Слесарное дело разметка: Разметка – Слесарное дело
alexxlab | 17.01.1989 | 0 | Разное
Курс лекций по слесарному делу
1. ОБЩИЕ СВЕДЕНИЯ О СЛЕСАРНЫХ РАБОТАХ
1.1. Слесарное дело
Слесарное дело – это ремесло, состоящее в умении обрабатывать металл в холодном состоянии при помощи ручных слесарных инструментов (молотка, зубила, напильника, ножовки и др.). Целью слесарного дела является ручное изготовление различных деталей, выполнение ремонтных и монтажных работ.
Слесарь – это работник, выполняющий обработку металлов в холодном состоянии, сборку, монтаж, демонтаж и ремонт всевозможного рода оборудования, машин, механизмов и устройств при помощи ручного слесарного инструмента, простейших вспомогательных средств и оборудования (электрический и пневматический инструмент, простейшие станки для резки, сверления, сварки, гибки, запрессовки и т. д.).
Процесс обработки или сборки (применительно
к слесарным работам) состоит из отдельных операций, строго определенных
разработанным технологическим процессом и выполняемых в заданной
последовательности.
Под операцией понимается законченная часть технологического процесса, выполняемая на одном рабочем месте. Отдельные операции отличаются характером и объемом выполняемых работ, используемым инструментом, приспособлением и оборудованием.
При выполнении слесарных работ операции подразделяются на следующие виды: подготовительные (связанные с подготовкой к работе), основные технологические (связанные с обработкой, сборкой или ремонтом), вспомогательные (демонтажные и монтажные).
К подготовительным операциям относятся: ознакомление с технической и технологической документацией, подбор соответствующего материала, подготовка рабочего места и инструментов, необходимых для выполнения операции.
Основными операциями являются: отрезка
заготовки, резание, от-пиливание, сверление, развертывание, нарезание резьбы,
шабрение, шлифование, притирка и полирование.
К вспомогательным операциям относятся: разметка, кернение, измерение, закрепление обрабатываемой детали в приспособлении или слесарных тисках, правка, гибка материала, клепка, туширование, пайка, склеивание, лужение, сварка, пластическая и тепловая обработки.
К операциям при демонтаже относятся все операции, связанные с разборкой (с помощью ручного или механизированного инструмента) машины на комплекты, сборочные единицы и детали.
В монтажные операции входят
сборка деталей, сборочных единиц, комплектов, агрегатов и сборка из них машин
или механизмов. Кроме сборочных работ монтажные операции включают контроль
соответствия основных монтажных размеров технической документации и требованиям
технического контроля, в отдельных случаях – изготовление и подгонку деталей. К
монтажным операциям относится также регулировка собранных сборочных единиц,
комплектов и агрегатов, а также всей машины в целом.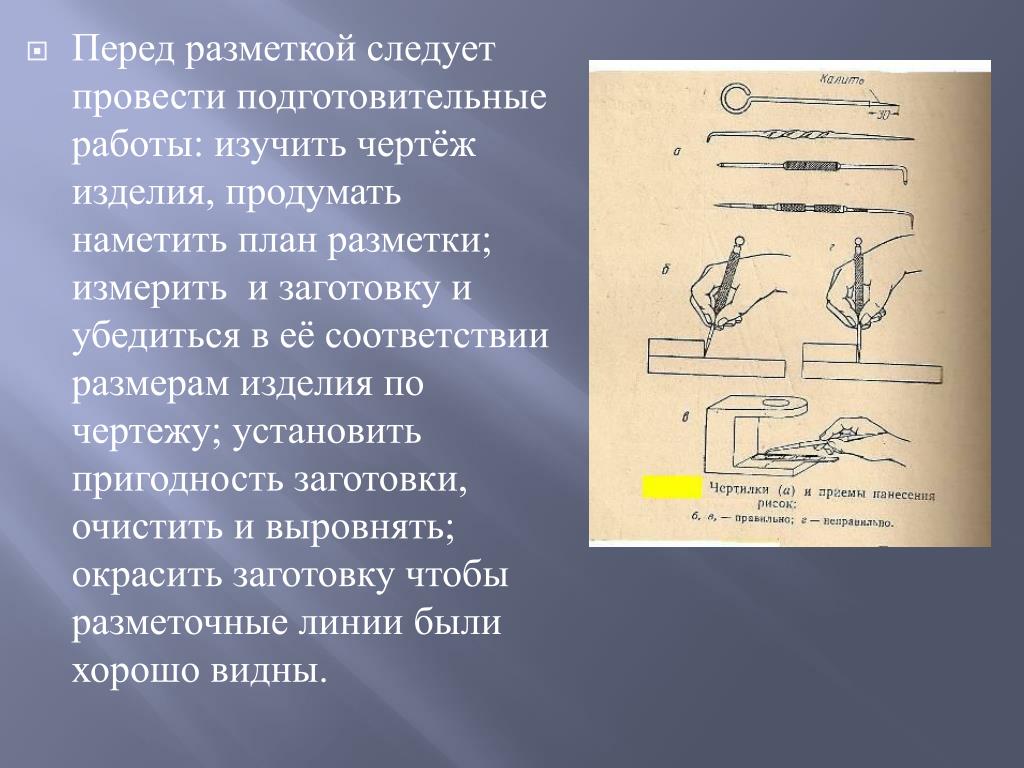
1.2. Профессиональная специализация
Специалистом в определенной профессии называют работника, который выполняет узкий диапазон работ. Узкая специализация дает работнику возможность глубже и точнее знать и выполнять порученные операции.
В профессии слесаря существует профессиональная специализация, связанная с обслуживанием и ремонтом специализированных машин, оборудования и различного рода инструмента, например: обслуживание и ремонт железнодорожной техники, металлургического оборудования, автомобильных, тракторных и сельскохозяйственных машин, систем городского водоснабжения и канализации и т. д.
Основное различие между мастерской и
специализированным слесарным участком состоит в том, что в слесарной мастерской
нет специализации. В ней выполняются все операции, относящиеся к слесарной
профессии. Слесарная мастерская в сфере местной промышленности, обслуживания и
ремонта имеет ограниченное количество работников, выполняющих все возможные
виды работ.
Специализированные слесарные участки в заводских цехах имеют большое число работников различных специальностей, которые выполняют только слесарные работы в соответствии с производственным и технологическим процессом цеха.
Профессиональная бригада – это группа работников одной или нескольких профессий и разных специальностей, которая специализируется на выполнении работ, близких по характеру. Например, слесарные работы при ремонте автотранспорта, слесарные работы при водопроводно-канализационных работах и др. В настоящее время в таких бригадах получает развитие совмещение профессий, позволяющее работникам выполнять более широкий круг работ.
В ремонтных и специализированных мастерских
могут работать работники следующих профессий: слесари, кузнецы, жестянщики,
механики по ремонту автомобилей, бытовой техники, электромеханики, сварщики,
котельщики, чеканщики, механики точных машин, литейщики и др.
На промышленных предприятиях могут работать слесари различных специальностей: слесарь-инструментальщик, слесарь-лекальщик, слесарь-разметчик, слесарь-сборщик, слесарь-регулировщик, слесарь по ремонту оборудования, слесарь по ремонту электрооборудования, санитарной техники, промышленных тепловых сетей и др.
1.3. Рабочее место слесаря
На рабочем месте слесарь выполняет операции, связанные с его профессией. Рабочее место оснащается оборудованием, необходимым для проведения слесарных работ.
Рабочее место слесаря может находиться как на закрытой, так и на открытой площадке в соответствии с планировкой производственного помещения и технологией производственного процесса.
Площадь рабочего места слесаря зависит
от характера и объема выполняемой работы. На промышленных предприятиях рабочее
место слесаря может занимать 4–8 м2, в мастерских – не менее
2 м2.
Рабочее место слесаря в закрытом помещении, как правило, постоянное. Рабочее место вне помещения может перемещаться в зависимости от производственной обстановки и климатических условий.
На рабочем месте слесаря должен быть установлен верстак, оборудованный соответствующими приспособлениями, в первую очередь слесарными тисками. Большинство операций слесарь выполняет за слесарным верстаком с использованием тисков.
Рабочее место слесаря-сборщика или слесаря по ремонту оборудования может размещаться на сборочном участке.
Помимо основного рабочего места (за верстаком) у слесаря могут быть вспомогательные рабочие места, например, у разметочной, притирочной или контрольной плит, у кузнечного горна или наковальни, у сварочного аппарата, сверлильного станка, механической пилы, ручного пресса, плиты для правки и т. д.
Вспомогательное рабочее место становится
основным, если работа имеет специальный характер, например, рабочее место у
сверлильного станка, который обслуживает слесарь-сверловщик, рабочее место у
притирочной плиты, за которой работает слесарь-притирщик, рабочее место у
сварочного аппарата, на котором работает слесарь-сварщик и т.
1.4. Слесарная мастерская
Слесарная мастерская – это помещение, специально предназначенное для слесарных работ и укомплектованное необходимым оборудованием, приспособлениями, инструментом и техническим инвентарем.
Слесарная мастерская должна быть оборудована верстаками (по количеству работников), инструментами, плитой для правки, плитой для притирки, механической плитой, рычажными ножницами, сверлильным станком, ручным сверлильным инструментом, заточным станком, электрическим переносным шлифовальным станком, винтовым прессом, домкратами, кузнечным горном с наковальней.
В больших мастерских могут быть
установлены токарный, строгальный, иногда фрезерный и шлифовальный станки, а
также электрический сварочный аппарат, оборудование для газовой сварки, печь
для термической обработки, ванна для охлаждения деталей, подвергнутых
термической обработке, вспомогательное оборудование.
Ацетиленовый генератор размещают в отдельном помещении, поскольку его неправильная эксплуатация может привести к взрыву с серьезными последствиями.
Штат слесарной мастерской обычно состоит из мастера, слесарей и учеников. Характер работы – выполнение услуг и ремонтных работ, реже – производство продукции определенного профиля.
1.5. Слесарный участок цеха
Слесарный участок на промышленном предприятии – это самостоятельное производственное подразделение цеха, которое занимает значительную площадь и оснащено верстаками, инструментом, основным и вспомогательным оборудованием.
Штат участка состоит из нескольких
десятков или даже нескольких сот человек. В зависимости от величины предприятия
могут быть организованы независимые сборочные и слесарные цеха, в состав
которых могут входить производственные подразделения (инструментальная
кладовая, кладовая материалов и комплектующих деталей, контрольное отделение и
ряд других производственных и вспомогательных подразделений).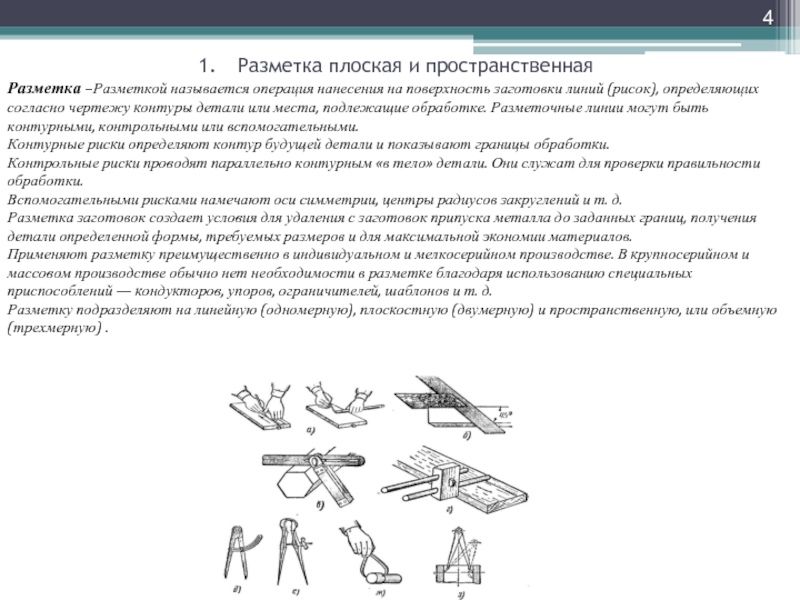
Изготовленные на других участках отдельные детали машин и приспособлений поступают на слесарно-монтажный участок. Из этих деталей работники участка собирают сборочные единицы, комплекты или агрегаты, из которых монтируются машины. Продукция слесарно-монтажного участка цеха может быть представлена в виде деталей. Однако другие услуги по обслуживанию цеха или завода участок, как правило, не выполняет.
Слесарный участок цеха должен быть оборудован верстаками, укомплектованными тисками, ручными и механическими сверлильными станками, станками для заточки инструмента, механическими пилами, рычажными ножницами, плитами для правки и притирки, разметочной плитой, переносными электрическими шлифовальными станками, станками и инструментом для пайки, средствами механизации подъемных и транспортных работ, стеллажами и тарой для деталей, емкостями для отходов, инструментальной кладовой.
В зависимости от производственной
необходимости и вида выпускаемой предприятием продукции слесарный участок может
быть оборудован пневматическими зубилами и молотками, прессами для штамповки и
правки, оборудованием для нанесения покрытий, домкратами, компрессорами,
станками, кранами, оборудованием для газовой и электрической сварки.
2.1 Гигиена труда
Работа безопасна, если она выполняется в условиях, не угрожающих жизни и здоровью работников.
На промышленных предприятиях всю ответственность за охрану труда и технику безопасности несут руководители предприятия, цеха, участка (директор, начальник цеха, мастер). На каждом предприятии должен быть организован отдел охраны труда, контролирующий соблюдение условий безопасной работы и внедряющий мероприятия по улучшению этих условий.
Работники обязаны выполнять требования инструкций по охране труда.
Прежде чем приступить к работе, работник должен пройти инструктаж по охране труда.
Гигиена труда – это раздел
профилактической медицины, изучающий влияние на организм человека трудового
процесса и факторов производственной среды с целью научного обоснования
нормативов и средств профилактики профессиональных заболеваний и других
неблагоприятных последствий воздействия условий труда на работников.
Работник, приступающий к работе, должен быть здоров, опрятно одет. Волосы необходимо заправить под головной убор (берет, косынку).
2.2 Производственная санитария
Слесарные помещения должны иметь достаточное освещение в соответствии с действующими нормами. Различают естественное (дневной свет) и искусственное (электрическое) освещение. Электрическое освещение может быть общим и местным.
Пол в слесарном помещении должен быть выложен из торцевой шашки, деревянного бруса или асфальтовых масс. Следует избегать загрязнения пола маслом или смазкой, так как это может послужить причиной несчастного случая.
Во избежание несчастных случаев на предприятии и на рабочем месте необходимо соблюдать требования техники безопасности.
Все подвижные и вращающиеся части машин,
оборудования и инструмента должны иметь защитные экраны. Машины и оборудование
должны быть правильно заземлены. Источники электроэнергии должны
соответствовать действующим техническим требованиям. В местах установки
предохранителей необходимо использовать специальные средства защиты.
Машины и оборудование
должны быть правильно заземлены. Источники электроэнергии должны
соответствовать действующим техническим требованиям. В местах установки
предохранителей необходимо использовать специальные средства защиты.
Обслуживание и ремонт оборудования и приспособлений должны производиться в соответствии с инструкцией по эксплуатации и ремонту. Инструмент должен быть исправным.
На видных местах должны быть вывешены информационные (например, «Вода для питья», «Раздевалка», «Туалеты» и др.), предупреждающие (например, «Внимание – поезд», «Стой! Высокое напряжение» и др.) и запрещающие (например, «Не курить!», «Шлифование без очков запрещено» и др.) указатели.
Стальные и пеньковые канаты различного подъемно-транспортного оборудования и принадлежностей, ремни безопасности должны систематически подвергаться контролю на прочность.
Пожарные и подъездные пути, проходы для
пешеходов (как на территории предприятия, так и внутри помещений) должны быть безопасны
для движения.
Не следует пользоваться поврежденными лестницами. Открытые каналы и лазы должны быть хорошо обозначены и ограждены.
На предприятии и на рабочем месте мысли работника должны быть сосредоточены на порученной ему работе, которую нужно выполнить быстро и качественно. На работе недопустимы нарушения трудовой и производственной дисциплины, употребление алкоголя.
По окончании работы следует привести в порядок рабочее место, сложить инструменты и приспособления в инструментальный ящик, вымыть руки и лицо теплой водой с мылом или принять душ.
Спецодежду следует убирать в специально предназначенный для этой цели шкаф.
2.3 Профилактика травматизма
Каждый участок или мастерская должны
быть оснащены аптечкой (пунктом оказания первой помощи). В аптечке должны быть
стерильные бинты, вата, дезинфицирующие средства, пластырь, бандажи, жгуты,
стерильные пакеты, треугольные платки, шины и носилки, валериановые капли,
болеутоляющие средства, таблетки от кашля, нашатырный спирт, йод, чистый спирт,
питьевая сода.
На предприятии или в мастерской из числа специально обученных работников формируют команды (звенья) спасателей или санитарных инструкторов.
Спасатель или санитарный инструктор оказывает пострадавшему первую помощь при несчастных случаях, вызывает неотложную помощь, транспортирует пострадавшего домой, в поликлинику или больницу и не покидает пострадавшего до того времени, пока ему не будет обеспечена необходимая медицинская помощь.
У работников предприятий и слесарных мастерских, работающих с металлом, чаще всего возможны следующие производственные травмы: порезы или повреждения поверхности тканей острым инструментом, поражения глаз осколками металла или стружкой, ожоги, поражения электрическим током.
Ожог – это повреждение
тканей тела, которые непосредственно соприкасались с горячим предметом, паром,
горячей жидкостью, электрическим током, кислотой.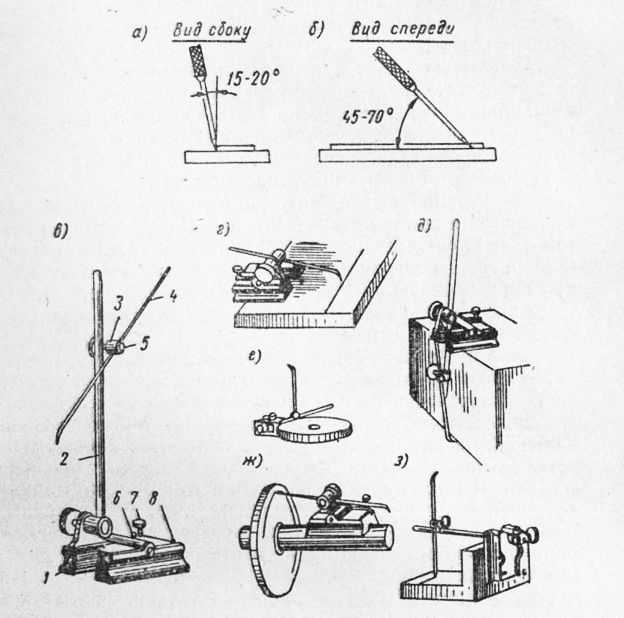
Различают три степени ожогов: первая степень – покраснение кожи, вторая – появление пузырей, третья – омертвление и обугливание тканей.
При небольших ожогах (первой степени) оказывается первая помощь с применением очищающих средств. Нельзя делать компресс с маслом или какой-либо мазью, так как это может привести к дальнейшему раздражению или к заражению, что потребует длительного лечения. Обожженное место следует забинтовать стерильным бинтом. Пострадавшего с ожогами первой, второй и третьей степени нужно немедленно направить в больницу.
При поражении электрическим
током пострадавшего прежде всего освобождают от источника поражения
(для этого необходимо разорвать соединение, выключить напряжение или оттащить
пострадавшего от места поражения, надев при этом диэлектрическую обувь и
рукавицы) и укладывают на сухую поверхность (доски, двери, одеяло, одежда),
расстегивают сдавливающую горло, грудь и живот одежду.
Стиснутые зубы необходимо разжать, вытянуть язык (лучше всего платком) и вложить в рот деревянный предмет, не позволяющий рту самопроизвольно закрыться. После этого начинают делать искусственное дыхание (15–18 движений плеч или вдохов в минуту). Искусственное дыхание следует прервать только по рекомендации врача или в том случае, если пострадавший начал дышать самостоятельно.
Наиболее результативным методом искусственного дыхания является метод «изо рта в рот» и «изо рта в нос».
При возникновении пожара следует прекратить работу, отключить электроустановки, оборудование, вентиляцию, вызвать пожарную охрану, сообщить руководству организации и приступить к тушению пожара имеющимися средствами пожаротушения.
Меры безопасности при выполнении отдельных видов работ кратко рассмотрены в соответствующих разделах.
3. ПЛОСКОСТНАЯ РАЗМЕТКА
Плоскостной разметкой называется нанесение на поверхность обрабатываемого материала линий, обозначающих границы, до которых материал должен быть обработан, а также линий, определяющих центры будущих отверстий.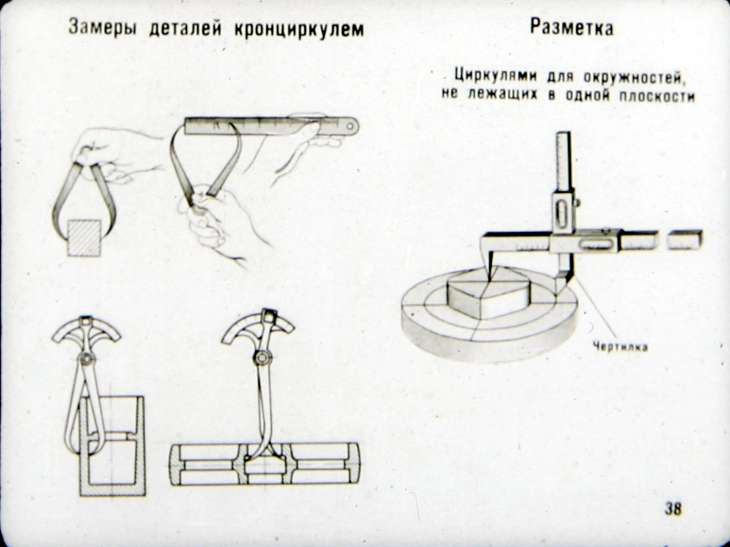 Нанесенные на поверхность материала линии с накерненными углублениями называются разметочными рисками. По разметочным рискам осуществляется вся последующая обработка материала: разрезание, опиливание, сверление и др.
Нанесенные на поверхность материала линии с накерненными углублениями называются разметочными рисками. По разметочным рискам осуществляется вся последующая обработка материала: разрезание, опиливание, сверление и др.
Плоскостная разметка является одной из наиболее ответственных операций, так как от качества ее выполнения зависит точность дальнейшей обработки. Точность плоскостной разметки невысока и колеблется от 0,2 до 0,5 мм. Плоскостная разметка широко применяется в индивидуальном и мелкосерийном производстве. В серийном и массовом производствах плоскостная разметка применяется в основном при изготовлении технологической оснастки (штампы, шаблоны, приспособления и др.), а также при изготовлении различных деталей, предназначенных для ремонта оборудования.
Плоскостная разметка является трудоемкой операцией. Поэтому там, где это возможно и рационально, стараются не применять плоскостную разметку. Однако обработка материалов без разметки требует применения различных приспособлений (упоров, шаблонов, кондукторов и др.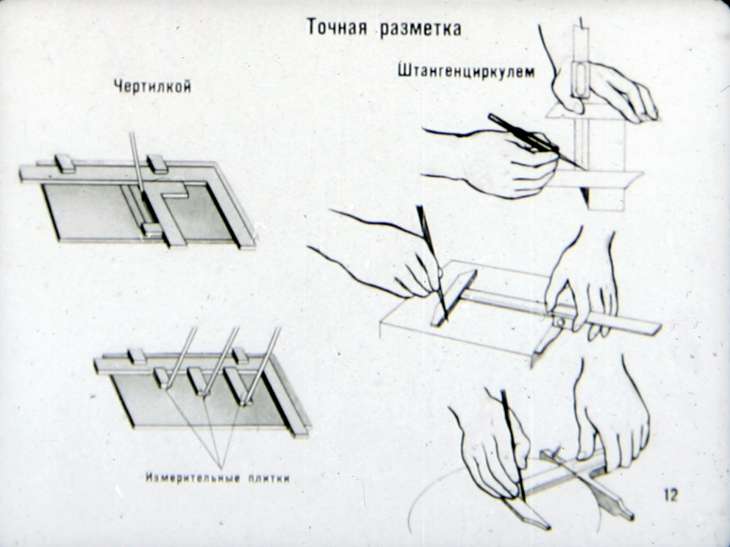 ). Известно, что стоимость каждого приспособления окупается только при изготовлении в больших количествах одинаковых по форме и размерам деталей, осуществить это возможно только в условиях серийного и массового производства. В индивидуальном и мелкосерийном производствах при изготовлении единичных деталей выгодней их изготовлять при применении разметки, нежели изготовлять то или иное приспособление.
). Известно, что стоимость каждого приспособления окупается только при изготовлении в больших количествах одинаковых по форме и размерам деталей, осуществить это возможно только в условиях серийного и массового производства. В индивидуальном и мелкосерийном производствах при изготовлении единичных деталей выгодней их изготовлять при применении разметки, нежели изготовлять то или иное приспособление.
При выполнении медницких и жестяницких работ многие детали изготовляют без применения плоскостной разметки. На ножницах листовых с наклонными ножами, снабженными задними и боковыми упорами, разрезают листовой материал без разметки на детали прямоугольной, квадратной, трапецеидальной и косоугольной формы. Профили гнут на кромкогибочных станках без разметки, т. е. по упору, имеющемуся на станке. Применение кондукторов и шаблонов позволяет сверлить отверстия в деталях без предварительной их разметки.
При плоскостной разметке как меднику, так и жестянщику приходится выполнять разнообразные геометрические построения: проводить параллельные и перпендикулярные линии, делить прямые линии на равные части, делать построение углов, делить углы и окружности на равные части, вычерчивать сопряжения линий и т. д. Эти геометрические построения медник и жестянщик должны уметь делать быстро и точно, для чего необходимо знать основы технического черчения.
д. Эти геометрические построения медник и жестянщик должны уметь делать быстро и точно, для чего необходимо знать основы технического черчения.
Меднику и жестянщику приходится изготовлять из листового и профильного материала изделия различной формы. Для изготовления изделий требуются заготовки соответствующей формы и размеров. Для нахождения действительных размеров таких заготовок надо уметь подсчитывать площадь поверхностей изделий и вычерчивать их развертки. Эти развертки получают путем плоскостной разметки. Плоскостная разметка осуществляется в зависимости от условий производства несколькими методами: по чертежу, шаблону, образцу и по месту.
При выполнении плоскостной разметки надо соблюдать правила техники безопасности. Чтобы не порезать руки кромками листового материала при укладке его на разметочный стол, а также при снятии его со стола, после окончания разметки на руки надевают рукавицы. При пользовании призмами и подкладками принимают меры, предотвращающие их падение. Рекомендуется надевать на острие концов чертилок и циркулей, временно не используемых, предохранительные резиновые колпачки.
Рекомендуется надевать на острие концов чертилок и циркулей, временно не используемых, предохранительные резиновые колпачки.
3.2 Столы и инструменты для плоскостной разметки
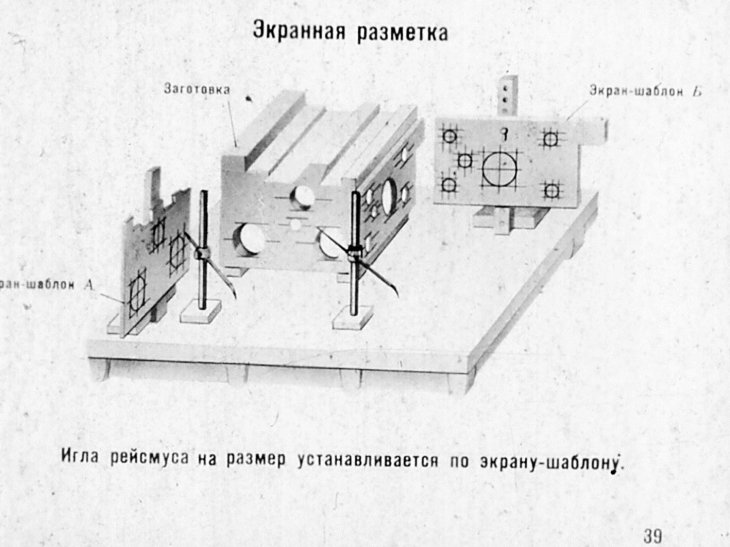
4.1 Суть и назначение пространственной разметки Пространственная разметка — это разметка поверхностей заготовки (детали), расположенных в различных плоскостях и под разными углами, выполняемая от какой-либо исходной поверхности или разметочной риски, выбранной за базу.
Базой могут служить обработанные и необработанные поверхности, плоскости, расположенные в средней части детали, или центры отверстий. Иногда базирующая поверхность получается после частичной обработки детали, размеченной от необработанной базирующей поверхности, и т. п. Поэтому, приступая к разметке, нужно продумать процесс, выбрать базирующую поверхность, от которой можно было бы разметить наибольшее количество осей и плоскостей, установить главные оси заготовки, количество положений заготовки на плите и их последовательность.
Приемы пространственной разметки существенно отличаются от приемов плоскостной разметки. Особенность пространственной разметки заключается в том, что приходится не просто размечать отдельные поверхности заготовки, расположенные в различных плоскостях и под разными углами одна к другой, а увязывать разметку этих поверхностей между собой. Пространственную разметку, как правило, производят на разметочной плите. Установив соответствующим образом деталь на плиту и связывая разметку каждой плоскости детали с общей плоскостью разметочной плиты, тем самым увязывают разметку отдельных плоскостей между собой.
Пространственная разметка имеет существенное отличие от плоскостной. Если при плоскостной разметке разметочные линии наносят в одной плоскости, то при пространственной разметке разметочные линии наносят в разных плоскостях и под разными углами.
Прежде чем приступить к разметке, заготовку устанавливают и выверяют на разметочной плите, пользуясь для этого различными опорными подкладками, призмами и домкратами различных конструкций, разметочными ящиками и др.
Подкладки служат для обеспечения правильной установки деталей при разметке, а также для предохранения разметочных плит от царапин и забоин. В зависимости от назначения подкладки бывают разных конструкций. Самыми простыми подкладками являются плоские опорные (рис. 212, а), подкладки больших размеров выполняются пустотелыми или двутаврового сечения.
5. Рубка металла
Рубка металла — слесарная операция, при выполнении которой режущим и ударным инструментом с заготовки удаляют лишние слои металла, вырубают пазы и канавки или разделяют заготовку на части. Режущим инструментом служат зубило, крейцмейсель, а ударным — молоток.
Технология рубки металла (ссылка)
6. Правка и рихтовка металла
Правка и рихтовка представляют собой операции по выправке металла, заготовок и деталей, имеющих вмятины, выпучины, волнистость, коробление, искривления и др. Металл подвергается правке как в холодном, так и в нагретом состоянии.
Металл подвергается правке как в холодном, так и в нагретом состоянии.
Правка и рихтовка металла (ссылка)
Презентация по технологии на тему Слесарное дело
Сущность и назначение разметки
Краевое государственное автономное профессиональное образовательное учреждение «Губернаторский авиастроительный колледж Комсомольска-на-Амуре
(Межрегиональный центр компетенций)»
Старший мастер
Бажайкин Тимофей Николаевич
Разметка
это операция по нанесению на поверхность заготовки линий (рисок), определяющих контуры изготавливаемой детали, являющаяся частью некоторых технологических операций.
В зависимости от особенностей технологического процесса различают плоскостную и пространственную разметки.
Плоскостную разметку
применяют при обработке листового материала и профильного проката, а также деталей, на которые разметочные риски наносят в одной плоскости.
Пространственная разметка
это нанесение рисок на поверхностях заготовки, связанных между собой взаимным расположением.
Инструменты, приспособления и материалы, применяемые при разметке
Рис. 2.1. Чертилки:
а — односторонняя с кольцом; б — односторонняя с ручкой;
в – двусторонняя; г -двусторонняя с ручкой
Чертилки
являются наиболее простым инструментом для нанесения контура детали на поверхность заготовки и представляют собой стержень с заостренным концом рабочей части.
Рейсмас
используют для нанесения рисок на вертикальной плоскости заготовки (рис. 2.2).
2.2).
Рис. 2.2. Рейсмас:
1 — вертикальная масштабная линейка;
2 – чертилка, закрепленная на вертикальной стойке
Разметочные циркули
применяют для нанесения дуг окружностей и деления отрезков и углов на равные части (рис. 2.3).
Рис. 2.3. Циркуль разметочный:
а – простой;
б – пружинный
Кернеры
изготавливают из инструментальной стали У7А. Твердость на длине рабочей части (15… 30 мм) должна быть HRC 52… 57.
Рис. 2.4. Кернер
Рис. 2.5. Кернер Ю.В. Козловского:
1 – корпус;
2 – боек;
3 – ударная головка;
4 – втулка;
5, 13 – пружины;
б, 11 – ножки;
7,8 – гайки;
Р, 10 -сменные иглы;
12,14-винты
Рис. 2.6. Инструменты для нанесения центровых отверстий:
а – колокол;
б, в – угольник-центроискатель:
1 – угольник;
2 – линейка;
г – центроискатель-транспортир:
1 – стопорный винт;
2 – линейка;
3 – угольник;
4 – транспортир
Рис. 2.7. Автоматический механический кернер:
2.7. Автоматический механический кернер:
1- кернер;.2 – стержень; 3,5,6- составные части кернера; 4 – плоская пружина; 7, 11 -пружины; 8 – ударник; 9 – заплечик; 10 – сухарь
Рис. 2.8. Электрический кернер:
1 – втулка; 2 – стержень; 3 – кернер; 4,7- пружины; 5 – катушка; б – ударник; 8 – корпус; 9 – электрическая цепь
Рис. 2.9. Кернер специальный:
а – без груза; б-с грузом; 1 – подставка; 2 – кернер; 3 – стойка; 4 – винт;
5 – ножки; б – груз
Разметочные плиты
отливают из серого чугуна, их рабочие поверхности должны быть точно обработаны.
Рис. 2.10. Разметочная плита:
а – на подставке;
б – на столе
Призмы разметочные
изготавливают с одной и двумя призматическими выемками. По точности различают призмы нормальной и повышенной точности.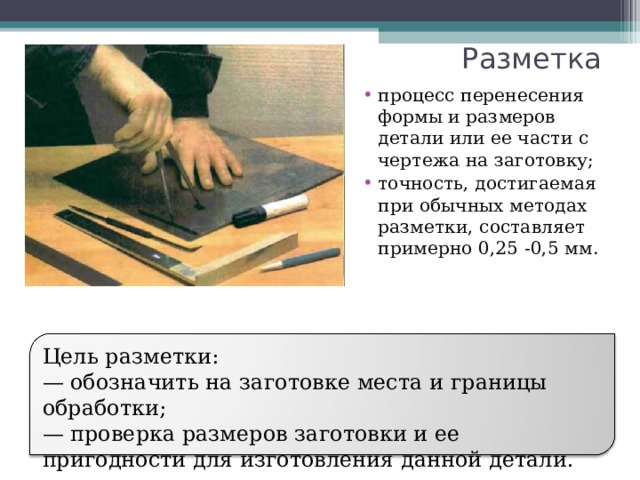
Рис. 2.11. Разметочные призмы:
тип I – односторонняя;
тип II – четырехсторонняя; h, h2, h 2, h4, h5 – глубина V-образных пазов
При разметке ступенчатых валов применяют призмы с винтовой опорой (рис. 2.12) и призмы с подвижными щечками, или регулируемые призмы (рис. 2.13).
Рис. 2.12. Призма с винтовой опорой
Рис. 2.13. Регулируемая призма
Угольники с полкой
применяют как для плоскостной, так и для пространственной разметки.
Рис. 2.14. Угольник с полкой:
а – угольник;
б, в – примеры использования
Разметочные ящики
применяют для установки на них при разметке заготовок сложной формы.
Рис. 2.15. Разметочный ящик:
а – общий вид;
б – пример использования
Разметочные клинья
применяют при необходимости регулирования положения размечаемой заготовки по высоте в незначительных пределах.
Рис. 2.16. Разметочный клин
Домкраты
используют так же, как и регулируемые клинья для регулировки и выверки положения размечаемой заготовки по высоте, если деталь имеет достаточно большую массу.
Рис. 2.17. Домкраты
с шаровой (а) и призматической (б) опорой для заготовки
Для того чтобы разметочные риски были четко видны на поверхности размечаемой заготовки, эту поверхность следует окрасить.
Для окрашивания размечаемых поверхностей используют:
– раствор мела в воде с добавлением столярного клея, обеспечивающего надежное сцепление красящего состава с поверхностью размечаемой заготовки, и сиккатива, способствующего быстрому высыханию этого состава;
– медный купорос, представляющий собой сернокислую медь и в результате происходящих химических реакций обеспечивающий образование на поверхности заготовки тонкого и прочного слоя меди;
– быстросохнущие краски и эмали.
ПОДГОТОВКА ПОВЕРХНОСТЕЙ ПОД РАЗМЕТКУ.
Подготовительные работы при разметке включают в себя подготовку красителей, подготовку поверхностей к окрашиванию и непосредственно окрашивание.
Мел с добавлением столярного клея и сиккатива разводят до консистенции жидкой сметаны. Медный купорос растворяют в воде в соотношении 1:10 или используют твердый медный купорос, которым натирают поверхность размечаемой заготовки. Лаки и эмали применяют в готовом виде.
Перед окраской размечаемую поверхность необходимо очистить от грязи, пыли, следов окалины и обезжирить.
Окрашивание выполняют, нанося состав на поверхность заготовки равномерно, тонким слоем. Для нанесения окрашивающего состава пользуются кистью и тампоном.
Затем выполняют разметку. Вначале определяют базу, от которой будут наносится риски.
Вначале определяют базу, от которой будут наносится риски.
Риски при разметке обычно наносят в следующем порядке. Сначала все горизонтальные, затем вертикальные, после этого наклонные, и в последнюю очередь – окружности, дуги и закругления.
Убедившись в правильности разметки, все линии накернивают для того, чтобы они не стерлись при обработке детали.
Керны должны быть неглубокими и разделяться разметочными рисками пополам.
Разметка производится несколькими способами: по чертежу, по шаблону, по образцу и по месту.
Правила выполнения приемов разметки.
1. Слой окрашивающего состава, наносимого на поверхность заготовки, должен быть тонким, равномерным по толщине и полностью покрывать размечаемую поверхность.
2. При проведении риски точно совмещать линейку с исходными отметками на детали и плотно прижимать к заготовке.
.
3. Прежде чем провести риску, следует убедиться, что чертилка (циркуль) хорошо заточена.
4. Риску проводить одним непрерывным движением чертилки вдоль линейки, не наносить риску дважды по одному и тому же месту, так как это приводит к ее раздвоению.
5. При кернении разметочных рисок:
убедиться в правильности заточки кернера, при необходимости заточить повторно;
– кернение производить легкими ударами молотка по кернеру так, чтобы глубина кернового углубления составляла примерно 0,5 мм.
линии больших окружностей диаметром более 15 мм накернивают равномерно в 6… 8 местах, дуги в сопряжениях следует накернивать с меньшими промежутками между углублениями, чем на прямолинейных участках;
точки сопряжения и пересечения рисок необходимо обязательно накернивать;
– центр отверстия или дуги накернивают глубже, чем риску, диаметр отверстия при этом должен быть равен приблизительно 1,0 мм.
6. При разметке отверстия или дуги точно устанавливать раствор циркуля на требуемый размер, прочно фиксировать раствор циркуля прижимным винтом дуги циркуля. При проведении дуги циркуль слегка наклонять в сторону движения.
7. Если при сопряжении прямолинейных и криволинейных рисок они не совпали, размечаемое место детали закрасить заново и разметку повторить.
8. При разметке по шаблону (образцу) плотно прижимать его к детали, следить, чтобы он не сместился в процессе разметки.
9. При разметке центра на торце цилиндрической детали кернером-центроискателем (колоколом) следить за установкой центроискателя строго по оси детали, точность разметки проверять раздвижным центроискателем.
10. При разметке центра на торце цилиндрической детали угольником-центроискателем следить за плотным прилеганием полок центроискателя к цилиндрической части детали.
При разметке центра на торце цилиндрической детали угольником-центроискателем следить за плотным прилеганием полок центроискателя к цилиндрической части детали.
11. При разметке центра отверстия детали с помощью раздвижного центроискателя следить за перпендикулярностью установки деревянного бруска с пластиной оси отверстия.
12. При разметке «от кромки» обработанной детали следует плотно прижимать полку угольника с широким основанием к кромке детали.
13. При разметке «от осевых линий» размеры отсчитывают от двух контрольных керновых углублений, расположенных на краях этих линий.
МЕХАНИЗАЦИЯ РАЗМЕТОЧНЫХ РАБОТ
Рис. 2.18. Координатно-разметочная машина с цифровой индикацией:
1- измерительная головка; 2 – траверса; 3 – разметочная ила; 4 – стол; 5 – станина
Рис.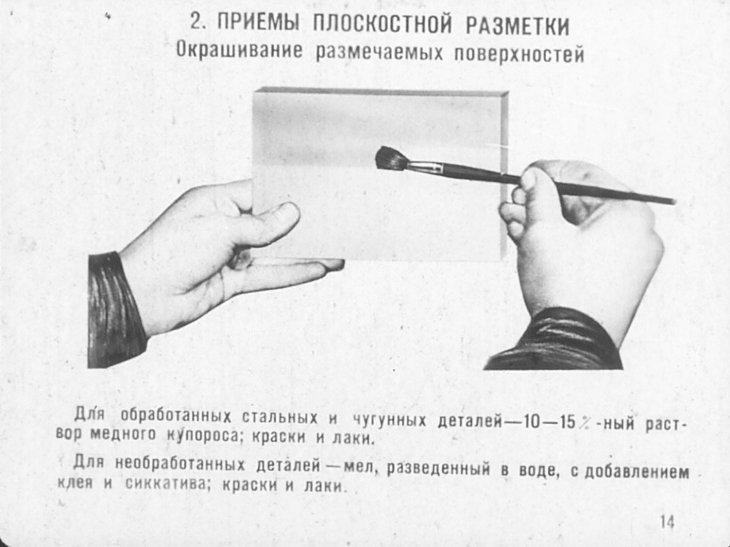 2.19. Координатно-разметочная машина для малогабаритных деталей:
2.19. Координатно-разметочная машина для малогабаритных деталей:
1 – измерительная головка; 2 – траверса; 3 – разметочная игла; 4 – стол; 5 – станина
ДЕФЕКТЫ ПРИ ВЫПОЛНЕНИИ РАЗМЕТКИ
Плоскостная разметка: особенности, приемы, инструменты, брак
Разметка
Разметкой называется нанесение на подлежащие обработке материалы или на обрабатываемое изделие точек и линий, обозначающих оси и контуры детали согласно чертежу, а также мест, подлежащих обработке.
Основное назначение разметки заключается в указании границ, до которых надо обрабатывать заготовку. Разность между размерами заготовки до и после обработки называется припуском на обработку. Однако в целях экономии времени простые заготовки часто обрабатывают без предварительной разметки (например, опиливают по размерам, указанным на чертеже).
Иногда наносятся две риски: одна для обозначения границы обработки, другая на некотором расстоянии от нее — для контроля.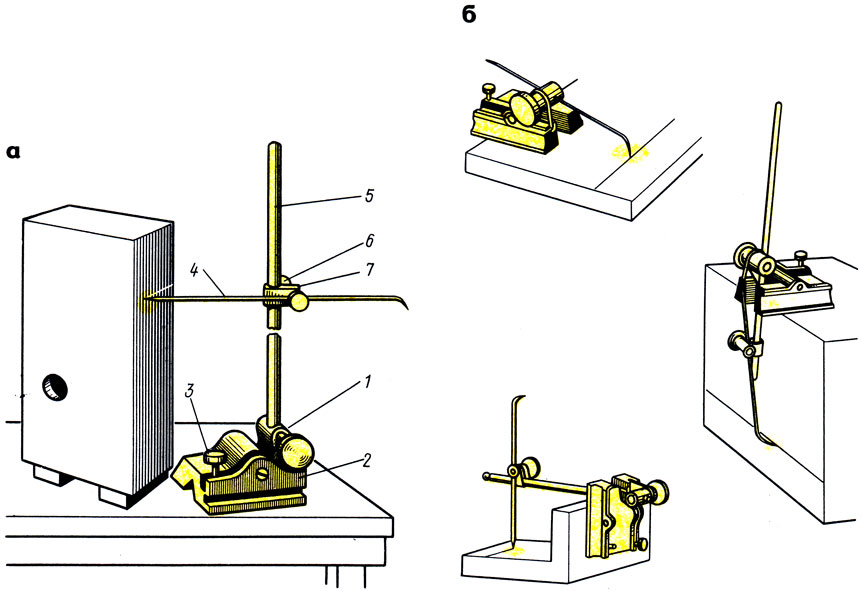
Различают плоскостную и пространственную разметку. С помощью плоскостной разметки размечают плоские детали или отдельные плоскости деталей в том случае, если они не должны увязываться с другими их плоскостями. Приемы плоскостной разметки весьма схожи с приемами технического черчения и выполняются инструментами, подобными чертежным.
Пространственная разметка заключается в том, что разметки отдельных поверхностей детали, расположенных в разных плоскостях и под различными углами друг к другу, увязываются между собой. Для пространственной разметки деталь устанавливается на специальной разметочной плите, причем правильность ее установки тщательно проверяется.
При разметке применяется следующий инструмент (рис. 4.2): линейки, окладной метр, чертилка, кернер, стальной угольник, транспортир, разметочный циркуль, штангенциркуль, рейсмус и др.
Рис. 4.2. Инструменты, применяемые при разметке: а — чертилка; б — слесарный угольник; в — разметочный циркуль; г — рейсмус; д — штангенциркуль.
Разметка детали может осуществляться по чертежу и по шаблону.
Разметка по чертежу требует от рабочего определенных навыков: четкого понимания чертежа или эскиза, правильного выбора базы, от которой откладываются размеры детали, точной установки размеров по масштабной линейке и перенесению их на размечаемую деталь.
Шаблоны обычно применяются при разметке большого количества плоских деталей и позволяют значительно упростить и ускорить сам процесс разметки. Шаблоны изготовляются из листовой стали, алюминиевых сплавов или фанеры. Для разметки детали этим способом шаблон укладывают на размечаемый лист, прижимают к нему и обчерчивают по кромкам с помощью чертилки. При этом необходимо держать чертилку под постоянным углом к листу, не наклоняя в сторону шаблона (или линейки), так как от этого искажаются размеры детали.
Обычно при прочерчивании рисок чертилку держат с двойным уклоном: один на 15—20° от вертикали в сторону от линейки (или шаблона), другой в-сторону перемещения чертилки так, чтобы угол между ней и заготовкой (деталью) составлял 45-70°.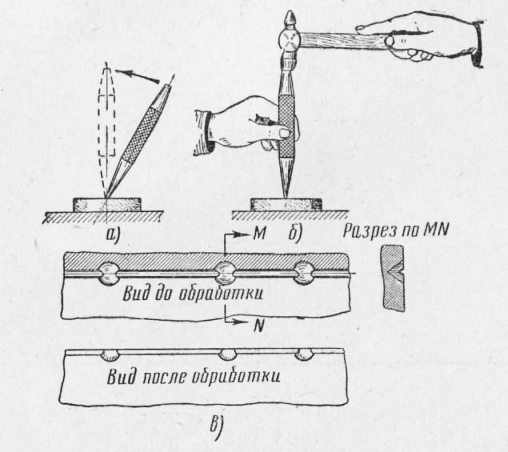
Риску следует проводить только один раз, а чтобы она была как можно тоньше, острие чертилки должно быть всегда хорошо заточено.
Чтобы нанесенные при разметке линии не стерлись при транспортировке и обработке детали, их прокернивают через 50—100 мм, а на закруглениях — через 5—10 мм. Кернер ставят на отмечаемой точке сначала наклонно, а в момент удара его выводят в вертикальное положение (рис. 4.3). Пальцы руки держащей кернер, не должны касаться размечаемой детали. Удар молотком наносят легко.
Рис. 4.3. Приемы кернения.
Накернивание следует производить после того, как вся разметка будет окончена. Следует помнить, что разметка является одной из наиболее ответственных операций, обеспечивающих правильное изготовление детали. Поэтому рабочий, производя разметку, должен быть внимателен, особенно при определении размеров по чертежу, нанесении их на заготовку, а также при установке детали на разметочной плите. Разметка должна выполняться только исправным и точным инструментом.
Разметка цилиндрических деталей
Последовательность выполнения разметки цилиндрических деталей следующая:
- Деталь устанавливается на разметочной плите так, чтобы соблюдалось горизонтальное положение.
- Небольшие заготовки устанавливаются на разметочные призмы.
- Нанесение разметки, которая выполняется строго по заданной инструкции:
- изучение чертежа;
- проверка детали на дефекты;
- очистка поверхности от загрязнений, остатков краски и пыли;
- покраска краской поверхности, на которой планируется проводиться разметка;
- с помощью центроискателя отмечается центр изделия;
- горизонтальная установка детали на призму;
- нанесение на торце двух горизонтальных линий;
- на боковой поверхности наносятся линии, продолжающие те, что были нанесены на торце заранее, чтобы выделить место создания канавки.
Используя разметочный инструмент можно с высокой точностью проводить пространственную разметку. Главное соблюдать инструкции и не спешить, спешка в этом деле может привести к ошибкам.
Главное соблюдать инструкции и не спешить, спешка в этом деле может привести к ошибкам.
Инструменты для плоскостной разметки
Работы следует выполнять на ровной и удобной поверхности. С этой целью используют разметочные столы:
- деревянные;
- металлические.
Основные требования к качеству и конструкции столов:
- Прочность и устойчивость. Для обеспечения прочности ножки стола соединяются горизонтальными брусьями. Масштабные разметочные плиты рекомендуется устанавливать на домкратах.
- Достаточная площадь рабочей поверхности. Стандартные столы имеют размеры: длина 2000–3000 мм; ширина 4000–5000 мм; высота 700–1000 мм. Площадь поверхности стола должна соответствовать размерам листов, лент, полос материала.
- Удобство. Столы оборудуются различными приспособлениями:
- грузами для фиксации листов легкого материала;
- призмами для установки труб;
- струбцинами для закрепления металлических листов;
- прямоугольными и клиновидными прокладками для установки профилей и других деталей.


Рабочее место должно быть обеспечено всеми необходимыми для плоскостной разметки инструментами. В таблице приведен перечень необходимых инструментов и некоторые рекомендации по работе с ними.
| Инструмент | Функция | Требования к конструкции | Рекомендации по использованию |
| Чертилка | вычерчивание линий разметки на заготовках | · тонкий стержень из стали; · один конец затачивается под 45 градусов, второй – согнут в кольцо; · острый конец закаливают | · для получения тонких рисок острие должно быть твердое и острое; · чертилку при работе отклоняют от линейки в направлении ее перемещения, она должна постоянно острием прижиматься к линейке |
| Очертка | нанесение контуров, параллельных кромкам листа | · материал: медь или сталь; · наличие в рабочей части графитового карандаша | перед нанесением разметочных рисок проверяется ровность и точность кромок, вдоль которых будет перемещаться инструмент |
| Рейсмус | · проверка расположения заготовок; · проведение параллельных рисок | · стойка с зафиксированной на нужной высоте чертилкой; · высота фиксации отмеряется угольником | |
| Кернер | · построение центров окружностей или отверстий; · нанесение лунок на разметочные линии | · материал — твердая сталь; · размеры: диаметр 8-13 мм, длина 90-150 мм; · конец затачивается под 60 градусов; · бывают ручные и автоматические (выставляют отметки одинакового размера) | для работы автоматического кернера удар молотком не требуется |
| Слесарный молоток | ударный инструмент для накернивания | применяют молотки весом 50 — 200 г | работа выполняется легкими движениями, сообщаемыми изгибом кисти «от плеча» |
| Угольники | · построение и контроль углов; · восстановление перпендикуляров | предпочтительный материал — металл | · целесообразно иметь угольники с углами 30, 45, 60 градусов; · угольник с полкой используется для проверки корректности размещения деталей на плите |
| Транспортир с угломером | разметка углов и проверка сопряжения рисок | предпочтительный материал — металл | зафиксировать положение можно шарнирным винтом |
| Циркуль | · построение окружностей, дуг; · перенос размеров с линейки на заготовки | ножки циркуля рекомендуется закалить | острие циркуля устанавливается строго в накерненную лунку |
| Разметочная плита | · служит рабочей поверхностью; · используется для хранения оборудования | · располагается горизонтально; · должна быть чистой и сухой | размещается на тумбах, подставках с ящиками, столах |
| Шаблоны, трафареты | упрощение и ускорение разметки однотипных деталей | долговечны стальные шаблоны | обеспечить плотное прилегание шаблона к заготовке |
| Тиски | инструмент для закрепления мелких деталей | обеспечение плавности усилий при затяжке | при тонких работах рекомендуется мелкий шаг, при грубом зажиме – широкий |
Инструменты для плоскостной разметки
Работы следует выполнять на ровной и удобной поверхности. С этой целью используют разметочные столы:
С этой целью используют разметочные столы:
- деревянные;
- металлические.
Основные требования к качеству и конструкции столов:
- Прочность и устойчивость. Для обеспечения прочности ножки стола соединяются горизонтальными брусьями. Масштабные разметочные плиты рекомендуется устанавливать на домкратах.
- Достаточная площадь рабочей поверхности. Стандартные столы имеют размеры: длина 2000–3000 мм; ширина 4000–5000 мм; высота 700–1000 мм. Площадь поверхности стола должна соответствовать размерам листов, лент, полос материала.
- Удобство. Столы оборудуются различными приспособлениями:
- грузами для фиксации листов легкого материала;
- призмами для установки труб;
- струбцинами для закрепления металлических листов;
- прямоугольными и клиновидными прокладками для установки профилей и других деталей.
Рабочее место должно быть обеспечено всеми необходимыми для плоскостной разметки инструментами. В таблице приведен перечень необходимых инструментов и некоторые рекомендации по работе с ними.
| Инструмент | Функция | Требования к конструкции | Рекомендации по использованию |
| Чертилка | вычерчивание линий разметки на заготовках | · тонкий стержень из стали; · один конец затачивается под 45 градусов, второй – согнут в кольцо; · острый конец закаливают | · для получения тонких рисок острие должно быть твердое и острое; · чертилку при работе отклоняют от линейки в направлении ее перемещения, она должна постоянно острием прижиматься к линейке |
| Очертка | нанесение контуров, параллельных кромкам листа | · материал: медь или сталь; · наличие в рабочей части графитового карандаша | перед нанесением разметочных рисок проверяется ровность и точность кромок, вдоль которых будет перемещаться инструмент |
| Рейсмус | · проверка расположения заготовок; · проведение параллельных рисок | · стойка с зафиксированной на нужной высоте чертилкой; · высота фиксации отмеряется угольником | |
| Кернер | · построение центров окружностей или отверстий; · нанесение лунок на разметочные линии | · материал — твердая сталь; · размеры: диаметр 8-13 мм, длина 90-150 мм; · конец затачивается под 60 градусов; · бывают ручные и автоматические (выставляют отметки одинакового размера) | для работы автоматического кернера удар молотком не требуется |
| Слесарный молоток | ударный инструмент для накернивания | применяют молотки весом 50 — 200 г | работа выполняется легкими движениями, сообщаемыми изгибом кисти «от плеча» |
| Угольники | · построение и контроль углов; · восстановление перпендикуляров | предпочтительный материал — металл | · целесообразно иметь угольники с углами 30, 45, 60 градусов; · угольник с полкой используется для проверки корректности размещения деталей на плите |
| Транспортир с угломером | разметка углов и проверка сопряжения рисок | предпочтительный материал — металл | зафиксировать положение можно шарнирным винтом |
| Циркуль | · построение окружностей, дуг; · перенос размеров с линейки на заготовки | ножки циркуля рекомендуется закалить | острие циркуля устанавливается строго в накерненную лунку |
| Разметочная плита | · служит рабочей поверхностью; · используется для хранения оборудования | · располагается горизонтально; · должна быть чистой и сухой | размещается на тумбах, подставках с ящиками, столах |
| Шаблоны, трафареты | упрощение и ускорение разметки однотипных деталей | долговечны стальные шаблоны | обеспечить плотное прилегание шаблона к заготовке |
| Тиски | инструмент для закрепления мелких деталей | обеспечение плавности усилий при затяжке | при тонких работах рекомендуется мелкий шаг, при грубом зажиме – широкий |
Разметка цилиндрических деталей
Последовательность выполнения разметки цилиндрических деталей следующая:
- Деталь устанавливается на разметочной плите так, чтобы соблюдалось горизонтальное положение.
- Небольшие заготовки устанавливаются на разметочные призмы.
- Нанесение разметки, которая выполняется строго по заданной инструкции:

- изучение чертежа;
- проверка детали на дефекты;
- очистка поверхности от загрязнений, остатков краски и пыли;
- покраска краской поверхности, на которой планируется проводиться разметка;
- с помощью центроискателя отмечается центр изделия;
- горизонтальная установка детали на призму;
- нанесение на торце двух горизонтальных линий;
- на боковой поверхности наносятся линии, продолжающие те, что были нанесены на торце заранее, чтобы выделить место создания канавки.
Используя разметочный инструмент можно с высокой точностью проводить пространственную разметку. Главное соблюдать инструкции и не спешить, спешка в этом деле может привести к ошибкам.
Штангенциркуль
Этот широко распространенный и активно используемый в технике (особенно в машиностроении) мерительный инструмент устроен намного сложнее, чем металлическая линейка, и обеспечивает гораздо более высокую точность измерений. Штангенциркуль состоит из таких основных частей, как линейка-штанга, на грани которой нанесена основная шкала с равноудалёнными делениями через 1 миллиметр, и нониус – отсчетное приспособление с дополнительной штриховой шкалой.
Штангенциркуль состоит из таких основных частей, как линейка-штанга, на грани которой нанесена основная шкала с равноудалёнными делениями через 1 миллиметр, и нониус – отсчетное приспособление с дополнительной штриховой шкалой.
Цена деления нониусов современных штангенциркулей составляет или 0,1 , или 0,05 миллиметра, а что касается предела измерений, то он достигает 2000 миллиметров.
Штангенциркули используются для осуществления измерений как наружных, так и внутренних размеров деталей, а также глубин отверстий. Кроме того, их применяют для производства различных разметочных работ.
Особенности плоскостной разметки
Назначение любого типа разметки – это верно, грамотно и без погрешностей перенести на заготовку размеры, требуемые при изготовлении детали. Допускается погрешность при ее выполнении 0,2–0,5 мм.
Важная особенность плоскостной разметки – трудоемкость. Поэтому эту операцию целесообразно применять в мелкосерийном и индивидуальном производстве. В массовых производствах размеры переносятся трафаретами, шаблонами, кондукторами.
В массовых производствах размеры переносятся трафаретами, шаблонами, кондукторами.
При этом важно скоординировать все линии между собой в пространстве. Такую разметку называют также «объемной»
Разметка наносится разметочными рисками. Они представляют собой линии со специальными углублениями, выполненными методом накернивания.
§ 14. Подготовка к разметке
Перед разметкой
необходимо выполнить следующее:
очистить заготовку от пыли, грязи, окалины, следов коррозии стальной щеткой и ДР-;
тщательно осмотреть заготовку, при обнаружении раковин, пузырей, трещин и т. п. их точно измерить и, составляя план разметки, принять меры к удалению этих дефектов в процессе дальнейшей обработки (если это возможно). Все размеры заготовки должны быть тщательно рассчитаны, чтобы после обработки на поверхности не осталось дефектов;
изучить чертеж размечаемой детали, выяснить особенности и размеры детали, ее назначение; мысленно наметить план разметки (установку детали на плите, способ и порядок разметки), особое внимание обратить на припуски на обработку. Припуски на обработку в зависимости от материала и размеров детали, ее формы, способа установки при обработке берут из справочников;
Припуски на обработку в зависимости от материала и размеров детали, ее формы, способа установки при обработке берут из справочников;
определить поверхности (базы) заготовки, от которых следует откладывать размеры в процессе разметки
При плоскостной разметке базами могут служить обработанные кромки заготовки или осевые линии, которые наносят в первую очередь. За базы также удобно принимать приливы, бобышки, платики;
определить поверхности (базы) заготовки, от которых следует откладывать размеры в процессе разметки. При плоскостной разметке базами могут служить обработанные кромки заготовки или осевые линии, которые наносят в первую очередь. За базы также удобно принимать приливы, бобышки, платики;
подготовить поверхности к окрашиванию.
Рис. 44. Нанесение краски на заготовку
Окрашивание поверхностей
. Для окраски используют различные составы.
Мел, разведенный в воде. На 8 л воды берут 1 кг мела. Состав доводят до кипения, затем для предохранения слоя краски от стирания в него добавляют жидкий столярный клей из расчета 50 г на 1 кг мела. После добавления клея состав еще раз кипятят. Во избежание порчи состава (особенно в летнее время), в раствор добавляют немного льняного масла и сиккатива, ускоряющего высыхание краски. Такой краской покрывают черные необработанные заготовки. Окрашивание производят малярными кистями, однако этот способ мало производителен. Поэтому, когда это возможно, особенно при крупных деталях или большой партии их, окрашивание выполняют при помощи распылителей (пульверизаторов), которые кроме ускорения работы обеспечивают равномерную и прочную окраску.
После добавления клея состав еще раз кипятят. Во избежание порчи состава (особенно в летнее время), в раствор добавляют немного льняного масла и сиккатива, ускоряющего высыхание краски. Такой краской покрывают черные необработанные заготовки. Окрашивание производят малярными кистями, однако этот способ мало производителен. Поэтому, когда это возможно, особенно при крупных деталях или большой партии их, окрашивание выполняют при помощи распылителей (пульверизаторов), которые кроме ускорения работы обеспечивают равномерную и прочную окраску.
Обыкновенный сухой мел. Им натирают размечаемые поверхности. Окраска получается менее прочной. Этим способом окрашивают необработанные поверхности мелких неответственных заготовок.
Раствор медного купороса. На один стакан воды берут три полные чайные ложки купороса и растворяют его. Очищенную от пыли, грязи и масла поверхность покрывают раствором купороса кистью или кусковым медным купоросом натирают смоченную водой поверхность, подлежащую разметке. Разметку делают после того, как купорос высохнет.
Разметку делают после того, как купорос высохнет.
На поверхности заготовки осаждается тонкий слой меди, на который хорошо наносятся разметочные риски. Этим способом окрашивают только стальные и чугунные заготовки с предварительно обработанными под разметку поверхностями.
Спиртовой лак. В раствор шеллака в спирте добавляют фуксин. Этот способ окраски применяют только при точной разметке обработанных поверхностей небольших изделий.
Быстросохнущие лаки и краски применяют для покрытия поверхностей больших обработанных стальных и чугунных отливок. Цветные металлы, горячекатаный листовой и профильный стальной материал лаками и красками не окрашивают.
При нанесении краски (рис. 44) заготовку держат в левой руке в наклонном положении. Тонкий и равномерный слой краски наносят на поверхность перекрестными вертикальными и горизонтальными движениями кисти. Раствор во избежание потеков набирают только концом кисти в небольшом количестве.
Этап 2. Сверление
Процесс сверления необходимо продумать, исходя из задачи и материала детали
Отверстия, намеченные керном, просверливают на сверлильных станках, а также коловоротами, трещотками (для большого диаметра), ручными и электродрелями.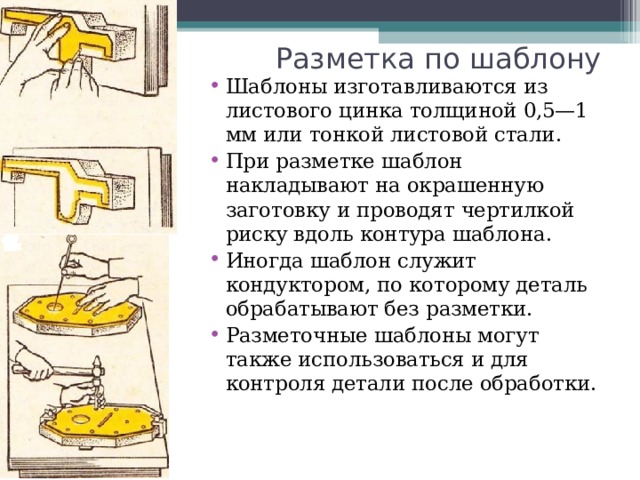
На этом этапе важно помнить, что от трения сверла сильно нагреваются и могут сломаться или деформироваться. Для охлаждения при сверлении стали, латуни или меди используют минеральное масло или мыльную воду, для алюминия в нее добавляют керосин
При сверлении бронзы и чугуна охлаждение не требуется.
Чтобы избежать поломки сверла на выходе из отверстия, снижают число оборотов перед окончанием сверления. Если нужно высверлить отверстие с большим диаметром, сначала используют узкое сверло, затем широкое.
Этап 3. Нарезание внутренней и внешней резьбы
В слесарных работах чаще всего резьбу наносят вручную
Нарезание резьбы – процесс получения винтовых канавок на внутренней или внешней поверхности заготовки.
Резьба состоит из таких элементов, как:
- Профиль – форма сечения части резьбы (витка), образующаяся при полном обороте.
- Шаг – расстояние между витками.
- Высота – расстояние между крайними точками резьбы.
- Угол – определяется между двумя боковыми сторонами профиля.
- Наружный диаметр – наибольший диаметр резьбы в верхней точке.
- Средний диаметр – расстояние между двумя линиями, которые идут параллельно оси болта, на разных точках от дна резьбы до вершины витка.
- Внутренний диаметр – наименьшее расстояние между противоположными основаниями резьбы. Измеряется в направлении, перпендикулярном оси резьбы.

Различают также 3 типа профилей резьбы:
- треугольную или крепежную;
- трапецеидальную;
- прямоугольную.
Первая нарезается на гайках, болтах или шпильках для скрепления деталей между собой. Вторая и третья – на подъемниках, домкратах и винтах для передачи движения вдоль оси.
Внешнюю резьбу нарезают вручную с помощью плашек, воротков и клупп, а также на станках. Смазанную маслом деталь зажимают в тисках, на ее конец накладывают клупп с плашками, которые врезаются в заготовку на глубину 0,2–0,5 мм. Затем клупп поворачивают на 1–2 оборота вправо и влево по длине детали. На последнем этапе резьбы клупп возвращают в исходное положение, плашки врезают еще глубже и наносят окончательную нарезку.
Для нанесения внутренней резьбы используют цилиндрический или конический метчик – стальной винт с канавками для создания режущих кромок. Деталь закрепляют в тисках, а метчик помещают в вороток, который вращают по часовой стрелке с периодическим нажимом.
Выполнение разметки – Слесарное дело
Разметочные линии (риски) наносят чертилкой. Риски должны быть как можно тоньше, это повышает точность разметки. При проведении разметочной линии чертилка должна иметь двойной наклон: один в сторону от линейки, другой — по направлению своего перемещения. В обоих случаях угол наклона 75—80°. Разметочную риску следует проводить четко, с одного раза. Для сохранения следов разметки в процессе механической обработки разметочные линии накернивают, т. е. с помощью кернера наносят вдоль рисок небольшие конические углубления. Для этого кернер берут тремя пальцами левой руки и с наклоном от себя плотно прижимают к точке на разметочной линии так, чтобы острие кернера совпало с серединой риски. Затем быстро поворачивают кернер в вертикальное (отвесное) положение и наносят легкий удар молотком весом 100 г.
Затем быстро поворачивают кернер в вертикальное (отвесное) положение и наносят легкий удар молотком весом 100 г.
Прежде чем приступить к разметке, следует определить или нанести базовые линии (базы).
Такими линиями при плоскостной разметке могут быть осевые линии, а также кромки полосового или листового металла.
После нахождения баз рекомендуется следующий порядок нанесения разметочных линий: сначала наносят все окружности, дуги, наклонные и криволинейные линии, затем горизонтальные линии, после них вертикальные (в зависимости от конкретных условий разметки это правило в отдельных случаях может нарушаться).
Для разметки окружностей в деталях с центром, расположенным в отверстии, туда (в отверстие) вставляется свинцовая или деревянная планка.
Центр окружности находится и накернивается на этой пластине и из центра заданным радиусом прочерчивается окружность при помощи циркуля.
При разметке отверстий обычно наносят две окружности, вторая из них, так называемая контрольная, очерчивается размером несколько большим. Основная окружность накернивается достаточно густо, а на контрольной ставят керны только в точках пересечения с осями или вовсе не ставят их. После изготовления отверстия концентричность его по отношению к контрольной окружности определяет правильность расточки (или сверления).
Основная окружность накернивается достаточно густо, а на контрольной ставят керны только в точках пересечения с осями или вовсе не ставят их. После изготовления отверстия концентричность его по отношению к контрольной окружности определяет правильность расточки (или сверления).
Что представляет собой разметочная операция?
Сразу следует определиться, что разметка – это не обязательно фиксация расстояния от одной точки до другой при устройстве той или иной конструкции. По мере усложнения производственных и строительных нормативов повышается и технологичность разметочных процессов. В ходе этого действия мастер на стройплощадке или оператор на производственной линии может определять параметры заготовки, характеристики ее расположения относительно других объектов и т. д. Современный инструмент для разметки позволяет фиксировать такие показатели, как длина, ширина, высота и угол. Некоторые модели типа угольников также ориентированы на изначальное определение, насколько объект, его параметры или расположение соответствуют требованиям. Что касается разметочного процесса, то он в основном предполагает ручное обращение с измерительными и меточными приспособлениями. От пользователя, в свою очередь, требуется внимательность, аккуратность и тщательность в снятии и фиксации данных.
Что касается разметочного процесса, то он в основном предполагает ручное обращение с измерительными и меточными приспособлениями. От пользователя, в свою очередь, требуется внимательность, аккуратность и тщательность в снятии и фиксации данных.
Особенности плоскостной разметки
Назначение любого типа разметки – это верно, грамотно и без погрешностей перенести на заготовку размеры, требуемые при изготовлении детали. Допускается погрешность при ее выполнении 0,2–0,5 мм.
Важная особенность плоскостной разметки – трудоемкость. Поэтому эту операцию целесообразно применять в мелкосерийном и индивидуальном производстве. В массовых производствах размеры переносятся трафаретами, шаблонами, кондукторами.
При этом важно скоординировать все линии между собой в пространстве. Такую разметку называют также «объемной»
Разметка наносится разметочными рисками. Они представляют собой линии со специальными углублениями, выполненными методом накернивания.
Нанесение рисок
Стандарт регламентирует порядок нанесения разметочных линий:
- горизонтальные;
- вертикальные;
- наклонные;
- криволинейные.
Нанесение криволинейных элементов после прямолинейных дает еще одну возможность проверить их точность. Дуги должны замыкать прямые, сопряжение должно быть гладким.
Инструменты для нанесение разметки
Прямые риски проводят хорошо заточенной чертилкой, без отрыва за один прием. Чертилку при этом наклоняют в сторону от линейки или угольника, чтобы не вносить искажений.
Параллельные прямые чертят, используя угольник и перемещая его вдоль опорной линейки на требуемую дистанцию.
Если в заготовке уже есть отверстия, то для привязки разметочный линий к ним применяют специальный инструмент — центроискатель.
Центроискатель
Для того чтобы разметить наклонные линии, используют разметочный транспортир с шарнирной линейкой, закрепленной в его нулевой точке.
Разметочный транспортир
Для особо точной разметки в слесарном деле применяют штангенциркули. Они позволяют измерять расстояния и процарапывать риски с точностью до сотых долей миллиметра.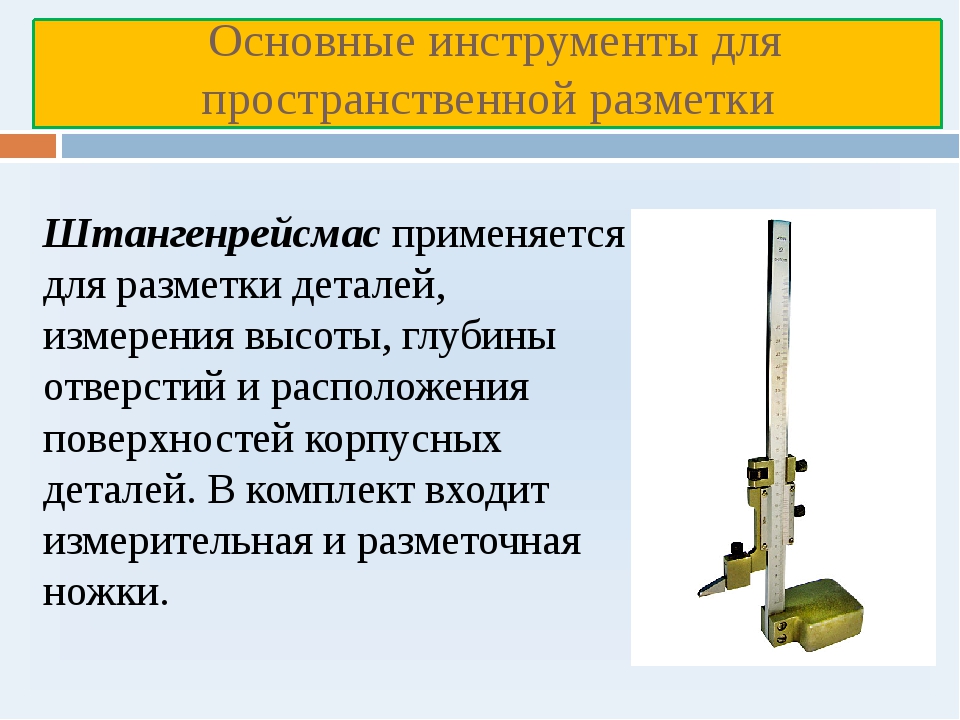
Плоскостная разметка – Слесарное дело
Плоскостная разметка может быть выполнена непосредственным вычерчиванием, по шаблону (заключается в накладывании шаблона на размечаемую деталь и вычерчивании по нему с последующим накерниванием контуров линий) и по образц у, который используют в качестве шаблона.
Пример 1.Разметка замковой шайбы к закрепительным втулкам для шарикоподшипников.
2. Зачистить одну из плоскостей, закупоросить места разметки.
3. Провести две осевые линии под прямым углом одна к другой. Накернить центр.
4. Из центра раствором циркуля на заданные окружности провести три окружности радиусами 15,5; 19,5 и 25 мм.
5. Построить центральные углы.
6. Разметить наружные шлицы.
7. Разметить внутренний шлиц.
Разметить внутренний шлиц.
8. Накернить контуры шайбы.
Пример 2. Разметка шпоночной канавки на валике.
1. Зачистить размечаемые места на валике.
2. Окрасить купоросом торец валика и часть боковой поверхности, на которой будут проводиться риски.
3. Найти центр на торце с помощью центроискателя.
4. Установить валик на призму и проверить его горизонтальность.
5. Нанести на торце валика рейсмасом горизонтальную линию, проходящую через центр.
6. Повернуть валик на 90° и выверить вертикальность прочерченной линии по угольнику.
7. Нанести на торце валика рейсмасом горизонтальную линию.
8. Прочертить рейсмасом линию на боковой поверхности валика.
9. Прочертить две линии на боковой поверхности, отвечающие ширине шпоночной канавки, а на торце — приблизительно на глубину канавки.
10. Повернуть валик шпоночными рисками вверх и прочертить на торце линию глубины шпоночной канавки.
11. Накернить контуры шпоночной канавки.
Таблица наценок и маржи: какая из них лучше всего подходит для вашего бизнеса?
Работа по ценообразованию имеет решающее значение для прибыльного торгового бизнеса. Есть много способов правильно оценить цену, включая использование прошлых котируемых работ, тендеры, наценку (время и материалы) или даже установленный прейскурант. Какой бы метод ценообразования ни использовался, всегда необходимо одно — понимание вашей валовой наценки и процентов маржи, чтобы обеспечить прибыльность работы. Если у вас нет под рукой этих цифр или вы не знаете разницу между ними, работа может быть занижена, и ваш бизнес может потерять ценные деньги. Как только вы поймете свою стратегию ценообразования, достижение лучших результатов и подготовка к разным размерам прибыли станет намного проще.
Есть много способов правильно оценить цену, включая использование прошлых котируемых работ, тендеры, наценку (время и материалы) или даже установленный прейскурант. Какой бы метод ценообразования ни использовался, всегда необходимо одно — понимание вашей валовой наценки и процентов маржи, чтобы обеспечить прибыльность работы. Если у вас нет под рукой этих цифр или вы не знаете разницу между ними, работа может быть занижена, и ваш бизнес может потерять ценные деньги. Как только вы поймете свою стратегию ценообразования, достижение лучших результатов и подготовка к разным размерам прибыли станет намного проще.
Разница между наценкой и валовой прибылью
В деловом мире наценку и валовую прибыль обычно путают, поэтому, если вы какое-то время путали эти два понятия, не будьте слишком строги к себе. Особенно, если, как и я, цифры НЕ ваша сильная сторона. Давайте пройдем через это вместе.
Валовая маржа — это общий доход после учета коммерческих расходов, связанных с товарами, которые вы продали своему клиенту, также известных как себестоимость проданных товаров. Он показывает процент прибыли до вычетов. Маржа наценки также учитывает себестоимость и выручку, но немного по-другому. После расчета он показывает процентную сумму между стоимостью товара и ценой для достижения цены продажи.
Он показывает процент прибыли до вычетов. Маржа наценки также учитывает себестоимость и выручку, но немного по-другому. После расчета он показывает процентную сумму между стоимостью товара и ценой для достижения цены продажи.
Использование как наценки, так и процента валовой прибыли имеет решающее значение при ценообразовании ваших услуг. Это связано с тем, что наценка напрямую влияет на валовую прибыль. Например, 30-процентная наценка на продукт или услугу даст вам 23-процентную валовую прибыль, 43-процентная наценка даст вам 30-процентную валовую прибыль, а 100-процентная наценка даст вам 50-процентную валовую прибыль. Забавный факт, процент наценки всегда будет больше, чем валовая прибыль. Взгляните на диаграмму ниже, чтобы увидеть взаимосвязь между наценкой и валовой прибылью.
К какой норме прибыли следует стремиться?
Теперь, когда вы установили разницу между наценкой и маржой, пришло время установить цель по средней марже прибыли, к которой нужно стремиться.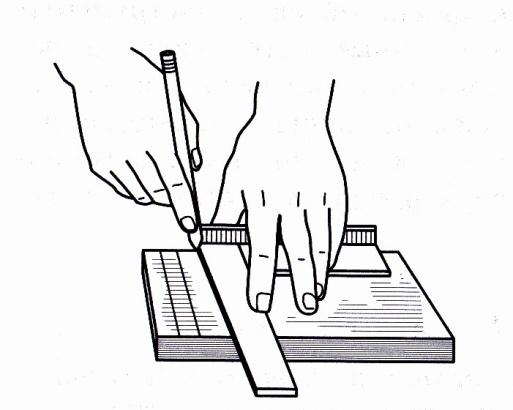 Это число будет разным для каждого бизнеса. В среднем он колеблется от 5% до 20%, но необходимо учитывать множество различных факторов. Размер, возраст и местонахождение бизнеса — все это важно иметь в виду. Например, новый бизнес может стремиться к более высокой норме прибыли, потому что у него, как правило, будет меньше продаж и людей в платежной ведомости и, следовательно, меньшие накладные расходы. Однако с течением времени и ростом бизнеса эта маржа будет сокращаться.
Это число будет разным для каждого бизнеса. В среднем он колеблется от 5% до 20%, но необходимо учитывать множество различных факторов. Размер, возраст и местонахождение бизнеса — все это важно иметь в виду. Например, новый бизнес может стремиться к более высокой норме прибыли, потому что у него, как правило, будет меньше продаж и людей в платежной ведомости и, следовательно, меньшие накладные расходы. Однако с течением времени и ростом бизнеса эта маржа будет сокращаться.
Напротив, такие типы бизнеса, как консалтинговые фирмы, программное обеспечение как услуга (SaaS), фармацевтические и финансовые услуги, скорее всего, будут иметь более высокую норму прибыли. Это связано с тем, что им не нужно учитывать такие вещи, как запасы, меньше эксплуатационных расходов и резко сокращаются начальные затраты.
Как рассчитать маржу и наценку?
Чтобы рассчитать наценку, вам необходимо учитывать стоимость покупки для вашего бизнеса, а также цену, которую будут платить покупатели. Например, покупка винтов у поставщика будет стоить 0,50 фунта стерлингов за винт, а покупатели будут платить 1 фунт стерлингов. Это дает вам наценку в размере 0,50 фунта стерлингов с процентом наценки 100%. Почему 100%? Потому что вы получаете прибыль в размере 0,50 фунта стерлингов за винт, что составляет 100% от первоначальной стоимости товара.
Например, покупка винтов у поставщика будет стоить 0,50 фунта стерлингов за винт, а покупатели будут платить 1 фунт стерлингов. Это дает вам наценку в размере 0,50 фунта стерлингов с процентом наценки 100%. Почему 100%? Потому что вы получаете прибыль в размере 0,50 фунта стерлингов за винт, что составляет 100% от первоначальной стоимости товара.
Ваша процентная маржа для того же примера будет равна 50%, потому что вы получите прибыль в размере 0,50 фунта стерлингов. Помните об этих правилах, касающихся наценки и валовой прибыли, и вы будете на правильном пути к повышению прибыльности.
Что такое формула наценки?
Рассмотрим эти формулы более подробно.
Прежде чем приступить к этой формуле, сначала рассчитайте себестоимость продаж и валовую прибыль.
Себестоимость продаж относится к стоимости работы или проекта по завершении. Это включает в себя рабочую силу, материалы и любые другие затраты, связанные с работой, такие как субподрядчики или аренда оборудования. Например, стоимость ремонта ванной комнаты может составить 10 000 фунтов стерлингов.
Например, стоимость ремонта ванной комнаты может составить 10 000 фунтов стерлингов.
Далее валовая прибыль . Чтобы рассчитать это, вам нужно вычесть себестоимость продаж (используя приведенный выше пример, это будет 10 000 фунтов стерлингов) из цены продажи. Теперь предположим, что продажная цена ремонта ванной комнаты составляет 13 000 фунтов стерлингов. Таким образом, валовая прибыль составит 13 000–10 000 фунтов стерлингов = 3 000 фунтов стерлингов.
Наконец, чтобы рассчитать наценку, разделите валовую прибыль на себестоимость продаж и умножьте на 100, что будет:
Наценка = (3000 фунтов стерлингов/10 000 фунтов стерлингов) x 1000003
Какова формула расчета валовой прибыли?
Итак, теперь вы, вероятно, задаетесь вопросом, откуда берется ваша маржа, верно? Если вы можете остаться со мной, для этого тоже есть формула, которая поможет:
Если мы используем в качестве примера наши предыдущие цифры, уравнение будет таким:
(3000 фунтов стерлингов/13000 фунтов стерлингов) x 100 = 23% маржа прибыли
Таким образом, для этого ремонта ванной вы получите наценку в размере 30% и валовую прибыль в размере 23%.
Сокращение маржи по сравнению с ошибками разметки
Теперь, когда вы поняли разницу между маржой и наценкой, убедитесь, что эта информация эффективно используется для обеспечения прибыльности и роста вашего бизнеса.
Внедрение инструмента ценообразования для определения продаж
При совершении покупок первое, на что я обращаю внимание, — это доступность. Имея возможность четко видеть стоимость предмета, будь то установка новой ванной комнаты или просто новый ершик для унитаза, я хочу прозрачности в знании того, каковы затраты. И я не одинок. Это информация, которую все клиенты хотят знать заранее. С помощью программного решения для управления выездным обслуживанием вы можете предоставлять предложения клиентам на местах с подробным описанием всех затрат, связанных с проектом, независимо от того, насколько они велики или малы.
Обучите свой отдел продаж
В любом бизнесе есть много движущихся частей, и ключом к успеху является информирование каждого отдела. Когда дело доходит до стоимости услуг или товаров, отдел продаж должен знать правильные детали, чтобы сообщить клиентам. Поскольку большая часть дохода поступает от вашего отдела продаж, важно, чтобы они знали о разнице между процентами наценки и маржи. Кроме того, убедитесь, что они знают, когда происходят какие-либо рекламные предложения, повышение цен или изменения.
Когда дело доходит до стоимости услуг или товаров, отдел продаж должен знать правильные детали, чтобы сообщить клиентам. Поскольку большая часть дохода поступает от вашего отдела продаж, важно, чтобы они знали о разнице между процентами наценки и маржи. Кроме того, убедитесь, что они знают, когда происходят какие-либо рекламные предложения, повышение цен или изменения.
Резюме
Это ошеломляющая цифра, которую нужно выбросить из головы, теперь пришло время применить ее на практике. Нужны дополнительные рекомендации? В нашем блоге «Готовься, готовься, масштабируйся: как развивать свой бизнес выездного обслуживания» также можно найти полезные советы по продажам, маркетингу и операциям.
Полное руководство по разметке схемы для сантехнических компаний
Содержание
Что такое разметка схемы для веб-сайтов сантехники?
Разметка Schema относится к семантическому коду, который сантехники могут размещать на своих веб-сайтах, чтобы лучше взаимодействовать с поисковыми системами и предоставлять пользователям более релевантные результаты. Внедрение разметки схемы может помочь веб-сайтам сантехники создавать расширенные функции SERP, такие как расширенные фрагменты, в результатах поиска.
Внедрение разметки схемы может помочь веб-сайтам сантехники создавать расширенные функции SERP, такие как расширенные фрагменты, в результатах поиска.
Зачем сантехникам нужна разметка схемы
Нулевая позиция относится к веб-сайту, находящемуся в верхней части индекса на страницах результатов поисковых систем. Нулевая позиция — это то место, где вы хотите быть, если у вас есть сантехнический бизнес (или любой другой бизнес, если уж на то пошло). В цифровой маркетинг , это самый желанный кусок онлайн-недвижимости.
За последние несколько лет маркетологи пришли к выводу, что разметка Schema весьма практична для получения нулевой позиции. Цифры не врут. По крайней мере, одно исследование показало, что веб-сайты с разметкой схемы занимают в среднем на четыре позиции на страницах результатов поисковых систем более высокий рейтинг, чем веб-сайты, не использующие разметку схемы.
Хотя эксперты по цифровому маркетингу согласны с тем, что повышение рейтинга происходит не только за счет разметки схемы, ясно, что она, безусловно, помогает. Разметка Schema стала приоритетной задачей в SEO (поисковая оптимизация) .
Суть в том, что если вы сантехник и хотите подняться в своем местном рейтинге , разметка схемы должна быть частью вашей стратегии. В следующей статье мы дадим всем вам, сантехникам, ускоренный курс разметки схемы.
Что передает разметка схемы?
Итак, какую информацию разметка схемы может предоставить онлайн-поисковикам? Почти что угодно. Разметка Schema особенно полезна для сантехников, потому что с ее помощью вы можете убедиться, что люди могут видеть такие вещи, как
- Области, которые вы обслуживаете
- Часы работы
- Типы услуг, которые вы предлагаете
- Карта, показывающая, где вы находитесь
- Список страниц на вашем сайте
- Ваш звездный рейтинг на сайтах отзывов
- Текущие рекламные акции, которые вы проводите
Разметка Schema предназначена для передачи информации, которую люди ищут, быстрее и на видном месте, чем другие результаты поиска, чтобы повысить вероятность нажатия на ваш сайт.
Как начать работу с разметкой схемы
Google предоставляет инструмент тестирования структурированных данных, который помогает разработчикам убедиться, что код схемы может отображаться на их сайте. Итак, это первое, что вы должны сделать, как только получите код схемы. Вот разбивка шагов, которые необходимо выполнить, чтобы получить код:
- Перейдите на веб-сайт schema.org и найдите типы кода, которые вы хотите внедрить. Мы уже рассмотрели типы данных, которые вы можете передать с помощью схемы, поэтому вам решать, что вы хотите отобразить.
- Внедрите код на различные страницы вашего веб-сайта
- Протестируйте свой новый код схемы с помощью инструмента тестирования структурированных данных Google
- Проведите тест, просто выполнив поиск вашего веб-сайта сантехники в Google и посмотрев, отображается ли разметка схемы
Schema Coding
Если у вас есть различные коды схем, их можно внедрить непосредственно на страницу веб-сайта WordPress и в другие форматы. Но вы несете ответственность за заполнение родительских данных. Во многих случаях код вашей схемы будет начинаться с этого:
Но вы несете ответственность за заполнение родительских данных. Во многих случаях код вашей схемы будет начинаться с этого:
Затем особенности данных, которые вы хотите отобразить, идут после этого в коде. Конкретными данными могут быть название вашей компании, местоположение, ссылка на карту или изображение. Эта часть зависит от вас. Это зависит от того, что вы хотите отображать в структурированных данных. Важно отметить, что вам придется реализовать этот код и его варианты для каждой части разметки схемы, которую вы хотите отобразить. Если вы занятый сантехнический подрядчик, у вас может не быть много времени, чтобы сделать это. Возможно, вам придется поработать с разработчиком или маркетинговой командой, чтобы помочь вам разработать код схемы, внедрить его и спроектировать сантехнический сайт вокруг него. Также важно отметить три основных формата разметки схемы: JSON-LD, стандартные микроданные схемы и RDFa. RDFa будет работать с большинством типов микроразметки, которые вы хотите использовать, и с большинством веб-сайтов. Если ваша разметка схемы не отображается должным образом, некоторые вероятные подозреваемые должны сначала проверить ее. Некоторые из наиболее распространенных проблем разметки схемы включают: Если вы используете Microsoft Word или Excel для копирования кода схемы, рендеринг может вызвать проблемы. Лучше всего использовать приложение «Блокнот» при копировании/вставке кода схемы. В некоторых случаях Google может не отображать вашу разметку, поскольку она нарушает рекомендации Google. Как и все остальное, у Google есть строгие правила в отношении того, что он демонстрирует в своей поисковой выдаче. Код схемы особенный. Ошибочная точка с запятой или кавычка могут испортить весь фрагмент. Внимательно просмотрите код и убедитесь, что все находится в правильном месте. Для сантехников по обслуживанию и ремонту знание того, как оценивать работы сантехника, может быть разницей между прибыльной работой и работой, которая стоит денег вашему бизнесу. Независимо от того, предлагаете ли вы фиксированную ставку или почасовую оплату, вам необходимо знать, сколько брать за свои услуги, как оценивать время работы и как учитывать материальные затраты, чтобы оставаться прибыльным. В этой статье мы шаг за шагом проведем вас через процесс определения стоимости сантехнических работ, чтобы помочь вам быстрее оценить работу, привлечь больше клиентов и заработать больше денег. 1. Рассчитайте почасовую базовую ставку 2. Рассчитайте накладные расходы 3. Учтите норму прибыли и рассчитайте наценку 4. Рассчитайте общие затраты на оплату труда 5.Рассчитайте стоимость материалов 6.Сложите все вместе 7.Дополнительные соображения по ценам на сантехников 8.Что включить в смету на сантехнику Воспользуйтесь нашим бесплатным калькулятором сметы сантехники, чтобы рассчитать стоимость работ и увеличить прибыль своего сантехнического бизнеса. Попробовать сейчас Чтобы быть уверенным, что вы получаете прибыль от каждой работы, вам необходимо определить подходящую почасовую ставку, а затем учесть материальные затраты. Ваша почасовая базовая ставка — это сумма, которую вы платите себе (или своим сантехникам) без учета накладных или материальных затрат. Ваш оплачиваемых часов — это количество часов в неделю, которое вы можете брать с клиентов за сантехнические услуги, установку или ремонт. Сюда не входит время, затрачиваемое на поездку на место работы и обратно или выполнение административных задач. Чтобы определить почасовую базовую ставку, разделите сумму денег, которую вы хотели бы зарабатывать каждую неделю, на количество часов работы, за которые вы можете выставлять счета клиентам. Еженедельный заработок ÷ количество оплачиваемых часов в неделю Например, если вы хотите зарабатывать 800 долларов в неделю и можете выставлять счета клиентам за 28 часов работы, ваша почасовая базовая ставка составит 28,57 долларов. Совет для профессионалов: Чтобы предлагать конкурентоспособные цены и при этом получать прибыль, сравните свои почасовые ставки со средними ставками в вашем штате. В США средняя почасовая ставка сантехника составляет 22,64 доллара. Но ваша почасовая и годовая зарплата будут зависеть от того, где вы работаете, сколько у вас опыта и от вашей должности. Например, ученики-сантехники зарабатывают в среднем 36 526 долларов в год, а мастера-сантехники — в среднем 66 479 долларов.ежегодно. Узнайте, сколько вы должны платить сантехникам в зависимости от опыта, должности и географического положения. НАЧАТЬ СЕЙЧАС Накладные расходы — это операционные расходы, которые вы платите, чтобы обеспечить бесперебойную работу вашего бизнеса. Сюда могут входить: Чтобы рассчитать почасовые накладные расходы, используйте следующую формулу: Общие месячные накладные расходы ÷ количество оплачиваемых часов в месяц Если ваши накладные расходы в месяц составляют 4000 долларов, а вы и ваша команда производите 500 оплачиваемых часов каждый месяц в месяц ваши накладные расходы составят 8 долларов в час. Затем, , чтобы рассчитать накладные расходы на ремонт сантехники, используйте следующую формулу: Почасовые накладные расходы x # часов, которые потребуются для выполнения работы займет у вас два часа, ваши накладные расходы на работу будут $ 16,00. Ваша норма прибыли – это сумма денег, которую вы заработаете после того, как покроете все расходы на работу, такие как материалы, накладные расходы и заработная плата сотрудников. Ваша надбавка — это сумма, которую получает ваш бизнес после применения процента прибыли к вашей почасовой ставке и накладным расходам. Если ваша идеальная норма прибыли составляет 25 %, используйте следующую формулу для определения наценки: (почасовая ставка + накладные расходы) x 0,25 Продолжая наш пример выше, наша наценка составит 11,14 доллара США (28,57 доллара США + 16 долларов США x 0,25). БЕСПЛАТНЫЙ ИНСТРУМЕНТ: Попробуйте наш бесплатный калькулятор нормы прибыли Чтобы получить общую почасовую ставку, сложите базовую почасовую ставку, накладные расходы и наценку. В нашем случае это будет $55,71, но мы округлим до $56,00 в час. Оттуда определите, сколько времени вам потребуется, чтобы исправить проблему с сантехникой и завершить работу. Просто умножьте ожидаемое количество рабочих часов на почасовую ставку. (количество рабочих часов) X (почасовая ставка) = (общие затраты на оплату труда) Если вы обслуживаете засорившуюся сливную трубу и знаете, что это займет у вас два часа, ваши общие трудозатраты составят 112 долл. США ( 2 часа x 56 долларов в час). ПОДРОБНЕЕ: Как рассчитать точку безубыточности Для сантехнических услуг, ремонта или установки, требующих дополнительных материалов, таких как арматура, трубы или специальные инструменты, добавьте Точная стоимость с учетом налогов. Вот несколько примеров материалов, которые следует учитывать, в том числе для следующих работ: Вот формула для использования: (Сумма необходимых затрат на материалы) X (ставка налога с продаж продукта) = (Общие затраты на материалы) Чтобы продолжить наш пример, предположим, что стоимость материалов для ремонта засорившейся канализации составляет 47,62 доллара, а налог с продаж в вашем штате составляет 5%. ПОДРОБНЕЕ: Как участвовать в торгах по сантехническим работам и выиграть больше работ Сложите общие затраты на оплату труда и материальные затраты, чтобы получить общую сумму стоимости сантехнических работ. Или введите стоимость рабочей силы, стоимость материалов, накладные расходы и прибыль в калькулятор цен на сантехнику Jobber. В нашем случае сумма по нашей смете сантехники составит 162 доллара до вычета налогов. Pro Tip : Многие сантехники устанавливают минимальное время обслуживания в один или два часа, чтобы учесть время в пути или любые другие проблемы в пути. Это помогает сохранить их график полным, а рабочие места прибыльными. В среднем сантехники берут с клиентов от 45 до 200 долларов в час в США. Это будет зависеть от работы, времени и местоположения, а также от уровня сертификации сотрудника по сантехнике, Прежде чем отправить оценку потенциальному клиенту, убедитесь, что вы учли все другие факторы, которые могут может сократить вашу прибыль. Сообщая своим клиентам об этих дополнительных расходах с самого начала, вы можете уберечь себя от расходов, когда работа будет выполнена. Вот несколько вещей, которые следует учитывать: Всегда выполняйте оценку на месте перед отправкой сметы. Pro Tip: Чтобы убедиться, что ваши цены конкурентоспособны, узнайте, какие цены берут другие сантехники в вашем регионе. Вы можете проверить их веб-сайт, чтобы узнать цены, или попробовать позвонить, чтобы узнать цену. ПОДРОБНЕЕ: Бесплатные оценки: должны ли подрядчики взимать плату за расчеты? В смету на сантехнику следует включить: Правильная информация и профессиональный макет помогут вам произвести впечатление на ваших клиентов и получить больше заказов. JSON-LD использует JavaScript и, как правило, менее сложен в реализации, чем стандартные микроданные схемы. Микроданные стандартной схемы основаны на HTML и являются наиболее распространенным форматом. Кроме того, его проще всего научиться использовать. Поэтому, если вы сами обрабатываете разметку схемы, мы рекомендуем начать со стандартных микроданных схемы.
JSON-LD использует JavaScript и, как правило, менее сложен в реализации, чем стандартные микроданные схемы. Микроданные стандартной схемы основаны на HTML и являются наиболее распространенным форматом. Кроме того, его проще всего научиться использовать. Поэтому, если вы сами обрабатываете разметку схемы, мы рекомендуем начать со стандартных микроданных схемы. Общие проблемы со схемой
Рендеринг копирования/вставки
Нарушения Google

Ошибки в синтаксисе
(877) 388-9884
5917 Lovell Ave Ste B, Форт-Уэрт, Техас 76107 Научитесь оценивать работу для максимальной прибыли

Вот как рассчитать работу сантехника:
Воспользуйтесь нашим калькулятором стоимости сантехники
 Вот как:
Вот как: 1. Рассчитайте почасовую базовую ставку

Средняя почасовая ставка сантехника
Ознакомьтесь с основным руководством по заработной плате сантехников
2. Рассчитайте свои накладные расходы
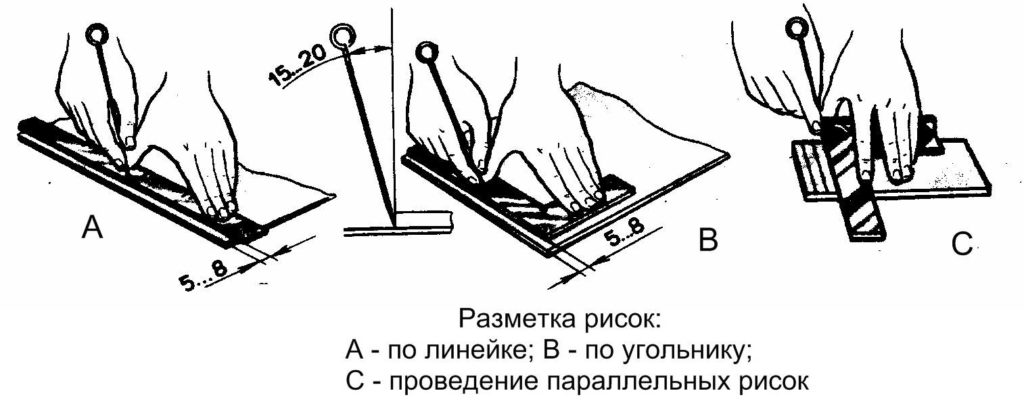
3. Учтите свою норму прибыли и рассчитайте наценку
4.
 Рассчитайте общие затраты на оплату труда
Рассчитайте общие затраты на оплату труда 5. Оцените стоимость материалов
Сервис Материалы, которые могут вам понадобиться Установка водонагревателя Водонагреватель, вентиляционные трубы, напорные клапаны, водо- и газопроводы, резьбовая смазка, припой Негерметичная труба Эпоксидная замазка, хомуты, скользящая муфта, запасные трубы Забитый слив Химический очиститель канализации, плунжеры Аварийно-спасательные службы Замазка сантехническая, клейкая лента, шайбы Разрывная труба Фитинги, наждачная шкурка, соединители 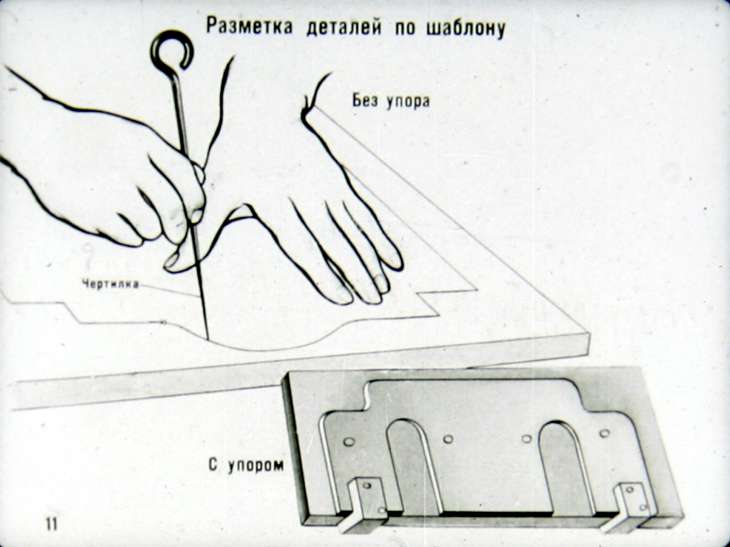 Таким образом, общая стоимость материалов составит 50 долларов.
Таким образом, общая стоимость материалов составит 50 долларов. 6. Сложите все вместе
Сколько сантехники берут за час?
Дополнительные соображения по ценообразованию для сантехников

 Это даст вам возможность осмотреть трубы, оценить их общее состояние и определить, насколько легко или сложно до них добраться.
Это даст вам возможность осмотреть трубы, оценить их общее состояние и определить, насколько легко или сложно до них добраться. Что включить в смету на сантехнику
