Сталь 40хфа – 40
alexxlab | 17.06.2020 | 0 | Разное
особенности марки. Твердость, плотность и другие характеристики стали 40хфа.
Конструкционными сталями принято называть углеродистые или легированные сплавы, которым придаются определенные физические, механические и химические свойства. Чаще всего каждая марка, например, сталь 40хфа, идёт на изготовление определенных деталей и элементов узлов, производимых для нужд строительства и машиностроения.
К разряду качественных или высококачественных можно отнести только легированные конструкционные стали, в которых присутствуют специальные элементы, значительно повышающие коррозионную стойкость металла и его прочность. Легирующими элементами могут выступать разные составляющие, которые в русском обозначении марки сплава обозначаются определенными буквами:
- Х – хром (Cr)
- Н – никель (Ni)
- Д – медь (Cu)
- Ф – ванадий (V)
- Г – марганец (Mn)
- С – кремний (Si)
- А – азот (N)
- В – вольфрам (W) и т.д.

Определенное сочетание и концентрация легирующих элементов позволяют наделять сплав конкретными характеристиками и свойствами. В случае со сплавом 40хфа мы имеем дело с высококачественной конструкционной легированной хромованадиевой сталью, имеющей следующий химический состав:
- Fe – ~96%
- Cr – 0,8-1,1%
- V – 0,1-0,18%
- Mn – 0,5-0,8%
- C – 0,37-0,44%
- Si – 0,17-0,37%
- Cu – не более 0,3%
- Ni – не более 0,3%
- S – не более 0,025%
- P – не более 0,025%
Механически и физические свойства сплава
Металл данной марки следует отнести к трудносвариваемым сталям, которые в процессе сварки необходимо нагревать, а затем охлаждать. Здесь и высокая флокеночувствительность материала, т.е. его склонность к образованию неоднородных участков, и наличие отпускной хрупкости.
Сталь 40х – хромистая, с содержанием углерода в 0,40%, равно как и марки 65Г, 50ХФА и 30Х3МФ, выступает заменителем сплаву 40хфа. Иностранными же аналогами считаются следующие виды металлов: 4140, 4142 и G41400 – в США; 1.7223 и 41CrMo4 – в Германии, SCM440 – в Японии и т.д.
Плотность стали 40хфа, её твёрдость при определенных температурных условиях и прочие характеристики представлены в следующих таблицах:

В качестве обязательной термообработки в случае со сплавом 40хфа применяется традиционная закалка и отпуск (в соответствии с ГОСТом на сталь данной марки). Ковка металла должна начинаться при 1250оС, а завершаться – при 860-800оС.
Сталь 40хфа: применение
Этот сплав поставляется в цеха промышленных предприятий в виде калиброванных, шлифованных прутков и кованых заготовок. Кроме того, очень популярен лист 40х, идущий на производство эстакад и мостовых конструкций. Хромованадиевая высококачественная легированная сталь рассчитана на использование в производстве деталей и узлов, рабочая температура которых не превышает 400
fx-commodities.ru
|
Марка стали |
Вид поставки
Поковки – ГОСТ 8479–70. Сортовой прокат – ГОСТ 4543–71. |
||||||||||||||||||||||||||||||||||||||||
|
40ХФА |
|||||||||||||||||||||||||||||||||||||||||
|
Массовая доля элементов, % по ГОСТ 4543–71 |
Температура критических точек, ºС |
||||||||||||||||||||||||||||||||||||||||
|
C |
Si |
Mn |
S |
P |
Cr |
Ni |
Mo |
V |
W |
Ti |
Cu |
Ас1 |
Ас3 |
Аr1 |
Аr3 |
||||||||||||||||||||||||||
|
0,37–0,44 |
0,17–0,37 |
0,50–0,80 |
≤ 0,025
|
≤ 0,025
|
0,80– 1,10 |
≤ 0,30 |
– |
0,10–0,18
|
– |
– |
≤ 0,30
|
760 |
800 |
680 |
725 |
||||||||||||||||||||||||||
|
Механические свойства при комнатной температуре |
|||||||||||||||||||||||||||||||||||||||||
|
НД |
Режим термообработки |
Сечение, мм |
σ0,2, Н/мм2 |
σВ, Н/мм2 |
δ, % |
Ψ, % |
KCU, Дж/см2 |
КП |
НВ |
||||||||||||||||||||||||||||||||
|
Операция
|
t, ºС |
Охлаждающая среда |
не менее |
||||||||||||||||||||||||||||||||||||||
ГОСТ 4543–71 |
Отжиг |
860–880 |
С печью |
Свыше 25 |
Не определяются
|
|
≤ 241 |
||||||||||||||||||||||||||||||||||
|
Закалка Отпуск |
880 650 |
Масло Вода или масло |
До 80 Свыше 80 до 150 Свыше 150 |
735
735
735 |
880
880
880 |
10 8
7 |
50 45
40 |
88 79
75 |
– |
– |
|||||||||||||||||||||||||||||||
|
ГОСТ 8479–70
|
Закалка
Отпуск |
860–880
540–620 |
Масло
Воздух |
До 100
100–300
100–300
100–300
300–500
|
540
540
490
395
395 |
685
685
655
615
615 |
15
13
13
15
13 |
45
40
40
40
35 |
59 49
54
54
49 |
540
540
490
395
395 |
223–262
223–262
212–248
187–229
187–229 |
||||||||||||||||||||||||||||||
|
ДЦ |
Закалка Отпуск
Азотирование |
850–850 650–680
500–520 |
Масло Воздух
С печью |
Пруток
|
Не определяются |
HRC Повер- хности 54–48 |
|
||||||||||||||||||||||||||||||||||
|
Назначение. В улучшенном состоянии – шлицевые валы, штоки, установочные винты, траверсы, шатуны, валы экскаваторов, крепежные детали трубопроводов высокого давления при температуре до 400 ºС и др. После закалки и низкого отпуска – рейки, червячные валы и другие детали средних размеров, к которым предъявляются требования повышенной износостойкости в сочетании и повышенной прочностью и вязкостью сердцевины. После азотирования – зубчатые колеса, силовые шпильки, пальцы, ходовые винты, шпиндели, гильзы, втулки и др. детали сложной конфигурации, к которым предъявляются требования высокой износостойкости, усталостной прочности и минимальной деформации. После азотирования сталь коррозиооно-стойкая в атмосферных условиях, в воде и водяных парах. Для уменьшения деформации при азотировании детали перед окончательным шлифованием (до азотирования) подвергаются стабилизирующему отпуску при 620–650 ºС. Сталь мало склонна к росту зерна. Коррозионная стойкость стали низкая. |
|||||||||||||||||||||||||||||||||||||||||
|
Предел выносливости, Н/мм2 |
Термообработка |
Ударная вязкость, KCU, Дж/см2, при t, ºС |
Термообработка
|
||||||||||||||||||||||||||||||||||||||
|
σ-1 |
τ-1 |
+ 20 |
0 |
– 20 |
– 40 |
– 70 |
– 80 |
||||||||||||||||||||||||||||||||||
|
480 421 372 |
– – 265 |
Закалка с 880 ºС в масле, отпуск при 230 ºС То же, отпуск при 550 ºС То же, отпуск при 650 ºС |
92 |
– |
61 |
– |
55 |
– |
Закалка с 850 ºС в масле, отпуск при 600 ºС |
||||||||||||||||||||||||||||||||
|
Технологические характеристики |
|||||||||||||||||||||||||||||||||||||||||
|
Ковка |
Охлаждение поковок, изготовленных |
||||||||||||||||||||||||||||||||||||||||
|
Вид полуфабриката |
Температурный интервал ковки, ºС |
из слитков |
из заготовок |
||||||||||||||||||||||||||||||||||||||
|
Размер сечения, мм |
Условия охлаждения |
Размер сечения, мм |
Условия охлаждения |
||||||||||||||||||||||||||||||||||||||
|
Слиток
Заготовка |
1220–800
1250–830 |
До 100 101–200
201–800 |
В яме с закрытой крышкой В яме с песком Отжиг с перекристаллизацией, одно переохлаждение |
До 200 201–300 |
В мульде С печью |
||||||||||||||||||||||||||||||||||||
|
Свариваемость |
Обрабатываемость резанием |
Флокеночувствительность |
|||||||||||||||||||||||||||||||||||||||
|
Трудно свариваемая. Способы сварки: РД, РАД – необходимы подогрев и последующая термообработка; КТ – необходима последующая термообработка. |
После закалки и отпуска при ≤ 241 НВ и σВ = 600 Н/мм2 К√ = 0,75 (твердый сплав) К√ = 0,65 (быстрорежущая сталь)
|
Чувствительна |
|||||||||||||||||||||||||||||||||||||||
|
Склонность к отпускной хрупкости |
|||||||||||||||||||||||||||||||||||||||||
|
Склонна |
|||||||||||||||||||||||||||||||||||||||||
stalmaximum.ru
Cталь 40ХФА механические, технологические, физические свойства, химический состав. Сталь 40ХФА круг стальной пруток
Справочная информация
Характеристика материала сталь 40ХФА
Химический состав в % материала сталь 40ХФА
| C | Si | Mn | Ni | S | P | Cr | V | Cu |
| 0.37 – 0.44 | 0.17 – 0.37 | 0.5 – 0.8 | до 0.3 | до 0.025 | до 0.025 | 0.8 – 1.1 | 0.1 – 0.18 | до 0.3 |
Температура критических точек материала сталь 40ХФА
| Ac1 = 760 , Ac3(Acm) = 800 , Ar3(Arcm) = 725 , Ar1 = 680 , Mn = 218 |
Механические свойства при Т=20oС материала сталь 40ХФА
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| – | мм | – | МПа | МПа | % | % | кДж / м2 | – |
| Поковки | 100 – 300 | 615 | 395 | 15 | 40 | 540 | Закалка и отпуск | |
| Поковки | 300 – 500 | 615 | 395 | 13 | 35 | 490 | Закалка и отпуск |
| Твердость материала сталь 40ХФА после отжига , | HB 10 -1 = 241 МПа |
Физические свойства материала сталь 40ХФА
| T | E 10– 5 | a 10 6 | l | r | C | R 10 9 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 | 2.15 | 37 | 7810 | |||
| 100 | 2.12 | 12.1 | 37 | 466 | ||
| 200 | 2.05 | 12.6 | 37 | 508 | ||
| 300 | 1.99 | 13 | 36 | 529 | ||
| 400 | 1.82 | 13.3 | 33 | 563 | ||
| 500 | 1.73 | 13.8 | 31 | 592 | ||
| 600 | 1.66 | 14.2 | 31 | 621 | ||
| 700 | 1.44 | 14.6 | 30 | 634 | ||
| 800 | 1.35 | 11.8 | 28 | 664 | ||
| T | E 10– 5 | a 10 6 | l | r | C | R 10 9 |
Технологические свойства материала сталь 40ХФА
| Свариваемость: | трудносвариваемая. |
| Флокеночувствительность: | чувствительна. |
| Склонность к отпускной хрупкости: | склонна. |
Зарубежные аналоги материала сталь 40ХФАВнимание! Указаны как точные, так и ближайшие аналоги.
| США | Германия | Япония | Франция | Англия | Евросоюз | Италия | Бельгия | Испания | Швеция | Болгария | Чехия | ||||
| – | DIN,WNr | JIS | AFNOR | BS | EN | UNI | NBN | UNE | SS | BDS | CSN | ||||
|
Обозначения:
| Механические свойства : | |
| sв | – Предел кратковременной прочности , [МПа] |
| sT | – Предел пропорциональности (предел текучести для остаточной деформации), [МПа] |
| d5 | – Относительное удлинение при разрыве , [ % ] |
| y | – Относительное сужение , [ % ] |
| KCU | – Ударная вязкость , [ кДж / м2] |
| HB | – Твердость по Бринеллю , [МПа] |
Физические свойства : | |
| T | – Температура, при которой получены данные свойства , [Град] |
| E | – Модуль упругости первого рода , [МПа] |
| a | – Коэффициент температурного (линейного) расширения (диапазон 20o – T ) , [1/Град] |
| l | – Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | – Плотность материала , [кг/м3] |
| C | – Удельная теплоемкость материала (диапазон 20o – T ), [Дж/(кг·град)] |
| R | – Удельное электросопротивление, [Ом·м] |
Свариваемость : | |
| без ограничений | – сварка производится без подогрева и без последующей термообработки |
| ограниченно свариваемая | – сварка возможна при подогреве до 100-120 град. и последующей термообработке |
| трудносвариваемая | – для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки – отжиг |
yaruse.ru
04 семестр / Домашние задания / Готовые ДЗ варианты Остальные / Остальные / 40xФА (Д-2)
Московский Государственный Университет им. Н.Э. Баумана.
Домашнее задание по курсу Материаловедения.
Выполнил: Благодарный А.А.
Группа СМ11-51.
Валы, траверсы, зубчатые колёса, крепёжные детали трубопроводов высокого давления изготавливаются из стали 40xФА.
Укажите оптимальный режим термической обработки вала из этой стали, обеспечивающей твёрдость в сердцевине до 350 НВ. Построить график термообработки для этой стали в координатах температура – время.
Опишите структурные превращения, происходящие при термической обработке.
Приведите основные свойства этой стали: ГОСТ, химический состав, влияние легирующих элементов, достоинства, недостатки и др.
Для изготовления упругих элементов общего назначения применяют легированные рессорно-пружинные стали. Особенности работы деталей типа упругих элементов состоят в том, что в них используют в основном упругие свойства стали и не допускают возникновение пластической деформации при нагрузке (статической, динамической, ударной). В связи с этим стали должны иметь большое сопротивление малым пластическим деформациям, т.е. высокие пределы упругости (текучести) и выносливости при достаточных пластичности и сопротивлении хрупкому разрушению. Кроме того, важной характеристикой сталей данного типа является релаксационная стойкость.
Для обеспечения этих требований сталь должна иметь однородную структуру, которая обеспечивается хорошей закаливаемостью и сквозной пр††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††††ям возрастает с уменьшением размера зерна и стали. К группе рессорно-пружинных сталей общего назначения относятся стали перлитного класса с содержанием углерода 0.5…0,7 %,которые для улучшения свойств (прокаливаемость, предел выносливости, релаксационная стойкость, мелкозернистая структура) дополнительно легируют кремнием (1,5…2,8 %),марганцем (0,6.,.1,2 %).хромом (0,2…I,2 %),ванадием (0,1…0,2 %),вольфрамом (0.8…1.2%), никелем (1.4…1,7%).
Эксплуатационные свойства стальные детали приобретают после термической обработки, состоящей в закалке и среднем отпуске (350…520°С) на троостит отпуска Применение находит также изотермическая закалка на нижний бейнит.
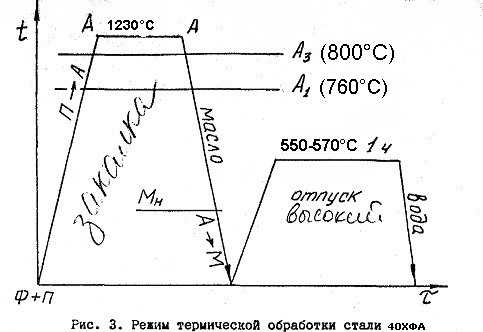
Сталь 40xФА обладает стойкостью к росту зерна, имеет высокие механические показатели. Для устранения склонности к обезуглероживанию нагрев под закалку следует проводить в контролируемой атмосфере. Примем первый вариант термической обработки: закалку и средний отпуск. По данным ГОСТ 4543-71температура закалки для стали составляет 880°С (Ас3 – 800°С). В качестве охлаждающей среды выбираем масло. Последующий отпуск назначаем при температуре 650°С (выше интервала температур необратимой отпускной хрупкости). Получаемая структура троостита отпуска (мелкодисперсная ферритоцементитная смесь) обеспечивает высокое сопротивление малой пластической деформации приHRC= 35…45. Указанный режим термический обработки обеспечивает получение следующих свойств (минимальные значения):
0.2 > 1100MПa, b > 1300МПа; > 14 % >43%.
НВ350 после отпуска при 600°С (HRC=34).
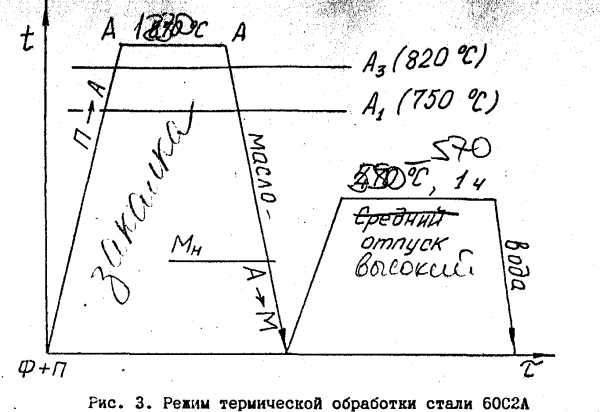
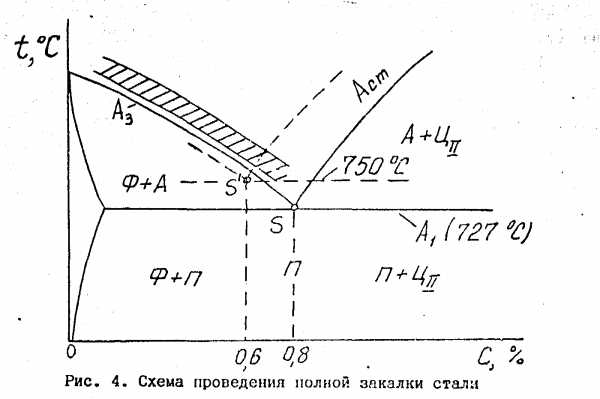
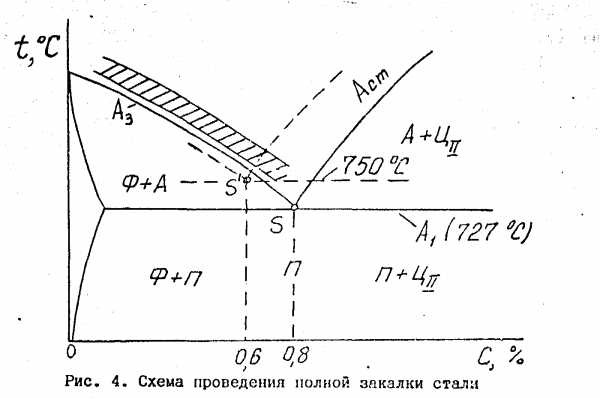
Структурные превращения при термической обработке. Сталь 40xФА -сталь перлитного класса. Критические точки стали:Ас1 = 760± 10°С,Ас3 = 800± 10″С. Сталь подвергают полной закалке (см. рис. 3),при этом ее нагревают до образования однородной мелкозернистой аустенитной структуры (рис. 4).
Последующее охлаждение в масле со скоростью большей, чем кр(наименьшая скорость охлаждения, при которой аустенит превращается в мартенсит), обеспечивает получение мелкозернистого мартенсита.
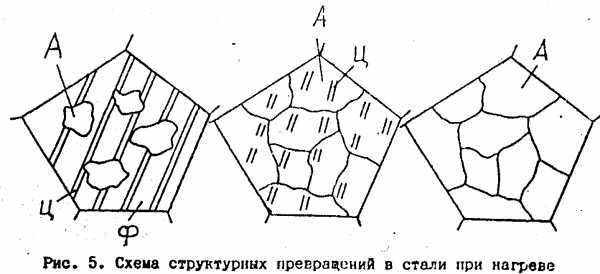
Рассмотрим превращения, происходящие в стали 40xФА при нагреве исходной равновесной структуры Ф +Ц. На практике при обычных скоростях нагрева (электропечи) под закалку перлит сохраняет свое пластинчатое или зернистое строение до температурыAс1 (760″С для стали 40xФА). При температуреАс1, в стали происходит превращение перлита в аустенит. Кристаллы (зерна) аустенита зарождаются в основном на границах фаз феррита и цементита. При этом параллельно развиваются два процесса: полиморфный переход
Fe->Feиpacтворение цементита в аустените.
Представим общую схему превращения:
Образование зерен аустенита происходит с большей скоростью, чем растворение цементита,поэтому необходима выдержка стали при температуре закалки для полного растворения цементита и получения гомогенного аустенита.
Из рис. 5видно, что фазовая перекристаллизация приводит к измельчению зерна в стали.
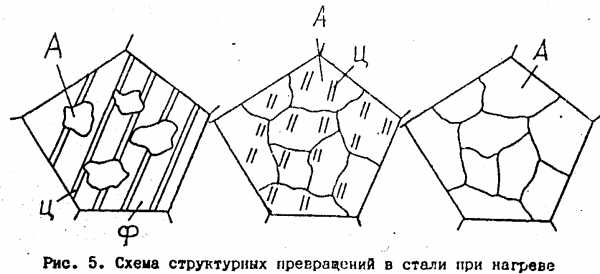
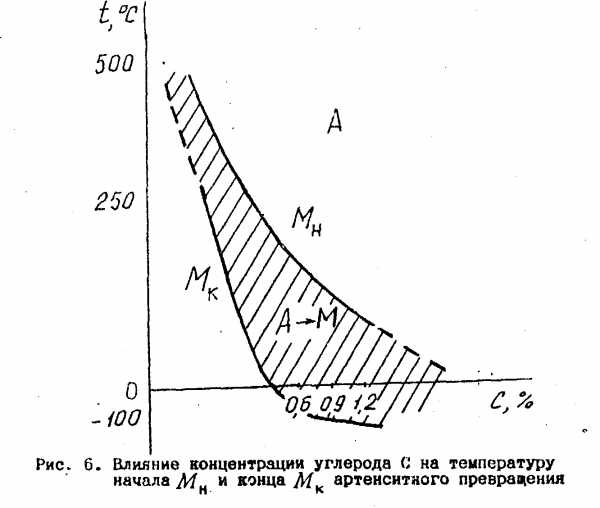
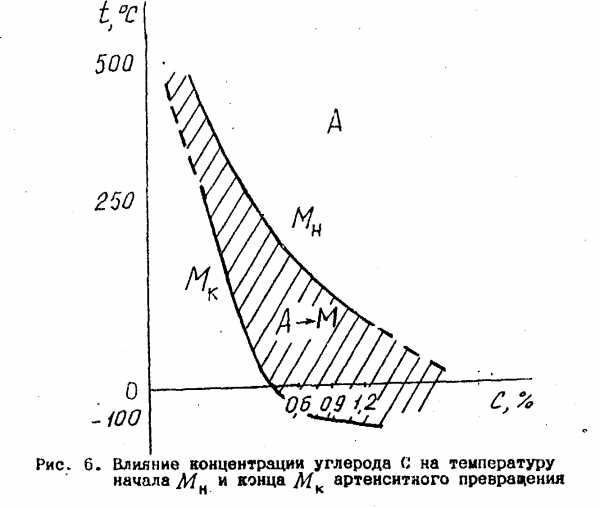
При этом, чей выше дисперсность структуры перлита (Ф +П) и скорость нагрева стали, тем больше возникает центров зарождения аустенита, а следовательно, возрастает дисперсность продуктов его распада. Увеличение же дисперсности продуктов распада аустенита приводит к увеличения пластичности, вязкости, уменьшению чувствительности к концентраторам напряжений. Изменения структуры стали при закалке в масло. При непрерывном охлаждении в стали с υ0> υкраустенит превращается в мартенсит.Мартенситное превращение развивается в сталях с высокой скоростью (~I000…7000 м/с) в интервале температурМн … Мк. При этом необходимо учитывать, что с увеличением содержания углерода в стали температурыМни Мк понижаются (точкиМниМкизменяют свое положение на графике (см. рис. 6).Введение легирующих элементов также изменяет положение точек Мн и Мк .Например, введение кремния их повышает. В результате закалки стали 40xФА ее структура может иметь кроме мартенсита и некоторое количество остаточного аустенита.
Полученный мартенсит представляет собой пересыщенный твердый раствор углерода в α-железе и имеет тетрагональную кристаллическую решетку. Атомы углерода занимают в основном октаэдрические поры.
Образование в результате закалки мартенсита приводит к большим остаточным напряжениям, повышению твердости, прочности, однако при этом возрастает склонность к хрупкому разрушению, что требует проведения дополнительно последующего отпуска.
Превращения в закаленной стали при средней отпуске (600oС). Нагрев закаленной стали до температурыAс1принято называть отпуском. Отпуск должен обеспечить получение необходимых эксплуатационных свойств стали. Структура стали 40xФА после закалки состоит из мартенсита и остаточного аустенита.
Рассмотрим последовательность процессов при отпуске с повышением температуры. До 80°С диффузионная подвижность мала и распад мартенсита идет медленно. Первое превращение при отпуске развивается в диапазоне 80… 200″С и приводит к формированию структуры отпущенного мартенсита -смеси пересыщенного углеродом α-раствора и когерентных с ним частиц ε-кaрбида.В результате этого существенно уменьшаются степень тетрагональности мартенсита (часть углерода выделяется в виде метастабильного е-карбида),уиеньшается его удельный объем, снижаются остаточные напряжения.
Второе превращение при отпуске развивается в интервале температур 200…260°С (300°С) и состоит из следующих этапов:
1)превращение остаточного аустенита в отпущенный мартенсит;
2)распад отпущенного мартенсита: степень его яересыщенности уменьшается до 0,15…О,2 %,начинается преобразование ε-карбида в Fе3C -цементит и его обособление, разрыв когерентности;
3)снижение остаточных напряжений;
4)некоторое увеличение объема, связанное с переходоыАост->Мотл
Третье превращение при отпуске развивается в интервале 300……400 ‘С. При этом
заканчивается распад отпущенного мартенсита и процесс карбидообразования.Формируется
феррито-карбидная смесь, существенно снижаются остаточные напряжения; повышение
температуры отпуска выше 400″С активизирует процесс коалесценции карбидов, что
приводит к уменьшению дисперсности феррито-цементитной смеси.
Структуру стали после низкого отпуска (до 250″С) называют отпущенным артенситом, структуру стали после средного отпуска350…500! *C -трооститом отпуска; после высокого отпуска 5ОО….600°Ссорбитом отпуска. В стали 40xФА после полной закалки в масле и среднего отпуска при 600 0С образуется структура троостита отпуска.
Сталь 40xФА. Основные данные.
1.ГОСТ 4543-71.Рессорно-пружинные стали.
2.Химический состав. %.
С | Si | Mn | Cr | Ni | Р | S | Cu | Ni | V |
0,37-0,44 | 0.17-0.37 | 0,5-0,8 | 0,80-1,1 | 0,3 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10-0,18 |
3.Применение: Шлицевые валы, штоки, установочные винты, траверсы, валы экскаваторов и др.
4.Влияние легирующих элементов.
Кремний положительно влияет на структуру, механические и технологические свойства стали: сникает критическую скорость охлаждения и увеличивает прокаливаемость, уменьшает скорость распада мартенсита, сильно упрочняет феррит, повышает прочность, твердость и прежде всего упругие свойства стали, увеличивает сопротивление коррозии, снижает вязкость. Такое влияние кремния на свойства связано с его воздействием на матричную фазу и карбиды. Кремний способен создавать в твердом растворе направленные ионные связи, которые должны увеличивать напряжения трения в кристаллической решетке и тем самым повышать сопротивление движению дислокации, особенно при малых пластических деформациях (упрочняющий эффект).
5.Свойства упругих элементов могут быть повышены путем поверхностного наклепа в 1,5…2раза (обдувка дробью).
6.Недостатки стали 40xФА: 1)Трудносваривемая;
2)склонность к графитообразованию; 3)склонность к отпускной хрупкости.
7.Свойства пружинной стали могут быть улучшены путем дополнительного легирования. Кроме стали 40xФА применяют стали 65Г, 50XФА, 30X3МФ.
Легирующие элементы -кремний и марганец -сильно упрочняют (феррит и способствуют повышению характеристик прочности стали после термической обработки- влияние дополнительного легирования хромом, ванадием, никелем проявляется прежде всего в уменьшении критической скорости охлаждения и повышение прокаливаемости. Карбидообразующие элементы -хром и ванадий -предупреждают обезуглероживание пружин при нагреве под закалку. Кроме того, введение ванадия способствует дальнейшему повышению прочности, так как приводит к образованию высокодисперсных частиц карбида МС (на основеVC )при распаде мартенсита в процессе отпуска.
studfiles.net
04 семестр / Домашние задания / Готовые ДЗ варианты Д-хх / Д – / Д2
Московский Государственный Технический Университет им. Н.Э. Баумана
Домашнее задание по курсу материаловедения
Вариант Д-2
Выполнил: студент Радышевский М.И.
Группа: Э4-43
Проверил: преподаватель Крапошин В.С.
Москва
2005
Валы, траверсы, зубчатые колёса, крепёжные детали трубопроводов высокого давления изготавливают из стали 40ХФА.
Укажите и обоснуйте оптимальный режим упрочняющей термической обработки вала из этой стали, обеспечивающий твёрдость в сердцевине НВ 330-340 с учетом сквозной прокаливаемости. Построить график термообработки для этой стали в координатах температура – время, с указанием температуры нагрева, времени выдержки, среды охлаждения.
Опишите структурные превращения, происходящие в стали на всех стадиях термической обработки. Перечислите возможные способы дополнительного повышения конструкционной прочности вала, изготавливаемого из этой стали.
Приведите основные свойства этой стали: химический состав по ГОСТу, область применения, требования, предъявляемые к этому виду изделий, механические свойства после выбранного режима термической обработки, технологические свойства, влияние легирующих элементов, достоинства, недостатки и др.
Режим термической обработки.
Для изготовления валов, траверс, зубчатых колёс применяют легированные стали. Особенности работы деталей типа вал состоят в том, что в них используют, в основном, твердость стали и не допускают возникновение пластической деформации при нагрузке (статической, динамической, ударной). В связи с этим стали должны иметь большое сопротивление малым пластическим деформациям, т.е. высокие пределы упругости (текучести) и выносливости при достаточных пластичности и сопротивлении хрупкому разрушению. Кроме того, важной характеристикой сталей данного типа является релаксационная стойкость.
Для обеспечения этих требований сталь должна иметь однородную структуру, которая обеспечивается хорошей закаливаемостью и сквозной прокаливаемостью. К группе таких сталей относятся стали перлитного класса с содержанием углерода 0,5..0,7 %, которые для улучшения свойств (прокаливаемость, предел выносливости, релаксационная стойкость, мелкозернистая структура) дополнительно легируют кремнием (1,5..2,8 %), марганцем (0,6..1,2 %), хромом (0,2..1,2 %), ванадием (0,1..0,2 %), вольфрамом (0.8..1.2 %), никелем (1,4..1,7%).
Эксплуатационные свойства стальные детали приобретают после термической обработки, состоящей в закалке и среднем отпуске (350…520 °С) на троостит отпуска. Применение находит также изотермическая закалка на нижний бейнит.
Сталь 40ХФА обладает стойкостью к росту зерна, имеет высокие механические показатели. Для устранения склонности к обезуглероживанию нагрев под закалку следует проводить в контролируемой атмосфере. Примем первый вариант термической обработки: закалку и высокий отпуск. По данным ГОСТ 4543-71 температура закалки для стали составляет 880 °С (Ас3 – 800 °С). В качестве охлаждающей среды выбираем масло. Последующий отпуск назначаем при температуре 550..570 °С. Получаемая структура сорбита отпуска (мелкодисперсная ферритоцементитная смесь) обеспечивает высокое сопротивление малой пластической деформации при HRC= 35..45. Указанный режим термический обработки обеспечивает получение следующих свойств:
0.2 > 880-1100 МПа, в > 960-1160 МПа; 5> 15-19%, >61%.
НВ330-340 после отпуска при 560 °С (HRC =34).
2. Структурные превращения при термической обработке.
Сталь 40ХФА – сталь перлитного класса. Критические точки стали: Ас1 = 760 ± 10°С, Ас3 = 800 ± 10°С. Сталь подвергают полной закалке (см. рис. 3), при этом ее нагревают до образования однородной мелкозернистой аустенитной структуры (рис. 4).
Последующее охлаждение в масле со скоростью большей, чем кр (наименьшая скорость охлаждения, при которой аустенит превращается в мартенсит), обеспечивает получение мелкозернистого мартенсита.
Рассмотрим превращения, происходящие в стали 40ХФА, при нагреве исходной равновесной структуры Ф + Ц. На практике при обычных скоростях нагрева (электропечи) под закалку перлит сохраняет свое пластинчатое или зернистое строение до температуры Aс1 (760°С для стали 40ХФА). При температуре Ас1 , в стали происходит превращение перлита в аустенит. Кристаллы (зерна) аустенита зарождаются в основном на границах фаз феррита и цементита. При этом параллельно развиваются два процесса: полиморфный переход Fe->Feи растворение цементита в аустените.
Представим общую схему превращения:
Образование зерен аустенита происходит с большей скоростью, чем растворение цементита, поэтому необходима выдержка стали при температуре закалки для полного растворения цементита и получения гомогенного аустенита.
Из рис. 5 видно, что фазовая перекристаллизация приводит к измельчению зерна в стали.
При этом, чем выше дисперсность структуры перлита (Ф + П) и скорость нагрева стали, тем больше возникает центров зарождения аустенита, а следовательно, возрастает дисперсность продуктов его распада. Увеличение же дисперсности продуктов распада аустенита приводит к увеличению пластичности, вязкости, уменьшению чувствительности к концентраторам напряжений. Изменения структуры стали при закалке в масло. При непрерывном охлаждении в стали с υ0 > υкр аустенит превращается в мартенсит. Мартенситное превращение развивается в сталях с высокой скоростью(~1000..7000 м/с) в интервале температур Мн .. Мк. При этом необходимо учитывать, что с увеличением содержания углерода в стали температуры Мн и Мк понижаются (точки Мн и Мк изменяют свое положение на графике (см. рис. 6)). Введение легирующих элементов также изменяет положение точек Мн и Мк . Например, введение кремния их повышает. В результате закалки стали 40ХФА ее структура может иметь кроме мартенсита и некоторое количество остаточного аустенита.
Полученный мартенсит представляет собой пересыщенный твердый раствор углерода в α- железе и имеет тетрагональную кристаллическую решетку. Атомы углерода занимают в основном октаэдрические поры.
Образование в результате закалки мартенсита приводит к большим остаточным напряжениям, повышению твердости, прочности, однако при этом возрастает склонность к хрупкому разрушению, что требует проведения дополнительно последующего отпуска.
Превращения в закаленной стали при высоком отпуске (560 °С). Нагрев закаленной стали до температуры Aс1 принято называть отпуском. Отпуск должен обеспечить получение необходимых эксплуатационных свойств стали. Структура стали 40ХФА после закалки состоит из мартенсита и остаточного аустенита.
Рассмотрим последовательность процессов при отпуске с повышением температуры. До 80°С диффузионная подвижность мала и распад мартенсита идет медленно. Первое превращение при отпуске развивается в диапазоне 80..200 °С и приводит к формированию структуры отпущенного мартенсита – смеси пересыщенного углеродом α- раствора и когерентных с ним частиц ε-кaрбида. В результате этого существенно уменьшаются степень тетрагональности мартенсита, (часть углерода выделяется в виде метастабильного ε-карбида) уменьшается его удельный объем, снижаются остаточные напряжения.
Второе превращение при отпуске развивается в интервале температур 200..260 °С (300°С) и состоит из следующих этапов:
1) превращение остаточного аустенита в отпущенный мартенсит;
2) распад отпущенного мартенсита: степень его пересыщенности уменьшается до 0,15..0,2%, начинается преобразование ε-карбида в Fе3C – цементит и его обособление, разрыв когерентности;
3) снижение остаточных напряжений;
4) некоторое увеличение объема, связанное с переходом Аост->Мотл
Третье превращение при отпуске развивается в интервале 300..400°С. При этом заканчивается распад отпущенного мартенсита и процесс карбидообразования. Формируется ферритокарбидная смесь, существенно снижаются остаточные напряжения; повышение температуры отпуска выше 400°С активизирует процесс коалесценции карбидов, что приводит к уменьшению дисперсности феррито-цементитной смеси.
Структуру стали после низкого отпуска (до 250°С) называют отпущенным мартенситом, структуру стали после среднего отпуска 350..500°C – трооститом отпуска; после высокого отпуска 500..600°C – сорбитом отпуска.
3. Сталь 40ХФА. Основные данные.
1. ГОСТ 4543-71.
2. Химический состав. %.
С | Si | Mn | Cr | Ni | Р | S | Cu | Ni | V |
0,37-0,44 | 0,17-0.37 | 0,5-0,8 | 0,80-1,1 | 0,3 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10-0,18 |
3. Применение. В улучшенном состоянии – шлицевые валы, штоки, установочные винты, траверсы, валы экскаваторов и др. детали, работающие при температуре до 400°С; после закалки и низкого отпуска – червячные валы и другие детали повышенной износостойкости.
4. Свойства:
Температура ковки — Начала 1250°С, конца 860-800°С.
Сечения до 200 мм охлаждаются в мульде, 201-300 мм – с печью.
Свариваемость – трудносвариваемая.
Способы сварки:
РДС – необходимы подогрев и последующая термообработка.
КТС – необходима последующая термообработка.
Обрабатываемость резанием — После закалки и отпуска при НВ = 241, Ku тв.спл. = 0,75, Ku б.ст. = 0,65.
Склонность к опускной хрупкости — склона.
Флокеночувствительность — чувствительна.
5. Влияние легирующих элементов.
Кремний положительно влияет на структуру, механические и технологические свойства стали: снижает критическую скорость охлаждения и увеличивает прокаливаемость, уменьшает скорость распада мартенсита, сильно упрочняет феррит, повышает прочность, твердость и, прежде всего упругие свойства стали, увеличивает сопротивление коррозии, снижает вязкость. Такое влияние кремния на свойства связано с его воздействием на матричную фазу и карбиды. Кремний способен создавать в твердом растворе направленные ионные связи, которые должны увеличивать напряжения трения в кристаллической решетке и тем самым повышать сопротивление движению дислокации, особенно при малых пластических деформациях (упрочняющий эффект).
6. Свойства упругих элементов могут быть повышены путем поверхностного наклепа в 1,5..2 раза (обдувка дробью).
7. Недостатки стали 40ХФА:
1) Трудносвариваемая;
2) склонность к графитообразованию; 3) склонность к отпускной хрупкости.
8. Свойства данной стали могут быть улучшены путем дополнительного легирования. Кроме стали 40ХФА применяют стали 65Г, 50XФА, 30X3МФ.
Легирующие элементы – кремний и марганец – сильно упрочняют (феррит и способствуют повышению характеристик прочности стали после термической обработки влияние дополнительного легирования хромом, ванадием, никелем проявляется прежде всего в уменьшении критической скорости охлаждения и повышение прокаливаемости. Карбидообразующие элементы – хром и ванадий – предупреждают обезуглероживание деталей при нагреве под закалку. Кроме того, введение ванадия способствует дальнейшему повышению прочности, так как приводит к образованию высокодисперсных частиц карбида МС (на основе VC ) при распаде мартенсита в процессе отпуска.
Использованная литература
(под общей редакцией Б.Н.Арзамасова)
(под общей редакцией Б.Н.Арзамасова)
studfiles.net
Характеристика материала 40хфа.
Марка : | 40ХФА |
Заменитель: | 40Х, 65Г, 50ХФА, 30Х3МФ |
Классификация : | Сталь конструкционная легированная |
Применение: | в улучшенном состоянии—шлицевые валы, штоки, установочные винты, траверсы, валы экскаваторов и другие детали, работающие при температуре до 400 °С; после закалки и низкого отпуска — червячные валы и другие детали повышенной износостойкости. |
Химический состав в % материала 40ХФА .
C | Si | Mn | Ni | S | P | Cr | V | Cu |
0.37 – 0.44 | 0.17 – 0.37 | 0.5 – 0.8 | до 0.3 | до 0.025 | до 0.025 | 0.8 – 1.1 | 0.1 – 0.18 | до 0.3 |
Температура критических точек материала 40ХФА.
Ac1 = 760 , Ac3(Acm) = 800 , Ar3(Arcm) = 725 , Ar1 = 680 , Mn = 218 |
Механические свойства при Т=20oС материала 40ХФА .
Сортамент | Размер | Напр. | в | T | 5 | | KCU | Термообр. |
– | мм | – | МПа | МПа | % | % | кДж / м2 | – |
Поковки | 100 – 300 |
| 615 | 395 | 15 | 40 | 540 | Закалка и отпуск |
Поковки | 300 – 500 |
| 615 | 395 | 13 | 35 | 490 | Закалка и отпуск |
Твердость материала 40ХФА после отжига , | HB 10 -1 = 241 МПа |
Физические свойства материала 40ХФА .
T | E 10– 5 | 10 6 | | | C | R 10 9 |
Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
20 | 2.15 |
| 37 | 7810 |
|
|
100 | 2.12 | 12.1 | 37 |
| 466 |
|
200 | 2.05 | 12.6 | 37 |
| 508 |
|
300 | 1.99 | 13 | 36 |
| 529 |
|
400 | 1.82 | 13.3 | 33 |
| 563 |
|
500 | 1.73 | 13.8 | 31 |
| 592 |
|
600 | 1.66 | 14.2 | 31 |
| 621 |
|
700 | 1.44 | 14.6 | 30 |
| 634 |
|
800 | 1.35 | 11.8 | 28 |
| 664 |
|
T | E 10– 5 | 10 6 | | | C | R 10 9 |
Технологические свойства материала 40ХФА .
Свариваемость: | трудносвариваемая. |
Флокеночувствительность: | чувствительна. |
Склонность к отпускной хрупкости: | склонна. |
Обозначения:
Механические свойства : | |
в | – Предел кратковременной прочности , [МПа] |
T | – Предел пропорциональности (предел текучести для остаточной деформации), [МПа] |
5 | – Относительное удлинение при разрыве , [ % ] |
| – Относительное сужение , [ % ] |
KCU | – Ударная вязкость , [ кДж / м2] |
HB | – Твердость по Бринеллю , [МПа] |
Физические свойства : | |
T | – Температура, при которой получены данные свойства , [Град] |
E | – Модуль упругости первого рода , [МПа] |
| – Коэффициент температурного (линейного) расширения (диапазон 20o – T ) , [1/Град] |
| – Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| – Плотность материала , [кг/м3] |
C | – Удельная теплоемкость материала (диапазон 20o – T ), [Дж/(кг·град)] |
R | – Удельное электросопротивление, [Ом·м] |
Свариваемость : | |
без ограничений | – сварка производится без подогрева и без последующей термообработки |
ограниченно свариваемая | – сварка возможна при подогреве до 100-120 град. и последующей термообработке |
трудносвариваемая | – для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки – отжиг |
studfiles.net
40ХФА :: Металлические материалы: классификация и свойства
Сталь 40ХФА ГОСТ 4543-71
Группа стали – хромованадиевая
Массовая доля элементов, % | ||||||||
Углерод | Кремний | Марганец | Хром | Никель | Молибден | Алюминий | Титан | Ванадий |
0,37-0,445 | 0,17-0,37 | 0,50-0,80 | 0,80-1,10 | – | – | – | – | 0,10-0,18 |
Ac1 | Ac3(Acm) | Ac3(Arcm) | Ar1 | Мн |
760 | 800 | 725 | 680 | 218 |
Число твердости, НВ, не более | |
Отожженный или высокоотпущенный прокат | 241 |
Нагартованный прокат | 269 |
Термообработка | Передел текучести σт, Н/мм2 (кгс/мм2) не менее | Временное сопротивление σв, Н/мм2 (кгс/мм2) | Относительное удлинение δ5,% | Относительное сужение ψ, % | Ударная вязкость KCU, Дж/см2 (кгс·м/см2) | Размер сечения заготовок для термической обработки (диаметр круга или сторона квадрата), мм | |||||
Закалка | Отпуск | ||||||||||
Температура, оС | Среда охлаждения | Температура, оС | Среда охлаждения | ||||||||
1-й закалки или нормализации | 2-й закалки | ||||||||||
не менее | |||||||||||
860 | – | Масло | 650 | Вода или масло | 735(75) | 880(90) | 10 | 50 | 88(9) | 25 | |
Температура отпуска, ºС | Предел текучести ,σ0,2 МПа | Временное сопротивление σв, МПа | Относительное удлинение δ5 | Относительное сужение ψ | KCU, Дж/см2 | НВ |
% | ||||||
Закалка 850 ºС, масло. Охлаждение после отпуска с 500 ºС в воде | ||||||
200 300 400 500 600 | 1490 1450 1270 1100 880 | 1860 1650 1360 1160 960 | 14 15 14 15 19 | 43 50 52 55 63 | 49 30 39 61 98 | 51 49 46 42 34 |
Температура испытания, ºС | Предел текучести ,σ0,2 МПа | Временное сопротивление σв, МПа | Относительное удлинение δ5 | Относительное сужение ψ |
% | ||||
Закалка 850 ºС, масло. Отпуск 640 ºС | ||||
20 200 300 400 500 600 | 840 800 740 710 400 – | 920 900 840 850 490 370 | 26 22 18 28 30 51 | 63 46 35 50 65 80 |
Сечение, мм | Место вырезки образца | Предел текучести, σ0,2 | Временное сопротивление σв, | Относительное удлинение δ5 | Относительное сужение ψ | KCU, Дж/см2 |
МПа | % | |||||
Закалка 850 ºС, вода. Отпуск 600 ºС, воздух. (Образцы тангенциальные) | ||||||
50 | Ц | 900 | 940 | 15 | 45 | 69 |
80 | Ц | 810 | 890 | 11 | 33 | 39 |
120 | Ц | 710 | 860 | 12 | 37 | 64 |
160 | Ц 1/2R | 610 710 | 830 850 | 15 16 | 46 44 | 45 47 |
200 | Ц 1/2R | 490 510 | 710 800 | 17 18 | 49 49 | 57 47 |
240 | Ц 1/2R K | 490 570 700 | 710 770 830 | 18 19 17 | 51 50 49 | 71 54 61 |
Предел выносливости | Состояние стали | |
σ-1, МПа | τ-1, МПа | |
480 421 372 | – – 265 | Закалка 880 ºС, масло. Отпуск 230 ºС. σв=1220 МПа, НВ 387 Закалка 880 ºС, масло. Отпуск 550 ºС. σв=990 МПа, НВ 288 Закалка 880 ºС, масло. Отпуск 650 ºС. σв=960 МПа, НВ 258 |
Температура, ºС | Термообработка | ||
20 | -20 | -70 | |
Ударная вязкость KCU, Дж/см2 | |||
92 | 61 | 55 | Закалка 850 ºС, масло. Отпуск 600 ºС |
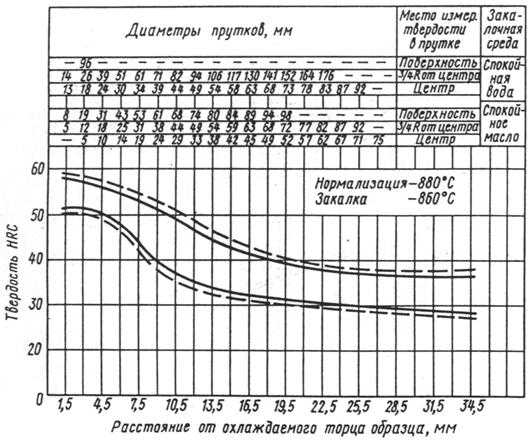
Расстояние от торца, мм | Примечание | ||||||||||
1,5 | 3 | 4,5 | 6 | 9 | 12 | 15 | 18 | 27 | 39 | Закалка 860 ºС | |
Прокаливаемость | |||||||||||
51,5-60,5 | 51,5-59,5 | 50,5-58,5 | 48-57,5 | 39,5-54 | 35-50,5 | 34-46,5 | 32,5-43 | 30,5-39 | 27-39 | Твердость для полос прокаливаемости, HRCЭ | |
Заменитель – стали: 40Х, 65Г, 50ХФА, 30Х3МФ.
Температура ковки, ºС:
начала 1250,
конца 860-800.
Заготовки сечением до 200 мм охлаждаются в мульде, 201-300 мм – с печью.
Свариваемость – трудно свариваемая; способы сварки: РДС необходимы подогрев и последующая термообработка. КТС – необходима последующая термообработка.
Обрабатываемость резанием – после закалки и отпуска при HB241, КV т.в. спл =0,75, КV б. ст =0,65.
Флокеночувствительность – чувствительна.
Склонность к отпускной хрупкости – склонна.
Назначение: в улучшенном состоянии – шлицевые валы, штоки, установочные винты, траверсы, валы экскаваторов и другие детали, работающие при температуре до 400 ºС; после закалки и низкого отпуска – червячные валы и другие детали повышенной износостойкости.
Полосы прокаливаемости
По требованию потребителя, указанному в заказе, пачки, концы или торцы горячекатаных и кованых прутков, а по согласованию изготовителя с потребителем и калиброванных прутков из стали всех марок в зависимости от группы должны маркироваться краской в соответствии с таблицей
Группа стали | Цвет маркировки |
| Хромованадиевая | Зеленый + черный |
Сортамент:
горячекатаная квадратная – ГОСТ 2591-88,
горячекатаная квадратная – ГОСТ 2590-88,
горячекатаная шестигранная – ГОСТ 2879-88,
горячекатаная полосовая – ГОСТ 103-76,
кованая круглая и квадратная – ГОСТ 1133-71,
калиброванная круглая – ГОСТ 7417-75,
калиброванная квадратная – ГОСТ 8559-75,
калиброванная шестигранная – ГОСТ 8560-78,
серебрянка – ГОСТ 14955-77
markmet.ru