Резка плазморезом: Преимущества и недостатки плазменной резки
alexxlab | 30.06.2020 | 0 | Разное
Преимущества и недостатки плазменной резки
Преимущества и недостатки плазменной резки по сравнению с другими методами резки металлов?
Резка металлов – проблема, с которой приходится сталкиваться и в цеху, и на стройплощадке, и в мастерской. Простые решения вроде автогена устроят многих, но не всех. Если объем работ по резке металла большой, а требования к качеству реза высоки, то стоит подумать об использовании аппарата плазменной резки (плазмореза).
Первые установки и аппараты плазменной резки появились более полувека назад, но широкому кругу мастеров они стали доступны только в последние два десятилетия.
ПРЕИМУЩЕСТВА:
Какие преимущества в работе дает аппарат или станок плазменной резки металла в работе?
1. При правильном подборе мощности он позволит в 4-10 раз (по сравнению кислородной горелкой) повысить производительность. По этому параметру плазморез уступит лишь промышленной лазерной установке, зато намного выиграет в себестоимости.
2. УНИВЕРСАЛЬНОСТЬ. Плазменная резка позволяет обрабатывать и сталь, и чугун, и алюминий, и медь, и титан, и любой другой металл, причем работы выполняются с использованием одного и того же оборудования: достаточно выбрать оптимальный режим по мощности и выставить необходимое давление воздуха. Важно отметить и то, что качество подготовки поверхности материала особого значения не имеет: ржавчина, краска или грязь помехой не станут.
3. ТОЧНОСТЬ и ВЫСОКОЕ КАЧЕСТВО РЕЗА. Современные плазморезы обеспечивают минимальную ширину реза и “чистые” без наплывов, перекаливания и грата кромки, почти не требующие дополнительной обработки. Немаловажно и то, что зона нагрева обрабатываемого материала намного меньше, чем при использовании автогена, а поскольку термическое воздействие на участке реза минимально, то и тепловые деформации вырезанных деталей незначительны, даже если они небольшой толщины.
4. БЕЗОПАСНОСТЬ, обусловленная отсутствием взрывоопасных газовых баллонов.
5. НИЗКИЙ уровень загрязнения окружающей среды. Касательно экономической стороны вопроса, то совершенно очевидно, что при больших объемах работ плазменная резка выгоднее той же кислородной или, например, механической. В остальных же случаях нужно учитывать не материалы, а трудоемкость использования. Например, сделать фигурный рез в толстом листе недолго и автогеном, но может потребоваться продолжительная шлифовка краев.
НЕДОСТАТКИ:
Ну а теперь поговорим о недостатках. Первый из них – относительно скромная максимально допустимая толщина реза, которая даже у мощных аппаратов редко превышает 80-100 мм. В случае же с кислородной резкой максимально допустимая толщина реза для стали и чугуна может достигать 500 мм.
Следующий недостаток метода – довольно жесткие требования к отклонению от перпендикулярности реза. В зависимости от толщины детали угол отклонения не должен превышать 10-50°. При выходе за эти пределы наблюдается значительное расширение реза и, как одно из следствий, быстрый износ расходных материалов.
При выходе за эти пределы наблюдается значительное расширение реза и, как одно из следствий, быстрый износ расходных материалов.
Наконец, сложность рабочего оборудования делает практически невозможным одновременное использование двух резаков, подключенных к одному аппарату, что с успехом применяется при резке штучным электродом.
Процесс плазменной резки (принцип работы плазмореза)
Для начала определим, что же есть плазма. В данном случае это нагретый электрической дугой до высокой температуры (порядка 25000 °C) воздух в ионизированном состоянии. Последнее означает, что он утрачивает свойства диэлектрика и приобретает способность проводить электрический ток. В процессе резки плазменный поток становится проводником для тока, расплавляющего металл, и сам же его выдувает.
Для начала определим, что же есть плазма. В данном случае это нагретый электрической дугой до высокой температуры (порядка 25000 °C) воздух в ионизированном состоянии. Последнее означает, что он утрачивает свойства диэлектрика и приобретает способность проводить электрический ток. В процессе резки плазменный поток становится проводником для тока, расплавляющего металл, и сам же его выдувает.
В процессе резки плазменный поток становится проводником для тока, расплавляющего металл, и сам же его выдувает.
Рабочий орган аппарата называется плазмотрон. Под этим словом подразумевается плазменный резак с кабель-шланговым пакетом, подключаемый к аппарату. Иногда плазмотроном ошибочно называют аппарат плазменной резки целиком. Разновидностей плазмотронов достаточно много. Но наиболее распространены и более всего пригодны для резки металлов плазмотроны постоянного тока прямой полярности. По виду дуги различают плазмотроны прямого и косвенного действия. В первом случае разрезаемое изделие включено в электрическую цепь, и дуговой разряд возникает между металлической деталью и электродом плазматрона. Именно такие плазмотроны применяются в устройствах, предназначенных для обработки металлов, включая и аппараты воздушно-плазменной резки. Плазматроны косвенного действия применяются, в основном, для обработки неэлектропроводных материалов (у них электрическая дуга возникает в самом резаке).
Сопло – важнейший элемент, определяющий возможности плазмотрона. При плазменной резке применяются сопла небольшого (до 3 мм) диаметра и большой (9-12 мм) длины. От размера диаметра сопла плазмотрона зависит количество воздуха, которое способен пропустить плазмотрон, этот параметр необходимо учитывать при подборе компрессора. Это также влияет на ширину реза и охлаждение плазмотрона. Что касается длины, то чем она больше, тем выше качество реза. Однако чрезмерное увеличение этого параметра ведет к снижению надежности работы и быстрому разрушению сопла. Считается, что длина канала должна быть больше диаметра в 1,5-1,8 раза.
Электродом (катодом) внутри плазматрона служит металлический стержень – другие конструкции в недорогих аппаратах не применяются. То же можно сказать и о материале: разновидностей изобилие, но массово используется лишь электрод из гафния.
Теперь пару слов о рабочих газах, используемых при плазменной резке. Их можно разделить на плазмообразующие и защитные (транспортирующие).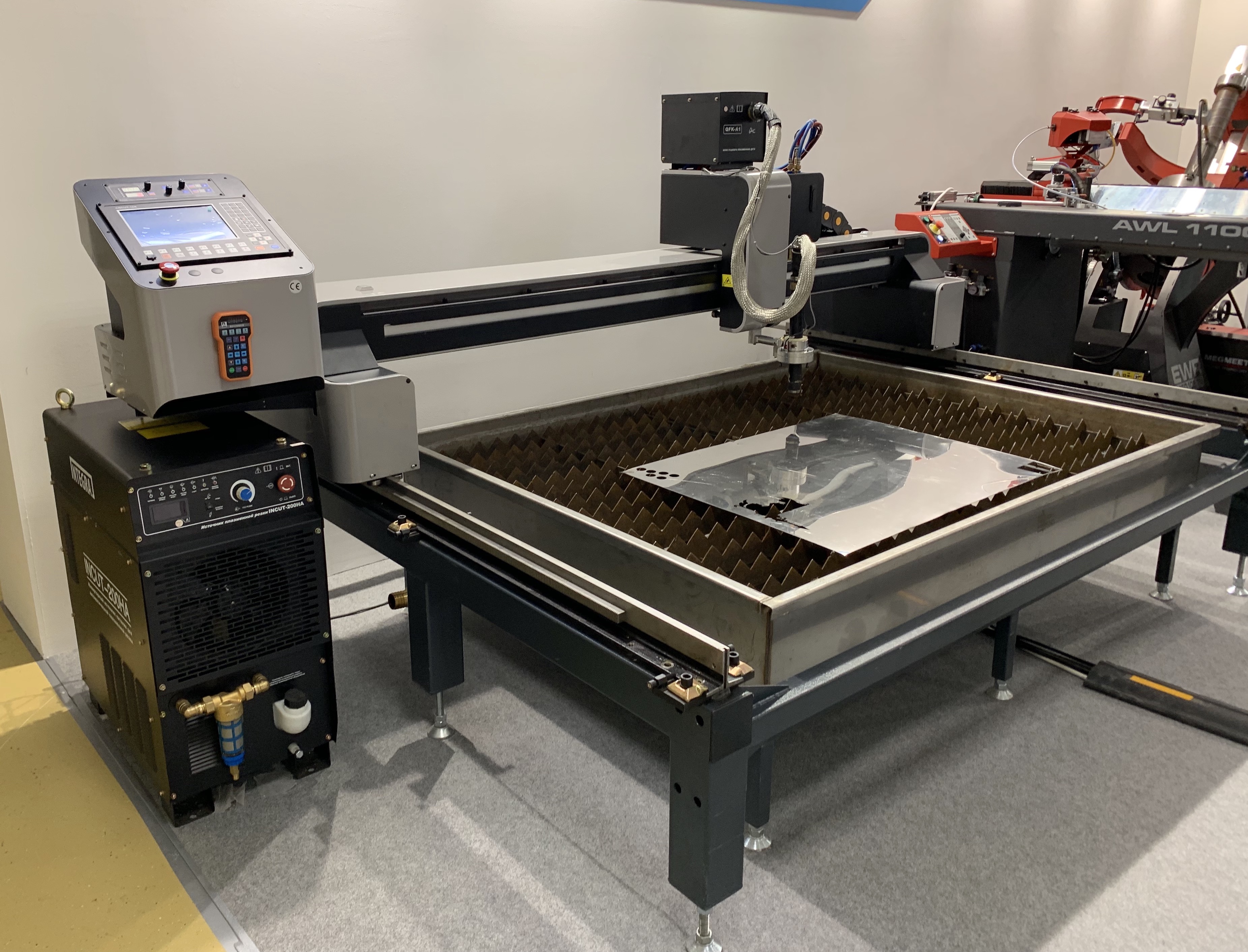 Для резки в обычных плазменных системах бытового назначения (сила тока дуги – ниже 200 А, максимальная толщина реза – до 50 мм) сжатый воздух применяют и как плазмообразующий, и как защитный газ. При этом достигается удовлетворительное качество реза, хотя и наблюдается некоторое азотирование и окисление обрабатываемой поверхности. В более сложных системах применяются иные газовые смеси, содержащие кислород, азот, водород, гелий, аргон.
Для резки в обычных плазменных системах бытового назначения (сила тока дуги – ниже 200 А, максимальная толщина реза – до 50 мм) сжатый воздух применяют и как плазмообразующий, и как защитный газ. При этом достигается удовлетворительное качество реза, хотя и наблюдается некоторое азотирование и окисление обрабатываемой поверхности. В более сложных системах применяются иные газовые смеси, содержащие кислород, азот, водород, гелий, аргон.
Выбор аппарата плазменной резки
Даже самые доступные аппараты плазменной резки сложны и довольно дороги в сравнении, например, со сварочными, поэтому к выбору недешевой техники нужно подходить осознанно. Прежде всего необходимо определиться, как обычно, с целями и задачами.
Первый параметр, без учета которого бесполезно учитывать остальные, – это максимально допустимая толщина реза. Данная величина обычно приводится для углеродистой стали, реже – для нержавеющей, еще реже – для алюминия и очень редко – для меди. Поскольку на максимально допустимую глубину реза сильно влияет теплопроводность материала, то для сплавов на основе меди этот показатель примерно на 30% ниже, чем для сплавов на основе железа.
Следующий фактор – планируемый режим эксплуатации плазмореза. Как и в случае со сварочными аппаратами, он определяется параметром “ПВ” (продолжительность включения), который определяет отношение времени работы аппарата ко времени, необходимому для его охлаждения. В некоторых промышленных аппаратах плазменной резки ПВ может приближаться к 100%, для ручной же резки металла вполне достаточно 40-50%.
На практике это выглядит следующим образом. Если ПВ плазмореза составляет 50%, то в течение часа эксплуатации он должен 30 минут работать и 30 минут остывать. При ручной резке приходится время от времени перемещаться или перемещать изделие и периодически выключать кнопку поджига на плазмотроне. Это время как раз и идет в зачет охлаждения, и поэтому работа кажется непрерывной.
Когда ключевые параметры, определяющие принципиальную возможность использования аппарата, определены, следует уделить внимание такому аспекту, как удобство использования. Тут первостепенное значение приобретает мобильность, точнее, радиус действия, на который можно свободно удаляться от малоподвижного аппарата, “прикованного” к своему месту компрессором. Так, длина кабель-шлангового пакета плазмотрона может варьироваться до десятков метров. Кстати, важна не только длина: некоторые производители заявляют ее на уровне 30 м и более, но “забывают” сообщить о том, имеются ли евроразъемы на плазмотроне и источнике.
Очень важный вопрос – проблема расходных материалов: электродов (катодов) и сопел. Важно, чтобы они были доступны и недороги. Как правило, износ этих деталей происходит или одновременно или с небольшим “разбросом” (один катод на два сопла). Одного сопла в среднем хватает на целую рабочую смену (при работе с деталями, толщиной до 10 мм).
Одного сопла в среднем хватает на целую рабочую смену (при работе с деталями, толщиной до 10 мм).
Момент, не относящийся напрямую к плазматрону, но требующий обязательного учета, – это система подачи воздуха. Если отбросить самые маломощные модели, оборудованные встроенным компрессором и воспринимаемые многими профессионалами как малополезные игрушки, то следует помнить, что для работы плазматрону нужен мощный компрессор. И не он один: при достаточно большом расходе воздуха (100-250 л/мин при 0,4-0,6 МПа) жесткие требования предъявляются и к его качеству, а значит не обойтись без вспомогательных устройств – таких как влаго- и маслоотделители, фильтры. Поступать в аппарат воздух должен равномерно, без пульсаций, поскольку они серьезно влияют на стойкость сопел и электродов, на стабильность поджига дуги и, как следствие, на качество реза, а значит, нужен объемный ресивер.
ПРЕДЛОЖЕНИЕ ДЛЯ ЛЮБИТЕЛЯ
Среди современных устройств плазменной резки можно выделить отдельную и наиболее интересную для рядового потребителя категорию – переносные инверторные источники плазмы, применяемые при ручной резке. Их основные достоинства: низкое энергопотребление, компактность, небольшой вес, эргономичный дизайн. Недостатки: ограничение по максимальной мощности (не более 70 А), и, как следствие, по максимальной толщине реза (до 15-20 мм). Также придется мириться с невысокой продолжительностью включения и чувствительностью к перепадам напряжения. Оборудование, выходящие за рамки этого типа, как правило, рассчитано на промышленное применение.
Их основные достоинства: низкое энергопотребление, компактность, небольшой вес, эргономичный дизайн. Недостатки: ограничение по максимальной мощности (не более 70 А), и, как следствие, по максимальной толщине реза (до 15-20 мм). Также придется мириться с невысокой продолжительностью включения и чувствительностью к перепадам напряжения. Оборудование, выходящие за рамки этого типа, как правило, рассчитано на промышленное применение.
Большинство аппаратов с плазмотронами воздушного охлаждения пригодны для резки металлических деталей толщиной до 50 мм. Для резки деталей толщиной свыше 50 мм или для увеличения производительности применяют более сложные и дорогие аппараты с плазмотронами водяного охлаждения
Максимальная глубина реза определяет толщину материала, которая может быть разрезана данным аппаратом в принципе. Скорость работы при этом в расчет не берется. Чтобы комфортно и быстро работать с деталями толщиной 3-4 мм, следует выбирать аппарат, максимально допустимая глубина реза которого – 8-10 мм.
Унифицированные разъемы для плазмотронов производятся в соответствии с европейскими стандартами и состоят из розеток (со стороны источника плазмы) и вилок (со стороны резака). Преимущество подобной системы заключается в возможности при необходимости удлинить или укоротить конструкцию без ощутимой потери мощности, прочности и электрического контакта.
Износ сопла заключается в нарушении его геометрической формы, что негативно влияет на качество реза. Износ же катода приводит к выработке стержня (допустимая глубина выработки – не более 1,5 мм), в результате чего может произойти пригорание катода к головке плазмотрона и его (плазмотрона) перегрев.
При минусовых температурах необходимо соблюдать определенные меры предосторожности. Поскольку в ресивере и шлангах образуется конденсат, который в случае замерзания может вывести из строя оборудование, то после окончания работ шланги обязательно продувают, а сам компрессор хранят в помещении с плюсовой температурой.
О технике реза плазморезом – Плазма и газ-резка, сварка, напыление
Здравствуйте! Подскажите пожалуйста!! Сегодня получил плазморез BRIMA CUT 40,в инструкции написано-дежурная дуга должна разжигаться при нажатии кнопки на резаке,но принажатии кнопки дежурной дуги не видно,а рабочая зажигается при касании металла.Правельно ли это? Плазмотрон РТ-37.
Лично я не знаю конструкцию PT-37. Но видя различные плазма-установки, обычно все они через дежурную работают.
Бывает два вида плазматрона:
1 контактного поджога
2 безконтактного поджога (осциллятор)
по первому. Это не значит что надо касаться металла. Это означает, что дежурная дуга зажигается за счет контакта между анодом и катодом. При нажатии на кнопку, должна прекратиться подача воздуха и контакт замкнется. Через секунду автоматически откроется клапан подачи воздуха и в таком случае контакт размыкается, за счет чего происходит искра, которая и выдувается. Так горит дежурная дуга. После подвода к металлу, электроника чуствует связь дежурной дуги и перебрасывет потенциал с сопла на деталь. Так горит основная дуга (ток протекает между электродом и деталью). Сопло используется здесь только для сжатия и образования дуги.
Так горит дежурная дуга. После подвода к металлу, электроника чуствует связь дежурной дуги и перебрасывет потенциал с сопла на деталь. Так горит основная дуга (ток протекает между электродом и деталью). Сопло используется здесь только для сжатия и образования дуги.
по второму. За счет высоковольтного импулься образуется дуга между электродом и соплом. В таком случае выдувается дуга и мы видем дежурную дугу. Дальше в принципе образования основной дуги от первого случая не отличается.
Итак, дежурная дуга просто должна быть и точка.
Если безконтактный поджог дуги, и дежурная дуга не загорается, то скорее всего не работает осциллятор. Это типичная проблема. Возможны и другие проблемы.
Если контактный поджог дежурки, то либо не достаточное давление на входе, либо не правильно собран плазматрон, либо не работает электронная система… Т.е. вариантов то же полно
Проверьте правильность сборки плазматрона. Особенно обратите внимание на всякие колечки, т.е. пластиковые или иные (можно перевернуть и тогда не будет работать). Правильность фиксации электрода. Правильность установки сопла. Отрегулируйте давление на входе установки. В инструкции должно быть написано, какое значение должно быть. Пока невероне это все, что на вскидку в голову пришло.
Правильность фиксации электрода. Правильность установки сопла. Отрегулируйте давление на входе установки. В инструкции должно быть написано, какое значение должно быть. Пока невероне это все, что на вскидку в голову пришло.
ПЛАЗМЕННАЯ РЕЗКА МЕТАЛЛА [принцип работы, видео, технология]
[Плазменная резка] позволяет разрезать металл, но не резцом — этот агрегат имеет струю плазмы.
Суть работы плазморезки такова: между соплом, электродом или разрезаемым материалом образовывается электрическая дуга.
Из сопла выходит газ, он преобразовывается в плазму после воздействия электричеством.
Металл разрезается плазмой, температура которой может достигать 30 тыс. градусов.
В статье подробно рассмотрена технология плазменной резки металла, принцип ее работы и некоторые нюансы.
Виды плазменной резки
Резка металла с помощью плазмы бывает нескольких видов.
Это зависит от того, в какой среде происходит процесс:
- Простой — при разрезании используется электрический ток, воздух, иногда вместо воздуха применяют азот.
 При таком способе длина электрической дуги ограничивается. Если толщина листа несколько миллиметров, то параллельность поверхностей можно сравнить с лазерной резкой. Данный параметр можно соблюсти, разрезая металл, толщина которого 10 мм. Такой способ применяется при разрезании низколегированной или мягкой стали. Кислород применяют в качестве режущего элемента. Кромка после разреза остается ровной, заусенцы не образовываются. Кроме этого, в обработанной кромке металла содержится пониженное содержание азота;
При таком способе длина электрической дуги ограничивается. Если толщина листа несколько миллиметров, то параллельность поверхностей можно сравнить с лазерной резкой. Данный параметр можно соблюсти, разрезая металл, толщина которого 10 мм. Такой способ применяется при разрезании низколегированной или мягкой стали. Кислород применяют в качестве режущего элемента. Кромка после разреза остается ровной, заусенцы не образовываются. Кроме этого, в обработанной кромке металла содержится пониженное содержание азота; - С применением защитного газа — в качестве такого газа используются защитный, плазмообразующий. С применением такой резки качество разрезания металла увеличивается, так как срез защищен от воздействия окружающей среды;
- С водой — вода во время разрезания металла защищает срез от влияния окружающей среды, охлаждает плазмотрон, все вредные испарения поглощаются водой.
 При таком способе длина электрической дуги ограничивается. Если толщина листа несколько миллиметров, то параллельность поверхностей можно сравнить с лазерной резкой. Данный параметр можно соблюсти, разрезая металл, толщина которого 10 мм. Такой способ применяется при разрезании низколегированной или мягкой стали. Кислород применяют в качестве режущего элемента. Кромка после разреза остается ровной, заусенцы не образовываются. Кроме этого, в обработанной кромке металла содержится пониженное содержание азота;
При таком способе длина электрической дуги ограничивается. Если толщина листа несколько миллиметров, то параллельность поверхностей можно сравнить с лазерной резкой. Данный параметр можно соблюсти, разрезая металл, толщина которого 10 мм. Такой способ применяется при разрезании низколегированной или мягкой стали. Кислород применяют в качестве режущего элемента. Кромка после разреза остается ровной, заусенцы не образовываются. Кроме этого, в обработанной кромке металла содержится пониженное содержание азота;Плазменная резка может быть разделительной, поверхностной. Чаще всего применяют разделительную резку.
Также разделяют резку по способам: дугой — при разрезании металла материал является частью электроцепи и струей — при разрезании металл не является частью электроцепи, дуга образовывается между электродами.
Преимущества резки плазмой
Плазменная резка имеет свои плюсы перед лазерной резкой:
- плазморезкой можно обработать любой металл: цветной, черный, тугоплавкий;
- скорость разрезания проходит быстрее, чем работа газовой резкой;
- плазморезкой доступна художественная работа — заготовки можно делать любой геометрической формы, доступна фигурная резка повышенной сложности, художественная резка металла плазмой и деталей;
- независимо от того, какова толщина разрезаемого металла, можно разрезать заготовку быстро, точно;
- плазморезкой можно разрезать не только металл, но и материалы, не содержащие в своем составе железа;
- разрезание материалов с помощью плазмы проходит гораздо эффективнее, быстрее, чем обычная резка механическим способом;
- в сравнении с лазерной резкой, плазморезка способна обрабатывать листы материала большой ширины, под углом. Изделия получаются с наименьшим количеством дефектов, загрязнений;
- при работе в воздух выбрасывается минимальное количество загрязняющих веществ;
- перед тем, как разрезать металл, его не нужно прогревать, таким образом сокращается время прожига;
- безопасность во время плазменной резки на высоком уровне, так как нет необходимости использовать газовые баллоны, которые очень взрывоопасны.
 Изделия получаются с наименьшим количеством дефектов, загрязнений;
Изделия получаются с наименьшим количеством дефектов, загрязнений;Наряду с преимуществами плазморезка имеет некоторые недостатки:
- высокая стоимость плазмотрона;
- толщина металла, который можно разрезать плазмотроном, не должна быть более 10 см;
- во время работы агрегат издает большой шум, так как газ подается на высокой скорости, близкой к скорости звука;
- плазмотрон необходимо правильно обслуживать;
- к плазмотрону нельзя прикрепить резаки, чтобы металл обрабатывать вручную.
Принцип действия плазмотрона
Плазменная резка металла проводится своими руками, которые не имеют в этом деле большого опыта. В данном разделе рассмотрен принцип действия прибора для плазменной резки.
В данном разделе рассмотрен принцип действия прибора для плазменной резки.
Если в наличии есть специальный аппарат, то с легкостью можно разрезать металл, плитку из керамики, дерево или пластик своими руками, доступна также фигурная резка.
Кроме этого, аппаратом можно производить сварку цветных, черных металлов, закаливать элементы, выполнять огневую зачистку или отжиг поверхностей, производить художественную резку.
Пример действия плазморезки можно посмотреть на видео.
Видео:
В отличие от лазерной, принцип резки плазмой заключается в нагревании до высокой температуры места нагрева именно плазмой. Она образуется в сопле из пара. Сопло имеет узкий канал.
В нем образовывается электродуга. Пар проходит через канал под давлением, вместе с этим дуга охлаждается.
Пар при выходе ионизируется, затем возникает струя плазмы, имеющая высокую температуру — до 6 тысяч градусов.
Схемы и чертежи помогут разобраться в конструкции плазморезки и в принципах образования режущей струи.
При проведении работ плазма не нагревает большой участок материала. Место, где разрез делала плазморезка, остывает гораздо быстрее, чем резка лазерной, механической техникой.
Рабочая жидкость в плазморезке призвана охлаждать сопло и катод, так как это самые нагруженные части аппарата.
Дуга стабилизируется в результате определенного отношения катода, сопла с паром. Резервуар плазмотрона содержит специальный материал, который впитывает влагу.
Он помогает рабочей жидкости переноситься к нагревателю. На катоде образовывается отрицательный заряд, на сопле — противоположный, в результате возникает дуга.
При воздействии плазморезкой своими руками, как и при лазерной, механической резке, следует быть осторожным и соблюдать правила безопасности.
Аппарат крайне травматичен для человека — высокое напряжение, нагрев, расплавленный материал.

При проведении резки специалисты рекомендуют одевать защитный костюм, иметь специальный щиток, у которого стекла затемненные. Видео в статье наглядно покажет, как проводить резку.
Перед тем как приступать к работе, важно внимательно изучить схемы аппарата, осмотреть сопло, электрод, щиток на предмет закрепления.
Если они закреплены не надежно, работать плазморезкой нельзя. Также нельзя ударять аппаратом о металл с целью удаления брызг — так аппарат может повредиться.
Рекомендуется экономить материал при работе. Для этого не стоит часто зажигать плазменную дугу и обрывать ее.
Резка с помощью плазмы своими руками будет выполнена качественно, на срезе не будет окалины, заусенец, материал не деформируется, если при работе правильно рассчитать ток.
Чтобы это сделать, нужно применить действия, согласно схеме: подать высокий ток, произвести пару разрезов. По материалу будет видно, нужно снизить ток или оставить высоким.
Если для материала ток большой, то на нем будет образовываться окалина в результате его перегрева.
Видео:
Технология работы плазморезкой
Перед тем как начать разрезание плазмой, стоит знать, как проходит весь процесс. В отличие от лазерной резки, горелку плазмы стоит разместить близко к краю материала.
После включения кнопки «пуск» будет зажжена сначала дежурная дуга, потом режущая. Горелку с режущей дугой необходимо медленно вести по материалу.
Для регулировки скорости разрезания, рекомендуется контролировать появление искр с другой стороны металла. Когда их нет, то полностью материал разрезать не удалось.
Причин можно отметить несколько: высокая скорость прохождения аппарата, низкий ток, горелка не находилась под углом в 90 гр. к разрезаемому металлу. Как правильно установить угол резки, показано на видео.
Видео:
После завершения процесса, горелку нужно наклонить, как показывают схемы. Стоит помнить, что после выключения пуска, воздух будет идти еще какое-то время.
Стоит помнить, что после выключения пуска, воздух будет идти еще какое-то время.
Проплавить полностью металл плазморезка сможет в тот момент, когда наклон составит 90 градусов и выше.
После включения аппарата — дождаться появления режущей дуги, создать между горелкой и материалом прямой угол. Так любая фигурная конструкция может получить отверстие.
При работе с плазморезкой стоит изучить схемы аппарата — в них указана наибольшая толщина металла, в котором можно сделать отверстие. Технология плазменной резки подробно показана на видео.
Видео:
Как выбрать плазмотрон?
Чтобы производить резку металла плазморезкой своими руками, важно купить оборудование.
Перед тем как совершить покупку, рекомендовано учесть свойства и параметры прибора. Они будут оказывать большое влияние на функции плазмотрона. Цена также будет отличаться.
Резка с помощью плазмы может производиться двумя видами плазморезки:
- Инвенторная — имеет компактные размеры, для ее работы необходимо малое количество энергии, аппарат легкий с привлекательным дизайном. В то же время у него непродолжительное включение, перепады напряжения негативно скажутся на аппарате;
- Трансформаторная — высокая длительность включения, если напряжение будет скакать, плазморезка не выходит из строя. Размер, вес агрегата достаточно большие, энергии такая плазморезка также потребляет много.
 В то же время у него непродолжительное включение, перепады напряжения негативно скажутся на аппарате;
В то же время у него непродолжительное включение, перепады напряжения негативно скажутся на аппарате;При выборе плазмотрона для резки своими руками, рекомендуется обратить внимание на параметры.
Такая плазморезка сможет максимально удовлетворить потребности мастера и выполнить работу.
Мощность
В зависимости от того, каковы характеристики изделия, которое необходимо разрезать, выбирается мощность. Будет отличаться и размер сопла, тип газа.
Так, при мощности 60-90А плазморезка сможет справиться с металлом толщиной 30 мм.
Если необходимо разрезать большую толщину, то рекомендуется купить плазморезку с мощностью 90-170А.
Выбирая агрегат, учтите силу тока, напряжение, которое он сможет выдержать.
Время, скорость разрезания материала
Этот показатель меряют в см, которые аппарат сможет разрезать за 1 минуту. Одни плазморезки смогут разрезать металл за 1 минуту, а другие за 5.
При этом толщина материала будет одинаковая.
Если важно сократить время на резку, то стоит учесть скорость разрезания.
Аппараты отличаются временем работы — длительность разрезания металла, не перегреваясь.
Если указано, что длительность работы составляет 70 процентов, то это значит, что плазморезка будет работать 7 минут, после чего 3 минуты она должна остывать.
Если необходимо сделать длинные разрезы, то рекомендуется выбирать агрегаты с высокой продолжительностью работы.
Горелка плазморезки
Стоит оценить материал, который придется разрезать. Горелка плазморезки должна обладать мощностью, чтобы качественно его разрезать.
При этом стоит учесть, что условия работы могут быть сложными, резка — интенсивной.
Считается, что агрегаты с медным соплом очень прочные, почти не бьются, охлаждаются воздухом очень быстро.
На рукоятки таких плазморезок можно закрепить дополнительные элементы, поддерживающие наконечник сопла на определенном расстоянии. Это во много раз облегчает работу.
Если плазморезкой будет проводиться разрезание тонкого металла, то можно выбрать агрегат, в горелку которого поступает воздух.
Если планируется плазменная резка толстого металла, нужно предпочесть плазмотрон, в горелку которого будет подаваться азот.
Внешние характеристики
При плазморезке своими руками чаще всего выбирают переносные плазморезки, которые отличаются компактными размерами.
Ими не сложно управлять, не имея достаточного опыта, доступна фигурная резка.
Видео:
Стационарные агрегаты имеют большой вес, предназначены для разрезания более толстых материалов, их цена соответственно будет больше.
МАРТЕН – Резка ручным плазморезом
Резка ручным плазморезом предназначена для резки листового металлопроката от 5 до 50 мм. Ее принцип заключается в том, что ток, проходящий через плазму, разрезает металл путем плавления, а плазменная струя под высоким давлением выдувает расплавленные частицы. Таким образом, получается гладкий рез, не требующий дальнейшей обработки. Немаловажно и то, что область нагрева в отличие от газовых резаков – меньше, что позволяет избежать теплового деформирования деталей даже при обработке тонких листов металла.
Металлопрокат, который рекомендовано резать данным способом: листы гк, лист х/к, лист рифленный, лист ПВЛ, лист низколегированный, лист регистровый.
Изделия, полученные при помощи резки ручным плазморезом:
|
Резка листа ручным плазморезом |
Детали, полученные с помощью ручного плазмореза |
Ручной плазморез в работе |
Для Вашего удобства, мы реализуем металлопрокат не только целыми хлыстами или листами, но и так же кусками, что позволяет при изготовлении какой либо детали минимизировать остатки, а зачастую обойтись и без них.
Собственный автопарк и выездной кран доставит и разгрузит металлопрокат или изделия по необходимому Вам маршруту, сэкономив время, а соответственно и Ваши деньги.
Звоните по телефону: 8 (423) 262-01-38. Наши менеджеры ответят на все Ваши вопросы.
Компания ООО «Мартен» также предлагает следующие услуги,
по обработке металлопроката:
Клиенты компании ООО «Мартен» могут приобрести не только металлопрокат, но и целый комплекс услуг по металлообработке, доставке, упаковке и разгрузке металла с помощью собственного автокрана.
Как выбрать плазморез — Плазменная резка
Плазморез нельзя назвать инструментом на каждый день в домашнем хозяйстве. В хозяйственных нуждах он пригождается редко, в основном в период интенсивного строительства. А вот в производственной и строительной сфере аппарат плазменной резки – незаменимая вещь. Вместо того чтобы мучиться и отрезать листовой металл ручной болгаркой, можно использовать плазморез, тогда работы будут выполняться быстро и качественно, срез будет ровным, аккуратным, без заусениц и окалины. Плазменная резка используется в машиностроении, для изготовления и ремонта металлоконструкций и техники, для резки труб и листового металла в коммунальной, хозяйственной сфере и рекламе. У новичка, никогда не работавшего с данной технологией, может возникнуть вполне резонный вопрос, как выбрать плазморез для тех или иных нужд. В данной статье мы расскажем о принципе работы плазмореза и о том, на какие характеристики необходимо обратить внимание при выборе.
Преимущества и недостатки использования плазмореза
Всегда найдется индивидуум, который скажет, что ему удобнее работать болгаркой для легких работ и газорезкой в сложных ситуациях. И, честно говоря, это личное дело каждого, но эти личные предпочтения никоим образом не умаляют тех достоинств, которые может предложить плазменная резка.
Преимущества использования плазмореза :
- Скорость резки. При осуществлении резки металла толщиной до 50 – 60 мм производительность увеличивается в 5 – 10 раз. Более выгодной можно считать только лазерную установку для резки.
- Возможность обрабатывать любой металл. сталь, нержавеющую сталь, титан, чугун, медь, алюминий и сплавы. Нужно только правильно подобрать силу тока.
- Не нужно предварительно подготавливать деталь /заготовку – снимать ржавчину, краску или грязь. Они абсолютно не мешают процессу.
- Срез высокого качества. Он получается точным, ровным, без наплывов и окалины, дальнейшая обработка практически не требуется.
- Место среза нагревается лишь в узком диапазоне. поэтому тепловые деформации металла заготовок минимальны, даже если толщина металла очень маленькая.
- Безопасность в том плане, что не используются баллоны с газом. Для работы плазмореза необходим только воздух.
- Возможность делать срезы фигурной формы. ограничений по геометрии среза нет.
- Минимальное загрязнение окружающей среды за счет не использования газов.
Недостатки использования плазмореза :
- Относительно небольшая допустимая толщина металла для резки. В самых продвинутых промышленных моделях она не превышает 80 – 100 мм. Для сравнения для кислородной резки ограничение – 500 мм.
- Довольно жесткое требование перпендикулярного расположения относительно заготовки. Так максимальным отклонением считается 10 – 50 °, если превысить его, ширина реза увеличивается, а с ним и износ расходных деталей.
- Невозможность использования двух резаков. подключенных к одному аппарату.
Как видите, преимуществ у плазменной резки довольно много. С помощью нее можно резать и обрабатывать металл для дверей, ворот, фигурных оградок и заборов, изготавливать детали с отверстиями, кронштейны, лестницы, фасонные детали, систему отопления и вентиляции, разрезать и демонтировать большие конструкции и многое другое.
Принцип работы плазмореза и расходные материалы
Для начала давайте определимся, что такое плазма в данном конкретном случае. Плазма – это воздух, нагретый электрической дугой до очень высоких температур 25000 – 30000 °С и находящийся в ионизированном состоянии. Как известно, ионизированный воздух перестает быть диэлектриком и начинает проводить электрический ток, который расплавляет металл и выдувает его из зоны среза.
Плазмотрон – это главный рабочий орган плазмореза, а не сам плазморез, как иногда его называют. Плазмотрон – это плазменный резак, который подключен к основному аппарату с помощью пакета, состоящего из кабеля и шланга для подачи воздуха.
Плазмотроны бывают разными: прямого и косвенного действия. В случае использования плазмотронов прямого действия разрезаемая заготовка включена в электрическую цепь, другими словами дуговой разряд возникает между металлом и электродом в плазмотроне. Именно такая разновидность данных деталей устанавливается в аппаратах плазменной резки, используемых для обработки металлических заготовок. А вот для неметаллических деталей используются плазмотроны косвенного действия, тогда дуга возникает непосредственно в самом резаке.
Сопло – определяет возможности всего плазмотрона, оно может быть различных размеров. От диаметра сопла зависит, сколько воздуха может через себя оно пропустить, от этого зависит и размер реза и скорость и интенсивность охлаждения плазмотрона. Для плазменной резки обычно используют сопла маленького диаметра – до 3 мм и большой длины – 9 – 12 мм. Чем больше длина сопла, тем выше качество реза, но слишком большая длина приводит к быстрому износу и разрушению сопла и снижает надежность работ. Оптимальной считается длина сопла в 1,5 – 1,8 раз больше диаметра.
Электродом или катодом внутри плазмотрона выступает металлический стержень, преимущественно из гафния. В более дорогих аппаратах могут использоваться другие конструкции.
В процессе плазменной резки также используются газы: плазмообразующие и защитные. Так вот в аппаратах с максимальной силой тока до 200 А и рассчитанных на разрезание металла толщиной до 50 мм используется только воздух. который выступает и в качестве плазмообразующего, и в качестве защитного газа. В таком случае срез имеет удовлетворительное качество, хоть все же может быть некоторое окисление обрабатываемой поверхности. В более сложных промышленных системах используются другие газы – кислород, водород, аргон, гелий, азот и их смеси.
В конструкции плазмореза сопло и электрод являются расходными материалами, которые требуют своевременной замены. Ниже мы поговорим о том, на сколько их хватает.
Как выбрать плазморез
Итак, на что обратить внимание при выборе аппарата плазменной резки? Первое – универсальность. Например, аппараты под названием «плазморез CUT» предназначены сугубо для резки металлов. Но ведь помимо них есть и другие – аппараты, которые совмещают несколько функций одновременно: CUT – разрезание, TIG – аргонодуговую сварку и MMA – дуговую сварку штучным электродом. В зависимости от потребностей аппарат можно использовать для любой из этих целей. Но учтите, что такая универсальность плохо сказывается на качестве работ и итоговом КПД. В любом случае выбирать вам.
Плазморез FoxWeld Plasma 43 Multi как раз относится к универсальным аппаратам, предназначен для работы в сети с напряжением 220 В. Номинальная сила тока – 60 А, но ее можно регулировать: для MMA в диапазоне 10 – 150 А, для TIG – 10 – 160 А, а для плазменной резки CUT в диапазоне от 20 А до 40 А. Максимальная толщина металла, который можно разрезать с помощью такого аппарата, равна 11 мм (черные металлы и нержавейка). Стоимость данного плазмореза равна 530 – 550 у. е.
Виды плазморезов
Машины плазменной резки делятся на два вида:
Трансформаторный плазморез позволяет резать листовой металл до 40 мм толщиной.
Плазморез инверторный предназначен для разрезания металла до 30 мм толщиной. При этом потребляет меньше электроэнергии и обладает большим на 30 % КПД, чем трансформаторный. Еще один немаловажный момент – более стабильное горение дуги в инверторном аппарате, а также его компактность, позволяющая производить работы в труднодоступных местах.
Также плазморезы делятся на контактные и бесконтактные. Первым для начала работы необходимо прикосновение к металлу обрабатываемой заготовки, а вторым – нет. Как правило, контактный поджиг предусмотрен только у моделей, рассчитанных на разрезание 10 – 15 мм металла. Более сложные аппараты для разрезания металла 20 – 80 мм толщиной уже обладают бесконтактным поджигом.
И еще плазморезы бывают бытовыми и промышленными и различаются требованиями к энергосети. Например, бытовые модели могут работать от 220 В, а профессиональные только от 380 В. Учтите, плазморезы обладают колоссальной мощностью – более 4,5 кВт, не каждая сеть в частном секторе сможет выдержать такие нагрузки. Перед покупкой обязательно необходимо удостовериться в том, что ваша сеть справится с большими нагрузками, так как помимо плазмореза придется еще подключать и компрессор. Но об этом чуть позже.
Сила тока и толщина заготовки
Самыми главными зависящими друг от друга критериями выбора плазмореза являются сила тока и максимальная толщина металла, который может обрабатывать конкретный плазморез. Чем выше сила тока в плазморезе, тем дуга сильнее нагревает металл и соответственно быстрее его расплавляет.
Чтобы правильно подобрать плазморез по силе тока, необходимо точно знать, для обработки каких металлов будет использоваться аппарат, и какую толщину будут иметь заготовки. Для резки разных металлов нужны разная сила тока. Ее можно посмотреть в таблице ниже.
Таблица 1. С какой силой тока необходимо резать различные металлы .
Например, вам необходим аппарат, с помощью которого вы собираетесь разрезать листовую сталь толщиной 3 мм, тогда считаем: 3х4=12 А. Не стоит брать плазморез с минимальным показателем, т. е. 12 А, так как это значение является идеальным вариантом. Лучше взять аппарат с запасом не менее 25 – 30 %, т. е. рассчитанный на силу тока в 20 А.
Если необходимо разрезать медную заготовку толщиной 40 мм, то понадобится аппарат 40х6= 240 А, т. е. профессиональный – промышленный.
Важно! Всегда берите плазморез с запасом по силе тока, чтобы не перегружать его. Рассчитывайте максимальную толщину металла самостоятельно, так как чаще всего в технических характеристиках указывается толщина из расчета, что резаться будет черный металл.
Яркий тому пример плазморез TelWin Superior Plasma 60 HF 400V с силой тока 60 А, но в характеристиках указана толщина 20 мм. Если же подсчитать, то для разрезания 20 мм меди необходимо 120 А. Кстати, данный аппарат рассчитан на сеть с напряжением 380 В и обладает мощностью 7,5 кВт, так что для домашнего использования явно не подойдет. Стоимость такого плазмореза равна 1770 – 1780 у. е. Преимуществами данной модели являются: микропроцессор, облегчающий работу, потенциометр для регулирования силы тока с шагом в 15 А, встроенный манометр для определения давления воздуха, штекерные входы для быстрого соединения кабелей. Ну и, конечно же, в комплект входит плазмотрон.
Вообще же итальянский бренд TelWin выпускает различные модели с силой тока на 25 А, 40 А, 50 А, 60 А, 80 А, 90 А, 120 А, 160 А. Но производятся они не только в Италии, но и в Китае, поэтому обратите пристальное внимание на страну производителя, указанную на упаковке. Хотя сам производитель утверждает, что в любом случае стандарты Евросоюза соблюдены.
Продолжительность включения
Интенсивность использования плазмореза имеет очень большое значение при выборе аппарата.
В характеристиках плазморезов есть такая графа как ПВ (продолжительность включения ), которая исчисляется в процентах. Какое время аппарат может работать, а какое ему необходимо для отдыха и охлаждения. За основу берется рабочий цикл в 10 минут. Например, если ПВ = 40 %, то это означает, что плазморез может работать 4 минуты и далее требуется 6 минут отдыха. Если ПВ=80 %, то время работы – 8 минут и время отдыха – 2 минуты.
Важно! Продолжительность включения плазмореза зависит от силы тока. Чем выше сила тока, используемая в процессе работы, тем меньше продолжительность включения.
Если планируется нечастое проведение резки металлоконструкций на стройке, то достаточно будет плазмореза попроще, с ПВ менее 50 % или равным 50 %. В таком случае он будет использоваться для вспомогательных работ. Если же планируется резка металла в течение всего рабочего дня, тогда необходимо подбирать аппарат с ПВ максимально приближенным к 100 %, кстати, есть модели с ПВ=100%, их можно использовать в течение всей рабочей смены без перерывов, но в них чаще всего используется водяное охлаждение.
Среди доступных бытовых моделей, представленных на рынке, плазморез Сварог обладает самой большой ПВ, равной 60 % на максимальном токе. Особенно это касается моделей с силой тока выше 60 А, рассчитанных на сеть 380 В. Кстати, если Вы думаете, что чисто славянское слово «сварог» означает, будто эти плазморезы российского производства, то вынуждены вас огорчить, — нет, это лишь выгодное маркетинговое название сугубо китайского продукта, импортируемого в Россию.
Все остальные плазморезы известных марок TelWin, FoxWeld и BlueWeld обладают продолжительностью включения не больше 35 %.
А вот плазморез Ресанта ИПР-25 китайского производства (бренд из Латвии) имеют такую ПВ на 25 А= 35%, ПВ на 20 А= 60 А, а ПВ на 15 А=100%. Диапазон силы тока в данной модели от 5 до 25 А.
Встроенный компрессор или внешний
Для образования плазмы необходима подача сжатого воздуха, и от того, откуда берется этот воздух, зависит, есть ли у плазмореза встроенный компрессор или необходим внешний. Модели плазморезов с встроенным компрессором обладают не слишком большой мощностью, поэтому используются только в бытовых условиях и на частных предприятиях. Такие аппараты удобны для перемещения и использования в трудных местах, так как не требуется подключение к пневмосети.
Для постоянного использования плазмореза в течение целого рабочего дня необходим внешний компрессор. Обязательно необходимо обратить внимание, что расход воздуха в плазморезе не должен быть больше, чем количество производимого компрессором сжатого воздуха. Ну и, конечно, давление воздуха в плазморезе не должно превышать давление, которое обеспечивает компрессор. Только правильное соотношение этих параметров обеспечивает стабильную дугу и высокую производительность работы плазмореза в течение всего рабочего дня.
Важно! Воздух должен быть абсолютно сухим, не содержать масла и других посторонних примесей. Для осушения необходим специальный влагоотделитель. Поступать воздух должен с равномерной скоростью, без пульсаций.
Крайне важно соблюдать указанное условие и обязательно следовать инструкции к плазморезу. Неправильная эксплуатация приведет к быстрому выходу из строя, а вы даже не поймете, что же произошло. Например, в поисках самого надежного самого лучшего аппарата вы остановили свой выбор на плазморезе Hypertherm американского производства на 45 А, который стоит почти 3000 у. е. но в первый же день работы у вас сгорит ручка плазмотрона. И никто вам не заменит ее по гарантии. Почему?
Представьте себе, между соплом плазмореза и электродом вырывается плазма с температурой 20000 °С, вырывается она за счет движущегося воздуха со скоростью 60 – 100 л/мин. И теперь представьте, что будет происходить, если подаваемый воздух будет не сухим, а с примесью влаги. Эта влага будет взрываться прямиком в плазмотроне, при этом пострадают циркониевое вкрапление на электроде, сам электрод, диффузор и сопло. Придется все это покупать, благо все вышеперечисленное является расходниками и доступно в продаже отдельно от аппарата.
Частота замены расходников
Самыми частозаменяемыми деталями плазмореза являются электрод и сопло. Обычно они выходят из строя не одновременно, например, на одно сопло хватает два электрода. Но все индивидуально, бывает, что приходится менять одновременно.
Частота замены расходников слишком прикладной вопрос, на него нельзя ответить заочно. Все зависит от интенсивности использования аппарата, толщины разрезаемого металла и силы тока. Например, некоторые говорят, что одного сопла хватает на одну рабочую смену (один рабочий день), если толщина металла не превышала 10 мм. Другие, что расходников хватает на 500 – 600 резов, а третьи, что на 150 м реза. Какой способ исчисления вам ближе, на тот и ориентируйтесь.
Износ сопла выглядит как нарушение его геометрической формы, а это может негативно влиять на качество реза. Износ электрода – выработка стержня, максимально допустимая 1,5 мм. Если не проследить за этим, то при большей выработке катода он может пригореть к головке плазмотрона, что приведет к выходу его из строя.
Именно поэтому модель плазмореза необходимо подбирать в зависимости от наличия к ней расходных материалов в свободном доступе. Неплохим вариантом является плазморез BlueWeld китайского производства и TelWin. ко всем ходовым моделям имеются сопла и электроды по вполне доступным ценам до 25 у. е.
Удобство использования плазмореза
Немаловажный фактор выбора плазмореза – удобство. Первое, что может повлиять, это длина пакета кабель-шланга. Чем он длиннее, тем дальше можно отойти от аппарата, и тем более удобно разрезать широкие листовые материалы. Тем не менее, один пакет длиной 20 – 30 м тоже не слишком удобен, так как его каждый раз необходимо раскручивать, даже если работы будут проводиться в 2-х метрах от аппарата. Именно поэтому желательно выбирать модели с евроразъемами для подключения пакетов. Так можно купить модель с пакетом 6 – 12 м, которые можно менять и наращивать по мере необходимости длину. К тому же, учтите, что при длине кабель-шлангового пакета более 20 м теряется мощность. Поэтому использовать пакеты большой длины лучше в условиях необходимости, например, для работ на открытом воздухе, чтобы не выносить аппарат.
Отдельно хотелось бы сказать про плазморез Горыныч. разработанный российскими учеными. Это многофункциональной устройство работает на воде, имеет силу тока 3 – 10 А, объем требуемой для работы жидкости 80 мл. Данный аппарат хорошо зарекомендовал себя в разных сферах – при монтаже подземных и наземных коммуникаций, в том числе водопровода и отопления, в работе по камню и стеклу, при ремонте холодильников, вентиляционных систем и кондиционеров, а также для резки и выполнения отверстий в любых металлах. Стоимость такого плазмореза 800 у. е.
В заключение несколько слов о технике безопасности. Не стоит работать плазморезом при отрицательных температурах, нельзя дожидаться полного износа расходных материалов – сопла и электрода. И самое главное – если у вас нет опыта работы с плазморезом, не начинайте работу самостоятельно, попросите помощи у опытного специалиста или понаблюдайте за его работой и только затем пробуйте сами.
плазма резка металла видео
аппарат для плазменной резки
плазменный резак своими руками
что такое плазморез и как он работает
цена мультиплаз 15000
Может ли плазменная резка конкурировать с лазерной
При оснащении производства оборудованием для раскроя листового металла одним из первых возникает вопрос, какой тип резки использовать: лазерный или плазменный?
Проведем сравнительный анализ этих типов резки, с целью получения возможности принятия правильного решения по оснащению производства соответствующей установкой.
Рассмотрим следующие основные характеристики:
А также сформулируем рекомендации по выбору оборудования для раскроя металлического проката
Производительность
Рассматривая производительность, следует отметить, что при резке деталей из тонколистового метала (до 2..3 мм) с большим количеством отверстий, пазов и др. наиболее эффективен мощный высокоскоростной лазер. Однако на толщинах более 6 мм плазма выигрывает по скорости резки, а при толщине листа 20 мм и выше – вне конкуренции.
Основное правило – при одинаковой потребляемой мощности установок плазменная резка производительней лазерной в 2..3 раза – при изготовлении простых деталей. При этом большие партии однотипных сложных деталей из тонкого металла все же целесообразней изготавливать на лазере, т.к. вырезанные детали могут быть применимы к следующим технологическим операциям без дополнительной обработки (удаление окалины).
Качество реза
Требования к качеству реза определяются спецификой конкретного производства. Например, для приварного фланца рабочей поверхностью служит плоскость фланца. Соответственно, шероховатость, конусность и пережог кромки не оказывают существенного влияния на конечное качество изделия. Напротив, для звездочки цепного привода чистота поверхности, отсутствие термических деформаций и точность профиля зубьев являются первостепенными задачами, и часто лазерная резка обеспечивает решение этих задач.
В таблице приведены основные отличия в качестве реза между лазерной и плазменной резкой:
| Показатель качества | Лазерная резка | Плазменная резка |
| Конусность кромки | 0..2° | 0..10°* |
| Шероховатость поверхности Ra, мкм | 1.25..2.5 | 6.3..12.5* |
| Окалина (грат) | минимально | отсутствует* |
| Оплавление врезок, углов | минимально | Присутствует* |
При плазменной резке величину конусности кромки и количество окалины можно уменьшить или убрать совсем путем подбора оптимальных параметров, таких, как скорость и направление реза, высота плазмотрона над поверхностью металла, сила тока источника плазмы.
Сильное влияние на качество реза оказывает состояние расходных элементов (сопло, электрод, защитный экран, и др.). Шероховатость поверхности также зависит от скорости резки и рабочего тока источника. Чем ниже скорость и выше ток, тем меньше шероховатость, но тем больше окалина и перегрев кромки. Оплавление на углах и врезках может быть уменьшено путем правильного расположения врезок и методом прохождения углов «петлями».
Необходимо отметить что точность позиционирования резака и динамические характеристики координатной системы установок имеют важнейшее значение для качественного результата.
При грамотном подходе к эксплуатации хорошей установки плазменной резки можно добиться отличного качества реза: на переднем плане деталь, вырезанная лазерной установкой, на заднем – установкой плазменной резки.
Ограничения
| Ограничение | Лазерная резка | Плазменная резка |
| Минимальный диаметр отверстия | (0.3..0.4)S | (0.9..1.4)S* |
| Разрезаемый материал | Металлы, пластики, дерево | металлы |
| Максимальная эффективная толщина резки, мм | До 40 | До 150 |
| Прорезка внутренних углов | + | С радиусом |
* – но не менее 2..3 мм, т.к. диаметр пучка плазмы 1..2.5 мм;
S – толщина материала.
Сравнение процессов
На примере двух деталей с одинаковым контуром, вырезанных лазером и плазмой, рассмотрим в сравнении отдельные участки реза. (Низкоуглеродистая сталь толщиной 5 мм).
Сравниваемые детали изготовлены с применением установки лазерной резки известного европейского производителя и станка плазменной резки GIGAMECH 6PC с системой воздушно-плазменной резки Hypertherm Powermax65. Качество резки с применением установок других производителей могут отличаться от рассматриваемых.
Резка прямых и криволинейных контуров с радиусами более толщины металла происходит практически с одинаковым качеством. Видна небольшая разница в шероховатости поверхности реза.
Внутренние углы контура детали, вырезанной на плазме, скруглены, в связи с тем, что диаметр плазменного пучка более чем на порядок превышает диаметр лазерного луча (1..2.5 мм против 0.2..0.3 мм).
При плазменной резке ограничено расстояние между контурами резки на детали. При близко расположенных контурах происходит перегрев и пережигание тонких стенок. При конструировании это расстояние закладывают 2.5..4 мм, при возможных 0.5 мм – у лазера.
При лазерной резке отверстия либо без конусности, либо могут иметь небольшую конусность, обусловленную неоптимальной настройкой фокусирующей системы.
При плазменной резке отверстия и криволинейные контура имеют искажения геометрии. В частности, на отверстиях это конусность, направленная на уменьшение диаметра к нижней кромке отверстия. Обусловлено это явление тем, что плазменный пучок при изменении направления резки отклоняется в сторону, противоположную направлению движения.
Также, чем ближе диаметр отверстия к толщине металла, тем более явно может проявляться искажение геометрии отверстия и криволинейных контуров при резке. Эти искажения можно минимизировать правильной настройкой параметров резки.
Стоимость установки
Часто на принятие окончательного решения об оснащении производства лазером или плазмой влияет цена установки и стоимость эксплуатации.
Для правильного понимания вопроса о стоимости лазерной и плазменной установок примем, что предполагается резка металла одной толщины с одной скоростью. При этом на толщинах до 4..6 мм лазерная установка дороже плазменной примерно в 4..6 раз; при толщине 6..20 мм разница в цене отличается уже в 10 и более раз.
При резке металла толщиной более 20 мм применение лазерной резки становится доступным только крупным производствам с уникальными специфическими задачами.
К координатной системе для лазерной установки предъявляются повышенные требования по динамическим и точностным характеристикам, соответственно, необходимо применение комплектующих более высокой точности. Вследствие этого стоимость лазерной координатной системы выше в 3..4 раза.
Стоимость эксплуатации
Стоимость эксплуатации установок складывается из стоимости
- энергетических затрат и затрат на рабочие газы;
- стоимости расходных комплектующих;
- стоимости сервисного обслуживания и ремонта.
Энергетические затраты
Основными потребителями электроэнергии в лазерной и плазменной установках являются лазер (источник тока для плазмы), координатная система со стойкой управления, вытяжная система, чиллер (для охлаждения рабочего тела лазера или мощного плазмотрона).
Энергопотребление лазерных и плазменных установок может быть близко по значению или различно, что зависит от ряда факторов. Например, при резке металла одной толщины (до 5..8 мм) с одной скоростью лазером и плазмой энергопотребление установок (включая оборудование, необходимое для работы установок – компрессор, чиллер, и др.) практически одинаково.
По иному обстоит дело при высокопроизводительной лазерной резке на высокой скорости. При той же толщине металла уже понадобится лазерная установка мощностью в 3..4 раза превышающей мощность плазменного станка. При резке металла толщиной более 8 мм потребная мощность лазера возрастает в несколько раз по сравнению с плазменными установками.
Энергопотребление установок при резке тонколистового металла находится либо на одном уровне, либо с небольшим перевесом в сторону плазмы. Резка толстого металла требует уже более высоких энергозатрат от лазера. В первом приближении лазерные и плазменные установки можно отнести к одному классу энергопотребления.
Обе системы резки включают в себя источник сжатого воздуха (кислорода, азота). Лазерная резка требует более высокой степени очистки рабочего газа, чем при плазменной резке, что, в свою очередь, требует присутствия высококачественных фильтрующих элементов, сепараторов, и др. в системе подготовки газа.
Расходные элементы и комплектующие
Основными расходными комплектующими для плазменной резки являются сопло и электрод, подвергающиеся непосредственному износу в процессе работы. При интенсивной резке, в зависимости от толщины металла, комплекта сопло-электрод может хватать на 600-800 прожигов или на 5-8 часовую рабочую смену. Защитные экраны, завихрители и др. элементы плазмотрона выходят из строя, как правило, в результате неправильных алгоритмов прожига и резки или аварийных ситуаций. Замена данных комплектующих производится с помощью обычной процедуры «открутил-закрутил» в течении нескольких минут.
Понятие «расходные» комплектующие для лазера весьма условно, т.к. детали лазерного источника и режущей головки (линзы, отражающие зеркала, сопла) выходят из строя реже, чем у плазмотрона, но их поломка и замена вытекают в дорогостоящий сложный ремонт. Например, «банальная» очистка линзы должна производиться под микроскопом в стерильных условиях и специальными инструментами. Стоимость линзы в 10..30 раз выше стоимости комплекта «сопло-электрод» для плазмы, а, например, лампа накачки для мощного СО2 лазера может стоить как качественный комплектный источник плазмы.
Сервисное обслуживание и ремонт
При правильной эксплуатации источник плазмы и плазмотрон не требует каких либо сложных операций по регулировке и сервисному обслуживанию. Данные операции сводятся к продувке внутренних полостей источника тока и плазмотрона. Элементы плазмотрона легко заменяются силами эксплуатанта. При замене же каких-либо оптических деталей лазерной головки требуется сложная регулировка квалифицированным персоналом.
От чистоты поверхности металла напрямую зависит срок службы лазерной головки, напротив, при плазменной резке на поверхности допускается как ржавчина, так и масляный налет.
Стоимость эксплуатации одного и того же оборудования на различных производствах может отличаться в несколько раз. На это влияет толщина основного обрабатываемого металла, время непрерывной работы, качество и своевременность технического обслуживания, правильная подготовка рабочих газов.
Выводы
Обобщая вышесказанное, можно выделить несколько основных моментов, которые можно рекомендовать при выборе между лазерной или плазменной резкой.
- На малых толщинах металла (до 5..6 мм) лазер малой мощности и плазма начальных уровней обладают примерно одинаковой производительностью и качеством резки (не принимая во внимание ограничения по минимальному диаметру отверстий и прорезке внутренних углов на плазме). Увеличение мощности лазера и, соответственно, увеличение скорости резки (производительности) влечет за собой большое увеличение стоимости лазерной установки.
- При толщине металла более 6 мм производительность плазменного раскроя резко возрастает при меньших энергозатратах. При этом несколько ухудшается качество отверстий диаметрами, близкими к толщине металла.
- Лазерная установка будет незаменима при резке очень маленьких и точных деталей, при резке неметаллических материалов (фанеры, пластиков).
- При больших партиях деталей из тонколистовой стали с большим количеством малых отверстий, а особенно, когда эти отверстия (малые пазы) в конечном итоге ничем не закрываются и находятся на лицевой поверхности изделия, целесообразно применять лазерную резку (см. фото)
- Если отверстия в деталях являются проходными (под крепежные изделия), а кромки в результате сгибов, сварки, и др. в собранном изделии не видны (например, электрический шкаф, металлическая дверь), то использование плазменной резки в случаях с малым количеством отверстий экономически более эффективно. При этом надо учитывать повышенный износ расходных элементов, при выполнении большого числа отверстий на плазменной установке. Но в рамках объема работы, который можно выполнить одним комплектом расходных материалов, их стоимость сравнительно невысока
- Конечные детали под сварку (фланцевые опоры столбов, детали металлоконструкций, и др.) из металла толщиной 4 мм и более (см. фото), где нет повышенных требований к кромке реза, с максимальной скоростью можно изготавливать на плазменных станках с минимальными затратами
- Лазерная резка, обладая много меньшим диаметром пучка, оказывает меньшее термическое влияние на кромку реза, а в небольших деталях – и на всю деталь в целом. При плазменной резке на мелких деталях, в которых ширина перемычек менее 3..4 толщин металла, возможны изгибающие деформации.
- Установка плазменной резки с достаточно мощным источником тока является более универсальным инструментом в рамках металлообрабатывающего производства широкого профиля, т. к. с одинаковым успехом можно резать как оцинкованные листы толщиной 0.5 мм при изготовлении вентиляции, так и косынки ферм толщиной 30 мм.
Для правильного выбора в пользу той или иной установки необходим глубокий анализ задач и возможностей конкретного производства. Необходимо изучить возможность внедрения установки в существующие технологические процессы или перестраивать эти процессы, обеспечивая наиболее оптимальное и эффективное использование лазерной или плазменной резки.
Основы плазменной резки
Вам нужен инструмент резки для периодического ремонта и обслуживания? Вы начали новый проект, который предполагает большие объемы резки металлов? Или Вам нужна альтернатива механической пиле? В таких случаях мы советуем обратить внимание на возможности плазменной резки. Учитывая падающую стоимость и широкое предложение устройств и технологий плазменной резки, резка металлов стала значительно проще, доступнее и эффективнее. Преимущества плазменной резки включают простоту в эксплуатации, высокое качество и скорость реза.Что такое плазменная резка?
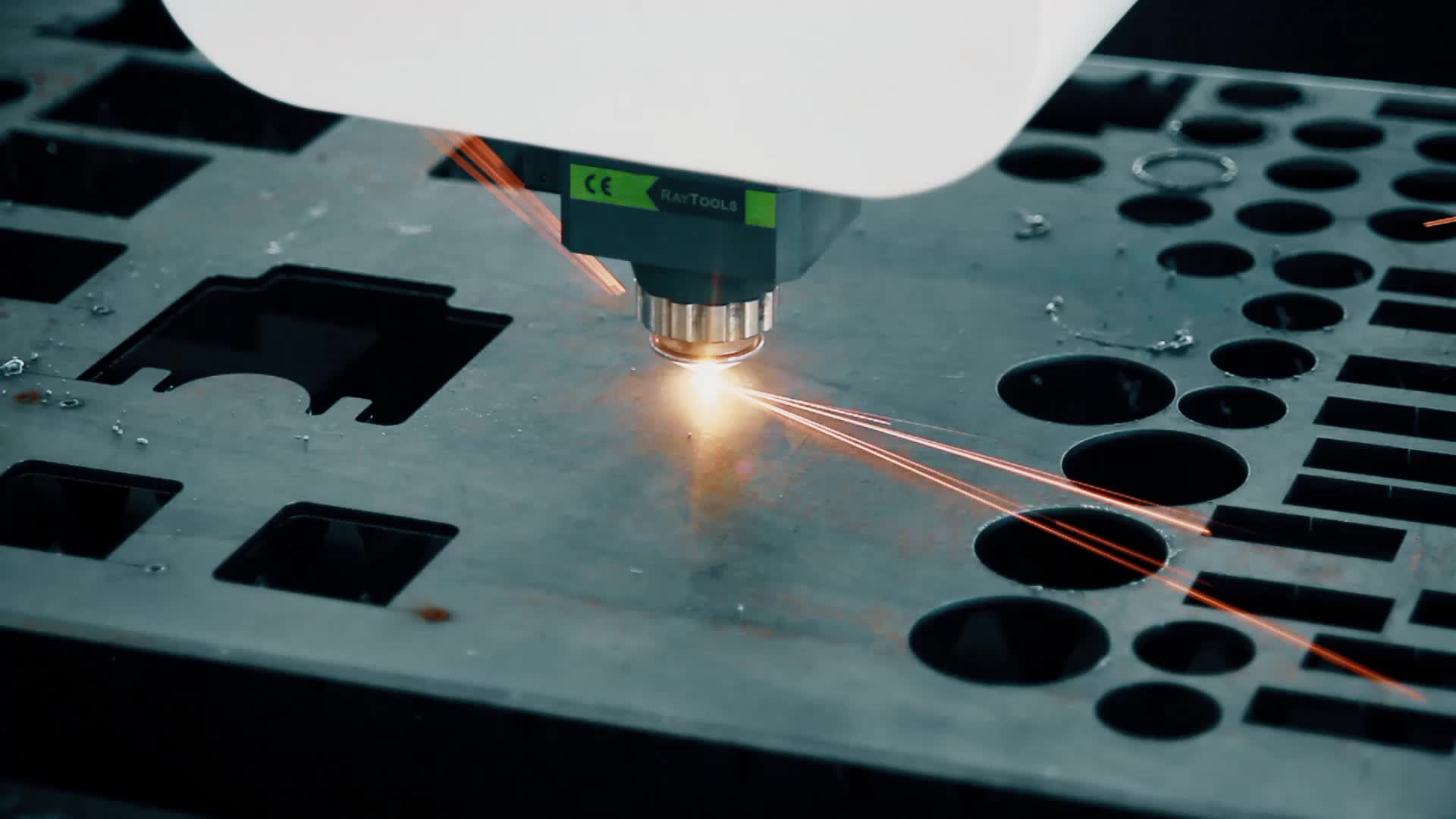
Процесс плазменной резки основан на использовании высокоскоростного потока ионизированного газа, поступающего из сужающегося отверстия. Этот ионизированный газ, т. е. плазма, служит проводником электричества от плазменной горелки к рабочему изделию. Плазма нагревает рабочее изделие и плавит материал. Кроме этого высокоскоростной поток ионизированного газа механически сдувает расплавленный металл и тем самым разделяет материал.
Каковы преимущества плазменной резки перед кислородно-газовой?
Плазменная резка подходит для любых токопроводящих металлов – например, углеродистой стали, алюминия и нержавеющей стали. В случае углеродистой стали резка отличается большей скоростью и шириной отверстий по сравнению с легированной.
Кислородно-газовая резка основана на сгорании, или окислении, металла. Следовательно, она применима только к стали и другим черным металлам, которые вступают в реакции окисления. Такие металлы, как алюминий и нержавеющая сталь, при этом образуют оксид, который замедляет и останавливает дальнейшее окисление, что делает традиционную кислородно-газовую резку невозможной. Плазменная резка не зависит от процесса окисления и поэтому также подходит для алюминия, нержавющей стали и любых других токопроводящих материалов.
Хотя для плазменной резки пригодны различные газы, сегодня для этого чаще всего используется сжатый воздух. Сжатый воздух легкодоступен и поэтому плазма не требует использования горючего газа и сжатого кислорода.
Для новичков плазменная резка обычно проще в освоении, а в случае тонкопрофильных материалов плазменная резка значительно быстрее кислородно-газовой резки. Однако для плазменной резки стали большого сечения (2,5 см и больше) требуются источники питания очень высокой мощности. Поэтому для таких случаев больше подходит традиционная кислородно-газовая резка, которая вдобавок в таких условиях обеспечивает большую скорость резки.
Для чего можно использовать плазменную резку?
Плазменная резка идеально подходит для резки стали и цветных металлов толщиной менее 2,5 см. Кислородно-газовая резка требует, чтобы для поддержания процесса окисления оператор тщательно контролировал скорость резки. Плазма в этом отношении более неприхотлива. Плазменная резка особенно хорошо подходит для некоторых узкоспециализированных задач, например, резки растянутых металлических пластин, что почти невозможно в случае кислородно-газовой резки. Если сравнивать с механической резкой, плазменная резка отличается значительно большей скоростью и пригодностью для нелинейной резки.
Какие ограничения имеет плазменная резка? В каких случаях предпочтительна кислородно-газовая резка?
Системы плазменной резки обычно имеют большую стоимость. Кислородно-газовые устройства не требуют доступа к сети питания и баллонам сжатого воздуха, что оказывается более удобно для некоторых пользователей. Кислородно-газовая резка больше подходит для резки изделий большого сечения (>2,5 см), так как в таких условиях она имеет большую скорость по сравнению с плазменными системами.
На что обратить внимание при покупке системы плазменной резки?
Если Вы приняли решение о покупке системы плазменной резки, помните о следующем:
1. Определите, металл какой толщины Вам нужно будет разрезать
Один из самых важных факторов, который Вам нужно определить – это толщина металла. Мощность большинства систем плазменной резки рассчитывается на основе производительности резки и силы тока. Следовательно, если чаще всего Вам приходится разрезать материал толщиной 6 мм, Вам подойдет устройство низкой мощности. Для резки металлов толщиной более 1,2 см нужен аппарат большей мощности. Даже если для этого подойдет менее мощная система, она не сможет обеспечить достаточное качество резки. Вместо этого разрез будет едва достигать другой стороны пластины и оставлять окалину и шлак. Для каждой системы существует оптимальный диапазон толщины материала – убедитесь, что он будет соответствовать Вашим задачам. Как правило, системы для резки по толщинам около 6 мм имеют мощность около 25А, 12 мм – 50-60А, 19-25 мм – 80А.
2. Выберите оптимальную скорость резки
Как будет проходить резка – в условиях производства или более свободной обстановке, где не так важна скорость? При покупке системы плазменной резки производитель должен предоставить информацию о скорости резки по различным толщинам, которая обычно указывается в сантиметрах в секунду. Даже если чаще всего Вам приходится заниматься резкой по небольшим толщинам (около 6 мм), более мощное устройство позволит провести резку быстрее. Опыт показывает, что для резки на производстве лучше всего выбирать устройства, которые позволяют вести резку по толщинам примерно в два раза больше обычной. Например, для того, чтобы быстро и качественно выполнять продолжительную резку стали толщиной 6 мм, рекомендуется использовать систему с максимальной глубиной резки 1,2 см (мощностью 60А).
Если Вы планируете продолжительную автоматическую резку, обязательно узнайте о рабочем цикле аппарата. Рабочий цикл обозначает, как долго можно вести непрерывную резку до перегрева аппарата или горелки. Рабочий цикл обозначают в виде доли 10-минутного периода. Например, рабочий цикл 60% при 50А означает, что вы можете вести непрерывную резку с мощностью 50А на протяжении 6 минут каждые 10 минут. Чем больше рабочий цикл, тем меньше время простоя.
3. Поддерживает ли устройство альтернативные методы зажигания дуги, помимо высокочастотного?
В большинстве систем плазменной резки используется высокочастотная вспомогательная дуга, которая служит для образования электрического контура в воздухе. Тем не менее, высокочастотный ток может вызывать помехи в работе компьютеров и другого офисного оборудования. Поэтому альтернативные методы зажигания, которые позволяют избавиться от потенциальных проблем из-за высокогочастотного тока, могут оказаться более предпочтительными.
Например, метод зажигания точечным касанием электрода предполагает использование форсунки с постоянным током обратной полярности, внутри которой расположен электрод с током прямой полярности. Сначала форсунка и электрод соприкасаются. При нажатии триггера горелки между электродом и форсункой возникает электрический ток. После этого электрод отводят от форсунки, из-за чего образуется вспомогательная дуга. Когда вспомогательная дуга приближается к рабочему изделию, она преобразуется в режущую. Это преобразование вызывается разностью потенциалов форсунки и рабочего изделия.
4. Сравните стоимость и срок службы изнашивающихся деталей
Горелки плазменной резки имеют множество изнашивающихся деталей, которые требуют регулярной замены. Поэтому постарайтесь найти производителя, который предлагает устройства с минимальным числом изнашивающихся деталей. Чем их меньше, тем меньше придется тратить на их замену.
Срок службы деталей должен быть указан в спецификациях от производителя. При этом учтите, что некоторые производители указывают эти данные в виде числа разрезов, а другие – числа зажиганий дуги.
5. Проведите испытания и оцените качество резки
Проведите пробные испытания нескольких устройств с одной и той же скоростью сварки и одинаковой толщиной материала, чтобы сравнить качество резки. При этом не забудьте убедиться в отсутствии окалины с нижней стороны пластины и том, что линия разреза расположена под заданным углом.
Горелка должна образовывать сфокусированную, жесткую дугу. Изнашивающиеся детали от Lincoln Electric специально разработаны так, чтобы сконцентрировать поток плазмы и собрать энергию в одной точке.
Также в качестве теста во время резки можно приподнять горелку над пластиной. Проверьте, насколько высоко Вы сможете поднять горелку до того, как разомкнется дуга. Длинная дуга означает большее напряжение и возможность резки по пластинам большой толщины.
6. Преобразование от вспомогательной к режущей и от режущей к вспомогательной дуге
Преобразование от вспомогательной к режущей дуге происходит в тот момент, когда она приближается к рабочему изделию. Это зависит от разницы потенциалов форсунки и рабочего изделия. Обычно для создания этой разницы в используется большой резистор в контуре вспомогательной дуги. Она непосредственно влияет на максимальное расстояние, на которое может распространяться дуга. После того, как вспомогательная дуга переместится на рабочее изделие, с помощью переключателя (реле или транзистора) включается токовая цепь.
Поэтому Вам нужно устройство, которое обеспечит быстрый переход от вспомогательной к режущей дуге на большом расстоянии от рабочего изделия. Такие модели «прощают» ошибки оператора и лучше подходят для строжки. Хороший способ проверить характеристики трансфера – провести резку растянутого металла или просечно-вытяжной стали. В таких случаях дуга должна очень быстро преобразовываться из вспомогательной в режущую и обратно. При этом часто рекомендуют использовать только силу тока вспомогательной дуги.
7. Проверьте поле обзора
Во время работы оператор должен хорошо видеть зону работ. Особенно это касается фигурной резки. Поле обзора зависит от геометрии горелки – маленькие, компактные горелки и удлиненные форсунки упрощают наблюдение за ходом резки.
8. Портативность
Многие клиенты используют свои системы плазменной резки для нескольких задач, из-за чего им часто приходится перемещать аппарат по территории предприятия или даже перевозить его на другие заводы. Легкое, портативное устройство и средство транспортировки – например, тележка или наплечный ремень – могут это значительно упростить. Кроме того, в случае ограниченного пространства полезно иметь компактную модель.
Также удобно, когда устройство имеет место для хранения кабелей, горелок и изнашиваюихся деталей. Это значительно упрощает перевозку аппарата, потому что в противном случае такие аксессуары часто волокутся по земле и теряются.
9. Надежность
Для работы в тяжелых промышленных условиях нужны надежные устройства с защитой элементов управления. Например, защищенные соединения и разъемы горелок меньше изнашиваются. Некоторые модели также включают защитную решетку вокруг воздушного фильтра и других внутренних узлов. Эти фильтры имеют большое значение, так как они удаляют из сжатого воздуха масло и влагу, которые могут приводить к возниканию дуговых разрядов. Соответственно, эти фильтры важно защищать от повреждений.
10. Выясните, насколько легко и комфортно пользоваться аппаратом
Выбирайте системы с большой удобочитаемой панелью управления. Такая панель позволяет пользоваться аппаратом даже тем, кто никогда не занимался плазменной резкой. Кроме того, работу с аппаратом значительно упрощают нанесенные инструкции на корпусе.
Удобно ли Вам держать в руке горелку? Она должна быть удобной и эргономичной.
11. Функции безопасности
По возможности выбирайте модели с предохранительным датчиком наличия форсунки. Оно не позволит устройству работать без установленной форсунки. Некоторые системы безопасности можно обмануть и заставить «думать», что форсунка на месте, хотя это не так. Если при этом включить питание, оператор подвергнется риску поражения током напряжением 300В. Это невозможно при наличии датчика Lincoln.
Некоторые модели также имеют функцию предупреждения о включении горелки до зажигания дуги. Например, устройство может подать звуковой сигнал за три секунды до включения горелки, чтобы оператор успел убрать от нее все части тела.
Как пользоваться системой плазменной резки максимально эффективно?
После того, как Вы выбрали подходящую систему плазменной резки, Вы можете повысить качество резки с помощью следующих подсказок:
1. Процедура настройки
Перед началом работы убедитесь в выполнении следующих условий:
Подача чистого сжатого воздуха без частиц влаги и масла. Быстроизнашивающиеся детали и черные отметины на пластине могут указывать на загрязненный воздух
Правильное давление воздуха – оно показано на индикаторах устройства
Правильная установка форсунки и электрода
Рабочий зажим надежно зафиксирован на чистой строне рабочего изделия
2. Техника безопасности
Во время работы необходимо соблюдать технику безопасности. Прочтите руководство по эксплуатации. Вы должны хорошо понимать, как работает аппарат. Во время резки рекомендуется носить длинные рукава и перчатки, так как при этом образуются брызги расплавленного металла. Для защиты глаз необходимо пользоваться затемненными очками или сварочным щитком. Обычно при этом используются степени затемнения от 7 до 9. Также соблюдайте все приведенные в инструкции советы и рекомендации по технике безопасности.
3. Прожигание рабочего изделия
Многие начинающие пользователи ведут резку вертикально вниз перпендикулярно рабочей поверхности (под углом 90°). Из-за этого расплавленный металл сдувается обратно в горелку. Более эффективный метод – наклонить металл под углом (60° по горизонтали, 30° по вертикали) и затем повернуть горелку вертикально. Таким образом расплавленный металл будет сдуваться в сторону от горелки.
4. Не прикасайтесь форсункой к рабочему изделию
Не касайтесь форсункой рабочей поверхности при силе тока более 45А. Это значительно сокращает срок службы форсунки, так как через нее проходит двойная дуга. Двойная дуга и повышенный износ также могут возникать, если перемещать горелку непосредственно по трафарету.
5. Новички должны пользоваться насадкой для контактной резки
Многие системы имеют изолированную насадку, которая защелкивается на форсунке. Благодаря ней горелку можно прислонить к изделию и плавно перемещать по поверхности, создавая ровный разрез.
6. Правильная скорость резки
При правильной скорости резки поток расплавленного металла должен выходить с нижней стороны пластины под углом 15-20°. При слишком низкой скорости будет возникать окалина, которая представляет собой скопление расплавленного металла с нижней стороны разреза. Окалина также может возникать и при слишкой высокой скорости перемещения, потому что тогда у дуги не будет достаточно времени на полное проплавление металла. Другими словами, слишком большая или малая скорость приведет к падению качества резки. Окалину из-за низкой скорости резки можно узнать по простоте удаления. Обычно ее можно снять рукой, в то время как для удаления окалины, образующейся при слишкой высокой скорости резки, требуется шлифовка.
7. В начале работы увеличьте мощность на максимум
Сначала задайте максимальную мощность аппарата, а затем снизьте ее до наиболее эффективной. Чем выше мощность, тем обычно лучше, особенно при высокоточной резке или необходимости в небольшом разрезе.
8. Сократите длительность горения вспомогательной дуги
Из-за повышенного износа деталей горелки необходимо максимально сократить время горения вспомогательной дуги. Для этого перед включением плазменную горелку нужно поместить непосредственно возле рабочего изделия.
9. Поддерживайте постоянное расстояние до рабочего изделия
Оптимальное расстояние между горелкой и рабочим изделием составляет 3-5 мм. Колебания горелки вверх и вниз только затруднят резку.
10. Ведите резку в наиболее подходящем направлении
Если Вам нужно создать разрез в виде окружности и использовать внутреннюю круглую деталь, горелку необходимо перемещать по часовой стрелке. Если Вам нужна внешняя часть заготовки, из которой был вырезан круг, нужно перемещаться против часовой стрелки.
Так как Вы направляете горелку от себя, более высокое качество реза и более ровные края будут с правой стороны по направлению резки.
11. Наклоняйте горелку в направлении, противоположном направлению сварки
При резке материалов большой толщины при приближении к последнему сегменту материала горелку можно немного повернуть, чтобы направить поток плазмы в направлении, противоположном направлению резки. Таким образом вначале будет прорезана нижняя часть детали и не образуется уголок, который обычно остается при резке пластин большой толщины. Последний сегмент разреза нельзя отламывать постукиванием горелки.
Подобрав подходящую модель для своей задачи и овладев некоторыми приемами профессиональной резки, Вы сможете выполнить любой проект. Помните, что плазменная резка обладает множеством преимуществ и позволяет наладить высокопроизводительную и качественную резку металла.
Плазменно-дуговая резка – особенности процесса и оборудования
Процесс плазменной дуги всегда рассматривался как альтернатива кислородно-топливному процессу. В этой части серии описываются основы процесса с упором на рабочие характеристики и преимущества многих вариантов процесса.
Щелкните здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .Основы процессов
Процесс плазменной резки показан на Рис.1 . Основной принцип заключается в том, что дуга, возникающая между электродом и деталью, сужается с помощью медного сопла с мелким отверстием. Это увеличивает температуру и скорость плазмы, выходящей из сопла. Температура плазмы превышает 20 000 ° C, а скорость может приближаться к скорости звука. При использовании для резки поток плазменного газа увеличивается, так что глубоко проникающая плазменная струя прорезает материал, а расплавленный материал удаляется в вытекающей плазме.
Процесс отличается от кислородно-топливного процесса тем, что в плазменном процессе используется дуга для плавления металла, тогда как в кислородно-топливном процессе кислород окисляет металл, а тепло от экзотермической реакции плавит металл. Таким образом, в отличие от кислородно-топливного процесса, плазменный процесс может применяться для резки металлов, образующих тугоплавкие оксиды, таких как нержавеющая сталь, алюминий, чугун и сплавы цветных металлов.
Источник питания
Источник питания, необходимый для процесса плазменной дуги, должен иметь падающую характеристику и высокое напряжение.Хотя рабочее напряжение для поддержания плазмы обычно составляет от 50 до 60 В, напряжение холостого хода, необходимое для зажигания дуги, может достигать 400 В постоянного тока.При зажигании пилотная дуга образуется внутри корпуса горелки между электродом и соплом. Для резки дуга должна передаваться на заготовку в так называемом «переносном» режиме дуги. Электрод имеет отрицательную полярность, а деталь – положительную полярность, так что большая часть энергии дуги (примерно две трети) используется для резки.
Состав газа
В традиционной системе с вольфрамовым электродом плазма инертна и образуется с использованием аргона, аргона-H 2 или азота. Однако, как описано в Варианты процесса , можно использовать окисляющие газы, такие как воздух или кислород, но электрод должен быть медным с гафнием.Расход плазменного газа имеет решающее значение и должен быть установлен в соответствии с уровнем тока и диаметром отверстия сопла. Если поток газа слишком мал для текущего уровня или уровень тока слишком высок для диаметра отверстия сопла, дуга гаснет, образуя две последовательные дуги, электрод к соплу и сопло к заготовке.Эффект «двойной дуги» обычно катастрофичен при плавлении сопла.
Качество резки
Качество кромки плазменной резки такое же, как и при кислородно-топливной технологии. Однако, поскольку при плазменной резке путем плавления характерной особенностью является более высокая степень плавления по направлению к верхней части металла, что приводит к скруглению верхней кромки, плохой прямоугольности кромки или скосу на кромке реза. Поскольку эти ограничения связаны со степенью сужения дуги, доступны несколько конструкций горелок для улучшения сужения дуги и обеспечения более равномерного нагрева в верхней и нижней части реза.Варианты процесса
Варианты процесса, Рис. 2a – 2e , в основном были разработаны для улучшения качества резки и стабильности дуги, уменьшения шума и дыма или увеличения скорости резки.
Двойной газ
Процесс работает в основном так же, как и в традиционной системе, но вокруг сопла установлен вторичный газовый экран, Рис. 2a . Благоприятные эффекты вторичного газа заключаются в увеличении сужения дуги и более эффективном «удалении» окалины.Плазмообразующий газ обычно представляет собой аргон, аргон-H 2 или азот, а вторичный газ выбирается в соответствии с разрезаемым металлом.
Сталь
воздух, кислород, азот
Нержавеющая сталь
азот, аргон-H 2 , CO 2
- Алюминий
аргон-H 2 , азот / CO 2
Преимущества по сравнению с обычной плазмой:
- Сниженный риск возникновения двойной дуги
- Более высокая скорость резания
- Уменьшение закругления верхней кромки
Впрыск воды
В качестве плазменного газа обычно используется азот.Вода впрыскивается в плазменную дугу радиально, Рис. 2b , чтобы вызвать большую степень сжатия. Температура также значительно повышается до 30 000 ° C.
Преимущества по сравнению с обычной плазмой:
- Улучшение качества и прямоугольности пропила
- Повышенная скорость резания
- Меньше риска образования двойной дуги
- Уменьшение эрозии сопла
Водяной кожух
Плазма может работать либо с водяным кожухом, Рис.2c , или даже с заготовкой, погруженной на 50-75 мм ниже поверхности воды. По сравнению с обычной плазмой вода действует как барьер, обеспечивая следующие преимущества:
Удаление дыма
- Снижение уровня шума
- Увеличение срока службы сопла
В типичном примере уровней шума при высоких уровнях тока 115 дБ для обычной плазмы водяной кожух был эффективным для снижения уровня шума до 96 дБ и резки под водой до 52–85 дБ.
Поскольку водяной кожух не увеличивает степень сжатия, прямоугольность режущей кромки и скорость резания заметно не улучшаются.
Воздушная плазма
Инертный или инертный плазмообразующий газ (аргон или азот) можно заменить воздухом, но для этого требуется специальный электрод из гафния или циркония, установленный в медном держателе, Рис. 2d . Воздух также может заменить воду для охлаждения горелки. Преимущество воздушно-плазменной горелки в том, что в ней вместо дорогих газов используется воздух.
Следует отметить, что, хотя электрод и сопло являются единственными расходными материалами, электроды с гафниевым наконечником могут быть дорогими по сравнению с вольфрамовыми электродами.
Плазма высокой толерантности
В попытке улучшить качество резки и конкурировать с превосходным качеством резки лазерных систем, доступны системы высокотолерантной плазменно-дуговой резки (HTPAC), которые работают с сильно сжатой плазмой. Фокусировка плазмы осуществляется за счет закручивания генерируемой кислородом плазмы, когда она входит в отверстие для плазмы, и вторичный поток газа впрыскивается после плазменного сопла, Рис.2д . В некоторых системах дугу окружает отдельное магнитное поле. Это стабилизирует плазменную струю, поддерживая вращение, вызванное закрученным газом. Преимущества систем HTPAC:
- Качество резки находится между обычной плазменной резкой и лазерной резкой
- Ширина узкого пропила
- Меньше искажений за счет меньшей зоны термического влияния
HTPAC – это механизированная техника, требующая высокоточного высокоскоростного оборудования. Основные недостатки заключаются в том, что максимальная толщина ограничена примерно 6 мм, а скорость резки обычно ниже, чем при обычных плазменных процессах, и составляет примерно 60-80% от скорости лазерной резки.
Эта статья была подготовлена Биллом Лукасом в сотрудничестве с Дерриком Хилтоном, BOC
Что такое плазменная резка? – TWI
Плазменная резка (плазменная резка) – это процесс плавления, при котором струя ионизированного газа при температуре выше 20 000 ° C используется для расплавления и удаления материала из разреза. Во время процесса между электродом (катодом) и заготовкой (анодом) зажигается электрическая дуга. Электрод утоплен в сопло для газа с водяным или воздушным охлаждением, которое сужает дугу, вызывая образование узкой высокотемпературной высокоскоростной плазменной струи.
Когда струя плазмы попадает на заготовку, происходит рекомбинация, и газ возвращается в свое нормальное состояние, выделяя при этом сильное тепло. Это тепло плавит металл, и поток газа выбрасывает его из разреза. Плазменные газы обычно представляют собой аргон, аргон / водород или азот. Эти инертные газы можно заменить воздухом, но для этого потребуется специальный электрод из гафния или циркония. Использование сжатого воздуха делает этот вариант плазменного процесса более конкурентоспособным по сравнению с кислородно-топливным процессом резки углеродисто-марганцевых и нержавеющих сталей толщиной до 20 мм.Инертные газы предпочтительны для высококачественной резки реактивных сплавов.
Плазменная дуга позволяет резать широкий спектр электропроводящих сплавов, включая углеродистую и нержавеющую сталь, алюминий и его сплавы, никелевые сплавы и титан. Первоначально метод был разработан для резки материалов, которые нельзя было удовлетворительно разрезать с помощью кислородно-топливного процесса. Обычно разрезаемый компонент или лист остается неподвижным, а плазменный резак перемещается. Кроме того, поскольку стоимость плазменного резака невысока по сравнению с ценой манипуляционного оборудования, обычно на стол для резки устанавливают несколько резаков.
Плазменная резка также может производиться под водой на специализированном оборудовании.
Плазменная резка с высокими допусками (HTPAC) – важное развитие плазменной дуги. Этот процесс обеспечивает лучшую точность при обработке материалов толщиной менее 12 мм и может быть недорогой альтернативой лазерной резке.
Дополнительную информацию о плазменной резке можно найти в разделе Профильная резка – руководство по выбору процесса.
Что такое плазменная резка
Машина для плазменной резки, вырезающая внутренние части металлических деталей.Изображение предоставлено: портретные изображения в Азии от Nonwarit / Shutterstock.com
Плазменно-дуговая резка, также называемая плазменной резкой плавлением или плазменной резкой, представляет собой производственный процесс, в котором используется перегретый ионизированный газ, направляемый через плазменную горелку для нагрева, плавления и, в конечном итоге, резки электропроводящего материала на изготовление нестандартных форм и конструкций. Этот процесс подходит для широкого спектра металлических материалов, включая конструкционную сталь, легированную сталь, алюминий и медь, и может разрезать материалы толщиной от 0.От 5 мм до 180 мм.
Процесс плазменной резки часто представляется как решение, альтернативное лазерной резке, гидроабразивной резке и газокислородной резке, и предлагает определенные преимущества по сравнению с этими вариантами, включая более быстрое время резки и более низкие начальные инвестиции и эксплуатационные расходы. Хотя плазменная резка демонстрирует некоторые преимущества по сравнению с этими другими процессами резки, ее использование в некоторых производственных приложениях может быть проблематичным, например, при резке непроводящего материала.
Несмотря на то, что каждый процесс резки имеет свои преимущества и недостатки, в этой статье основное внимание уделяется плазменной резке, излагаются основы процесса плазменной резки, а также необходимые компоненты и механизмы установки плазменной резки.Кроме того, в статье рассматриваются различные варианты плазменной резки и предлагаются альтернативы процессам плазменной резки.
Что такое плазма?
Три наиболее часто упоминаемых состояния вещества – твердое, жидкое и газообразное. Плазма, однако, часто упоминается как четвертое состояние материи и технически является наиболее часто встречающимся состоянием – по объему и массе, – поскольку она обнаруживается повсюду и за пределами галактики (например, в центрах звезд и в форме звезды). молния).
Плазма возникает, когда к газу добавляется дополнительная энергия, которая позволяет молекулам газа двигаться быстрее и сталкиваться с большей силой.Столкновения между молекулами позволяют молекулам разделиться на составляющие их атомы, а эти отдельные атомы отделяются от электронов своей внешней оболочки, образуя ионы. По мере того, как все больше атомов теряют свои электроны, газ достигает критической точки, когда количество атомов, теряющих электроны, и количество атомов, принимающих свободные электроны, достигают баланса. В этот момент ионизированный газ становится плазмой.
Плазма, обычно встречающаяся в астрофизической сфере, естественным образом встречается в звездах, а также в межпланетных, межзвездных и межгалактических средах.В земном царстве это происходит только в виде редких явлений, таких как молния или полярные сияния. Однако его можно создать искусственно путем перегрева газа или воздействия на газ сильного электромагнитного поля до тех пор, пока газ не станет ионизированным и не будет иметь высокую электропроводность. Этот искусственно созданный ионизированный газ используется в машинах плазменной резки и в процессе плазменной резки для резки электропроводящего материала.
Пример земной плазмы: множественные удары молнии по мосту.Изображение предоставлено: John Wollwerth / Shutterstock.com
Процесс плазменно-дуговой резки
Процесс плазменной резки представляет собой термический процесс изготовления, в котором используется суженная, перенесенная плазменная дуга для резки широкого диапазона металлов, включая конструкционную сталь, легированную сталь, алюминий и медь. Хотя доступно несколько вариантов, основные принципы процесса и необходимые компоненты остаются неизменными для всех.Первичный процесс плазменной резки состоит из следующих этапов:
- Зажигание вспомогательной дуги
- Генерация основной дуги
- Отопление и плавление локализованное
- выброс материала
- движение дуги
Запуск пилотной дуги
Процесс начинается с команды запуска, побуждающей источник питания генерировать до 400 В постоянного тока напряжения холостого хода – i.например, напряжение холостого хода – и инициирование потока сжатого плазменного газа в узел плазменной горелки, который содержит электрод и плазменное сопло. Как показано на схеме Pilot Arc Initiation на Рисунке 1 выше, источник питания также прикладывает отрицательное напряжение к электроду, устанавливая его в качестве катода цепи вспомогательной дуги, и замыкает нормально разомкнутые контакты цепи сопла, помещая временное положительное напряжение на сопле, которое затем служит анодом цепи вспомогательной дуги.Затем консоль зажигания дуги (ACS) создает высокочастотный потенциал высокого напряжения между электродом и соплом, который генерирует высокочастотную искру. Искра ионизирует плазменный газ, делая его электропроводным и создавая путь тока с низким сопротивлением между электродом и соплом. Вдоль этого пути тока образуется начальная дуга с низким энергопотреблением, т. Е. Вспомогательная дуга, когда энергия течет и разряжается между двумя компонентами.
Генерация основной дуги
После инициирования вспомогательная дуга выходит вместе с плазменным газом через отверстие сопла в направлении заземленной электропроводящей детали, которая частично ионизирует область между ними и формирует новый путь тока с низким сопротивлением.Поскольку поток газа заставляет пилотную дугу выходить дальше через отверстие, дуга в конечном итоге входит в контакт и передается на заготовку. Как показано на схеме Main Arc Generation на Рисунке 1 выше, этот перенос дуги создает основную дугу – т. Е. Плазменную дугу, которая выполняет фактическую операцию резки, – и делает заготовку частью вновь созданной цепи основной дуги. вместе с электродом. Перенос дуги также побуждает источник питания повторно размыкать нормально открытые контакты сопла, удаляя сопло из цепи вспомогательной дуги, а основную дугу увеличивать до оптимальной силы тока резки.
Локальное отопление и плавка
Сопло сужает ионизированный газ и основную дугу, когда они проходят через отверстие сопла, увеличивая плотность энергии и скорость плазмы. Машины плазменной резки производят плазму с температурой до 20 000 ° C, которая движется к заготовке со скоростью до трех раз быстрее звука. Эта тепловая и кинетическая энергия используется для операции резания.
В процессе плазменной резки используется метод резки расплавлением и раздувом, при котором происходит нагрев, плавление и испарение определенной области детали.Когда плазма ударяется о поверхность заготовки, материал заготовки поглощает тепловую энергию дуги и плазменного газа, увеличивая внутреннюю энергию и выделяя тепло, которое ослабляет материал и позволяет удалить его для получения желаемых разрезов.
Выброс материала
Ослабленный материал детали выталкивается из пропила – на ширину удаляемого материала и разрезаемого продукта – за счет кинетической энергии используемого плазменного газа. Оптимальный поток плазменного газа определяется током и соплом, при этом слишком низкие или слишком высокие уровни потока плазмы приводят к менее точным резкам и отказу компонентов.
Дуговое движение
Как только начался локальный нагрев, плавление и испарение заготовки, плазменная дуга вручную или автоматически перемещается по поверхности заготовки, чтобы произвести полный рез. В случае ручных систем плазменной резки оператор вручную запускает процесс и перемещает резак по поверхности для создания желаемых разрезов. Для автоматизированных систем плазменной резки машина запрограммирована на перемещение головки резака с оптимальной скоростью для обеспечения точных и точных разрезов.
Ручной плазменный резак для резки.Изображение предоставлено: Игорь В. Подкопаев / Shutterstock.com
Варианты процесса плазменной резки
Основные принципы процесса плазменной резки остаются неизменными для различных доступных вариантов. Тем не менее, каждый вариант процесса обеспечивает определенные преимущества в отношении производственных приложений на основе разрезаемого материала и его свойств, выходной мощности и конкретных требований приложения.Варианты обычно различаются в зависимости от их системы охлаждения, типа плазменного газа, конструкции электрода и типа используемой плазмы.
Некоторые из доступных вариантов плазменной резки:
- Стандартная (или обычная) плазменная резка
- Плазменная резка с использованием вторичной среды
- Плазменная резка с впрыском воды
Стандартная (или обычная) плазменная резка
При традиционной плазменной резке оборудование для плазменной резки включает в себя узел плазменной горелки, в котором используется один плазменный газ, служащий одновременно газом зажигания и газом для резки.Обычно в стандартном процессе используется азот, кислород или смесь водорода с аргоном. Сжатие плазменной дуги и газа осуществляется только соплом без помощи какой-либо вторичной среды. В качестве охлаждающей жидкости для плазмотрона можно использовать воду или воздух.
Плазменная резка со вторичной средой
Для плазменной резки, в которой используется вторичная среда, дополнительная среда, то есть вода или газ, закачивается в плазменный резак для дальнейшего сужения плазменной дуги и получения определенных характеристик для конкретного применения резки.
Введение вторичного газа в процесс плазменной резки может повысить удельную мощность, качество резки и скорость резки. Кроме того, вторичный газ может уменьшить повреждение системы и риск возникновения двойной дуги, а также продлить срок службы расходных деталей резака. Этот вид плазменной резки подходит для металлических листов толщиной до 75 мм.
Некоторые из наиболее распространенных комбинаций вторичного газа включают:
- воздух, кислород и азот для резки стали
- азот, аргон-H 2 и CO 2 для резки нержавеющей стали
- аргон-H 2 , азот и CO 2 для резки алюминия
Добавление воды в процесс плазменной резки позволяет получать поверхности заготовок с более высокой отражательной способностью.Вода действует как барьер или экран во время процесса резки, поскольку она перекачивается в плазменный резак, разряжается и испаряется плазменной дугой. Этот вид плазменной резки подходит для алюминия и высоколегированных сталей толщиной до 50 мм.
Плазменно-дуговая резка с впрыском воды
При плазменной резке с впрыском воды также используется вода в процессе резки. В плазменную горелку впрыскивается вода, которая дополнительно сужает плазменную дугу. В отличие от плазменной резки с использованием вторичной среды, большая часть воды остается неиспаренной и вместо этого действует как охлаждающая жидкость для компонентов плазменной горелки и заготовки.Охлаждающий эффект воды позволяет уменьшить деформацию материала, повысить качество резки и увеличить срок службы расходных деталей резака. Этот тип плазменной резки подходит для использования с машинами для подводной плазменной резки металлов толщиной от 3 до 75 мм.
Другие варианты
Другие варианты плазменной резки включают:
- Плазменная резка с повышенной перетяжкой
- Подводная плазменная резка
- Плазменная строжка
- Плазменная маркировка
В отличие от ранее упомянутых вариаций, увеличенное сужение плазменной дуги достигается за счет использования специальных сопел, которые обеспечивают определенные возможности, такие как вращение плазменного газа или регулировка сопла во время процесса резки.
Подводная плазменная резка выполняется на глубине от 60 до 100 мм под водой, что позволяет снизить уровень шума, пыли и загрязнения воздуха, но требует больше энергии и времени на резку, чем плазменная резка при атмосферном давлении.
Плазменная строжка и Плазменная маркировка – это процессы, при которых обычно не прорезают заготовку; При плазменной строжке удаляется только поверхностный материал детали, чтобы получить более гладкую поверхность, а плазменная маркировка оставляет следы на поверхности готовых компонентов.
Процесс плазменной резки предлагает множество вариантов, которые подходят для широкого спектра производственных приложений. Пригодность каждого варианта зависит от технических характеристик и требований режущего инструмента.
Машина для плазменной резки
В то время как в процессе лазерной резки используются станки для лазерной резки, а в процессе / услугах гидроабразивной резки используются машины для гидроабразивной резки с водой под давлением и абразивными материалами, в процессе плазменной резки используется оборудование плазменной резки для получения желаемых разрезов на заготовке.Машины плазменной резки различаются от модели к модели, приложения и приложения с настройками от простых (например, ручные резаки, подключенные к источнику питания) до сложных (например, программируемые и автоматизированные станки с ЧПУ). В базовую комплектацию этих машин для плазменной резки входят источник питания для плазменной резки, пульт зажигания дуги, узел горелки, подача газа, система охлаждения и электропроводящая деталь.
Источник питания: Источник питания обеспечивает энергию для зажигания вспомогательной дуги и поддержания основной дуги на протяжении всего процесса плазменной резки.Как правило, они имеют высокое напряжение без нагрузки (т. Е. Напряжение холостого хода) в диапазоне от 240 В до 400 В постоянного тока для создания вспомогательной дуги, но требуют только от 50 до 60 В постоянного тока для поддержания основной дуги после ее образования.
Консоль зажигания дуги (ACS): ACS производит начальную искру, которая инициирует цепь вспомогательной дуги.
Используемые газы и среды: Плазменные газы подразделяются на газы зажигания (зажигают плазменную дугу), режущие газы (используются с плазменной дугой в процессе резки) и вторичные газы (сужают и охлаждают плазменную дугу).Используемые газы могут быть инертными, реактивными или смесью двух предыдущих типов. Вода также используется в качестве вторичной среды во время процесса резки.
Узел горелки: Узел горелки и детали включают электрод и сопло, подключен к источнику питания и использует плазменный газ и газы для резки для инициирования и выполнения операции плазменной резки.
Система охлаждения: Система охлаждения охлаждает компоненты узла резака и заготовку, продлевая срок службы расходных деталей.Система может иметь водяное или газовое охлаждение.
Заготовка: Заготовка – это обрабатываемый материал. Материал должен быть электропроводным, чтобы его можно было резать плазмой, поскольку заготовка служит компонентом основной цепи дуги.
Другие варианты установок для плазменной резки включают столы для резки, оборудование для контроля загрязнения воздуха и подвесные путевые системы. Режущий стол служит рабочей поверхностью для резки заготовки, а оборудование управления – средством удаления выбросов, образующихся в процессе резки.В автоматах для резки резак подвешен наверху на рельсовой системе, чтобы обеспечить перемещение по поверхности заготовки.
Расходные сопла плазмотронов.Изображение предоставлено: Nordroden / Shutterstock.com
Материальные аспекты
Поскольку в процессе плазменной резки используются переносимые плазменные дуги, его использование ограничивается резкой только материалов, которые являются электропроводными. Однако он подходит для широкого спектра металлов, в том числе:
- Конструкционная сталь
- Сталь нелегированная, низколегированная и высоколегированная
- Алюминий
- Металлические плакированные пластины
Плазменная резка также может использоваться для обработки таких материалов, как медь, латунь, титан и чугун, хотя некоторые из их температур плавления могут оказаться проблематичными для получения высококачественной резки кромки.В зависимости от технических характеристик машины для плазменной резки и материала заготовки, процесс позволяет резать материал толщиной от 0,5 мм до 180 мм.
Альтернативные способы резания
Некоторые из преимуществ плазменной резки, продемонстрированные перед другими методами резки, включают:
- Более быстрое выполнение работ
- Более качественная резка
- Возможности для работы с более толстыми материалами
- Минимальный риск деформации материала
- Снижение затрат на оборудование и эксплуатационные расходы
Однако, несмотря на эти преимущества, он может не подходить для каждого производственного применения, а другие процессы резки могут оказаться более подходящими и экономичными.Альтернативы плазменной резке включают газокислородную резку, гидроабразивную резку и лазерную резку.
Сводка
Выше описаны основы установки и процесса плазменной резки, различные варианты плазменной резки и некоторые соображения, которые могут быть приняты во внимание производителями и механическими цехами при принятии решения о том, является ли плазменная резка наиболее оптимальным решением для их конкретной резки. заявление.
Чтобы получить дополнительную информацию о местных коммерческих и промышленных поставщиках услуг и оборудования для производства на заказ, посетите платформу Thomas Supplier Discovery Platform, где вы найдете информацию о более чем 500 000 коммерческих и промышленных поставщиков.
Источники
- http://www.techno-isel.com
- http://www.boc-gas.co.nz/en/legacy/attachment?files=tcm:y435-68107,tcm:435-68107,tcm:35-68107
- https://www.esabna.com/us/en/education/blog/the-basics-of-plasma-cutting.cfm
- https://www.researchgate.net
- https://www.lincolnelectric.com/en-us/equipment/plasma-cutters/process-and-theory/Pages/how-a-plasma-cutter-works.aspx
- https://www.twi-global.com/technical-knowledge/job-knowledge/cutting-processes-plasma-arc-cutting-process-and-equipment-considerations-051
- http: // www.esabna.com/us/en/education/blog/what-is-plasma-cutting.cfm
- https://weldguru.com/plasma-arc-cutting/
Прочие изделия для резки
Больше от Custom Manufacturing & Fabricating
8 советов по плазменной резке для улучшения результатов
Максимально эффективное использование плазменного резака
Плазменные резакинастолько просты в использовании, что возникает соблазн вынуть новый плазменный резак из коробки и приступить к работе. Однако есть несколько приемов, которые могут повысить вашу эффективность, улучшить качество резки и продлить срок службы вашего оборудования.
Будет ли ваш плазменный резак использоваться в магазине или для домашних работ, искусства или автоспорта, использование правильных методов даст лучшие результаты.
Узнайте больше о выборе подходящего оборудования, а также о настройке и эксплуатации плазменной резки.
Основы плазменной резки
Plasma обеспечивает качественную резку, строжку и пробивку на очень высоких скоростях, что делает этот процесс подходящим для многих отраслей и приложений.
Плазменно-дуговая резка – это процесс, при котором открытая дуга может быть сужена путем прохождения через небольшое сопло от электрода к заготовке.Хотя технология может показаться сложной, сам процесс очень прост в освоении и выполнении.
Процесс плазменной резки можно использовать для любого типа электропроводящего металла и материалов различного размера – от тонкого алюминия до нержавеющей и углеродистой стали до нескольких дюймов, в зависимости от мощности режущего станка.
Этот процесс также имеет много преимуществ по сравнению с газокислородной резкой. Плазменная резка быстрее, цикл предварительного нагрева не требуется, ширина получаемого реза меньше, а зона термического влияния меньше, что предотвращает деформацию окружающих участков.
Помните несколько советов и передовых методов при выборе и использовании устройства плазменной резки, чтобы улучшить результаты.
Совет 1. Выберите подходящий плазменный резак
Некоторые из ключевых факторов, которые следует учитывать при выборе устройства плазменной резки, – это выходная мощность, скорость резки, входная мощность, рабочий цикл, а также вес и размер. При выборе машины подумайте о задачах, которые вы будете выполнять чаще всего.
- Выходная мощность: Необходимая выходная мощность зависит в первую очередь от толщины и типа разрезаемого материала.Миллер использует два стандарта: расчетные и строгие. Номинальная толщина резки – это толщина мягкого металла, которую оператор может вручную разрезать со скоростью 15 дюймов в минуту (IPM). Резка – это максимальная толщина, с которой может работать плазменный резак. Скорость движения ниже, и разрез может потребовать очистки.
- Скорость резания: Обычно указывается в дюймах в минуту (IPM). Машине, которая режет материал толщиной 1/2 дюйма, может потребоваться пять минут, тогда как другой машине может потребоваться одна. Скорость резки существенно влияет на время производства.
- Входная мощность: Вы всегда будете использовать плазменный резак в одном и том же месте или вам нужна портативность и возможность использовать различные источники питания? Выбирайте аппараты плазменной резки с различными вариантами мощности. У некоторых есть возможность переключаться с 120 вольт на 240 вольт.
- Рабочий цикл: Рабочий цикл – это время, в течение которого машина может резать в течение 10-минутного цикла без перегрева. Если рабочий цикл машины составляет 60%, машина может работать непрерывно шесть из каждых 10 минут, а затем ей необходимо охладиться в течение оставшихся четырех минут.Увеличенный рабочий цикл важен при выполнении длинных резов, в приложениях с высокой производительностью или при использовании станка в жарких условиях.
- Вес и размер: Если вам нужна портативность, доступно множество портативных устройств, которые весят менее 45 фунтов. Miller® Spectrum® 375 X-TREME ™ обеспечивает максимальную портативность, весит всего 19 фунтов.
Совет 2: Прочтите руководство
Внимательно прочтите руководство пользователя, чтобы ознакомиться с безопасным и правильным функционированием вашего плазменного резака.Это поможет вам оптимизировать возможности вашего плазменного резака, а также будет способствовать его безопасному использованию.
Совет 3. Обратите внимание на настройку
Закрепляйте зажим заземления только для чистки металла. При необходимости удалите ржавчину или краску, поскольку они препятствуют прохождению электрического тока.
Кроме того, поместите зажим заземления как можно ближе к разрезу или, если возможно, поместите зажим на саму заготовку. Проверьте кабели на предмет изношенных участков, ослабленных соединений или чего-либо, что может добавить ненужное сопротивление электрическому потоку.
Чтобы установить силу тока или нагрев режущего блока на надлежащий уровень, сделайте несколько практических сокращений с высокой установленной силой тока. Затем вы можете уменьшить силу тока в соответствии со скоростью вашего движения. Если сила тока слишком высока или ваша скорость движения слишком низкая, материал, который вы режете, может нагреться и накапливать окалину.
Совет 4. Проследите путь перед резкой
Не нажимая на курок, проследите путь, который вы планируете разрезать. При выполнении длинных разрезов попрактикуйтесь в движениях, прежде чем нажимать на спусковой крючок, чтобы убедиться, что у вас есть достаточная свобода движений для выполнения одного непрерывного разреза.Остановка и повторный запуск в том же месте трудны и обычно создают неровности на кромке реза.
Вы также можете сделать пробный надрез из того же материала, с которым вы будете работать. Это помогает убедиться, что вы используете правильные настройки и скорость движения.
Совет 5: Используйте правильную технику
Используйте свою не режущую руку как опору для другой руки. Это стабилизирует вашу режущую руку, обеспечивает свободу движений во всех направлениях и помогает поддерживать постоянный зазор от 1/16 дюйма до 1/8 дюйма.Учтите, что большинству людей легче притянуть фонарик к телу, чем оттолкнуть его.
Использование зазора от 1/16 до 1/8 дюйма увеличивает режущую способность небольших станков и продлевает срок службы расходных деталей.
Используйте защитный экран, если он есть на вашей машине. Это позволяет поставить резак на заготовку, сохраняя при этом оптимальное расстояние, не касаясь наконечником металла, что отрицательно скажется на качестве резки и сроке службы расходных деталей.
Начните резку, поместив резак как можно ближе к краю основного металла.Нажмите спусковой крючок, чтобы запустить предварительную подачу воздуха; загорится пилотная дуга, а за ней – режущая дуга. Как только зажгется режущая дуга, медленно перемещайте резак по металлу. Отрегулируйте скорость так, чтобы режущие искры выходили из нижней части металла. В конце реза слегка наклоните резак к концу реза или ненадолго остановитесь, чтобы полностью закончить рез. Подача воздуха после отпускания будет продолжаться в течение короткого периода после отпускания спускового крючка для охлаждения резака и расходных деталей.
Совет 6. Проверьте расходные материалы
Если наконечник или электрод изношены или повреждены, качество резки ухудшится, поэтому регулярно проверяйте расходные материалы.Если отверстие для наконечника станет неправильным и / или покроется брызгами, выбросьте его. Если на кончике электрода образовалась ямка, выбросьте его.
Расходные детали изнашиваются при каждой резке, но такие факторы, как влажность в подаваемом воздухе, резка слишком толстых материалов или плохая техника, увеличивают износ расходных деталей. Лучше всего заменять наконечник и электрод вместе для получения оптимального качества резки.
Не перетягивайте крышку, удерживающую расходные детали. Детали внутри действительно должны сдвинуться (разделиться), чтобы образовалась дуга, поэтому затягивайте чашку только пальцами.
Совет 7. Следите за скоростью движения
Чем выше скорость вашего движения (особенно по алюминию), тем чище будет ваш срез. При резке более толстого материала установите машину на полную мощность и измените скорость движения. На более тонком материале уменьшите силу тока и используйте наконечник с меньшей силой тока, чтобы обеспечить узкий пропил.
При правильной скорости движения дуга должна выходить из материала под углом от 15 до 20 градусов, противоположным направлению движения. Если он идет прямо вниз, значит, вы двигаетесь слишком медленно.Если он разбрызгивается, это означает, что вы двигаетесь слишком быстро.
Движение с правильной скоростью и использование нужного количества тепла приведет к очень чистому резу с меньшим количеством окалины на дне пропила, а также с небольшим искажением металла или без него.
Совет 8: Соблюдайте правила техники безопасности
Надлежащая безопасность плазмы требует защиты открытых участков кожи. Вам понадобятся сварочные перчатки и сварочная куртка или другая огнестойкая одежда. Застегните манжеты, карманы и воротник рубашки, чтобы на них не попадали искры.
Защитите глаза линзами подходящего оттенка для плазменного резака, который вы планируете использовать. В инструкции по эксплуатации будет указан необходимый оттенок для силы тока. Вы можете использовать традиционные очки для плазменной резки / газокислородной резки или сварочный шлем с режимом резки.
При любой плазменной резке необходимо строго соблюдать правила техники безопасности.
Оптимизация плазменной резки
При правильном использовании ваш аппарат плазменной резки обеспечит чистую качественную резку на очень высоких скоростях.Следуйте некоторым основным передовым методам, и использование правильного оборудования для работы поможет вам оптимизировать плазменную резку для получения лучших результатов, повышения производительности и снижения эксплуатационных расходов.
Ваш путеводитель по безопасности плазменной резки
В 1960-х годах на сцене появился новый инновационный вид сварки: системы плазменной резки. Компания Thermal Dynamics продала свою первую систему компании Ryerson Steel для обработки нержавеющей стали. Его преимущества сразу же были признаны: более чистый и точный срез.Когда-то плазменные резаки были всего лишь промышленным инструментом, а теперь они чрезвычайно доступны по цене и используются как профессиональными металлистами, так и любителями.
Стол плазменной резки с ЧПУ
Что такое плазменная резка? Что ж, не многие из нас имеют обширный физический опыт, поэтому процесс может поначалу показаться сложным. Однако ниже мы расскажем, как это работает. Самый простой способ представить это – визуализировать перегретый электрически ионизированный газ, который плавится сквозь металл.
В этой статье рассказывается, как работает плазменная резка, дается обзор мер безопасности, которые следует соблюдать при использовании устройства плазменной резки, и предлагаются лучшие способы защиты глаз при работе с ним.
Происхождение плазмы
Традиционный атом газа содержит равное количество положительных ионов и положительных электронов. Плазма создается, когда тепло заставляет многие атомы терять свои электроны. Поток плазмы из плазменного резака похож на горелку, в которой плазма проходит через небольшое отверстие на конце.
Как работает плазменная резка?
Плазменная резка – это процесс резки электропроводящих материалов с помощью сильной струи горячей плазмы. Другими словами, он использует основные принципы физики для резки металла, такого как сталь, нержавеющая сталь, алюминий, латунь и медь.
Для этого процесса требуются сжатый воздух и электричество, которые в сочетании создают плазменный газ.
Использование в различных отраслях промышленности
Вы обнаружите, что процесс плазменной резки используется во многих отраслях, от создания художественных произведений и вывесок по индивидуальному заказу до резки алюминия и производства готовых деталей.При ремонте автомобилей регулярно применяется плазменная резка, поскольку требуются нестандартные детали для различных типов транспортных средств. Однако во многих отраслях промышленности используется этот вид сварки.
Примеры металлических деталей, изготовленных методом плазменной резки
Этот доступный процесс резки используется в других отраслях:
- Промышленное строительство – мостостроение
- Металлоцентры – металлолом и металлолом
- Производство – заводское обслуживание и судостроение
В каждой отрасли используются как ручные, так и механизированные плазменные резаки.Используемое оборудование зависит от того, что нужно разрезать, и от требуемой мобильности. Например, строительные работы выполняются удаленно, а не в стационарном здании, что означает, что вы не можете полностью взять с собой механизированные резаки на строительную площадку.
Сравнение ручной плазменной резки и механизированной плазменной резки
Преимущество
С момента разработки в 1960-х годах технология плазменной резки улучшила возможности рабочих процессов для резки металла.Некоторые из преимуществ использования плазменного резака для вашей работы:
1. Экономия времени и денег
Поскольку наем подрядчика стоит денег в зависимости от количества времени, которое он тратит на проект, установка плазменной резки может сократить время работы вдвое, тем самым экономя деньги в долгосрочной перспективе.
2. Прецизионный
Плазменный резак управляется компьютером, что означает, что точность, подобная роботам, достигается каждый раз без человеческой ошибки.
3. Универсальность
Плазменные резакимогут резать широкий спектр металлов различной толщины. И он каждый раз режет с неизменной точностью и скоростью.
4. Функции безопасности
Плазменные резакиможно использовать под водой, что означает, что рабочие подвергаются более низкому уровню тепла и более низкому уровню шума при использовании этой техники.
5. Быстрая доставка
Благодаря тому, что производитель экономит время, используя плазменный резак, материалы доставляются на строительную площадку быстрее и с меньшей вероятностью задержки.
Имейте в виду, что Эдемского сада нет, а продукты и процессы всегда имеют недостатки. Одним из недостатков этого процесса резки является высокое энергопотребление.
Опасности
Как и большинство инструментов на рабочем месте, работа с плазменным резаком сопряжена с определенными рисками. Шум, качество воздуха и поражение электрическим током – три самых опасных риска при работе с плазменным резаком. Каждый из этих рисков может привести к долгосрочным последствиям для здоровья.
Искры, пламя и опасность перегрева – это некоторые из опасностей, с которыми MCR Safety напрямую справляется с помощью средств индивидуальной защиты (СИЗ). В процессе резки металла образуются искры и тепло. Если ваша кожа подвергается этой опасности, вы можете быстро обжечься. Точно так же небольшая искра может попасть на вашу одежду, что приведет к серьезным ожогам и травмам.
Прежде чем мы остановимся на безопасности и СИЗ, важно отметить, что работники плазменной резки также сталкиваются с травмами от повторяющихся движений.Развитие технологий плазменной резки позволило создать резаки, которые можно использовать в течение более продолжительных периодов времени. Это означает, что сварщик может выполнять больше работы с меньшим количеством перерывов, что приводит к травмам от повторяющихся движений при длительной работе.
Защитное снаряжение Плазменные резаки
требуют особой осторожности. Некоторые основные меры предосторожности, которые вы всегда должны включать:
- Соблюдайте дистанцию между рабочей зоной и зоной стрижки.
- Всегда держите под рукой огнетушитель.
- Не используйте аппарат плазменной резки без надлежащего обучения профессионала.
Хотя эти три меры могут помочь защитить рабочих во многих ситуациях, всегда следует надевать надлежащее защитное снаряжение при использовании плазменного резака. Это защитное снаряжение включает:
- Огнестойкие (FR) Балаклавы
В этих головных уборах используются уникальные огнестойкие материалы, устойчивые к возгоранию от искр и пламени и защищающие волосы владельца от ожога.У нас есть два разных варианта: BLCVCX изготовлен из Carbon X®, а BLCVTCN сделан из Westex®.
BLCVCX и BLCVTCN
- Защитные очки и Защитные маски
Это оборудование защитит вашу голову, глаза и лицо от искр, мусора, радиации и яркого света. Защитные очки жизненно важны и будут обсуждаться более подробно позже.
MP 1150
2. Перчатки
Независимо от используемого процесса сварки, сварочные перчатки защищают руки от тепла, искр и ожогов.
4955H – Сварочные перчатки для защиты от порезов
3. Одежда негорючая и термостойкая
Этот тип одежды, такой как кожаный фартук и куртка, а также огнестойкие рабочие рубашки, защитит вашу кожу от горячего шлака, искр или другого мусора, который может вызвать серьезные ожоги.
38136 МВт и 38030 МВт
Запатентованная технология FR Summit Breeze® с тройной вентиляцией
MCR Safety предлагает единственную сварочную рубашку FR с тройным отверстием. Это лучший выбор для сварщиков, которые хотят чувствовать себя комфортно и комфортно. Мы рассмотрим эти рубашки более подробно в нашей статье «Сварочные рубашки».
Как мы упоминали выше, опасность, связанная с шумом и защитой слуха, представляет собой опасность, с которой сталкиваются плазменные резаки. Ношение средств защиты органов слуха поможет работникам избежать повреждения слуха и необратимой потери слуха, а респираторная маска защищает от паров и оксидов в результате плазменной резки.Хотя MCR Safety не предлагает ни один из типов СИЗ, мы можем связать вас с местной компанией, которая их продает. Все, что вам нужно сделать, это оставить нам свою информацию ниже, и кто-нибудь свяжется с вами. У нас есть отношения с более чем 700 дистрибьюторами по всей стране, и мы можем попросить их связаться с вами по поводу любых необходимых вам СИЗ.
Соблюдение трех общих правил техники безопасности, упомянутых выше, и оснащение себя защитным снаряжением обеспечивает более безопасную рабочую среду, особенно при использовании плазменного резака, позволяя оставаться целым и наслаждаться всем, что предлагает жизнь.
Плазменная защита глаз
Мы уже коснулись некоторых средств защиты глаз. Однако мы собираемся углубиться в эту область, так как есть некоторые заблуждения относительно того, какая защита очков подходит. А поскольку более 10% всех травм глаз возникают в результате сварочных работ, стоит потратить некоторое время на их обсуждение.
При использовании плазменного резака ваши глаза особенно уязвимы для травм по нескольким причинам.Во-первых, они подвержены риску разлетающихся обломков или искр, как упоминалось выше. Как отмечает Бюро статистики труда (BLS), летающие частицы металла всегда беспокоят тех, кто работает с машинами. Однако глаза рабочих также находятся в опасности из-за науки, лежащей в основе самих плазменных резаков.
Как и любая электрическая дуга, плазменный резак испускает электромагнитное излучение, простирающееся от видимого инфракрасного света до невидимого ультрафиолетового диапазона. Из-за такой интенсивности света ваши глаза подвержены риску обширного повреждения глаз, включая необратимую слепоту.
Лампа для плазменной резки
Из-за этих значительных рисков OSHA контролирует особые требования по защите глаз, которые необходимо носить в зависимости от выполняемой работы. Поскольку стандарты для защитных очков постоянно обновляются, средства защиты глаз теперь должны иметь фильтрующие линзы с номером оттенка, обеспечивающим надлежащую защиту от светового излучения. Маркировка «W» обозначает номер оттенка сварочного фильтра. Н2.0, Н3.0 и W5.0 – индивидуальные уровни фильтра, каждое большее число указывает на более темный фильтр, обеспечивающий повышенную защиту.
Ниже приведены рекомендуемые OSHA требования к защите в зависимости от того, выполняете ли вы плазменную сварку или плазменную резку:
| Процесс | Ток дуги (Амперы) | Минимальный защитный оттенок | Предлагаемый номер оттенка |
|---|---|---|---|
| Плазменно-дуговая сварка | Менее 20 20-100 100-400 400-800 | 6 8 10 11 | С 6 по 8 10 12 14 |
| Плазменная резка | Менее 20 20-40 40-60 60-80 80-300 300-400 400-800 | 4 5 6 8 8 9 10 | 4 5 6 8 9 12 14 |
Если вы посмотрите на приведенную выше таблицу, то, вероятно, броситесь в глаза: плазменная сварка требует уровня защиты не менее 6 оттенков.А для действительно проницательного владельца СИЗ вы, вероятно, знаете, что не существует защитных очков, обеспечивающих оттенок 6 при плазменной сварке. При выполнении всех операций плазменно-дуговой сварки необходимо носить сварочный шлем. Стандартные защитные очки с фильтром 4-5 можно использовать только при резке с током менее 20 ампер.
Защитные очки для резки и сварки MCR
Если вам необходимы средства защиты глаз при выполнении любых работ по резке, мы рекомендуем ознакомиться с нашим каталогом средств защиты глаз.Щелкните наш каталог очков, чтобы увидеть все предлагаемые нами защитные очки для резки с оттенком 5.0.
Наши солнцезащитные очки Memphis серии 5.0 (показаны выше) соответствуют требованиям к фильтру Z49 для плазменной резки. Эти стильные оттенки имеют дизайн линз с запахом, чтобы не мешать обзору.
Наши новые очки для плазменной резки Memphis
ОчкиMemphis также имеют мягкую гибкую дужку TPR и носовую подушечку для обеспечения вашего комфорта.И, наконец, что не менее важно, они включают шнур для очков, чтобы очки всегда были под рукой.
Общие вопросы
Что может резать плазменный резак?
- Типичными материалами для плазменной резки являются сталь, нержавеющая сталь, алюминий, латунь и медь.
Можно ли резать алюминий плазменным резаком?
- Плазменная резка работает практически с любым токопроводящим металлом, включая алюминий.
Будет ли плазменный резак резать нержавеющую сталь?
Какая защита уровня затемнения необходима для плазменной резки?
- В соответствии с обновленным стандартом ANSI Z87.1 выбор оттенка линзы фильтра зависит от процесса сварки: тока дуги , размера электрода и толщины пластины. Пользователи должны обратиться к таблице в ANSI Z490.1: 2012, в которой выделен подходящий оттенок фильтра для различных задач. Мы также предоставили справочную таблицу выше.
Какие средства защиты глаз необходимы при плазменной резке?
- Выбор подходящего оттенка фильтра очень важен. Затем пользователи могут выбрать дополнительные функции, которые они предпочитают в защитных очках, например, наш новый дизайн с запахом, который есть в наших очках серии Memphis.
Дополнительные ресурсы
Мы собрали некоторые из наших любимых сообщений в блогах и страниц ресурсов по сварке, чтобы помочь вам оставаться в безопасности при использовании плазменного резака или любого другого сварочного оборудования:
Мы знаем, насколько важны СИЗ в работе, и хотим быть уверены, что вы вооружены всеми знаниями, необходимыми для принятия оптимальных решений о покупке.
MCR Безопасность защищает!
MCR Safety занимается производством кожаных рабочих перчаток с возможностью сварки с 70-х годов. Наша полная линейка сварочных аппаратов состоит из кожаных перчаток, кожаной одежды, одежды FR, светоотражающих жилетов и защитных очков для резки. У нас есть сварщики!
Мы приветствуем любые комментарии, отзывы или предложения о том, как лучше всего защитить людей на работе.
За более чем 45 лет компания MCR Safety зарекомендовала себя как мировой лидер в производстве перчаток, очков и одежды.Будь то производственный цех, нефтяная вышка или строительная площадка, мы всегда готовы помочь в устранении опасностей на рабочем месте. Это часть нашего обязательства защищать людей.
Независимо от того, в какой отрасли вы работаете, у нас есть все необходимое для индивидуальной защиты.
Узнайте больше о безопасности MCR, посмотрев наше последнее видео. Для получения дополнительной информации просмотрите наш веб-сайт, запросите каталог, найдите дистрибьютора или позвоните нам по телефону 800-955-6887.
Define Plasma – ознакомьтесь с программным обеспечением для плазменной резки и плазменной резки
Компоненты плазменной системы
Базовая система плазменной резки включает следующие компоненты:
- Источник питания – Источник постоянного тока постоянного тока.Напряжение холостого хода обычно находится в диапазоне от 240 до 400 В постоянного тока. Выходной ток (сила тока) и общая мощность источника питания в киловаттах определяют скорость и толщину резки системы. Основная функция источника питания – обеспечение необходимой энергии для поддержания плазменной дуги после ионизации.
- Цепь зажигания дуги – В большинстве горелок с жидкостным охлаждением на 130 ампер и выше это цепь высокочастотного генератора, которая вырабатывает переменное напряжение от 5000 до 10000 вольт на частоте примерно 2 МГц.Это напряжение создает внутри горелки дугу высокой интенсивности для ионизации газа и образования плазмы. Вместо схемы пуска с высокой частотой, описанной выше, в воздушно-плазменных горелках обычно используется движущийся электрод или технология «обратного пуска» для ионизации газа.
- Горелка – служит держателем расходуемого сопла и электрода и обеспечивает охлаждение (газ или вода) этих деталей. Сопло и электрод сжимают и удерживают плазменную струю.
Программное обеспечение для плазменной резки
Для механизированной резки используется программное обеспечение плазменной резки для программирования станка.В некоторых случаях программное обеспечение ЧПУ можно использовать для программирования отдельных деталей или небольших серий, но большинство изготовителей и производителей полагаются на программное обеспечение, обычно называемое программным обеспечением для раскроя CAD / CAM, которое предлагает гораздо более широкие функции и возможности.
Некоторые типы программного обеспечения CAD / CAM для раскроя для плазменной резки могут контролировать и автоматически настраивать практически все аспекты операции плазменной резки. Например, Hypertherm ProNest ® поддерживает такие параметры, как ток дуги, напряжение, предварительный поток газа, настройки потока резки, скорости резки, высоты резки, типы прожига, высоты прожига и т. Д.Все это предназначено для упрощения работы оператора станка и повышения производительности.
Другие функции, часто встречающиеся в программном обеспечении плазменной резки:
- Предотвращение столкновений
- Цепная резка
- Мостовая резка
- Резка общей линии
- Многоголовочная резка
- Разрез скелета
И в некоторых случаях программное обеспечение может помочь в достижении оптимальных результатов, например:
- Повышенное качество отверстий
- Более простая установка фаски
- Более короткое время цикла
Типовые области применения и отрасли
Плазмаиспользуется как в ручных, так и в механизированных системах для резки широкого спектра проводящих материалов, включая низкоуглеродистую сталь, углеродистую сталь, нержавеющую сталь, алюминий, медь, латунь и другие металлы.
Применения для резки включают:
Отрасли и рынки включают:
- Сельское хозяйство и животноводство
- Судостроение
- Горное дело
- Энергия
- ОВК и механическое производство
- Сервисные центры металлоконструкций
- Строительное оборудование
- Реставрация автомобилей
- Произведения искусства, вывески и украшения
- Трубы и трубопроводы
- Общее строительство
- Гражданское строительство
- Общие производственные и ремонтные мастерские
Не знаете, какой процесс или метод использовать?
Здесь вы найдете полезную информацию:
Плазменная резка – функции, преимущества и недостатки
Режущие инструменты Плазменная резка – функции, преимущества и недостатки
Редактор: Steffen Donath
Заготовки из электропроводящих материалов разрезаются с помощью ускоренной струи горячей плазмы. Это эффективный способ резки толстого листового металла.
Связанная компания
Hypertherm также разработала систему резки X-Definition, которая предлагается с системой XPR300. Этот процесс повышает качество и функциональность плазменной резки.(Источник: Hypertherm)
Создаете ли вы произведения искусства или производите готовые детали, плазменная резка предлагает неограниченные возможности для резки алюминия, нержавеющей стали и других материалов.Но что именно стоит за этой относительно новой технологией? Мы проясняем наиболее важные вопросы в нашем кратком обзоре с наиболее важными фактами о плазменной резке и плазменной резке.
Как работает плазменная резка
Плазменная резка – это процесс, в котором электропроводящих материалов прорезаются посредством ускоренной струи горячей плазмы . Типичными материалами, которые можно разрезать с помощью плазменной горелки, являются сталь, нержавеющая сталь, алюминий, латунь, медь и другие проводящие металлы.Плазменная резка широко используется в производстве, ремонте и реставрации автомобилей, промышленном строительстве, утилизации и сдаче в лом . Благодаря высокой скорости и точности резки при невысокой стоимости плазменная резка широко используется как в крупных промышленных приложениях с ЧПУ, так и в небольших хобби-компаниях, где материалы впоследствии используются для сварки. Плазменная резка – Проводящий газ с температурой до 30 000 ° C делает плазменную резку особенной.
Основным процессом плазменной резки и сварки является создание электрического канала для перегретого, электрически ионизированного газа – i.е. плазма – от самого плазменного резака через обрабатываемую деталь, таким образом образуя законченную схему обратно в плазменный резак через клемму заземления . Это достигается с помощью сжатого газа (кислород, воздух, инертный газ и другие, в зависимости от разрезаемого материала), который с высокой скоростью вдувается в заготовку через сфокусированное сопло. Внутри газа дуга образуется между электродом около газового сопла и самой заготовкой . Эта электрическая дуга ионизирует часть газа и создает токопроводящий плазменный канал.Когда ток от резака плазменного резака проходит через эту плазму, он выделяет достаточно тепла, чтобы расплавить заготовку . В то же время большая часть высокоскоростной плазмы и сжатого газа сдувает горячий расплавленный металл, разделяя заготовку.
Плазменная резка – эффективный способ резки тонких и толстых материалов. Ручные резаки обычно могут резать стальной лист толщиной до 38 мм. , более мощные резаки с компьютерным управлением могут резать до стальной лист толщиной до 150 мм. .Поскольку плазменные резаки производят очень горячий и очень локализованный «конус» для резки, они очень полезны для резки и сварки листов изогнутой или угловой формы.
Преимущества и недостатки плазменной резки
Преимущества:
- работа одной или нескольких горелок в зависимости от серии
- резка всех электропроводящих материалов
- резка высоколегированной стали и алюминиевых материалов средней и большой толщины
- отличная производительность на малых и средних толщина низкоуглеродистой стали
- резка высокопрочной конструкционной стали с меньшим тепловложением
- высокие скорости резания (до 10 раз выше, чем у кислородного топлива)
- любая обработка высококачественных заготовок на средние и толстые листового металла
- плазменная резка гарантирует автоматизацию
- плазменная резка под водой позволяет очень низкое тепловое воздействие и низкий уровень шума на рабочем месте
Недостатки:
- ограничение использования до 160 мм (180 мм) для сухой резки и 120 мм для подводной резки
- 9 0086 относительно высокое энергопотребление
- лазеры предлагают еще более высокое качество резки
- дороже, чем системы кислородно-ацетиленовой резки
- возможно развитие шума при сухой резке
Применение плазменной резки
Ручные плазменные резаки обычно используются мастерскими для обработки тонкого металла, заводского обслуживания, сельскохозяйственного обслуживания, сварочных ремонтных центров, сервисных центров по металлу (лом, сварка и демонтаж), строительных работ (например.грамм. здания и мосты), торговое судостроение, производство прицепов, ремонт автомобилей и произведений искусства (изготовление и сварка).
Резка мягкой стали с Flash 101.
(Источник: Kjellberg)
Механизированные плазменные резаки обычно намного больше, чем ручные плазменные резаки, и используются вместе со столами для резки. Механизированные плазменные резаки могут быть интегрированы в систему вырубки, лазерной или роботизированной резки.Размер механизированного плазменного резака зависит от используемого стола и портала. Этими системами нелегко маневрировать, поэтому перед установкой следует рассмотреть все их компоненты вместе с компоновкой системы.
Между тем производители также предлагают комбинированные устройства, подходящие как для плазменной резки, так и для сварки. В промышленном секторе существует практическое правило: чем сложнее требования к плазменной резке, тем выше затраты.
Когда были разработаны первые устройства плазменной резки?
Плазменная резка возникла из плазменной сварки в 1960-х и превратилась в очень продуктивный процесс резки листового металла в 1980-х .По сравнению с традиционной резкой «металл против металла» при плазменной резке не образуется металлическая стружка, а обеспечивается точная резка. Первые устройства плазменной резки были большими, медленными и дорогими. Поэтому они в основном использовались для повторения схем раскроя в режиме массового производства. Как и в случае с другими станками, технология CNC (компьютерное числовое управление) использовалась в установке плазменной резки с конца 1980-х по 1990-е годы . Благодаря технологии ЧПУ, плазменные резаки получили большую гибкость в резке различных форм на основе серии различных инструкций, запрограммированных в числовом управлении станка .Однако станки плазменной резки с ЧПУ обычно ограничивались вырезанием шаблонов и деталей из плоских стальных листов только с двумя осями движения.
За последние десять лет производители различных устройств плазменной резки разработали полностью новых моделей с меньшим соплом и более тонкой плазменной дугой . Это обеспечивает точность лазерной резки на кромках плазменной резки. Некоторые производители объединяют систему управления точностью с ЧПУ с этими горелками для производства деталей, которые не требуют доработки или не требуют доработки , упрощая другие процессы, например сварку.
Что такое термическое разделение?
Термин «термическое разделение» используется как общий термин для процессов, в которых материалы разрезаются или формируются под действием тепла с или без резания потока кислорода таким образом, что при дальнейшей обработке не требуется переделка. Три основных процесса: Газокислородная, плазменная и лазерная резка .
Плазменная горелка со скосом.
(Источник: Lind)
Кислородная резка
Когда углеводороды окисляются, они выделяют тепло.Как и в случае с другими процессами сжигания, газокислородная резка не требует дорогостоящего оборудования, источник энергии легко транспортировать, и для большинства процессов не требуется ни электричества, ни охлаждающей воды. Обычно достаточно горелки и баллона с топливным газом. Газокислородная резка является преобладающим процессом при резке тяжелой, нелегированной и низколегированной стали , а также используется для подготовки материала к последующей сварке . После того, как собственное пламя довело материал до температуры воспламенения, включается струя кислорода, которая вызывает горение материала.Как быстро достигается температура возгорания, зависит от топливного газа. Скорость правильной резки зависит от чистоты кислорода и скорости струи газообразного кислорода. Кислород высокой чистоты, оптимизированная конструкция сопла и правильный топливный газ гарантируют высокую производительность и минимизируют общие производственные затраты.
Плазменная резка
Плазменная резка была разработана в 1950-х годах для резки металлов, которые нельзя обжигать (например, нержавеющих сталей, алюминия и меди). При плазменной резке газ в сопле ионизируется и фокусируется благодаря специальной конструкции сопла.Только с помощью этого потока горячей плазмы можно резать такие материалы, как пластмассы (без перенесенной дуги). В случае металлических материалов плазменная резка также зажигает дугу между электродом и заготовкой для увеличения передачи энергии. Очень узкое отверстие сопла фокусирует дугу и плазменный ток. Дополнительную перевязку разрядного тракта можно обеспечить вторичным газом (защитным газом). Выбор правильной комбинации плазма / защитный газ может значительно снизить общие производственные затраты.
Лазерная резка
Система Autorex от Esab – первый шаг к автоматизации плазменной резки. Его можно легко интегрировать в существующие производственные линии.
(Источник: Esab Cutting Systems)
Лазерная резка – это новейшая технология термической резки, которая была разработана после плазменной резки. Лазерный луч генерируется в резонаторной полости системы лазерной резки . Хотя расход газа в резонаторе невелик, его чистота и правильный состав имеют решающее значение.Специальные газы для резонатора защищают устройства от цилиндра в полость резонатора и оптимизируют производительность резки. Для резки и сварки лазерный луч направляется от резонатора к режущей головке через систему пути луча . Убедитесь, что в системе нет растворителей, частиц и паров. Особенно для высокопроизводительных систем (> 4 кВт) рекомендуется азот из жидкого источника. При лазерной резке кислород или азот могут использоваться в качестве режущего газа. Кислород используется для нелегированной и низколегированной стали , хотя процесс аналогичен газокислородной резке.Здесь также важную роль играет чистота кислорода. Азот используется для нержавеющей стали, алюминия и никелевых сплавов для достижения чистой кромки и сохранения критических свойств основного материала.
Впрыск воды для плазменной резки и сварки
Вода используется в качестве охлаждающей жидкости во многих промышленных процессах, вызывающих высокие температуры процесса. То же самое и с впрыском воды при плазменной резке. Вода впрыскивается через инжектор в плазменную дугу аппарата плазменной резки.Плазменная дуга обычно возникает, когда в качестве плазменного газа используется азот, как в случае с большинством аппаратов плазменной резки. Как только вода впрыскивается в плазменную дугу , это приводит к высокому сужению . В этом особом процессе температура значительно повышается до 30 000 ° C и выше . Если сравнить упомянутые выше преимущества процесса с традиционной плазмой, можно увидеть, что качество резки и прямоугольность реза значительно улучшаются , и материалы идеально подготовлены для сварки.Помимо улучшения качества резки во время плазменной резки, можно также наблюдать увеличение скорости резки , снижение риска двойной кривизны и уменьшение эрозии сопла .
Плазменная резка с усиленным эффектом сужения
Вихревой газ часто используется в индустрии плазменной резки для достижения лучшего удержания плазменного столба и более стабильной дуги перегиба. По мере увеличения количества вихрей входящего газа центробежная сила перемещает точку максимального давления к краю камеры повышенного давления, а точку минимального давления намного ближе к оси.Разница между максимальным и минимальным давлением увеличивается с увеличением количества завихрений. Большой перепад давления в радиальном направлении сужает дугу и приводит к высокой плотности тока и омному нагреву вблизи оси.
Это приводит к значительно более высокой температуре возле катода . Следует отметить, что закручивающий газ ускоряет эрозию катода по двум причинам: Повышение давления в камере и изменение структуры потока около катода .Также следует учитывать, что газ с большим числом закрутки увеличивает составляющую скорости закрутки в точке резания в соответствии с сохранением углового момента. Предполагается, что это вызывает разные углы у левой и правой кромок пропила.
А теперь ваша очередь!
Оставьте отзыв об этой статье.