Сборка сварка балок коробчатого сечения: Электронный архив РГППУ: Invalid Identifier
alexxlab | 20.10.2018 | 0 | Разное
Особенности технологии изготовления сварных балок коробчатого сечения
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СВАРНЫХ КОНСТРУКЦИЙ
Балки коробчатого сечения (рис. 36, а) сложнее в изготовлении, чем двутавровые, но они имеют большую жесткость на кручение и поэтому находят широкое применение в конструкциях крановых мостов. При большой длине таких балок полки и стенки сваривают стыковыми соединениями из нескольких листовых элементов.
Рис. 36. Изготовление балок коробчатого сечения: а – сечение балок; б – установка боковых стенок; в – сварка внутренних швов |

Сначала на стеллаж укладывают верхний пояс (полку), расставляют и приваривают к нему диафрагмы. Такая последовательность определяется необходимостью создания жесткой основы для дальнейшей установки и обеспечения прямолинейности боковых стенок, а также их симметрии относительно верхнего пояса. После приварки диафрагм устанавливают, прижимают (рис. 36, б) и прихватывают боковые стенки. Затем собранный П – образный профиль кантуют и внутренними угловыми швами приваривают стенки к диафрагмам (рис. 36, в). Сборку заканчивают установкой нижнего пояса. Сварку поясных швов осуществляют после завершения сборки и ведут
наклонным электродом без поворота в положение «в лодочку». Это объясняется тем, что для балки коробчатого сечения подрез у поясного шва менее опасен, чем для двутавра, поскольку в балках коробчатого сечения сосредоточенные силы передаются с пояса на стенку не непосредственно, а главным образом через поперечные диафрагмы.
При изготовлении полноразмерных балок моста крана все основные операции по заготовке листовых элементов и последующей общей сборки и сварки выполняют в механизированных поточных линиях с использованием автоматической сварки под слоем флюса. Узким местом производства таких балок коробчатого сечения является выполнение таврового соединения диафрагм и стенок угловыми швами. Небольшое расстояние между стенками затрудняет автоматическую сварку в горизонтальном положении (рис. 36, в), а вручную сварщику приходится выполнять эти швы в крайне неудобном положении.
Особенности производства балок коробчатого сечения рассмотрим на примере поточной линии (рис. 37). Все заготовительные операции выполняются вне линии, и на склад 11 поступают полностью обработанные заготовки. Портальный кран 10 с электромагнитными захватами подает поочередно на рольганг 9 заготовки полок и стенок. В сварочном стенде 8 собирают поперечные стыки элементов балки и сваривают под флюсом за один проход с обратным формированием шва на медной охлаждаемой подкладке. По мере сварки поперечных стыков элемент балки продвигается по рольгангу на участок рентгеновского контроля 7. Обычно рентгенографическому контролю подвергают все поперечные швы нижнего пояса, испытывающего напряжения растяжения, а швы остальных элементов контролируют выборочно. Готовые элементы мостовым краном с помощью жесткой траверсы снимают со стенда и в вертикальном положении устанавливают в накопители 6. Таким же образом эти элементы подают из накопителей к сборочным стендам. Стенды 1, 2, 3 и 5 представляют собой
систему козелков, размещенных параллельно друг другу на расстоянии 1,5…2
72
м. На стенде 5 собирают и сваривают верхний пояс с диафрагмами — «гребенку». Ее переносят мостовым краном на стенд 3, зачаливая ее эксцентриковыми захватами за диафрагмы в нескольких местах с помощью жесткой траверсы. Центральные козелки стенда 3 имеют регулировку по высоте. Это позволяет задавать верхнему поясу прогиб, равный строительному подъему, если он необходим для компенсации прогиба балки при работе конструкции под нагрузкой. При сборке этот предварительный прогиб пояса закрепляется постановкой боковых стенок, что необходимо иметь в виду при проектировании их раскроя. Сборку боковых стенок с «гребенкой» выполняют с помощью портальной самоходной установки 4, Для сварки диафрагм со стенками используют портальную установку 12, несущую четыре головки для одновременного выполнения четырех вертикальных угловых швов в среде СО 2.
|

Сборка балки завершается на стенде 2, куда без кантовки передается мостовым краном собранная на стенде 3 балка открытого сечения. Перед постановкой нижнего пояса выправляют искривления верхних кромок боковых стенок, полученные в результате приварки диафрагм. Для этого расположенные на тележках 14 гидродомкраты подводят к концам балки и, нажимая на верхний пояс, прогибают балку до полной выборки ее строительного подъема. Кромки вертикальных стенок оказываются растянутыми в упругой области, и искривления устраняются. Затем мостовым краном укладывают нижний пояс. С помощью самоходного портала 13, имеющего вертикальные пневмоцилиндры, пояс прижимают к балке и закрепляют его прихватками. После освобождения балки от закрепления строительный подъем восстанавливается. Далее балку передают на стенд / для сварки поясных швов наклоненным электродом. Вдоль стенда 1 по рельсовым направляющим перемещаются два сварочных автомата 15, выполняющих; под флюсом одновременно два поясных шва. Автоматы снабжены выносными сварочными головками, закрепленными шарнирно. В процессе сварки пружины постоянно поджимают головку к балке, а копирующий ролик направляет электрод для укладки поясного шва. После, кантовки балки таким же образом выполняют вторую пару швов.
Сварные элементы коробчатого сечения нашли применение в качестве стержней ферм железнодорожных мостов (рис. 38, а). В отличие от балок у них нет диафрагм, что затрудняет их сборку. Поэтому в серийном производстве для их сборки используют специальные кондукторы, фиксирующие детали по наружному контуру (рис. 38, б). Кроме того, для предотвращения винтообразного искривления этих элементов сварку осуществляют наложением одновременно двух симметрично расположенных в одной плоскости, угловых швов наклоненными электродами. Для этого используют, двухдуговые тракторы типа ТС-2ДУ.
Рис. 38. Кондуктор для сборки стержней коробчатого сечения: а – сечение стержня; б – схема кондуктора |

С помощью стекла и алюминия можно создавать не только эффектные экстерьеры зданий, но и формировать элегантные пространственные решения внутри помещений. Предложения компании Фирма «ГлассГрупп» предлагает реализовать под ключ различные архитектурные …
В рамах тележек железнодорожного подвижного состава нередко наиболее сложные элементы выполняют в виде стальной отливки с относительно тонкими стенками. Примером этому может служить рама тележки электровоза ВЛ-80 (рис. 51), состоящая …
В тяжелом машиностроении рамы клетей мощных прокатных станов собирают и сваривают из балочных заготовок в виде массивных стальных отливок. На рис. 51 показана рама вертикальной клети прокатного стана, составленная из …
Особенности технологии изготовления сварных балок коробчатого сечения
Балки коробчатого сечения (рис. 36, а) сложнее в изготовлении, чем двутавровые, но они имеют большую жесткость на кручение и поэтому находят широкое применение в конструкциях крановых мостов. При большой длине таких балок полки и стенки сваривают стыковыми соединениями из нескольких листовых элементов.
Рис. 36. Изготовление балок коробчатого сечения: а — сечение балок; б — установка боковых стенок; в — сварка внутренних швов |
Сначала на стеллаж укладывают верхний пояс (полку), расставляют и приваривают к нему диафрагмы. Такая последовательность определяется необходимостью создания жесткой основы для дальнейшей установки и обеспечения прямолинейности боковых стенок, а также их симметрии относительно верхнего пояса. После приварки диафрагм устанавливают, прижимают (рис. 36, б) и прихватывают боковые стенки. Затем собранный П — образный профиль кантуют и внутренними угловыми швами приваривают стенки к диафрагмам (рис. 36, в). Сборку заканчивают установкой нижнего пояса. Сварку поясных швов осуществляют после завершения сборки и ведут
наклонным электродом без поворота в положение «в лодочку». Это объясняется тем, что для балки коробчатого сечения подрез у поясного шва менее опасен, чем для двутавра, поскольку в балках коробчатого сечения сосредоточенные силы передаются с пояса на стенку не непосредственно, а главным образом через поперечные диафрагмы.
При изготовлении полноразмерных балок моста крана все основные операции по заготовке листовых элементов и последующей общей сборки и сварки выполняют в механизированных поточных линиях с использованием автоматической сварки под слоем флюса. Узким местом производства таких балок коробчатого сечения является выполнение таврового соединения диафрагм и стенок угловыми швами. Небольшое расстояние между стенками затрудняет автоматическую сварку в горизонтальном положении (рис. 36, в), а вручную сварщику приходится выполнять эти швы в крайне неудобном положении.
Особенности производства балок коробчатого сечения рассмотрим на примере поточной линии (рис. 37). Все заготовительные операции выполняются вне линии, и на склад 11 поступают полностью обработанные заготовки. Портальный кран 10 с электромагнитными захватами подает поочередно на рольганг 9 заготовки полок и стенок. В сварочном стенде 8 собирают поперечные стыки элементов балки и сваривают под флюсом за один проход с обратным формированием шва на медной охлаждаемой подкладке. По мере сварки поперечных стыков элемент балки продвигается по рольгангу на участок рентгеновского контроля 7. Обычно рентгенографическому контролю подвергают все поперечные швы нижнего пояса, испытывающего напряжения растяжения, а швы остальных элементов контролируют выборочно. Готовые элементы мостовым краном с помощью жесткой траверсы снимают со стенда и в вертикальном положении устанавливают в накопители 6. Таким же образом эти элементы подают из накопителей к сборочным стендам. Стенды 1, 2, 3 и 5 представляют собой
систему козелков, размещенных параллельно друг другу на расстоянии 1,5…2
72
м. На стенде 5 собирают и сваривают верхний пояс с диафрагмами — «гребенку». Ее переносят мостовым краном на стенд 3, зачаливая ее эксцентриковыми захватами за диафрагмы в нескольких местах с помощью жесткой траверсы. Центральные козелки стенда 3 имеют регулировку по высоте. Это позволяет задавать верхнему поясу прогиб, равный строительному подъему, если он необходим для компенсации прогиба балки при работе конструкции под нагрузкой. При сборке этот предварительный прогиб пояса закрепляется постановкой боковых стенок, что необходимо иметь в виду при проектировании их раскроя. Сборку боковых стенок с «гребенкой» выполняют с помощью портальной самоходной установки 4, Для сварки диафрагм со стенками используют портальную установку 12, несущую четыре головки для одновременного выполнения четырех вертикальных угловых швов в среде СО 2.
Сборка балки завершается на стенде 2, куда без кантовки передается мостовым краном собранная на стенде 3 балка открытого сечения. Перед постановкой нижнего пояса выправляют искривления верхних кромок боковых стенок, полученные в результате приварки диафрагм. Для этого расположенные на тележках 14 гидродомкраты подводят к концам балки и, нажимая на верхний пояс, прогибают балку до полной выборки ее строительного подъема. Кромки вертикальных стенок оказываются растянутыми в упругой области, и искривления устраняются. Затем мостовым краном укладывают нижний пояс. С помощью самоходного портала 13, имеющего вертикальные пневмоцилиндры, пояс прижимают к балке и закрепляют его прихватками. После освобождения балки от закрепления строительный подъем восстанавливается. Далее балку передают на стенд / для сварки поясных швов наклоненным электродом. Вдоль стенда 1 по рельсовым направляющим перемещаются два сварочных автомата 15, выполняющих; под флюсом одновременно два поясных шва. Автоматы снабжены выносными сварочными головками, закрепленными шарнирно. В процессе сварки пружины постоянно поджимают головку к балке, а копирующий ролик направляет электрод для укладки поясного шва. После, кантовки балки таким же образом выполняют вторую пару швов.
Сварные элементы коробчатого сечения нашли применение в качестве стержней ферм железнодорожных мостов (рис. 38, а). В отличие от балок у них нет диафрагм, что затрудняет их сборку. Поэтому в серийном производстве для их сборки используют специальные кондукторы, фиксирующие детали по наружному контуру (рис. 38, б). Кроме того, для предотвращения винтообразного искривления этих элементов сварку осуществляют наложением одновременно двух симметрично расположенных в одной плоскости, угловых швов наклоненными электродами. Для этого используют, двухдуговые тракторы типа ТС-2ДУ.
Рис. 38. Кондуктор для сборки стержней коробчатого сечения: а — сечение стержня; б — схема кондуктора |
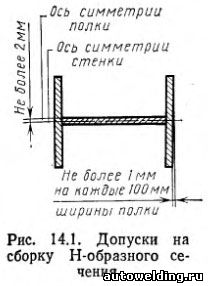
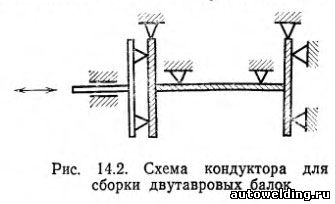
| Рекомендуем приобрести: Установки для автоматической сварки продольных швов обечаек – в наличии на складе! Сварочные экраны и защитные шторки – в наличии на складе! Наиболее широкое применение имеют двутавровые балки с поясными швами, соединяющими стенку с полками. Обычно такие балки собирают из трех листовых элементов. При сборке нужно обеспечить симметрию и взаимную перпендикулярность полок и стенки (рис. 14.1), прижатие их друг к другу и последующее закрепление прихватками. Для этой цели используют сборочные кондукторы (рис. 14.2) с соответствующим расположением баз и прижимов по всей длине балки. На установках с самоходным порталом (рис. 14.3) зажатие и прихватку осуществляют последовательно от сечения к сечению. Для этого портал 1 подводят к месту начала сборки (обычно это середина балки) и включают вертикальные 2 и горизонтальные 3 пневмоприжимы. Они прижимают стенку балки 4 к стеллажу, а пояса 5 — к стенке. В собранном сечении ставят прихватки. Затем прижимы выключают, портал перемещают вдоль балки на шаг прихватки и операция повторяется. Вертикальные прижимы 2 позволяют собирать балки значительной высоты Н, не опасаясь потери устойчивости стенки от усилии горизонтальных прижимов. Если балка имеет весьма большую высоту, например элементы мостовых пролетных строений, ее стенку изготовляют из нескольких продольных листов. Для сборки таких балок также может использоваться установка со сборочным порталом, но с большим числом вертикальных прижимов.
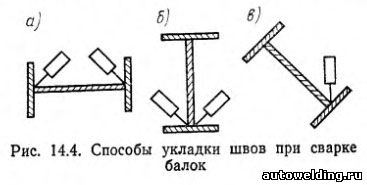
При изготовлении двутавровых балок поясные швы обычно сваривают автоматами под слоем флюса. Приемы и последовательность наложения швов могут быть различными. Наклоненным электродом (рис. 14.4,а,б) одновременно сваривают два шва, однако может возникнуть подрез стенки или полки. Выполнение швов «в лодочку» (рис. 14.4,в) обеспечивает более благоприятные условия их формирования и проплавления, зато приходится поворачивать изделие после сварки каждого шва. Для поворота используют позиционеры-кантователи. В центровом кантователе (рис. 14.5,а) предварительно собранная на прихватках балка 2 закрепляется зажимами в задней 1 и передней 3 бабках и с помощью червячном передачи 4 устанавливается в требуемое положение. Подвижная задняя опора позволяет сваривать в таком кантователе балки различной длины. Цепной кантователь (рис. 14.5,б) состоит из нескольких фасонных рам 5, на которых смонтировано по две звездочки (холостая 1 и ведущая 4) и блоку 6. Свариваемую балку 3 кладут на провисающую цепь 2. Вращением ведущих звездочек балка поворачивается в требуемое положение. Следует иметь в виду, что такой кантователь не обеспечивает жесткого положения свариваемой конструкции, поэтому сварку целесообразно производить сварочной головкой, перемещающейся непосредственно по балке. В некоторых случаях применяют кантователи на кольцах (рис. 14.5,в). Собранная балка укладывается на нижнюю часть кольца 1, откидная часть 2 замыкается с помощью болтов 3, и балка закрепляется системой зажимов 4.
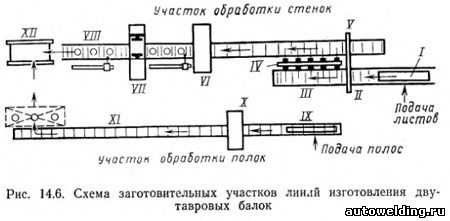
При раздельной сборке и сварке двутавра в универсальных приспособлениях доля ручного труда на вспомогательных и транспортных операциях (установка элементов, их закрепление, прихватка, освобождение от закрепления, извлечение из сборочного приспособления, перенос в сварочное приспособление, закрепление и поворот в удобное для сварки положение, снятие готового изделия оказывается значительной. Использование поточных линий, оснащенных специализированным оборудованием и транспортирующими устройствами, существенно сокращает эти потери. Поточные линии сварки балок таврового или двутаврового сечения могут оснащаться либо рядом специализированных приспособлений и установок, последовательно выполняющих отдельные операции при условии комплексной механизации всего технологического процесса, либо автоматизированными установками непрерывного действия. Примером поточной линии первого типа может служить линия по производству сварных двутавровых балок на заводе им. Бабушкина в Днепропетровске. На рис. 14.6 показано расположение участков обработки стенок и полок, где римскими цифрами обозначены позиции выполнения отдельных операций.
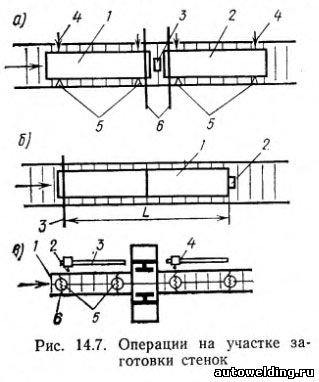
На рольганг участка заготовки стенок листы подают мостовым краном. Если стенку двутавра приходится собирать из двух листов по длине, то на позиции I стыкуемые кромки проходят обрезку. Для этого оператор, управляя приводом рольганга, располагает листы 1 и 2 по обе стороны от упора 3, выдвигаемого над поверхностью рольганга снизу пневмо-цилиндром (рис. 14.7,а).
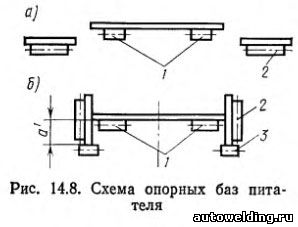
Затем шлеперное устройство 4 сдвигает оба листа до упоров 5; упор 3 убирается ниже поверхности рольганга н самоходная тележка с двумя резаками, перемещаясь по направляющим 6, одновременно обрезает кромки листов 1 и 2. На позиции II (см. рис. 14.6) рольгангом листы устанавливают стыкуемыми кромками по оси флюсовой подушки, зажимают и сваривают автоматом под флюсом. На позицию III сваренную заготовку 1 подают рольгангом до упора 2 (рис. 14.7,б) и резаком по направляющей 3 обрезают по размеру L. На позиции IV (см. рис. 14.6) заготовку стенки кантователем передают на параллельный рольганг с поворотом на 180°, где на позиции V укладывают стыковой шов с другой стороны, а на позиции VI осуществляют правку волнистости в многовалковой правильной машине. На позиции VII ножницы с двумя парами дисковых ножей обрезают продольные кромки по размеру высоты стенки. Подъемные столы 5 (рис. 14.7,в) с поперечным перемещением от ходовых винтов 6 приподнимают заготовку стенка над роликами рольганга 1, ориентируют ее и устанавливают по оси симметрии ножниц. Прямолинейность обрезаемых кромок обеспечивается тем, что задний конец заготовки захватывается пневмозажимом 2, скользящим по направляющей 3. Такой же пневмо-зажим 4 захватывает передний конец стенки на выходе из ножниц. Затем на позиции VIII (см. рис. 14.6) обрезанные кромки проходят очистку под сварку вращающимися щетками н готовая стенка рольгангом подается на позицию XII в питатель сборочного участка. Для полок используют стальные полосы, продольные кромки которых обработки не требуют. Полосы, имеющие длину, равную длине свариваемой балки, укладывают краном на рольганг IX и подают в много. валковую правильную машину X для правки волнистости и саблевидности. Затем на рольганге XI средняя часть полосы защищается под сварку и готовые полки в горизонтальном положении с помощью магнитных захватов, подвешенных к траверсе крана, подают в питатель сборочного стана XII. На сборочном участке последовательно расположены питатель и сборочный стан. Питатель принимает элементы в горизонтальном положении (рис. 14.8,а), поворачивает полки на 90° и подает все три элемента в сборочный стан. Опорными базами питателя служат ролики. Поворотом роликов 2 (рис. 14.8,б) полки переводятся в проектное положение с опорой их кромок на ролики 3. Выдача всех трех элементов из питателя осуществляется приводом опорных роликов 1 и 3.
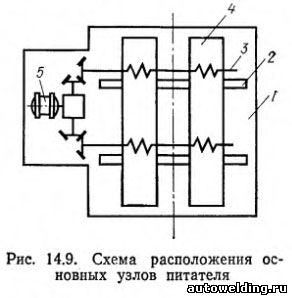
Общая компоновка узлов питателя показана на рис. 14.9. Два жестких суппорта 4 несут правую и левую группы опорных и приводных роликов. Их перемещением по направляющим 2 станины 1 (сближение или раздвижка) осуществляют наладку питателя по высоте собираемой балки. Перемещение суппортов производится оператором с пульта управления включением электродвигателя 5, который приводит в движение ходовые винты 3. Схема привода опорных роликов предусматривает возможность настройки питателя на заданную ширину полки.
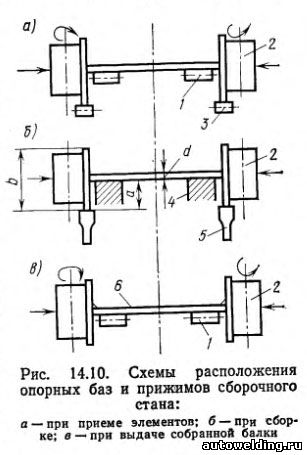
В сборочном стане элементы балки принимаются системой роликов, расположенных, как в питателе (рис. 14.10,а). Движение осуществляется вращением первой пары прижимных роликов 2. Положение элементов при сборке задается системой опорных баз и прижимов. При опускании роликов 1 (рис. 14.10,б) стенка балки 6 ложится на магнитный стол 4, притяжение которого фиксирует ее положение и устраняет волнистость. Подъемники 5 приподнимают полки над роликами 3, располагая их симметрично относительно стенки. Сборка завершается зажатием элементов по всей длине гидроцилиндрами прижимных роликов 2 и постановкой прихваток. После выключения магнитного стола и отхода прижимных роликов 2 ролики 1 приподнимают балку и она выдается из стана включением нажатия и вращения крайней пары роликов 2 {рис. 14.10,в).
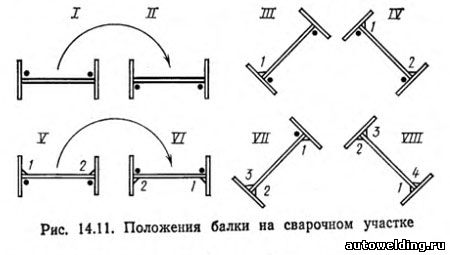
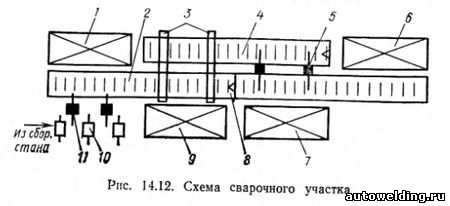
Из сборочного стана двутавр поступает на рольганг сварочного участка, где к нему приваривают выводные планки в виде тавриков. Так как в этой поточной линии поясные швы выполняют в положении «в лодочку» и первый из них укладывают со стороны, где нет прихваток, то на сварочном участке балку приходится последовательно устанавливать в положения, показанные римскими цифрами на рис. 14.11. Кантователь 11 (рис. 14.12) перекладывает балку с рольганга 10 на рольганг 2 с поворотом на 180°, подавая ее к сварочной установке 1, а затем к сварочной установке 9 до упора 8. Затем швелерным устройством 3 без кантовки балку передают на рольганг 4, откуда кантователем 5 с поворотом на 180° возвращают на рольганг 2 к сварочной установке 7 с последующей подачей к установке 6.
После сварочного участка балка попадает на участок отделки, где последовательно проходит через две машины для правки грибовидности полок (рис. 14.13) и через два торцефрезерных станка.
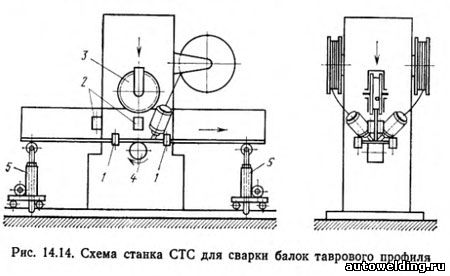
В рассмотренной поточной линии во время транспортирования заготовок технологические операции не производятся. Примером установки, где транспортирование осуществляется непрерывно и совмещается во времени с выполнением сборочно-сварочной операции, может служить станок СТС-138 для сборки и сварки тавровых балок (рис. 14.14). Взаимное центрирование заготовок, их перемещение и автоматическая сварка под флюсом обоих швов осуществляются одновременно. Устройство для прижатия стенки тавра к поясу состоит из пневматического цилиндра и нажимного ролика 3. Центрирование элементов тавра производится четырьмя парами роликов; из них две пары 1 направляют пояс вдоль оси станины, а две другие пары 2 удерживают стенку вертикально и обеспечивают ее установку на средину пояса. Движение свариваемого элемента осуществляется приводным опорным роликом 4. Для плавного изменения скорости применен вариатор. Концы балки поддерживаются роликами опорных тележек 5.Для высокопроизводительного изготовления сварных балок в непрерывных автоматических линиях большое значение приобретает применение сварки токами высокой частоты, обеспечивающей скорость сварки 10— 60 м/мин, т. е. на порядок выше, чем при сварке под слоем флюса.
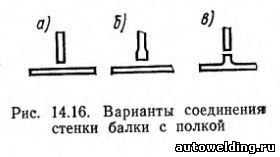
Американской фирмой «АМФ—Термантул» выпущены агрегаты для производства сварных двутавров из рулонного проката или обычных полос и листов. Заготовки для стенки и полос двутавра из рулонной стали подают к сварочному агрегату из трех разматывателей. Гибочное устройство обеспечивает подачу полок в зону сварки под углом 4—7° к кромкам стенки (рис. 14.15). Скользящие контакты 1 и 2 подводят ток к одной из полок и отводят от другой — сварочный ток протекает по поверхности стыкуемых элементов и через место их контактов под обжимаемыми роликами. При приварке полки к кромке стенки (рис. 14.16,а) сварное соединение приобретает неблагоприятную форму. Холодная деформация кромки стенки для увеличения ее толщины с зачисткой соединения после сварки в горячем состоянии позволяет обеспечить плавный переход от стенки к полке (рис. 14.16,б).
В соответствии с этим в рассматриваемом агрегате кромки перед сваркой с полками проходят предварительную осадку. Жесткие заготовки полок значительной толщины подают не из рулонов, а поштучно из питателей. Эти заготовки проходят сварочную установку, плотно прижатые торцами друг к другу. Разрезку непрерывной стенки выполняют в местах расположения непроваренных стыков полок. Принципиальным отличием отечественной технологии производства сварных двутавров является применение высокочастотного индукционного нагрева свариваемых кромок без скользящих контактов. Полки фиксируют относительно стенки за выступ тавра (рис. 14.16,в), а не за наружные кромки. Такая технология отработана на опытно-промышленной установке ВНИИМетмаша и ИЭС им. Е. О. Патона, и для ее реализации строится цех производства сварных двутавров. Балки коробчатого сечения сложнее в изготовлении, чем двутавровые. Однако они имеют большую жесткость на кручение и поэтому находят широкое применение в конструкциях крановых мостов. При большой длине таких балок полки и стенки сваривают стыковыми соединениями из нескольких листовыхэлементов. Сначала на стеллаж укладывают верхний пояс (полку), расставляют и приваривают к нему диафрагмы. Такая последовательность определяется необходимостью создания жесткой основы для дальнейшей установки и обеспечения прямолинейности боковых стенок, а также их симметрии относительно верхнего пояса. После приварки диафрагм устанавливают, прижимают (рис. 14.17,а) и прихватывают боковые стенки. Затем собранный П-образный профиль кантуют и внутренними угловыми швами приваривают стенки к диафрагмам (рис. 14.17,б). Сборку заканчивают установкой нижнего пояса. Сварку поясных швов осуществляют после завершения сборки и ведут наклоненным электродом без поворота в положение «в лодочку». Это объясняется тем, что для балки коробчатого сечения подрез у поясного шва менее опасен, чем для двутавра, поскольку в балках коробчатого сечения сосредоточенные силы передаются с пояса на стенку не непосредственно, а главным образом через поперечные диафрагмы.
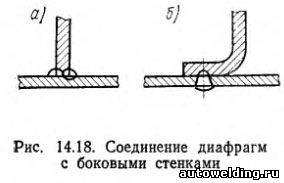
При изготовлении полноразмерных балок моста крана все основные операции по заготовке листовых элементов и последующей общей сборки и сварки выполняют в механизированных поточных линиях с использованием автоматической сварки под слоем флюса. Узким местом производства таких балок коробчатого сечения является выполнение таврового соединения диафрагм и стенок угловыми швами. Небольшое расстояние между стенками затрудняет автоматическую сварку в горизонтальном положении (рис. 14.17,б), а вручную сварщику приходится выполнять эти швы в крайне неудобном положении. Целесообразно выполнять тавровое соединение в вертикальном положении сразу после сборки (рис. 14.18,а). Это исключает операцию кантовки балки и позволяет выполнять одновременно два угловых шва наклоненным электродом или автоматической сваркой в среде СО2. Предложение заменить угловые швы (рис. 14.18,а) пробочными проплавными соединениями (рис. 14.18,б) с отбортовкой кромок диафрагм не нашло применения в производстве.
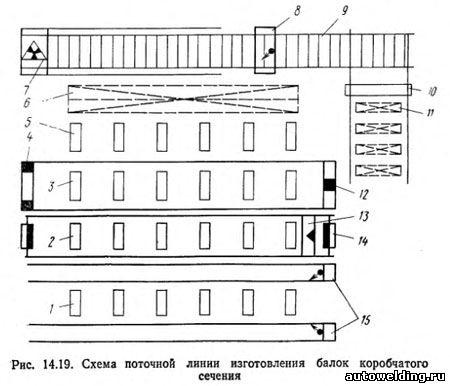
Особенности производства балок коробчатого сечения рассмотрим на примере поточной линии Узловского машиностроительного завода (рис. 14.19). Все заготовительные операции выполняются вне линии, и на склад 11 поступают полностью обработанные заготовки. Портальный кран 10 с электромагнитными захватами подает поочередно на рольганг 9 заготовки полок и стенок. В сварочном стенде 8 собирают поперечные стыки элементов балки и приводят автоматическую сварку под флюсом за один проход с обратным формированием шва на медной охлаждаемой подкладке. По мере сварки поперечных стыков элемент балки продвигается по рольгангу на участок рентгеновского контроля 7. Обычно рентгенографическому контролю подвергают все поперечные швы нижнего пояса, испытывающего напряжения растяжения, а швы остальных элементов контролируют выборочно. Готовые элементы мостовым краном с помощью жесткой траверсы снимают со стенда и в вертикальном положении устанавливают в накопители 6. Таким же образом эти элементы подают из накопителей к сборочным стендам. Стенды 1, 2, 3, 5 представляют собой систему козелков, размещенных параллельно друг другу на расстоянии 1,5—2 м. На стенде 5 собирают и сваривают верхний пояс с диафрагмами — «гребенку». «Гребенку» переносят мостовым краном на стенд 3, зачаливая ее эксцентриковыми захватами за диафрагмы в нескольких местах с помощью жесткой траверсы. Центральные козелки стенда 3 имеют регулировку по высоте. Это позволяет задавать верхнему поясу прогиб, равный строительному подъему, если он необходим для компенсации прогиба балки при работе конструкции под нагрузкой. При сборке этот предварительный прогиб пояса закрепляется боковыми стенками, что необходимо иметь в виду при проектировании их раскроя. Сборка осуществляется с помощью портальной самоходной установки 4. Для сварки диафрагмы со стенками используют портальную установку 12, несущую четыре головки для одновременного выполнения четырех вертикальных угловых швов в среде CO2.
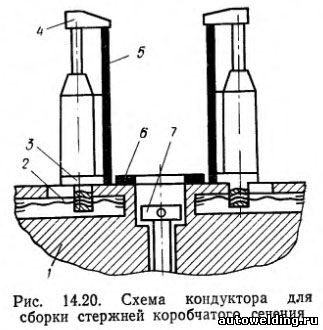
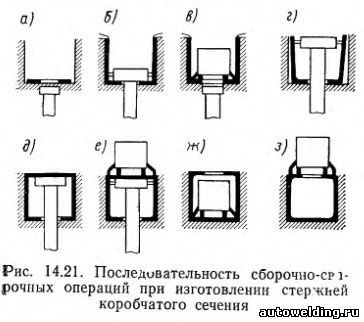
Сборка балки завершается на стенде 2, куда без кантовки передается мостовым крапом собранная на стенде 3 балка открытого сечения. Перед постановкой нижнего пояса выправляют искривления верхних кромок соковых стенок, полученные во время приварки диафрагм. Для этого расположенные на тележках 14 гидродомкраты подводят к концам балки и, нажимая на верхний пояс, выгибают балку до полной выборки строительного подъема. Кромки вертикальных стенок оказываются растянутыми в упругой области. Затем мостовым краном укладывают нижний пояс. С помощью самоходного портала 13, имеющего вертикальные пневмоцилиндры, пояс прижимают к балке и закрепляют прихватками. После освобождения балки строительный подъем восстанавливается. Далее балку передают на стенд 1 для сварки поясных швов наклоненным электродом. Вдоль стенда 1 по рельсам перемещаются два сварочных автомата 15. выполняющие под флюсом одновременно два поясных шва. Автоматы снабжены выносными сварочными головками, закрепленными шарнирно. В процессе сварки пружины постоянно поджимают, головку к балке, а копирующий ролик направляет электрод для укладки поясного шва. После кантовки балки таким же образом выполняют вторую пару швов. Сварные элементы коробчатого сечения нашли применение в качестве стержней ферм железнодорожных мостов. В отличие от балок у них нет диафрагм, поэтому в серийном производстве используют специальные сборочные кондукторы, фиксирующие детали по наружному контуру. Кроме того, для предотвращения винтообразного искривления этих элементов сварку осуществляют наложением одновременно двух симметрично расположенных в одной плоскости угловых швов наклоненными электродами. Для этого используют двухдуговые тракторы типа ТС-2ДУ. Схема сборочного кондуктора показана на рис. 14.20. На раме1с помощью ходовых винтов 2 передвигаются упоры 3 пневмоприжимами 4. Ход прижима 4 обеспечивает закрепление стенки 5 высотой 450—800 мм. Нижний лист 6 коробчатого элемента имеет равномерно расположенные вдоль продольной оси овальные отверстия, позволяющие производить окраску внутренней поверхности, использовать подставку 7 для фиксации листов. Последовательность операций показана на рис. 14.21. После установки нижнего (рис. 14,21,а) и двух боковых листов через отверстие в нижнем листе выдвигают подставку и поворачивают ее на 90° (рис. 14.21,б). Подставка имеет разжимные кулачки, с помощью которых боковые листы прижимают к опорным стойкам, фиксируя заданный габаритный размер. Лапы кондуктора прижимают боковые листы к основанию. Затем трактором наклоненными электродами выполняют первую пару внутренних швов, причем по мере движения трактора выдвижные подставки автоматически убираются в корпус приспособления (рис. 14.21,в). После этого упоры с прижимами раздвигают, подставки поднимают на уровень нижней кромки второго горизонтального листа, раздвигая для удобства сборки верхние кромки вертикальных листов (рис. 14.21,г). Устанавливают верхний лист (рис. 14.21,д), возвращают упорные стойки с прижимами и двухдуговым трактором заваривают наружную пару швов (рис. 14.21,е). Сварку остальных швов выполняют вне кондуктора двухдуговым трактором (рис. 14.21,ж,з).
Стан для сварки балок ESAB. Beam weldingВидео: ESAB.ru |





Технология изготовление сварных балок. Изготовление балок таврового сечения Изготовление балок коробчатого сечения
Сварочные деформации
 Сварочные деформации Ю.А. Дементьев Краевое государственное бюджетное профессиональное образовательное учреждение «Бийский промышленно-технологический колледж» Изменение формы и размеров твердого тела
Сварочные деформации Ю.А. Дементьев Краевое государственное бюджетное профессиональное образовательное учреждение «Бийский промышленно-технологический колледж» Изменение формы и размеров твердого тела
Изготовление боковых стен :37
 Общая характерная особенность конструкций боковых стен кузовов пассажирских и грузовых вагонов заключается в использовании плоских или гофрированных листовых полотнищ, соединенных сваркой с элементами
Общая характерная особенность конструкций боковых стен кузовов пассажирских и грузовых вагонов заключается в использовании плоских или гофрированных листовых полотнищ, соединенных сваркой с элементами
VI. СВАРКА РЕЗЕРВУАРОВ Общие требования
 VI. СВАРКА РЕЗЕРВУАРОВ 6.1. Общие требования 6.1.1. При разработке конструкции резервуара в рабочей документации КМ должны быть определены требования к механическим свойствам сварных соединений и дифференцированно,
VI. СВАРКА РЕЗЕРВУАРОВ 6.1. Общие требования 6.1.1. При разработке конструкции резервуара в рабочей документации КМ должны быть определены требования к механическим свойствам сварных соединений и дифференцированно,
Классификация видов сварки
 СВАРНЫЕ СОЕДИНЕНИЯ СВАРНЫЕ СОЕДИНЕНИЯ Сварные соединения представляют собой основной тип неразъѐмных соединений. Они выполняются путем местного нагрева деталей в зоне их соединения до расплавления или
СВАРНЫЕ СОЕДИНЕНИЯ СВАРНЫЕ СОЕДИНЕНИЯ Сварные соединения представляют собой основной тип неразъѐмных соединений. Они выполняются путем местного нагрева деталей в зоне их соединения до расплавления или
RU (11) (51) МПК E06B 3/70 ( )
 (51) МПК E06B 3/70 ( )") РОССИЙСКАЯ ФЕДЕРАЦИЯ (19) RU (11) (1) МПК E06B 3/70 (06.01) 167 341 (13) U1 ФЕДЕРАЛЬНАЯ СЛУЖБА ПО ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ (12) ОПИСАНИЕ ПОЛЕЗНОЙ МОДЕЛИ К ПАТЕНТУ (21)(22) Заявка: 1616, 22.03.16
РОССИЙСКАЯ ФЕДЕРАЦИЯ (19) RU (11) (1) МПК E06B 3/70 (06.01) 167 341 (13) U1 ФЕДЕРАЛЬНАЯ СЛУЖБА ПО ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ (12) ОПИСАНИЕ ПОЛЕЗНОЙ МОДЕЛИ К ПАТЕНТУ (21)(22) Заявка: 1616, 22.03.16
Подготовка и разделка кромок под сварку
 Подготовка и разделка кромок под сварку Подготовка кромок Ю.А. Дементьев преподаватель КГБПОУ «Бийский промышленнотехнологический колледж» Цель подготовки (зачистки) кромок под сварку-получение качественного
Подготовка и разделка кромок под сварку Подготовка кромок Ю.А. Дементьев преподаватель КГБПОУ «Бийский промышленнотехнологический колледж» Цель подготовки (зачистки) кромок под сварку-получение качественного
Основные понятия сопромата
 Основные понятия сопромата Прикладная наука об инженерных методах расчёта на прочность, жесткость и устойчивость деталей машин и конструкций, называется сопротивлением материалов. Деталь или конструкция
Основные понятия сопромата Прикладная наука об инженерных методах расчёта на прочность, жесткость и устойчивость деталей машин и конструкций, называется сопротивлением материалов. Деталь или конструкция
.eu S235 S275 S /304 L 316/316 L LDX
 .eu S235 S275 S355 304/304 L 316/316 L LDX 2101 1.4162 1.4362 1.4462 1.4016 1.4301 1.4307 1.4401 1.4404 1.4571 1.4539 1.4828 1.4845 Двутавровый профиль МИН. 30 x.50 x 1 000 мм МАКС.400 x 1 000 x 15 000
.eu S235 S275 S355 304/304 L 316/316 L LDX 2101 1.4162 1.4362 1.4462 1.4016 1.4301 1.4307 1.4401 1.4404 1.4571 1.4539 1.4828 1.4845 Двутавровый профиль МИН. 30 x.50 x 1 000 мм МАКС.400 x 1 000 x 15 000
ГАЗОПЛАМЕННАЯ ПРАВКА МЕТАЛЛОВ
 УДК 621.791 Шолохов М. А. ООО «ШТОРМ», г. Екатеринбург Zeller M. Messer Cutting Systems GmbH, Германия ГАЗОПЛАМЕННАЯ ПРАВКА МЕТАЛЛОВ Остаточные деформации, вызванные сварочным нагревом, нередко искажают
УДК 621.791 Шолохов М. А. ООО «ШТОРМ», г. Екатеринбург Zeller M. Messer Cutting Systems GmbH, Германия ГАЗОПЛАМЕННАЯ ПРАВКА МЕТАЛЛОВ Остаточные деформации, вызванные сварочным нагревом, нередко искажают
Автоматизация сварочного производства
 www.rutector.ru Автоматизация сварочного производства оборудование и решения Роботизированные сварочные комплексы Роботизированные сварочные комплексы это системы, обладающие максимально возможной функциональностью
www.rutector.ru Автоматизация сварочного производства оборудование и решения Роботизированные сварочные комплексы Роботизированные сварочные комплексы это системы, обладающие максимально возможной функциональностью
ПРОИЗВОДСТВО СВАРНЫХ КОНСТРУКЦИЙ
 ГОСУДАРСТВЕННОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «БЕЛОРУССКО-РОССИЙСКИЙ УНИВЕРСИТЕТ» Кафедра «Оборудование и технология сварочного производства» ПРОИЗВОДСТВО СВАРНЫХ КОНСТРУКЦИЙ Методические
ГОСУДАРСТВЕННОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «БЕЛОРУССКО-РОССИЙСКИЙ УНИВЕРСИТЕТ» Кафедра «Оборудование и технология сварочного производства» ПРОИЗВОДСТВО СВАРНЫХ КОНСТРУКЦИЙ Методические
470 – Сквозная колонна
 470 – Сквозная колонна 1 Программа предназначена для конструирования стальной сквозной двухветвевой колонны согласно СНиП II-3-81* [1] или СП 53-10-004 [] Программа производит подбор сечения ветвей колонны
470 – Сквозная колонна 1 Программа предназначена для конструирования стальной сквозной двухветвевой колонны согласно СНиП II-3-81* [1] или СП 53-10-004 [] Программа производит подбор сечения ветвей колонны
Лист. Изм. Лист докум. Подпис Дата
 Содержание Введение 7 1. Технологическая часть 9 1.1 Анализ сварной конструкции 10 1.2 Технические условия на изготовление и приемку рамы и рамки автосцепки 14 1.3 Анализ существующего технического процесса
Содержание Введение 7 1. Технологическая часть 9 1.1 Анализ сварной конструкции 10 1.2 Технические условия на изготовление и приемку рамы и рамки автосцепки 14 1.3 Анализ существующего технического процесса
Лекция 19. Сварные соединения
 Оглавление Преимущества:… Недостатки:… Виды сварки:… Виды соединений при электродуговой сварке… 3 Расчеты на прочность… 4 Сварка встык… 4 Сварка внахлестку… 4 Точечная сварка… 5 Шовная
Оглавление Преимущества:… Недостатки:… Виды сварки:… Виды соединений при электродуговой сварке… 3 Расчеты на прочность… 4 Сварка встык… 4 Сварка внахлестку… 4 Точечная сварка… 5 Шовная
ФГУП «ЦНИИ КМ «Прометей»
 Перспективы применения сварки трением с перемешиванием при создании тонкостенных сборных профилей и панелей для изготовления судовых узлов и конструкций, отделки и обустройства внутренних помещений. Алифиренко
Перспективы применения сварки трением с перемешиванием при создании тонкостенных сборных профилей и панелей для изготовления судовых узлов и конструкций, отделки и обустройства внутренних помещений. Алифиренко
Теплых А.В. ООО КБТ, г. Самара,
 Оценка предельной несущей способности фланцевого соединения на высокопрочных болтах при наличии остаточных деформаций фланцев с использованием расчетных моделей на основе объемных конечных элементов. Теплых
Оценка предельной несущей способности фланцевого соединения на высокопрочных болтах при наличии остаточных деформаций фланцев с использованием расчетных моделей на основе объемных конечных элементов. Теплых
СУЩНОСТЬ И ВИДЫ ГИБКИ
 ГИБКА МЕТАЛЛА СУЩНОСТЬ И ВИДЫ ГИБКИ Гибкой (изгибанием) называется операция, в результате которой заготовка принимает требуемую форму (конфигурацию) и размеры за счет растяжения наружных слоев металла
ГИБКА МЕТАЛЛА СУЩНОСТЬ И ВИДЫ ГИБКИ Гибкой (изгибанием) называется операция, в результате которой заготовка принимает требуемую форму (конфигурацию) и размеры за счет растяжения наружных слоев металла
Машины термической резки
 Машины термической резки Установка для термической резки листового проката предназначена для раскроя листового проката из черных и цветных металлов и сплавов. Для обеспечения фигурного раскроя листового
Машины термической резки Установка для термической резки листового проката предназначена для раскроя листового проката из черных и цветных металлов и сплавов. Для обеспечения фигурного раскроя листового
ПРОЕКТИРОВАНИЕ СВАРНЫХ КОНСТРУКЦИЙ
 ГОСУДАРСТВЕННОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «БЕЛОРУССКО-РОССИЙСКИЙ УНИВЕРСИТЕТ» Кафедра «Оборудование и технология сварочного производства» ПРОЕКТИРОВАНИЕ СВАРНЫХ КОНСТРУКЦИЙ Методические
ГОСУДАРСТВЕННОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «БЕЛОРУССКО-РОССИЙСКИЙ УНИВЕРСИТЕТ» Кафедра «Оборудование и технология сварочного производства» ПРОЕКТИРОВАНИЕ СВАРНЫХ КОНСТРУКЦИЙ Методические
«Сэндвичи с алюминиевой пеной»
 Легкие материалы и конструкции «Сэндвичи с алюминиевой пеной» В. Г. Михайлов, С.В. Ганин 18 июля, Москва МАКС 2017 Уменьшение веса применением легких материалов Одно и то же сечение/форма! Одна и та же
Легкие материалы и конструкции «Сэндвичи с алюминиевой пеной» В. Г. Михайлов, С.В. Ганин 18 июля, Москва МАКС 2017 Уменьшение веса применением легких материалов Одно и то же сечение/форма! Одна и та же
Напряжения и деформация при сварке
 Федеральное агентство по образованию Государственное образовательное учреждение ВПО Сибирская государственная автомобильно-дорожная академия (СибАДИ) Кафедра «Конструкционные материалы и специальные технологии»
Федеральное агентство по образованию Государственное образовательное учреждение ВПО Сибирская государственная автомобильно-дорожная академия (СибАДИ) Кафедра «Конструкционные материалы и специальные технологии»
В В Е Д Е Н И Е… 5
 http://library.bntu.by/setkov-v-i-stroitelnye-konstrukcii-raschet-i-proektirovanie П Р Е Д И С Л О В И Е з В В Е Д Е Н И Е… 5 1. О Б Щ И Е П О Л О Ж Е Н И Я 7 1.1. Классификация строительных конструкций…
http://library.bntu.by/setkov-v-i-stroitelnye-konstrukcii-raschet-i-proektirovanie П Р Е Д И С Л О В И Е з В В Е Д Е Н И Е… 5 1. О Б Щ И Е П О Л О Ж Е Н И Я 7 1.1. Классификация строительных конструкций…
ПРОЕКТИРОВАНИЕ СВАРНЫХ КОНСТРУКЦИЙ
 ГОСУДАРСТВЕННОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «БЕЛОРУССКО-РОССИЙСКИЙ УНИВЕРСИТЕТ» Кафедра «Оборудование и технология сварочного производства» ПРОЕКТИРОВАНИЕ СВАРНЫХ КОНСТРУКЦИЙ Методические
ГОСУДАРСТВЕННОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «БЕЛОРУССКО-РОССИЙСКИЙ УНИВЕРСИТЕТ» Кафедра «Оборудование и технология сварочного производства» ПРОЕКТИРОВАНИЕ СВАРНЫХ КОНСТРУКЦИЙ Методические
6.2 Балки двутавровые
 www.trimet.ru [email protected] 6.2 Балки двутавровые 6.2.1 Двутавры стальные горячекатаные ГОСТ 8239-89 Стандарт устанавливает сортамент горячекатаных стальных двутавров с уклоном внутренних граней полок.
www.trimet.ru [email protected] 6.2 Балки двутавровые 6.2.1 Двутавры стальные горячекатаные ГОСТ 8239-89 Стандарт устанавливает сортамент горячекатаных стальных двутавров с уклоном внутренних граней полок.
СБОРКА СВАРНЫХ КОНСТРУКЦИИ
 СБОРКА СВАРНЫХ КОНСТРУКЦИИ Все элементы стальных конструкций, собираемых на заводах, в зависимости от конструктивных особенностей и применяемого сортамента стали подразделяются на решетчатые и сплошностенчатые.
СБОРКА СВАРНЫХ КОНСТРУКЦИИ Все элементы стальных конструкций, собираемых на заводах, в зависимости от конструктивных особенностей и применяемого сортамента стали подразделяются на решетчатые и сплошностенчатые.
2. ЦЕЛЬ ВСТУПИТЕЛЬНЫХ ИСПЫТАНИЙ
 1.ОБЩИЕ ПОЛОЖЕНИЯ К вступительным испытаниям в магистратуру допускаются лица, имеющие документ государственного образца о высшем образовании любого уровня (диплом бакалавра или специалиста). Лица, предъявившие
1.ОБЩИЕ ПОЛОЖЕНИЯ К вступительным испытаниям в магистратуру допускаются лица, имеющие документ государственного образца о высшем образовании любого уровня (диплом бакалавра или специалиста). Лица, предъявившие
ЖЕЛЕЗОБЕТОННЫЕ КОНСТРУКЦИИ. ОБЩИЙ КУРС
 ЖЕЛЕЗОБЕТОННЫЕ КОНСТРУКЦИИ. ОБЩИЙ КУРС 6 -е издание, переработанное и дополненное Допущено Министерством образования Российской Федерации в качестве учебника для студентов высших учебных заведений, обучающихся
ЖЕЛЕЗОБЕТОННЫЕ КОНСТРУКЦИИ. ОБЩИЙ КУРС 6 -е издание, переработанное и дополненное Допущено Министерством образования Российской Федерации в качестве учебника для студентов высших учебных заведений, обучающихся
Изготовление главной балки коробчатого сечения
Главная балка коробчатого сечения электромостовых кранов состоит из нижнего пояса, боковых вертикальных стенок, больших и малых диафрагм, верхнего пояса и уголков. Вертикальные стенки, нижний и верхний пояса состоят из отдельных элементов, сваренных встык. Для обеспечения строительного подъема вертикальные стенки изготовляют из отдельных элементов специального раскроя.
Главные балки в зависимости от грузоподъемности моста и его пролета отличаются размерами сечения коробки и количеством вваренных диафрагм. Проведенная унификация главных балок позволила получить восемь типоразмеров балок по высоте и четыре по ширине с длиной пролета от 10 000 до 34 500 мм и массой от 0,9 до 19,0 т и разработать типовой технологический процесс изготовления, положенный в основу создания переменно – поточной механизированной линии с применением специальной оснастки. Переменно – поточная механизированная линия сборки и сварки главных балок состоит из пяти специализированных рабочих мест.
На рассматриваемой поточной линии применен способ сборки главной балки «россыпью». Сущность этого способа заключается в том, что строительный подъем создается с помощью специального раскроя и последовательной сборки элементов вертикальных стенок с верхним поясом и между собой. Линия оборудована специальными самоходными порталами, оснащенными траверсами с вакуумными грузозахватными приспособлениями (вакуумприсосами) для захвата листов в горизонтальном и вертикальном положении и передачи их на сборку. Для перемещения балки с первого рабочего места на второе служат пневмотолкатели и челночные тележки. Линия снабжена также четырехкрюковым электромостовым краном, предназначенным для перемещения и кантовки главной балки со второго рабочего места на последующие рабочие места.
Управление порталом и захватом производится с пульта управления, установленного на металлоконструкции портала.Траверса представляет собой жесткую раму, закрытую сверху кожухом и имеющую ушко для подвеса. На раме смонтированы: электродвигатель, электрошкаф, вакуумный насос с ресивером и четырьмя вакуумными присосами, соединенными между собой трубопроводом, и сирена для подачи сигнала. Вакуумный насос создает разрежение воздуха в ресивере 93 кПа (700 мм рт. ст.), замеряемое вакуумметром. Применение ресивера дает возможность сократить время на зажим заготовки, снизить мощность насоса, увеличить безопасность работы при вынужденной остановке вакуумного насоса. Вакуумный присос представляет собой чашу из листовой резины, внутри которой имеется отверстие для откачки воздуха. Пружина служит для улучшения качества работы присоса, надежности присасывания и возвращения чаши в исходное положение. Вакуумные грузозахватные приспособления, обеспечивая жесткую связь с поднимаемым грузом и быстроту его захвата, являются перспективными как с точки зрения повышения производительности труда, так и с точки зрения возможности автоматизации подъемно – транспортных работ. Вакуумные захваты работают по принципу непосредственной передачи атмосферного давления на поднимаемый груз.
Работоспособность вакуумного захвата, поднимающего и транспортирующего груз, обеспечивается только при условии создания такой силы прижатия Q, которая уравновешивает все противодействующие силы Q0, т. е. необходимо выполнить неравенство Q > Q0, причем вакуумный захват рекомендуется располагать над центром масс груза, в противном случае появляются моменты сил отрыва.
К противодействующим (отрывающим) силам Q0 относятся собственная масса груза, инерционные силы, силы лобового сопротивления и силы, связанные с изменением давлений атмосферного и внутри вакуумной камеры, и др. Кроме того, учитывая разнохарактерность эксплуатационных условий и для обеспечения абсолютной безопасности работы вакуумных захватов целесообразно
Изготовление главных балок на переменно – поточной линии производится в следующем порядке.
Первое рабочее место состоит из двух сборочно – сварочных стендов, на которых производятся сборка и полуавтоматическая сварка верхнего пояса на магнитно – флюсовой подушке, расстановка и приварка диафрагм и уголков жесткости. Элементы верхнего пояса в горизонтальном положении подаются на сборочный стенд последовательно с помощью самоходного портала, снабженного траверсой с вакуумными присосами. Стыки элементов верхнего пояса последовательно располагаются над магнитно – флюсовой подушкой, служащей для выравнивания кромок стыкуемых элементов, после чего они прихватываются друг к другу. Здесь же на стыках по обе стороны устанавливают и приваривают фальшпланки. Далее поочередно с помощью сварочного полуавтомата завариваются стыки, зачищают заподлицо пневмо – шлифовальной машинкой стыковые швы в местах прилегания вертикальных стенок и размечают пояса для постановки вертикальных стенок и диафрагм. На пояс по разметке вручную под угольник устанавливают и прихватывают диафрагмы и уголки жесткости между большими диафрагмами. Собранный узел (гребенка) с помощью челночных тележек передается на второй сварочный стенд, где и выполняется полуавтоматическая сварка диафрагм к поясу от середины к краям.
Второе рабочее место предназначено для установки и прихватки вертикальных стенок к «гребенке». С первого рабочего места «гребенка» подается с помощью челночных тележек. Самоходный портал с помощью вакуумных присосов подает два концевых листа на сборку в вертикальном положении. Другой самоходный портал поджимает пневмозажимами эти листы и прихватывает их к поясу, диафрагмам и уголкам жесткости. Аналогичную операцию повторяют и с другими листами.
Третье рабочее место, состоящее из двух сварочных стендов, служит для приварки диафрагм и уголков жесткости к вертикальным стенкам, подваркам внутренних поперечных стыков вертикальных стенок. Балка подается на третье рабочее место с помощью крана вначале с кантовкой ее на 90°, а затем на 180°. Сварку ведут вручную.
Четвертое рабочее место также состоит из двух сборочно – сварочных стендов. На втором стенде происходит сборка и сварка нижнего пояса аналогично первой операции. На первый стенд балка подается с помощью крана, подводится к ней тележка с гидродомкратами и балка растягивается до полного удаления гофр, возникших от деформаций при сварке. Далее с помощью кантователя и сборочного портала балка накрывается нижним поясом с последующей прихваткой к вертикальным стенкам от середины к концам. Поджатие нижнего пояса к вертикальным стенкам достигается с помощью пневмоприжимов сборочного портала и с использованием струбцин. После прихватки нижнего пояса тележку с гидродомкратами отводят в исходное положение и подводят сварочный полуавтомат для заварки стыков нижнего пояса и верхнего пояса с кантовкой балки на 180° с помощью крана.
На пятом рабочем месте выполняется автоматическая сварка поперечных и продольных швов главных балок. С четвертого рабочего места на пятое главная балка подается с помощью четырехкрюкового мостового крана. Здесь заваривают ручной сваркой все незаваренные автоматом участки поясных швов, пневмошлифовальной машинкой зачищают швы, и балка передается на рентгеновскую установку для просвечивания сварных швов. К числу недостатков данной линии необходимо отнести следующее:
- ввиду того, что при изготовлении элементов вертикальных стенок бывает неточный раскрой листа и в процессе сборки в местах стыка получаются зазоры разной величины, в результате сборки вертикальные стенки часто получают строительный подъем, отличающийся от требуемого. Замеряют же строительный подъем после полной сборки главной балки, когда уже собранную с дефектом балку трудно исправить;
- сварка диафрагм, уголков жесткости, внутренних стыковых швов вертикальных стенок выполняется внутри балки вручную в тяжелых условиях (сварщику приходится дышать сварочными газами, вредными для здоровья). Все это не исключает возможности появления различных дефектов, вплоть до отрыва диафрагм от вертикальных стенок. Ручная сварка малопроизводительна и является слабым звеном на потоке.
При проектировании второй поточной линии по изготовлению главных балок коробчатого сечения длиной до 30 м для учета этих недостатков может быть использован «гардинный» способ сборки балок. Сущность его заключается в том, что на «гребенку» (верхний пояс с диафрагмами) устанавливают не отдельные элементы вертикальных стенок, а обе вертикальные стенки в виде гардин, собранных на отдельных специальных стендах по тщательно выверенным упорам. При сборке гардин все погрешности раскроя элементов самокомпенсируются при их выставлении благодаря регулированию зазора в стыках, таким образом гардины получаются в точном соответствии с необходимым строительным подъемом. В вертикальной плоскости гардины являются весьма жесткими, и в дальнейшем они служат как бы шаблонами, к которым поджимается гибкая «гребенка» и прихватывается.
В данном случае значительно повышается качество сборки и производительность труда. При использовании кантователей, позволяющих кантовать пояса непосредственно над стендом, есть возможность сваривать пояса с обеих сторон высокопроизводительными способами.
Для уточнения требуемых Вам характеристик и получения опросного листа, свяжитесь с нашей службой сбыта по телефонам 8-937-484-34-94 или по электронной почте Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра..
Изготовление сварных балок. Сварка балок. Изготовление конструкций балочного типа изготовление балок двутаврового сечения
Рекомендуемые схемы сварки двутавровых балок.
На сегодняшний день довольно много компаний, которые специализируются на изготовлении балок и сварной конструкции. Балки являются основным элементом сварных каркасов и основой сооружений из металлоконструкций. Изготовление балок – ответственный род деятельности, поскольку сварная балка выполняет несущую функцию, что подразумевает большую нагрузку на металл и сварные швы. Именно от качества изготовления балок и сварной конструкции зависит долговечность и безопасность будущего здания из сварной балки.
Производство сварной балки
Наш завод по производству сварных конструкций занимается производством балок самой разной конструкции. Любая сварная балка, которою мы изготавливаем, специально рассчитывается под условия эксплуатации и определенные нагрузки. Мы подберем для клиентов не только форму сварной балки, но подскажем, какой металл выбрать для сварного двутавра. Также, исходя из проектной документации, выберем оптимальное оформление сварной конструкции. Наш завод по производству балки возьмет на себя всю ответственность по изготовлению балок из любого типа металла.
Мы и наше производство обладаем всеми необходимыми производственными и техническими мощностями, которые гарантируют необходимые объемы готовых изделий из металлопроката (сварные конструкции), также их качество и надежность. Наши квалифицированные работники выполняют все виды сварочных работ, четко придерживаются данных из проектной документации. Автоматизированное производство позволяет изготавливать сварные конструкции (балки) самой разной сложности по индивидуальным параметрам.
Технология изготовления сварной балки
Каждое производство имеет свои нормы и технологию, изготовление сварных конструкций (балок) не исключение. Технология изготовления балки включает пять основных пунктов:
- Разделение листового металла на полосы. Металлический лист на станках с ЧПУ разрезается по необходимым параметрам. Наше современное оборудование позволяет распускать металл на части со скоростью до одного метра в минуту, что довольно быстрое производство.
- Фрезеровка кромок. Благодаря этой процедуре обеспечивается надежность и необходимая плотность будущих швов и самой сварной конструкции. Весь процесс происходит на специализированном оборудовании.
- Сборка балки. Если все элементы изготовлены с точным соблюдением проектных данных, то процесс сборки балки не предоставляет особых затруднений. Необходимо в точности соблюдать симметрию и перпендикулярность деталей.
- Сварка элементов. Этот процесс полностью автоматизирован, сварные швы контролируются специальными приборами.
- Правка геометрии балок. Во время изготовления балок, часто наблюдается смещение полок и стенок. Необходимо тщательно следить за всем процессом производства, и когда это необходимо поправлять расположение элементов.
Завод по изготовлению балок
Наш завод по изготовлению балок уже много лет изготавливает сварные конструкции для каркасов зданий. В цехах нашего завода используется самое передовое техническое оснащение, которое позволяет наладить изготовление изделия самого высокого класса. Балки изготавливаются из горячекатаной стали и свариваются в углекислой среде с помощью автоматической сварки под флюсом. Все сварные (конструкции) балки соответствуют необходимым нормам, в том числе ГОСТ 26020-83
Рекомендуемые схемы сварки двутавровых балок.
Сварку балки с разделкой кромок на вертикальных стенках с двумя поясами производить согласно (рис.1), предварительно разметив на участки длиной не более 300 мм: в последовательности: 1-1, 2-2″, 3-3″, и т.д. Выполнить 1-й проход сварного щва №1 обратно-ступенчзтым способом от середины к краям с разбивкой на n равных частей. После заварки 1-го прохода св.шва №1 сборочная единица кантуется на 180° и выполняется сварка 1-го прохода сварного шва №2. Сварка последующих проходов сварных швов №1 и №2 выполняется в последовательности 3-4, 5-6, 7-8 до получения заданных геометрических размеров сварного шва (рис.2).
Рис.1 Cварка первого шва
Рис.1 Сварка заполняющих швов автоматом
Рис.2 Сварка балки с t>8 мм.
Рис.2 Сварка балки с t
При сварке балок из частей взаимное расположение швов должно быть как показано на (рис.3).
Рис.3 Взаимное расположение швов.
Примеры расположения сварных швов металлоконструкций типа болок и стоек, а так же их исполнение показано на схеме рис.4.
Рис.4 Расположения сварных швов металлоконструкций
Основные технологические приемы сборки и сварки конструкций коробчатого сечения можно показать на примере изготовления сварной двутавровой балки с ребрами жесткости. Отдельные листы соединяют в длинные полосы, которые являются полками и стенками двутавровой балки. На сборочно-сварочном стенде согласно чертежу устанавливают обе полки, стенку и ребра жесткости. Элементы двутавровой балки фиксируют относительно друг друга с помощью прихваток. Длина прихваток 30-40 мм, расстояние между ними 350-400 мм.
Сварку двутавровой балки ведут от середины к краям. Первоначально выполняют все швы в пределах одного центрального контура, ограниченного стенкой, двумя полками и двумя ребрами жесткости, с одной стороны стенки (рис. 5). Затем сваривают швы противоположного контура, т. е. расположенного на другой стороне стенки.
На рис. 5 цифрами I-VIII обозначена последовательность сварки контуров. Порядок наложения швов внутри одного контура обозначен цифрами 1-8. Выбранная технология сварки контуров – в шахматном порядке.
Швы 1, 4, 5 и 7 рекомендуется накладывать обратноступенчатым способом. Такой способ уравновешивания деформаций, заключающийся в чередовании наложения швов по контурам, обеспечивает наименьшего коробления конструкции.
Рис.5 Расположения сварных швов двутавровой балки с ребрами жесткости
Собрав на плите ферму прихватить каждую перемычку не менее, чем в 2-х местах. Длина прихваток 10±2 мм, высота 5+1мм. Прихватки зачистить, кратера с трещинами подрезать. Обеспечить плавный переход прихваток к основному металлу. При сборке следить за плоскостно
Установка для сборки под сварку балок коробчатого сечения — SU 662304 Механизмы подачи холодной проволоки Генератор 0000000000007000000700000070000009000 трекинг Система контроля сварочных швов Arc Vision Точечный лазер Самоцентрирующийся сварочный патрон Щит для резака Рукоятка С ЧПУ защитная панель Манипуляторы, балочные каретки, порталы Поворотные столы технический отчет
11 662304 О П И С А-Н И -Е ИЗОБРЕТЕНИЯ Союз Советскик Социалистичесюа Республик. Кл. 23 К 37 с присоединением заявкиГоаударотееииый комктет СССР по делам кзооротенкй н открытойения вательский институтия Ростовский – на – Лону научи технологии машин вител(54) УСТАН ОВКА ЛЛЯ СБОРКИ ПОЛ СВАР ЛОККОРОБЧАТОГО СЕЧЕНИЯ2Изобретение относится к сварочному произ- концов полос, при этом на тележке закреплены водству, в частности к установкам для автома- направляющие, а механизмзажима П-образного тической сборки и электродуговой сварки ба- профиля смонтирован в укаэанных направляюлок и может быть использовано преимуществен- щпх с возможностью вертикального перемещено для изготовления сварных балок и лонже- ния.роков коробчатого сечения автотракторных при.На фиг. 1 изображена предлагаемая установцепов и других транспортных средств;ка для сборки под сварку балок коробчатого сечеИзвестна установка для сборки под сварку ния,швиц спереди; на фиг, 2 – вцц А – А на балок коробчатого сечения, содержащая станину фиг, 1; на фиг. 3 – схема размещения загос подвижными сварочными головками и разме . товок на тележке перед их соединением, щенную под ними тележку с механизмом зажи О Установка для сборки под сварку балок кома П-образного профиля и ложементами для робчатого сечения, состоящего из П-образного полос, стыкуемых с профилем (1), профиля, перекрытого полосами, содержит стаОднако известное устройство не обеспечивает нину 1 с подвижными электродуговыми свароч. возможностисборкиподсваркубалокзамкнутого ными головками 2 и 3, приводную тележку 4 профиля, т 5 с механизмами 5 и б зажима П.образного проЦепь йзобретеиия – обеспечение автоматичес. филя й ложементами 7 и 8 для полос.кой сборки под сварку балок замкнутого про- Каждый из механизмов 5 и б зажима снабфиля. Для этого установка снабжена привод- жен опорой 9, установленной между направляюным рычажным механизмом сборки полос, смок шими 10 и 11 с возможностью перемещения тированным на тележке, ложементы закреплены 20 в вертикальном направлении под действием прина рычагах и снабжены торцовыми упорами вода 12 и предназначенной для установки на для полос, выполненными по форме внутренне- ее верхнюю сторону П-образного профиля сваго сечения П.образного профиля, и зажимами риваемой балки. Опора 9 снабжена двумя губ.662304ками 13 й 14, закрепленными на двуплечихрычагах 15. Рычаги 15 установлены шарнирнона боковых сторонах опоры 9 с возможностьюсжатия полок П.образного профиля под действием привода 16, прикрепленного к нижней сто.роне опоры 9.Каждый иэ ложементов 7 и 8 снабжен стой.кой 17, на верхнем конце которой шарнирнозакреплен рычажный механизм с двуплечим ры.чагом 18, К одному концу рычага 18 присоедвен привод 19, предназначенный для отклоне.,ния рычага 18 относительно стойки 17, а к дру.гому концу рычага 18 прикреплен ложементполосы 20 с установленными на ней торцовыми упорами 21 и зажимами концов полос 22. 13Торцовые упоры 21 выполнены по форме внутреннего сечения П-образного профиля. Зажимыконцов полос 22 снабжены приводом (на чертеже не показан) для закрепления свариваемойс П-образнь.м профилем. полосы на ложементе 26полосы 20,Предлагаемая установка для сборки подсварку балок коробчатого сечения, состоящегоиэ П.образного профиля, перекрытого пластина.ми, работает следующим образом. 25Тележку 4 предварительно отводят в исходно 6 положение, включают приводы 19, откло.няющие рычаги 18 в сторону, противополож.ную механизмам 5 и 6 зажима, После этого наопоры 9 механизмов 5 и 6 зажима устанавливают П-образный профиль свариваемой балки, аполосы укладывают на ложементы 20 и включа.ют зажимы концов полос 22, закрепляющиеполосы на ложементах 20. Затем включают при.воды 19, отклоняющие рычаги 18 в сторону – 35механизмов 5 и 6 зажима до горизонтальногоположения ложемента 20, а тележку 4 перемещают в рабочее положение под сварочные головки 2 и 3, после чего включают приводы 12,поднимающие по направляющим 10 и 11 опоры 9. При этом торцовые упоры 21 входятвнутрь П.образного профиля, который прекра.. щает свое перемещение в вертикальном нанравлении на опоре 9 после соприкосновения с полосой, закрепленной на ложементе 20. Включе-:45нием приводов 16 приводятся в действие губки13 и 14, прижимаиицие полки П-образного профиля к торцовым упорам 21. На этом сборка изделия под сварку заканчивается, и после вклю.чения сварочных головок 2 и 3 выполняетсяэлектродуговая сварка балки коробчатого сече.ния,После окончания сварки губки 13 и 14 поддействием приводов 16 разжимаются, отключа.ются зажимы 22 и включаются на обратный ходприводы 12, После этого тележку 4 отводят висходное положение, включают приводы 19,отклоняющие рычаги 18 в сторону, противоположную механизмам 5 и 6 зажима, и извлекаютготовое изделие, Рабочий цикл закончен.Использование предлагаемой установки дляавтоматической сборки и сварки балок позволя.ет улучшить качество сварных соединений балок,а также изготавливать балки коробчатого сече.ния с закрытым профилем,Применение установки для автоматическойсборки и сварки балок повышает производительность труда, исключая необходимость исправления дефектов сварных соединений, расширяетноменклатуру балок, изготавливаемых автомати.чески. Формула изобретенияУстановка дня сборки под сварку балок ко.робчатого сечения; содержащая станину с по.движными сварочными головками и размещен.ную под ними тележку с механизмом зажимаП.образного профиля и ложементами для полос,стыкуемьх профилем, э т л и ч а ю щ а яс я тем, что, с ц
Сварка коробчатых балок – Carpano
перейти к содержаниюКарпано
Автоматизация сварки
- О нас
- Продукция
- DESK – Сварочный стол
- Переносная автоматика
- Рельсовые тележки
- Сварочная тележка Белка 1
- Сварочная тележка Белка 2
- Сварочная тележка осциллятора S80
- Без сплошной сварки
- 80007
- 8000 700080007 все 000000
- каретка
- сварочная каретка Tortuga
- Рельсовые тележки
- дополнительное оборудование
- горки
- горки ручные
- горелка ручная горка SM50
- горелка ручная горка SM MIDI
- горелка ручная горловина SM BIG
горелка - горки ручные
и - горки
- горелка
- Поперечный рычаг и пневматическая направляющая для сварочных горелок
- Моторизованные горки
- Сварочная моторная горка MM MICRO 40
- Моторная горка MM MINI
- Сварочная моторная горка MM MIDI HD
- VIPER – Устройство подачи холодной проволоки и CEFF
- VPR-4WD 4 ролика Устройство подачи холодной проволоки
- Сварочный линейный генератор CEW2
- Сварочный генератор DTE180 и DTE180
- Сварочный генератор Управление DTE PLC 9007
- Тактильный шовный трекер IG
- IG LAS LASER трекинг
- IG 2D ЛАЗЕР трекинг
- с.& B. Al Power
- Сварочный манипулятор AI Power MICRO
- Сварочный манипулятор AI Power MINI
- Сварочная колонна и штанга AI Power MIDI
- Все манипуляторы, изготовленные из стали
- Сварочный манипулятор I Power
- Сварочный манипулятор Passerini
- Fixed boom
- Моторизованные каретки с боковой балкой
- Сварочный портал
- Стандартные 2 и 3 оси
- ONE настольный сварочный позиционер
- ДВУ 200 кг сварочный поворотный стол
- FIVE 500 кг сварочный поворотный круг
- FIVE-FIVE-FIVE-FIVE -3D 3-осевые поворотные столы
- Сварочный позиционер 3 оси вращения и подъема
- Сварочный позиционер P, 2 оси, с электроприводом наклона
- Сварочный позиционер PE, 3 оси, с электроприводом наклона
- Сварочный позиционер PI и ET 2 оси с гидравлическим наклоном
- Сварочные проигрыватели с полым шпинделем
- Joda Plano & AV горизонтальный поворотный стол
- Токарные станки
- Сварочный станок Joda Micro
- Сварочный станок Joda MIDI
- Сварочный позиционер Joda Горизонтальный
- OAK- Позиционер головки и задней бабки
- Сварочный станок AP / FF и AE / FE 9238 9238 923
- холостых тележек
- домкратов 10 и 30 регулируемых по высоте тележек
- IPTRE – тележки для холостых рулонов
- вращателей
- вращателя скамьи ROLLO 1
- вращателя трубы R025 «монтажник труб»
- сварки.От 5 до 460 т / комплект
- Сварочный вращатель двухмоторный OBY
- Сварочный вращатель FIT-UP
- Саморегулирующийся вращатель RB
- Сварочный вращатель с антидрейфовой системой
- Швейные машины
- Сварочная машина BP & BE, горизонтальная
- Вертикальная швейная машина Meridiano
- Сварочная швейная машина Parallelo
- История
- Скачать
- Контакты
- Сварочный ротатор с защитой от дрейфа
- Контроль напряжения дуги AVC
- Ротационный настольный генератор ROLLO 1
- CEW2 сварочный линейный генератор
- Запястье обработки горелки с ЧПУ
- Поперечный рычаг и пневматическая направляющая для сварочных горелок
- DESK – Сварочный стол
- Загрузить
- FIVE 500 кг сварочный поворотный стол
- FIVE-3D и TWELVE-3D Трехосевые поворотные столы
- Манипулятор с неподвижной стрелой
- Home
- Home OLD
- IG 2D LASER для отслеживания шарниров
- IG LAS LASER для отслеживания валков
- IG – ILL-ILL – отслеживание ILL LAS – IRE – I000 –
- тележки
- домкрат 10 и 30 с регулируемой высотой тележки
- горизонтальный поворотный стол Joda Plano & AV
- Моторизованный слайд MM MINI
- OAK- Позиционер головки и задней бабки
- ONE Настольный сварочный позиционер
- Pagina di esempio.
- Вращатель трубы R025 «Монтажник труб»
- Саморегулирующийся вращатель RB
- Защитная панель для рулонной защиты
- Саморегулирующийся сварочный патрон
- Моторизованные каретки с боковой балкой
- Лазер точечный
- Пятнистый carrello autoallineante per salletat70008
- Сварочный автомат 9 каретка
- Тактильный шовный трекер IG
- TECH REPORTS
- Факелодержатель и аксессуары
- Факел ручной затвор SM BIG
Сварочный аппарат для сборки коробок, U Beam Сварочный / сборочный станок, Машина для сборки балочных коробок
Описание продукта
Сварочный аппарат для сборки коробок, U-образная сварочная / сборочная машина, Машина для сборки балочных коробок
Спецификация:
В соответствии с особенностями обработки и требованиями коробчатой балки, крышки с четырех сторон должны быть плотно соединены с внутренними усиливающими пластинами, чтобы избежать вытекания шлаковой жидкости при электрошлаковой сварке.В то же время внутренние упрочняющие пластины внутри всей части балки коробчатого сечения имеют прерывистый характер, поэтому наша компания разработала эту машину для сборки коробчатых балок подвижного портального типа. Эта машина является важным оборудованием для производства коробчатых балок, в основном используется для сборки коробчатых балок.
Информация о компании
Ningbo Jinfeng Welding & Cuturing Machinery Co. Co.ООО находится в новой зоне залива Ханчжоу, к югу от моста через залив Ханчжоу в Нинбо. Компания была основана в 1987 году, является частным предприятием, специализирующимся на исследованиях, разработке, производстве и продаже сварочного и режущего оборудования. Мы являемся одним из авторитетных специалистов в области стандартизации сварки и резки. Общий актив достиг 230 миллионов юаней, а площадь основного завода составляет 75 000,00 кв.м.
Компания Jinfeng получила национальный патент на изобретение для гиперболической кривой резки, лазерной резки портального типа, машины плазменной резки, сварки защитных конструкций и защиты олова для хранения авиационного топлива.
Основная продукция: автоматическая линия для сварки двутавровых балок, вертикальная линия для двутавровой сварки, горизонтальная линия для двутавровой сварки, линия сварки в 3Н1, машина для лазерной резки, машина для плазменной резки, машина для плазменной резки, роботизированная машина для резки в пучке, PKG лучевой робот для резки, сварочный аппарат с трением и перемешиванием из алюминиевого и медного сплава, режущие сопла и горелки.
. China H Beam / Box Beam Сварочный / сборочный / строгальный станок с пилой
Профессиональная автоматизированная горизонтальная стальная двутавровая сварочная производственная линия Высокоскоростная двутавровая стальная балка и стальная двутавровая балка
Фотографии:
Описание:
Основная сборочная единица вместе с вспомогательным выпрямляющим узлом может использоваться отдельно как сварочно-сварочная или сборочная машина; После модификации выпрямитель можно использовать в качестве мини-выпрямителя.
Области применения:
- Интегрирование прецизионной сборки, стабильной SAW-сварки и выпрямления деформации фланца на одном комбинированном станке
- Может сэкономить время при транспортировке заготовки и пространстве на рабочем месте, а также может повысить годовую производительность агрегата -area
- Доступны различные спецификации
Конкурентное преимущество:
- 2 комплекта U.Система S. LINCOLN DC-1000 SAW используется для сварки двух швов по обеим сторонам двутавровой балки двугарным способом (TWIN, проволока Ø1,6),
- или мощность сварки Chengdu Huayuan (однопроволочная однопроволочная SAW сварка) отличается высокой эффективностью и хорошим качеством. Кроме того, мы можем поддерживать сварочную горелку с одной проволокой (Ø2,4 мм).
Пила H-i Коробка луча Автоматическая сборка и сварочный аппарат и производственная линия
Описание продукта
igh качество и надежная машина с передовой Германии Технология и строгий контроль качества!
I -ТРУП СВАРНОЙ ЛИНИИ ТИПА 414 TRA – H 2000
(стандартный или заказной)
следующих размеров в горизонтальном положении:· Высота I-луча: 200 – 2000 мм. – 40 мм
· Толщина фланца: 8 – 80 мм
· Длина луча: 4000 – 12000 мм
· Вес двутавровой балки макс.30 тонн
Производственная линия состоит из следующих компонентов:
1. Сборочный узел
2. Сварочный аппарат для прихватки
3. Буферная станция
4. Сварочный аппарат I
5. Роликовый конвейер
6 Станция перекачки и вращения
7. Роликовый конвейер
8. Сварочный аппарат II
9. Роликовый конвейер
10. Станция перегрузки
Пожалуйста, не стесняйтесь обращаться к нам в любое время для получения более подробной информации!
.