые размеры для вычерчивания шайб приведены в соответствующих таблицах ГОСТов.
Рис. 6.13. Изображение шайбы
Пример условного обозначения шайбы исполнения 1 для крепежной детали с диаметром резьбы d =14 мм, толщиной, установленной в стандарте, изготовленной из стали марки 08 кп, с цинковым покрытием (01), толщиной 16 мкм:
Шайба 14.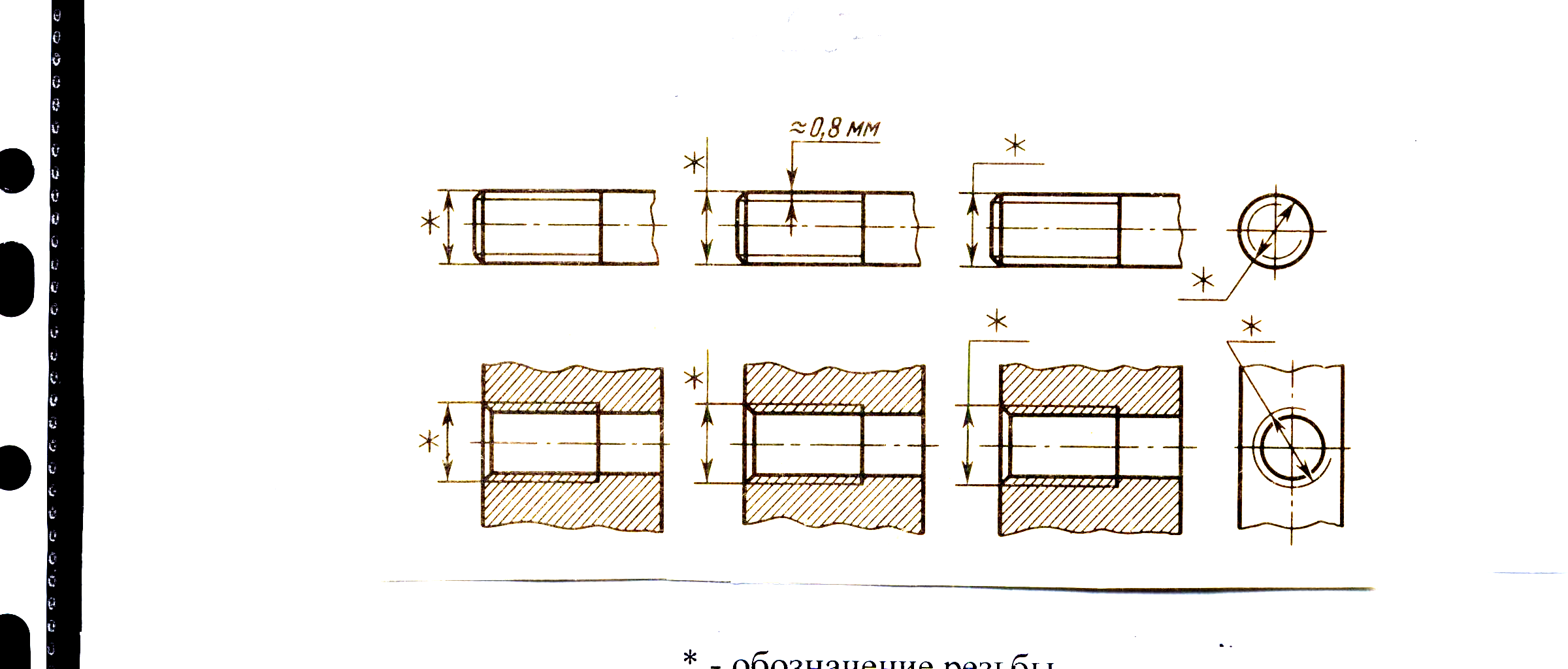 01.08кп. 0.16 ГОСТ 11371-78.
01.08кп. 0.16 ГОСТ 11371-78.
Шпильки
Шпилькой называется крепежная деталь, представляющая собой цилиндрический стержень, оба конца которого имеют резьбу. Конструкция и размеры шпилек стандартизированы.
Шпильки общего назначения предназначены для соединения деталей как с резьбовыми, так и гладкими отверстиями. Одним концом, называемым ввинчиваемым, шпилька завертывается в резьбовое отверстие одной из скрепляемых деталей. На другой резьбовой конец, называемый гаечным, навинчивается гайка. Шпильки выпускаются двух классов точности в двух исполнениях. При изображении шпильки вычерчивают только один вид на плоскости, параллельной оси шпильки, и указывают размеры резьбы d, длину шпильки l (рис. 6.14).
Рис. 6.14. Изображение шпильки
Длина ввинчиваемого конца l1 определяется материалом детали, в которую он завинчивается (см. ГОСТ 22032-76, 22034-76, 22038-76, 22040-76).
ГОСТ 22032-76, 22034-76, 22038-76, 22040-76).
Длина гаечного конца l0 определяется из ГОСТов в зависимости от диаметра резьбы d и длины шпильки l. Под длиной шпильки понимают длину стержня без длины ввинчиваемого резьбового конца l1.
Например: шпилька с ввинчиваемым концом длиной d, класса точности В (полем допуска 6g), исполнения 1, с диаметром резьбы d =20 мм, крупным шагом Р = 2,5 мм, длиной l = 150 мм, класса прочности 5.8, без покрытия обозначается так:
Шпилька М20 – 6g×150.58 ГОСТ 22032-76.
Узнать еще:
Обозначение трубной резьбы на чертежах: правила изображения разных деталей
Содержание статьи
Резьбовые соединения относятся к самой большой группе разъемных соединений. Данным способом можно свинчивать детали или соединять их в одно целое, применяя специальные крепежные изделия – болты, винты, гайки, шпильки и т.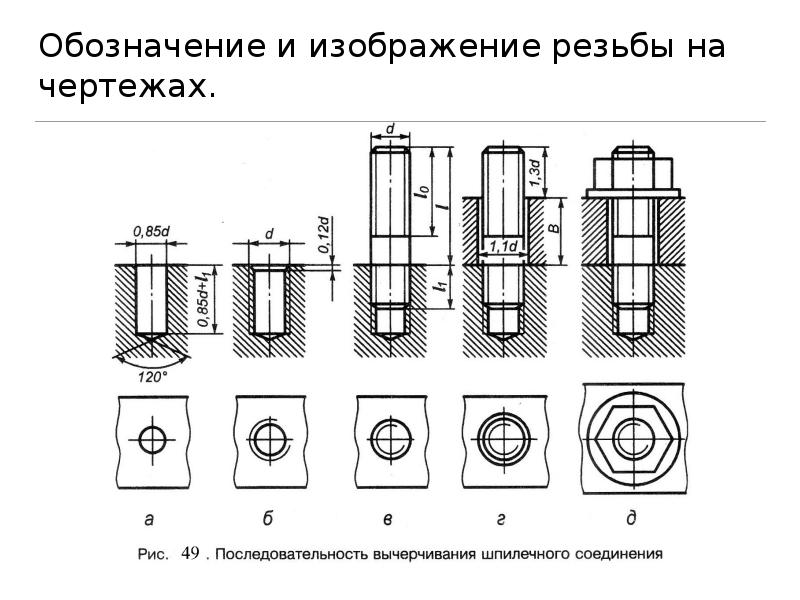 д. Обозначение трубной резьбы на чертежах позволяет понять, как выглядит деталь в реальной жизни.
д. Обозначение трубной резьбы на чертежах позволяет понять, как выглядит деталь в реальной жизни.
Типы резьбовых соединений
В зависимости от назначения резьбы подразделяют на три типа:
- Крепежные. При соединении и свинчивании нескольких деталей в данном случае применяются крепежные изделия.
- Крепежно-уплотнительные. Чтобы плотно соединить детали, пользуются специальными переходными деталями, которые называются фитингами или муфтами.
- Ходовые. Они используются, когда нужно преобразовать вращательное движение в поступательное (в домкрате, ручном и кузнечном прессе и т.д.) или, наоборот, поступательное во вращательное (в автоматических отвертках).
На заметку! Резьбой называется поверхность, которая образуется винтовым движением плоского контура по конической или цилиндрической поверхности.
Параметры рабочей поверхности
Параметры резьбы и ее профили
К характерным параметрам резьбы относится следующее:
- Наружный диаметр (d) – измеряется по выступам на стержне профиля или по впадинам в отверстиях.

- Внутренний диаметр (d1) – измеряется по впадинам на стержне профиля или по выступам в отверстиях.
- Профиль – обозначение фигуры сечения трубной резьбы в плоскости, которая проходит через ось.
- Шаг (р) – расстояние, на котором находятся два соседних витка. Определяется между одинаковыми боковыми сторонами – правой или левой.
- Боковая сторона профиля – прямолинейный участок винтовой поверхности.

Изображение резьбы на чертежах
Изображение резьбы на чертежах
Нарезанной на стержне
Наружный диаметр, изброженный спереди и слева, наносится сплошной основной линией, а внутренний – сплошной тонкой. На виде слева не изображается фаска. Благодаря этому, можно начертить внутренний диаметр резьбы сплошной тонкой линией, которая разомкнута на одну четвертую диаметра окружности.
Обратите внимание! Один конец дуги не доведен до центровой линии приблизительно на 2 мм, зато другой конец пересек вторую центровую линию на такое же расстояние.
Граница, где заканчивается нарезанная часть, показана сплошной основной линией.
Сделанной внутри цилиндра
На виде спереди внутренний и внешний диаметр резьбы, сделанной в отверстии, показывается прерывистой штриховой линией.
На виде слева фаска не показывается, а внешний диаметр изображен тонкой сплошной линией, которая разомкнута на четверть окружности. Дуга в одном случае не доводится до центровой линии, а в другом пересекает ее на такую же величину. Внутренний диаметр проводится сплошной основной линией. Граница резьбы показывается штриховой линией.
Как на чертеже обозначается трубная резьба, узнаем на следующем примере.
Обозначение трубной метрической резьбы
На чертежах метрическую резьбу обозначают буквой М. Затем указывается величина наружного диаметра (например, М20), а также шаг мелкой резьбы (М20х1,5). Если последний параметр не указан, это означает, что деталь имеет крупный шаг. Величину шага выбирают согласно ГОСТам.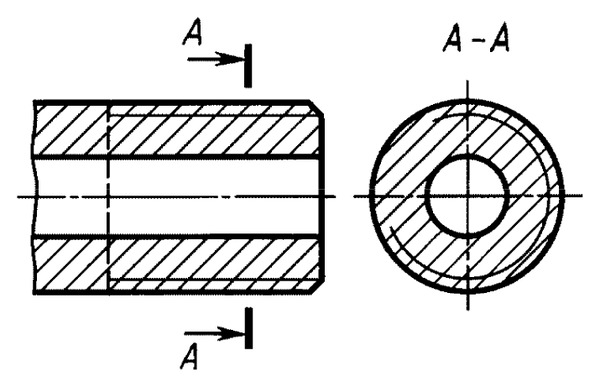
Умение читать чертежи, помогает в любой работе.
Понравилась статья? Поделитесь ей:
Параметры резьбы
Размеры резьбы и точность ее профиля являются решающими факторами при определении следующего:
- возможно ли выполнение поверхностной обработки болта;
- возможно ли свободное соединение;
- сможет ли резьба выдерживать усилия, на которое рассчитано соединение деталей.
Расчет параметров резьбы основывается на номинальном диаметре резьбы, шаге резьбы и внутреннем диаметре резьбы:
|
D… Номинальный наружный диаметр внутренней резьбы (гайка) d… Номинальный наружный диаметр наружной резьбы (болт) _____________________________________________________ D/d Номинальный диаметр резьбы D2/d2 Номинальный средний диаметр резьбы D1/d3 Номинальный внутренний диаметр резьбы P Шаг резьбы |
Значение диаметров метрической резьбы вычисляют по формулам:
D2 (d2) = D(d) – 0,6495P
D1 (d1) = D(d) – 1,0825P
Размеры наружной резьбы (болта) измеряются калибрами, микрометрами или оптическими измерительными приборами, в то время как внутренняя резьба (гайка) измеряется цилиндрическими калибрами.
Основные параметры резьбы, учитываемые при соединении деталей:
Допуск на резьбу
Устанавливается допуски для двух диаметров резьбы – среднего диаметра и диаметра выступов (наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы).
Допуск среднего диаметра резьбы определяет допустимую степень отклонения номинального среднего диаметра наружной (d2) и внутренней резьбы (D2).
Допуск на диаметр выступов устанавливает допустимую степень отклонения номинального наружного диаметра (d) крепежа с наружной резьбой (например, болты, винты) и номинального внутреннего диаметра (D) крепежа с внутренней резьбой (например, гайки).
Значение допуска среднего диаметра и диаметра выступов всегда отрицательное для крепежа с наружной резьбой и положительное для крепежа с внутренней резьбой.
Положительный допуск на внутреннюю резьбу и отрицательный на внешнюю позволяет оставлять необходимый допуск на возможную последующую обработку.
|
0 – нулевая отметка (h/H) – Номинальный диаметр +/- – положительные/отрицательные зоны расположения допусков e/g/G – положение допуска относительно 0 (h/H) 6/7/8 – степень точности допуска * – стандартный размер допуска болта/гайки Es/ei – максимальный размер границы поля допуска Ei/es – минимальный размер границы поля допуска ↨ – допуск зазора для антикоррозийного покрытия |
Поле допуска
Расстояние между максимальным и минимальным значением установленного ограничения (размер поля es-ei/EI-ES) определяет поле допуска. Поле допуска резьбы образуется сочетанием полей допусков среднего диаметра и диаметра выступов.
Положение поля допуска диаметра резьбы определяется основным отклонением (верхним для наружной резьбы и нижним для внутренней резьбы) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней.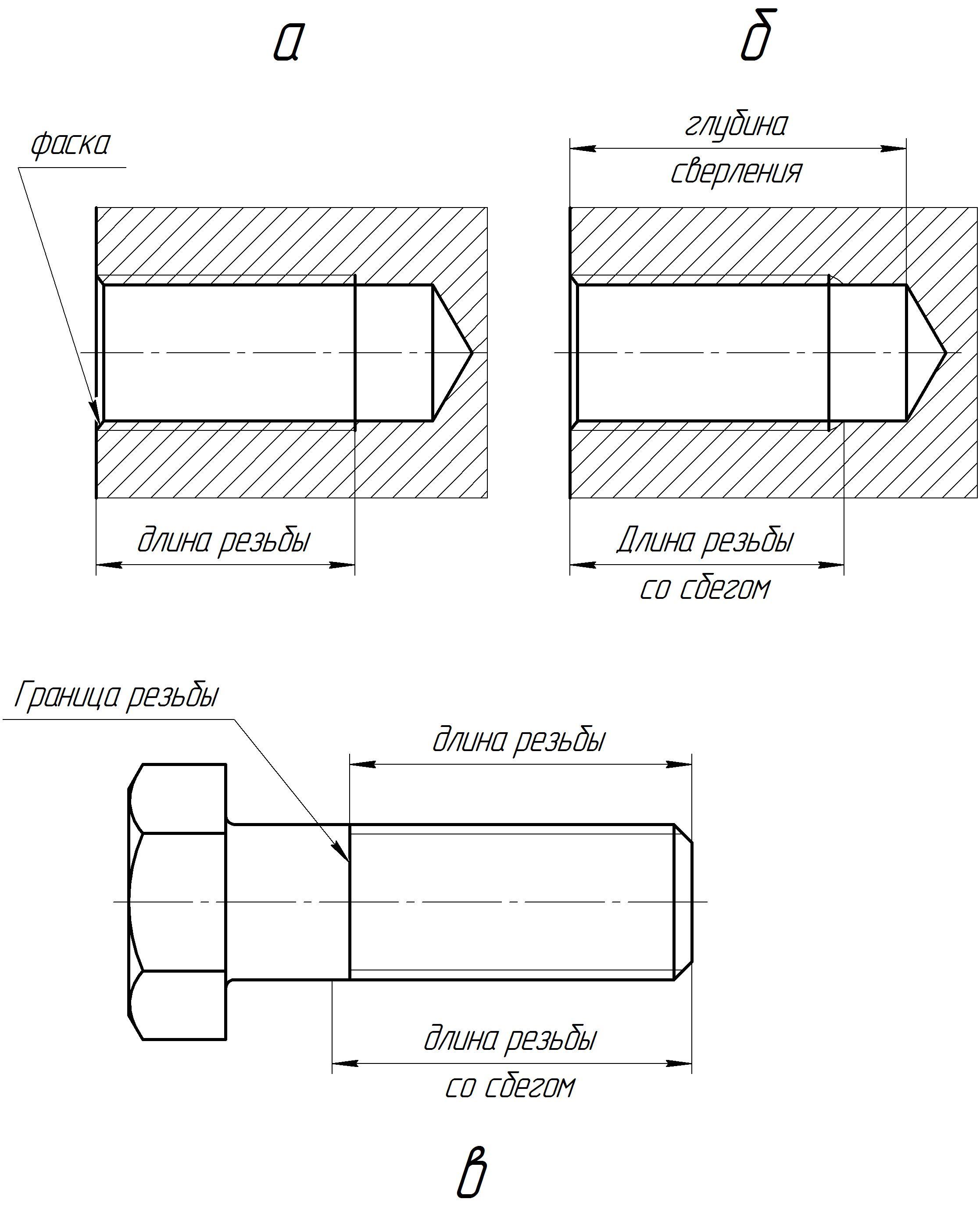
Обозначение поля допуска отдельного диаметра резьбы состоит из цифры, указывающей степень точности, и буквы, указывающей основное отклонение. Например, 4h; 6g; 6H.
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра помещаемого на первом месте, и обозначения поля допуска диаметра выступов: 7g 6g (поле допуска d2 и d).
Если обозначение поля допуска диаметров выступов совпадает с обозначением поля среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется.
Рекомендованные поля допуска для длины свинчивания N (до нанесения антикоррозийного покрытия) на крепеж с DIN, ISO, DIN ISO, DIN EN ISO, ГОСТ стандартами:
|
Класс точности: |
Средний |
Грубый |
||
|
Резьба |
Номинальный наружный диаметр наружной резьбы (винт, болт) |
Номинальный наружный диаметр внутренней резьбы(гайка) |
Номинальный наружный диаметр наружной резьбы (винт, болт) |
Номинальный наружный диаметр внутренней резьбы(гайка) |
|
Без покрытия |
6g |
6H |
8g |
7H |
|
Тонкое гальваническое покрытие |
||||
|
Крупные размеры (без покрытия) |
6e |
6G |
8e |
7G |
|
Толстое гальваническое покрытие |
||||
|
Класс точности продукции: |
A, B |
C |
||
|
ГОСТ |
7798-70, 7805-70 |
5915-70, 5927-70 |
15589-70 |
|
|
DIN |
931, 933 |
934 |
558, 601 |
555 |
|
ISO |
4014, 4017 |
4032 |
4018, 4016 |
4034 |
Длина свинчивания резьбы
Длины свинчивания резьбы подразделяются на 3 группы: «короткие» S, «нормальные» N, «длинные» L. Длина свинчивания традиционных соединений (группа N) зависит от шага резьбы согласно ISO 965/DIN 13-14
Длина свинчивания традиционных соединений (группа N) зависит от шага резьбы согласно ISO 965/DIN 13-14
Длина свинчивания N max для мелкой и крупной резьбы:
|
Диаметр резьбы |
M5 |
M6 |
M8 |
M10 |
M12 |
M14-M16 |
M18-M22 |
M24-M27 |
M30-M33 |
M36-M39 |
M42-M45 |
|
|
Шаг резьбы |
Крупная резьба |
0,8 |
1 |
1,25 |
1,5 |
1,75 |
2 |
2,5 |
3 |
3,5 |
4 |
4,5 |
|
Мелкая резьба |
0,5 |
0,75 |
1 |
1,25 |
1,5 |
1,5 |
2 |
2 |
2 |
3 |
3 |
|
|
Длина свинчивания N max |
Крупная резьба |
7,5 |
9 |
12 |
15 |
18 |
24 |
30 |
36 |
45 |
53 |
63 |
|
Мелкая резьба |
4,5 |
7,1 |
9 |
12 |
13 |
16 |
16 |
25 |
25 |
36 |
36 |
|
Размеры метрической резьбы (согласно ISO 965-2 / DIN 13-20, 21, 22, 27):
|
Номи- нальный диаметр резьбы d/D |
Шаг резьбы P |
Средний диаметр нулевой линии h/H |
Наружная резьба (болт, винт) |
Внутренняя резьба (гайка) |
||||||||||||
|
Поле допус- ка / поло- жение |
Номиналь- ный диаметр резьбы d |
Номиналь- ный средний диаметр резьбы d2 |
Номиналь- ный внутренний диаметр резьбы d3 |
Поле допус- ка / поло- жение |
Номи- нальный диаметр резьбы D мин. |
Номи- нальный средний диаметр резьбы D2 |
Номи- нальный внутренний диаметр резьбы D3 |
|||||||||
|
Круп- ный |
Мел- кий |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
|||
|
M3 |
0,5 |
|
2,675 |
6g |
2,980 |
2,874 |
2,655 |
2,580 |
2,367 |
2,273 |
6H |
3,000 |
2,675 |
2,775 |
2,459 |
2,599 |
|
|
|
|
6e |
2,950 |
2,844 |
2,625 |
2,550 |
2,337 |
2,243 |
6G |
3,020 |
2,695 |
2,795 |
2,479 |
2,619 |
|
|
M4 |
0,7 |
|
3,545 |
6g |
3,978 |
3,838 |
3,523 |
3,433 |
3,119 |
3,002 |
6H |
4,000 |
3,545 |
3,663 |
3,242 |
3,422 |
|
|
|
|
6e |
3,944 |
3,804 |
3,489 |
3,399 |
3,085 |
2,968 |
6G |
4,022 |
3,567 |
3,685 |
3,264 |
3,444 |
|
|
M5 |
0,8 |
|
4,48 |
6g |
4,976 |
4,826 |
4,456 |
4,361 |
3,995 |
3,869 |
6H |
5,000 |
4,480 |
4,605 |
4,134 |
4,334 |
|
|
|
|
6e |
4,940 |
4,790 |
4,420 |
4,325 |
3,959 |
3,833 |
6G |
5,024 |
4,504 |
4,629 |
4,158 |
4,358 |
|
|
M6 |
1 |
|
5,35 |
6g |
5,974 |
5,794 |
5,324 |
5,212 |
4,747 |
4,596 |
6H |
6,000 |
5,350 |
5,500 |
4,917 |
5,153 |
|
|
|
|
6e |
5,940 |
5,760 |
5,290 |
5,178 |
4,713 |
4,562 |
6G |
6,026 |
5,376 |
5,526 |
4,943 |
5,179 |
|
|
M8 |
1,25 |
|
7,188 |
6g |
7,972 |
7,760 |
7,160 |
7,042 |
6,438 |
6,272 |
6H |
8,000 |
7,188 |
7,348 |
6,647 |
6,912 |
|
|
8e |
7,937 |
7,602 |
7,125 |
6,935 |
6,403 |
6,165 |
6G |
8,028 |
7,216 |
7,376 |
6,675 |
6,940 |
|||
|
|
1 |
7,35 |
6g |
7,974 |
7,794 |
7,324 |
7,212 |
6,747 |
6,596 |
6H |
8,000 |
7,350 |
7,500 |
6,917 |
7,153 |
|
|
M10 |
1,5 |
|
9,026 |
6g |
9,965 |
9,732 |
8,994 |
8,862 |
8,128 |
7,938 |
6H |
10,000 |
9,026 |
9,206 |
8,376 |
8,676 |
|
|
8e |
9,933 |
9,558 |
8,959 |
8,747 |
8,093 |
7,823 |
6G |
10,032 |
9,058 |
9,238 |
8,408 |
8,708 |
|||
|
|
1,25 |
9,188 |
6g |
9,972 |
9,760 |
9,160 |
9,042 |
8,438 |
8,272 |
6H |
10,000 |
9,188 |
9,348 |
8,647 |
8,912 |
|
|
M12 |
1,75 |
|
10,863 |
6g |
11,966 |
11,701 |
10,829 |
10,679 |
9,819 |
9,602 |
6H |
12,000 |
10,863 |
11,063 |
10,106 |
10,441 |
|
|
8e |
11,929 |
11,504 |
10,792 |
10,556 |
9,782 |
9,479 |
6G |
12,034 |
10,897 |
11,097 |
10,140 |
10,475 |
|||
|
|
1,5 |
11,026 |
6g |
11,968 |
11,732 |
10,994 |
10,854 |
10,128 |
9,930 |
6H |
12,000 |
11,026 |
11,216 |
10,376 |
10,676 |
|
|
M14 |
2 |
|
12,701 |
6g |
13,962 |
13,682 |
12,663 |
12,503 |
11,508 |
11,271 |
6H |
14,000 |
12,701 |
12,913 |
11,835 |
12,210 |
|
|
8e |
13,929 |
13,479 |
12,630 |
12,380 |
11,475 |
11,148 |
6G |
14,038 |
12,739 |
12,951 |
11,873 |
12,248 |
|||
|
|
1,5 |
13,026 |
6g |
13,968 |
13,732 |
12,994 |
12,854 |
12,128 |
11,930 |
6H |
14,000 |
13,026 |
13,216 |
12,376 |
12,676 |
|
|
M16 |
2 |
|
14,701 |
6g |
15,962 |
15,682 |
14,663 |
14,503 |
13,508 |
13,271 |
6H |
16,000 |
14,701 |
14,913 |
13,835 |
14,210 |
|
|
8e |
15,929 |
15,479 |
14,630 |
14,380 |
13,475 |
13,148 |
6G |
16,038 |
14,739 |
14,951 |
13,873 |
14,248 |
|||
|
|
1,5 |
15,026 |
6g |
15,968 |
15,732 |
14,994 |
14,854 |
14,128 |
13,930 |
6H |
16,000 |
15,026 |
15,216 |
14,376 |
14,676 |
|
|
M18 |
2,5 |
|
16,376 |
6g |
17,958 |
17,623 |
16,334 |
16,164 |
14,891 |
14,625 |
6H |
18,000 |
16,376 |
16,600 |
15,294 |
15,744 |
|
|
8e |
17,920 |
17,390 |
16,296 |
16,031 |
14,853 |
14,492 |
6G |
18,042 |
16,418 |
16,642 |
15,336 |
15,786 |
|||
|
|
2 |
16,701 |
6g |
17,962 |
17,682 |
16,663 |
16,503 |
15,508 |
15,271 |
6H |
18,000 |
16,701 |
16,913 |
15,835 |
16,210 |
|
|
M20 |
2,5 |
|
18,376 |
6g |
19,958 |
19,623 |
18,334 |
18,164 |
16,891 |
16,625 |
6H |
20,000 |
18,376 |
18,600 |
17,294 |
17,744 |
|
|
8e |
19,920 |
19,390 |
18,296 |
18,031 |
16,853 |
16,492 |
6G |
20,042 |
18,418 |
18,642 |
17,336 |
17,786 |
|||
|
|
2 |
18,701 |
6g |
19,962 |
19,682 |
18,663 |
18,503 |
17,508 |
17,271 |
6H |
20,000 |
18,701 |
18,913 |
17,835 |
18,210 |
|
|
M22 |
2,5 |
|
20,376 |
6g |
21,958 |
21,623 |
20,334 |
20,164 |
18,891 |
18,625 |
6H |
22,000 |
20,376 |
20,600 |
19,294 |
19,744 |
|
|
8e |
21,920 |
21,390 |
20,296 |
20,031 |
18,853 |
18,492 |
6G |
22,042 |
20,418 |
20,642 |
19,336 |
19,786 |
|||
|
|
2 |
20,701 |
6g |
21,962 |
21,682 |
20,663 |
20,503 |
19,508 |
19,271 |
6H |
22,000 |
20,701 |
20,913 |
19,835 |
20,210 |
|
|
M24 |
3 |
|
22,051 |
6g |
23,952 |
23,577 |
22,003 |
21,803 |
20,271 |
19,955 |
6H |
24,000 |
22,051 |
22,316 |
20,752 |
21,252 |
|
|
8e |
23,915 |
23,315 |
21,966 |
21,651 |
20,234 |
19,803 |
6G |
24,048 |
22,099 |
22,364 |
20,800 |
21,300 |
|||
|
|
2 |
22,701 |
6g |
23,962 |
23,682 |
22,663 |
22,493 |
21,508 |
21,261 |
6H |
24,000 |
22,701 |
22,925 |
21,835 |
22,210 |
|
|
M27 |
3 |
|
25,051 |
6g |
26,952 |
26,577 |
25,003 |
24,803 |
23,271 |
22,955 |
6H |
27,000 |
25,051 |
25,316 |
23,752 |
24,252 |
|
|
8e |
26,915 |
26,315 |
24,966 |
24,651 |
23,234 |
22,803 |
6G |
27,048 |
25,099 |
25,364 |
23,800 |
24,300 |
|||
|
|
2 |
25,701 |
6g |
26,962 |
26,682 |
25,663 |
25,493 |
24,508 |
24,261 |
6H |
27,000 |
25,701 |
25,925 |
24,835 |
25,210 |
|
|
M30 |
3,5 |
|
27,727 |
6g |
29,947 |
29,522 |
27,674 |
27,462 |
25,653 |
25,306 |
6H |
30,000 |
27,727 |
28,007 |
26,211 |
26,771 |
|
|
8e |
29,910 |
29,240 |
27,637 |
27,302 |
25,616 |
25,146 |
6G |
30,053 |
27,780 |
28,060 |
26,264 |
26,824 |
|||
|
|
2 |
28,701 |
6g |
29,952 |
29,577 |
28,003 |
27,803 |
26,271 |
25,955 |
6H |
30,000 |
28,051 |
28,316 |
26,752 |
27,252 |
|
|
M33 |
3,5 |
|
30,727 |
6g |
32,947 |
32,522 |
30,674 |
30,462 |
28,653 |
28,306 |
6H |
33,000 |
30,727 |
31,007 |
29,211 |
29,771 |
|
|
8e |
32,910 |
32,240 |
30,637 |
30,302 |
28,616 |
28,146 |
6G |
33,053 |
30,780 |
31,060 |
29,264 |
29,824 |
|||
|
|
2 |
31,701 |
6g |
32,962 |
32,682 |
31,663 |
31,493 |
30,508 |
30,261 |
6H |
33,000 |
31,701 |
31,925 |
30,835 |
31,210 |
|
|
M36 |
4 |
|
33,402 |
6g |
35,940 |
35,465 |
33,342 |
33,118 |
31,033 |
30,655 |
6H |
36,000 |
33,402 |
33,702 |
31,670 |
32,270 |
|
|
8e |
35,905 |
35,155 |
33,307 |
32,952 |
30,998 |
30,489 |
6G |
36,060 |
33,462 |
33,762 |
31,730 |
32,330 |
|||
|
|
3 |
34,051 |
6g |
35,952 |
35,577 |
34,003 |
33,803 |
32,271 |
31,955 |
6H |
36,000 |
34,051 |
34,316 |
32,752 |
33,252 |
|

Требования к метрической резьбе изделий, производимых в РФ, представлены в стандарте ГОСТ 16093-2004.
Внутренняя резьба – характеристики, обозначение на чертеже, нарезка
Самым распространенным способом разъемного соединения деталей можно смело считать резьбовое. В этом соединении, принимают участие детали на поверхность одной из них нанесена внешняя, в теле другой выполнена внутренняя резьба. Примеры такого типа соединений мы можем наблюдать ежедневно.
Геометрические параметры
Внутренняя резьба – это выполненная в форме винта определенной формы нарезка внутри отверстия. Форма определяет тип резьбы. В машиностроении применяют несколько типов. Чаще всего встречается метрическая. Кроме, нее применяют дюймовую, питчевую и другие виды. Перечисленные резьбы отличаются друг от друга профилем и применяемостью. Метрическая – имеет угол в плане 60 градусов, а дюймовая 50. Метрическая резьба применяется повсеместно, а дюймовую применяют для соединения трубопроводов и арматуры.
Номинальный размер внутренней резьбы обозначают буквой d. Для обозначения наружной – применяют букву D. Средний диаметр имеет обозначение d2, внутренний соответственно d1. Кстати, именно этот размер применяют для проведения расчетов силовых напряжений, которые создаются в детали.
Для обозначения наружной – применяют букву D. Средний диаметр имеет обозначение d2, внутренний соответственно d1. Кстати, именно этот размер применяют для проведения расчетов силовых напряжений, которые создаются в детали.
Еще один параметр, характеризующий резьбу – шаг (P). Так, обозначают расстояние между впадинами соседних витков. В машиностроении применяют несколько типоразмеров шага. То есть, на детали с одним диаметром резьбы, может быть использовано несколько резьбовых шагов. То есть, отверстие с диаметром М12 может иметь шаг 1,25 мм или 1.
Диаметр, шаг определяет инженер – конструктор исходя из силовых параметров, воздействующих на резьбовое соединение.
Нормативная документация
ГОСТ 8724
В этом документе определены параметры шага и диаметра метрической резьбы. Его требования распространяются на изделия с диаметрами от 0,25 до 600 мм. На сегодня имеет силу ГОСТ 8724-2002. Проектировщики, занимающиеся подбором метрической резьбы для деталей и узлов в любой отрасти должны руководствоваться требованиями этого документа.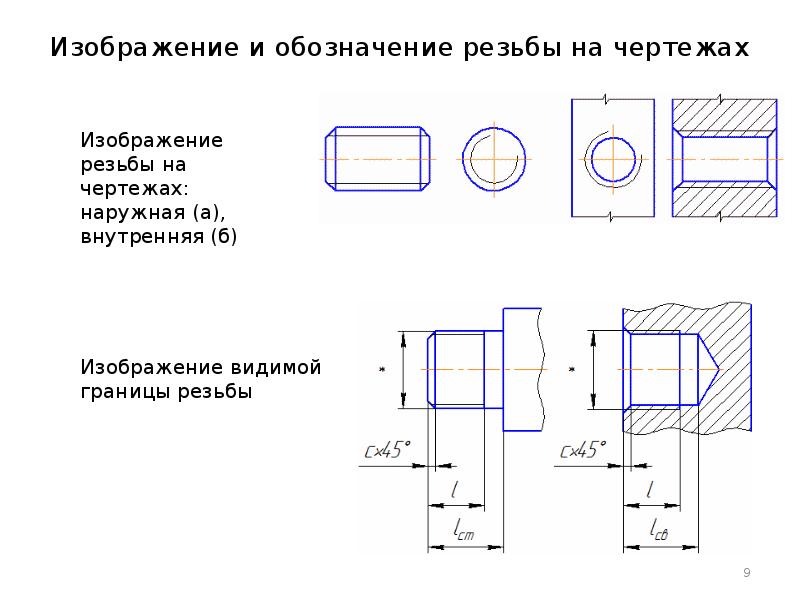
Кроме указанного нормативного документа, проектировщики и технологи должны знать и применять на практике следующие нормативные документы:
- ГОСТом 9150 2002 – определяет параметры профиля метрической резьбы и левой, и правой;
- ГОСТ 16093 – нормирует предельные размеры диаметров и шагов, устанавливает допуски на них действующие;
Надо понимать, что все применяемые резьбы стандартизированы. Кроме того, существуют резьбы, параметры, которых определены в заводских нормалях (стандартах предприятия). Такие нормали, применяют в автомобильной и авиационной отраслях промышленности.
Обозначение резьбы на чертежах рабочей документации
Внутренняя резьба обозначается в следующем порядке. Сплошной линией показывают внутренний диаметр, наружный показывают сплошной тонкой. На виде в плане, тонкую линию, обозначающую наружный диаметр показывают в виде дуги. Ее длина примерно равна ¾ от длины окружности. Саму резьбу на чертеже обозначают следующим образом – ØМ12х1,25 6H, где первый знак обозначает диаметр, буква и цифры показывают, что это метрическая резьба с номинальным диаметром 12 мм, последние обозначают допуск на изготовление нарезки.
При обозначении резьбы с нормальным шагом, размер последнего не указывают. Для обозначения многозаходной – обозначение будет записано следующим образом:
ØМ12х2(p1,25) 6H. Цифра перед скобками показывает количество заходов. Для указания левой резьбы в конце добавляют LH.
Отечественные стандарты определили и длину применяемой резьбы. Их всего три вида:
- длинная L;
- средняя N;
- короткая S.
Средняя, она же нормальная на чертежах и в рабочей документации не отображается. Индексы L и S проставляют за обозначением допуска и отделяют от него горизонтальной чертой.
Таблица значения диамеров метрической резьбы
Использование
Её нарезают в деталях, в которых будут останавливаться болты, шпильки и пр. Кроме этого, внутренняя – широко используется в сантехнике при прокладке трубопроводов подачи воды и тепла. Ее нарезают во внутренних полостях соединительных деталей типа муфта, тройник, крестовина. Для качества соединения резьбового соединения применяют вспомогательные материалы, например, фум-ленту.
Для качества соединения резьбового соединения применяют вспомогательные материалы, например, фум-ленту.
Изготовление внутренней резьбы
Для производства внутренней нарезки – применяют инструмент (резцы, метчики, раздвижные метчики, групповые фрезы, накатные ролики), выпускаемый на серийных инструментальных заводах. Изготовление специального режущего инструмента осуществляют в инструментальных цехах крупных производственных объединений.
Самый распространенный способ это нарезание с помощью метчиков. Резьбу можно нарезать в ручную и на станках разного типа. В серийном производстве применяют автоматы для нарезания в гайках, примером такого оборудования может стать станок МН 63. Его применяют для нарезания резьбы от М12 до М20 с разными шагами. В качестве режущего инструмента применяют метчики с изогнутым хвостовиком. Мощность установленного двигателя позволяет обрабатывать и цветные металлы, и высоколегированные стали.
В условиях массового производства гаек применяют так называемые автоматы для накатки. Они сконструированы таким образом, что позволяют выполнять нарезку на гайках разного размера от М5 до М60 с разной производительностью, от нескольких до десятков штук в минуту, и назначения, например, предназначенных для фиксации анкеров.
Они сконструированы таким образом, что позволяют выполнять нарезку на гайках разного размера от М5 до М60 с разной производительностью, от нескольких до десятков штук в минуту, и назначения, например, предназначенных для фиксации анкеров.
Для нарезания в корпусных деталях применяют многошпиндельные агрегаты, позволяющие обрабатывать несколько отверстий сразу. Подобное оборудование применяют при обработке двигательных установок для автомобильной и тракторной техники.
Нарезание внутренней резьбы это довольно тяжелый процесс, во время которого и инструмент, заготовка испытывают серьезные нагрузки, приводящие к повышению температуры. Для этого применяют смазывающе – охлаждающие жидкости (СОЖ).
При ручном получении применяют, например, касторовое масло.
Особенности
Для производства стандартного крепежа применяют материалы общего назначения – стали типа Ст10, Ст35 и пр. Ответственные резьбовые соединения производят из легированных материалов типа 40Х, 30ХГСА и их аналогов.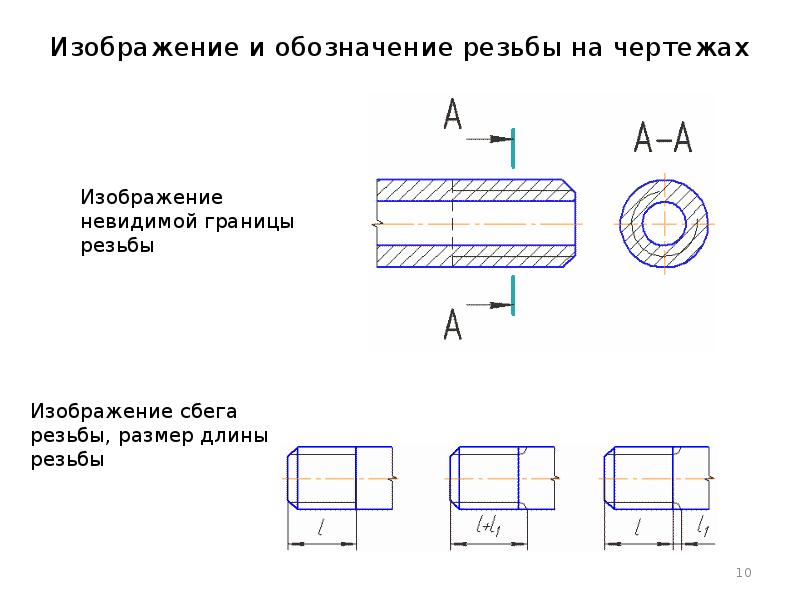 В зависимости от назначения, для защиты от коррозии, повышения износостойкости на резьбу может быть нанесено защитное покрытие, например, слой цинка, никеля и многие другие.
В зависимости от назначения, для защиты от коррозии, повышения износостойкости на резьбу может быть нанесено защитное покрытие, например, слой цинка, никеля и многие другие.
Между тем, во время эксплуатации резьбовое соединение может выйти из строя. Как правило, у происходит смятие профиля или ее срыв.
Причин тому может быть несколько:
- Использование в резьбовом соединении материалов, не предназначенных для передачи расчетных усилий.
- Несоблюдение технологического режима нарезания внутренней резьбы, в результате чего не происходит формирование полного профиля.
Во избежание подобных ошибок необходимо тщательно выполнять требуемые расчеты и при выборе размера использовать нормативы, регламентируемые в ГОСТ. При проведении работ по нарезанию необходимо строго соблюдать технологические нормативы.
Оцените статью:Рейтинг: 0/5 – 0 голосов
метрическая, коническая, круглая, цилиндрическая, упорная
Главная страница » ПрочееЧертеж — это графический документ, применяемый для изображения инженерного объекта. Для удобства его использования разработаны различные межгосударственные стандарты (ГОСТ), в которых указаны правила представления всех элементов, принимающих участие в создании того или иного изделия.
Для удобства его использования разработаны различные межгосударственные стандарты (ГОСТ), в которых указаны правила представления всех элементов, принимающих участие в создании того или иного изделия.
Обозначение резьбы на чертеже — это базовое знание, которым должен обладать каждый инженер.
Назначение резьбы и ее элементы
Резь является главным элементом винтовой передачи и резьбового соединения. Она состоит из череды выпуклостей и углублений на телах кручения, что обеспечивает крепление, способное выдерживать высокие нагрузки. Нарезку применяют в качестве метода объединения или уплотнения звеньев конструкции.
Резьба обеспечивает крепление, способное выдерживать высокие нагрузки.
Главными ее элементами являются:
- внутренний, внешний и средний диаметры;
- профиль — это сечение рези плоскостью, проходящей через главную ось рассматриваемой детали;
- угол профиля — угол, образованный боковыми сторонами профиля;
- высота профиля — это длина отрезка между минимальной и максимальной точками нарезки в плоскости сечения оси в направлении, ортогональном направляющей рези;
- шаг — длина промежутка между двумя точками соседних одинаковых витков, измеренное параллельно оси рези.

Классификация резьбы
Принято разделять резьбовые поверхности по следующим критериям:
- расположение: внешние и внутренние;
- вид: цилиндрические, конические;
- форма сечения: круг, треугольник, трапеция, прямоугольник;
- назначение: для крепежа, крепления и уплотнения, специальные, ходовые;
- число заходов: однозаходовые и многозаходовые;
- направление: правые, левые.
Что такое изображение и обозначение резьбы
Обозначение позволяет на основании комбинации букв и цифр понять, какой вид нарезки представлен для анализа. Оно включает в себя: тип, шаг и ход рези, класс точности и номер соответствующего стандарта. Для лучшего понимания функционирования служит изображение — это чертеж, на котором в соответствии с ГОСТ представлен элемент конструкции с резьбовой поверхностью.
Схема помогает создать визуальное представление о форме и геометрических особенностях резьбы.

Обозначение на чертежах
Во время перемещения контура плоской фигуры (круга, треугольника, трапеции и т.д.) по спиральной линии, на поверхности заданной формы появляется нарезка. Способы ее представления на чертежах регламентированы в специально разработанной международной документации (ГОСТ), которая была создана для однозначной интерпретации обозначения рези.
Изображение наружной резьбы на валах
Внешний калибр нарезки всюду представляется цельной основной линией. На изображении, полученном при проецировании на плоскость, параллельно расположенную к стержневой оси, внутренняя резь указывается тонкой перманентной линией по всей ее длине. На чертеже с проекцией ортогональной направляющей стержня внутренний поперечник резьбы должен изображаться тонкой непрерывной дугой, составляющей 3⁄4 основной окружности. Если необходимо показать резь как непросматриваемую, то она представляется одинаковыми прерывистыми линиями по внутреннему и внешнему поперечнику.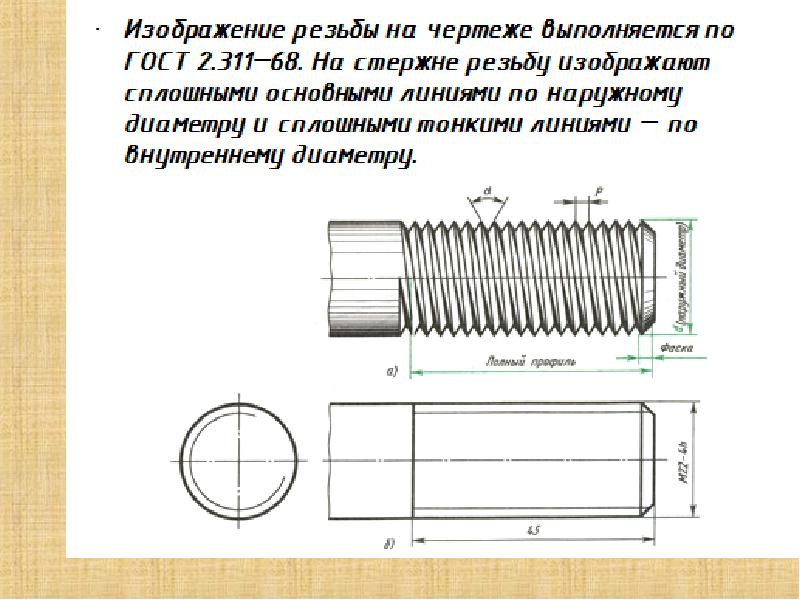
Наружная резьба на валах.
Изображение внутренней резьбы в отверстиях деталей
В отверстиях все обстоит иначе. Внутренний поперечник резьбы обозначается непрерывной основной линией. На изображении, полученном при проецировании на плоскость ортогональной оси стержня, наружная резь показывается тонкой перманентной линией На чертеже с проекцией ортогональной направляющей стержня внешний поперечник нарезки представляют тонкой непрерывной дугой, которая составляет 3⁄4 окружности.
Внутренняя резьба в отверстиях деталей.
Условное обозначение метрической резьбы (ГОСТ 8724-2002)
Определение резьбы включает литеру М (от англ. metric system), размер калибра и шаг рези, разграниченных знаком «х». Пример: M8х1.25. Допускается не указывать большой шаг. Пример: М8. Если резь является левой, то добавляются буквы LH. Пример: М8х1-LH. Определение многозаходной рези состоит из символа М, поперечника, знака «х», сочетания Ph, хода, символа P и шага. Для определенности можно указать число заходов.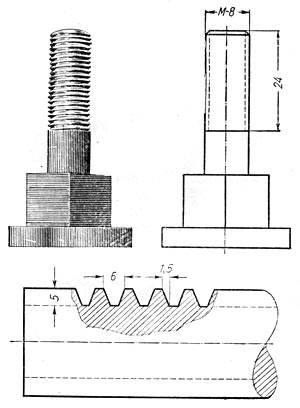
Метрическая резьба (ГОСТ 8724-2002).
Обозначения метрической конической резьбы (ГОСТ 25229-82)
В определении конической метрической нарезки фигурируют сокращение МК, калибр и шаг нарезки. Пример: МК20х1,5. Для левого направления дополнительно указывается сочетание LH.
Метрическая коническая резьба (ГОСТ 25229-82).
Условное обозначение трубной цилиндрической резьбы (ГОСТ 6357-81)
Определение цилиндрической трубной нарезки содержит символ G, обозначение, класс точности среднего поперечника. Пример: G31/2-A. Дополнительно, если резь не правая, добавляют сочетание LH.
Трубная цилиндрическая резьба (ГОСТ 6357-81).
Обозначение трубной конической резьбы (ГОСТ 6211-81)
Определение трубной конической нарезки включает символы R (в случае конической наружной) или Rc (для конической внутренней рези) и ее значение. Для левого направления дополнительно указывается сочетание LH. Пример: R 11⁄2.
Трубная коническая резьба (ГОСТ 6211-81).
Условное обозначение трапецеидальной резьбы (ГОСТ 9484-81)
Определение однозаходной трапециевидной нарезки содержит сокращение Tr, значение наружного калибра и шаг. Пример: Tr16x4. Для многозаходной трапециевидной рези в определении фигурируют: сочетание Tr, внешний поперечник, а также шаг и ход. Пример: Tr16x8(P4)LH.
Трапецеидальная резьба (ГОСТ 9484-81).
Обозначение упорной резьбы (ГОСТ 10177-82)
Определение упорной нарезки должно содержать литеру S, шаг и значение поперечника. Пример: S90-10. Для левосторонней рези указывается дополнительно LH. Если рассматривается многозаходная нарезка, то ее определение составляется из символа S, поперечника, хода и в скобках буквы P, значения шага. Пример: S80-20(P20).
Упорная резьба (ГОСТ 10177-82).
Условное обозначение круглой резьбы (ГОСТ 6042-83)
Применительно к внешней и внутренней круглой нарезке Эдисона, используемой в металлических и неметаллических элементах в электротехнических изделиях, обозначение содержит литеру Е и величину наружного поперечника.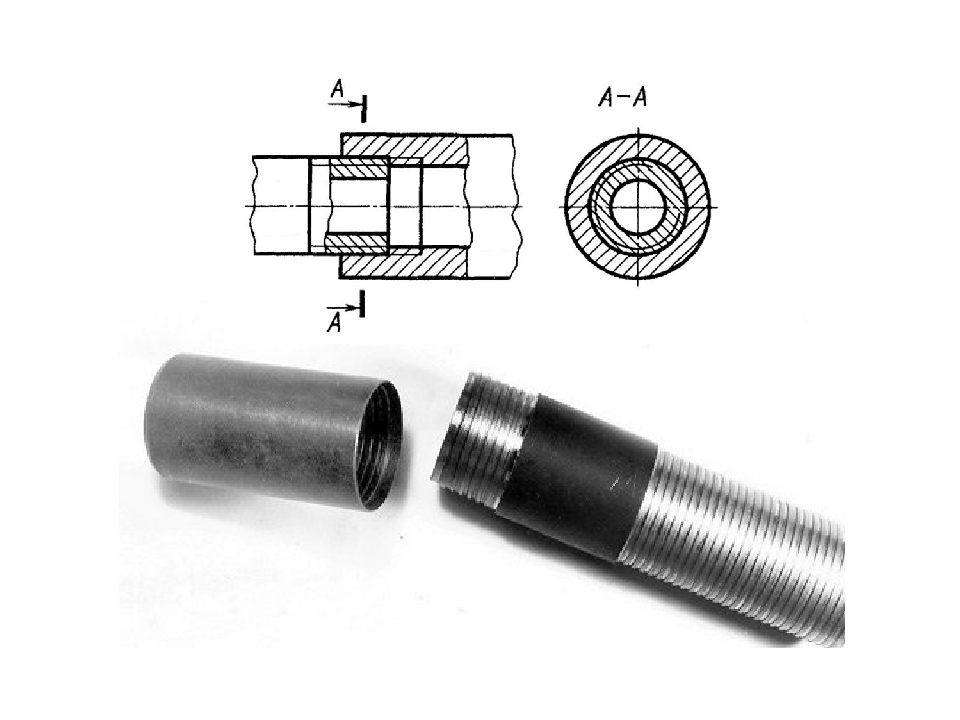 Пример: Е28.
Пример: Е28.
Круглая резьба (ГОСТ 6042-83).
Обозначение упорной усиленной резьбы (ГОСТ 13535-87)
Определение упорной усиленной нарезки содержит литеры S, а также угол 45, калибр и шаг. Пример: S45200-13. В случае если резьба левосторонняя, дополнительно указываются буквы LH. Если необходимо определить многозаходную резь, то указывают букву S, величину угла 45, поперечник, ход и символ Р вместе со значением шага, выделенные скобками. Пример: S4520024(P12) — двузаходная, значение хода 24 мм, шаг — 12 мм. Для левосторонней рези указывается дополнительно LH.
Упорная усиленная резьба (ГОСТ 13535-87).
Условное обозначение конической резьбы вентилей и баллонов для газов (ГОСТ 9909-81)
Определение конической нарезки вентилей и болтов для газа определяют литерой W и числом, указывающим поперечник. Пример: W19.2.
Коническая резьба вентилей и баллонов для газов (ГОСТ 9909-81).
Необходимые инструменты для нарезания
Нарезки широко используются в быту и на производстве, поэтому инструменты для изготовления рези широко распространены. Существует несколько видов приспособлений для нарезания:
Существует несколько видов приспособлений для нарезания:
- Резьбовые фрезы — это многозубчатые инструменты, в которых процесс резьбонарезания по отношению к резцам более производительный. Подразделяются на гребенчатые цилиндрические, дисковые, гребенчатые сборные, головки для скоростного фрезерования.
- Плашки — многолезвийный инструмент для создания наружной рези. Различают круглые, цельные, раздвижные приспособления, разрезные плашки.
- Резьбовые головки — это специальные изделия для нарезания внутренней и внешней рези, имеют ряд преимуществ по сравнению с круглыми плашками. В зависимости от конструкции гребенок головки бывают с круглыми радиальными, плоскими тангенциальными и плоскими радиальными гребенками.
- Метчики — это осевой инструмент, состоящий из нескольких лезвий, предназначенный для нарезания внутренней рези. Различают следующие виды: ручные, станочные, гаечные, машинные, маточные и т.д.
- Резьбовые резцы — это инструмент для точной машинной нарезки внутренней и наружной рези. Они подразделяются на стержневые, однониточные и многониточные фасонные.
 Они подразделяются на стержневые, однониточные и многониточные фасонные.
Они подразделяются на стержневые, однониточные и многониточные фасонные.Дополнительная информация
Нарезанные изделия необходимы как в быту, так и на производстве. Без них невозможно было бы представить работу многих машин и механизмов.
С помощью обозначения и изображения резьбы на чертежах инженеры могут определить ее основные характеристики и использовать как часть более сложной конструкции.
В быту нарезка используется для крепления и соединения элементов.
обозначение на чертежах, стандарты для обсадных изделий, накатка, резьбовые заглушки
Трубная резьба образуется путем нарезки спиралеобразного канала на (или в) теле трубы и служит для обустройства разъемного соединения в металлических или полимерных трубопроводах. Причем стандарты трубных резьб, а равно и способы их нарезки регламентируются сразу несколькими нормативными документами.
И в данной статье мы изучим резьбовые стандарты (ГОСТы) и способы формирования трубной резьбы. Эта информация будет полезна и покупателям труб с готовыми резьбовыми сгонами, и тем читателям, которые решатся на самостоятельную нарезку внутренней или внешней резьбы.
Резьбы трубные — разновидности и характеристики
Современные нормативные акты утверждают, что в категорию трубных резьб попадают лишь три типа спиралевидных нарезок, а именно:
- Цилиндрический вариант – образуемый спиралеобразной канавкой треугольного профиля с углом в 55 градусов при вершине.
- Конический вариант – образуемый спиралеобразной канавкой аналогичного типа, нарезанной на пологом участке с конусностью 1:16
- Дюймовый вариант – образуемый спиралеобразной канавкой треугольного профиля с углом в 60 градусов при вершине, нарезанной на конической поверхности.
Причем последний вариант – дюймовый — не используется в производстве новых трубопроводов с конца прошлого века. В современных конструкциях используется либо цилиндрический, либо конический вариант. Причем цилиндрический вариант (G-тип) используется для стыковки водогазопроводных трубопроводов, а конический вариант (R-тип) применяется для стыковки нагруженных узлов в гидроприводах, топливопроводах или маслопроводах станков, самолетов или автомобилей.
В современных конструкциях используется либо цилиндрический, либо конический вариант. Причем цилиндрический вариант (G-тип) используется для стыковки водогазопроводных трубопроводов, а конический вариант (R-тип) применяется для стыковки нагруженных узлов в гидроприводах, топливопроводах или маслопроводах станков, самолетов или автомобилей.
Подробное описание G-типа и R-типа – именно такое обозначение трубной резьбы на чертежах характерно для цилиндрического и конического вариантов — будет представлено ниже по тексту. Классический дюймовый вариант – коническая резьба NPT типа – регламентированный ГОСТ 6111-52, в данной статье рассматриваться не будет, по причине неактуальности подобной информации.
Обзор резьбы трубной цилиндрического типа
Трубная цилиндрическая резьба, регламентируемая по ГОСТ 6357-81, нарезается на (или в) трубах диаметром от 7,723 миллиметра (соответствует 1/16 дюйма) до 163,83 миллиметра (соответствует 6 дюймам ровно). Общее количество оригинальных разновидностей (по диаметру) трубной резьбы соответствует 16 типоразмерам.
Впрочем, помимо диаметра, очень важной характеристикой для любой резьбы является еще и шаг нарезки – расстояние между двумя соседними вершинами профиля. Причем, как утверждает основной документ, которым регламентируется цилиндрическая резьба для трубы (ГОСТ 6211-81), шаг резьбовой нарезки измеряется не в миллиметрах, а по количеству витков, нарезанных на дюймовом (25,4 миллиметра) сгоне.
И согласно этому определению и вышеупомянутому ГОСТу существует четыре варианта резьбового шага на 11, 14, 19 и 28 витков.
Таким образом, общее число типоразмеров, которым соответствует стандартная трубная цилиндрическая резьба G типа (ординарная, дюймовая резьба Витворта) равняется 64 единицам (четыре типоразмера по шагу для каждого из 16 типоразмеров по диаметру).
Обзор резьбы трубной конического типа
Трубная коническая резьба R-типа регламентируется ГОСТ 6211-81, в котором указано, что данный тип нарезки встречается на (или в) торцах труб в конусностью 1:16 и диаметрами от 1/16 дюйма (7,723 миллиметра) и до 6 дюймов (163,83 миллиметра).
Общее количество оригинальных резьбовых типоразмеров равняется 64 единицам: ведь трубная коническая резьба делится на такое же количество разновидностей, что и цилиндрический вариант (шестнадцать типоразмеров по диаметру увеличенных четырьмя типоразмерами по шагу резьбы для каждого диаметра).
Причем, как утверждает документ, которым стандартизируется резьба трубная дюймовая коническая — ГОСТ 6211 от 1981 года – число резьбовых ниток на дюйме сгона, в данном случае совпадает с аналогичным параметром типовой цилиндрической резьбы.
Совместимость резьбы конической и цилиндрической
Каждый из описанных выше вариантов основан на нарезке дюймовой резьбы British Standard Whitworth (резьбы Витворта). Поэтому сгоны, на которых накатана стандартная, цилиндрическая резьба трубная – обозначение BSW / BSPT в международном формате или G в отечественном – вкручиваются в муфты, внутри которых нарезана коническая резьба – обозначение BSW / BSPР в международном формате или R в отечественном
До определенного предела конический сгон можно ввернуть в цилиндрическую муфту и наоборот.
 Правда подобная совместимость наблюдается только у общих типоразмеров резьб, с одинаковым диаметром и шагом.
Правда подобная совместимость наблюдается только у общих типоразмеров резьб, с одинаковым диаметром и шагом.Способы нарезки резьбы
Резьбовой сгон на внутренней или наружной части трубы (или муфты) можно нарезать несколькими способами, а именно:
- Накаткой резьбы в процессе изготовления трубы.
- Нарезанием резьбы с помощью метчика и плашки.
- Нарезанием резьбы на токарно-винторезном станке.
Первый способ — накатка резьбы на трубу – практикуется при изготовлении водогазопроводных труб, стандартизированных ГОСТ 3262-75. Такие изделия с диаметром от 10 до 65 миллиметров поступают на сборочные площадки с уже готовой резьбой, которая формируется в процессе изготовления трубы. Причем в шаг резьбы соответствует 11 или 14 ниткам в дюймовом формате.
Помимо водогазопроводного варианта существует еще и пластиковая труба обсадная с резьбой, диаметром в 125 миллиметров. В этом случае резьбовой сгон на трубе формируется в процессе экструзии размягченного поливинилхлорида сквозь специальную форму. Причем указанное изделие используется только для армирования шахты скважины под питьевую воду. Ну а параметры типоразмеров таких изделий регламентируют отраслевые стандарты предприятий выпускающих подобные трубы, заглушки для труб, резьбовые фитинги и прочую атрибутику для трубопроводов.
В этом случае резьбовой сгон на трубе формируется в процессе экструзии размягченного поливинилхлорида сквозь специальную форму. Причем указанное изделие используется только для армирования шахты скважины под питьевую воду. Ну а параметры типоразмеров таких изделий регламентируют отраслевые стандарты предприятий выпускающих подобные трубы, заглушки для труб, резьбовые фитинги и прочую атрибутику для трубопроводов.
Второй способ – нарезание резьбы с помощью плашки и метчика – практикуется в процессе стыковки торцов трубопровода на резьбовую муфту. Причем данный вариант предполагает, что диаметр стыкуемых труб не превысит 6 дюймов (163,83 миллиметра по наружному габариту). Методика нарезание резьбы плашкой очень проста: вы обездвиживайте трубу, надеваете на нее плашку и, зафиксировав режущий инструмент в плашкодержателе, навинчиваете его на тело трубы. Причем данную операцию следует выполнять за два прохода, используя то черновую, то чистовую плашки.
Для автоматизации процесса нарезки резьбы с помощью плашки можно использовать особый инструмент – клупп, который формирует профиль с помощью плоских гребенок, вращаемых вокруг зафиксированной трубы. Гребенки монтируются в специальном патроне, который одевается на торец трубы и навинчивает режущий узел на всю глубину сгона.
Методика нарезания внутренней резьбы метчиком выглядит еще проще: вы просто вставляете хвостовик режущего инструмента в патрон сверлильного станка и ввинчиваете метчик в заготовку, не забывая охлаждать место обработки. Как и в случае с плашкой, нарезание резьбы метчиком предполагает использование чернового и чистового метчиков. Первый режет профиль резьбовой канавки, второй – калибрует геометрию резьбы.
Третий способ – нарезание резьбы на специальных станках – предполагает размещение трубчатой заготовки в патроне и последующее нарезание резьбовой канавки особым резцом. При этом станок работает в специальном режиме, при котором синхронизированы продольная и поперечная подачи суппорта.
В итоге, самым быстрым способом накатки является станочный (таким образом можно нарезать любую резьбу на любой трубе), а самым мобильным – вариант с плашкой и метчикам. Ведь эти инструменты можно использовать для того, чтобы нарезать резьбу даже на очень труднодоступном участке.
Изображение резьбы на чертежах
вычертить на плоскости винтовую поверхность весьма проблематично и занимает немало времени на чертежах для изображения резьбы используются условные обозначения.
Резьба наружная
Для изображения наружных резьб на стержнях используются сплошные основные и сплошные тонкие линии. При этом проходят первые по их наружным диаметрам, вторым, по диаметрам внутренним.
На спроецированном изображении резьбы на плоскость, параллельную ось стержня, сплошные тонкие линии располагаются таким образом, что пересекают границу фаски.
Изображение резьбы, получаемым методом проецирования на плоскость, перпендикулярно оси резьбы, проводится окружность по её наружному диаметру, сплошной основной линией, а внутренний диаметр наносится тонкой сплошной линией, длинна которой составляет примерно три четверти окружности. Она может быть разомкнута на любом участке, а фаска при этом не изображается.
Внутренняя резьба
Для изображения внутренних резьб на продольном разрезе используются основные и сплошные тонкие линии, первые из которых проходят по наружным диаметрам, причем только до тех линий, которые обозначают фаски.
На изображении резьбы, полученном методом проецирования на плоскость, перпендикулярную ось резьбы, по внутреннему диаметру проводится окружность в виде сплошной основной линии, а наружный диаметр отображается тонкой сплошной линией составляющей три четверти окружности, разомкнутой в любом месте.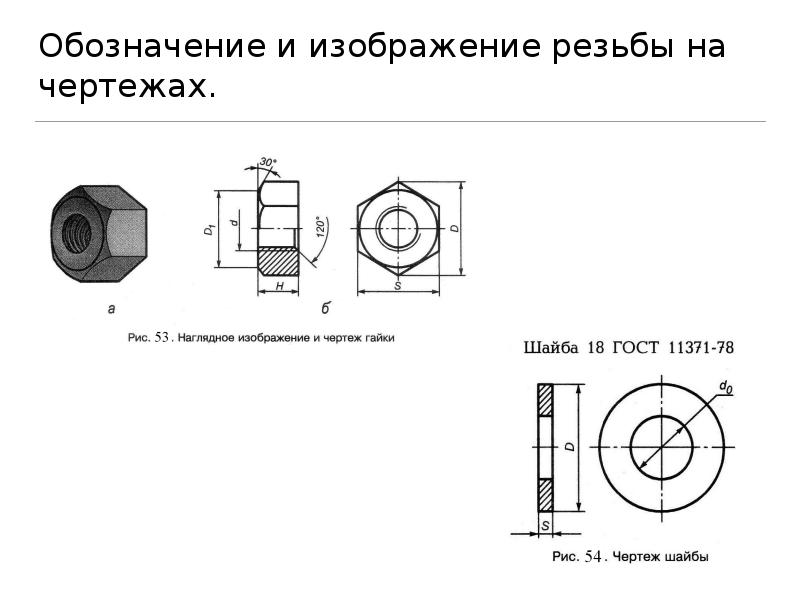 Отображение фаски на таком виде не предусматривает.
Отображение фаски на таком виде не предусматривает.
При изображении резьбы, отделяющее сплошные тонкие и основные линии, не должно быть меньше 0,8 миллиметра.
Линия границ резьбы
Те линии, которые определяют границы резьбы, как на стержнях, так и на отверстиях, наносят до начала сбега, то есть в самом конце ее полного профиля.При этом граница резьбы изображается с помощью сплошной основной или штриховой линии (в тех случаях, когда резьба изображается в качестве невидимой), которые используются до линии наружного диаметра.
Штриховка в разрезе резьбы
Под штриховкой подразумевается некий ряд линий, которые или пересекаются между собой, или пересекаются друг относительно друга.
Указание размера резьбы на стержне
На чертежах все размеры указываются с учетом того, как она будет изготавливаться, а так же взаимодействовать с другими частями и агрегатами.
Резьбы нарезаются с использованием таких инструментов как резцы, фрезы, метчики и плашки.
Метчики используются для нарезания внутренних резьб, а плашки – наружных. Режущая поверхность этих инструментов состоит из двух частей: конической и цилиндрической, и поэтому в конце резьбы, как на стержнях, так и на отверстиях остается так называемый сбег: участок, имеющий уменьшающуюся высоту профиля. Он изображается на чертежах при помощи сплошной тонкой прямой линии.Указание линейных размеров резьбы произведено в миллиметрах.
Изображение и обозначение резьбы
Правила изображения резьбы и нанесения ее обозначений на чертежах определяет ГОСТ 2.311-68.
Резьбу на стержне изображают сплошными линиями по наружному диаметру (выступам) и сплошными тонкими линиями по внутреннему диаметру (впадинам). Сплошную тонкую линию проводят на всю длину резьбы без сбега.Эта линия пересекает фаску (рис.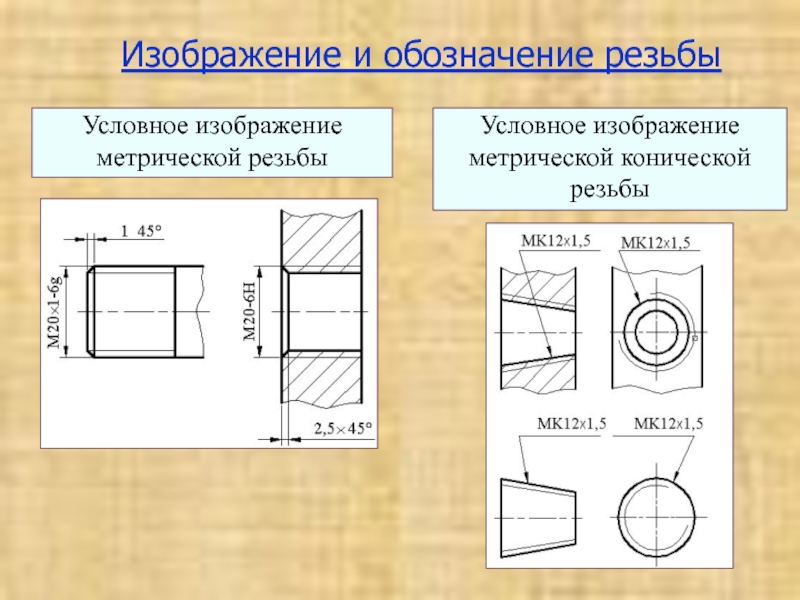 6.4, а). Для изображения на плоскости, перпендикулярной оси стержня, по внутреннему диаметру резьбы проводят дугу, примерно равную 3/4 окружности, разомкнутую в любом месте (рис. 6.4, а, б). Сплошную тонкую линию при изображении резьбы наносят на расстоянии не менее 0,8 мм от основной линии и не более величины резьбы.
6.4, а). Для изображения на плоскости, перпендикулярной оси стержня, по внутреннему диаметру резьбы проводят дугу, примерно равную 3/4 окружности, разомкнутую в любом месте (рис. 6.4, а, б). Сплошную тонкую линию при изображении резьбы наносят на расстоянии не менее 0,8 мм от основной линии и не более величины резьбы.
Рис. 6.4 . Изображение резьбы на стержне
Коническая резьбу на виде со стороны меньшего основания конуса изображают окружности внутреннего и наружного диаметра резьбы меньшего основания и окружностей диаметра большего основания (рис.6.4, б).
Резьбу в отверстии изображают сплошными линиями по внутреннему диаметру и сплошными тонкими линиями – по наружному (рис. 6.5). На изображениях, полученные проецированием на плоскость, перпендикулярную ось отверстия, по наружному диаметру проводят дугу, равную 3/4 окружности, разомкнутую в любом месте (рис. 6.5, б, в). Фаски, не имеющие специального конструктивного назначения, в проекции на плоскость, перпендикулярную ось резьбы, не изображают.
Рис.6.5 . Изображение резьбы в отверстии
Линию, определяющую границу резьбы, наносят на стержне и в отверстии с учетом длины резьбы без сбега. Ее проводят до линии наружного диаметра резьбы сплошной основной линией (см. Рис. 6.4 и 6.5, а, б). Размер длины резьбы на стержне и отверстии без сбега (см. Рис. 6.4, а и 6.5, а). Резьбу, показываемую как невидимую, изображают штриховыми линиями толщины по наружному и внутреннему диаметру. Границу резьбы в этом случае проводят штриховой линией (рис.6.6).
Рис. 6,6 . Изображение невидимой резьбы
При изображении резьбы в разрезах и сечениях штриховку проводят до сплошной основной линии, т. е. до линии наружного диаметра резьбы на стержне и до линии наружного диаметра в отверстиях (см. рис. 6.5).
На чертежах, по которому резьба не изготавливается, например, на сборочных, изображение резьбы показывают на всю глубину сверления. Размер глубины сверления наносит на чертеже только с учетом цилиндрической части.
Размер глубины сверления наносит на чертеже только с учетом цилиндрической части.
Резьбу нестандартного профиля показывают со всеми ее размерами и дополнительными надписями (рис. 6.7). Кроме размеров и предельных отклонений резьбы, на чертеже указываются дополнительные данные о заходах, в левом направлении резьбы с дополнением слова «Резьба».
Рис. 6,7 . Изображение резьбы нестандартного профиля
В соединениях резьба условно изображается на стержне, а в отверстиях – только та часть резьбы, которая не закрыта стержнем (рис.6.8, а).
Условное изображение резьбы не дает полного представления о ней, так как все резьбы обозначаются одинаково. Поэтому изображение стандартной резьбы совместимым условным обозначением, в указании:
– буквенное обозначение, определяющее тип резьбы;
– номинальный диаметр резьбы;
– шаг и ход резьбы;
– направление резьбы;
– условное обозначение поля допуска и класса точности;
– номер стандарта.
Рис. 6,8 . Изображение резьбы в соединениях и её условное обозначение
На учебных чертежах разрешается указывать поле доп и класс точности при обозначении резьбы.
Обозначение резьбы на цилиндрических стержнях и отверстиях относят к наружному диаметру, проставляя значение над размерной линией, на ее продолжении или на полке (рис. 6.8, б). Обозначение конической и трубной цилиндрической резьбы относят к контуру резьбы линий-выносок с полкой, перед которой пишут обозначение резьбы (рис.6.8, в). В условном обозначении цилиндрической резьбы указывается внутренний диаметр трубы в дюймах (1 “ = 25,4 мм), на внешней поверхности выполняется резьба. Индмах.
При обозначении метрической и дюймовых резьб с большим шагом резьбы не указывается.
В обозначении многозаходных резьб входит ход резьбы, а шаг проставляется в скобках.Направление указывается только для левой резьбы буквами LH .
Примеры обозначения резьб (см.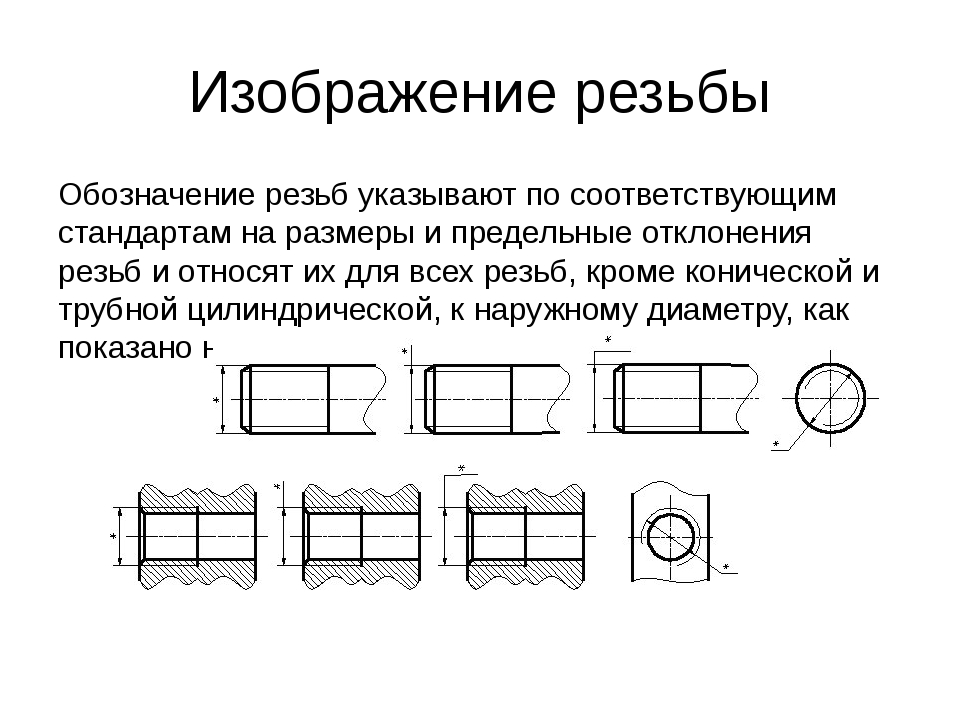 Рис. 6.8):
Рис. 6.8):
– М20 – метрическая резьба с наружным диаметром 20 мм и крупным шагом резьбы;
– М20 × 2 – метрическая резьба с наружным диаметром 20 мм и мелким шагом 2 мм;
– S30 × 3LH – упорная резьба однозаходная с наружным диаметром 30мм, шагом 3мм, левая;
– Тr20 × 8 (Р4) – трапецеидальная резьба двухзаходная с наружным диаметром 20 мм, ходом 8 мм, шагом 4 мм;
– G7 / 8 – трубная цилиндрическая резьба с диаметром внутреннего диаметра трубы 7/8.;
– R3 / 4 – наружная трубная коническая резьба с размером наружного диаметра 3/4. в среднем (приблизительном) сечении по длине резьбы.
Болты
Болт представляет собой цилиндрический стержень с резьбой на одном конце и головкой на другом, чаще всего в виде шестигранной призмы. В большинстве конструкций болтов на его головке имеется фаска, сглаживающая острые края и облегчающая наложение гаечного ключа при свинчивании.
Существуют различные типы болтов, отличающиеся друг от друга по форме и размерам головки и стержня, по форме, по шагу резьбы, по точности изготовления, характеру исполнения. В зависимости от условий работы и назначения головки болтов могут иметь шестигранную, полукруглую и потайную форму.
Болты с шестигранной головкой имеют несколько исполнений (рис. 6.9):
– исполнение 1 – без отверстий в головке и в стержне;
– исполнение 2 – с отверстиями в стержне;
– исполнение 3 – с двумя отверстиями в головке болта.
Рис. 6,9 . Изображение болта в 3-х исполнениях
Каждому диаметру резьбы болта d соответствуют размеры его головки. При одном и том же диаметре резьбыт может изготавливаться по длине l, которая стандартизирована.
Обычно резьбовые крепежные изделия на чертежах располагаются так, что их ось горизонтально. Все необходимые размеры для вычерчивания болтов приведены в таблицах ГОСТов. Чертеж болта выполняется в двух с указанием необходимых размеров (рис. 6.10).
Чертеж болта выполняется в двух с указанием необходимых размеров (рис. 6.10).
Рис. 6.10 . Изображение элементов болта
Так, на рис. 6.10 простановка размеров элементов болта: d –диаметр болта; л 0 – длина резьбы; л – длина болта; D 1 – диаметр описанной окружности головки; D – диаметр фаски головки болта; ч – высота головки болта; S – размер под ключ.
При вычерчивании болта наибольшее затруднение вызывает изображение фаски на шестигранной головке. Рассмотрим последовательность ее выполнения (рис. 6.11).
Рис.6.11 . Построение фаски головки болта
Построим шестигранник в двух проекциях по размерам S , D , h , с торцевой окружностью диаметра D 1 = 0,95 S , где S – размер под ключ.На виде слева она изображается окружностью, пересекающей вертикальную осевую линию в точках 1 и 2 , а на главном виде – отрезком 1 2 2 2 .
Через точки 1 2 и 2 2 проведем проекции образующих конуса под углом 30 ° к проекции основания призмы. На главном виде получаются точки А 2 и В 2 – проекции точек пересечения боковых ребер призмы с поверхности конуса.Ребра призмы располагаются симметрично относительно её оси, поэтому точки пересечения всех ребер с поверхностью конуса будут располагаться на одной высоте от основания призмы.
Фаска представляет собой поверхность усеченного конуса. При помощи упрощения упрощения процедуры замены элементов окружения радиусов R и R упрощают упрощение процедуры замены элементов окружения радиусов.
Проведя из точки А 2 прямую параллельно основанию призмы, получим С 2 и Е 2 – точки пересечения ребер с поверхности конуса.Фронтальная проекция грани А 2 С 2 делим пополам, к линии 1 2 А 2 (фаске) в точке А 2 проводной перпендик проектора, который пересечет линию, делянищую фронтальную пополам в точке О * и ось головки болта в точке О . Из точки О радиусом R = ОС 2 и из точек О * и О ** радиусом r = О * А 2 проводим три дуги окружностей.На этом построение фаски завершено.
Из точки О радиусом R = ОС 2 и из точек О * и О ** радиусом r = О * А 2 проводим три дуги окружностей.На этом построение фаски завершено.
Рассмотренный способ построения является универсальным при изображении фасок с углом 30 ° на любых гранных деталях, в том числе при изображении гайки. Под чертежом болта следует выполнить надпись условного обозначения болта чертежным шрифтом.
Для крепежных деталей, к которым относятся болты, винты, шпильки, гайки, установлены технические требования (ГОСТ 1759-70), которые включают в себя классы прочности (для изделий из легированных сталей) или группы прочности (для изделий из сталей и цветных) металлов), классы точности (допуски размеров), виды покрытий и т.д.
Классы прочности . Для крепежных изделий установлены классы прочности 3.6, 4.6, 4.8, 5.8, 6.6, 6.8, 8.8, 9.8, 10.9 и 12.9. Обозначение состоит из двух цифр, первая соответствует номинальному значению временного сопротивления разрыву (Н / мм 2 ), вторая – отношению номинального значения предела текучести к временному сопротивлению в процентах.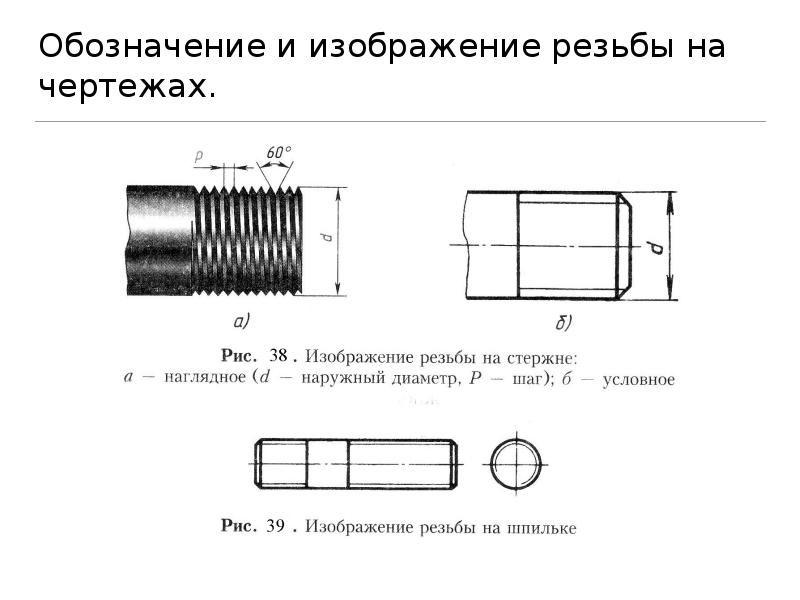
Класс точности . Для крепежных изделий установлены три ( А , В, С ) класса точности.Для классов А и В – поля допусков внутренней резьбы – 6 Н , наружной – 6 г ; для класса С – наружной – 8 г , внутренней – 7 Н .
Покрытия . Крепежные изделия поставляют или без покрытия, или с покрытием, указывающим цифрами, например: 01 – цинковое хроматирование, 02 – кадмиевое хроматирование, 03 – многослойное медно-никелевое и т. д.
Пример условного обозначения болта исполнения 1 с диаметром резьбы d = 12 мм, с размером под ключ S = 18 мм, длиной l = 60 мм, с крупным шагом резьбы, с полем допуска 6 г , класса точности 5.8 (точка между цифрами не ставят), без покрытия:
Болт М 12 – 6 г × 60,58 ( S 18) ГОСТ 7798-70.
Гайки
Гайкой называют изделие, имеющее резьбовое отверстие для навинчивания на болт, шпильку и др. Гайки классифицируют по форме, характеру исполнения, шагу резьбы, точности изготовления. По поверхности различают гайки шестигранные, круглые, гайки-барашки, колпачковые.
Гайки классифицируют по форме, характеру исполнения, шагу резьбы, точности изготовления. По поверхности различают гайки шестигранные, круглые, гайки-барашки, колпачковые.
Наибольшее распространение получили шестигранные гайки, которые изготавливаются повышенной, грубой и нормальной точности.Последние изготавливаются в трех исполнениях (рис. 6.12):
– исполнение 1 – с двумя коническими фасками;
– исполнение 2 – с одной конической фаской;
– исполнение 3 – без фасок, но с коническим выступом с одного торца (нет на чертеже).
Чертеж гайки выполняется в двух изображениях. На плоскости проекций, параллельной оси гайки, соединяем половину вида с половиной фронтального разреза и изображаем вид слева со стороны фаски.Все необходимые размеры для вычерчивания гаек приведены в таблицах ГОСТов. Способ вычерчивания гайки с фаской одинаково построением головки болта (см. Рис. 6.11). Под чертежом гайки наносят ее условное обозначение.
Например : гайка исполнения 1 диаметром резьбы d = 12 мм, размером под ключ S = 18 мм, крупным шагом резьбы, полем допуска 6 Н , класса прочности 5,8, без покрытия:
Гайка М 12 – 6 Н . 58 ( S 18) ГОСТ 5915–70.
58 ( S 18) ГОСТ 5915–70.
Рис. 6.12 . Изображение гайки
Шайбы
Шайбой называют изделие, имеющее форму диска с цилиндрическим отверстием под болт. Это деталь, устанавливающая для предохранения детали от задиров и смятия при затяжке гайки и более равномерного распределения давления на соединяемые детали, а также, чтобы исключить возможность самоотвинчивания крепежной детали.Шайбы разделяют на круглые, косые, пружинные, стопорные и др.
Круглые обычные шайбы изготавливают в двух исполнениях (рис. 6.13):
– исполнение 1 – без фаски;
– исполнение 2 – с фаской.
По величине эти шайбы разделяются на нормальные и увеличенные. Форму круглой шайбы указать одно изображение. Чертеж шайбы с фронтальным разрезом. Все необходимые размеры для вычерчивания шайб приведены в таблицах ГОСТов.
Рис. 6,13 . Изображение шайбы
Пример условного обозначения шайбы исполнения 1 для крепежной детали с диаметром резьбы d = 14 мм, толщина, установленная в стандарте, изготовленной из стали марки 08 кп, с цинковым покрытием (01), толщиной 16 мкм:
Шайба 14.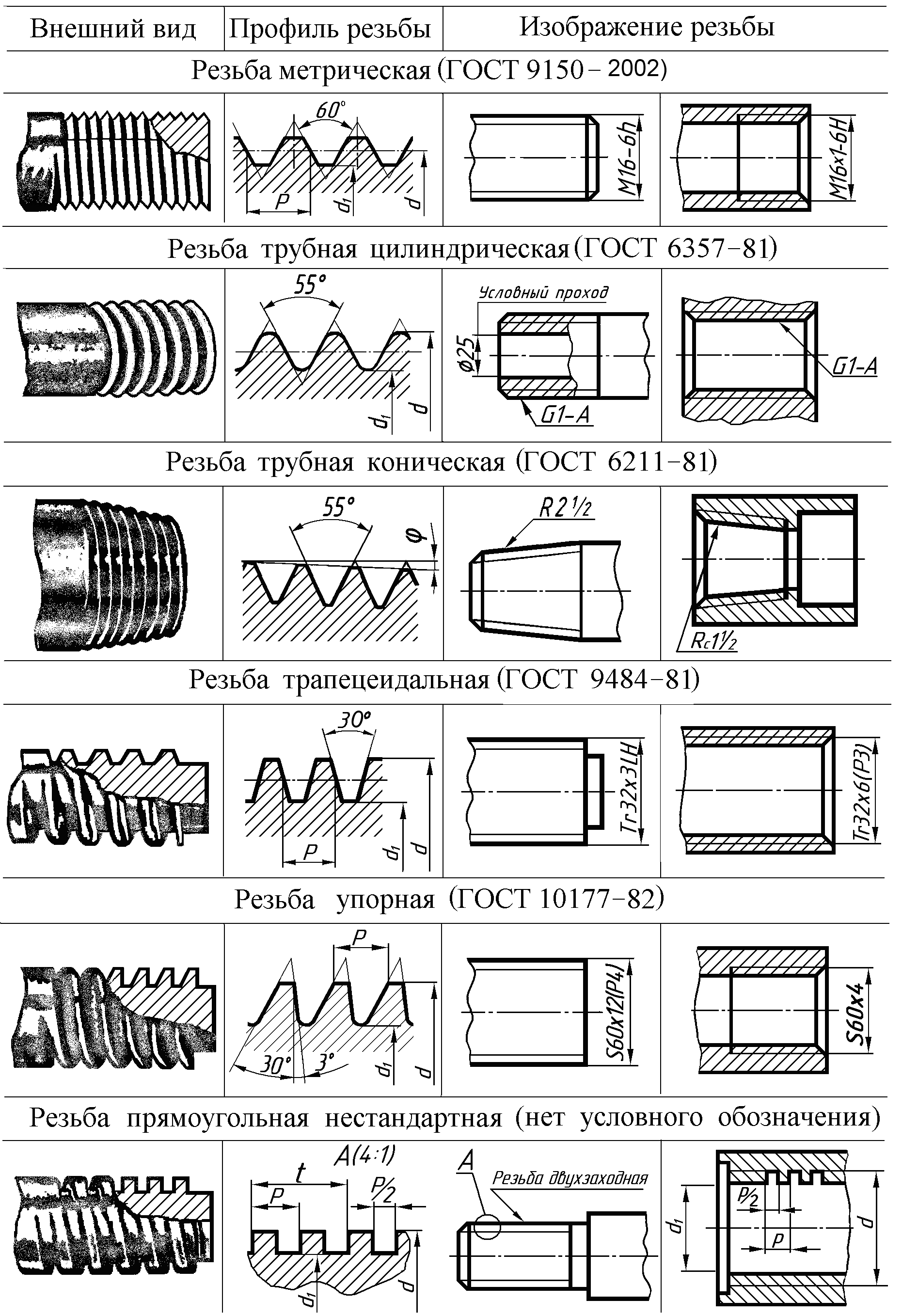 01.08кп. 0.16 ГОСТ 11371-78.
01.08кп. 0.16 ГОСТ 11371-78.
Шпильки
Шпилькой называется крепежная деталь, представляющая собой цилиндрический стержень, оба конца которого резьбу.Конструкция и размеры шпилек стандартизированы.
Шпильки общего назначения предназначены для соединения деталей как резьбовыми, так и гладкими отверстиями. Одним концом, называемым ввинчиваемым, шпилька завертывается в резьбовое отверстие одной из скрепляемых деталей. На другой резьбовой конец, называемый гаечным, навинчивается гайка. Шпильки выпускаются двух классов точности в двух исполнениях. При изображении шпильки вычерчивают только один вид на плоскости, параллельной оси шпильки, и указывают размеры резьбы d, длину шпильки l (рис.6.14).
Рис. 6,14 . Изображение шпильки
Длина ввинчиваемого конца l 1 состоит из деталей, в которые он завинчивается (см. ГОСТ 22032-76, 22034-76, 22038-76, 22040-76).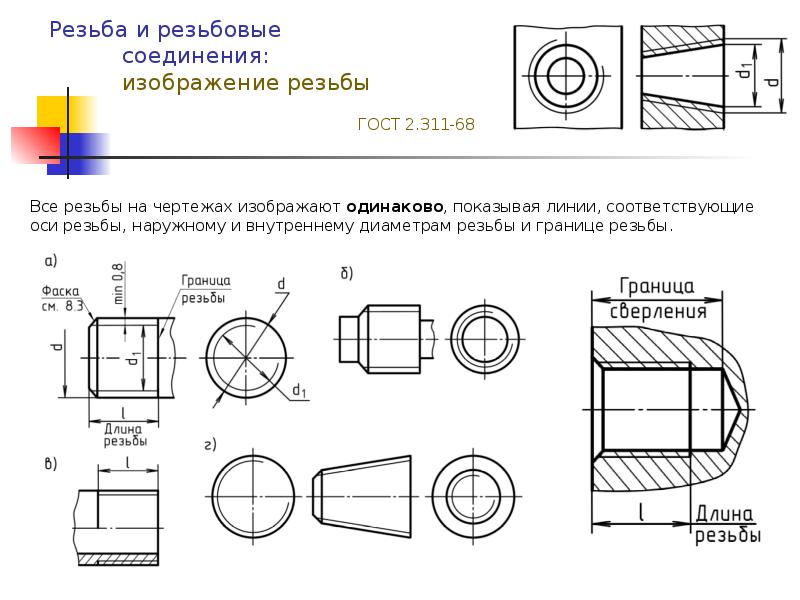
Длина гаечного конца l 0 определяется из ГОСТов в зависимости от диаметра резьбы d и длины шпильки l . Под длиной шпильки понимают длину стержня без длины ввинчиваемого резьбового конца l 1 .
Например : шпилька с ввинчиваемым концом длиной d , класса точности В (полем допуска 6 г ), исполнение 1, с диаметром резьбы d = 20 мм, большой шаг Р = 2,5 мм, длиной l = 150 мм, прочность 5.8, без покрытия обозначается так:
Шпилька М 20 – 6 г × 150,58 ГОСТ 22032-76.
Узнать еще:
Обозначение трубной резьбы на чертежах: изображения разных деталей
Содержание статьи
Резьбовые правила соединения к самой большой группе разъемных соединений.Данным способом можно свинчивать детали или соединять их в одно целое, применяя специальные крепежные изделия – болты, винты, гайки, шпильки и т.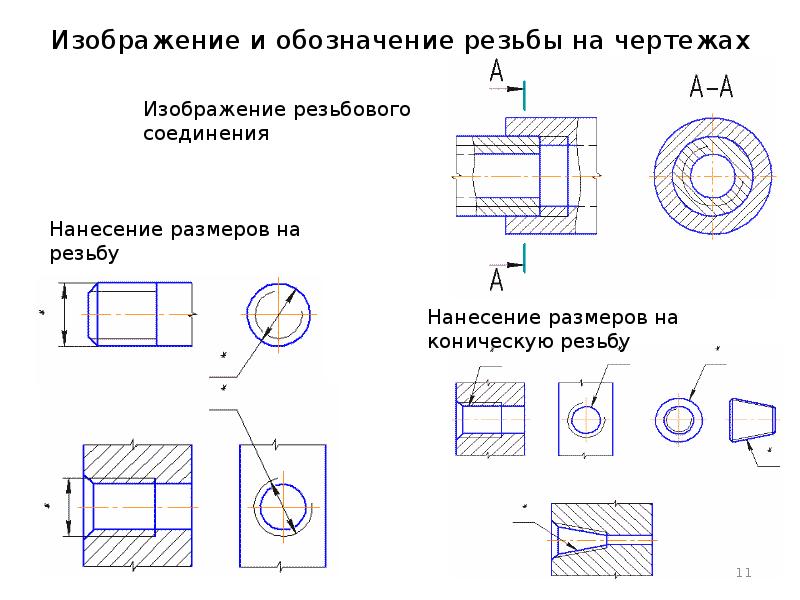 д. Обозначение трубной резьбы на чертежах позволяет понять, как выглядит деталь в реальной жизни.
д. Обозначение трубной резьбы на чертежах позволяет понять, как выглядит деталь в реальной жизни.
Типы резьбовых соединений
В зависимости от назначения резьбы подразделяют на три типа:
- Крепежные. При соединении и свинчивании нескольких деталей в данном случае крепежные изделия.
- Крепежно-уплотнительные.Чтобы плотно соединить детали, специальными переходными деталями, которые называются фитингами или муфтами.
- Ходовые. Они используются, когда нужно преобразовать вращательное движение в поступательное (в домкрате, ручном и кузнечном прессе и т.д.) или, наоборот, поступательное во вращательное движение (в автоматических отвертках).
На заметку! Резьбой называется поверхность, которая образует винтовым движением плоского контура по конической или цилиндрической поверхности.
Параметры рабочей поверхности
Параметры резьбы и ее профили
Параметры резьбы и ее профили относятся к следующему:
- Наружный диаметр (d) – измеряется по выступам на стержне профиля или по впадинам в отверстиях.
- Внутренний диаметр (d1) – измеряется по впадинам на стержне профиля или по выступам в отверстиях.
- Профиль – обозначение фигуры сечения трубной резьбы в плоскости, которая проходит через ось.
- (р) – расстояние, на котором находятся два соседних витка.Определяется между одинаковыми боковыми сторонами – правой или левой.
- Боковая сторона профиля – прямолинейный участок винтовой поверхности.

Изображение резьбы на чертежах
Изображение резьбы на чертежах
Нарезанной на стержне
Наружный диаметр, изброженный спереди и слева, наносится сплошной основной линией, а внутренний – сплошной тонкой. На виде слева не изображается фаска. Благодаря этому, можно начертить внутренний диаметр резьбы сплошной тонкой линией, которая разомкнута на одну четвертую диаметра окружности.
Обратите внимание! Один конец дуги не доведен до центровой линии на 2 мм, зато другой конец пересек вторую линию на такое же расстояние.
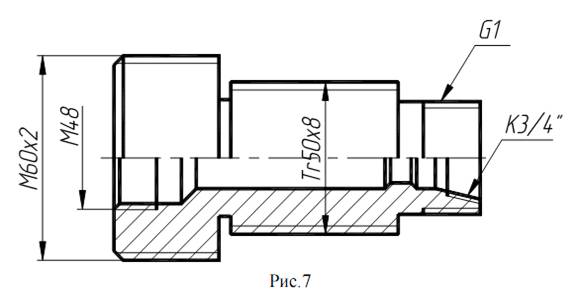
Граница, где заканчивается нарезанная часть, провод сплошной основной линией.
Сделанной внутри цилиндра
На виде спереди внутренний и внешний диаметр резьбы, сделанной в отверстии, показывается прерывистой штриховой линией.
На виде слева фаска не показывается, а внешний диаметр изображен тонкой сплошной линией, которая разомкнута на четверть окружности.Дуга в одном не доводится до центровой линии, а в другом случае пересекает ее на такое же заключение. Внутренний диаметр проводится сплошной основной линией. Граница резьбы показывается штриховой линией.
Как на чертеже обозначается трубная резьба, узнаем на следующем примере.
Обозначение трубной метрической резьбы
На чертежах метрическую резьбу обозначают буквой М. Затем увеличивается величина наружного диаметра (например, М20), а также шаг мелкой резьбы (М20х1,5).Если последний параметр не указан, это означает, что деталь имеет крупный шаг. Величину шага выбирают согласно ГОСТам.
Умение читать чертежи, помогает в любой работе.
Понравилась статья? Поделитесь ей:
Параметры резьбы
Размеры резьбы и точность ее профиля являются решающими факторами при определении следующего:
- возможно ли выполнение поверхностной обработки болта;
- возможно ли свободное соединение;
- сможет ли резьба выдерживать усилия, на которое рассчитано соединение деталей.
Расчет параметров резьбы основывается на номинальном диаметре резьбы, шаге резьбы и внутреннем диаметре резьбы:
D … Номинальный наружный диаметр внутренней резьбы (гайка) d … Номинальный наружный диаметр наружной резьбы (болт) _____________________________________________________ Д / д Номинальный диаметр резьбы D 2 / d 2 Номинальный средний диаметр резьбы D 1 / d 3 Номинальный внутренний диаметр резьбы P Шаг резьбы |
Значение диаметров метрической резьбы вычисляют по формулам:
D2 (d2) = D (d) – 0,6495P
D1 (d1) = D (d) – 1,0825P
Размеры наружной резьбы (болта) измеряются калибрами, микрометрами или оптическими измерительными приборами, в то время как внутренняя резьба (гайка) измеряется цилиндрическими калибрами.
Основные параметры резьбы, учитываемые при соединении деталей:
Допуск на резьбу
Устанавливается допуск для двух диаметров резьбы – среднего диаметра и диаметра выступов (наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы).
Допуск среднего диаметра резьбы определяет допустимую степень отклонения номинального среднего диаметра наружной (d2) и внутренней резьбы (D2).
Допуск на диаметр выступов устанавливает допустимую степень отклонения номинального наружного диаметра (d) крепежа с наружной резьбой (например, болты, винты) и номинального внутреннего диаметра (D) крепежа с внутренней резьбой (например, гайки).
Значение допуска среднего диаметра и диаметра выступов всегда отрицательного для крепежа с наружной резьбой и положительное для крепежа с внутренней резьбой.
Допуск на внутреннюю резьбу и отрицательную на внешнюю резьбу позволяет допускать возможную последующую обработку.
0 – нулевая отметка (h / H) – Номинальный диаметр +/- – положительные / отрицательные зоны расположения допусков e / g / G – положение допуска относительно 0 (ч / ч) 6/7/8 – степень точности допуска * – стандартный размер допуска болта / гайки Es / ei – максимальный размер границы поля допуска Ei / es – минимальный размер границы поля допуска ↨ – допуск зазора для антикоррозийного покрытия |
Поле допуска
Расстояние между максимальным и минимальным значением установленного ограничения (размер поля es-ei / EI-ES) определяет поле допуска. Поле допуска резьбы образует сочетания полей допусков среднего диаметра и диаметра выступов.
Поле допуска резьбы образует сочетания полей допусков среднего диаметра и диаметра выступов.
Положение поля допуска диаметра резьбы определяет угловое отклонение (верхнее положение наружной резьбы и нижнее положение внутренней резьбы) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней.
Обозначение поля допуска отдельного диаметра резьбы из цифр, указывающей степень точности, и буквы, указывающие значение отклонения. Например, 4h; 6 г; 6H.
Обозначение поля допуска выступов: 7g 6g (поле допуска d2 и d).
Если обозначение поля допуска диаметра выступов совпадает с обозначением поля среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется.
Рекомендованные поля допуска для свинчивания N (до нанесения антикоррозийного покрытия) на крепеж с DIN, ISO, DIN ISO, DIN EN ISO, ГОСТ стандартами:
Класс точности: | Средний | Грубый | ||
Резьба | Номинальный наружный диаметр наружной резьбы (винт, болт) | Номинальный наружный диаметр внутренней резьбы (гайка) | Номинальный наружный диаметр наружной резьбы (винт, болт) | Номинальный наружный диаметр внутренней резьбы (гайка) |
Без покрытия | 6 г | 6H | 8 г | 7H |
Тонкое гальваническое покрытие | ||||
Крупные размеры (без покрытия) | 6e | 6G | 8e | 7G |
Толстое гальваническое покрытие | ||||
Класс точности продукции: | А, В | С | ||
ГОСТ | 7798-70, 7805-70 | 5915-70, 5927-70 | 15589-70 | |
DIN | 931, 933 | 934 | 558, 601 | 555 |
ISO | 4014, 4017 | 4032 | 4018, 4016 | 4034 |
Длина свинчивания резьбы
Длины свинчивания резьбы подразделяются на 3 группы: «короткие» S, «нормальные» N, «длинные» L. Длина свинчивания соединения соединений (группа N) зависит от шага резьбы согласно ISO 965 / DIN 13-14
Длина свинчивания соединения соединений (группа N) зависит от шага резьбы согласно ISO 965 / DIN 13-14
Длина свинчивания N max для мелкой и крупной резьбы:
Диаметр резьбы | M5 | M6 | M8 | M10 | M12 | М14-М16 | M18-M22 | М24-М27 | M30-M33 | М36-М39 | М42-М45 | |
Шаг резьбы | Крупная резьба | 0,8 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 |
Мелкая резьба | 0,5 | 0,75 | 1 | 1,25 | 1,5 | 1,5 | 2 | 2 | 2 | 3 | 3 | |
Длина свинчивания N max | Крупная резьба | 7,5 | 9 | 12 | 15 | 18 | 24 | 30 | 36 | 45 | 53 | 63 |
Мелкая резьба | 4,5 | 7,1 | 9 | 12 | 13 | 16 | 16 | 25 | 25 | 36 | 36 | |
Размеры метрической резьбы (согласно ISO 965-2 / DIN 13-20, 21, 22, 27):
Номи- на диаметр резьбы d / D | Шаг резьбы P | диаметр нулевой линии h / H | Наружная резьба (болт, винт) | Внутренняя резьба (гайка) | ||||||||||||
Поле допус- ка / поло- жение | Номиналь- ный диаметр резьбы d | Номиналь- ный средний диаметр резьбы d2 | Номиналь- ный внутренний диаметр резьбы d3 | Поле допус- ка / поло- жение | Номи- на диаметр резьбы D мин. | Номи- на средний диаметр резьбы D2 | Номи- на внутренний диаметр резьбы D3 | |||||||||
Круп- ный | Мел- кий | макс. | мин. | макс. | мин. | макс. | мин. | макс. | мин. | макс. | мин. | макс. | мин. | |||
M3 | 0,5 | 2,675 | 6 г | 2,980 | 2 874 | 2 655 | 2,580 | 2,367 | 2,273 | 6H | 3 000 | 2,675 | 2,775 | 2,459 | 2,599 | |
6e | 2,950 | 2 844 | 2,625 | 2,550 | 2337 | 2,243 | 6G | 3 020 | 2,695 | 2,795 | 2,479 | 2,619 | ||||
M4 | 0,7 | 3,545 | 6 г | 3,978 | 3 838 | 3,523 | 3,433 | 3,119 | 3 002 | 6H | 4 000 | 3,545 | 3,663 | 3 242 | 3,422 | |
6e | 3,944 | 3 804 | 3,489 | 3,399 | 3 085 | 2,968 | 6G | 4 022 | 3,567 | 3 685 | 3,264 | 3 444 | ||||
M5 | 0,8 | 4,48 | 6 г | 4,976 | 4 826 | 4 456 | 4,361 | 3,995 | 3 869 | 6H | 5 000 | 4 480 | 4,605 | 4,134 | 4,334 | |
6e | 4,940 | 4,790 | 4,420 | 4,325 | 3,959 | 3 833 | 6G | 5 024 | 4 504 | 4,629 | 4,158 | 4 358 | ||||
M6 | 1 | 5,35 | 6 г | 5 974 | 5,794 | 5,324 | 5 212 | 4,747 | 4,596 | 6H | 6 000 | 5,350 | 5 500 | 4 917 | 5,153 | |
6e | 5,940 | 5,760 | 5,290 | 5 178 | 4,713 | 4,562 | 6G | 6 026 | 5 376 | 5 526 | 4 943 | 5 179 | ||||
M8 | 1,25 | 7 188 | 6 г | 7 972 | 7 760 | 7,160 | 7 042 | 6,438 | 6 272 | 6H | 8000 | 7 188 | 7 348 | 6 647 | 6 912 | |
8e | 7 937 | 7,602 | 7,125 | 6 935 | 6,403 | 6,165 | 6G | 8 028 | 7 216 | 7 376 | 6,675 | 6,940 | ||||
1 | 7,35 | 6 г | 7 974 | 7 794 | 7,324 | 7 212 | 6,747 | 6 596 | 6H | 8000 | 7,350 | 7 500 | 6 917 | 7,153 | ||
M10 | 1,5 | 9 026 | 6 г | 9 965 | 9,732 | 8,994 | 8 862 | 8,128 | 7 938 | 6H | 10 000 | 9 026 | 9,206 | 8 376 | 8 676 | |
8e | 9 933 | 9,558 | 8,959 | 8,747 | 8 093 | 7 823 | 6G | 10 032 | 9 058 | 9 238 | 8,408 | 8,708 | ||||
1,25 | 9 188 | 6 г | 9,972 | 9 760 | 9,160 | 9 042 | 8,438 | 8 272 | 6H | 10 000 | 9 188 | 9 348 | 8 647 | 8,912 | ||
M12 | 1,75 | 10 863 | 6 г | 11 966 | 11 701 | 10 829 | 10 679 | 9 819 | 9,602 | 6H | 12 000 | 10 863 | 11 063 | 10,106 | 10 441 | |
8e | 11 929 | 11 504 | 10,792 | 10 556 | 9 782 | 9 479 | 6G | 12 034 | 10 897 | 11 097 | 10,140 | 10 475 | ||||
1,5 | 11 026 | 6 г | 11 968 | 11 732 | 10,994 | 10 854 | 10,128 | 9 930 | 6H | 12 000 | 11 026 | 11 216 | 10 376 | 10 676 | ||
M14 | 2 | 12 701 | 6 г | 13 962 | 13 682 | 12,663 | 12 503 | 11 508 | 11 271 | 6H | 14 000 | 12 701 | 12 913 | 11 835 | 12 210 | |
8e | 13 929 | 13 479 | 12 630 | 12,380 | 11 475 | 11 148 | 6G | 14 038 | 12 739 | 12 951 | 11 873 | 12 248 | ||||
1,5 | 13 026 | 6 г | 13 968 | 13 732 | 12 994 | 12 854 | 12,128 | 11 930 | 6H | 14 000 | 13 026 | 13 216 | 12 376 | 12 676 | ||
M16 | 2 | 14 701 | 6 г | 15 962 | 15,682 | 14,663 | 14 503 | 13 508 | 13 271 | 6H | 16 000 | 14 701 | 14 913 | 13 835 | 14 210 | |
8e | 15 929 | 15 479 | 14 630 | 14,380 | 13 475 | 13 148 | 6G | 16 038 | 14 739 | 14 951 | 13 873 | 14 248 | ||||
1,5 | 15 026 | 6 г | 15 968 | 15,732 | 14 994 | 14 854 | 14,128 | 13 930 | 6H | 16 000 | 15 026 | 15 216 | 14 376 | 14 676 | ||
M18 | 2,5 | 16 376 | 6 г | 17,958 | 17 623 | 16,334 | 16 164 | 14 891 | 14 625 | 6H | 18 000 | 16 376 | 16,600 | 15 294 | 15,744 | |
8e | 17 920 | 17,390 | 16 296 | 16 031 | 14 853 | 14 492 | 6G | 18 042 | 16 418 | 16,642 | 15336 | 15,786 | ||||
2 | 16 701 | 6 г | 17 962 | 17 682 | 16,663 | 16 503 | 15 508 | 15 271 | 6H | 18 000 | 16 701 | 16 913 | 15 835 | 16 210 | ||
M20 | 2,5 | 18 376 | 6 г | 19 958 | 19 623 | 18,334 | 18 164 | 16891 | 16,625 | 6H | 20 000 | 18 376 | 18 600 | 17 294 | 17 744 | |
8e | 19 920 | 19,390 | 18 296 | 18 031 | 16 853 | 16 492 | 6G | 20 042 | 18 418 | 18 642 | 17 336 | 17 786 | ||||
2 | 18 701 | 6 г | 19 962 | 19 682 | 18,663 | 18 503 | 17 508 | 17 271 | 6H | 20 000 | 18 701 | 18 913 | 17 835 | 18 210 | ||
M22 | 2,5 | 20 376 | 6 г | 21 958 | 21 623 | 20,334 | 20,164 | 18 891 | 18 625 | 6H | 22 000 | 20 376 | 20 600 | 19 294 | 19 744 | |
8e | 21 920 | 21 390 | 20 296 | 20 031 | 18 853 | 18 492 | 6G | 22 042 | 20 418 | 20 642 | 19 336 | 19 786 | ||||
2 | 20 701 | 6 г | 21 962 | 21 682 | 20,663 | 20 503 | 19 508 | 19 271 | 6H | 22 000 | 20 701 | 20 913 | 19 835 | 20 210 | ||
M24 | 3 | 22 051 | 6 г | 23 952 | 23 577 | 22 003 | 21 803 | 20 271 | 19 955 | 6H | 24 000 | 22 051 | 22 316 | 20,752 | 21 252 | |
8e | 23 915 | 23 315 | 21 966 | 21 651 | 20 234 | 19 803 | 6G | 24 048 | 22 099 | 22,364 | 20 800 | 21 300 | ||||
2 | 22 701 | 6 г | 23 962 | 23 682 | 22,663 | 22 493 | 21 508 | 21 261 | 6H | 24 000 | 22 701 | 22 925 | 21 835 | 22 210 | ||
M27 | 3 | 25 051 | 6 г | 26 952 | 26 577 | 25 003 | 24 803 | 23 271 | 22 955 | 6H | 27 000 | 25 051 | 25 316 | 23,752 | 24 252 | |
8e | 26 915 | 26 315 | 24 966 | 24 651 | 23 234 | 22 803 | 6G | 27 048 | 25 099 | 25,364 | 23 800 | 24 300 | ||||
2 | 25 701 | 6 г | 26 962 | 26 682 | 25 663 | 25 493 | 24 508 | 24 261 | 6H | 27 000 | 25 701 | 25 925 | 24 835 | 25 210 | ||
M30 | 3,5 | 27 727 | 6 г | 29 947 | 29 522 | 27 674 | 27 462 | 25 653 | 25 306 | 6H | 30 000 | 27 727 | 28 007 | 26 211 | 26,771 | |
8e | 29 910 | 29 240 | 27 637 | 27 302 | 25 616 | 25 146 | 6G | 30 053 | 27 780 | 28 060 | 26 264 | 26 824 | ||||
2 | 28 701 | 6 г | 29 952 | 29 577 | 28 003 | 27 803 | 26 271 | 25,955 | 6H | 30 000 | 28 051 | 28,316 | 26,752 | 27 252 | ||
M33 | 3,5 | 30 727 | 6 г | 32 947 | 32 522 | 30 674 | 30 462 | 28 653 | 28 306 | 6H | 33 000 | 30 727 | 31 007 | 29 211 | 29,771 | |
8e | 32 910 | 32 240 | 30 637 | 30 302 | 28 616 | 28 146 | 6G | 33 053 | 30 780 | 31 060 | 29 264 | 29 824 | ||||
2 | 31 701 | 6 г | 32 962 | 32 682 | 31,663 | 31 493 | 30 508 | 30 261 | 6H | 33 000 | 31 701 | 31 925 | 30 835 | 31,210 | ||
M36 | 4 | 33 402 | 6 г | 35 940 | 35,465 | 33 342 | 33,118 | 31 033 | 30 655 | 6H | 36 000 | 33 402 | 33 702 | 31 670 | 32 270 | |
8e | 35 905 | 35,155 | 33 307 | 32 952 | 30,998 | 30 489 | 6G | 36 060 | 33 462 | 33 762 | 31 730 | 32,330 | ||||
3 | 34 051 | 6 г | 35,952 | 35 577 | 34 003 | 33 803 | 32 271 | 31 955 | 6H | 36 000 | 34 051 | 34 316 | 32 752 | 33 252 | ||

Требования к метрической резьбе изделий, производимых в РФ, представлены в стандарте ГОСТ 16093-2004.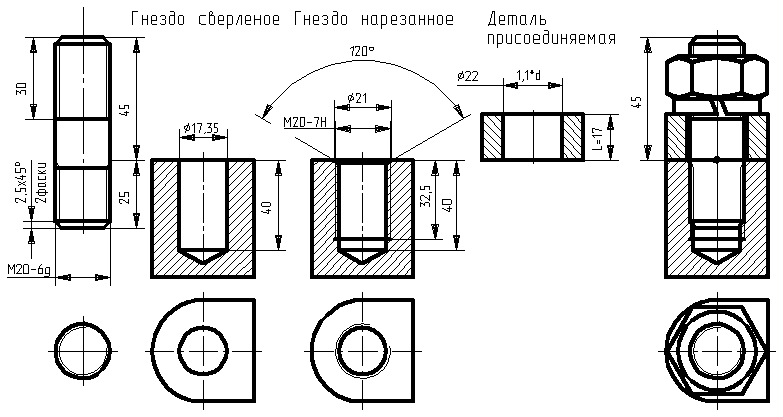
Внутренняя резьба – характеристики, обозначение на чертеже, нарезка
Самым распространенным способом разъемного соединения деталей можно смело считать резьбовое. В этом соединении одной части на поверхность из них нанесена внешняя, в теле другая выполнена внутренняя резьба. Примеры такого типа соединений мы ведем себя ежедневно.
Геометрические параметры
Внутренняя резьба – это выполненная в форме винта формы нарезка внутри отверстий.Форма определяет тип резьбы. В машиностроении применяют несколько типов. Чаще всего метрическая. Кроме того, применяет дюймовую, питчевую и другие виды. Перечисленные резьбы отличаются от друга профилем и применяемостью. Метрическая – имеет угол в плане 60 градусов, дюймовая 50. Метрическая резьба применяется повсеместно, дюймовую применяют для соединений трубопроводов и арматуры.
Номинальный размер внутренней резьбы обозначают буквой d. Для обозначения наружной – применяют букву D.Средний диаметр имеет обозначение d2, внутренний соответственно d1. Кстати, этот размер применяется для расчетов силовых напряжений.
Кстати, этот размер применяется для расчетов силовых напряжений.
Еще один параметр, характеризующий резьбу – шаг (P). Так, обозначают расстояние между впадинами соседних витков. В машиностроении применяют несколько типоразмеров шага. То есть, на детали с одним диаметром резьбы, может быть сделано несколько резьбовых шагов. То есть, отверстие с диаметром М12 может иметь шаг 1,25 мм или 1.
Диаметр, шаг определяет инженер – конструктор из силовых параметров воздействия на резьбовое соединение.
Нормативная документация
ГОСТ 8724
Стандартные модели шага и диаметра метрической резьбы. Его требования распространяются на изделия с диаметром от 0,25 до 600 мм. На сегодня имеет силу ГОСТ 8724-2002. Проектировщики, занимающиеся подбором метрической резьбы для деталей и узлов в любом отрасти руководствоваться требованиями этого документа.
Кроме нормативного документа, проектировщики и технологи должны и применять на практике стандартные документы:
- ГОСТом 9150 2002 – Определить параметры профиля метрической резьбы и левой, и правой;
- ГОСТ 16093 – нормирует предельные размеры диаметров и шагов, устанавливает допуски на них действующие;
Надо понимать, что все применяемые резьбы стандартизированы.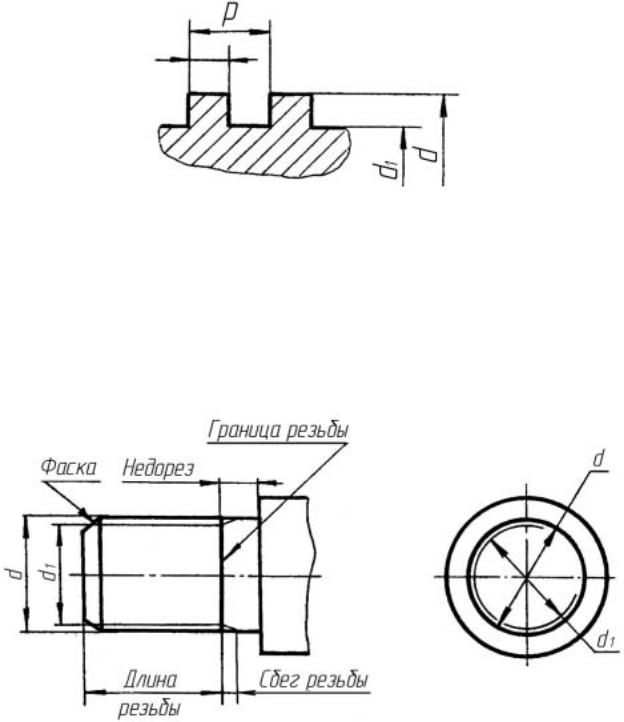 Стандартные модели, используемые в заводских условиях (стандартах предприятия).Такие нормыли применяют в автомобильной и авиационной отрасли промышленности.
Стандартные модели, используемые в заводских условиях (стандартах предприятия).Такие нормыли применяют в автомобильной и авиационной отрасли промышленности.
Обозначение резьбы на чертежах рабочей документации
Внутренняя резьба обозначается в следующем порядке. Сплошной линией показывают внутренний диаметр, наружный показывают сплошной тонкой. На виде в плане, тонкую линию, обозначающую наружный диаметр показывают в виде дуги. Ее длина примерно равна ¾ от длины окружности. Саму резьбу на чертеже обозначают следующим образом – ØМ12х1,25 6H, где первый знак обозначает диаметр, буква и цифры показывают, что это метрическая резьба с номинальным диаметром 12 мм, последние обозначают допуск на изготовление нарезки.
При обозначении резьбы с нормальным шагом, размер последнего не указывает. Для обозначения многозаходной – обозначение будет записано следующим образом:
ØМ12х2 (п1,25) 6Н. Цифра перед скобками показывает количество заходов. Для указания левой резьбы в конце добавить LH.
Для указания левой резьбы в конце добавить LH.
Отечественные стандарты определили и применяемой резьбы. Их всего три вида:
- длинная L;
- средняя N;
- короткая С.
Средняя, она же нормальная на чертежах и в рабочей документации не отображается. Индексы L и S проставляют обозначение допуска и отделяют от него горизонтальной чертой.
Таблица значений диамеров метрической резьбы
Использование
Её нарезают в деталях, которые будут останавливаться болты, шпильки и пр. Кроме этого, внутренняя – широко используется в сантехнике при прокладке трубопроводов воды и тепла.Ее нарезают во внутренних полостях соединительных деталей муфта, тройник, крестовина. Для качества соединения резьбового соединения применяют вспомогательные материалы, например, фум-ленту.
Изготовление внутренней резьбы
Для производства внутренней нарезки – применяют инструмент (резцы, метчики, раздвижные метчики, групповые фрезы, накатные ролики), выпускаемый на серийных инструментальных заводх. Изготовление специального режущего инструмента осуществляют в инструментальных цехах производственных предприятий объединений.
Изготовление специального режущего инструмента осуществляют в инструментальных цехах производственных предприятий объединений.
Самый распространенный способ это нарезание с помощью метчиков. Резьбу можно нарезать в ручную и на станках разного типа. В серийном производстве применяются автоматы для нарезания в гайках, примером такого оборудования может стать станок МН 63. Его применяют для нарезания резьбы от М12 до М20 разными шагами. В качестве режущего инструмента применяют метчики с изогнутым хвостовиком. Мощность установленного двигателя позволяет обрабатывать и цветные металлы, и высоколегированные стали.
В условиях массового производства гаек применяют так называемые автоматы для накатки. Они сконструированы таким образом, что позволяют выполнять нарезку на гайках разного размера от М5 до М60 с разной производительностью, от нескольких до десятков штук в минуту, и назначения, например, предназначенные для фиксации анкеров.
Для нарезания в корпусных деталях применяются многошпиндельные агрегаты, позволяющие обрабатывать несколько отверстий сразу.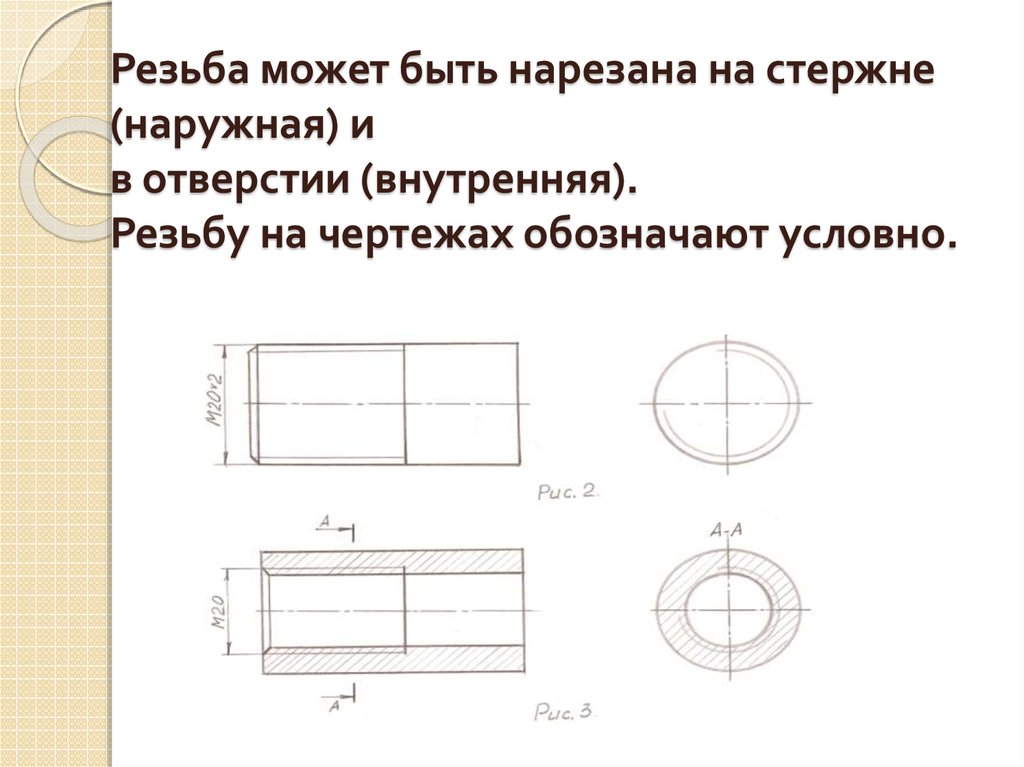 Подобное оборудование применяют при обработке двигательных установок для автомобильной и тракторной техники.
Подобное оборудование применяют при обработке двигательных установок для автомобильной и тракторной техники.
Нарезание внутренней резьбы вызывает серьезные нагрузки, приводящие к повышению температуры. Для этого применяют смазывающе – охлаждающие жидкости (СОЖ).
При ручном получении применения, например, касторовое масло.
Особенности
Для производства стандартного крепежа стали применяют материалы общего назначения – типа Ст10, Ст35 и пр. Ответственные резьбовые соединения типа производят из легированных материалов 40Х, 30ХГСА и их аналогов.В зависимости от назначения, для защиты от коррозии, повышения износостойкости на резьбу может быть нанесено защитное покрытие, например, слой цинка, никеля и другие другие.
Между тем, во время эксплуатации резьбовое соединение может выйти из строя. Как правило, происходит смятие профиля или ее срыв.
Причин тому может быть несколько:
- Использование в резьбовом соединении материалов, не предназначенных для передачи расчетных усилий.
- Несоблюдение технологического режима нарезания внутренней резьбы, в результате чего не происходит формирование полного профиля.

Во избежание подобных ошибок необходимо выполнить требуемые расчеты и при выборе размера использовать регламентируемые в ГОСТ. При проведении работ по нарезанию необходимо строго соблюдать технологические нормативы.
Оцените статью:Рейтинг: 0/5 – 0 голосов
детали шлифовальные с резьбой
Резьбовые фитинги купить в Украине. Продажа по низу
Тройник соединительный с наружной резьбой 20х1 / 2х20 Pexal Valsir (пресс фитинг) +380 (66) 68 показать 253,30 грн Купить
I курс Инж.граф. Горюнова Эскиз детали с резьбой
pdfфайл i курс Инж. граф. Горюнова Эскиз детали с резьбой. Изображение, измерение и обозначение стандартных резьб (методические указания), которые входят в категории
Резьбовые изделия Технология JimdoPage!
Многие детали резьбу служат для их соединения. Основным соединяющим соединением в резьбовом соединении является резьба. Резьба – поверхность, образованная при винтовом движении плоского контура по
Основным соединяющим соединением в резьбовом соединении является резьба. Резьба – поверхность, образованная при винтовом движении плоского контура по
ᐈ Картинки гайки фото, рисунки болты и гайки скачать на
⬇ Скачать Стоковые фото болты и гайки популярный фотобанк доступные лицензионные лицензионные роялти фотографий, изображений и картинок в высоком разрешении.
Шлифовальные станки – разновидности, назначение,
Оптовая компания ПРОкрепеж – крепеж, метизы, инструмент и расходные материалы. Хомуты с
Болты оцинкованные DIN 933 с полной резьбой, класс
Болты оцинкованные din 933 с полной резьбой, класс прочности 8,8
Чертежи соединений
Одним концом шпилька на всю длину резьбы ввинчивается в глухое (несквозное) отверстие с резьбой в деталях (1). На другой конец навинчивают гайку, под которую подкладывают шайбу.
На другой конец навинчивают гайку, под которую подкладывают шайбу.
Резьбовые шпильки Изделия из титана
Детали из титана (0) Детали на заказ (5) Заглушки для труб (3) Заготовки из титана (0) Машинные винты (10) Продукты с цоколем (7) Резьбовые шпильки (4) Стержни с резьбой (1) Стопорные шайбы (2) Титановые
Резьбовые соединения деталей
ГОСТ 1054980 & quotВыход резьбы.Сбеги, недорезы, проточки и фаски & quot устанавливает размеры сбега резьбы при выходе или при наличии инструмента заборной части, размеры недореза при выполнении резьбы в упор, формула
Тросовые системы комплектующие для подвесных систем и
Тросовые системы, держатели троса, держатели цанговых зажимов, зажими цанговые для тросовых систем, наконечники, тросы для светильников, шинопроводы для трековых светильников и Фиксаторы для светильников и люстр
Колонны и краны Micro Matic
Резьба крана: Соединение с резьбой стандарта bsp, 1/2 “или 5/8” Монтаж: 1½ “, в барной стойке, с зажимом на барной стойке Число кранов: 1–2
Моделирование в 3D AutoCad Деталь 1 YouTube
3 апреля 2017 г. & nbsp · Ńd моделирование и визуализация болта с резьбой в AutoCAD 2017 Продолжительность: 39:46.Дмитрий Лапин 84,670 просмотров 39:46
& nbsp · Ńd моделирование и визуализация болта с резьбой в AutoCAD 2017 Продолжительность: 39:46.Дмитрий Лапин 84,670 просмотров 39:46
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ, Общие сведения, Изображение
На резьбах резьбового соединения изображают стержень с резьбой, закрывающую резьбу в отверстиях, то есть в продольном разрезе в отверстии показывают только ту
Информция о Группе Компаний & quotCTF & quot
Полиэтиленовые фитинги (ПНД) различной конструкции и назначения с накидными втулками, с внутренней или внешней резьбой для разъемного герметичного соединения полимерных труб и / или элементов трубопровода (арматуры
)Информ. О Группе Компаний & quotCTF & quot
Переход & quotСпигот & quot ПЭ / латунь с наружной и внутренней резьбой фитинг формы цилиндрической для герметичного разъемного соединения полиэтиленового трубопровода с металлическим на резьбе (внутренней и наружной).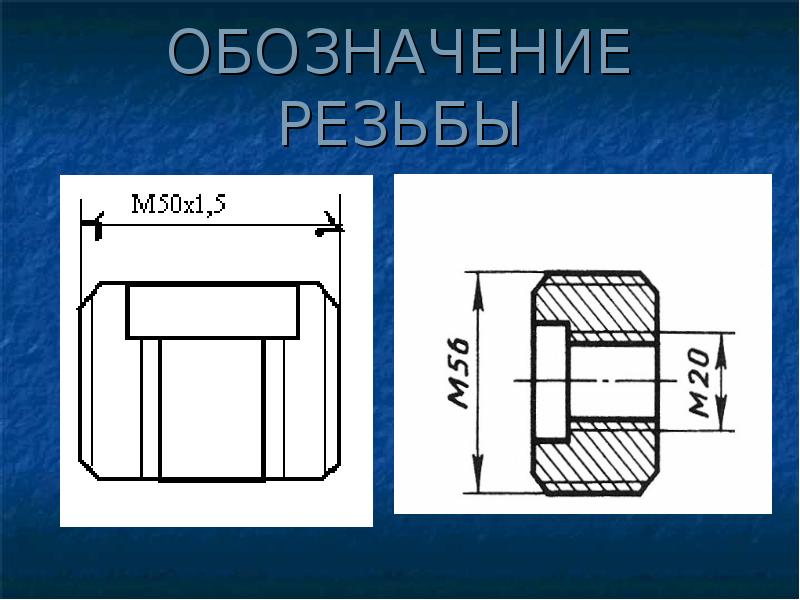
Купить Заглушка 1 1/2 с внешней резьбой в Долгопрудном
Заглушка 1 1/2 с внешней резьбой в Долгопрудном Бассейны, комплектующие и др. товары, а также услуги обслуживания PoolStroi
Резьба – Википедия
Внутренняя резьба mj соответствует с внешней резьбой m при совпадении номинального диаметра и шага. Стандарты: ГОСТ 308
Шлифовальные станки по дереву: стоимость от компании
Купить шлифовальный станок по дереву на выгодных условиях от компании «САПЕМИНВЕСТ». Реализуем оборудование высокого качества для шлифовки.
Продажа Шурупшпилька с вальцованной резьбой
Соединить между собой детали корпусной мебели из ДСП поможет шурупшпилька с резьбой.
Царга 1.5 дюймов 400 мм c универсальным узлом отбора с
2890 руб – Царга 1,5 дюйма 400 мм c универсальным узлом отбора с резьбой ½. Доставка 35 дней, оплата после получения и проверки.
Винт с цилиндрической головкой – Вюрт Маркет
Шлифовальные материалы в листах Диски Детали тормозной системы, сжатого воздуха Втулки с резьбой для дерева Шурупы для деревянных изделий Все категории
Детали с резьбой – Изображение на чертежах
Детали с резьбой – Изображение на чертежах 928 сопряженные с подшипниками качения – Проектирование 784 Деформации – Зависимости от напряжений 12, 13.14 Обратите внимание, что на виде А (рис. 348) ручка (дет.
)Крепежная деталь, стержень с резьбой на обоих концах, 7
в технике крепежная деталь, стержень с резьбой на обоих концах, один из которых ввертывается в основную деталь, а другой пропускается через отверстие в закрепляемой детали
Шлифовальные станки – разновидности, назначение,
Все шлифовальные станки работают по одному принципу: обработка металла осуществляется за счет одновременного вращения абразивного круга и перемещения или вращения обрабатываемой детали. . Рабочей поверхности
. Рабочей поверхности
I курс Инж. граф. Горюнова Эскиз детали с резьбой
i курс Инж. граф. Горюнова Эскиз детали с резьбой. Изображение, измерение и обозначение стандартных стандартных (методических указаний) (Книги и методические указания (Инженерная графика) в файловом архиве МГТУ им.
Царга 2 дюйма 500 мм c узлом отбора по пару с резьбой ¾
2210 руб – Царга 2 дюйма 500 мм c узлом отбора по пару с резьбой ¾.Доставка 35 дней, оплата после получения и проверки.
Левая резьба: обозначение на чертеже, применение, отличия
При вероятности откручивания деталей вращающегося вала в промышленности нестандартная резьба левая. Левую резьбу отмечают буквой Л.
Патроны дрелевые кулачковые для УШМ с резьбой М14
Патроны дрелевые зажимные для УШМ с резьбой М14 (для & quotболгарки & quot) на шпиндель М 14, на все модели и виды & quotболгарок “устанавливается без всяких переходников напрямую, абсолютно нет никакого биения, центровка идеальная !! !
«Изображение и обозначение резьбы» | План-конспект урока технологии (9 класс) на тему:
План – конспект урока № 2 3ч
Тема урока: Изображение и обозначение резьбы
Цель урока:
Дать понятие о символе, ее обозначении и назначении.
Умение классифицировать соединения и крепежный материал.
Задачи:
обучающая:
- научить изображать и обозначать метрическую резьбу;
воспитывающая:
- воспитывать графическую культуру и техническую речь;
развивающая:
- развивать техническую грамотность и кругозор;
- дополнительно познавательный интерес, умение работать со справочными таблицами;
Тип урока: урок усвоения новых знаний с использованием
программы презентации.
Методы обучения:
1.рассказ
2.беседа-сообщение
3.работа с учебником и справочным инструментом
4. графическая работа
План урока:
1.организационный момент
2.повторение изученного материала
3.изложение нового материала
4. практическая работа
5.обобщение и подведение итогов урока
6. задание на дом
Наглядные пособия и ТСО: чертежи, таблицы, презентация
Опорные понятия: резьба, профиль резьбы, графические изображения
Хода:
- Организационный момент.
- Повторение изученного материала.

– Вспомните, какую тему мы изучали на прошлом уроке?
(Изделие. Соединение деталей в изделиях).
- Дайте определение понятию «изделие».
– Дайте определение понятию «деталь».
(ДЕТАЛЬЮ называется изделие, изготовленное из однородного материала, без применения сборочных операций)
– Какие виды соединений вы знаете? (разъёмные, неразъёмные)
– Какие виды соединений, принадлежащих к неразъёмным?
(Клёпаные, паяные, сварные, клееные, сшивные…)
– Какие соединения называются разъёмными? (к разъёмным
СОЕДИНЕНИЯ между такими соединениями, допускают многократную разборку без разрушения деталей и соединительных элементов, входящих в них.)
– Приведите примеры разъёмных не резьбовых соединений, резьбовых
. (Шлицевые, шпоночные, штифтовые, резьбовые.) В эти соединения входят две соединяемые детали и соединительная деталь с резьбой. Плакат «Резьбовые соединения»
Плакат «Резьбовые соединения»
3.Изложение нового материала:
(презентация «РЕЗЬБА. ИЗОБРАЖЕНИЕ И ОБОЗНАЧЕНИЕ РЕЗЬБЫ НА ЧЕРТЕЖАХ.») – Демонстрация слайда –
СОЕДИНИТЕЛЬНЫЕ ДЕТАЛИ. Изображение и обозначение резьбы на чертежах »слайд 2
Такие детали изготавливают на токарно-винторезном станке, слайд 3
НАРЕЗАНИЕ РЕЗЬБЫ РЕЗЦОМ – слайд 4.
механическое нарезание резьбы резцом.
Нарезание резьбы вручную плашкой – (внешняя), метчиком – (внутренняя)
слайд 5,6
5. 6.
КЛАССИФИКАЦИЯ РЕЗЬБЫ слайд 7.
НАЗНАЧЕНИЕ РЕЗЬБЫ слайд 7.
НАЗНАЧЕНИЕ РЕЗЬБЫ слайд 7.
НАЗНАЧЕНИЕ РЕЗЬБЫ – слайд 8.
. резьба.ПРФИЛИ РЕЗЬБЫ – слайд 9
ОПРЕДЕЛЕНИЕ РЕЗЬБЫ – запись в тетради
(РЕЗЬБА – это поверхность, образованная, при винтовом движении плоской фигуры по цилиндрической поверхности).
ПАРАМЕТРЫ РЕЗЬБЫ – слайд 10
Профиль резьбы
Внутренний диаметр d1
Наружный диаметр d
Шаг резьбы Р
Длина резьбы L
Профиль резьбы очень сложно изобразить на чертеже2, поэтому принимает
резьбы на чертежеУСЛОВНОЕ ИЗОБРАЖЕНИЕ РЕЗЬБЫ – слайд 11; 12
изображение на чертежах изображение резьбы на чертежах – внутренний слайд12 наружная слайд 11
АЛГОРИТМ ИЗОБРАЖЕНИЯ РЕЗЬБЫ – слайд 13
4.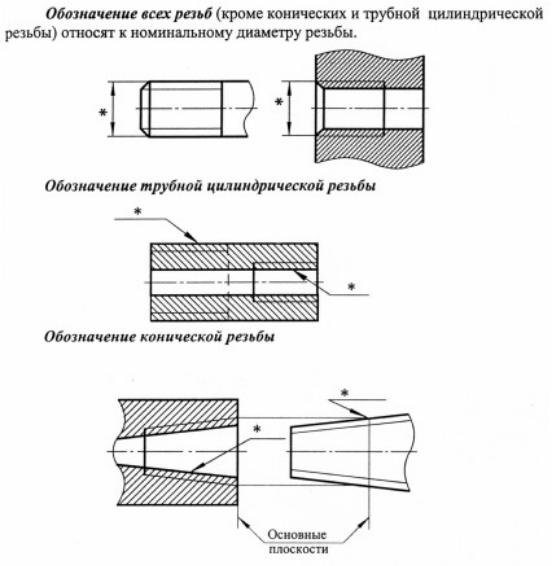 Практическая работа.
Практическая работа.
ЗАДАНИЕ слайд 14
14.
Выполните чертёж детали по заданным размерам.
d = 20;
1 = 80;
lo = 45;
ч = 15;
D = 40 (работа в тетради)
НАПРАВЛЕНИЕ РЕЗЬБЫ – левая – витки идут справа вверх налево,
правая – витки идут слева вверх направо – слайд 15
ОБОЗНАЧЕНИЕ МЕТРИЧЕСКОЙ РЕЗЬ0002
9000×5 9000×5.5LHМ – условное обозначение профиля (метрическая резьба)
20 – наружный диаметр резьбы в мм
1,5 – шаг резьбы (мелкий в мм)
LH-левая резьба
Прочтите маркировку:
М20
М – метрическая резьба
20- наружный диаметр резьбы в мм
-Шаг резьбы крупный
– Резьба правая
Болт М12×1.5×40
Метрическая шаговая резьба,
-обнаруженный диаметр 12 мм,
-мелкий 5мм,
– длина стержня болта 40 мм,
– резьба правая
5.Обобщение и подведение итогов:
Проверьте себя
1.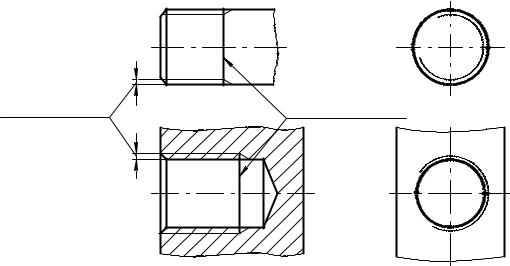 Что называется резьбой?
Что называется резьбой?
2. Какая резьба используется в качестве крепёжной?
3. Что называют шагом резьбы?
4. Какой диаметр резьбы на стержне проводят сплошной толстой линией?
5. Какой диаметр резьбы в отверстии, показанном в разрезе, проводят
сплошной толстой линией? тонкой линией?
6.До какой доводят штриховку в разрезах и сечениях деталей с резьбой?
7.Какой линией показываются наружный и внутренний диаметр резьбы
в отверстии без разреза?
8. Чем различается обозначение резьбы с крупным и мелким шагами?
6.3адание на дом: § 44,45
Используемая литература и источники информации:
Ботвинников А.Д. Черчение. М .: Просвещение, 1988.
Степакова В.В 9 кл. М .: Просвещение, 2004.
Балягин С.Н. Черчение. Справочное пособие. М .: АСТ. Астрель 2002.
http://cherch.ru/soedinenie_detaley/izobrazhenie_i_oboznachenie_rezbi.html
http://gost.libt.ru/gost-2-311-68.html
http://www.