Сплавы алюминиевые деформируемые: Деформируемые алюминиевые сплавы: состав и применение
alexxlab | 06.07.2020 | 0 | Разное
| | Адрес этой страницы (вложенность) в справочнике dpva.ru: главная страница / / Техническая информация / / Материалы / / Металлы / / Алюминий и сплавы алюминия / / Алюминиевые сплавы в РФ (деформируемые = под мехобработку). Подробная классификация, физические свойства, коррозионные свойства, механические свойства, круглый и профильный алюминиевый прокат, плоский алюминиевый прокат Поделиться:
| ||||||||||||||||||||||||||||
ГОСТ 1131-76 Сплавы алюминиевые деформируемые в чушках. Технические условия (с Изменениями N 1, 2), ГОСТ от 16 июня 1976 года №1131-76
ГОСТ 1131-76
Группа В57
ОКП 17 1340
Дата введения 1978-01-01
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 16.06.76 N 1450
2. ВЗАМЕН ГОСТ 1131-67
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
4. Ограничение срока действия снято Постановлением Госстандарта от 07.09.92 N 1118
5. ИЗДАНИЕ (декабрь 2000 г.) с Изменениями N 1, 2, утвержденными в декабре 1980 г., июне 1987 г. (ИУС 3-80, 10-87)
Настоящий стандарт распространяется на алюминиевые деформируемые сплавы в чушках, предназначенные для изготовления слитков, обрабатываемых давлением, а также для подшихтовки при изготовлении алюминиевых сплавов.
1. МАРКИ И РАЗМЕРЫ
1.1. В зависимости от применения сплавы подразделяются на сплавы для обработки давлением и на сплавы для подшихтовки.
1.1.1. Сплавы, предназначенные для обработки давлением, допускается применять для подшихтовки.
1.2. Марки и химический состав алюминиевых сплавов, предназначенных для обработки давлением, должны соответствовать указанным в табл.1.
(Измененная редакция, Изм. N 1, 2).
1.3. Марки и химический состав алюминиевых сплавов, предназначенных для подшихтовки, должны соответствовать указанным в табл.2.
Таблица 1
Марка | Химический состав, % | ||||||||||||||
Алю- миний | Легирующие компоненты | Примеси, не более | |||||||||||||
Медь | Магний | Марга- нец | Крем- ний | Цинк | Же- лезо | Крем- ний | Ни- кель | Цинк | Хром | Цир- коний | Титан | Прочие примеси | |||
Каждая в отдель- ности | Сумма | ||||||||||||||
ВД1 | Основа | 2,0-5,0 | 0,4-1,6 | 0,3-0,8 | – | – | 1,0 | 1,0 | 0,2 | 0,7 | – | – | 0,2 (титан+хром+цирконий) | 0,05 | 0,2 |
1105 | “ | 2,0-5,0 | 0,4-2,0 | 0,3-1,0 | – | – | 1,5 | 3,0 | 0,2 | 1,0 | – | – | 0,2 Титан+хром+ +цирконий | 0,05 | 0,2 |
АВД1 | “ | 2,5-5,0 | 0,1-1,0 | 0,1-1,0 | – | – | 0,8 | 0,8 | 0,1 | 0,5 | – | – | – | 0,05 | 0,2 |
АВД1-1 | “ | 2,5-3,5 | 0,2-0,7 | 0,1-0,7 | – | – | 0,8 | 0,8 | 0,1 | 0,3 | – | – | – | 0,05 | 0,2 |
АКМ | “ | 1,2-2,6 | 0,8-1,4 | 0,2-0,8 | 0,8-2,2 | – | 1,0 | – | 0,1 | 1,0 | 0,2 | – | 0,2 | – | 0,2 |
В95-1 | “ | 1,0-3,0 | 0,6-2,6 | 0,2-0,8 | – | 0,8-2,0 | 1,0 | 1,5 | 0,2 | – | 0,25 | – | 0,20 Титан+цирконий | 0,05 | 0,2 |
В95-2 | “ | 1,0-3,0 | 1,0-2,8 | 0,2-0,8 | – | 2,0-6,5 | 0,9 | 1,5 | 0,2 | – | 0,25 | – | 0,15 (титан+цирконий) | 0,05 | 0,2 |
АКЦМ | “ | 1,4-3,0 | 1,2-2,5 | 0,1-0,7 | 0,8-1,6 | 3,5-6,0 | 1,0 | – | 0,2 | – | 0,25 | 0,1 | 0,15 (титан+цирконий) | – | 0,2 |
Таблица 2
Марка | Химический состав, % | |||||||||||||||||
старая | новая | Алю- миний | Легирующие компоненты, не более | Примеси, не более | ||||||||||||||
Медь | Магний | Мар- ганец | Ни- кель | Же- лезо | Крем- ний | Хром | Цир- коний | Же- лезо | Крем- ний | Мар- ганец | Ни- кель | Цинк | Титан | Прочие примеси | ||||
Каждая в отдель- | Сумма | |||||||||||||||||
ВДч | ВД | Основа | 7,0 | 2,6 | 1,0 | – | – | – | – | 0,2 | 0,8 | 0,7 | – | 0,1 | 0,5 | 0,2 | 0,05 | 0,2 |
АК4ч | ВАК4 | “ | 3,0 | 1,8 | – | 1,5 | 1,3 | 1,2 | – | – | – | – | 0,3 | – | 0,5 | 0,1 | 0,05 | 0,2 |
АК6ч | ВАК6 | “ | 4,8 | 1,0 | 1,2 | – | – | 1,2 | 0,35 | – | 0,8 | – | – | 0,1 | 0,5 | 0,15 | 0,05 | 0,2 |
1.4. Марки алюминиевых сплавов, лом и отходы которых используются при изготовлении сплавов для подшихтовки, приведены в приложении.
1.5. Форма, размеры и масса чушек должны соответствовать указанным на черт.1-4 и в табл.3.
Размеры чушек, указанные в таблице, являются справочными и даны для конструирования и изготовления изложниц.
Черт.1-4. Форма, размеры и масса чушек
Черт.1
Черт.2
Черт.3
Черт.4
(Измененная редакция, Изм. N 1).
Таблица 3
Номер чер- тежа | Размеры, мм | Масса, кг | ||||||||||||
Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | |
1 | 415 | ±0,5 | 93 | ±5 | – | – | 60 | ±5 | – | – | – | – | 5 | ±0,5 |
2 | 640 | ±0,5 | 170 | ±5 | – | – | 75 | ±5 | – | – | – | – | 15 | ±1,5 |
3 | 740 | ±10 | 170 | ±5 | – | – | 90 | ±5 | – | – | – | – | 15 | ±1,5 |
2 | 1300 | ±20 | 500 | ±10 | 330 | ±10 | 200 | ±10 | 100 | ±10 | – | – | 200 | ±30 |
2 | 1300 | ±20 | 900 | ±10 | 750 | ±10 | 200 | ±10 | 100 | ±10 | – | – | 500 | ±50 |
2 | 1600 | ±20 | 660 | ±20 | 500 | ±20 | 410 | ±20 | 140 | ±10 | – | – | 800 | ±50 |
4 | 1360 | ±50 | 800 | ±20 | 600 | ±20 | 450 | ±20 | 200 | ±10 | 25 | ±10 | 1000 | ±100 |
1000 | ±60 | 600 | 120 | |||||||||||
2 | 1750 | ±20 | 1050 | ±20 | 700 | ±20 | 450 | ±20 | 150 | ±10 | – | – | 1600 | ±100 |
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Поверхность чушек не должна иметь заливов, неслитин, наплывов, шлаковых и других инородных включений.
На поверхности крупногабаритных чушек не допускаются трещины, по глубине превышающие 10 мм.
2.1.1. Допускаются следы зачистки или вырубки дефектов.
(Измененная редакция, Изм. N 2).
2.2. Чушки в изломе не должны содержать шлаковых и других инородных включений.
2.3. Сплавы, предназначенные для обработки давлением, могут изготовляться в виде слитков.
Форма и размеры слитков, а также требования к их качеству должны удовлетворять нормативно-технической документации, утвержденной в установленном порядке.
3. ПРАВИЛА ПРИЕМКИ
3.1. Чушки предъявляются к приемке партиями. Партия должна состоять из чушек одного размера и одной марки, одной или нескольких плавок и сопровождаться документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
марку сплава;
номера плавок;
номер партии;
массу партии;
результаты определения химического состава каждой плавки;
обозначение настоящего стандарта.
(Измененная редакция, Изм. N 2).
3.2. Контролю качества поверхности подвергают каждую чушку.
3.3. Для проверки излома отбирают 1% чушек от каждой плавки, но не менее двух чушек.
Объем выборки для проверки излома крупногабаритных чушек массой 200 кг и более устанавливается по соглашению изготовителя с потребителем.
3.4. Для контроля химического состава чушек отбирают не менее двух чушек от каждой плавки.
Для контроля химического состава чушек на предприятии-изготовителе допускается отбирать пробы от каждой плавки в начале и конце литья.
3.5. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторное испытание на удвоенной выборке, взятой от двух чушек проверяемой плавки.
Результаты повторных испытаний распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Контроль качества поверхности и излома производят визуально, без применения увеличительных приборов.
Для проверки излома каждую проверяемую чушку надпиливают на половину высоты и ломают.
Порядок проверки крупногабаритных чушек массой 200 кг и более по внутренним дефектам устанавливается по соглашению изготовителя с потребителем.
4.2. Отбор и подготовку проб для определения химического состава проводят по ГОСТ 24231. Сверление чушек проводится на глубину не менее 50 мм.
Химический анализ проводят по ГОСТ 25086, ГОСТ 11739.1, ГОСТ 11739.2, ГОСТ 11739.3, ГОСТ 11739.4, ГОСТ 11739.5, ГОСТ 11739.6, ГОСТ 11739.7, ГОСТ 11739.8-ГОСТ 11739.10, ГОСТ 11739.11-ГОСТ 11739.15, ГОСТ 11739.16-ГОСТ 11739.19, ГОСТ 11739.20, ГОСТ 11739.21, ГОСТ 11739.22, ГОСТ 11739.23, ГОСТ 11739.24 или спектральным методом по ГОСТ 7727, или другими методами, по точности не уступающими стандартным.
Арбитражный анализ проводят по ГОСТ 25086, ГОСТ 11739.1, ГОСТ 11739.2, ГОСТ 11739.3, ГОСТ 11739.4, ГОСТ 11739.5, ГОСТ 11739.6, ГОСТ 11739.7, ГОСТ 11739.8-ГОСТ 11739.10, ГОСТ 11739.11-ГОСТ 11739.15, ГОСТ 11739.16-ГОСТ 11739.19, ГОСТ 11739.20, ГОСТ 11739.21, ГОСТ 11739.22, ГОСТ 11739.23, ГОСТ 11739.24.
(Измененная редакция, Изм. N 2).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На каждой чушке должна быть нанесена маркировка с указанием:
а) наименования или товарного знака предприятия-изготовителя;
б) марки сплава;
в) номера плавки.
5.1.1. Для обозначения марки сплава на одном из торцов несмываемой краской наносят цветные полосы в соответствии с табл.4.
Таблица 4
Марка | Количество и цвет полос |
ВД | Одна красная, одна зеленая, одна черная |
ВАК4 | Одна красная и две черных |
ВАК6 | Одна красная и одна синяя |
ВД1 | Одна зеленая и одна белая |
АВД1 | Одна красная и одна желтая |
АВД1-1 | Одна красная, одна желтая и цифра 1 |
АКМ | Одна синяя и три желтых |
В95-1 | Одна зеленая и две желтых |
В95-2 | Одна синяя и одна желтая |
АКЦМ | Одна синяя и две желтых |
1105 | Одна зеленая и две белых |
(Измененная редакция, Изм. N 2).
5.1.2. Номер плавки наносят металлическим клеймом или на торце чушки несмываемой краской. Высота цифр должна быть не менее 10 мм.
5.1.3. На крупногабаритных чушках массой 200 кг и более металлическим клеймом или несмываемой краской наносят массу чушки.
5.2. Чушки массой 5 и 15 кг транспортируют в пакетах по ГОСТ 21399. Средства скрепления пакетов должны соответствовать требованиям ГОСТ 21650.
Крупногабаритные чушки транспортируют в неупакованном виде.
5.3. Чушки транспортируют транспортом всех видов в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
По требованию потребителя допускается транспортирование чушек на открытом подвижном составе (на открытых платформах, полувагонах и открытых автомашинах).
Крупногабаритные чушки транспортируют на открытом подвижном составе.
Примечание. Крупногабаритные чушки транспортируют широкой гранью “В” вверх.
5.2, 5.3. (Измененная редакция, Изм. N 2).
5.4. (Исключен, Изм. N 2).
5.5. Чушки хранят в условиях, исключающих попадание на них влаги и активных химических веществ.
ПРИЛОЖЕНИЕ (рекомендуемое). Марки алюминиевых сплавов, лом и отходы которых используются при изготовлении сплавов для подшихтовки
ПРИЛОЖЕНИЕ
Рекомендуемое
Марки сплавов, используемых в виде лома и отходов | Марки сплавов, используемых для подшихтовки |
АМцС, AMг1, АМг2, АМг4, АМг5, АМг6, В65, Д16, Д16П, Д18 | ВД |
АК4, АК4-1 | ВАК4 |
ММ, АМц, Д12, АМг3, АД31, АД33, АД35, АВ, Д1, АК6, АК8 | ВАК6 |
Электронный текст документа
подготовлен ЗАО “Кодекс” и сверен по:
официальное издание
М.: ИПК Издательство стандартов, 2001
Алюминиевые сплавы в РФ (деформируемые = под мехобработку). Подробная классификация, физические свойства, коррозионные свойства, механические свойства, круглый и профильный алюминиевый прокат, плоский алюминиевый прокат
Деформируемые алюминиевые сплавы в РФ (“по ГОСТ ” и ИСО 209-1) и пр. русскоязычных местах. Алюминиевый прокат.
Классификация алюминиевых сплавов.
Алюминиевые сплавы условно делятся на литейные (для производства отливок) и деформируемые (для производства проката и поковок). Далее будут рассматриваться только деформируемые сплавы и прокат на их основе. Под алюминиевым прокатом подразумевают прокат из алюминиевых сплавов и технического алюминия (А8 – А5, АД0, АД1). Химический состав деформируемых сплавов общего применения приведен в ГОСТ 4784-97 и ГОСТ 1131.
Деформируемые сплавы разделяют по способу упрочнения: упрочняемые давлением (деформацией) и термоупрочняемые.
Другая классификация основана на ключевых свойствах: сплавы низкой, средней или высокой прочности, повышенной пластичности, жаропрочные, ковочные и т.д.
В таблице систематизированы наиболее распространенные деформируемые сплавы с краткой характеристикой основных свойств присущих для каждой системы. Маркировка дана по ГОСТ 4784-97 и международной классификации ИСО 209-1.
Характеристика сплавов |
Маркировка |
Система легирования |
Примечания |
|
|
СПЛАВЫ УПРОЧНЯЕМЫЕ ДАВЛЕНИЕМ (ТЕРМОНЕУПРОЧНЯЕМЫЕ) |
||||
| Сплавы низкой прочности и высокой пластичности, свариваемые, коррозионносойкие | АД0 | 1050А | Техн. алюминий без легирования |
Также АД, А5, А6, А7 |
| АД1 | 1230 | |||
| АМц | 3003 |
Al – Mn |
Также ММ (3005) |
|
| Д12 | 3004 | |||
| Сплавы средней прочности и высокой пластичности, свариваемые, коррозионносойкие | АМг2 | 5251 | Al – Mg (Магналии) |
Также АМг0.5, АМг1, АМг1.5, АМг2.5, АМг4 и т.д. |
| АМг3 | 5754 | |||
| АМг5 | 5056 | |||
| АМг6 | – | |||
|
ТЕРМОУПРОЧНЯЕМЫЕ СПЛАВЫ |
||||
| Сплавы средней прочности и высокой пластичности свариваемые | АД31 | 6063 | Al-Mg-Si (Авиали) |
Также АВ (6151) |
| АД33 | 6061 | |||
| АД35 | 6082 | |||
| Сплавы нормальной прочности | Д1 | 2017 | Al-Cu-Mg (Дюрали) |
Также В65, Д19, ВАД1 |
| Д16 | 2024 | |||
| Д18 | 2117 | |||
| Свариваемые сплавы нормальной прочности | 1915 | 7005 |
Al-Zn-Mg |
– |
| – | ||||
| Высокопрочные сплавы |
В95 |
– |
Al-Zn-Mg-Cu |
Также В93 |
| Жаропрочные сплавы | АК4-1 | – | Al-Cu-Mg-Ni-Fe |
Также АК4 |
| 1201 | 2219 | Al-Cu-Mn |
Также Д20 |
|
| Ковочные сплавы | АК6 | – |
Al-Cu-Mg-Si |
– |
| АК8 | 2014 | |||
Состояния поставки Сплавы, упрочняемые давлением, упрочняются только холодной деформацией (холодная прокатка или волочение). Деформационное упрочнение приводит к увеличению прочности и твердости, но уменьшает пластичность. Восстановление пластичности достигается рекристаллизационным отжигом. Прокат из этой группы сплавов имеет следующие состояния поставки, указываемые в маркировке полуфабриката:
- не имеет обозначения – после прессования или горячей прокатки без термообработки
- М – отожженное
- Н4 – четвертьнагартованное
- Н2 – полунагартованное
- Н3 – нагартованное на 3/4
- Н – нагартованное
Полуфабрикаты из термоупрочняемых сплавов упрочняются путем специальной термообработки. Она заключается в закалке с определенной температуры и последующей выдержкой в течение некоторого времени при другой температуре (старение). Происходящее при этом изменение структуры сплава, увеличивает прочность, твердость без потери пластичности. Существует несколько вариантов термообработки. Наиболее распространены следующие состояния поставки термоупрочняемых сплавов, отражаемые в маркировке проката:
- не имеет обозначения – после прессования или горячей прокатки без термообработки
- М – отожженное
- Т – закаленное и естественно состаренное (на максимальную прочность)
- Т1 – закаленное и искусственно состаренное (на максимальную прочность)
Для некоторых сплавов производится термомеханическое упрочнение, когда нагартовка осуществляется после закалки. В этом случае в маркировке присутствует ТН или Т1Н. Другим режимам старения соответствуют состояния Т2, Т3, Т5. Обычно им соответствует меньшая прочность, но большая коррозионная стойкость или вязкость разрушения.
Приведенная маркировка состояний соответствует российским ГОСТам.
Физические свойства алюминиевых сплавов.
Плотность алюминиевых сплавов незначительно отличается от плотности чистого алюминия (2.7г/см3). Она изменяется от 2.65 г/см3 для сплава АМг6 до 2.85 г/см3 для сплава В95.
Легирование практически не влияет на величину модуля упругости и модуля сдвига. Например, модуль упругости упрочненного дуралюминия Д16Т практически равен модулю упругости чистого алюминия А5 (Е=7100 кгс/мм2). Однако, за счет того, что предел текучести сплавов в несколько раз превышает предел текучести чистого алюминия, алюминиевые сплавы уже могут использоваться в качестве конструкционного материала с разным уровнем нагрузок (в зависимости от марки сплава и его состояния).
За счет малой плотности удельные значения предела прочности, предела текучести и модуля упругости (соответствующие величины, поделенные на величину плотности) для прочных алюминиевых сплавов сопоставимы с соответствующими значениями удельных величин для стали и титановых сплавов. Это позволяет высокопрочным алюминиевым сплавам конкурировать со сталью и титаном, но только до температур не превышающих 200°С .
Большинство алюминиевых сплавов имеют худшую электро- и теплопроводность, коррозионную стойкость и свариваемость по сравнению с чистым алюминием.
Ниже в таблице приведены значения твердости, тепло- и электропроводности для нескольких сплавов в различных состояниях. Поскольку значения твердости коррелируют с величинами предела текучести и предела прочности, то эта таблица дает представление о порядке и этих величин.
Из таблицы видно, что сплавы с большей степенью легирования имеют заметно меньшую электро- и теплопроводность, эти величины также существенно зависят от состояния сплава (М, Н2, Т или Т1):
| марка | твердость, НВ |
электропроводность в % по отношению к меди | теплопроводность в кал/оС |
||||||
| М | Н2 |
Н,Т(Т1) |
М | Н2 | Н, Т(Т1) |
М | Н2 | Н, Т(Т1) |
|
| А8 – АД0 |
25 |
35 | 60 | 0.52 |
|||||
| АМц |
30 | 40 | 55 | 50 | 40 | 0.45 | 0.38 |
||
| АМг2 |
45 | 60 | 35 | 30 |
0.34 | 0.30 | |||
| АМг5 |
70 | 30 | 0.28 | ||||||
| АД31 |
80 | 55 | 55 | 0.45 | |||||
| Д16 |
45 | 105 | 45 | 30 | 0.42 | 0.28 | |||
| В95 | 150 | 30 | 0.28 | ||||||
Из таблицы видно, что только сплав АД31 сочетает высокую прочность и высокую электропроводность. Поэтому «мягкие» электротехнические шины производятся из АД0, а «твердые» – из АД31 (ГОСТ 15176-89). Электропроводность этих шин составляет (в мкОм*м):
- 0,029 – из АД0 (без термообработки, сразу после прессования)
- 0,031 – из АД31 (без термообработки, сразу после прессования)
- 0.035 – из АД31Т (после закалки и естественного старения)
Теплопроводность многих сплавов (АМг5, Д16Т, В95Т1) вдвое ниже, чем у чистого алюминия, но все равно она выше, чем у сталей.
Коррозионные свойства.
Наилучшие коррозионные свойства имеют сплавы АМц, АМг, АД31, а худшие – высоко-прочные сплавы Д16, В95, АК. Кроме того коррозионные свойства термоупрочняемых сплавов существенно зависят от режима закалки и старения. Например сплав Д16 обычно применяется в естественно-состаренном состоянии (Т). Однако свыше 80оС его коррозионные свойства значительно ухудшаются и для использования при больших температурах часто применяют искусственное старение, хотя ему соответствует меньшая прочность и пластичность (чем после естественного старения). Многие прочные термоупрочняемые сплавы подвержены коррозии под напряжением и расслаивающей коррозии.
Свариваемость.
Хорошо свариваются всеми видами сварки сплавы АМц и АМг. При сварке нагартованного проката в зоне сварочного шва происходит отжиг, поэтому прочность шва соответствует прочности основного материала в отожженном состоянии.
Из термоупрочняемых сплавов хорошо свариваются авиали, сплав 1915. Сплав 1915 относится к самозакаливающимся, поэтому сварной шов со временем приобретает прочность основного материала. Большинство других сплавов свариваются только точечной сваркой.
Механические свойства.
Прочность сплавов АМц и АМг возрастает (а пластичность уменьшается) с увеличением степени легирования. Высокая коррозионная стойкость и свариваемость определяет их применение в конструкциях малой нагруженности. Сплавы АМг5 и АМг6 могут использоваться в средненагруженных конструкциях. Эти сплавы упрочняются только холодной деформацией, поэтому свойства изделий из этих сплавов определяются состоянием полуфабриката, из которого они были изготовлены.
Термоупрочняемые сплавы позволяют производить упрочнение деталей после их изготовления если исходный полуфабрикат не подвергался термоупрочняющей обработке.
Наибольшую прочность после упрочняющей термообработки (закалка и старение) имеют сплавы Д16, В95, АК6, АК8, АК4-1 (из доступных в свободной продаже).
Самым распространенным сплавом является Д16. При комнатной температуре он уступает многим сплавам по статической прочности, но имеет наилучшие показатели конструкционной прочности (трещиностойкость). Обычно применяется в естественно состаренном состоянии (Т). Но свыше 80°С начинает ухудшаться его коррозионная стойкость. Для использования сплава при температурах 120-250°С изделия из него подвергают искусственному старению. Оно обеспечивает лучшую коррозионную стойкость и больший предел текучести по сравнению с естественно-состаренным состоянием.
С ростом температуры прочностные свойства сплавов меняются в разной степени, что определяет их разную применимость в зависимости от температурного диапазона.
Из этих сплавов до 120°С наибольшие пределы прочности и текучести имеет В95Т1. Выше этой температуры он уже уступает сплаву Д16Т. Однако, следует учитывать, что В95Т1 имеет значительно худшую конструкционную прочность, т.е. малую трещиностойкость, по сравнению с Д16. Кроме того В95 в состоянии Т1 подвержен коррозии под напряжением. Это ограничивает его применение в изделиях, работающих на растяжение. Улучшение коррозионных свойств и существенное улучшение трещиностойкости достигается в изделиях обработанных по режимам Т2 или Т3.
При температурах 150-250°С большую прочность имеют Д19, АК6, АК8. При больших температурах (250-300°С ) целесообразно применение других сплавов – АК4-1, Д20, 1201. Сплавы Д20 и 1201 имеют самый широкий температурный диапазон применения (от криогенных -250°С до +300°С ) в условиях высоких нагрузок.
Сплавы АК6 и АК8 пластичны при высоких температурах, что позволяет использовать их для изготовления поковок и штамповок. Сплав АК8 характеризуется большей анизотропией механических свойств, у него меньше трещиностойкость, но он сваривается лучше, чем АК6.
Перечисленные высокопрочные сплавыт плохо свариваются и имеют низкую коррозионную стойкость. К свариваемым термоупрочняемым сплавам с нормальной прочностью относится сплав 1915. Это самозакаливающийся сплав (допускает закалку со скоростью естественного охлаждения), что позволяет обеспечить высокую прочность сварного шва. Сплав 1925, не отличаясь от него по механическим свойствам, сваривается хуже. Сплавы 1915 и 1925 имеют большую прочность, чем АМг6 и не уступают ему по характеристикам сварного шва.
Хорошо свариваются, имеют высокую коррозионную стойкость сплавы средней прочности – авиали (АВ, АД35, АД31,АД33).
АЛЮМИНИЕВЫЙ ПРОКАТ.
Из алюминия и его сплавов производятся все виды проката – фольга, листы, ленты, плиты, прутки, трубы, проволока. Следует иметь в виду, что для многих термоупрочняемых сплавов имеет место “пресс-эффект” – механические свойства прессованных изделий выше, чем у горячекатаных (т.е. круги имеют лучшие показатели прочности, чем листы).
Прутки, профили, трубыПрутки из термоупрочняемых сплавов поставляются в состоянии “без термообработки” или в упрочненном состоянии (закалка с последующим естественным или искусственным старением). Прутки из термически неупрочняемых сплавов производятся прессованием и поставляются в состоянии “без термообработки”.
Общее представление о механических свойствах алюминиевых сплавов дает гистограмма, на которой представлены гарантированные показатели для прессованных прутков при нормальных температурах:
Из всего приведенного многообразия в свободной продаже всегда имеются прутки из Д16, причем круги диаметром до 100 мм включительно обычно поставляются в естественно состаренном состоянии (Д16Т). Фактические значения (по сертификатам качества) для них составляют: предел текучести σ0.2 = (37-45), предел прочности при разрыве σв = (52-56), относительное удлинение δ=(11-17%). Обрабатываемость прутков из Д16Т очень хорошая, у прутков Д16 (без термообработки) обрабатываемость заметно хуже. Их твердость соответственно 105 НВ и 50 НВ. Как уже отмечалось, деталь, изготовленная из Д16 может быть упрочнена закалкой и естественным старением. Максимальная прочность после закалки достигается на 4-е сутки.
Поскольку дуралюминиевый сплав Д16 не отличается хорошими коррозионными свойствами, желательна дополнительная защита изделий из него анодированием или нанесением лако-красочных покрытий. При эксплуатации при температурах выше 80-100°С проявляется склонность к межкристаллитной коррозии.
Необходимость дополнительной защиты от коррозии относится и к другим высокопрочным сплавам (Д1, В95, АК).
Прутки из АМц и АМгобладают высокой коррозионной стойкостью, допускают возможность дополнительного формообразования горячей ковкой (в интервале 510-380оС).
Разнообразные профили широко представлены из сплава АД31 с различными вариантами термообработки. Применяются для конструкций невысокой и средней прочности, а также для изделий декоративного назначения.
Прутки, трубы и профили из АД31 имеют высокую общую коррозионную стойкость, не склонны к коррозии под напряжением. Сплав хорошо сваривается точечной, роликовой и аргонно-дуговой сваркой. Коррозионная стойкость сварного шва такая же, как у основного материала. Для повышения прочности сварного шва необходима специальная термообработка.
Уголки производятся в основном из АД31, Д16 и АМг2.
Трубы производятся из большинства сплавов, представленных на рисунке. Они поставляются в состояниях без термообработки (прессованные), закаленные и состаренные, а также отожженные и нагартованные. Параметры их механических свойств примерно соответствуют, приведенным на гистограмме. При выборе материала труб кроме прочностных характеристик учитывается его коррозионная стойкость и свариваемость. Наиболее доступны трубы из АД31.
Плоский алюминиевый прокат.
Листы общего назаначения производятся по ГОСТ 21631-76, ленты – по ГОСТ 13726-97, плиты по ГОСТ 17232-99.
Листы из сплавов с пониженной или низкой коррозионной устойчивостью (АМг6, 1105, Д1, Д16, ВД1, В95) плакируются. Химический состав плакирующего сплава обычно соответствует марке АД1, а толщина слоя составляет 2 – 4% от номинальной толщины листа.
Плакирующий слой обеспечивает электрохимическую защиту основного металла от коррозии. Это означает, что коррозионная защита металла обеспечивается даже при наличии механических повреждений защитного слоя (царапины).
Маркировка листов включает в себя: обозначение марки сплава + состояние поставки + вид плакировки (если она присутствует). Примеры маркировки:
- А5 – лист марки А5 без плакировки и термообработки
- А5Н2 – лист марки А5 без плакировки, полунагартованный
- АМг5М – лист марки Амг5 без плакировки, отожженный
- Д16АТ – лист марки Д16 с нормальной плакировкой, закаленный и естественно состаренный.
На гистограмме приведены основные характеристики механических свойств листов в различных состояниях поставки для наиболее используемых марок. Состояние “без термообработки” не показано. В большинстве случаеввеличины предела текучести и предела прочности такого проката близки ксоответствующим значениям дляотожженного состояния, а пластичность ниже. Плиты выпускаются в состоянии “без термообработки”.
Из рисунка видно, что выпускаемый ассортимент листов дает широкие возможности для выбора материала по прочности, пределу текучести и пластичности с учетом коррозионной стойкости и свариваемости.Для ответственных конструкций из прочных сплавов обязательно учитывается трещиностойкость и характеристики сопротивления усталости.
Листы из технического алюминия (АД0, АД1, А5-А7).
Нагартованные и полунагартованные листы используются для изготовления ненагружен-ных конструкций, резервуаров (в т. ч. для криогенных температур), требующих обеспечения высокой коррозионной стойкости и допускающих применение сварки. Они используются также для изготовления вентиляционных коробов, теплоотражающих экранов (отражательная способность алюминиевых листов достигает 80%), изоляции теплотрасс.
Листы в мягком состоянии используются для уплотнения неразъемных соединений. Высокая пластичность отожженных листов позволяет производить изделия глубокой вытяжкой.
Технический алюминий отличается высокой коррозионной устойчивостью во многих средах (см. страницу “Свойства алюминия”). Однако, за счет разного содержания примесей в перечисленных марках, их антикоррозионные свойства в некоторых средах всё-таки различаются.
Алюминий сваривается всеми методами. Технический алюминий и его сварные соединения обладают высокой коррозионной стойкостью к межкристаллитной, расслаивающей коррозии и не склонны к коррозионному растрескиванию.
Кроме листов, изготавливаемых по ГОСТ21631-76, в свободной продаже имеются листы, произведенные по Евростандарту, с маркировкой 1050А. По химическому составу они соответствуют марке АД0. Фактические параметры (по сертификатам качества) механических свойств составляют (для листов 1050АН24): предел текучести σ0.2 = (10.5-14), предел прочности при разрыве σв=(11.5-14.5), относительное удлинение δ=(5-10%), что соответствует полунагартованному состоянию (ближе к нагартованному). Листы с маркировкой 1050АН0 или 1050АН111 соответствуют отожженному состоянию.
Листы (и ленты) из сплава 1105.
Из-за пониженной коррозионной стойкости изготавливается плакированным. Широко применяется для изоляции теплотрасс, для изготовления малонагруженных деталей, не требующих высоких коррозионных свойств.
Листы из сплава АМц.
Листы из сплава АМц хорошо деформируются в холодном и горячем состояниях. Из-за невысокой прочности (низкого предела текучести) используются для изготовления только малонагруженных конструкций. Высокая пластичность отожженных листов позволяет производить из них малонагруженные изделия глубокой вытяжкой.
По коррозионной стойкости АМц практически не уступает техническому алюминию. Хорошо свариваются аргонно-дуговой, газовой и контактной сваркой. Коррозионная стойкость сварного шва такая же, как у основного металла.
Листы из сплавов АМг.
Чем больше содержание магния в сплавах этой группы, тем они прочнее , но менее пластичны.
Механические свойства.
Наиболее распостранены листы из сплавов АМг2 (состояния М, Н2, Н) и АМг3 (состояния М и Н2), в том числе рифленые. Сплавы АМг1, АМг2, АМг3, АМг4 хорошо деформируются и в горячем и в холодном состоянии. Листы обладают удовлетворительной штампуемостью. Нагартовка заметно снижает штампуемость листов. Листы этих марок применяются для конструкций средней нагруженности.
Листы из АМг6 и АМг6 вупрочненном состоянии не поставляются. Применяются для конструкций повышенной нагруженности.
Коррозионная стойкость. Сплавы АМг отличаются высокой коррозионной стойкостью в растворах кислот и щелочей. Сплавы АМг1, АМг2, АМг3, АМг4 имеют высокую коррозионную стойкость к основным видам коррозии как в отожженном так и в нагартованном состонии.
Сплавы АМг5, АМг6 склонны к коррозии под напряжением и межкристаллитной коррозии. Для защиты от коррозии листы и плиты из этих сплавов плакируются, а заклепки из АМг5п ставят только анодированными.
Свариваемость.Все сплавы АМг хорошо свариваются аргоннодуговой сваркой, но характеристики сварного шва зависят от содержания магния. С ростом его содержания уменьшается коэффициент трещинообразования, возрастает пористость сварных соединений.
Сварка нагартованных листов устраняет нагартовку в зоне термичес-кого влияния сварного соединения, механические свойства в этой зоне соответствуют свойствам в отожженном состоянии. Поэтому сварные соединения нагартованных листов АМг имеют меньшую прочность по сравнению с основным материалом.
Сварные соединения АМг1, АМг2, АМг3 обладают высокой стойкостью против коррозии. Для обеспечения коррозионной стойкости сварного шва АМг5 и АМг6 требуется специальная термообработка.
Листы и плиты из Д1, Д16, В95.
Высокопрочные сплавы Д1, Д16, В95 имеют низкую устойчивость к коррозии. Поскольку листы из них используются в конструкционных целях, то для коррозинной защиты они плакируются слоем технического алюминия. Следует помнить, что технологические нагревы плакированных листов из сплавов, содержащих медь (например Д1, Д16), не должны даже кратковременно превышать 500°С .
Наиболее распространены листы из дуралюминия Д16. Фактические значения механических параметров для листов из Д16АТ (по сертификатам качества) составляют: предел текучести σ0.2 = (28-32), предел прочности при разрыве σв= (42-45), относительное удлинение δ=(26-23%).
Сплавы этой группы свариваются точечной сваркой, но не свариваются плавлением. Поэтому основной способ их соединения – заклепки. Для заклепок используется проволока из Д18Т и В65Т1. Сопротивление срезу для них соответственно 200 и 260 МПа.
Из толстолистового проката доступны плиты из Д16 и В95. Плиты поставляются в состоянии “без термообработки”, но возможно термоупрочнение уже готовых деталей после их изготовления. Прокаливаемость Д16 допускает термоупрочнение деталей сечением до 100-120 мм. Для В95 этот показатель составляет 50-70 мм.
Листы и плиты из В95 имеют большую (по сравнению с Д16) прочность при работе на сжатие.
Деформируемые алюминиевые сплавы
Деформируемые алюминиевые сплавы применяют для получения листов, ленты, фасонных профилей, проволоки и различных деталей штамповкой, прессованием, ковкой.
Деформируемые сплавы разделяют на сплавы, упрочняемые и неупрочняемые термической обработкой. Деформируемые сплавы, подвергаемые механической и термической обработке, имеют буквенные обозначения, указывающие на характер обработки.
Термически неупрочняемые сплавы — это сплавы алюминия с марганцем (AMц) и алюминия с магнием и марганцем (АМr). Они обладают умеренной прочностью, высокой коррозионной стойкостью, хорошей свариваемостью и пластичностью.
Термически упрочняемые сплавы приобретают высокие механические свойства и хорошую сопротивляемость коррозии только в результате термической обработки. Наиболее распространены сплавы алюминия с медью, магнием, марганцем (дюралюмины) и алюминия с медью, магнием, марганцем и цинком (сплавы высокой прочности).
Литейные алюминиевые сплавы.
Литейные сплавы содержат почти те же легирующие компоненты, что и деформируемые сплавы, но в значительно большем количестве (до 9 -13% по отдельным компонентам). Литейные сплавы предназначены для изготовления фасонных отливок. Выпускают 35 марок литейных алюминиевых сплавов обозначаются которые буквами – АЛ (А-алюминиемые, Л- литейные), которые по химическому составу можно разделить на 5 групп. Например, алюминий с кремнием (АЛ2,АЛ4, АЛ9) или алюминий с магнием (АЛН, АЛ 13. АЛ22 и др.).
Рис. 2.20 Литейные алюминиевые сплавы
Сплавы на основе алюминия и кремния называют силуминами. Силумины обладают высокими механическими и литейными свойствами: высокой жидкотекучестью, небольшой усадкой, достаточно высокой прочностью и удовлетворительной пластичностью. Сплавы на основе алюминия и магния имеют высокую удельную прочность, хорошо обрабатываются резанием и имеют высокую коррозионную стойкость.
Свойства алюминиевых литейных сплавов существенно зависят от способа литья и вида термической обработки. Важное значение при литье имеет скорость охлаждения затвердевающей отливки или скорость охлаждения при ее закалке. В общем случае увеличение скорости отвода тепла вызывает повышение прочностных свойств. Поэтому механические свойства отливок при литье в кокиль (металлические литейные формы) выше, чем при литье в песчано-глинистые формы.
Литейные алюминиевые сплавы имеют более грубую и крупнозернистую структуру, чем деформируемые. Это определяет режимы их термической обработки. Для закалки силумины нагревают до температуры 520—540°С и дают длительную выдержку (5—10 ч), для того чтобы полнее растворить включения. Искусственное старение проводят при 150 — 180°С в течение 10 -12 часов.
Для улучшения механических свойств силумины, содержащие более 5% кремния, модифицируют натрием.

Рис. 2.21
Магний — самый легкий из технических цветных металлов, его плотность 1,740 кг/м3, температура плавления 650°С. Тенически чистый магний непрочный, малопластичный металл с низкой тепло- и электропроводностью. Для улучшения прочностных свойств в магний добавляют алюминий, кремний, марганец, торий, церий, цинк, цирконий и подвергают термообработке.
Для производства магния используют преимущественно карналлит (MgCl2-KCl-6H20), магнезит (MgCO3), доломит (CaC03 · MgC03) и отходы ряда производств, например титанового. Карналлит подвергают обогащению, в процессе которого отделяют КСl и нерастворимые примеси путем перевода в водный раствор MgCl2 и КС1. После получения в вакуум-кристаллизаторах искусственного карналлита, его обезвоживают и электролитическим путем получают из него магний, который затем подвергают рафинированию. Технически чистый магний (первичный) содержит 99,8—99,9% магния (ГОСТ 804—72). Маркировка и химический состав магниевых сплавов для фасонного литья и слитков, предназначенных для обработки давлением, приведены в ГОСТ 2581—78.
Самые прочные алюминиевые сплавы
Самые прочные алюминиевые сплавы
Сплавы серии 7ххх являются самыми прочными среди всех алюминиевых сплавов (рисунок 1). Однако у них есть большой недостаток – они склонны к коррозии под напряжением. Основные легирующие элементы – от 1 до 9 % цинка (чаще всего от 4 до 6 %), от 1 до 3 % магния, а также, для некоторых сплавов – до 3,0 % меди, алюминий – все остальное. Эти сплавы упрочняются термической обработкой.
Важные области применения этих сплавов связаны с их высокой прочностью. Это – аэрокосмическая техника, военная техника и оборудование атомной энергетики. Кроме того, они имеют применение в строительстве, а также для изготовления спортивного инвентаря, например, лыжных палок и теннисных ракеток.
 Рисунок 1 – Рейтинг прочности популярных алюминиевых сплавов
Рисунок 1 – Рейтинг прочности популярных алюминиевых сплавов
Алюминиевые сплавы серии 7ххх
Растворимость цинка в алюминии снижается от 31,6 % при 275 ºС до 5,6 % при 125 ºС (рисунок 2). Промышленные сплавы серии 7ххх содержат цинк, магний и медь с небольшими добавками марганца и хрома, а также циркония для контроля роста зерна и рекристаллизации.

Рисунок 2 – “Алюминиевый” участок фазовой диаграммы алюминий-цинк [2]
Алюминиевые сплавы серии 7ххх применяют для изготовления несущих элементов самолетов, таких как верхние оболочки крыльев, стрингеры, горизонтальные и вертикальные стабилизаторы. Горизонтальные и вертикальные стабилизаторы имеют такие же конструкционные критерии как и крылья. Верхняя и нижняя поверхности горизонтального стабилизатора испытывают изгиб и для них критическим является сжимающее нагружение. Поэтому модуль упругости на сжатие является наиболее важным свойством. Критическими конструкционными параметрами компонентов верхней части крыла являются прочность на сжатие и сопротивление усталости.
Самые прочные сплавы серии 7ххх
Все алюминиевые сплавы системы Al-Zn-Mg-Cu проявляют самую высокую прочность. Добавление 2 % меди в комбинации с магнием и цинком значительно повышает прочностные свойства сплавов серии 7ххх.
Самые высокие величины прочности на растяжение, какие только могут быть у алюминиевых сплавов, имеют следующие сплавы:
- 7075: 5,5 % цинка – 2,5 % магния – 1,5 % меди;
- 7079: 4,3 % цинка – 3,3 % магния – 0,6 % меди;
- 7178: 6,8 % цинка – 2,7 % магния – 2,0 % меди.
Сплав 7075-Т6 имеет очень высокую отношение прочность-вес, низкую стоимость производства и хорошую механическую обрабатываемость. Поэтому он является предпочтительным при выборе материала для конструкционных элементов самолетов. Вместе с тем, сплав 7075 имеет довольно низкое сопротивление коррозии. Склонность этого сплава к коррозионному растрескиванию под напряжением может контролироваться должной термической обработкой и добавками некоторых материалов, таких как хром.

Рисунок 3 – Уровень прочности алюминиевого сплава 7075-Т6 среди других конструкционных материалов
Алюминиевый сплав 7075
Состояние Т6
Сплав 7075 – сплав Al-Zn-Mg-Cu-Cr – имеет наиболее широкое и длительное применение из всех сплавов серии 7ххх. Он был введен в Японии в 1943 году, был большим секретом и применялся для изготовления японских военных самолетов. Сплав 7075 первоначально применялся для деталей и компонентов с тонким поперечным сечением, в основном в виде листов и прессованных профилей. Для этих изделий скорость закалки обычно очень высокая и растягивающие напряжения не возникают в коротком поперечном направлении. Поэтому коррозионное растрескивание под напряжением не является проблемой для таких материалов с высокопрочном состоянии Т6.
Однако, когда сплав 7075 применяется в изделиях и деталях больших размеров и большой толщины, становится ясно, что такие изделия и детали, термически упрочненные до состояний Т6, часто не отвечают заданным требованиям. Изделия, которые получали путем большой механической обработки из крупных поковок, прессованных профилей или плит, затем подвергались длительным растягивающим напряжениям при неблагоприятной ориентации. В таких условиях в эксплуатации довольно часто возникало коррозионное растрескивание под напряжением (коррозия под напряжением).
Состояние Т73
Решением этой проблемы было введение состояния Т73 для толстых и массивных изделий из сплава 7075. термическая обработка, которая применяется для получения этого состояния, требует двухстадийного искусственного старения. Вторая стадия выполняется при более высокой температуре, чем та, которая применяется для достижения состояния Т6. Эта дополнительная термическая обработка снижает прочность до уровня ниже того, которого сплав 7075 достигает в состоянии Т6.
Состояния Т7 достигается перестариванием, что означает, что старение сплава продолжается после достижения пика значений его твердости и прочности, в отличие от состояний Т6.
Многочисленные эксперименты и длительный опыт эксплуатации подтвердили, что сплав 7075-Т73 имеет значительно более высокое сопротивление коррозии под напряжением, по сравнению со сплавом 7075-Т6.
Интересно, что колеса знаменитого марсохода Curiosity сделаны из сплава 7075-Т7351 с помощью механической обработкой из цельного кованого кольца (рисунок 8).
 (а)
(а)

Рисунок 8 – Колесо марсохода Curiosity из алюминиевого сплава 7075-Т7351:
а – на Земле; б – в условиях эксплуатации на Марсе
Магний в алюминиевых сплавах 7ххх
Большая часть сплавов серии 7ххх включает магний для повышения эффективности механизма упрочнения за счет старения. Главной упрочняющей фазой выступают частицы MgZn2. Такие сплавы имеют среднюю прочность, но относительно легко свариваются, например, сплав 7005 (аналог 1915). Сплавы Al-Zn-Mg имеют более высокую восприимчивость к термической обработке, чем бинарные сплавы Al-Zn, что обеспечивает им более высокую прочность.
Медь в алюминиевых сплавах 7ххх
Добавление меди сплавам Al-Zn-Mg вместе с небольшими количествами хрома и марганца дает этим сплавам самую высокую прочность из всех известных алюминиевых сплавов. Сплавы четверной системы Al-Zn-Mg-Cu имеют самый высокий потенциал упрочнения старением из всех алюминиевых сплавов: у некоторых сплавов предел прочности достигает 600 МПа, как, например, у сплава В95, и даже 700 МПа, как у сплава В96. Однако чрезмерное повышение содержания цинка и магния снижает вязкие свойства и сопротивление коррозии под напряжением. В этих сплавах цинк и магний управляют процессом старения, тогда как роль меди заключается в увеличении скорости старения и повышении чувствительности к закалке. Хотя медь снижает общую стойкость к коррозии, она повышает сопротивление коррозии под напряжением.
 Источники:
Источники:
- Aluminum and Aluminum Alloys /J. R. Davis, ASM, 1993
- Trends in aluminium alloy development /R. Rajan at al – Rev. Adv. Mater. Sci. 44 (2016) 383-397
Деформируемые алюминиевые сплавы, упрочняемые термообработкой — Студопедия
Деформируемые алюминиевые сплавы, не упрочняемые термообработкой
К этим сплавам относятся сплавы алюминия с марганцем (АМц2), содержащие 1…1,6% Mn, и магнием (АМг2, АМг6), содержащие 2…7%Mg. Структура этих сплавов в равновесном состоянии – твердый раствор легирующих элементов в алюминии. Упрочняют сплавы путем пластической деформации (нагартовки).
Свойства:
· легко обрабатываются давлением;
· хорошо свариваются;
· обладают высокой коррозионной стойкостью;
· обработка резанием затруднена.
Применяются эти сплавы для изготовления строительных конструкций (витражи, двери, оконные рамы и т.д.), емкостей для жидкостей (баки для бензина), палубных надстроек речных и морских судов.
Дуралюмины (Д1, Д3, Д6, Д16 и т.п.) – сплавы системы Al-Cu. Основным легирующим элементом является медь. Сплав Д1 содержит 3,8…4,8%Cu, 0,5…1,5% магния, ~0,5% марганца. Согласно диаграмме Al-Cu (рис. 9.1.) в сплавах образуются следующие фазы:
α – твердый раствор меди в алюминии, максимальная растворимость Cu в Al составляет 5,7%;
θ –твердый раствор на основе химического соединения СuAl2, содержащего 54,1%Cu.
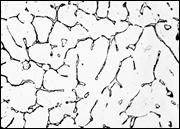
Структура сплава Д1 в равновесном состоянии (после литья) α + θII, причем частицы θII располагаются по границам зерен и охрупчивают сплав (рис. 9.2. а).
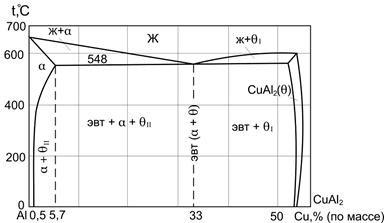
Рис.9.1. Диаграмма состояния Al-Cu.
Для упрочнения дуралюминов проводится термическая обработка: закалка + старение. Закалка заключается в нагреве до температуры ~ 500°С, при которой хрупкая избыточная θII-фаза полностью растворяется в α-твердом растворе, быстрое охлаждение фиксирует структуру пересыщенного твердого раствора меди в алюминии (рис. 9.2 б, 9.2 а).

а) б) в)
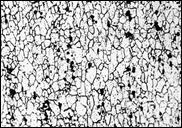
Рис.9.2. Микроструктуры дуралюмина: а – после литья (α + θII), б – после закалки (α-твердый раствор), в – после закалки и старения.
Для повышения прочности закаленного сплава проводят старение. Старение – это упрочнение закаленного сплава за счет распада пересыщенного твердого раствора и выделения избыточных вторичных фаз в мелкодисперсном виде (дисперсионное твердение).
Естественное старение заключается в выдержке закаленного сплава при комнатной температуре 5…7 суток. Искусственное старение заключается в выдержке при повышенной температуре 100…200°С в течение 10…24 часов.
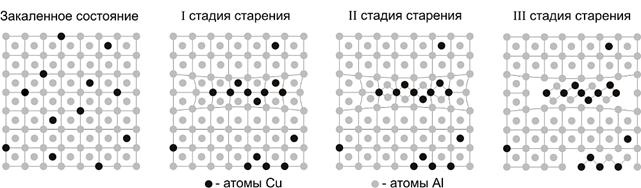
Процесс старения идет в 3 стадии:
· На первой стадии старения атомы меди образуют скопления в кристаллической решетке α–твердого раствора – зоны Гинье-Престона (зоны ГП) (рис. 48 б), что вызывает искажения кристаллической решетки и, следовательно, повышение прочности сплава (рис. 49).
· На второй стадии старения по мере выдержки сплава при повышенных температурах образуется метастабильная θ’-фаза, близкая по составу к CuAl2, имеющая свою кристаллическую решетку, которая сохраняет когерентные связи с решеткой α-твердого раствора (рис. 48 в). Это усиливает искажения кристаллической решетки, твердость и прочность сплава повышается (рис. 9.3).
· На третьей стадии старения при дальнейшей выдержке происходит срыв когерентности и выделение частиц стабильной θ–фазы (CuAl2) (рис. 9.2. г). Искажения кристаллической решетки частично снимаются, и прочность сплава понижается (рис. 49).
а) б) в) г)
Рис.9.3. Влияние температуры и длительности старения на прочность алюминиевых сплавов
Понимание алюминиевых сплавов
С ростом производства алюминия в сварочной промышленности и его признанием в качестве отличной альтернативы стали для многих применений, к тем, кто занимается разработкой алюминиевых проектов, предъявляются все более высокие требования, чтобы лучше познакомиться с этой группой материалов. Чтобы полностью понять алюминий, рекомендуется начать с ознакомления с системой идентификации / обозначения алюминия, множеством доступных алюминиевых сплавов и их характеристиками.
Система закалки и обозначения алюминиевых сплавов – В Северной Америке за распределение и регистрацию алюминиевых сплавов отвечает The Aluminium Association Inc. В настоящее время в Алюминиевой ассоциации зарегистрировано более 400 деформируемых алюминиевых и деформируемых алюминиевых сплавов и более 200 алюминиевых сплавов в виде отливок и слитков. Пределы химического состава сплавов для всех этих зарегистрированных сплавов содержатся в Бирюзовой книге Алюминиевой ассоциации, озаглавленной «Международные обозначения сплавов и предельные значения химического состава для деформируемого алюминия и деформируемых алюминиевых сплавов», и в их Розовой книге , озаглавленной «Обозначения и химические вещества. Пределы состава алюминиевых сплавов в виде отливок и слитков.Эти публикации могут быть чрезвычайно полезны инженерам-сварщикам при разработке процедур сварки, а также в тех случаях, когда важно учитывать химический состав и его связь с чувствительностью к трещинам.Алюминиевые сплавы можно разделить на несколько групп в зависимости от характеристик конкретного материала, таких как его способность реагировать на термическую и механическую обработку и первичный легирующий элемент, добавленный в алюминиевый сплав. Когда мы рассматриваем систему нумерации / идентификации, используемую для алюминиевых сплавов, вышеупомянутые характеристики идентифицируются.Кованый и литой алюминий имеют разные системы идентификации. Система ковки – это 4-значная система, а отливки – 3-значная и 1-разрядная система.
Система обозначения кованого сплава – Сначала мы рассмотрим четырехзначную систему идентификации кованого алюминиевого сплава. Первая цифра ( X xxx) указывает на основной легирующий элемент, который был добавлен в алюминиевый сплав и часто используется для описания ряда алюминиевых сплавов, т.е.е., серия 1000, серия 2000, серия 3000, серия до 8000 (см. таблицу 1).
Вторая отдельная цифра (x X xx), если она отличается от 0, указывает на модификацию конкретного сплава, а третья и четвертая цифры (xx XX ) являются произвольными числами, присвоенными для идентификации конкретного сплава в серии. Пример: В сплаве 5183 цифра 5 указывает на то, что он относится к серии магниевых сплавов, 1 указывает на то, что это модификация 1 st по отношению к исходному сплаву 5083, а цифра 83 идентифицирует его в серии 5xxx.
Единственное исключение из этой системы нумерации сплавов – это алюминиевые сплавы серии 1ххх (чистые алюминиевые), в этом случае последние 2 цифры обеспечивают минимальное процентное содержание алюминия выше 99%, т. Е. Сплав 13 (50) (99,50% минимум алюминия).
СИСТЕМА ОБОЗНАЧЕНИЯ ГРАФИЧЕСКИХ АЛЮМИНИЕВЫХ СПЛАВОВ
| Серия сплавов | Основной легирующий элемент |
1xxx 2 9944 | .000% Минимум Алюминий|
2xxx | Медь |
3xxx | Марганец |
5xxx | Магний |
6xxx | Магний и кремний |
8xxx | Другие элементы |
Таблица 1
Обозначение литого сплава – Система обозначений литого сплава является базовой d на трехзначном десятичном обозначении xxx.x (т.е. 356,0). Первая цифра ( X xx.x) указывает на основной легирующий элемент, который был добавлен в алюминиевый сплав (см. Таблицу 2).
СИСТЕМА ОБОЗНАЧЕНИЯ ЛИТЕЙНЫХ АЛЮМИНИЕВЫХ СПЛАВОВСерия сплавов | Основной легирующий элемент | |
1xx.x | 1% минимум | |
Медь | ||
3xx.x | Silicon Plus Медь и / или магний | |
4xx.x | Кремний 03 | Магний |
6xx.x | Неиспользуемая серия | |
7xx.x | Цинк | |
8xx.x | Олово | |
9xx.x | Другие элементы | 5 9162
Пример: Сплав – А356.0 заглавная буква А ( A xxx.x) указывает на модификацию сплава 356.0. Число 3 (A 3 xx.x) указывает, что он относится к серии кремний плюс медь и / или магний. Цифра 56 дюймов (Ax 56 .0) обозначает сплав в пределах серии 3xx.x, а .0 (Axxx. 0 ) указывает, что это отливка окончательной формы, а не слиток.
Система обозначения закалки алюминия – Если мы рассмотрим различные серии алюминиевых сплавов, мы увидим, что есть значительные различия в их характеристиках и, как следствие, применении.Первое, что следует признать после понимания системы идентификации, – это то, что в упомянутой выше серии есть два совершенно разных типа алюминия. Это термически обрабатываемые алюминиевые сплавы (те, которые могут приобретать прочность за счет добавления тепла) и нетермообрабатываемые алюминиевые сплавы. Это различие особенно важно при рассмотрении влияния дуговой сварки на эти два типа материалов.
Деформируемые алюминиевые сплавы серий 1ххх, 3ххх и 5ххх не подлежат термической обработке и поддаются только деформационному упрочнению.Деформируемые алюминиевые сплавы серий 2xxx, 6xxx и 7xxx поддаются термообработке, а серия 4xxx состоит как из термически обрабатываемых, так и нетермообрабатываемых сплавов. Литые сплавы серий 2xx.x, 3xx.x, 4xx.x и 7xx.x поддаются термообработке. Деформационное упрочнение отливок обычно не применяется.
Термически обрабатываемые сплавы приобретают свои оптимальные механические свойства в процессе термической обработки, наиболее распространенными из которых являются термообработка в растворе и искусственное старение. Термообработка в растворе – это процесс нагрева сплава до повышенной температуры (около 990 градусов Цельсия).F) для растворения легирующих элементов или соединений. Затем следует резкое охлаждение, обычно в воде, для получения перенасыщенного раствора при комнатной температуре. После термообработки раствора обычно следует старение. Старение – это осаждение части элементов или соединений из перенасыщенного раствора с целью получения желаемых свойств.
Сплавы без термической обработки приобретают оптимальные механические свойства за счет деформационного упрочнения. Деформационное упрочнение – это метод повышения прочности за счет холодной обработки.T6, 6063- T4 , 5052- h42 , 5083- h212 .
ОСНОВНЫЕ ОБОЗНАЧЕНИЯ ТЕМПЕРА
Буква | Значение |
F | В процессе изготовления – Формовка применяется к изделиям применяется специальный контроль за условиями термического или деформационного упрочнения |
O | Отожженный – применяется к продукту, который был нагрет для получения условий минимальной прочности для повышения пластичности и стабильности размеров |
H | Деформационная закалка – Применяется к изделиям, упрочненным в результате холодной деформации.За деформационным упрочнением может последовать дополнительная термическая обработка, которая приводит к некоторому снижению прочности. За буквой «H» всегда следуют две или более цифр (см. Подразделы категории H ниже) |
W | Термообработанный раствор – нестабильный режим, применимый только к сплавам, которые самопроизвольно стареют в помещении. температура после термообработки на твердый раствор |
T | Термическая обработка – для получения стабильных температур, отличных от F, O или H.Применимо к продукту, прошедшему термообработку, иногда с дополнительным деформационным упрочнением, для получения стабильного состояния. За буквой «Т» всегда следует одна или несколько цифр (см. Подразделы темперамента Т ниже) |
Таблица 3
Помимо основного обозначения темперамента, есть две категории подразделов, одна из которых относится к «H» -типам. – Деформационное упрочнение, и другое, относящееся к категории «Т» – обозначение термической обработки.
Подразделения H-закалки – деформационная закалка
Первая цифра после H указывает на базовую операцию:
H 1 – только деформационная закалка.
H 2 – Деформационная закалка и частичный отжиг.
H 3 – Деформационная закалка и стабилизация.
H 4 – Закаленная при деформации и лакированная или окрашенная.
Вторая цифра после H указывает на степень деформационного упрочнения:
HX 2 – Четверть твердого HX 4 – Полу твердого HX 6 – Три четверти твердого
HX 8 – Полная твердость HX 9 – Extra Hard
Разделы T Temper – термически обработанные
T1 – Естественное старение после охлаждения в процессе формовки при повышенной температуре, например, экструзии.
T2 – Холодная обработка после охлаждения в процессе формовки при повышенной температуре и естественное старение.
T3 – Раствор, прошедший термообработку, холодную обработку и естественное старение.
T4 – Раствор, прошедший термообработку и естественное старение.
T5 – Искусственное старение после охлаждения в процессе формования при повышенной температуре.
T6 – Раствор термообработанный и искусственно состаренный.
T7 – Раствор термообработанный и стабилизированный (с истощением).
T8 – Раствор термообработанный, холоднодеформированный и искусственно состаренный.
T9 – Раствор термообработанный, искусственно состаренный и холодно обработанный.
T10 – Холодная обработка после охлаждения в процессе формования при повышенной температуре и затем искусственное старение.
Дополнительные цифры указывают на снятие напряжения.
Примеры:
TX 51 или TXX 51 – Снятие напряжения за счет растяжения.
TX 52 или TXX 52 – Снятие напряжения за счет сжатия.
Алюминиевые сплавы и их характеристики – Если мы рассмотрим семь серий деформируемых алюминиевых сплавов, мы оценим их различия и поймем их применение и характеристики.
Сплавы серии 1xxx – (без термической обработки – с пределом прочности на растяжение от 10 до 27 тысяч фунтов / кв. Дюйм) эту серию часто называют серией из чистого алюминия, потому что она должна содержать минимум 99,0% алюминия. Они свариваются.Однако из-за их узкого диапазона плавления они требуют определенных соображений, чтобы обеспечить приемлемые процедуры сварки. При рассмотрении возможности изготовления эти сплавы выбираются в первую очередь из-за их превосходной коррозионной стойкости, например, в специализированных химических резервуарах и трубопроводах, или из-за их превосходной электропроводности, как в сборных шинах. Эти сплавы имеют относительно плохие механические свойства и редко могут рассматриваться для общих структурных применений. Эти базовые сплавы часто свариваются с подходящим присадочным материалом или с присадочными сплавами 4xxx в зависимости от применения и требований к рабочим характеристикам.
Сплавы серии 2xxx – (термообрабатываемые – с пределом прочности на разрыв от 27 до 62 тыс. Фунтов на квадратный дюйм) это сплавы алюминия / меди (добавка меди от 0,7 до 6,8%), а также высокопрочные сплавы с высокими эксплуатационными характеристиками, которые часто используются в аэрокосмической и авиационной промышленности. Они обладают отличной прочностью в широком диапазоне температур. Некоторые из этих сплавов считаются несвариваемыми процессами дуговой сварки из-за их склонности к горячему растрескиванию и коррозионному растрескиванию под напряжением; однако другие очень успешно свариваются дуговой сваркой с соблюдением правильных процедур сварки.Эти основные материалы часто свариваются с высокопрочными присадочными сплавами серии 2ххх, разработанными в соответствии с их характеристиками, но иногда их можно сваривать с присадочными материалами серии 4ххх, содержащими кремний или кремний и медь, в зависимости от области применения и требований к обслуживанию.
Сплавы серии 3ххх – (без термической обработки – с пределом прочности на растяжение от 16 до 41 тыс. Фунтов на квадратный дюйм) Это алюминиево-марганцевые сплавы (добавка марганца от 0,05 до 1,8%), средней прочности хорошая коррозионная стойкость, хорошая формуемость и пригодны для использования при повышенных температурах.Одним из первых их применений были кастрюли и сковороды, и сегодня они являются основным компонентом теплообменников в транспортных средствах и электростанциях. Однако их умеренная прочность часто исключает возможность их использования в конструкциях. Эти базовые сплавы свариваются с присадочными сплавами серий 1ххх, 4ххх и 5ххх, в зависимости от их специфического химического состава и конкретных требований к применению и обслуживанию.
Сплавы серии 4xxx – (термически обрабатываемые и нетермообрабатываемые – с пределом прочности на растяжение от 25 до 55 тысяч фунтов на квадратный дюйм) Это сплавы алюминия / кремния (добавки кремния в диапазоне от 0.От 6 до 21,5%) и являются единственной серией, содержащей как термически обрабатываемые, так и нетермообрабатываемые сплавы. Кремний, добавленный к алюминию, снижает его температуру плавления и улучшает его текучесть при расплавлении. Эти характеристики желательны для присадочных материалов, используемых как для сварки плавлением, так и для пайки. Следовательно, эта серия сплавов преимущественно используется в качестве присадочного материала. Кремний, независимо от алюминия, не подлежит термической обработке; тем не менее, ряд этих кремниевых сплавов был разработан с добавлением магния или меди, что обеспечивает им способность благоприятно реагировать на термообработку в растворе.Обычно эти термически обрабатываемые присадочные сплавы используются только тогда, когда свариваемый компонент должен подвергаться термообработке после сварки.
Сплавы серии 5xxx – (без термической обработки – с пределом прочности на разрыв от 18 до 51 тысяч фунтов / кв. нетермообрабатываемые сплавы. Кроме того, сплавы этой серии легко свариваются, и по этим причинам они используются в самых разных областях, таких как судостроение, транспорт, сосуды высокого давления, мосты и здания.Сплавы на основе магния часто свариваются с присадочными сплавами, которые выбираются после рассмотрения содержания магния в основном материале, а также применения и условий эксплуатации свариваемого компонента. Сплавы этой серии с содержанием магния более 3,0% не рекомендуются для эксплуатации при повышенных температурах выше 150 ° F из-за их потенциальной сенсибилизации и последующей склонности к коррозионному растрескиванию под напряжением. Основные сплавы с содержанием магния менее примерно 2,5% часто успешно свариваются с присадочными сплавами серий 5ххх или 4ххх.Базовый сплав 5052 обычно считается основным сплавом с максимальным содержанием магния, который можно сваривать с присадочным сплавом серии 4ххх. Из-за проблем, связанных с эвтектическим плавлением и связанными с этим плохими механическими свойствами после сварки, не рекомендуется сваривать материалы из этой серии сплавов, которые содержат большее количество магния, с присадками серии 4xxx. Материалы с более высоким содержанием магния свариваются только с присадочными сплавами 5xxx, которые обычно соответствуют составу основного сплава.
Сплавы серии 6XXX – (термически обрабатываемые – с пределом прочности на растяжение от 18 до 58 тысяч фунтов / кв. Дюйм) Это сплавы алюминия / магния и кремния (добавки магния и кремния около 1,0%), которые широко используются во время сварки промышленное производство, используемое преимущественно в форме профилей и включенное во многие структурные компоненты. Добавление магния и кремния к алюминию дает соединение силицида магния, которое придает этому материалу способность подвергаться термообработке на твердый раствор для повышения прочности.Эти сплавы естественным образом чувствительны к образованию трещин при затвердевании, и по этой причине их не следует подвергать дуговой сварке автогенным способом (без присадочного материала). Добавление достаточного количества присадочного материала во время процесса дуговой сварки необходимо для обеспечения разбавления основного материала, тем самым предотвращая проблему горячего растрескивания. Они свариваются с присадочными материалами 4ххх и 5ххх, в зависимости от области применения и требований к эксплуатации.
Сплавы серии 7XXX – (термически обрабатываемые – с пределом прочности на разрыв от 32 до 88 тыс. Фунтов на кв. Дюйм) Это сплавы алюминия / цинка (добавки цинка от 0.От 8 до 12,0%) и состоят из одних из самых прочных алюминиевых сплавов. Эти сплавы часто используются в высокопроизводительных приложениях, таких как самолет, аэрокосмическая промышленность и спортивное оборудование. Как и серия сплавов 2ххх, в эту серию входят сплавы, которые считаются непригодными для дуговой сварки, а также другие сплавы, которые часто успешно свариваются. Обычно свариваемые сплавы этой серии, такие как 7005, в основном свариваются с присадочными сплавами серии 5ххх.
Резюме – Сегодняшние алюминиевые сплавы, вместе с их различной температурой, составляют широкий и универсальный диапазон производственных материалов.Для оптимальной конструкции продукта и успешной разработки процедуры сварки важно понимать различия между многими доступными сплавами и их различные рабочие характеристики и свариваемость. При разработке процедур дуговой сварки для этих различных сплавов необходимо учитывать конкретный свариваемый сплав. Часто говорят, что дуговая сварка алюминия – это несложно, «все по-другому». Я считаю, что важной частью понимания этих различий является знакомство с различными сплавами, их характеристиками и системой их идентификации.
Источники дополнительной информации
Существует ряд превосходных справочных источников, посвященных исключительно сварке алюминия; Одно из них – «Теория и практика сварки алюминия», разработанное Алюминиевой ассоциацией, а другое – Документ D1.2 Американского общества сварщиков – Правила структурной сварки – алюминий. Другие документы, доступные от Алюминиевой ассоциации, которые помогают при проектировании алюминиевых конструкций, – это Руководство по проектированию алюминия и Стандарты и данные по алюминию.Эти документы вместе с документами по обозначению сплавов, упомянутыми ранее в статье, можно получить непосредственно в AWS или, в зависимости от ситуации, в The Aluminium Association.
AWS Тел .: 1 800 443 9353 Веб-сайт:
% PDF-1.6 % 59 0 объект > endobj xref 59 145 0000000016 00000 н. 0000003596 00000 н. 0000003790 00000 н. 0000003854 00000 н. 0000003979 00000 п. 0000004418 00000 н. 0000005467 00000 н. 0000005494 00000 п. 0000005522 00000 н. 0000005634 00000 н. 0000006513 00000 н. 0000007448 00000 н. 0000008284 00000 н. 0000009337 00000 н. 0000010216 00000 п. 0000011071 00000 п. 0000011910 00000 п. 0000012737 00000 п. 0000013584 00000 п. 0000014632 00000 п. 0000015511 00000 п. 0000016351 00000 п. 0000017276 00000 п. 0000018323 00000 п. 0000018489 00000 п. 0000019360 00000 п. 0000069088 00000 н. 0000069157 00000 п. 0000069249 00000 п. 0000069331 00000 п. 0000069418 00000 п. 0000069442 00000 п. 0000069639 00000 п. 0000069727 00000 п. 0000069751 00000 п. 0000069880 00000 п. 0000069968 00000 н. 0000069992 00000 н. 0000070110 00000 п. 0000070198 00000 п. 0000070222 00000 п. 0000070363 00000 п. 0000070452 00000 п. 0000070477 00000 п. 0000070591 00000 п. 0000070677 00000 п. 0000070702 00000 п. 0000070835 00000 п. 0000070922 00000 п. 0000070947 00000 п. 0000071070 00000 п. 0000071159 00000 п. 0000071184 00000 п. 0000071286 00000 п. 0000071373 00000 п. 0000071398 00000 п. 0000071524 00000 п. 0000071611 00000 п. 0000071636 00000 п. 0000071750 00000 п. 0000071837 00000 п. 0000071862 00000 п. 0000071984 00000 п. 0000072072 00000 п. 0000072097 00000 п. 0000072225 00000 п. 0000072313 00000 п. 0000072338 00000 п. 0000072456 00000 п. 0000072545 00000 п. 0000072570 00000 п. 0000072692 00000 п. 0000072780 00000 п. 0000072805 00000 п. 0000072916 00000 п. 0000073003 00000 п. 0000073028 00000 п. 0000073189 00000 п. 0000073245 00000 п. 0000073270 00000 п. 0000073385 00000 п. 0000073480 00000 п. 0000073606 00000 п. 0000073693 00000 п. 0000073718 00000 п. 0000073839 00000 п. 0000073928 00000 п. 0000073953 00000 п. 0000074091 00000 п. 0000074180 00000 п. 0000074205 00000 п. 0000074333 00000 п. 0000074420 00000 п. 0000074445 00000 п. 0000074559 00000 п. 0000074647 00000 п. 0000074672 00000 п. 0000074807 00000 п. 0000074894 00000 п. 0000074919 00000 п. 0000075050 00000 п. 0000075139 00000 п. 0000075164 00000 п. 0000075298 00000 п. 0000075387 00000 п. 0000075412 00000 п. 0000075550 00000 п. 0000075637 00000 п. 0000075662 00000 п. 0000075796 00000 п. 0000075883 00000 п. 0000075908 00000 п. 0000076026 00000 п. 0000076082 00000 п. 0000076107 00000 п. 0000076219 00000 п. 0000076307 00000 п. 0000076332 00000 п. 0000076477 00000 п. 0000076566 00000 п. 0000076591 00000 п. 0000076701 00000 п. 0000076788 00000 п. 0000076813 00000 п. 0000076903 00000 п. 0000076928 00000 п. 0000077041 00000 п. 0000077131 00000 п. 0000077156 00000 п. 0000077289 00000 п. 0000077379 00000 п. 0000077404 00000 п. 0000077569 00000 п. 0000077659 00000 п. 0000077684 00000 п. 0000077810 00000 п. 0000077899 00000 н. 0000077924 00000 п. 0000078067 00000 п. 0000078123 00000 п. 0000078148 00000 п. 0000078204 00000 п. 0000078229 00000 п. 0000078318 00000 п. 0000003196 00000 п. трейлер ] / Назад 802226 >> startxref 0 %% EOF 203 0 объект > поток hb“f`c`e`H
.обработка алюминия | История, горное дело, переработка и факты
Обработка алюминия , подготовка руды для использования в различных продуктах.
обработка алюминия Рулоны обработанного алюминия. © ozgurdonmaz / iStock.comАлюминий, или алюминий (Al), представляет собой серебристо-белый металл с температурой плавления 660 ° C (1220 ° F) и плотностью 2,7 грамма на кубический см. Самый распространенный металлический элемент, он составляет 8,1 процента земной коры. В природе он химически соединен с кислородом и другими элементами.В чистом виде он мягкий и пластичный, но может быть легирован многими другими элементами для повышения прочности и обеспечения ряда полезных свойств. Сплавы алюминия легкие, прочные и поддаются формовке практически всеми известными способами обработки металлов. Их можно отливать, соединять разными способами и легко обрабатывать, и они допускают широкий спектр отделок.
Помимо низкой плотности, многие области применения алюминия и его сплавов основаны на его высокой электрической и теплопроводности, высокой отражательной способности и устойчивости к коррозии.Своей коррозионной стойкостью он обязан сплошной пленке оксида алюминия, которая быстро растет на возникающей поверхности алюминия, подверженной воздействию воздуха.
История
Раннее использование и извлечение
До 5000 г. до н. Э. Люди в Месопотамии изготавливали прекрасную керамику из глины, которая в основном состояла из соединения алюминия, а почти 4000 лет назад египтяне и вавилоняне использовали соединения алюминия в различных химических веществах и лекарствах. Плиний ссылается на alumen , известное сейчас как квасцы, соединение алюминия, широко используемое в древнем и средневековом мире для фиксации красителей в текстильных изделиях.К 18 веку глинозем на основе земли был признан потенциальным источником металла.
Britannica Premium: удовлетворение растущих потребностей искателей знаний. Получите 30% подписки сегодня. Подпишись сейчасАнглийский химик Хамфри Дэви в 1807 году попытался извлечь металл. Хотя и безуспешно, он убедился, что оксид алюминия имеет металлическую основу, которую он назвал алюминий , а позже заменил на алюминий . Название было сохранено в Соединенных Штатах, но изменено на алюминий во многих других странах.
Датский физик и химик Ганс Кристиан Эрстед в 1825 году наконец произвел алюминий. «Он образует, – сообщил Эрстед, – кусок металла, который по цвету и блеску несколько напоминает олово».
Несколько лет спустя Фридрих Велер, немецкий химик из Геттингенского университета, создал металлический алюминий в виде частиц размером с булавочную головку и впервые определил следующие свойства алюминия: удельный вес, пластичность, цвет и устойчивость на воздухе.
Алюминий оставался лабораторной диковинкой до тех пор, пока французский ученый Анри Сент-Клер Девиль не объявил о серьезном усовершенствовании метода Веллера, которое позволило «булавочным головкам» Велера сливаться в комки размером с мрамор.Процесс Девиля стал основой алюминиевой промышленности. Алюминиевые слитки, изготовленные на Javel Chemical Works и выставленные в 1855 году на Парижской выставке Universelle, представили публике новый металл.
Хотя тогда о свойствах алюминия было известно достаточно, чтобы указывать на многообещающее будущее, стоимость химического процесса производства металла была слишком высока, чтобы обеспечить широкое использование. Но важные улучшения в настоящее время привели к прорывам на двух фронтах: во-первых, был улучшен процесс Девиля; и, во-вторых, разработка динамо-машины сделала доступным большой источник энергии для электролиза, который оказался весьма успешным в отделении металла от его соединений.
Работа Холла и Эру
Современный электролитический метод производства алюминия был открыт почти одновременно и совершенно независимо Чарльзом Мартином Холлом из США и Полем-Луи-Туссеном Эру из Франции в 1886 году. (По странному совпадению, оба они родились в 1863 году и оба умерли в 1914 году.) Основы процессов Холла-Эру были идентичны и остаются основой современной алюминиевой промышленности. Очищенный глинозем растворяют в расплавленном криолите и подвергают электролизу постоянным током.Под действием тока кислород оксида алюминия откладывается на углеродном аноде и выделяется в виде диоксида углерода, в то время как свободный расплавленный алюминий, который тяжелее электролита, откладывается на углеродной футеровке на дне электролизера.
Холл сразу осознал ценность своего открытия. 9 июля 1886 года он подал заявку на патент США и активно работал над разработкой этого процесса. С другой стороны, Эру, хотя он подал заявку на патенты несколькими месяцами ранее, по-видимому, не осознавал важность этого процесса.Он продолжил работу над вторым успешным процессом, который позволил получить сплав алюминия и меди. К счастью, в 1888 году австрийский химик Карл Йозеф Байер открыл улучшенный метод получения чистого глинозема из бокситовых руд с низким содержанием кремния.
Холл и группа бизнесменов основали Pittsburgh Reduction Company в 1888 году в Питтсбурге. Первый слиток был разлит в ноябре того же года. Спрос на алюминий вырос, и к 1894 году в Нью-Кенсингтоне, штат Пенсильвания, был построен более крупный завод по переработке алюминия, который использовал паровую электроэнергию для производства одной тонны алюминия в день.Потребность в дешевой гидроэлектроэнергии в изобилии привела молодую компанию к Ниагарскому водопаду, где в 1895 году она стала первым заказчиком строительства нового Ниагарского водопада.
За короткое время спрос на алюминий превзошел самые оптимистичные ожидания Холла. В 1907 году компания сменила название на «Алюминиевая компания Америки» (Алкоа). До Второй мировой войны он оставался единственным производителем первичного алюминия в США, но за полвека в США было 15 производителей первичного алюминия.
Европейская промышленность
Нойхаузен, Швейцария, является «рассадником» европейской алюминиевой промышленности. Там, чтобы воспользоваться гидроэнергией, получаемой от водопадов Рейна, Эру построил свой первый завод по производству алюминия и бронзы, который позже стал Aluminium-Industrie-Aktien-Gesellschaft. Британская алюминиевая компания с ограниченной ответственностью, организованная в 1894 году, вскоре осознала богатство дешевой электроэнергии, доступной в Норвегии, и сыграла важную роль в строительстве алюминиевого завода в Стонг-фьорде в 1907 году, а затем в Вигеланде.Во Франции Société Électrométallurgique Française, также основанное на патенте Эру, было основано около Гренобля около 1888 года. В 1899 году в Ленде, Австрия, был запущен алюминиевый завод. До 1914 года в Германии производилось мало алюминия, но Первая мировая война вызвала острую необходимость. спрос, и несколько плавильных заводов начали производство с использованием электроэнергии, произведенной с помощью пара. Позже СССР начал производить значительное количество алюминия на Уральском промышленном комплексе, и к 1990 году первичный металл производился в 41 стране мира.Крупнейший в мире алюминиевый завод (мощность один миллион тонн в год) расположен в сибирском городе Братск.
.